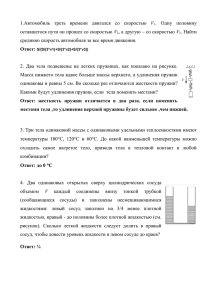
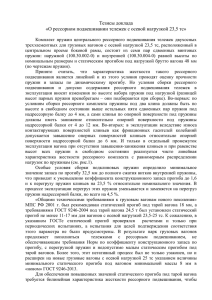
Министерство транспорта и коммуникаций Республики Беларусь Белорусский государственный университет транспорта Отдел магистратуры и студенческой науки Кафедра «Вагоны» «СОВЕРШЕНСТВОВАНИЕ ТЕХНОЛОГИИ РЕМОНТА ДВУХОСНЫХ ТРЕХЭЛЕМЕНТНЫХ ТЕЛЕЖЕК ГРУЗОВЫХ ВАГОНОВ» Диссертация на соискание степени магистра технических наук по специальности 1-37 80 01 Транспорт Выполнил студент второй ступени высшего образования (магистратуры) ___________________ «____» ___________2019 г. Научный руководитель к.т.н., доцент ___________________ «____» ___________2019 г. Гомель 2019 СОДЕРЖАНИЕ ВВЕДЕНИЕ ................................................................................................................ 3 1 АНАЛИЗ НЕИСПРАВНОСТЕЙ ТЕЛЕЖЕК ГРУЗОВЫХ ВАГОНОВ И ПРИЧИНЫ ИХ ВОЗНИКНОВЕНИЯ ...................................................................... 5 2 РАЗРАБОТКА СИСТЕМЫ ИСПЫТАНИЯ И УЧЕТА ПРУЖИН РЕССОРНЫХ КОМПЛЕКТОВ ТЕЛЕЖЕК ГРУЗОВЫХ ВАГОНОВ ............... 11 2.1 Требования, предъявляемые к пружинам рессорных комплектов трехэлементных тележек грузовых вагонов...................................................... 12 2.2. Обзор существующей технологии испытания и учета пружин рессорных комплектов в Жлобинском вагонном депо ...................................................... 14 2.3 Патентный поиск ............................................................................................ 18 2.4 Выбор оборудования для проведения испытаний пружин ........................ 24 2.5 Маркировка пружин ...................................................................................... 34 2.6 Разработка автоматизированного учета пружин вагонов ......................... 45 2.7 Технология комплектования рессорных комплектов трехэлементных тележек грузовых вагонов ................................................................................. 47 2.8 Определение экономической эффективности применения технологии ................................................................................................................................ 48 3 РАЗРАБОТКА ПРИСПОСОБЛЕНИЯ ДЛЯ УДАЛЕНИЯ ШКВОРНЯ ......... 50 3.1 Технология удаления шкворня ..................................................................... 50 3.2 Определение экономического эффекта от внедрения приспособления для удаления шкворня ................................................................................................ 51 ЗАКЛЮЧЕНИЕ ....................................................................................................... 54 ЛИТЕРАТУРА ......................................................................................................... 56 Приложение 2 ВВЕДЕНИЕ Эффективность и конкурентоспособность подвижного состава зависят от своевременного содержания вагонов в исправном состоянии. Вагоны работают в сложных условиях эксплуатации, подвергаются повышенным динамическим нагрузкам, интенсивному изнашиванию поверхностей трения, металлические поверхности подвергаются коррозии и т.д. Эксплуатационные показатели подвижного состава зависят от технического состояния узлов и деталей вагонов. Наиболее ответственными частями вагонов являются ходовые части – тележки, от исправности которых зависят ходовые качества вагона и безопасность движения. В результате старения вагонного парка особые требования предъявляются к. безопасности движения. Проблема обеспечения транспортной безопасности на железнодорожном транспорте является актуальной и соответствует приоритетному направлению научно-технической деятельности в Республике Беларусь на 2016–2020 [1]. Организация ремонта грузовых тележек вагонов должна соответствовать современному и перспективному технологическому уровню вагонного парка с целью обеспечения исправного состояния тележек, уменьшения их простоя в неисправном состоянии, повышения производительности труда и снижения себестоимости ремонта. В соответствии с Руководством по деповскому ремонту грузовые вагоны железных дорог колеи 1520 мм, утвержденным Советом по железнодорожному транспорту государств-участников Содружества (протокол от 17-18 мая 2018 г. № 68) межремонтные сроки для грузовых вагонов общего назначения увеличились с одного года до трёх [326]. Такой переход выявил целый ряд проблем, с которыми сталкиваются организации, эксплуатирующие вагоны и вагоноремонтные предприятия. Новая система требует новых подходов к ремонту вагонов и, в особенности, к ремонту их ходовых частей, как к элементу непосредственно отвечающему за безопасность движения. Вопросы ремонта и восстановления деталей тележек грузовых вагонов являются предметом изучения ряда ученых и практиков как в странах СНГ, так и в странах дальнего зарубежья. Вопросами совершенствования технологии и методов плановых видов ремонта грузовых вагонов и отдельных его узлов занимались и занимаются ряд ученых. Предмет исследования ученых Болотина М. М. [4], Копачёва С. В.[19], Карелиной М. В.[18] ,Криворучко Н.З,. Гридюшко В.И, Бугаева В. П. [5,6,12], Мямлина В.В.[268] и др. – это вопросы совершенствования организации ремон3 та грузовых вагонов. Труды ученых Бороненко Ю.П. [3], Пигунова В.В. Пигунова А.В.и др. [31] посвящены совершенствованию конструкции вагонов с целью улучшения их технических характеристик и повышения эксплуатационной надежности. Ряд ученых, в который входят Габец Д.А. [10,213], Николаев В.А.[279], Резник Д.О. [302], Орлова А.М. [30] и др,. работают над вопросами совершенствования отдельных элементов тележек с целью улучшения их технических характеристик и повышения надежности в эксплуатации. Таким образом, можно сделать вывод, что научные исследования в области ремонта грузовых вагонов идут в трех основных направлениях: – совершенствование организации ремонта; – разработка новых видов оборудования для ремонта деталей и узлов вагонов; – совершенствование конструкции вагонов в процессе выполнения плановых видов ремонта. Целью данной работы является разработка мероприятий и оборудования для совершенствования плановых видов ремонта тележек трехэлементных грузовых вагонов. Для достижения поставленной цели необходимо выполнить следующие задачи: – провести анализ характерных неисправностей тележек грузовых вагонов, поступающих для планового ремонта в депо и определить причины их возникновения; – разработать систему испытания и учета пружин рессорных комплектов трёхэлементных тележек; – разработать новое оборудование для осуществления ремонтных операций; – определить эффективность разработанных предложений. . 4 1 АНАЛИЗ НЕИСПРАВНОСТЕЙ ТЕЛЕЖЕК ГРУЗОВЫХ ВАГОНОВ И ПРИЧИНЫ ИХ ВОЗНИКНОВЕНИЯ К техническому состоянию ходовых частей вагонов, как к наиболее ответственным узлам вагонов, всегда предъявлялись особые требования. Основной особенностью вагонного парка сегодня является: наличие большого количества вагонов со значительными сроками эксплуатации; поврежденных вагонов в связи с нарушениями условий эксплуатации, а также в результате эксплуатации при неблагоприятных погодных условиях (вагоны, эксплуатирующиеся в странах СНГ, работают при температурных показателях от –40 до +50ºС). Техническое состояние вагонов является определяющим и при обосновании ремонта вагонов по пробегу. Ремонт тележек в условиях депо должен быть организован таким образом, чтобы обеспечить своевременную подачу тележек, при полном соблюдении предъявляемых требований к отремонтированным тележкам. В процессе эксплуатации детали тележек грузовых вагонов подвергаются значительным износам и повреждениям, величина которых зависит от прочности, износостойкости, времени и условий работы деталей. При ремонте тележек в депо при всех плановых видах ремонта все поврежденные или изношенные детали тележек восстанавливают до размеров, обеспечивающих надежную их эксплуатацию до очередного планового ремонта. Ко всем деталям и узлам тележек предъявляются повышенные требования, т.к. именно неисправности ходовых частей являются наиболее частыми причинами транспортных происшествий и событий. По Жлобинскому вагонному депо с участием автора проведен статистический анализ количества отцепок вагонов в ремонт по неисправностям узлов грузовых вагонов: деталей тележки, автосцепного устройства, тормозного оборудования, кузова и рамы за период 2010-2018 годы (таблица 1.1) Ниже на диаграмме показаны доли неисправностей деталей тележек грузовых вагонов в период с 2010 по 2018 годы (рисунок 1.1). Полученные данные показывают, что более четверти всех неисправностей вагонов составляют неисправности тележек. Следует отметить, что в Жлобинское вагонное депо для ремонта поступают тележки моделей 18-100, 18-101 и 18-7020. Ниже на диаграмме показаны доли неисправностей деталей тележек грузовых вагонов в период с 2010 по 2018 годы (рисунок 1.1). 5 Таблица 1.1 – Количество отцепок в ремонт по неисправностям грузовых вагонов за 2010-2018 годы по Жлобинскому вагонному депо Доля неисправностей тележек от общего количества несправностей, % Буксовый узел Детали тележки Автосцепка Автотормоза Кузов, рама Всего 2010 2011 2012 2013 2014 2015 2016 2017 год год год год год год год год 44 85 79 38 54 50 48 21 2018 год 8 41 37 59 71 64 76 66 65 68 11 72 21 189 7 30 11 172 2 51 17 208 7 42 13 171 7 42 17 187 6 69 43 245 9 56 50 229 15 64 66 231 11 82 64 233 45 40 35 30 25 20 15 10 5 0 2010 2011 2012 2013 2014 2015 2016 2017 2018 Год Рисунок 1.1 – Доля неисправностей деталей тележек грузовых вагонов в период с 2010 по 2018 годы Основные неисправности трехэлементных тележек грузовых вагонов – это износы трущихся деталей, трещины и изломы литых боковых рам и надрессорных балок, ослабление заклепок фрикционных планок, разрегулировка зазоров скользунов. Интенсивному износу из-за трения подвержены детали фрикционного гасителя, а также отверстия кронштейнов для валиков подвесок тормозных башмаков, отверстия кронштейна державки мертвой точки, наклонные поверхности и подпятники надрессорной балки, детали горизонтальных скользунов, направляющие и опорные поверхности буксовых проемов боковых рам. У подпятников наиболее быстро изнашиваются опорные поверхности и внут6 ренние поверхности наружного бурта по оси, которые совпадает с продольной осью вагона. Средняя интенсивность износа составляет соответственно 0,4 и 0,8 мм в год. При значительных износах создаются условия для относительного перемещения и соударения пятников и надрессорных балок и образования в них трещин [157]. Повышенные износы в шарнирах тормозной передачи приводят к увеличению на них динамических нагрузок и могут быть причинами трещин. Трещины и изломы боковых рам и надрессорных балок возникают из-за значительных динамических нагрузок, скрытых дефектов в литье, усталостных явлений металла, наличия на поверхности деталей забоин и ожогов от электросварки, которые являются концентраторами напряжений. Особенно сложны условия эксплуатации боковых рам, являющихся необрессоренными деталями.Причинами трещин и изломов деталей тележек могут быть нарушения правил эксплуатации и сборки. Ослабление и обрывы заклепок фрикционных планок происходят из-за их ступенчатого износа, который приводит к ударам клина и планки. В боковых рамах тележек 18-100 наиболее вероятны трещины в углах буксовых и рессорных проемов, в наклонном, нижнем и верхнем поясах, в приливах для валиков подвесок тормозного башмака. Не допускается эксплуатация вагонов, в тележках, которые имеют трещины боковых рам и надрессорных балок, выявле но отсутствие или излом колпака скользуна и его болта [179]. Значительная часть тележек поступает в ремонт со значительными повреждениями рессорных комплектов. В процессе эксплуатации в рессорах образуется целый ряд дефектов: сдвиги листов и хомутов образуются при действии горизонтальных сил, особенно при недостаточном обжатии хомута; трещины и излом листов являются дефектами усталостного происхождения.