ОПИСАНИЕ ИЗОБРЕТЕНИЯ К ПАТЕНТУ
реклама

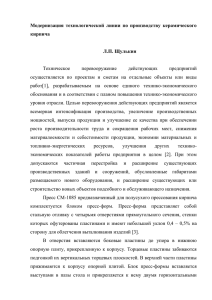
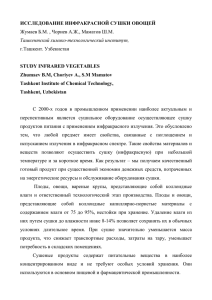
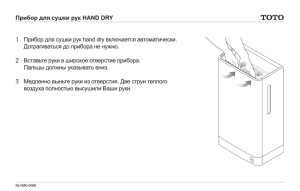
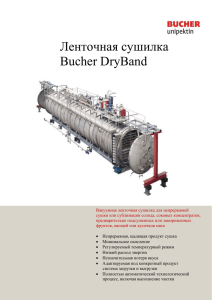
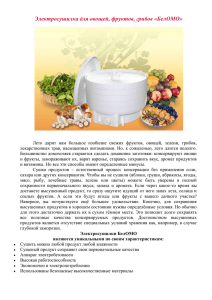
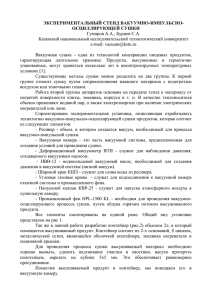
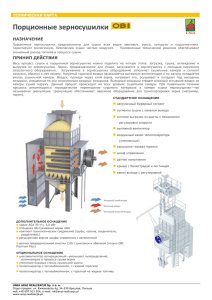
УДК 69.691.421 СИСТЕМА АВТОМАТИЗИРОВАННОГО УПРАВЛЕНИЯ ПРОЦЕССОМ СУШКИ КЕРАМИЧЕСКОЙ ПРОДУКЦИИ Р.А. Козлович, С.П. Сердобинцев Рассмотрено создание автоматизированной системы управления сушкой кирпича контактно-сорбционным способом совместно с СВЧ-нагревом. Приведена принципиальная схема питания магнетрона, структурная и параметрическая схемы системы автоматизации. система автоматизации, производительность, сушка, кирпич, СВЧ-нагрев При реконструкции существующих и проектировании новых производств керамической продукции важной задачей является обеспечение высокой производительности тепловых агрегатов, снижение энергетических затрат при высоком качестве готовой продукции [1]. Для стабильного и качественного производства керамической продукции большое значение имеет процесс сушки. Широкое промышленное применение получил конвективный способ сушки. При его использовании сушильный агент (воздух) нагревается и проходит через сушилку. Интенсификация сушки может быть достигнута уменьшением влажности, повышением температуры и скорости движения теплоносителя, однако при скоростной сушке кирпич растрескивается [2]. В качестве критерия трещинообразования используют гигрометрический критерий М.В. Кирпичева Ki: U п R Ki , (1) Uн где U п – градиент влагосодержания у поверхности изделия в данный момент; U н – начальное влагосодержание изделия; R – характерный размер изделия. Перенос влаги обеспечивается молекулярной диффузией в условиях торможения потока термоградиентным и пьезоградиентным эффектами, что усложняет задачу обеспечения равновесия между внутренним и внешним влагообменом. Необходимо снизить градиент влагосодержания у поверхности изделия U п , что способствует уменьшению трещинообразования. Безопасными будут такие режимы сушки, при которых диффузионный перенос влаги в пределах высушиваемого изделия много больше эффектов, тормозящих влагу на пути к поверхности высушиваемого кирпича. Существенно повысить качество высушиваемого кирпича позволяет контактно-сорбционная сушка, предложенная А.М. Усачёвым [3]. Сущность контактно-сорбционной сушки в том, что основной поток влаги от сырца во внешнюю среду обеспечивается через материал-посредник с высокими сорбционным водопоглощением и влагоемкостью, чем достигается высокая доля диффузионного влагопереноса. Высушиваемый кирпич накрывается теплоизолирующим влагонепроницаемым колпаком для снижения эффекта конвективной сушки вокруг высушиваемого кирпича. Сущность контактносорбционной сушки демонстрируется на рис. 1. Рис. 1. Схема контактно-сорбционной сушки Fig. 1. The contact-sorption drying scheme Высушиваемый кирпич-сырец 1 укладывается на посредник-подложку 2, выполненную из влагоемкого материала (например, пеношамотного легковеса), накрывается колпаком 3. Посредник с тыльной стороны подвергается конвективному высушиванию воздушным потоком теплоносителем 4 с заданными параметрами. Таким образом, влага из сырца диффундирует 5 в объем материалапосредника, влажность которого поддерживается на постоянном уровне, безопасном для объекта высушивания, а затем испаряется в объем теплоносителя 6. При высушивании образцов контактно-диффузионным способом риск возникновения трещин значительно снижается [3]. Однако контактно-сорбционный способ сушки не ускоряет внутренний массообмен в кирпиче-сырце, что, в свою очередь, накладывает ограничение на скорость сушки. Дополнительно интенсифицируя