Новые сплавы для точения - Кировградский завод твердых сплавов
реклама

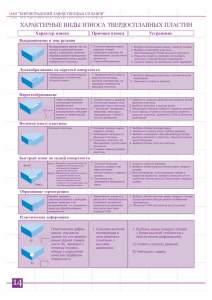
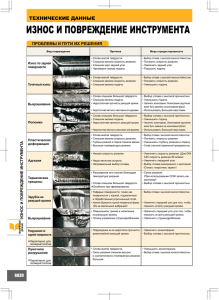
НОВЫЕ СПЛАВЫ ДЛЯ ТОЧЕНИЯ Открытое Акционерное Общество "Кировградский завод твердых сплавов" - современное предприятие по производству твердосплавных изделий для оснащения металлообрабатывающего и бурового инструмента, основной производитель твердых сплавов в России. Разработка и выпуск изделий из новых марок твердых сплавов, способных конкурировать на мировом рынке, основная задача , лежащая в основе технической политики предприятия. Технологическое оснащение нашего завода и квалификация персонала позволяют осуществлять производство твердых сплавов, которые обладают заранее заданными свойствами. Выпускаемые ОАО «КЗТС» изделия до недавнего времени отличались от зарубежных производителей отсутствием современных износостойких покрытий, которые расширяют области применения режущих инструментов и придают им новые свойства. Общеизвестно, что покрытия толщиной 2-10 мкм улучшают ряд характеристик инструмента и существенно изменяют условия его работы. Снижение сил и температур резания на 20-40% позволяют повысить стойкость режущего инструмента в 2 и выше раз или увеличить скорость резания от 20 до 60% и значительно улучшить шероховатость обработки. В начале 2007 года на нашем предприятии организован участок по нанесению износостойких покрытий на поверхность твердосплавных изделий и концевой режущий инструмент, состоящий из двух установок для нанесения CVD и PVD – покрытий. В основе метода CVD (Chemical Vapour Deposition) лежат реакции в парогазовой среде, окружающей инструмент, в результате которых образуются покрытия. Исходными продуктами служат газообразные галогениды, при взаимодействии которых с другими составляющими смесей (водородом, аммиаком, окисью углерода и т.д.) образуется покрытие. Потребителям наших пластин предлагается девять различных рецептур CVD-покрытий , состоящих из слоев нитрида титана, карбонитрида титана, оксида алюминия и карбида титана , предназначенных для точения, фрезерования и сверления сталей и чугуна с различными скоростями резания , в том числе для тяжелых условий обработки. Методы физического осаждения покрытий PVD (Physical Vapour Deposition) основаны на физическом испарении или распылении вещества в вакуумное пространство камеры с последующей подачей реакционного газа N2 , О2, CН4 и др. В результате плазмохимической реакции ионизированного потока металлической плазмы и реакционного газа на поверхности инструмента конденсируется покрытие. Наиболее распространенный метод - конденсация вещества из плазменной фазы в вакууме с ионной бомбардировкой (метод КИБ) Наша установка для получения PVD- покрытий позволяет наносить монослойные, градиентные и мультислойные покрытия восьми различных рецептур. Пластины с PVD- покрытиями предназначены как для прерывистого резания с тяжелыми условиями обработки, так и для финишной обработки. Для успешной работы по освоению новых марок сплавов и форм изделий организован испытательный комплекс, на базе которого проводятся испытания новых видов продукции. На современных токарном и фрезерном обрабатывающих центрах ежедневно моделируются различные режимы и условия обработки. Результаты расширенных испытаний пластин с покрытиями с участием многих наших потребителей доказывают, что выбранное нами направление - правильное. Пластины с новыми покрытиями показали у многих потребителей превосходные результаты. Токарные режущие пластины WNUM-080408 из сплава марки ТС20НТ c износостойким покрытием CVD тестировались в производственных условиях корпорации ВСМПО-АВИСМА, которая является крупнейшим в мире производителем титана и титановых сплавов. Производилась обработка втулки диаметром 45 мм и длиной 280 мм из инструментальной стали 5ХНМ, имеющей высокую твердость - 52 HRC. Обработка производилась со скоростью резания V=28 м/мин, подачей f= 0,25 мм/об и глубиной резания а = 1 мм Одной режущей кромкой пластины было обработано 12 деталей, после чего было видно, что износ кромки не превышал допустимого уровня. Среднее машинное время работы одной кромки составило 70 минут. По сравнению с конкурентными пластинами из сплавов NC3020 и NC330 изделия ОАО "КЗТС" хорошо держат обрабатываемый размер по длине заготовки, нет истирания и усадки режущей кромки, что позволяет уменьшить число проходов и машинное время, повысить производительность оборудования. Одновременно испытания пластин WNUM-080408 из сплава ТС20НТ проводились на японском обрабатывающем центре испытательного комплекса ОАО "КЗТС" при черновой обработке стальной (сталь 35ХГСА) заготовки корпуса дорожного резца. Конструкционная сталь 35ХГСА предназначена для изготовления деталей сложной конфигурации, работающих в условиях знакопеременных нагрузок. Обработка заготовки производилась со скоростью резания V=160 м/мин, подачей f= 0,4 мм/об и глубиной резания а = до 3 мм. Состояние поверхности - легкая