Зазоры между листами ухудшают трение между ними и, таким образом, снижают эффект гашения колебаний; просадка рессор является следствием потери упругих свойств стали; иногда встречается выработка листов или их коррозионный износ по толщине. Выработка листов образуется при взаимном трении листов при отсутствии или недостатке смазки между ними либо при попадании в зазор твердых частиц. Кроме того, встречаются трещины, забоины, вытертые места на поверхностях хомута. Особую группу дефектов составляют трещины, изломы наконечников и износы в упорах. Основными неисправностями, характерными рессорных комплектов грузовых тележек являются: – свободные (ненагруженные) подклиновые пружины и клинья в порожних (рисунок 1.2,а) грузовых вагонах; – завышение или занижение более установленных нормативов хотя бы одного клина относительно нижней опорной поверхности надрессорной балки; 7 – выбитая пружина (рисунок 1.2,б); – смещение и излом опорных витков пружин (рисунок 1.2,в); – изломы, отколы, трещины витков, отсутствие пружин; – протертости, коррозионные повреждения более 10% площади сечения витков (рисунок 1.2,г); – смыкание витков пружин (рисунок 1.2,д); – свободное расстояние пружины в рессорном комплекте (рисунок 1.2,е). а) б) в) г) д) е) а) свободные (ненагруженные) подклиновые пружины и клинья; б) выбитая пружина; в) смещение и излом опорных витков; г) протертости, коррозионные повреждения витков; д); смыкание витков пружин; е) свободное расстояние пружины в рессорном комплекте Рисунок 1.2 – Основные неисправности пружин рессорного комплекта трехэлементной тележки грузового вагона 8 Клинья и фрикционные планки могут иметь следующие неисправности: – повреждения износостойких элементов (трещины, изломы, чугунного фрикционного клина); – излом или трещина в клине амортизатора, излом упорного бурта клина амортизатора; – обрыв заклёпки фрикционной планки; – повреждение износостойких элементов. При обнаружении хотя бы одной из перечисленных неисправностей, вагон направляется в текущий отцепочный ремонт [315]. Статистические данные по отцепкам грузовых вагонов, отремонтированных в Жлобинском вагонном депо, по излому пружин на Белорусской железной дороге приведены в таблице 1.2. Всего Июнь2019 Май2019 Апрель2019 Март2019 Февраль 2019 Январь 2019 Декабрь 2018 Ноябрь 2018 Октябрь2018 Сентябрь2018 Август 2018 Июль2018 Июнь2018 Май2018 Апрель2018 (код 214) Март2018 пружин Февраль 2018 Излом Январь 2018 Таблица 1.2 – Отцепки грузовых вагонов, отремонтированных в Жлобинском вагонном депо, по излому пружин на Белорусской железной дороге 425 368 599 730 454 553 484 359 295 322 320 328 392 415 427 364 411 451 из них гаран24 тийные 18 29 27 10 19 13 7 8 6 13 14 16 8 8 8 11 14 Полученные результаты указывают, что в последние годы количество изломов пружин в гарантийных вагонах имеет тенденцию к увеличению. Согласно известным статистическим данным по ОАО «Российские железные дороги» 37% отцепок грузовых вагонов в ТОР по технологическим неисправностям в межремонтный период приходится на грузовые тележки вагонов, из них 39% приходится на излом пружин. При этом анализ статистических данных об изломах пружин в рессорном подвешивании тележек грузовых вагонов показал, что процент изломов внутренних пружин существенно выше, чем наружных (80% и 20% соответственно) [215]. Анализ повреждаемости пружин и рессор показывает, что все дефекты можно разделить на две основные группы: дефекты усталостного происхождения и проседания, вызванные потерей упругих свойств. Усталостные разрушения приводят вначале к образованию едва заметной, постепенно развивающейся усталостной трещины, зарождающейся на поверх9 ности, где имеются обезуглероживание металла, риски, забоины и другие поверхностные концентраторы напряжений. Потеря упругих свойств пружины происходит в результате постепенного действия эксплуатационных нагрузок, особенно при недостаточно качественном выполнении термообработки пружин и рессор. В результате длительных наблюдений за состоянием пружин в эксплуатации выявлены следующие повреждения: вмятины или потертости, образующиеся чаще в зоне нажатия конца первого витка на второй виток пружины. Эти дефекты образуются при перевалке кузова, особенно при движении в кривых с большими скоростями. Вмятины являются концентраторами напряжений и являются причинами возникновения трещин, что в свою очередь приводит к излому пружин; просадке пружин по высоте; иногда встречаются коррозионные повреждения. На сегодняшний день в плановые виды ремонта поступают около 22% пружин с отсутствием маркировки или бирки завода-изготовителя. Отсутствие маркировки или бирки предприятия-изготовителя позволяет производить замену оригинальных пружин на контрафактные или на продукцию не соответствующую установленным нормам, что ставит под угрозу безопасность движения. Для снижения количества неисправностей пружин рессорного подвешивания и, как следствие, снижения количества отцепок в ремонт вагонов по коду «214» целесообразно внедрить систему учета и маркировки пружин рессорных комплектов грузовых тележек. Изменение межремонтных сроков эксплуатации полувагонов привели к тому, что при ремонте такого узла как тележка возникают затруднения, которые ранее были не характерны. На сегодня период между плановыми ремонтами увеличен с одного года до трёх [324]. Это привело к тому, что при ремонте возникли трудности при разборке тележек грузовых вагонов. Одной из характерных проблем является затруднение при удалении шкворня из надрессорной балки грузового вагона. Происходит заклинивание шкворня и удалить его вручную не представляется возможным. Разработка специальных приспособлений для ремонта позволит существенно удешевить процесс и снизить затраты на выполнение работ, сэкономить время на выполнение различных операций, что в конечном итоге снизит себестоимость технологического процесса, а также уменьшит количество забракованных надрессорных балок. 10 2 РАЗРАБОТКА СИСТЕМЫ ИСПЫТАНИЯ И УЧЕТА ПРУЖИН РЕССОРНЫХ КОМПЛЕКТОВ ТЕЛЕЖЕК ГРУЗОВЫХ ВАГОНОВ Советом по железнодорожному транспорту государств – участников Содружества Протокол от «19-20 октября» 2017 г. № 67 были утверждены «Методические положения по выявлению и устранению из эксплуатации колесных пар и литых деталей тележек грузовых вагонов с повторяющейся маркировкой» [257].Они определяют порядок учета наиболее ответственных узлов тележек: колесных пар, надрессорных балок и боковых рам. В современных условиях актуальной является проблема учета таких деталей тележки как клин фрикционный, корпус скользуна, колпак скользуна, пружины рессорного подвешивания. В Российской Федерации разработана система учета DigiPass, которая позволяет вести учет элементов вагонов таких как колесная пара, рама боковая, балка надрессорная, главная и магистральная части воздухораспределителя, поглощающий аппарат, авторежим, автосцепка, клин фрикционный, корпус скользуна, колпак скользуна, адаптер, тормозной цилиндр; а также пружины рессорного подвешивания, резервуары воздушные для автотормозов, тяговый хомут автосцепки, триангель, стояночный тормоз. В настоящее время на Белорусской железной дороге внедрена и успешно используется автоматизированная система учета АРМ комплектующих деталей вагонов. Данная система предназначена для учета комплектующих деталей вагона, содержит архив данных по комплектующим деталям, а также статистические данные. Программой производится учет маркированных элементов тележки: колесных пар, боковых рам и надрессорных балок. Расширение номенклатуры учитываемых деталей позволит усилить контроль за узлами, влияющими на безопасность движения, исключить случаи постановки не отвечающих техническим нормам деталей и узлов в процессе ремонта, а также отслеживать их жизненный цикл. Порядок учета пружин рессорных комплектов грузовых тележек вагонов должен осуществляться в несколько этапов: – проведение технических испытаний пружин на вагоноремонтных предприятиях; – создание системы маркировки испытанных пружин; – разработка протокола учета проверенных и маркированных пружин в рамках системы АРМ. 11 2.1 Требования, предъявляемые к пружинам рессорных комплектов трехэлементных тележек грузовых вагонов Состояние элементов рессорного подвешивания контролируется при всех видах технического обслуживания и ремонта вагонов. При обнаружении неисправностей, создающих угрозу безопасности движения поездов, неисправные детали должны быть заменены. Высота пружин в свободном состоянии тележек 18-100, 18-101 составляет 249+7 -2 мм. Не допускается устанавливать в одном комплекте пружины с разницей по высоте более 4 мм. Под фрикционные клинья устанавливают пружины, имеющие небольшую высоту. У тележек 18-100 после подкатки под вагон необходимо проверить положение клина относительно нижней опорной поверхности надрессорной балки. Цилиндрические винтовые пружины, используемые в рессорном подвешивании тележки в качестве упругих элементов, должны быть выполнены в соответствие с ГОСТ 1452 [133]. Допустимую разность высот упругих элементов рессорного подвешивания в свободном положении, изготавливаемых по одной номинальной высоте, устанавливаемых с каждой стороны тележки, указывают в технических условиях. Запас прогиба рессорного подвешивания под нагрузкой, соответствующей установке в вагон с максимальной расчетной массой, должен обеспечивать отсутствие смыкания упругих элементов подвешивания при показателях качества хода в соответствии с требованиями, установленными нормативными документами государств, упомянутых в предисловии как проголосовавших за принятие межгосударственного стандарта В технических условиях на тележку указывают значения расчетных статических прогибов рессорного подвешивания тележки в вагоне с минимальной и максимальной расчетной массой. Расчетный статический прогиб рессорного подвешивания тележки под нагрузкой, соответствующей установке в вагон с минимальной расчетной массой, должен быть не менее: 13 мм — для тележек типов 1,4,5; 8 мм — для тележек типов 2,3. Классификация тележек по типам должна соответствовать таблице 2.1. 12 Таблица 2.1 — Классификация тележек Значение характеристики для тележки типа 1 2 3 4 5 Максимальная расчетная стати196 230,5 245 265 294 ческая осевая нагрузка, кН (тс) (20) (23,5) (25) (27) (30) Конструкционная скорость ва140 120 120 100 90 гона, км/ч Минималъная расчетная масса 21 21 21 24 24 вагона, т Технические характеристики В настоящее время серьезной проблемой становится проблема установки на вагоны контрафактных деталей. В соответствии с ГОСТ 1452-2011 новые пружины для рессорного подвешивания грузовых тележек следует маркировать на бирке, закрепленной на среднем витке, на котором указываются: – товарный знак предприятия-изготовителя; – месяц и год изготовления; – знак обращения продукции на рынке; – марку стали; – высоту пружины, мм; –значение расчетной статической нагрузки пружины, кН. Высота знаков маркировки - от 4 до 5 мм [135]. Контроль технических параметров пружин должен осуществляться в соответствии с требованиями «Методика выполнения измерений надрессорной балки, боковых рам, пружин и рессорного комплекта при проведении плановых видов ремонта тележек 18 – 100» РД 32 ЦВ 050 -2005. В случае смешанного комплектования комплекта пружинами с диаметрами прутка 19 мм или 21 мм количество их в комплекте по обе стороны тележки должно быть одинаково и симметрично расположено (напротив друг друга). Из числа пружин, которые подобраются для рессорного комплекта под фрикционные клинья, выбирают пружины, имеющие наибольшую высоту. При капитальном ремонте устанавливаются пружины с диаметром прутка 21 мм. На боковой поверхности опорного витка пружин наносят при изготовлении следующую маркировку: – условный номер предприятия - изготовителя; – год и месяц изготовления (приемки); 13 – марку стали (марки стали 55С2, 60С2, 55С2А, 60СС2А допускается не наносить). Знаки маркировки наносят глубиной не более 2 мм штамповкой или другим способом с учетом сохранности знаков в течение всего срока службы пружины. Не допускается применение пружин, не имеющих маркировки [124]. 2.2. Обзор существующей технологии испытания и учета пружин рессорных комплектов в Жлобинском вагонном депо В Жлобинском вагонном депо для контроля и сортировки пружин рессорного комплекта трёхэлементных тележек грузовых вагонов применяется стенд БП-428. Управление стендом осуществляется с пульта управления. Характеристики пружин приведены в таблице 2.2. Число витков Высота в свободном состоянии, мм Статическая нагрузка, кН 5,5 249+7-2 19,78 48+5,8-3,8 124±1,5 86 8,5 249+7-2 7,845 49,6+6-4 132±1,5 90 7,95 249+7-2 10,56 48+5,8-3,8 Наружная 30 200 Внутренняя 19 Внутренняя 21 Наружный диаметр, мм Диаметр прутка, мм 140±2,5 Наименование пружины Внутренний диаметр, мм Величина прогиба под воздействием статической нагрузки, мм Таблица 2.2 – Характеристики испытуемых пружин В вагонном депо контроль пружин осуществляется в соответствии с данными, приведенными в таблице 2.3. 