уэз уони-13/55 стандарт
реклама

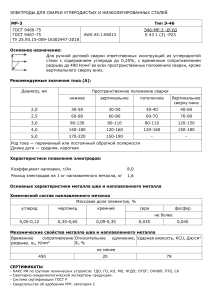
УЭЗ УОНИ-13/55 СТАНДАРТ ГОСТ 9466-75 ГОСТ 9467-75 Э50А-УЭЗ УОНИ-13/55- Ø -УД Е517-Б 26 Тип Э50А Электроды марки УЭЗ УОНИ 13/55 СТАНДАРТ предназначены для ручной дуговой сварки особо ответственных конструкций из углеродистых и низколегированных сталей, когда к металлу сварных швов предъявляются повышенные требования по пластичности и ударной вязкости, особенно при работе в условиях пониженных температур. Сварка во всех пространственных положениях, кроме вертикального сверху вниз, постоянным источником питания с напряжением холостого хода (55±5) В и переменным током с напряжением холостого хода источника питания (70±10) В. Допустимое содержание влаги в покрытии перед использованием не более 0,3 %. Режим повторного прокаливания: сушка при 350°С в течение 1 часа. Одобрены НАКС по следующим группам тех. устройств: КСМ, ГДО, ГО, КО, МО, НГДО, ОТОГ, ОХНВП, ПТО, ПР. Высококачественные электроды. Обладают повышенными сварочнотехнологическими свойствами: хорошее первичное и вторичное зажигание, стабильное горение дуги, легкое отделение шлака. Формируют мелкочешуйчатый шов. Пригоден для всех групп промышленности. Рекомендуемое значение тока (А) Диаметр, мм Сила тока 3,0 80-120 4,0 130-170 5,0 170-210 6,0 200-240 Характеристики плавления электродов Коэффициент наплавки, г/Ач: 9,5 Расход электродов на 1 кг наплавленного металла, кг: 1,65 Основные характеристики металла шва и наплавленного металла Механические свойства металла шва, не менее Временное сопротивление разрыву, МПа: 490 Относительное удлинение, %: 20 Ударная вязкость, Дж/см²: 127 Химический состав наплавленного металла, % Углерод: 0,08-0,12 Кремний: 0,18-0,40 Марганец: 0,8-1,0 Сера: 0,03 Фосфор: 0,03