Документ 4735003
реклама

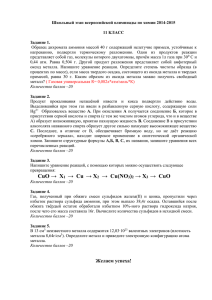
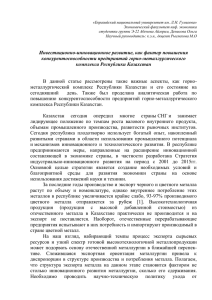
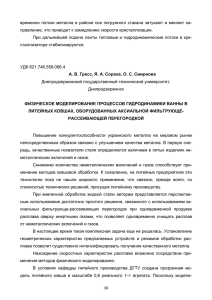
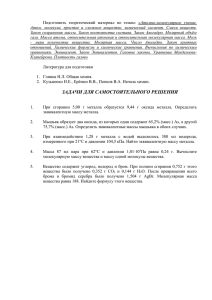
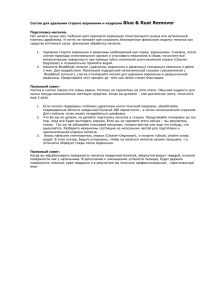
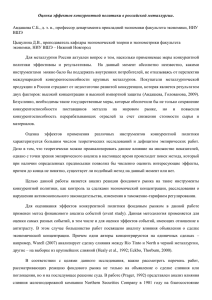
СВМ-технологии в металлургии В современной металлургии известен ряд технологий с использованием физических полей и излучений для воздействия на расплавы металлов с целью изменения физических и механических свойств этих металлов. Нами создан генератор нестационарного электромагнитного поля для обработки расплава непосредственно в печи, получивший название СВМ-генератор (структурно-фазовая волновая магниторезонансная обработка), с потребляемой мощностью до 50 Вт, работающий в диапазоне частот 102-3.107 Гц. С помощью этого генератора получен эффект глубинного и объемного влияния Разработчики технологии: С. А. КУРАПОВ В. Ф. ПАНОВ, д-р физ.-мат. наук Н. А. КОКАРЕВА А. Е. БОЯРШИНОВ на расплавы черных металлов, улучшение структуры и механических характеристик литья. Россия, г. Пермь СВМ-технологии в металлургии Конструктивная схема генератора приведена на рис. 1. Генератор представляет собой антенное устройство направленного действия с перестраиваемым фокусом излучения (волновой излучатель) , работающее от преобразователя - формирующего блока-модулятора. Опытная модель генератора имеет наименование "Модулятор электромагнитный типа ОРСК-2М». Способ обработки расплава с применением генератора и конструкция излучателя запатентованы. Размеры рабочей зоны генератора (зоны фокуса) составляют 0,3 м в поперечнике, волновая обработка проводится в течение всего времени плавки (0,5-1 ч). Индукция магнитного поля в рабочей зоне излучателя не превышает 1 Гс , напряженность электрического поля около 2 кВ/м. Эквивалентный уровень шума, создаваемый генератором, в том числе в ультразвуковом диапазоне, не превышает 36 дБ. В качестве первичного источника питания генератора используется формирователь стандартных сигналов типа ГСС-40. Электростатический экран генератора подключается к сети переменного тока. С 2004 по 2009 г. данная установка непрерывно работала на предприятии ООО «Точлит» (Мотовилихинские Заводы) на производстве стали. Россия, г. Пермь СВМ-технологии в металлургии Как было установлено, характер воздействия генератора на расплавы существенно зависит от материала вещества, помещаемого в резонансную камеру блока-модулятора, т.е. от вещества-модулятора, являющегося виртуальным, или пассивным, модификатором металла. В качестве модуляторов использовали традиционные для металлургии легирующие и модифицирующие материалы: магний, марганец, редкоземельные металлы и др. Модулятор служит фильтром, модулирующим спектр излучения генератора. В дальнейшем обработку черных металлов при помощи СВМ-генератора проводили по двум основным режимам: I – низкоуглеродистые и среднеуглеродистые стали (содержание углерода < 0,8%), в том числе легированные, обрабатывали модулятором с использованием стабилизирующих аустенит элементов: марганец + никель + ниобий; II – высокоуглеродистые стали и чугуны (содержание углерода ≥ 0,8%), в том числе легированные, обрабатывали модулятором с использованием элементов, повышающих растворимость углерода в железе: магний + марганец + редкоземельные элементы; при этом в обоих режимах на формирующий блокмодулятор подавался сигнал с частотами ядерного магнитного резонанса вещества модификаторов. Волновой излучатель СВМ-генератора устанавливали снаружи металлургической печи, рабочая зона генератора ориентировалась внутрь объема расплава. Обработку расплава осуществляли сквозь стенку металлургической печи. СВМ-технологии в металлургии Обработанный металл применяли для изготовления кузнечных слитков массой от 2,8 до 60 т и отливок массой до 3,9 т, а также листового проката. Кузнечные слитки в дальнейшем использовали для получения поковок. С применением волновой обработки получено более 100 производственных плавок общей массой около 8500 т объёмом от 