14 Таблица 2.3 – Контроль параметров пружин рессорного комплекта тележек модели 18-100 № п/п Наименование операций измерения Контролируемый параметр Средства измерения Наименование контролируемого параметра 1 Контроль качеЛупа ЛП-1-10× поверхностные ства поверхности ГОСТ 25706-88 дефекты пружин 2 Контроль высоты пружин в свободном состоянии Штангенглубиномер ШГ500-0,05 ГОСТ 162-90 предельно допустимая высота пружин Контроль внутреннего диаметра наружных пружин и наружного диаметра внутренних пружин Калибр стакан-пробка Т914.22.000 Калибр стакан Т914.23.000 размеры внутреннего диаметра наружных пружин и наружного диаметра внутренних пружин, допустимые пределы искажений геометрии пружин Испытания пружин рабочей нагрузкой Стенд модели БП 428 величина прогиба для наружных пружин под действием статической нагрузки 18,633 кН 3 4 Размер, мм визуально 249+6-3 величина прогиба для внутренних пружин под действием статической нагрузки 7,845 кН при помощи калибров 48+5,8-3,8 48+5,8-3,8 Стенд позволяет проверять по 60 наружных и внутренних пружин за час. Стенд предусматривает ручную загрузку пружин всех типоразмеров, а контроль испытание и сортировка пружин в тару производится автоматически. Стенд в автоматическом режиме проводит проверку высоты пружины в свободном состоянии, контроль внутреннего диаметра наружных пружин и наружного диаметра внутренних пружин с использованием калибра-пробки или 15 калибра-стакана. Пружина считается соответствующей нормам, если калибр проходит на всю длину пружины под собственным весом. На стенде проводится испытание на прочность путем полного сжатия пружин, а также измеряется величина прогиба под воздействием статической нагрузки. После проведенных измерений проводится сортировка пружин по группам: 1 группа – пружины с величиной прогиба 44,2 – 47,39 мм, 2 группа – 47,4 – 50,6 мм, 50,61 – 53,8 мм. Отдельный ящик предназначен для забракованных пружин. Стенд оснащен программным обеспечением, которое позволяет производить распечатку информации о контролируемых параметрах пружин для последующего комплектования пар пружин для тележек. Устройство состоит из сварной станины на верхней плоскости, которой установлены подпятники базирования пружин и расположены механизмы подъема пружин. Станина выполнена сварной из листов. На верхней плоскости станины установлены пятники базирования пружин и расположены механизмы подъема пружин. Портал представляет собой сварную конструкцию, связанную со станиной болтами. На портале установлены три механизма (на каждый тип пружин) перемещения плит, нагружающих пружины через тензодатчики. Перемещение плит осуществляется серводвигателями через шарико-винтовую пару. Транспортер шаговый состоит из штанги с подпружиненными собачками и привода перемещения – пневмоцилиндра. На транспортере установлены три механизма для сталкивания пружин в ящик – тару. Стенд оборудован тремя нитками транспортёра, каждый из которых предназначен для отдельной группы пружин. Испытание и контроль производится в следующей последовательности: – на очищенную от грязи пружину оператор навешивает бирку с указанием условного номера вагонного депо, порядкового номера пружины, месяца и года проведения испытания; – вручную пружина устанавливается в ложемент; – опускается ограждение; – на панели оператора задаётся дата и порядковый номер пружины; – на пульте задаётся «Цикл испытания»; – автоматически проводится контроль, испытание и сортировка пружины; – на панели оператора контролируются параметры пружины. При контроле внутреннего или наружного диаметра пружины калибрами и при несоответствии диаметра дальнейший контроль не производится и пружина бракуется. Сортировка выполняется в соответствие с данными приведенными в таб16 лице 2.4. Таблица 2.4 – Параметры сортировки пружин по высоте и прогибу Вид пружины Высота пружины, мм Наружная 246-248,9 200 мм 249-251,9 Внутренняя 252-255 246-248,9 124 мм 249-251,9 Внутренняя 252-255 246-248,9 132 мм 249-251,9 Статическая нагрузка, кН 18,633 7,845 10,50 252-255 Величина прогиба, мм Цвет сортировочного ящика 44,2...47,39 Черный 47,4...50,6 Синий 50,61...53,8 45,6...48,93 Оранжевый Черный 48,94...52,27 Синий 52,28...55.6 44,2...47,39 Оранжевый Черный 47,4...50,6 Синий 50,61...53,8 Оранжевый Стенд обеспечивает хранение данных о каждом цикле проведения испытания в компьютере. Представленный стенд обладает рядом недостатков, которые приводят к перебоям в его работе, вследствие чего нарушается технология ремонта рессорных комплектов в депо. Основные недостатки стенда: – отсутствие технической поддержки производителя, т.к. данный стенд был произведен в двух экземплярах и в настоящее время на предприятииизготовителе нет специалистов, способных осуществить ремонт данного стенда в случае поломки; – необходимость ежедневной настройки стенда; – частые поломки; – сложное программное обеспечение стенда, в связи с чем требуется высокая квалификация работников, обслуживающих данный стенд; – автоматическая сортировка пружин затрудняет процесс подбора пружин для формирования комплектов; – использование данного стенда не позволяет производить контроль всех, подлежащих контролю пружин. Соответственно, для проведения испытания пружин на остаточную деформацию необходимо оснастить депо соответствующим испытательным стен17 дом взамен стенда БП 428. В соответствии с действующими нормами все пружины, устанавливаемые на вагон при плановых видах ремонта должны быть проконтролированы на остаточную деформацию. 2.3 Патентный поиск В результате проведенного патентного поиска были найдены несколько вариантов стендов для проведения испытаний пружин. Одна из машин для испытания пружин приведена на рисунке 2.1. 1–силовая рама, 2– основание силовой рамы, 3 – винтовые колонны; 4 – подвижная траверса с резьбовыми гайками; 5 – червячные редукторы; 6 – двигатель привода червячных редукторов; 7 – электрический датчик силы; 8 – блок измерения силы сжатия; 9 – датчик деформации; 10 – блок измерения; 11 – силовая рама гидроцилиндра; 12 – шток; 13 – промежуточная траверса; 14 – стопор; 15 – гидропневматический аккумулятор;16 – насос; 17 – регулятор давления; 18,19,21 – трубопроводы; 20 – электрогидравлический сервоклапан; 22 – манометр для контроля давления насоса; 25, 26 – испытываемые пружины Рисунок 2.1 – Машина для испытания винтовых пружин 18 Машина для испытания винтовых пружин содержит механический червячно-винтовой привод статического нагружения и электрогидравлический привод циклического нагружения. Она рзработана ООО «НИКЦИМ Точмашприбор (РФ). Две пружины размещают в рабочем пространстве силовой рамы последовательно, при этом одна пружина опирается на основание, вторая – на подвижную траверсу. В то же время вторые концы пружин опираются на промежуточную траверсу, которая жестко соединена со штоком гидроцилиндра циклического нагружения электрогидравлической системой. З атем механическим приводом деформируются пружины на заданную величину (шток гидроцилиндра свободно плавающий), после чего система гидравлического привода воспроизводит циклическое возвратнопоступательное движение штока цилиндра с промежуточной траверсой с заданной амплитудой, не воспринимая статической составляющей нагрузки на пружины[222] Стенд автоматизированный измерений и испытания пружин рессорного комплекта электровозов (ЛАЗЕР-Л) (рисунок 2.2) включает средства размещения пружины на рабочей позиции, включающие опорный ложемент 1 с буртиком 2 и продольной сквозной полостью 3, расположенный на подвижном столе 4; центратор положения пружины, и состоит из разжимных губок 5, расположенных в полости 3 и связанных посредством винта 6 с приводом 7, и преобразователя угловых перемещений 8, который кинематически связан с винтом 6 и приводом 7, причем каждая из разжимных губок снабжена шторкой 9, расположенной над полостью 3. На противоположенных сторонах буртика 2 выполнены сквозные пазы 10 с возможностью захода в них шторок 9 при перемещении губок 5; средства измерения геометрических параметров пружин, выполненны в виде лазерных датчиков 11, которые установлены на раме 12; средства измерения силовых параметров пружин, включающие упорный ложемент 15, закрепленный на штоке 16 гидроцилиндра 17, и систему управления и обработки информации 18. Заявляемый стенд автоматизированный измерений и испытания пружин рессорного комплекта электровозов работает следующим образом. Пружина 13 размещается на опорном ложементе 1. Привод 7 приводит во вращение винт 6, разжимающий губки 5, в результате чего пружина 13 центрируется и устанавливается в исходное для измерения положение. При разжиме губок 5 шторки 9 входят в сквозные пазы 10. При достижении критического значения момента затяжки преобразователь угловых перемещений 8 отключает привод 7. Шторки 9, расположенные над полостью 3, препятствуют попаданию в полость 3 и, соответственно, в область перемещения губок 5 посторонних ча19 стиц, окалины, загрязнений и т.п. Рама 12 с датчиками 11, находящаяся в начальный момент в крайнем верхнем положении, посредством механизма 14 перемещается вниз, и лазерные лучи осуществляют сканирование витков пружины 13. Информация с лазерных датчиков 11 передается в систему управления и обработки информации 18, в которой на основе заложенной программы определяются геометрические характеристики диагностируемой пружины. Если фактические размеры пружины 13 соответствуют паспортным значениям, датчики 11 остаются в крайнем нижнем положении. В случае несоответствия фактических размеров пружины 13 паспортным значениям она снимается с опорного ложемента 1 и выбраковывается. Затем производится измерение силовых параметров пружины путем обжима пружины упорным ложементом 15 при помощи гидроцилиндра 17. Снабжение разжимных губок шторками и выполнение в буртике ложемента сквозных пазов, в которые заходят шторки при разжиме губок, препятствует попаданию в полость посторонних частиц, повышает надежность перемещения винта с губками и, соответственно - надежность работы автоматизированного комплекса испытания рессорных пружин [33]?. Рисунок 2.2 – Стенд автоматизированный измерений и испытания пружин рессорного комплекта электровозов (ЛАЗЕР-Л) Стенд для испытания силовых параметров пружин, разработанный ООО «НПЦ – ЛАДА» (РФ) (рисунок 2.3) работает следующим образом. Пружина 19 помещается на основание стенда 20 и производится ее испытание пробной нагрузкой на наличие остаточной деформации. Оператор вводит предварительные данные о геометрических параметрах пружины. Управляющий блок 18 включает гидрораспределитель 12. Масло из насосной станции 20 14 через гидрораспределитель 12 и гидродроссель 11 поступает в надпоршневое пространство гидроцилиндра 1. При этом поршень 2 со штоком 3 перемещается вертикально вниз и создаваемое усилие через нажимное устройство передается на пружину 19. Фиксация пружины 19 пробной нагрузкой происходит тогда, когда нижняя тарель 5 под действием сил упругости пружины создаст зазор между нижней и верхней тарелью и передаст через упорный подшипник ответную реакцию пружины 19 на верхнюю тарель 4. В этот момент срабатывает датчик начала отсчета деформации пружины 6, передавая соответствующий сигнал на блок 18, затем включается датчик контроля линейных перемещений 7, измеряющий высоту пружины в сжатом состоянии при приложении к ней пробной нагрузки, которая выбирается в зависимости от типа пружины. После достижения нажимным устройством крайнего нижнего положения, блок 18 выключает гидрораспределитель 12 и шток 3 с поршнем 2 возвращаются в исходное положение[35]. Рисунок 2.3 – Стенд для испытания силовых параметров пружин На предприятии ФГУП «Уральский электромеханический завод» был разработан стенд для испытания спиральных пружин на цикличность (рисунок 2.4). Для проведения испытания пружину 1 размещают в барабане 2, причем ее один конец крепят к его наружной поверхности, а другой к его центру по оси 3. Конец оси 3, выступающей из барабана, вводят в отверстие на торце выходного вала 4 многоступенчатого редуктора 5, при этом штифт 6 выходного вала 4 устанавливают в размещенном с противоположной стороны пазу оси 3 для пе21 редачи момента закручивания пружине 1 при реверсивных поворотах вала 4, затем барабан 2 плотно прикрепляют к гнезду 7 в стенке редуктора 5, установленного на станине 8. Вал 4 приводится в