распределение контактных нагрузок на задней поверхности
реклама

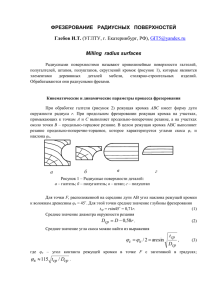
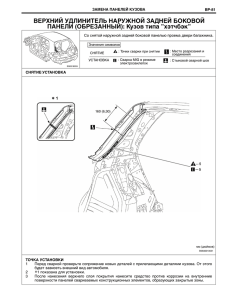
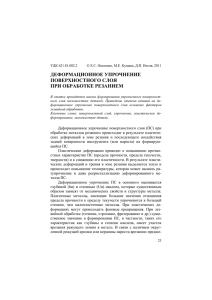
РАСПРЕДЕЛЕНИЕ КОНТАКТНЫХ НАГРУЗОК НА ЗАДНЕЙ ПОВЕРХНОСТИ ИНСТРУМЕНТА ПРИ ЭЛЕМЕНТНОМ СТРУЖКООБРАЗОВАНИИ В.Н. Козлов а, к.т.н., доц., Л. Сюй б, магистрант гр. 8ЛМ31 Томский политехнический университет, 634050, г. Томск, пр. Ленина, 30, тел. (3822)-419-539 а E-mail: kozlov-viktor@bk.ru, б 345185108@qq.com Рациональное использование режущего инструмента невозможно без знаний физических основ резания. Потеря формы режущего клина может быть из-за разрушения (хрупкого или пластического), или из-за износа клина на передней или на задней поверхностях. В большинстве случаев износ задней поверхности режущего инструмента оценивается шириной износа hf и задним углом на фаске этого износа h (обычно h≈0 °) [1-7] (рис. 1). Этот вид износа более опасен, чем износ по передней поверхности (образование лунки глубиной hл и шириной сл), т.к. он существенно увеличивает радиальную составляющую силы резания, что вызывает увеличение нагрева инструмента и приводит к разрушению режущей кромки. Рис. 1. Зоны износа токарного Основная причина выкрашивания режущей кромки и резца скола режущего клина – это увеличение нормальной контактной нагрузки на фаске износа по задней поверхности. Прочность инструмента оценивается сопоставлением напряжений, возникающих в режущем клине при резании, с предельно допустимыми для инструментального материала при соответствующей температуре и направлении нагрузок. Для расчёта этих напряжений необходимы данные о распределении контактных нагрузках (о внешних напряжениях) на рабочих поверхностях инструмента. Из практики обработки материалов резанием известно, что наиболее быстро износ задней поверхности происходит при образовании элементной стружки. Для выявления причин этого явления было рассмотрено силовое взаимодействие между инструментом и зоной стружкообразования в области условной плоскостью сдвига. Теоретически было установлено, что имеется прогиб поверхности резания (обработанной поверхности) от действия радиальной составляющей Py r силы резания на передней поверхности [1]. Упруго восстанавливающаяся поверхность позади режущей кромки контактирует с поверхностью фаски износа задней поверхности и дополнительно деформируется этой фаской, что и вызывает появление на ней контактных нагрузок. При образовании сливной стружки радиальная составляющая Py r силы резания на передней поверхности действует постоянно, поэтому при отсутствии округления режущей кромки давление на фаску задней поверхности рядом с режущей кромкой будет меньше, чем на некотором расстоянии от неё [1]. Решением задачи Буссинеска о действии силы на упругую полуплоскость было получено уравнение для кривой упругого восстановления и уравнение распределения нормальной контактной нагрузки (напряжение σh) на фаске задней поверхности: Гипотеза о наличии прогиба поверхности резания была подтверждена результатами экспериментов, выполненных с использованием метода разрезного резца при обработке дисков из латуни Л63, образующую сливную стружку [1, 2]. При образовании элементной стружки в момент отделения сформировавшегося элемента стружки радиальная составляющая силы резания Py r на передней поверхности резца существенно уменьшается (иногда до нуля) [3]. Исходя из гипотезы о прогибе поверхности резания, в этот момент упруго деформированная поверхность резания должна быстро восстанавливаться, что должно приводить к увеличению давления на задней поверхности рядом с режущей кромкой, при этом нормальные контактные нагрузки у режущей кромки должны быть больше, чем на других участках эпюр σh. Увеличение этой нормальной контактной нагрузки, или напряжения σh, приводит к увеличению интенсивности износа по задней поверхности