60 т до 400 т и свыше 300 производственных и опытных плавок на малых объёмах (50 – 280 кг). Для изучения свойств металла, прошедшего волновую обработку, были выбраны следующие изделия: валки холодного проката (кованые, лито-кованые), направляющие ролики, валки горячего проката, валы, штамповые кубики, лист горячекатаный, литые изделия. Данные изделия изготавливали из сталей 09Г2С, 5ХНМ, 10ХН3МДЛ, 17Г1С, 35Л, 35ХГСЛ, 40ХЛ, 40ХМА, 45, 50ХН, 60XH, 75Х2СГФ, 90ХФ, 9Х2МФ и чугуна СЧ25. Для ряда сталей объём исследования составлял десятки плавок, для других, проводимых с целью определения возможностей метода, - единичные плавки. Исследования проводили на различных этапах технологического цикла: после заливки (пробники и приливные пробы), после термической обработки, на финале изготовления. Исследовали макрои микроструктуру, механические свойства, проводили газовый анализ и ультразвуковой контроль. Макроструктуру оценивали визуально, микроструктуру - на световых микроскопах, газовый анализ, ультразвуковой контроль и определение механических свойств проводили с использованием приборов центральной заводской лаборатории. Россия, г. Пермь Обработка расплава по СВМ-технологии. На переднем плане волновой излучатель. СВМ-технологии в металлургии Влияние волновой обработки на структуру, фазовый состав и механические свойства сталей Характерным признаками СВМ-обработки стали является измельчение структуры (уменьшение величины зерна аустенита в среднем на 3–4 балла) и повышение ее однородности, в том числе равномерное распределение карбидов, что, как правило, ведет к повышению механических свойств минимум в 1,5 раза, а также к снижению анизотропии свойств. Результаты исследования позволяют утверждать о повышении пластических свойств стали при сохранении прочностных. У феррит - перлитных сталей наблюдаются изменения в фазовом составе в сторону увеличения количества перлита. Снижается химический градиент фаз, границы фаз становятся более размытыми. Наблюдается зависимость между измельчением микроструктуры и повышением механических свойств отливок (исключение составила сталь 110Г13Л), хотя отмечены и случаи повышения механических свойств после СВМ-обработки, без видимых изменений в структуре металла. Россия, г. Пермь Микроструктура образцов стали 110Г13Л (х100) а) – контрольный образец, аустенит, 0 – 1 балл б) – после волновой обработки; наблюдается характерное измельчение размера зерна (4 – 5 балл), измельчение и более равномерное распределение карбидов СВМ-технологии в металлургии Сталь 35ХГСЛ (х100) а) - контрольный образец (ферритная сетка, видманштет 2-3 балл, перлитные и ферритные зерна) б) - после волновой обработки; зерна феррита и перлита Россия, г. Пермь СВМ-технологии в металлургии В целом, влияние СВМ – обработки приводит к тому, что литой металл, после термообработки, приобретает механические свойства, близкие к механическим свойствам деформированного металла такой же марки. Уменьшается разброс механических свойств от плавки к плавке. У стали 10ХН3МДЛ, обработанной с помощью СВМ – генератора, удалось повысить показатель ударной вязкости как при +20°С так и при -50°С, более чем на 50%, при сохранении тех же прочностных характеристиках. Это позволило, с помощью корректировки термообработки существенно поднять σт и ударной вязкости. С помощью обработки СВМ – полем, у стали 35ХГСЛ удавалось довести уровень механических свойств до стали 10ХН3МДЛ, цена которой более чем в 7 раз выше, чем сталь 35ХГСЛ. После обработки СВМ – полем изменяются и литейные свойства сталей. Увеличивается жидкотекучесть литейных сталей, что приводит к уменьшению литейного брака. Россия, г. Пермь σвр. при заданных показателях СВМ-технологии в металлургии Белый передельный чугун, чушки полупродукта для металлургической промышленности. Контроль, образец 34-2 трещины, раковины Обработанный СВМ. Образец 38 Отсутствие трещин и раковин СВМ-обработка позволила сократить процент потерь (крошья) при многократной перегрузке. Россия, г. Пермь СВМ-технологии в металлургии Список предприятий, на которых проводились исследования • В течение ряда лет проводились испытания метода на российских предприятиях: Металлургической отрасли: • ОАО «Мотовилихинские заводы», г.