движение электродвигателем 9 от червячного редуктора 10, на выходном валу 11 которого установлен кулачок 12, сообщающий возвратно-поступательное перемещение рамке 13, установленной в направляющих 14 стенда, а та, в свою очередь, штырю 15, укрепленному на ней совместно с рейкой 16, находящейся в зацеплении с шестерней 17 первичного вала 18 многоступенчатого редуктора 5. Возвратно-поступательное движение рейки 16 преобразуется в реверсивный поворот шестерни 17 первичного вала 18, передающей момент закручивания посредством зубчатых колес следующих ступеней многоступенчатого редуктора 5 его выходному валу 4, а от него – оси 3 с пружиной 1, закручивая, либо раскручивая ее в течение заданного времени. Рисунок 2.4 – Стенд для испытания спиральных пружин на цикличность Данное техническое решение имеет простую и надежную кинематическую схему, позволяет заранее задавать угол закручивания (раскручивания) спиральных пружин, и с высокой производительностью проводить испытания пружин на цикличность. Предлагаемый стенд для испытания спиральных пру22 жин на цикличность позволяет осуществлять контроль пружин разных типоразмеров, работающих в механизмах различных устройств [34]. На базе ООО «АГРОЭЛ» (РФ) был разработан стенд для испытания силовых параметров пружин (рисунок 2.5). Рисунок 2.5 – Стенд для испытания силовых параметров пружин Стенд работает следующим образом. При подаче с блока управления 9 команды на испытание пружины 6 рама 13 поворачивается вокруг оси 14 и занимает горизонтальное положение. Испытываемая пружина 6 устанавливается в створ рамы 13. Блок управления 9 посылает команду на насосную станцию 8 и гидрораспределитель 11. После чего гидроцилиндр 2 через нажимное устройство 4 поджимает к основанию 5 пружину 6 для ее фиксации. Рама 13 поворачивается вокруг оси 14 и занимает вертикальное положение. Гидроцилиндр 2 освобождает пружину 6 от предварительного натяга, а силоизмерительное устройство 7 регистрирует на блоке управления 9 нулевое значение. Гидроцилиндр 2 через нажимное устройство 4 дважды обжимает пружину пробной нагрузкой. При этом момент обнуления нагрузки на силоизмери23 тельном устройстве 7 служит командой для регистрации блоком управления 9 положения датчика линейного перемещения 10, т.е. размера пружины в свободном состоянии. Величина предельной нагрузки, создаваемой гидроцилиндром на пружину, ограничивается работой предохранительного клапана 12. Гидроцилиндр вновь обжимает пружину пробной нагрузкой, затем вновь определяется ее размер в свободном состоянии. Разница зарегистрированных значений высоты пружины после первого и второго обжатий и определяет ее усадку. Вторым этапом испытания пружины является определение стрелы прогиба. Для этого с блока управления на гидроцилиндр подается команда, и шток 3 через нажимное устройство сдавливает пружину. При достижении заданной нагрузки, контролируемой силоизмерительным устройством, гидроцилиндр останавливается. Датчик линейного перемещения 10 определяет высоту пружины, которая регистрируется в блоке управления. После чего гидроцилиндр освобождает пружину от внешней нагрузки, а блок управления проводит анализ полученной информации с силоизмерительного устройства и датчика линейного перемещения. Пружина считается выдержавшей испытание, если ее параметры соответствуют требованиям конструкторской документации. Гидроцилиндр вновь поджимает пружину, после чего рама поворачивается вокруг оси и вновь занимает горизонтальное положение. Шток гидроцилиндра полностью втягивается, пружина 6 освобождается. Испытание пружины завершено[36]. Из представленных разработок наиболее подходящим является стенд для испытания силовых параметров пружин, разработанный на базе ООО «АГРОЭЛ» (РФ). Он является наиболее простым и позволяет осуществить все необходимые измерения. 2.4 Выбор оборудования для проведения испытаний пружин При проведении плановых видов ремонта тележки грузовых вагонов, согласно Руководства РД 32 ЦВ 50-2009 «Ремонт тележек грузовых вагонов с бесконтактными скользунами», должна производиться дефектация узлов и деталей тележек грузовых вагонов. Дефектацию необходимо проводить визуальным и инструментальным способами. Требования к пружинному комплекту определены РД 32 ЦВ 050-2010 «Методика выполнения измерений деталей при выполнении ремонта двухосной трёхэлементной тележки тип 2 по ГОСТ 9246». Для этих целей необходимо оснастить тележечный участок стендом для испытания пружин. Наличие в тележечном участке стенда испытания пружин рабочей нагрузкой регламентировано разделом 5 РД 32 ЦВ 050-2010. 24 При проведении плановых видов ремонта тележек грузовых вагонов производится испытание всех пружин рессорных комплектов, не имеющих явных повреждений. Испытания проводятся в соответствие с ГОСТ 32208-2013[12]. Для определения деформаций пружин под статическими нагрузками применяется пресс, конструкция которого должна обеспечивать продольное сжатие пружины статической нагрузкой в диапазоне от нуля до пробной нагрузки Fпр с пределами допускаемой относительной погрешности не более ±2%. Минимальную высоту полностью сжатой пружины с учетом неравномерности шага lпр, мм, вычисляют по формуле: .. (2.1) где n – число рабочих витков пружины; d – диаметр витка пружины, мм. Испытательный стенд должен обеспечивать: – осевое циклическое нагружение одной или более пружин одновременно по асимметричному знакопостоянному циклу напряжений; – режимы испытаний по статическим деформациям до 150 мм или нагрузкам до 70 кН с относительной погрешностью не более ±2% и амплитуды деформации до 75 мм или нагрузки до 35 кН с относительной погрешностью не более 5%; – частоту циклов нагружения в пределах от 2 до 17 Гц; – автоматический подсчет и индикацию числа циклов при помощи счетного устройства с числом декад не менее семи и сохранением текущего значения числа циклов для электронного исполнения устройства при отключении его питания. Измерение геометрических размеров, определение прогибов пружины под статическими нагрузками (тарирование) должно быть проведено до ее испытаний на циклическую долговечность. Нагружение продольной статической нагрузкой проводят ступенчато до величины пробной нагрузки Fпр. Число ступеней нагружения должно быть не менее пяти. При каждом значении нагрузки проводят измерение высоты пружины. Данные заносят в таблицу и для каждой нагрузки вычисляют соответствующую деформацию пружины. Строят график зависимости деформации пружины от нагрузки s=f(F) и по этому графику определяют значение фактической деформации s1 под статической нагрузкой F1. Напряжение 1, МПа, вычисляют, учитывая действительные размеры диаметра прутка, среднего диаметра пружины, по формуле 25 , (2.2) где k – коэффициент, учитывающий кривизну витка; , (2.3) i – индекс пружины; , (2.4) F1– расчетная статическая нагрузка на пружину, кН; D – средний диаметр пружины, мм; D=D1 – d, (2.5) D1 – наружный диаметр пружины, мм d – диаметр прутка пружины, мм; Амплитуду напряжения цикла а и, МПа, на базе Nk= 0,5·106 в случае проведения периодических и сертификационных испытаний вычисляют на основании диаграммы, приведенной на рисунке 2.7, по формуле аи=(257–0,1921)KdиK, (2.6) где 1 – касательное напряжение кручения на внутренней поверхности витка пружины, возникающее при приложении силы F1, МПа; Kdи – коэффициент влияния действительных размеров поперечного сечения прутка на сопротивление усталости при числе циклов нагружения N; К– коэффициент влияния состояния поверхности прутка и глубины обезуглероженного слоя на сопротивление усталости. На рисунке 2.6 представлена диаграмма амплитуд напряжений при испытаниях пружин 26 1 – ограничение по пределам текучести пружин из стали 55С2, 60С2; 2 – ограничение по пределам текучести пружин из стали 60С2А; 3 – ограничение по пределам текучести пружин из стали 60С2ХА; 4– ограничение по пределам текучести пружин из стали 60С2ХФА; 5 – ограничение по пределам текучести пружин из стали 65С2ВА Рисунок 2.6 – Диаграмма амплитуд напряжений при испытаниях пружин Значение Kdи выбирают по таблице 2.5. Таблица 2.5 – Значения коэффициентов Kdи d, мм 19 20 21 22 Kdи 1,085 1,079 1,073 1,067 d, мм 23 24 25 26 Kdи 1,062 1,057 1,052 1,047 d, мм 27 28 29 30 Kdи 1,042 1,038 1,034 1,030 Значения коэффициента К принимают, исходя из применяемой технологии обработки поверхности прутка и глубины обезуглероженного слоя: 1,0 — для пружин, изготовленных из механически необработанного прутка; 1,2 — при удалении поверхностного слоя толщиной не более 1 мм на сторону и глубины обезуглероженного слоя, предельно допускаемой по ГОСТ 1452; 27 1,3 — при удалении поверхностного слоя толщиной не менее 1,5 мм на сторону и глубины обезуглероженного слоя не более половины, допускаемой по ГОСТ 1452; 1,4 — при удалении поверхностного слоя толщиной не менее 1,5 мм на сторону и полном отсутствии обезуглероженного слоя. В настоящее время существуют и успешно используются на вагоноремонтных предприятиях различные стенды и автоматизированные комплексы для измерения и сортировки пружин рессорного комплекта грузовых вагонов. Автоматизированный комплекс по тарировке пружин подвижного состава КТП-ПВ-8 представлен на рисунке 2.7.Автоматизированный комплекс по тарировке пружин предназначен для измерения геометрических параметров пружин рессорного и буксового подвешивания подвижного состава, а также измерения стрелы прогиба и остаточной деформации тарируемой пружины. Комплекс представляет собой специальную конструкцию с расположенными на ней измерительными приборами, гидроцилиндром для испытания пружин под воздействием рабочей статической и пробной нагрузки. Для определения геометрических размеров тарируемой пружины используется высокоточный бесконтактный лазерный датчик перемещений серии optoNCDT, данные с которого передаются в промышленный компьютер для распознавания и детального анализа параметров пружины. Автоматическое управление комплексом осуществляет система управления, реализованная на базе персонального компьютера с системой ввода информации L-card производства РФ. Также в функции программного обеспечения компьютера входит ведение базы данных испытуемых пружин и визуализация процесса испытания на экране монитора. Рисунок 2.7 – Автоматизированный комплекс по тарировке пружин подвижного состава КТП-ПВ-8 28 Автоматизированный стенд СИП-2 (рисунок 2.8) предназначен для контроля свободной высоты, остаточной деформации и определения стрелы прогиба пружин рессорного комплекта тележек ЦНИИ-Х3, разбраковки пружин в соответствии с «Техническими условиями ТУ 32ЦВ 868-77», сохранения результатов испытаний в базе данных, а также выработки рекомендаций по комплектации пружин. Рисунок 2.8 – Автоматизированный стенд СИП-2 Стенд размещается стационарно на участке ремонта и комплектации пружин вагонов. Принцип работы стенда основан на измерении деформации испытуемой пружины при воздействии на нее заданных нагрузок, создаваемых гидравлическим прессом. Величина испытательных нагрузок и порядок измерения параметров пружины регламентируются документом «Технические условия ТУ 32ЦВ 868-77». Алгоритм измерения реализуется пакетом программных средств, входящих в комплект поставки. Универсальная машина WDW-50E (рисунок 2.9) предназначена для проведения испытаний образцов на растяжения, сжатие и изгиб в диапазоне нагрузок до 50 кН. Конструктивно испытательная универсальная машина WDW-50E состоит из основания, нагружающего устройства и системы управления и обработки результатов. Силовая рама машины WDW-50E представляет собой жесткую колонную конструкцию с шаровой винтовой парой, верхней поперечиной, средней траверсой и рабочим столом. Система регулирования скорости испытательной машины WDW-50E установлена в нижней части рабочего стола. Высокоточный с широким рабочим диапазоном и стабильный в работе серводвигатель Panasonic 29 через шаровую винтовую пару приводит в движение среднюю траверсу с установленными на ней приспособлениями на сжатие, которая может передвигаться вверх и вниз, прикладывая требуемую нагрузку к образцу. Эта конструкция обладает достаточной жесткостью для обеспечения высокой точности и стабильности испытаний. Рисунок 2.9 – Универсальная машина WDW-50E Особенности машины WDW-50E: – система измерения и система управления используют интегрированную PC карту контроля, которая реализует полное компьютерное управление испытательной машиной; – управление базой данных об испытаниях, которые сохраняются согласно стандартному формату программного обеспечения, для проведения дальнейшего анализа результатов и конвертации данных в другие программы; – возможность пошагового программирования с различными условиями испытания материалов, таких как нагрузка, скорость испытания, скорость нагрузки (деформации), деформация, условия остановки испытания и многое другое; – выполнение технических требований на проведение испытаний всех видов материалов по различным международным стандартам; 30 – программное обеспечение системы управления обладает функцией автонастройки шкалы измерения при испытаниях на прочность, которая обеспечивает работу системы при различной прочности испытуемых образцов; – графическая функция позволяет реализовывать произвольное изменение масштаба диаграммы, выравнивание, добавление, отображение и печать графиков, поиск контрольных точек на графике, а так же одновременное отображение и печать нескольких видов графиков; – обработка данных подразумевает самостоятельную обработку и вывод результатов посредством интерфейса программы; – пользователь может самостоятельно задавать вид формы отчета об испытании, т.