Универсальный штамп для вытяжки цилиндрических образцов
реклама

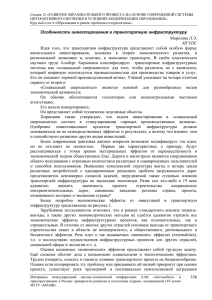
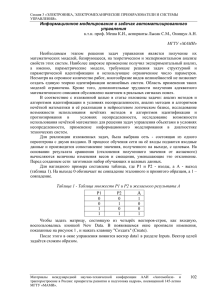
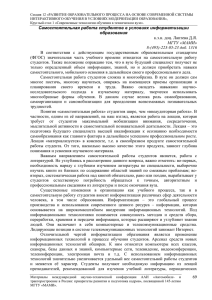
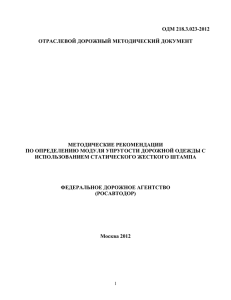
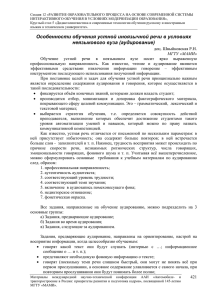
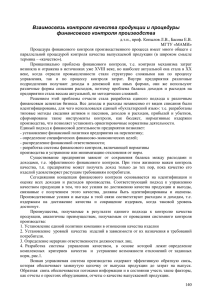
Секция 6 «МАШИНЫ И ТЕХНОЛОГИИ ЗАГОТОВИТЕЛЬНОГО ПРОИЗВОДСТВА», Подсекция «Машины и технологии обработки металлов давлением». Универсальный штамп для вытяжки цилиндрических образцов типа «стакан» к.т.н., проф. Шпунькин Н.Ф., к.т.н., доц. Типалин С.А., аспирант Плотников А.А., Першин А.В. МГТУ «МАМИ» При проведении экспериментальных научных исследований процесса вытяжки цилиндрических изделий, а также для выполнения учебных лабораторных работ целесообразно использовать оснастку простой конструкции. Это даёт возможность снизить стоимость изготовления оснастки и упростить её обслуживание. Подобные штампы изготавливаются по классической схеме: пуансон, матрица и прижим устанавливаются на верхнюю и нижнюю плиты соответственно, упор имеет фиксированное положение, какие-либо регулировки его положения отсутствуют. Применяя такую оснастку, можно использовать заготовки только неизменного диаметра и толщины. Соответственно, форма и размеры получаемых цилиндрических изделий также остаются неизменными. Если возникает необходимость изменить параметры вытягиваемого изделия, как правило требуется изготовление новой оснастки. Ниже приведена конструкция универсального штампа, на котором возможна вытяжка цилиндрических изделий (образцов) различных толщин и диаметров. Универсальность штампа определяется обеспечением следующих возможностей: 1. Регулировка положения упора для установки заготовок различных диаметров. 2. Изменение диаметров получаемых изделий. 3. Использование при штамповке материалов различной толщины Решение этой задачи было выполнено благодаря применению в конструкции универсального штампа регулируемого упора, комплекта сменных пуансонов и матриц различных диаметров, комплекта направляющих пластин установленных толщин, соответствующих толщине вытягиваемого материала. Чертёж универсального штампа для вытяжки показан на рисунке 1, на рисунках 2 и 3 представлено наглядное изображение штампа в закрытом и открытом положениях соответственно. Материалы международной научно-технической конференции ААИ «Автомобиле- и тракторостроение в России: приоритеты развития и подготовка кадров», посвященной 145-летию МГТУ «МАМИ». 188 Секция 6 «МАШИНЫ И ТЕХНОЛОГИИ ЗАГОТОВИТЕЛЬНОГО ПРОИЗВОДСТВА», Подсекция «Машины и технологии обработки металлов давлением». Рисунок 1 – Универсальный штамп, основные элементы Материалы международной научно-технической конференции ААИ «Автомобиле- и тракторостроение в России: приоритеты развития и подготовка кадров», посвященной 145-летию МГТУ «МАМИ». 189 Секция 6 «МАШИНЫ И ТЕХНОЛОГИИ ЗАГОТОВИТЕЛЬНОГО ПРОИЗВОДСТВА», Подсекция «Машины и технологии обработки металлов давлением». Рисунок 2 – Универсальный штамп в закрытом положении Рисунок 3 – Универсальный штамп в открытом положении Материалы международной научно-технической конференции ААИ «Автомобиле- и тракторостроение в России: приоритеты развития и подготовка кадров», посвященной 145-летию МГТУ «МАМИ». 190 Секция 6 «МАШИНЫ И ТЕХНОЛОГИИ ЗАГОТОВИТЕЛЬНОГО ПРОИЗВОДСТВА», Подсекция «Машины и технологии обработки металлов давлением». Штамп работает следующим образом. Заготовка укладывается на матрицу 6 (см. рисунок 1) и фиксируется по регулируемому упору 11. Верхняя половина штампа совершает рабочий ход, пуансон 5, закреплённый в верхней плите 1, взаимодействует с заготовкой – происходит вытяжка. Для предотвращения складкообразования в штампе предусмотрен жёсткий прижим 7, установленный на направляющих пластинах 8. Так как штамповка может производиться на испытательной машине, то для контроля величины рабочего хода в нижней плите штампа 2 установлены ограничители закрытой высоты 10, в результате чего остановку процесса можно осуществлять при резком увеличении силы на ползуне. Вытянутый образец проваливается через отверстие в нижней плите 2, верхняя половина штампа возвращается в исходное положение. Далее