Пермь • ОАО «МК ОРМЕТО-ЮУМЗ», г.Орск • ОАО «Тулачермет», г.Тула, • ОАО «Северский трубный завод», г.Полевской, • ОАО «Уралмаш», г.Екатеринбург, и ряд других; На предприятиях авиапрома: • ОАО «Пермские моторы», г.Пермь • ФГУП «Салют», г.Москва, • ЦКБ им.Илюшина, г.Москва; • ООО «НовосибНИАТ», г.Новосибирск; В научно-исследовательских учреждениях: • ЦНИИКМ «Прометей», г.С.-Петербург, • ЦНИИТМАШ, г.Москва, • Физико-технический институт УрО РАН, г.Ижевск, • Научный центр порошкового материаловедения, г.Пермь. Имеются все научно-исследовательские и производственные отчёты. Россия, г. Пермь СВМ-технологии в металлургии Альтернативные методы. • • • • • • • • • • • • В металлургии известны различные способы воздействия физических полей на расплавы металлов, с целью изменения микро и макроструктуры, увеличения однородности металлов, повышения механических свойств металлов, уменьшения металлургического брака. Наибольшее распространение получило электромагнитное перемешивание, в индукционных печах и установках непрерывной разливки стали. При проведении плавки в индукционной печи, электромагнитное поле не только является источником тепловой энергии, но и интенсивно перемешивает расплав металла. Такое перемешивание эффективно выравнивает химический состав расплава. Электромагнитное перемешивание в индукционных печах не оказывает, заметного влияния на макро и микроструктуру металла. При электромагнитном перемешивании в установках непрерывной разливки стали (УНРС), происходит изменение направления фронтов кристаллизации, при этом металл кристаллизуется с более мелкой, чем без перемешивания макроструктурой, чрезмерно крупные кристаллы не образуются, уменьшаются ликвационные процессы и металл становится химически и структурно более однородным. Всё это в целом, приводит к повышению качества металла. Недостатком этого метода является большое потребление электроэнергии, т.к. сильное электромагнитное поле, в условиях интенсивного рассеивания требует больших мощностей, относительная дороговизна самой электромагнитной установки и её обслуживания. Кроме того, электромагнитное перемешивание, в условиях действующего производства, не влияет на микроструктуру металла. Другим методом воздействия на металл является ультразвуковая обработка расплава металла. Ультразвуковая обработка существенно измельчает как макро так и микроструктуру, обеспечивает высокую однородность металла, удаление примесей из расплава. Недостатком этого метода является интенсивная эрозия вибрирующих поверхностей, работающих в расплаве, что приводит к преждевременному выходу из строя как рабочего инструмента так и футеровки плавильного агрегата. Происходит также загрязнение металла продуктами эрозии. Это всё привело к тому, что данный метод не получил широкого распространения. Был предложен ещё один оригинальный метод обработки расплава металла. Неэлектропроводный, керамический тигель с расплавом металла помещался в статор мощного электродвигателя, где металл подвергался воздействию вращающегося магнитного поля. Такая обработка дала хорошие результаты по однородности слитка, измельчению макро и микроструктуры металла и привела к увеличению механических свойств. Недостатком этого метода является невозможность обрабатывать значительные объёмы металла, так как при увеличении объёма расплава стоимость статора недопустимо возрастает. Кроме того, создание надёжного в эксплуатации, многотонного металлургического ковша из неэлектропроводных материалов представляет, в настоящий момент, колоссальные трудности. Россия, г. Пермь СВМ-технологии в металлургии Альтернативные методы. • • • • • • • • • • • • Метод электронно – лучевого переплава, очень хорошо себя зарекомендовал, и в настоящий момент имеет широкое распространение. Промышленный металл наивысшего качества, для наиболее ответственных деталей производится в электронно – лучевых печах. Недостатком этого метода является большая дороговизна установки, дороговизна обслуживания каждой плавки, так как каждая плавка требует создания глубокого, лампового вакуума. Объём расплава крайне мал. Печи рекордной мощности, построенные в СССР, имеют мощность всего 100(г.