е. задавать необходимые в отчете параметры испытания; Принцип действия испытательной машины WDW-50E основан на преобразовании тензометрическим датчиком силы нагрузки, приложенной к испытываемому образцу, в электрический сигнал, изменяющийся пропорционально этой нагрузке. Электромеханический сервопривод машины WDW-50E работает на переменном токе. Машина оснащена компьютерной системой управления и обработки результатов измерений. Двухканальный цифровой усилитель и контроллер позволяют осуществлять автоматический контроль с обратной связью за нагрузкой, деформацией и перемещением траверсы. Измеряемые параметры обрабатываются компьютером и выводятся на экран его монитора. Программное обеспечение MaxTest, разработанное специалистами компании Jinan Kason Testing Equipment Co., позволяет настраивать рабочие параметры в полном соответствии с основными международными, европейскими, американскими стандартами: ISO 6892-84, ASTM E8, DIN 50125, EN 10002. Возможность пошагового программирования с различными условиями испытания материалов, таких как нагрузка, скорость испытания, скорость нагрузки (деформации), деформация, условия остановки испытания и многое другое. Существует возможность модернизации программного обеспечения. Интерфейс, базируемый на платформе MS Windows, легкий и быстрый для выполнения различных функций, подходящих для большинства операторов, использующих такие программы. В машине используется высокоскоростной и надежный при сборе параметров контроллер TIME-SHIJIN, применено цифровое регулирование и установка нуля нагрузки, деформации и перемещения, а так же построение графика испытания в режиме реального времени. 31 Программное обеспечение WinWDW обеспечивает многофункциональный способ контроля: ручной и программный. При ручном управлении, оператор может задавать скорость испытания в соответствии с требованиями испытания. Машина оснащена установкой крайнего положения и точки возврата для обеспечения безопасности и автоматического возврата траверсы в первоначальное положение после завершения испытания. При программном управлении испытательная машина контролируется условиями программы, которые оператор может ввести непосредственно для каждого этапа испытания, а также программное обеспечение может осуществлять контроль за постоянными параметрами посредством этой функции. Программное обеспечение имеет учетные записи различного уровня доступа, чтобы защитить параметры калибровки испытательной машины. Это надежно обеспечивает информационную безопасность и легкий способ обслуживания программного обеспечения. WinWDW позволяет разными способами создавать отчет об испытании: – отчет об испытании одного образца; – отчет об испытании партии образцов Машина обладает следующими функциями: – используемая PCI карта управления и обработки данных удовлетворяет всем видам персональных компьютеров; – полная цифровая система измерения и контроль с обратной связью; – регулируемые нагрузка, перемещение и деформация; – замкнутый контроль при помощи простой конфигурации программного обеспечения. Основные технические характеристики приведенных стендов и автоматизированных линий приведены в таблице 6. Количество пружин, шт./ч, проверяемых на стенде определяется как (2.7) где N – общее количество пружин, подвергающихся испытанию, шт; T – общее время проведения испытаний, ч; k – коэффициент, учитывающий неравномерность подачи пружин для проверки и время, на техническое обслуживание стенда, k=1,3. Технические характеристики приведенных стендов и автоматизированных линий по испытанию пружин представлены в таблице 2.6 32 Таблица 2.6 –Технические характеристики приведенных стендов и автоматизированных линий по испытанию пружин Характеристика СИП-2 КТП-ПВ-8 Стрела М1 Kason WDW-500 Высота пружин, 200-280 От 79 до от 126 до До 700 мм 425 775 Диаметр пружин От 80 до 400 от 110 до от 120 до 650 (внутренний, 285 347 наружный), мм Разность расстоя- от 0,5 до 15 от 0,5 до 15 от 0,5 до 15 от 0,5 до 15 ний между витками пружин, мм Нагрузка, кН 0,05 – 120 До 196 3,2 – 90 500 Габаритные раз- 2150х2200х 3585х2900х 2451х1043х 945x654x меры стенда, мм, 720 1655 2515 2176 не более Масса стенда, кг, 1180 1100 1390 700 не более Объем ремонта для Жлобинского вагонного депо в год составляет 3500 вагонов в год. Каждый вагон оснащается 4 рессорными комплектами (по два на каждую тележку, каждый комплект включает в себя семь наборов пружинных комплектов по две пружины). Таким образом, подвергнуться испытанию на сжатие и на вагоны установлены должны быть 196000 пружин. Исходя из графика работы Жлобинского вагонного депо, работа осуществляется в две смены ежедневно без выходных. Таким образом, время составит t=4380 ч. Тогда получим шт. В соответствие с Типовыми нормами времени на ремонт вагонных рессор и пружин, утвержденных приказом начальника Белорусской железной дороги от 22.07.2019 норма времени для проведения испытаний пружин на пневматическом стенде составляет 0,04 ч. 33 Тогда количество стендов, требуемое для обеспечения потребностей ремонта вагонов в условиях Жлобинского вагонного депо, составит R=nt, (2.8) где t – время испытания одной пружины, t = 0,04 ч. R=49·0,04=1,96 шт. Таким образом, количество необходимых стендов для проведения испытаний составит 2 шт. Учитывая специфику объектов проверки (для испытания поступают пружины двух основных видов – внутренние и наружные), то целесообразно внедрить в производство два стенда, каждый из которых будет настроен на один из представленных видов. Учитывая специфику работы Жлобинского вагонного депо, в настоящее время отсутствует необходимость в использовании дорогостоящих полностью автоматизированных стендах для проверки пружин. Предлагаемый для внедрения в производственный процесс стенд должен обладать следующими характеристиками: – надежность; – простота эксплуатации; – универсальность; – доступность технического обслуживания и ремонта; – точность измерения; – доступная цена. Исходя из этого, наиболее предпочтительным из рассмотренных вариантов является внедрение в производство стендов для испытания пружин на базе испытательной универсальной машины Kason WDW – 50 с программным обеспечением MaxTest. 2.5 Маркировка пружин С учетом особенностей вагоноремонтного производства на железных дорогах Содружества независимых государств и соседних стран (таких как Украина, Грузия и страны Балтии) целесообразно внедрить систему маркировки и учета устанавливаемых на тележки грузовых вагонов пружин рессорных ком34 плектов. Это позволит снизить количество контрафактных деталей и определить зону ответственности того или иного ремонтного предприятия. В настоящее время существует ряд способов нанесения маркировки наиболее активно применяющихся в промышленности для обозначения деталей, выполненных из стали: Клеймение — при помощи штампа под давлением на механическом прессе, используя заранее заготовленное клеймо с зеркальным отображением символов, наносится прямое изображение на поверхность; Электрохимическая. Получение изображения обеспечивается электрохимическим травлением поверхности изделия при помощи трафарета, на который заранее нанесена требуемая информация. На трафареты изображение может наноситься различными методами: печатью на специальных принтерах, лазерным методом и другими способами. В массовом производстве метод применим только для партионной идентификации (когда на значительную партию изделий наносится одна и та же информация). Целесообразно использование этого метода для индивидуальной маркировки сложного и дорогостоящего инструмента, запасных частей оборудования. Неприемлемо для окрашиваемых после маркировки изделий. Метод требует реализации мероприятий по охране труда (удаление продуктов испарения электролита). В результате получается маркировка с низкой себестоимостью, высокой сохранностью и высокой сложностью подделки. Термотрансферная печать – перенос обозначения со специального красящего материала на термотрансферный ярлык; Каплеструйная – это бесконтактный способ нанесения изображения на какую-либо поверхность, при котором все элементы этого изображения формируются каплями жидкой краски или чернил. Данный вид маркировки используется для деталей и узлов непосредственно на конвейере; Лазерная — быстрое и качественное выжигание обозначений на поверхности металла с использованием оптико-волоконного лазера; Ударно-точечная — благодаря нанесению точек с помощью серии ударов образуется требуемая надпись. Весь процесс контролирует числовое программное управление. Маркировка бирками — применяется для наклеивания, навешивания или прикручивания на продукцию бирок, содержащих описание и штрих-код товара. Учитывая специфику ремонтного производства и условий последующей эксплуатации деталей рессорного подвешивания, следует исключить из потенциально возможных способов маркировки пружин в условиях Жлобинского вагонного депо такие способы как клеймение, электрохимическую, термотрансферную печать, каплеструйную и маркировку бирками. Соответственно в даль35 нейшем для проведения маркировки пружин следует выбрать оборудование, в основу работы которого заложены принципы ударно-точечной или лазерной маркировки. Учитывая, что для маркировки надрессорных балок, осей колесных пар и боковых рам тележек применяется система маркировки на основе использования двумерных меток прямого нанесения стандарта Data Matrix, то закономерно, что одним из требований к выбираемому маркировочному оборудованию должна быть возможность нанесения меток стандарта Data Matrix [10]. Иглоударная маркировка выполняется при помощи устройств, принцип действия которых состоит в том, что металлическая гравировочная игла выдвигается и втягивается посредством воздушного потока. Ударно-точечный метод заключается в применении оборудования, оснащенного иглой высокой прочности, сделанной из твёрдых сплавов в сочетании с керамикой. Такой ударно-точечный маркиратор создаёт в поверхности изделия маленькие углубления. Множество углублений, созданных иглами, формируют надписи и изображения в виде букв, цифр, штрих-кодов и т. п. элементов. Такие изображения легко воспринимают как человеческие глаза, так и специальные сканеры, функцией которых является идентификация изделий. Ударно-точечные маркираторы созданы на базе инновационной технологии «плавающая игла». Преимущество «плавающей иглы» состоит в том, что благодаря находящейся в воздухе игле маркировку можно наносить даже на неровной поверхности кривизной до 7 мм. Также весомый плюс заключается в долговечности и экономичности оборудования ввиду отсутствия сложных механических элементов и необходимости использования смазочных материалов. Один из видов механической маркировки - ударно-точечная маркировка прочерчиванием. Для этого тоже применяются иглы высокой прочности, однако они не пробивают углубления, а действуют как резцы. С помощью специального маркировочного оборудования можно прорезывать как прямые, так и кривые линии разных размеров. Маркировка может осуществляться с помощью как одной иглы, так и целого набора. Действие модуля с иглами аналогично действию печатающей головки матричного принтера компьютера: осуществляя последовательное передвижение по ширине и высоте вдоль поверхности, маркировочные иглы