механизмы внутреннего массообмена в толще кирпича, можно существенно повысить скорость сушки, не вызывая значительного градиента влагосодержания у поверхности изделия U п , что уменьшает значение критерия Кирпичёва (1). График изменения значения критерия Кирпичёва (допустимое значение Ki=0,58) при сушке керамических изделий теплоносителем с параметрами t = 500C, φ = 45 %, v = 0,37 м/с через посредник контактно-сорбционным способом сушки [3] представлен на рис. 2 (кривая 1). Рис. 2. Изменение значения критерия Кирпичёва при сушке керамических изделий Fig. 2. The Kirpichuov criterion value changes during pottery drying Интенсификация процесса сушки (рис.2, кривая 2) вызывает увеличение значения критерия Кирпичёва выше допустимого. На кривой прослеживается локальный горб, вызванный существенным градиентом влагосодержания в заключительной стадии сушки, когда внутренняя диффузия влаги из центра кирпича к его наружным слоям мала, что связано с чрезмерной скоростью удаления влаги из слоев кирпича-сырца, контактирующих с посредником. Интенсифицировать сушку с помощью параметров сушильного агента можно, если осуществить внешний подвод энергии к локализованной в теле кирпича влаге, тем самым скомпенсировать падение скорости диффузии влаги из внутренних слоев кирпича к внешним. Это достигается использованием объемных способов подвода энергии с помощью СВЧ и других полей. Наиболее действенным видится дополнение способа контактно-сорбционной сушки кирпича полем СВЧ [4]. Конструктивно предлагается оснастить колпак 3, используемый для контактно-сорбционной сушки (см. рис.1), блоком для излучения СВЧ-энергии, генерируемой магнетроном. Магнетроны могут работать на различных частотах от 0,5 до 100 ГГц с мощностями от нескольких ватт до десятков киловатт в непрерывном режиме и от 10 Вт до 5 МВт в импульсном режиме. Удельная мощность p, выделяемая в материале вследствие возникновения диэлектрических потерь, зависит от диэлектрической проницаемости , напряженности электрического поля E , частоты f , тангенса угла потерь tg : (2) p 0,55 tg f E 2 . Для питания магнетрона предлагается использовать схему, приведенную на рис. 3 Рис. 3. Схема блока для питания магнетронов Fig. 3. The supply magnetrons scheme Схема питается от промышленной сети. При наличии напряжения загорается светодиод VD1. Для защиты схемы от перегрузки и импульсных помех используются предохранитель FU, фильтр на трансформаторе T1 и конденсаторах C1-C4. При подаче напряжения на управляющий электрод симистор VD2 открывается и соединяет с сетью первичную обмотку повышающего трансформатора Т2. Напряжение со вторичной обмотки трансформатора подается на удвоитель напряжения на конденсаторе C5 и диодеVD3, причем магнетрон М используется как второй диод удвоителя напряжения. Напряжение, поступающее на магнетрон, импульсное, с частотой питающей сети. Регулировка мощности нагрева производится широтно-импульсной модуляцией напряжения на управляющем электроде симистора VD2. Частота работы магнетрона выбирается из разрешенных для промышленного применения частот с учетом глубины проникновения электромагнитных волн в толщу кирпича. Приемлемой частотой для СВЧ-сушки является 0,5 ГГц. У влажной керамической массы величина коэффициента tg больше, чем у сухой, поэтому она нагревается интенсивнее. В процессе сушки влажной керамической массы уменьшается выделяемая теплота (2). Это способствует равномерной интенсивности сушки в теле кирпича. При таком способе сушки для предотвращения избыточного давления водяных паров в толще высушиваемого кирпича при интенсивном нагреве важным является управление подводимой мощностью. СВЧ-излучателем и параметрами конвективного процесса сушки предлагается