инструмента и даже вызывает разрушение режущей кромки, если внутренние напряжения в режущем клине больше предельно допустимых для данного инструментального материала. Для изучения причин интенсивного износа инструмента по задней поверхности при обработке титановых сплавов были проведены экспериментальные исследования распределения нормальных σh и касательных τh контактных нагрузок на искусственной фаске задней поверхности (моделирующей естественную фаску износа) резца при свободном прямоугольном точении диска из труднообрабатываемого титанового сплава ВТ3-1 (Ti-6Al-3Mo-2Cr-0.3Si) с радиальной подачей s методом разрезного резца и методом изменяемой ширины искусственной фаски [1, 2]. При обработке титанового сплава ВТ3-1 твёрдосплавным инструментом c используемыми в промышленности режимами резания образуется элементная стружка, поэтому наибольшая величина нормальной удельной контактной нагрузки на фаске задней поверхности, как и предполагалась теоретически, наблюдается у режущей кромки (рис. 2, левая часть эпюр). В этой части эпюр имеется горизонтальный участок, где нормальные удельные контактные нагрузки σh = σh max . Рис. 2. Распределение нормальных (◊, ∆, ○) и касательных (♦, ▲, ●) контактных нагрузок на искусственной фаске износа по задней поверхности резца при резании титанового сплава. Ордината – нормальные σh (MПa) и касательные τh (MПa) удельные контактные нагрузки на фаске задней поверхности; абсцисса – расстояние от режущей кромки на поверхности задней фаски xh (мм). ВТ3-1 - ВК8, = 0 º, h = 0º, = 10 º, v = 1 м/с: ◊, ♦ – s = 0.41 мм/об; ∆, ▲ – s = 0.21 мм/об; ○, ● – s = 0.11 мм/об С увеличением подачи величина нормальной контактной нагрузки непосредственно у режущей кромки (σh max) увеличивается. Для выявления причины этого явления был рассчитан коэффициент непостоянства толщины (сплошности) элементной стружки Ka2 = a2/a1, где а1 – толщина стружки, а2 – расстояние от прирезцовой поверхности стружки (поверхности стружки, контактирующей с передней поверхностью инструмента) до точки касания двух соседних элементов стружки (рис. 3). При элементном характере стружкообразовании a чем больше выражен элемент стружки, тем меньше a величина а2, а значит меньше коэффициент сплошности стружки Ka2 [4, 5, 6]. Чем меньше коэффициент Ka2, тем больше упругое восстановление поверхности резания в момент отделения элементов стружки от заготовки. Было выявлено, что при точении титанового сплава ВТ3-1 с увеличением подачи элементный характер стружки Рис. 3. Определение становится более выраженным и величина коэффициента сплошности коэффициента сплошности стружки уменьшается. Ka2 элементной стружки Для проверки влияния коэффициента сплошности Ka2 были проведены эксперименты при точении диска из титанового сплава ВТ31 на скорости v = 0,5 м/с, подача s=0,11 мм/об. Зависимость величины нормальной контактной нагрузки непосредственно у режущей кромки σh max от коэффициента Ka2 показана на рис. 4. Из графика видно, что с уменьшением коэффициента Рис. 4. Зависимость наибольших нормальных сплошности стружки контактных нагрузок непосредственно у режущей увеличивается величина σh max, кромки σh max от коэффициента сплошности стружки что подтверждает Ka2 при резании титанового сплава ВТ3-1. Ордината предположение о решающем – наибольшие нормальные удельные контактные влиянии восстановления нагрузки на фаске задней поверхности поверхности среза при непосредственно у режущей кромки σh max (MПa); отделении сформировавшегося абсцисса – коэффициент сплошности стружки Ka2. элемента стружки на величину нормальной контактной нагрузки на фаске задней поверхности у режущей кромки. Наибольшая величина нормальных удельных нагрузок наблюдается рядом с режущей кромкой и при резании хрупкой латуни ЛМцА 57-3-1 (57% Cu, 3% Mn, 1% Al,), образующую элементную стружку (рис. 5). Таким образом, результаты наших