ударяют по ней, образуя углубления, складывающиеся в изображения, которые предварительно запрограммировал оператор. Такие иглы имеют разный диаметр. Во множестве моделей маркировочного оборудования есть возможность замены игл, то есть подбора разных игл соответственно поверхности изделия, подвергающегося маркировке ударным 36 способом: для габаритных изделий используют самые крупные иглы, для маленьких - мелкие. Из всех существующих современных технологий маркировки на металле (краской, лазерной, прочерчиванием, ударно-точечной) наиболее эффективной, имеющей оптимальное сочетание «надёжность маркировки/цена», считается автоматизированная ударно-точечная маркировка. Важнейшим достоинством ударно-точечной маркировки является её долговечность, устойчивость к неблагоприятным условиям окружающей среды и агрессивных сред (фактически, речь идет о стойкости материала маркируемого изделия) и возможность эффективного нанесения информации даже на небольшом участке поверхности изделия. Наносимые символы формируются последовательностью точек, получаемых в результате пластической, остаточной деформации металла в месте удара маркирующей иглы. При этом не происходит ослабление металла – выборка металла исключена. Таким образом, получаемая маркировка не является концентратором напряжения и не ухудшает прочностных характеристик изделия. Данная технология маркировки считается постоянной, так как для уничтожения маркировки потребуется удалить с поверхности изделия слой материала на глубину большую, чем глубина маркировки. Для работы большинства моделей ударно-точечных маркираторов требуется только электрическая сеть переменного тока 85…260 В / 50…60 Гц; потребление энергии предельно малое – всего 300 Вт. Изготовленная из вольфрам-карбидной стали маркировочная игла надежно и качественно наносит маркировку глубиной до 0,5 мм на изделиях из сталей, твёрдость поверхности которых не превышает 45 HRC; на алюминиевых сплавах – до 0,7 мм. Оборудование для глубокой ударно-точечной маркировки позволяет наносить маркировку глубиной до 0,9 мм на материалах твёрдостью до 40 HRC. При этом максимальная твёрдость металла маркируемых изделий может достигать 62 HRC.Из расходных материалов для успешного применения на производстве точечно-ударные маркировщики оснащаются иглами, возвратными пружинами, ударными модулями. Срок службы маркировочной иглы зависит от твёрдости маркируемого металла, объёма маркировки и параметров процесса маркировки. Ударно-точечная маркировка позволяет наносить информацию следующих видов: символьная – буквенная (кириллическими и латинскими буквами) и цифровая, графическая (например, логотипы), двухмерный код Data Matrix ECC200. Маркировка может быть выполнена различными шрифтами, в том числе и машинно-распознаваемыми, что позволит в дальнейшем применять 37 специальные считывающие сканеры, которые позволят вносить информацию об изделии в базы данных в автоматическом режиме. Оборудование ударно-точечной маркировки разделяется на стационарное, портативное, специальное. При этом наибольшая гибкость и универсальность достигаются при использовании портативных маркираторов, так как они позволяют сразу приступить к маркировке изделий любого диаметра без перенастройки. Портативные маркираторы предназначены для маркировки широкого круга изделий, в том числе таких, габариты и масса которых не позволяют их свободно перемещать по территории предприятия. Их использование позволяют обеспечить мобильность и автономность в работе. В условиях конвейерного производства обычно применяется автоматизированная маркировка с применением как интегрированных, так и стационарных маркираторов. В силу конструкционных особенностей в основном используются интегрированные аппараты. Данные аппараты позволяют маркировать большое количество изделий в единицу времени и их наиболее целесообразно использовать в условиях массового или поточного производства [37]. Возможна полная автоматизация процесса маркировки – при подключении контроллера управления к компьютеру, установленному на участке маркировки или к центральному компьютеру предприятия. Для этих производителями разработаны Протоколы обмена данными контроллера управления маркировкой. Такой Протокол обмена данными позволяет создавать программное обеспечение, адаптированное под конкретные задачи. Стационарные маркираторы позволяют маркировать маркировки изделия малого размера (когда применение портативных маркираторов невозможно). Следует отметить положительные качества маркировки, нанесенной с ударно-точечным способом: – долговечность; маркировка не тускнеет со временем, от солнечных лучей, не смывается от попадания влаги, не стирается от механического воздействия; – нет потребности в предварительной подготовке поверхности, поверхность может быть окрашена, загрязнена; – маркировка может быть нанесена на поверхность любой кривизны; – низкая потребность в дополнительных расходных материалах; – изделие не подвергается деформации при нанесении маркировки; – высокая скорость маркировки. Лазерная маркировка применяется в различных отраслях промышленности. Это универсальный метод нанесения информации на детали и изделия. 38 Лазерная маркировка изделий и материалов является перспективным технологическим процессом, С помощью луча лазера можно маркировать любые твердые материалы. Лазерная маркировка дает возможность наносить надписи без механической деформации маркируемого объекта. К числу достоинств этого метода относятся высокая степень автоматизации, экологическая чистота, высокая производительность. В лазерной маркировке не применяются какиелибо расходные материалы для получения изображения, что существенно снижает эксплуатационные расходы и обеспечивает быструю окупаемость затрат на приобретение оборудования [16]. Процесс маркировки происходит под воздействием лазерного излучения, которое, фокусируясь в узкий пучок, приобретает высокую концентрацию энергии, и вызывает разогрев, плавление и некоторое испарение материала в локальной области места воздействия. Управляя излучением, дозируя энергию, частоту, достигается высокая производительность процесса. Маркировка изделий массового производства – одна из наиболее эффективных областей применения этого метода. Учитывая минимальность воздействия на материал, можно наносить информацию на готовое изделие (после его тестирования) без дополнительных операций. Так как любое изделие массового производства всегда имеет разброс параметров (по какому-то закону), то предварительная сортировка и последующая маркировка уже готового узла дает возможность совместить реальные параметры изделия (класс, сорт, точность и т. д.) с тем, что заявляет производитель. Это позволяет точно позиционировать товар в ценовой группе и максимально извлекать прибыль от реализации качественной продукции потребителю. Маркировка как финишная операция готового изделия позволяет отказаться от диспетчеризации потоков деталей при производстве, что ведет к экономии ресурсов. Маркировка может наноситься на готовое изделие. Нанесение информации (спецзнаков) непосредственно на изделие, позволяет также обеспечить высокую степень защиты изделий от подделки. Лазерная маркировка изделий массового производства применяется при производстве подшипников, часовых механизмов, микросхем, форсунок двигателей и деталей автомобилей.Маркировка серийных изделий с оперативно изменяющейся информацией – одна из проблем, которые могут быть легко решены с помощью лазерной маркировки. Управляемость лазерного излучения позволяет наносить динамически меняющуюся информацию об изделии, хранящуюся в компьютере: номера партии и изделия, дату и время выпуска. Маркировка изделий с повышенными требованиями к стойкости маркировки – еще одна задача, успешно решаемая с помощью лазерной маркировки. Уникальные свойства лазерного излучения и выбор собственно материала поз39 воляют совместить высокую стойкость маркировки и сохранение свойств маркируемого изделия. Это важно при внедрении системы качества ИСО, требующей от производителя гарантировать «прослеживаемость» изделия в течение нескольких лет [9]. Маркировка штрих-кодов на изделии позволяет автоматизировать процесс учета и контроля и обеспечивает высокую степень защиты изделий от подделки. Традиционными методами нанесение штрих-кодов на промышленные изделия практически невозможно. В этом случае лазерная маркировка имеет бесспорное преимущество. Разработанные технологии позволяют сегодня обрабатывать различные типы одномерных штрих-кодов – EAN, ITF, бар-код 39, двумерных кодов – PDF 417 и др. Высокое разрешение лазерной маркировки дает возможность наносить штрих-коды на металлические, пластмассовые и другие изделия [7]. Маркировка позволяет заменить традиционные методы нанесения информации. Для нанесения лазерной маркировки на металлическую поверхность применяют твердотельные лазеры. Стандартный твердотельный лазер имеет оптоволоконный источник света, который попадает в кристалл, где генерируется лазерный луч. Твердотельные лазеры разделяют на несколько типов: – устройства с ламповой накачкой; требуют периодической замены лампы, водяного охлаждения, тонкой настройки, периодического проведения профилактики; имеют относительно крупные габариты. – устройства с диодной накачкой отличаются пониженным потреблением мощности, более компактны, служат дольше;.также нуждаются в периодическом обслуживании и водяном охлаждении; –оптоволоконные лазеры.; самый современный и технологичный вариант; не нуждаются в системах охлаждения, имеют самые скромные габариты и самый большой рабочий ресурс. Обслуживания не требуют, эксплуатационные затраты минимальны. Принцип генерации лазерного луча основан на оптическом резонансе в кварцевом оптоволокне. Накачка энергии выполняется мощным светодиодом. Скорость работы оптоволоконного лазера составляет 12000 мм/с. Ресурс работы составляет до 100000 часов. Лазерный оптоволоконный маркировщик практически не требует обслуживания. Лазерный блок практически не подлежит ремонту [20]. Оптоволоконные лазеры обладают следующими достоинствами: полное отсутствие расходных материалов; отсутствие физического контакта; минимальная площадь воздействия; точность позиционирования и высокая точность исходящего луча; 40 возможность программирования; высокая скорость сканирования; простота в эксплуатации; высокая надежность оборудования; воздушное охлаждение; низкое энергопотребление; небольшие размеры и вес; большой срок эксплуатации. Анализ положительных и отрицательных сторон при маркировке продукции лазерными и ударно-точечными маркираторами приведен в таблице 2.7. Для нанесения маркировки на пружины рессорного подвешивания трехэлементных тележек грузовых вагонов следуют отдать предпочтение такому виду маркировки, который вызовет минимальные изменения на поверхности пружин. Применение ударно-точечной маркировки приведет к возникновению зоны потенциального развития коррозии, а также деформации металла. Следовательно, для маркировки пружин наиболее предпочтительным следует считать метод лазерной маркировки с применением волоконных лазеров. Таблица 2.7 – Маркировка продукции лазерными и ударно-точечными маркираторами Характеристика Точечно-ударные маркеры Лазерные маркеры Скорость работы, мм/с От 2 до 10 До 8000 Виды наносимой информации Символьная – буквенная, графическая, двухмерный код Data Matrix ECC200 Твёрдость поверхности Потребление энергии, Вт Размер знаков, мм Глубина маркировки, мм Срок службы, час до 62 HRC 300 Контурные, растровые, текстовые, графические, штрих-код (линейный, 2D), переменные данные, дата (дата, номер, время) Без ограничений Менее 200 До 120 До 0,5 До 250 До 0,5 До 50000 До 100000 Потребность в расходных материалах маркировочные иглы, – возвратные пружины, ударные модули 41 Выбор оборудования для лазерной маркировки пружин следует произвести по следующим критериям: – простота монтажа и управления; – компактность; – стойкость нанесенной маркировки; – ресурс работы оборудования; – надежность оборудования. Учитывая особенности ремонтного производства в депо, следует отметить, что скорость нанесения маркировки, не является определяющим фактором. Лазерные маркираторы с наиболее низкой скоростью нанесения маркировки все равно будут удовлетворять потребностям производства. Проведя анализ существующих оптоволоконных лазерных маркировщиков были выбраны несколько наиболее подходящих моделей. Лазерный маркер для цилиндрических деталей серии TS-LMF-700058LMS50Q, TS-LMF-700058-DLMS50Q предназначен для нанесения маркировки поверхностей с большим углом изгиба. Он маркирует текст и узор при повороте детали на 360 равномерно и без проекционного искажения. Данный маркер оснащен высокоскоростной следящей системой цилиндрической маркировки. Это оборудование отличается высокой надежностью. Маркиратор полностью контролируется компьютером с операционной системой Windows 98. Удобный пользовательский интерфейс обеспечивает простоту эксплуатации. Он использует высокоскоростное гальванометрическое сканирование, что делает его подходящим для массового промышленного производства. Волоконный лазерный маркер VR20W – модель лазерного маркиратора эконом класса. В качестве излучателя используется твердотельный (волоконный) лазерный источник, не требующий обслуживания (юстировки, чистки) на всем протяжении эксплуатации прибора. Компактная конструкция позволяет разместить данное оборудование на небольшой площади. Марке предназначен для обработки различных материалов, в основном металлов. Лазерный маркер Han’s Laser G20 создан на базе волоконного лазера с широким регулируемым диапазоном частоты следования импульсов. Данный фактор указывает на универсальность в плане типов обрабатываемых материалов. Данный прибор позволяет обрабатывать все металлы и большинство неметаллов, а также те материалы, которые крайне чувствительны к перегреву (пленочные покрытия, пластики и другие полимерные соединения). 