Губаха, Пермской обл.) и 300(г. Новосибирск) киловатт. Альтернативой методу электронно-лучевого переплава, служит также широко распространённый метод электрошлакового переплава(ЭШП). При ЭШП - обработке, капля металла, срываясь с плавящегося электрода и проходя через слой шлака, шунтирует ток в установке и при высокой температуре происходит химическое связывание вредных примесей с расплавом шлака. Кроме того, при электронно-лучевом, плазменно-дуговом переплаве и при ЭШП, металл испытывает значительный перегрев. Металл разогревается до температуры близкой или равной температуре вторичного плавления, что приводит к равномерному распределению легирующих элементов в расплаве. Это приводит к увеличению механических свойств металла и металл, выплавленный методом ЭШП, приближается по свойствам к металлу электронно-лучевого переплава. К сожалению, метод ЭШП не влияет на измельчение макро и микроструктуры, и металл, выплавленный методом ЭШП, требует деформации. В лабораторных условиях испытывались и другие методы воздействия на расплав металла, с целью повышения механических свойств. Например, были эксперименты по наведению высоковольтного потенциала на затвердевающий слиток, облучение высокочастотным, СВЧ и КВЧ радиоизлучением зеркала металла, облучение расплава рентгеновским излучением. Данные методы не получили дальнейшего развития, так как эффекты, полученные в ходе этих экспериментов не оправдывали затрат на их получение или представляли опасность для здоровья персонала. Метод СВМ – обработки расплавов, по сравнению со всеми вышеперечисленными методами, имеет значительные преимущества: - Затраты электроэнергии весьма незначительны, т.к. мощность потребляемая СВМ – генератором не превосходит 200 – 300 ватт. - Метод СВМ – обработки не требует никакой перестройки существующего производства и производственного цикла, и никак не вмешивается в производственный процесс. - Метод СВМ – обработки способен, в определённых пределах, изменять активность химических элементов. И тем самым, управлять фазовым составом металла, что недоступно ни одним из вышеперечисленных методов и невозможно никаким другим методом, кроме изменения химического состава металла. - Объём обрабатываемого расплава не ограничен. СВМ – генераторы испытывались на плавках объёмом от 70гр. до 400 тонн. - СВМ – генератор представляет собой небольшое, относительно простое устройство, изготовление которого не требует больших финансовых затрат. Отмеченным недостатком СВМ – обработки, иногда являются затраты времени на подбор режима СВМ – обработки, подбор модификатора под конкретную марку металла, выбор частотного ряда. При должном количестве экспериментов, всегда удавалось подобрать наилучший режим обработки металла. Приходится также корректировать режим термообработки конкретной марки стали, т.к. часто наблюдалось явление понижения температуры критических точек Ас1 и Ас3, для простых и низколегированных марок сталей до 20°С, а для легированных и нержавеющих сталей до 50 - 55°С. Россия, г. Пермь СВМ-технологии в металлургии ОБЛАСТИ ПРИМЕНЕНИЯ Применение волновой обработки расплава с помощью СВМ-генератора позволяет получить: гарантированное улучшение структуры металла, что, в свою очередь, позволяет пересматривать режимы термической обработки; существенное повышение прочностных характеристик металла, позволяющее использовать менее легированные марки стали и чугуна; улучшение механических характеристик, что обусловливает повышение износостойкости выпускаемой продукции, например, валков, как минимум на 20%. Внедрение данного процесса в производство потребует отработки сквозной технологии: жидкая сталь – волновая СВМ-обработка - разливка прокатка. Кроме металлургии СВМ-технология может быть применена: - для очистки нефтепродуктов и жидких отходов производства. Предварительные эксперименты по данной теме проведены; - в области сельского хозяйства для повышения урожайности с/х культур; - для обработки воды с целью очистки и повышения её качества. Как в области металлургии, так и по другим темам необходимы глубокие исследования с привлечением специалистов академических институтов. Россия, г. Пермь СВМ-технологии в металлургии Список публикаций и патентов • • • • • • • Клюев А.