литьевая корка, охлаждение - с эмульсией. В результате испытаний выяснилось, что стойкость одной режущей кромки пластины составила от 150 до 227 минут на кромку при хорошем стружкодроблении и значительно превысила стойкость аналогичной конкурентной пластины (117 минут) зарубежного производителя. Твердый сплав ТС20НТ c износостойким CVD - покрытием изначально предназначался для чистовой и получистовой обработки стали, стального литья при средней и высокой скорости резания. Покрытие, состоящее из слоев нитрида титана, карбонитрида титана и оксида алюминия, обеспечивает надежность процесса, отличное качество обработки поверхности. Пластины с новым многослойным покрытием обладают высокой износостойкостью и красностойкостью. Максимально твердая поверхность изделий обеспечивает сохранение остроты, минимальный износ режущей кромки при высокой скорости резания. Все это в целом приводит к экономичности процесса резания. Группы применения сплава ТС20НТ по ИСО - Р10-Р20, М10-М20. Испытания показали, что применение твердого сплава ТС20НТ при точении сталей позволяет увеличить скорость резания в 3 раза, увеличить подачу не менее , чем в 1,5 раза. Одновременно подтвердилось основная применяемость сплава, как чистового и получистового для токарной обработки. Параллельно к испытаниям был подготовлен и новый сплав ТС40НТ. Его планируемое применение - высокопроизводительная получистовая и черновая обработка - полностью подтвердилось при тестовой эксплуатации. При тяжелой токарной черновой обработке стальных литьевых заготовок из стали Ст35Л пластины PNUM-110408 и WNUM-080408 из сплава ТС40НТ показали высокую износостойкость, минимальный равномерный износ режущих кромок, устойчивое стружкодробление. Испытания проводились в условиях серийного производства на предприятии "Тяжмехпресс" (г. Воронеж). Обработка заготовок производилась со скоростью V=60 м/мин, подачей f= 0,25-0,3 мм/об и глубиной резания а = 2- 4 мм. Состояние поверхности заготовки - литейная корка с песчаными включениями, условия обработки - прерывистое резание. Также сплав ТС40НТ испытывался в производственных условиях ООО "Брянский завод "Турборемонт". При получистовой обработке (скорость V=91 м/мин, подача f= 0,25 мм/об и глубина резания а = 3 мм.) деталей из стали 20Х2Н4А твердостью 30-35HRC пластины CNMM-120408-2 показали стабильную работу, хорошее стружкодробление и стойкость , сопоставимую со сплавом NC330. Сталь 20Х2Н4А по классификации относится к конструкционным легированным сталям и предназначена для изготовления особо ответственных высоконагруженных деталей, к которым предъявляются требования высокой прочности, пластичности и вязкости сердцевины и высокой поверхностной твердости. Такие детали работают под действием ударных нагрузок или при отрицательных температурах. Группы применения сплава ТС40НТ по ИСО - Р20-Р40, М20-М30. Износостойкие покрытия, нанесенные на поверхность твердосплавных пластин, изготовленных из сплавов марок ТС20НТ и ТС40НТ, состоят их трех слоев - нитрида титана TiN, карбонитрида титана TiCN и оксида алюминия Al2O3. Слой нитрида титана обеспечивает хорошее сцепление поверхности твердосплавной пластины с покрытиями. Нитрид титана является материалом, сохраняющим вязкость и адгезионные свойства при Столбчатая структура кристаллов повышении температуры. карбонитрида титана покрытия МТ-CVD Слой карбонитрида титана , состоящий из столбчатых, вертикально расположенных кристаллов, отличается большой устойчивостью к отслаиванию и выкрашиванию режущей кромки. Такая прочная структура получается в результате использования новой технологии в процессе нанесения покрытий. Процесс проводится при пониженной температуре и называется МТ-CVD (среднетемпературное химическое покрытие). Покрытия, нанесенные методом МТ-CVD , отличаются от традиционных лучшей адгезией первого слоя к поверхности твердого сплава и отсутствием включений хрупкой пограничной η - фазы на границе твердый сплав - износостойкое покрытие. Поверхностный слой, состоящий из оксида алюминия, имеет универсальные свойства. Оксид алюминия имеет правильную кристаллическую гексагональную структуру, обладает высокой твердостью и низкой адгезией к обрабатываемому материалу. Одновременно поверхность Al2O3 достаточно гладкая ( коэффициент трения по сухой стали составляет 0,15), за счет чего значительно снижаются усилия в зоне резания. Кроме этого, оксид алюминия, обладая низкой теплопроводностью, защищает от перегрева и возникновения термотрещин режущую кромку. В настоящее время испытания продолжаются. Это длительный и непрерывный процесс. Но совершенно ясно, что путь технического обновления, на который мы вступили несколько лет назад, начинает давать реальные результаты. Появление на рынке твердых сплавов кировградских пластин с современными износостойкими покрытиями является хорошим шагом в деле повышения конкурентоспособности продукции ОАО "КЗТС". Лопатин Ю.М., ведущий специалист по рекламной и информационной работе ОАО "КЗТС"