42 G20 выпускается в двух исполнениях – с источником 20 Вт и 30 Вт. В стандартной комплектации, G20 поставляется с лазером мощностью 20 Вт и защитной камерой, наличие которой защищает оператора от лазерного излучения в полной мере. Основные технические характеристики маркираторов приведены в таблице 2.8. Таблица 2.8 – Технические характеристики лазерных маркираторов Характеристика Длина волны, нм Макс. мощность, Вт Глубина маркировки, мм Скорость маркировки, мм/с Мин. размер символа, мм Габаритные размеры, мм Стоимость, руб Лазерный маркер для цилиндрических деталей TS-LMF700058LMS50Q Волоконный лазерный маркиратор МТ-20 Han’s Laser G20 Волоконный лазерный маркер VR20W 1064 1064 1064 1064 50 20 20 и 30 20 ≤0,2 0,015-0,5 0,5 ≤ 0,5 ≤7000 ≤15000 300 ≤0,3 / 0,2 0,3 0,3 650х580х600 10250 : ≤ 8000 0,15 630х600х300 700х550х700 750х500х800 9 870 9520 8 480 Произведя анализ приведенных маркировщиков можно сделать вывод о том, что наиболее предпочтительным для приобретения можно считать волоконный лазерный маркер VR20W (рисунок 2.10), как имеющий оптимальный набор характеристик при минимальной стоимости оборудования. В ситуации, когда поступившая пружина рессорного комплекта не имеет маркировки, прошла испытание на представленном ранее стенде и была признана годной для постановки на вагон, следует произвести маркировку пружины. 43 Рисунок 2.10 – Волоконный лазерный маркер VR20W В соответствие с ГОСТ 1452-2011 маркировку следует ставить на среднем витке. Целесообразно присваивать индивидуальный номер, в котором будет заложен код предприятия, проводившего испытание, дата проверки и некий индивидуальный номер. Кроме того целесообразно предусмотреть систему нанесения меток в виде кодов Data Matrix. Это позволит в дальнейшем автоматизировать систему учета деталей и позволит предотвратить возможность нанесения ложных маркировок. При наличии специального считывающего сканера маркировка Data Matrix позволяет загружать данные о детали непосредственно в базу данных на ПЭВМ без ручного ввода. На рисунке 2.11 представлен внешний вид предлагаемой маркировки пружины рессорного комплекта. Рисунок 2.11 – Пример маркировки пружины в условиях депо 44 2.6 Разработка автоматизированного учета пружин вагонов В настоящее время на Белорусской железной дороге внедрена и успешно используется автоматизированная система учета АРМ комплектующих деталей вагонов. Данная система предназначена для учета комплектующих деталей вагона, содержит архив данных по комплектующим деталям, а также статистические данные. Благодаря имеющейся системе можно осуществлять поиск данных по номеру детали. Общий вид АРМ приведен на рисунке 2.12. Рисунок 2.12 – Общий вид АРМ учета комплектующих деталей вагонов В данной программе производится учет маркированных элементов тележки: боковых рам и надрессорной балки (рисунок 2.13). 45 Рисунок 2.13 – Учет маркированных элементов тележки: боковых рам и надрессорной балки Перечень данных для формирования базы АРМ приведен в таблице 2.9. Таблица 2.9 – Данные для формирования базы АРМ по пружинам рессорного подвешивания № вагона Собственник Дата комплектования Правое рессорное подвешивание Внутренняя Внешняя пружина пружина № п\п Вид ремонта Комплектовщик Левое рессорное подвешивание Внутренняя Внешняя пружина пружина 01 ВЧД-4 10.10.2019 02 ВЧД-4 10.10.2019 01 ВЧД-4 15.10.2019 05 ВЧД-4 30.10.2019 06 ВЧД-4 12.10.2019 08 ВЧД-4 15.10.2019 09 ВЧД-4 30.10.2019 09 ВЧД-4 11.10.2019 06 ВЧД-4 13.10.2019 05 ВЧД-4 15.10.2019 09 ВЧД-4 24.10.2019 12 ВЧД-4 12.10.2019 26 ВЧД-4 15.10.2019 14 ВЧД-4 30.10.2019 03 ВЧД-4 08.10.2019 20 ВЧД-4 20.10.2019 01 ВЧД-4 01.10.2019 04 ВЧД-4 10.10.2019 07 ВЧД-4 15.10.2019 06 ВЧД-4 05.10.2019 12 ВЧД-4 18.10.2019 46 01 ВЧД-4 09.10.2019 21 ВЧД-4 23.10.2019 08 ВЧД-4 02.10.2019 09 ВЧД-4 15.10.2019 07 ВЧД-4 15.10.2019 06 ВЧД-4 05.10.2019 15 ВЧД-4 18.10.2019 При комплектации рессорных комплектов слесарь вносит данные по каждой пружине в предложенную форму. При оснащении рабочего места считывающим сканером процесс внесения информации может быть автоматизирован, что позволит существенно сократить время заполнения предлагаемой формы, а так же исключить возможность занесения в реестр ошибочных данных. Для этого может быть использована метка Data Matrix. Метка Data Matrix является уникальной и не может быть расшифрована без специального оборудования, соответственно исключается возможность установки на подвижной состав фальсифицированных пружин. 2.7 Технология комплектования рессорных комплектов трехэлементных тележек грузовых вагонов На основании выше приведенного получим технологию проверки и формирования рессорных комплектов трехэлементных тележек. Для раскомплектования рессорных комплектов на позицию разборки подают тару для перемещения, затем пружины извлекают и устанавливают в тару. Тару с пружинами передают на позицию контроля. Перед контролем с помощью металлической щетки поверхность пружин зачищают. После очистки, используя лупу ЛП-1-10× ГОСТ 25706-88, пружины визуально проверяют на наличие поверхностных дефектов. Затем штангенглубиномером ШГ-500-0,05 ГОСТ 162-90 измеряют высоту пружины в свободном состоянии. Предельно допустимая высота составляет 249+6-3 мм. У наружных пружин контролируют внутренний диаметр калибром стаканпробка Т914.22.000, а у внутренних пружин контролируют наружный диаметр калибром стаканом Диаметр прутка измеряют штангенциркулем ШЦ-1-125 0.1 ГОСТ 16689. Прошедшую контроль пружину устанавливают на стенд для определения величины прогиба. Для этого пружину нагружают рабочей статической нагрузкой равной 18,633 кН для наружных пружин и 7,845 кН для внутренних пружин. Величина прогиба под действием статической нагрузки должна составлять 48+5,8-3,8 мм.Если результаты измерений не соответствуют нормативам, то пружина признается не выдержавшей испытание на отсутствие остаточной деформации и бракуется. Забракованные пружины следует помечать красной краской, т.к. меловая пометка может быть легко удалена. Пружины успешно прошедшие испытание передают на стенд с волоконным лазерным маркером VR20W. На средний виток пружины наносится мар47 кировка высотой 4 мм, шириной 20 мм, глубиной 0,5 мм. Маркировка состоит из порядкового номера пружины, кода предприятия, даты проведения испытаний, а также метку Data Matrix. После маркировки пружины передаются на позицию комплектования рессорных комплектов. Там пружины подбирают по высоте, заносят данные о них в базу данных, что можно сделать вручную, заполняя соответствующую форму, или, оснастив позицию сканером Data Matrix (типа Атол SB 2108), считывая метку Data Matrix. Затем тару со сформированными комплектами пружин передают на позицию сборки. Технологический процесс проверки пружин рессорного комплекта грузовых вагонов с определением времени представлен в Приложении. 2.8 Определение экономической эффективности применения технологии Стоимость предложенного маркиратора составляет 8480 руб, стоимость двух стендов для испытания пружин на базе испытательной универсальной машины Kason WDW – 50 с программным обеспечением MaxTest - составит 48800 руб. РБ. Соответственно затраты на оснащение депо новым оборудованием составят С=48800+8480=57280 руб. Проанализировав существующую технологию проведения испытаний на стенде БП 428 и проведение испытаний пружины на новом стенде в соответствие с утвержденными нормами времени, получим норму времени для проведения испытаний на стенде БП 428 равную 0,95 чел·мин, а для стенда на базе машины Kason WDW – 50 с последующим нанесением лазерной маркировки – 1,9 чел·мин. Учитывая, что часовая тарифная ставка слесаря по ремонту подвижного состава 5 разряда – 1,2806 руб.; выслуга 25 %; премия 45 %; начисления соцстрахования 34,6 %, ставка накладных расходов – 140,86 %. Общее количество проверяемых пружин – 196000. Тогда затраты на заработную плату работников увеличатся на руб/год. 48 Сумма риска потенциальных финансовых потерь Жлобинского вагонного депо – 58 000 руб. Из сложившейся практики 30 % рекламационных претензий направляются в экономический суд, по судебным решениям 50 % исковых заявлений решаются не в пользу ответчика (депо). Следовательно ежегодные финансовые потери Жлобинского вагонного депо по причине излома пружин составят: Р=58000·0,30,5 = 8700 руб. Соответственно срок окупаемости проекта составит . (2.9) В соответствие с математическими правилами получим формулу , (2.10) Тогда срок окупаемости составит =4,9 лет. Таким образом, срок окупаемости проекта составит менее 5 лет. Соответственно можно считать проект экономически эффективным. Кроме экономической эффективности следует отметить, что данное техническое решение позволит вывести ремонт тележек на новый уровень, повысив эффективность производства. Внедрение системы маркировки и учета пружин позволит сократить количество контрафактных пружин в тележках, повысит ответственность ремонтных предприятий за качество устанавливаемых на тележки элементов. Благодаря этому снизится количество гарантийных вагонов отцепленных по излому пружин. 49 3 РАЗРАБОТКА ПРИСПОСОБЛЕНИЯ ДЛЯ УДАЛЕНИЯ ШКВОРНЯ 3.1 Технология удаления шкворня Ранее межремонтный период грузовых вагонов составлял один год. На данный момент межремонтный период в соответствие с Положением о системе технического обслуживания и ремонта грузовых вагонов, допущенных в обращение на железнодорожные пути общего пользования в международном сообщении, принятом Советом по железнодорожному транспорту государствучастников Содружества (протокол № 57 от «16-17» октября 2012 г.) составляет 3 года. Это изменение привело к тому, что при плановых видах ремонта возникли трудности при разборке тележек грузовых вагонов. В настоящее время существует проблема удаления шкворня из надрессорной балки грузового вагона, т.к. в процессе эксплуатации он заклинивает и удаление его из балки проблематично или не представляется возможным. Ранее, в соответствии с требованием нормативных документов, разрешалось высверливание шкворня, с последующей постановкой гильзы, что в настоящее время запрещено. В соответствие с технологией шкворень должен удаляться слесарем вручную. На практике шкворень заклинивает, т.к. в процессе эксплуатации появляется ржавчина или возникают деформации шкворня и отверстия под шкворень. При этом извлечение шкворня требует больших усилий, а также временных затрат, возникает риск получения травмы работником. Для Жлобинского вагонного депо объем поступающих в ремонт надрессорных балок составляет более 2000 ед/год. Анализ статистических данных 2018 год показал, что из 107 надрессорных балок было невозможно извлечь шкворень. Замена надрессорной балки на новую, вместо ремонта из-за невозможности извлечения шкворня ведет к значительным расходам и существенному увеличению стоимости ремонта грузовых вагонов. Проведенный мониторинг предложений показал, что предприятия, изготавливающие и реализующие оборудование для ремонта вагонов, не предлагают приспособления для удаления шкворня из надрессорной балки. Патентный поиск так же не дал результатов. Для быстрого и безопасного извлечения шкворня в Жлобинском вагонном депо разработано специальное приспособление (рисунок 3.1). Данное приспособление состоит из металлического корпуса 1, захватывающего механизма 2, винта 3 и двух проушин для транспортировки 4. 