управлять с помощью системы автоматизированного управления на основе программируемого логического контроллера (ПЛК). Для этого сушилку оснащают датчиками и исполнительными механизмами (рис. 4). Рис. 4. Схема сушилки для сушки кирпича контактно-сорбционным способом с применением СВЧ Fig. 4. The contact-sorption drying apparatus with microwave radiation scheme Описанный выше контактно-сорбционный способ сушки кирпича дополняется СВЧ-излучателем 4 в колпаке 3, а пористый посредник 2 укладывается на воздуховод 5 так, чтобы поток теплоносителя омывал его снизу. В воздуховод 5 входят два потока – горячий 6 и холодный 7 воздух. Смешением этих потоков управляют при помощи жалюзи, оснащенных электроприводами 8. Для измерения параметров в течение процесса сушки устанавливаются датчики температуры и влажности внутри изолирующего колпака 9 и пористой подложки 10, а также в потоке теплоносителя на входе 11 и выходе 12 из воздуховода. Параметрическая схема системы автоматизированного управления показана на рис. 5. Рис. 5. Параметрическая схема системы автоматизированного управления Fig. 5. The parametrical scheme of control management system По показаниям датчика 9 определяются параметры среды внутри теплоизолирующего колпака. Если температура и влажность воздуха внутри колпака 3 повысилась сверх допустимых значений, то подается сигнал, уменьшающий мощность СВЧ-излучателя для предотвращения парообразования внутри тела кирпича. По показаниям датчика 10 оценивается способность влагопроводности пористой подложки. По показаниям датчиков 11 и 12 определяется интенсивность влагосъема с пористой подложки, а значит, и из кирпича. Сигналы от датчиков поступают на аналоговые входы системы автоматизированного управления, в регуляторе формируются управляющие воздействия на электроприводы жалюзи и широтно-импульсный сигнал для управления мощностью излучателя 8. В качестве ПЛК используются стандартные контроллеры, позволяющие реализовать адаптивные алгоритмы управления и способные обрабатывать аналоговые и дискретные сигналы. В качестве примера можно привести контроллеры Siemens серии S7-300 с процессорными модулями 315 (6ES7 3152AG10-0AB0), 317 (6ES7 317-2AJ10-0AB0) с соответствующими модулями вводавывода. Также на ПЛК возложены функции управления вспомогательными операциями при сушке: аппаратами-садчиками, конвейерами и т.п. Применяя предложенный выше способ сушки в совокупности с описанной системой автоматического управления на базе современных вычислительных решений, можно существенно повысить производительность сушилок керамического кирпича при высоком качестве высушиваемых изделий, что позволяет производить лицевой керамический кирпич и полноформатные керамические блоки, в которых остро нуждается отечественная промышленность. СПИСОК ИСПОЛЬЗОВАННЫХ ЛИТЕРАТУРНЫХ ИСТОЧНИКОВ 1. Кондратенко В.А., Пешков В.Н., Следнев Д.В. Проблемы кирпичного производства и способы их решения // Строительные материалы. – 2002. – № 3. – С. 43-45. 2. Жуков Д.В. Скоростная сушка кирпича-сырца: учебник. – М.: Госстройиздат, 1959. – 234 с. 3. Усачев A.M. Сорбционная сушка // Актуальные проблемы современной науки: труды 4-й междунар. конф. молодых ученых и студентов. – Самара, 2003. – С. 69-71. 4. Максимов Г.А. Труды конференции по промышленному применению токов высокой частоты. – Л., 1952. – 148 с. 5. Лыков А.В. Теория сушки: учебник. – М.: Энергия, 1968.– 472 с. AUTOMATED MANAGEMENT SYSTEM BY DRYING PROCESS OF CERAMIC PRODUCTION R.A. Kozlovich, S.P. Serdobintsev In this article the automated management system for productivity increase in ceramic brick drying on a basis contact-sorption method is considered. automation system, productivity, drying, clay brick, microwave heating