исследований объясняют повышенный износ по задней Распределение нормальных σh (○) и поверхности инструмента при Рис. 5. контактных нагрузок на образовании элементной касательных τh (●) искусственной фаске износа задней поверхности при стружки. Касательные контактные точении диска из хрупкой латуни ЛМцА 57-3-1 нагрузки на фаске задней (57% Cu, 1% Al, 3% Mn) – Р6М5, v =1,7 м/с, поверхности (τh) равны s = 0,41 мм/об нормальным (σh) при обработке 1 a 2 латуни (рис. 5), что говорит о высоком коэффициенте трения равным 1. По нашему мнению это связано с пластическим характером контакта на фаске задней поверхности и вызвано большой пластической деформацией обрабатываемого материала у режущей кромки в области стружкообразования. О пластическом характере контакта говорит и прилипшие после точения остатки латуни на фаске задней поверхности. В этом случае касательные контактные нагрузки будут определяться не коэффициентом трения, а пределом прочности обрабатываемого материала на сдвиг τmax при действующей температуре в зоне контакта. При сравнительно невысокой для обработки латуни скорости резания v = 1,7 м/c температура обрабатываемого материала в зоне контакта на фаске задней поверхности невелика, поэтому и предел прочности на сдвиг τmax латуни достаточно большой (τh max = 320 MПa). Небольшая величина касательных контактные нагрузки на фаске задней поверхности (τh = 900-300 МПа) при обработке титанового сплава связана, по нашему мнению, с большой температурой в зоне контакта инструмента с заготовкой, что вызывает уменьшение предела прочности на сдвиг. Заключение 1. Характер нормальных контактных нагрузок на фаске износа по задней поверхности зависит от типа стружки и это связано с прогибом поверхности резания под действием силы на передней поверхности. 2. Для элементной стружки наибольшие нормальные контактные нагрузки на фаске задней поверхности находятся рядом с режущей кромкой из-за упругого восстановления поверхности резания в области режущей кромки в момент отделения элемента стружки от заготовки. 3. Коэффициент непостоянства толщины стружки Ka2 может быть использован для определения наибольших нормальных контактных нагрузок на фаске задней поверхности σh max рядом с режущей кромкой, если стружка имеет элементный характер. 4. Уменьшение коэффициента непостоянства толщины стружки Ka2 приводит к увеличению наибольших нормальных контактных нагрузок на фаске задней поверхности σh max рядом с режущей кромкой. Это подтверждает предположение о решающем влиянии упругого восстановления поверхности резания при отделении сформировавшегося элемента стружки на нормальные контактные нагрузки на фаске задней поверхности. Список литературы: 1. Kozlov, V.N. Flank Contact Load Distribution at Cutting Tool Wear. – The 7th International Forum on Strategic Technology (IFOST 2012) “Innovative technology and advanced engineering”, IFOST conference, September 17-21.2012, pp. 147-151. 2. К р а с и л ь н и к о в В . А . , К о з л о в В . Н . , П о д в о р ч а н А . И . Методика измерения контактных нагрузок на задней грани резца. Сб. статей “Исследования процесса резания и режущих инструментов”. -Томск, 1984, с. 130-133. 3. П о л е т и к а М . Ф . , А ф о н а с о в А . И . Контактные условия на задней грани инструмента при элементном стружкообразовании. Сб. статей "Прогрессивные технологические процессы в машиностроении”. -Томск, 1997, с. 14-17.. 4. Merchant, M.E. Mechanics of the metal cutting process. I. Orthogonal cutting and a type 2 chip. Journal of Applied Physics, V. 16, Issue 5, p.267-275. 5. Hu, J., Chou, Y.K. Characterizations of cutting tool flank wear-land contact. Wear, V. 263, Iss. 7-12, SPEC. ISSS., 10 September 2007, P. 1454-1458. 6. Афонасов А.И., Ласуков А.А. Процесс элементного стружкообразования при резании металлов. Журнал «Вестник машиностроения», 2013, № 12, с. 69-72.