50 . Рисунок 3.1 – Приспособление для удаления шкворня Приспособление для удаления шкворня за проушины с помощью крана перемещают к неразобранной тележке. Слесарь устанавливает устройство на подпятник тележки таким образом, чтобы шкворень находился в центре захватывающего механизма. Затем убирают захваты крана из проушин. После чего с помощью винта шкворень максимально надежно фиксируют в захватывающем устройстве. Далее устройство захватывается за проушины краном и вследствие вертикального перемещения извлекается шкворень. 3.2 Определение экономического эффекта от внедрения приспособления для удаления шкворня Экономическая эффективность от внедрения приспособления для удаления шкворня рассчитывается по формуле Э = (Збаз – Знов)·N – Е, 51 (3.1) где Збаз – базовые затраты на выполнение рассматриваемой операции в исходных условиях; Знов – затраты при использовании приспособления; N – объем реализации мероприятия, шт.; Е – единовременные затраты на изготовление приспособления [24]. Исходные данные для расчета годового экономического эффекта приведены в таблице 3.1. Таблица 3.1 – Исходные данные для расчета экономического эффекта от внедрения устройства № Показатели Базовая Новая п/п техника техника 1. Количество надрессорных балок с закли107 107 нившими шкворнями, шт 2. Стоимость надрессорной балки, руб 1511,67 1511,67 3. Стоимость шкворня, руб 19,0 4. Вес надрессорной балки,т 0,402 5. Вес шкворня, т 0,00675 6. Стоимость металлолома 5А, руб 237,07 7. Коэффициент годности ТМЦ, бывших в употреблении (надрессорная балка) Коэффициент годности ТМЦ, бывших в употреблении (шкворень) Стоимость приспособления для удаления шкворня, руб 8. 9. 237,07 0,261 0,5 146,83 В соответствие с представленными данными годовой экономический эффект от внедрения устройства для удаления шкворня составил Э= ((1511,67·0,261+ 19,00,5) – 237,07(0,402 + 0,00675))107 – 146,83 = =32 718,22 руб. В последующие годы, применение устройства позволит сэкономить более 300 рублей в год при ремонте каждой надрессорной балки вместо замены на новую. 52 Использование приспособления позволяет быстро и безопасно извлекать шкворни из подпятников при любых деформациях и коррозионных явлениях, возникающих в процессе эксплуатации грузовой тележки. Преимущества данного приспособления в том, что оно позволяет извлечь шкворень из надрессорной балки, тем самым продлив срок эксплуатации надрессорной балки в пределах норматива и сэкономить финансовые средства на приобретение новых балок. 53 ЗАКЛЮЧЕНИЕ В работе был проведен анализ неисправностей тележек грузовых вагонов и определены основные причины их возникновения. Было отмечено, что в последние годы количество изломов пружин в гарантийных вагонах увеличивается. Кроме того, около 22% пружин из поступающих для плановых ремонтов депо отличаются отсутствием маркировки или бирки завода-изготовителя, что позволяет производить замену оригинальных пружин на контрафактные или на продукцию не соответствующую установленным нормам. В свою очередь это ставит под угрозу безопасность движения. Для снижения количества неисправностей пружин рессорного подвешивания и, как следствие, снижения количества отцепок в ремонт вагонов по коду «214» была разработана систему учета и маркировки пружин рессорных комплектов грузовых тележек. Система включает в себя три основные этапа: – проведение контроля и технических испытаний пружин на вагоноремонтных предприятиях; – создание системы маркировки испытанных пружин; – разработка протокола учета проверенных и маркированных пружин в рамках системы АРМ. Рассчитан срок окупаемости проекта, он составил 4,9 года. Кроме экономической эффективности данное техническое решение позволит вывести ремонт тележек на новый уровень, повысив эффективность производства. Строгий учет позволит снизить судебные издержки в спорных случаях. Внедрение системы маркировки и учета пружин позволит сократить количество контрафактных пружин в тележках, повысит ответственность ремонтных предприятий за качество устанавливаемых на тележки элементов. Благодаря этому снизится количество гарантийных вагонов отцепленных по излому пружин. Увеличение межремонтных сроков привело к тому, что при ремонте возникли трудности при разборке тележек грузовых вагонов. Одной из характерных проблем стали затруднения при удалении шкворня из надрессорной балки грузового вагона. Разработка приспособления для удаления шкворня позволило существенно удешевить процесс и снизить затраты на выполнение работ, а также снизит количество забракованных надрессорных балок. Расчет показал, что годовой экономический эффект от внедрения устройства для удаления шкворня составил более 32000 рублей, а в последующем поз54 волит сэкономить более 300 рублей в год при ремонте каждой надрессорной балки вместо замены на новую. Полученные результаты были представлены в следующих публикациях: 1. Доклад на IV Международной научно-технической конференции магистрантов ИТЭС 2019 «Инновации в технических и экономических системах». По результатам работы был оформлен акт внедрения в производственный процесс приспособления для удаления шкворня. 55 ЛИТЕРАТУРА 1 О приоритетных направлениях научных исследований Республики Беларусь на 2016-2020 г.г. Постановление Совета министров республики Беларусь 12 марта 2015г. №190. 2 Государственная программа развития транспортного комплекса Республики Беларусь на 2016–2020 годы Минтранс Постановление Совета Министров Республики Беларусь № 1851. 3 Бороненко, Ю.П. Инновации в тележках грузовых вагонов: реальность и перспективы. Ю.П. Бороненко, Е. А. Рудакова, А. М. Орлова/ Наука и транспорт, 2009.– С.14-17. 4 Болотин, М. М. Совершенствование технического уровня вагонных депо и вагонных конструкций: автореф. дис. …д-ра. техн. наук: 05.22.07 [Текст] / М. М. Болотин; Моск. ин-т инж. тр-та. – М., 1994. – 69 с. 5 Бугаев, В. П. Совершенствование организации ремонта вагонов (системный подход) [Текст] / В. П. Бугаев. – М.: Транспорт, 1982. – 152 с. 6 Бугаев, В. П. Теоретические основы и пути повышения эффективности организации ремонта грузовых вагонов: автореф. дис. …д-ра. техн. наук: 05.22.07 [Текст] / В. П. Бугаев; Моск. ин-т инж. тр-та. – М., 1989. – 46 с. 7 Валиулин, А. Лазерная маркировка материалов /А.Валиулин, С.Горный, Ю.Гречко, М.Патров, К.Юдин, В.Юревич/ Фотоника, 2007. – №3 – С.16-23 8 Габец Д. А. Методика сбора данных по дефектации деталей тележки грузового вагона модели 18-100 и ее аналогов/ Д.А. Габец. – Барнаул: ООО "АСЛЗ", 2014. – С.3-12 9 Ганзуленко, О.Ю.Технология лазерной маркировки серийных изделий из металлических и полимерных материалов в целях их учета и идентификации / О. Ю. Ганзуленко, Е. В. Ларионова, А. П. Петкова / Электрофизические и электрохимические методы обработки, 2014. – № 1. – С.56-59. 10 Глебов В.В. Проблемы маркирования и клеймения продукции машиностроения Электронный научный журнал «ИССЛЕДОВАНО В РОССИИ» Режим доступа: http://zhurnal.ape.relarn.ru/articles/2005/095.pdf. – Дата доступа: 10.08.2019. 11 ГОСТ 9246-2013. Тележки двухосные трехэлементные грузовых вагонов железных дорог колеи 1520 мм. Общие технические условия (с Изменением N 1). – Введ.2013–09–27. – М.: Стандартинформ, 2014. – 23 с. 56 12 ГОСТ 32208–2013. Пружины рессорного подвешивания железнодорожного подвижного состава. Метод испытаний на циклическую долговечность. – Введ.2013–10–04. – М. : ВНИИНМАШ, 2013. – 30 с. 13 ГОСТ 1452–2011. Пружины цилиндрические винтовые тележек и ударно-тяговых приборов подвижного состава железных дорог. – Введ.2012– 05–07. – М. : ВНИКТИ ; ВНИИЖТ, 2011.– 28 с. 14 Гридюшко, В. И. Вагонное хозяйство [Текст] / В. И. Гридюшко, В. П. Бугаев, Н. З. Криворучко. – М.: Транспорт, 1988. – 295 с. 15 Грузовые вагоны железных дорог : учеб. пособие / В. И. Сенько [и др.] ; под общ. ред. В. И. Сенько ; М-во трансп. и коммуникаций Респ. Беларусь, Белорус. гос. ун-т трансп. – Гомель : БелГУТ, 2018. – 531 с. 16 Лазерная маркировка обеспечивает высокое качество и защиту промышленной продукции от подделки// Управление качеством. – М., 2017. – №8. – С. 44–47. 17 Калетин С.В. Отцепочный ремонт: правда и вымесел. /С.В. Калетин/ Транспорт Российской федерации, 2007. – №11 – С.59-61. 18 Карелина, М. В. Обоснование параметров организации ремонта грузовых вагонов (на примере полувагонов): автореф. дис. …канд. техн. наук: 05.22.07 [Текст] / М. В. Карелина; Моск. гос. ун-т путей сообщ. (МИИТ). – М., 1996. – 21 с. 19 Копачёв, С. В. Совершенствование организации ремонта подвижного состава на основе математического моделирования трудоёмкости технологической подготовки производства: автореф. дис. …канд. техн. наук: 05.02.22 [Текст] / С. В. Копачёв; Моск. гос. ун-т путей сообщ. (МИИТ). – М., 2012. – 22 с. 20 Кришталь, Н. П. Особенности маркирования сопловых лопаток статора турбины / Н. П. Кришталь, С. Д. Зиличихис, Э. В. Кондратюк, А. В. Маключенко, Б. И. Шапар/ Технология производства и ремонта. Вестник двигателестроения, 2011. – №1. – С.106-109. 21 Марков, А.М. Аналитическая оценка изменения служебных свойств деталей пар трения тележки грузового вагона в эксплуатации. А.М. Марков, Д.А. Габец, А. В. Габец, М.В. Сапетов/ Инженерный вестник Дона, 2016. – №2 – С.10-13. 22 Машина для испытания винтовых пружин // Патент России № 2122745. 2011. Бюл. № 5. / Бугаец А. И., Кравченко А. Ф., Потаенко Е. Н., Чиликов С. М. 23 Методика нанесения защитной маркировки и учета ответственных узлов и деталей грузовых вагонов – НП «ОПЖТ» – М.: 2014. – 13 с. 57 24 Методические рекомендаций по расчету экономического эффекта внедрения научно-технических достижений и передового опыта на предприятиях железных дорог: Москва, 1995. – 15 с. 25 Методические положения по выявлению и устранению из эксплуатации колесных пар и литых деталей тележек грузовых вагонов с повторяющейся маркировкой 26 Мямлин В.В. Комплексное исследование причин, влияющих на колебание времени выполнения работ при деповском ремонте полувагонов. – Наука и прогресс транспорта /В.В. Мямлин/ Вестник Днепропетровского национального университета железнодорожного транспорта, 2012 – С.24-34. 27 Николаев В.А. Оценка влияния параметров рессорного подвешивания грузового вагона на показатели его динамических качеств и безопасность движения / В.А. Николаев/ Известия Транссиба, 2017. – №1. С.28-30. 28 Орлова, А.М. Определение механических свойств стали пружин рессорного подвешивания тележек грузовых вагонов/ А. М. Орлова, Е. А. Рудакова, А. В. Гусев / Известия Петербургского университета путей сообщения, 2016. –№3. – С. 370–376. 29 Пигунов, В.В. Конструкция ходовых частей вагонов : учеб. пособие/ В.В. Пигунов, А.В. Пигунов М-во трансп. и коммуникаций Респ. Беларусь, Белорус. гос. ун-т трансп. – Гомель : БелГУТ, 2018. – 386 с. 30 Резник, Д.О. Об изломах пружин рессорного комплекта типовых тележек грузовых вагонов и рекомендациях по увеличению их равнопрочности /Д.О. Резник/ Техническая механика. – 2015. – № 1. С.79-83. 31 Руководящий документ. Ремонт тележек грузовых вагонов с бесконтактными скользунами». РД 32 ЦВ 052-2009 : Москва, 2010.– 25 с. 32 Руководство по деповскому ремонту грузовые вагоны железных дорог колеи 1520 мм. РД 32 ЦВ 169 – 2017: – Москва, 2017.– 156 с. 33 Стенд автоматизированный измерений и испытания пружин рессорного комплекта электровозов (лазер-л) // Патент РФ № 2008135756/22, 04.09.2008 / Рабинович М. Д., Иванов В. В., Венедиктов А. З. 34 Стенд для испытания спиральных пружин на цикличность // Патент РФ № 2012153338/28, 10.12.2012 / Толочко В. Б., Попов В. А., Большаков Д. С. 35 Стенд для испытания силовых параметров пружин // Патент РФ № 2003128775/20, 30.09.2003 / Венедиктов А.З., Горячев А.Д., Деревенский А.В. 36 Стенд для испытания силовых параметров пружин // Патент РФ № 2009115250/22, 22.04.2009 / Хвостов Е. Д., Ветров В. В., Львов В. Г., Шкилева Ю. В. 37 Ударно-точечная маркировка [Электронный ресурс] Режим доступа: https://tze1.ru/articles/detail/udarno-tochechnaya-markirovka.html – Дата доступа: 01.09.2019. 58