В., Курапов С.А., Панов В.Ф, Стрелков В.В., Кокарева Н.А., Бояршинов А.Е. Структура и механические свойства металла после обработки расплава в нестационарном электромагнитном поле волнового излучателя // Металловедение и термическая обработка металлов. №7(649).2009. стр.3 – 9. Бояршинов А.Е., Клюев А.В., Кокарева Н.А., Курапов С.А., Панов В.Ф., Стрелков В.В. Способ обработки расплавленных материалов. Пат.2324575, Россия, МПК B22D27/02, Некоммерческое партнёрство «Неорганические материалы», (RU). Заявка: 2006140015/02, 13.11.2006; Опубликовано 20.05.2008. Бюл. №14. Бояршинов А.Е., Клюев А.В., Кокарева Н.А., Курапов С.А., Панов В.Ф., Стрелков В.В. Электромагнитная антенна. Пат.2336612, Россия, Некоммерческое партнёрство «Неорганические материалы», (RU). Заявка: 2006134358/09, 28.09.2006; Опубликовано 20.10.2008. Бюл. №29. Курапов С.А., Панов В.Ф. Полевое глубинное воздействие на расплавы металлов.// Труды международного междисциплинарного симпозиума «Фракталы и прикладная синергетика», ФиПС – 03(17 – 20 ноября 2003г., г.Москва.) – Москва: Издательство МГОУ, 2003. – Стр.146. Клюев А.В., Курапов С.А., Панов В.Ф, Стрелков В.В., Кокарева Н.А., Бояршинов А.Е. Полевое глубинное воздействие на расплавы металлов.// Deformation and Fracture of Materials and Nanomaterials – DFMN – 2007// Book of articles, ed. by O.A. Bannykh et al. – Moscow: Interkontakt Nauka, 2007. P.144. Панов В.Ф., Курапов С.А. Полевое глубинное воздействие на расплавы металла. // Космос, время, энергия. Сборник статей, посвящённых 100 – летию Д.Д. Иваненко - М.: «Белка», 2004. – Стр. 289 – 294. Клюев А.В., Курапов С.А., Панов В.Ф, Стрелков В.В., Кокарева Н.А., Бояршинов А.Е. Улучшение физико – механических свойств чёрных и цветных металлов при обработке расплава в нестационарном электромагнитном поле волнового излучателя. // Тезисы докладов. Шестой международный аэрокосмический конгресс. IAC`09. (23 – 27 августа 2009г., Москва, Россия)/ Стр.108. Россия, г. Пермь СВМ-технологии в металлургии АВТОРЫ • • • • • • • • ФИО Панов Вячеслав Федорович Адрес электронной почты panov@psu.ru Ученая степень Доктор физико-математических наук теоретической физике Образование ПГУ, Механико-математический факультет Ученое звание профессор Наименование организации ПГНИУ, профессор кафедр: высшей математики, алгебры и геометрии, процессов управления и инф. безопасности, математического анализа, философии Должность преподаватель Профессиональные достижения член-корресподент Российской академии естествознания, член президиума Российского гравитационного общества. • • • • • • ФИО Курапов Сергей Аркадьевич Адрес электронной почты info@a1136.ru Образование ПГУ, Механико-математический факультет Наименование организации ООО «А-1136» Должность Ведущий научный сотрудник, заведующий лабораторией Профессиональные достижения Специалист в области технической физики • • • • • • ФИО Кокарева Надежда Антоновна Адрес электронной почты nak51@mail.ru Образование Уральский Государственный Университет, г.Свердловск Наименование организации ЗАО «Уральский проект» Должность Директор Профессиональные достижения Специалист в области геологии редких металлов. • • • • • • ФИО Бояршинов Андрей Евгеньевич Адрес электронной почты info@a1136.ru Образование ППИ, Электротехнический факультет, автоматика-телемеханика Наименование организации ООО «А-1136» Должность Директор Профессиональные достижения Специалист в области радиосвязи. Россия, г. Пермь