операция повторяется. Размеры после завершения процесса вытяжки (H – высота изделия, R – внутренний радиус изделия) получаются исходя из размеров заготовки и пуансона соответственно. Универсальный штамп предназначен для выполнения технологической операции вытяжки на испытательной машине МУП-50, максимальная развиваемая сила – 5х105 Н. Также его можно использовать для проведения опытов на лабораторной испытательной машине EU-100, максимальная развиваемая сила – 106 Н. Если испытательная машина не имеет возможности крепления верхней части штампа по средствам хвостовика, то для этого в комплекте предусмотрены пружины, которые после рабочего хода возвращают верхнюю половину штампа в исходное положение (на чертеже штампа не показаны). При использовании лабораторной установки EU-100 хвостовик штампа снимается. Особенность штампа заключается в том, что на нём можно осуществлять вытяжку заготовок толщиной 1 мм, 1,5 мм и 2 мм, используя одну и ту же матрицу. Для этого в комплекте предусмотрено 3 пуансона диаметром 45,2 мм, 46,4 мм, 47,6 мм соответственно и три комплекта направляющих пластин толщиной 1,6 мм, 1,9 мм, 2,4 мм. Кроме того в штампе возможна вытяжка заготовок диаметром от 70 до 115 мм. Для этого предусмотрен регулируемый упор (рисунок 4). Рисунок 4 – Регулируемый упор Регулируемый упор работает следующим образом. Винт 2 регулируемого упора закручивается в нижнюю плиту штампа, направляющие 6 входят в отверстия в нижней плите по скользящей посадке, обеспечивая точность перемещения регулируемого упора. Пластина 5 крепится к упору 1 с помощью 4-х винтов и фиксируется при помощи грибков 4, выполняющих роль штифтов. Такую конструкцию решено применить из-за малой толщины пластины, что ограничивает использование обычных штифтов. Винты 3 необходимы для извлечения грибков 4 из упора 1. При вращение винта 3 по часовой стрелке грибок перемещается вверх, винт 3 упирается в дно отверстия в упоре 1. Пружина 7 служит для обеспечения движения назад Материалы международной научно-технической конференции ААИ «Автомобиле- и 191 тракторостроение в России: приоритеты развития и подготовка кадров», посвященной 145-летию МГТУ «МАМИ». Секция 6 «МАШИНЫ И ТЕХНОЛОГИИ ЗАГОТОВИТЕЛЬНОГО ПРОИЗВОДСТВА», Подсекция «Машины и технологии обработки металлов давлением». регулируемого упора, упирается в паз нижней плиты штампа. Положение упора штампа регулируется винтом 2 – вращая винт по часовой или против часовой стрелки можно передвигать упор назад и вперёд в положение, необходимое для центрирования заготовки Перед выполнением испытаний штамп нужно настроить под конкретный образец. Настройка штампа производится поэтапно: 1. Выбирается толщина металла для вытяжки (1 мм, 1,5 мм, или 2 мм). 2. Задаётся диаметр вытягиваемой заготовки в пределах от 70 до 115 мм. 3. Устанавливается пуансон требуемого диаметра (45,2 мм, 46,4 мм или 47,6 мм) в верхнюю плиту штампа. Для выполнения этой операции предварительно снимается хвостовик. 4. Устанавливается комплект направляющих пластин необходимой толщины (1,6 мм, 1,9 мм или 2,4 мм – в зависимости от толщины материала заготовки) на нижнюю плиту штампа. Для выполнения этой операции предварительно снимается жесткий прижим. 5. Заготовка укладывается на матрицу и центрируется с помощью упора. Упор предварительно устанавливается в нужное положение, исходя из размеров вытягиваемой заготовки. Заготовка должна касаться упора в двух точках (см. рисунок 5). При проектировании угол упора был принят равным 45о (см. рисунок 5). Рисунок 5 – Расчёт перемещения упора, угол - 45о После выбора угла упора было рассчитано перемещение упора, необходимое для центрирования заготовки при изменении её радиуса на 1 мм. Из прямоугольного Материалы международной научно-технической конференции ААИ «Автомобиле- и тракторостроение в России: приоритеты развития и подготовка кадров», посвященной 145-летию МГТУ «МАМИ». 192 Секция 6 «МАШИНЫ И ТЕХНОЛОГИИ ЗАГОТОВИТЕЛЬНОГО ПРОИЗВОДСТВА», Подсекция «Машины и технологии обработки металлов давлением». равнобедренного треугольника ABC (см. рисунок 5) нужно найти длину гипотенузы АС. Длину катетов AB=BC принимаем равной 1мм - значение, на которое уменьшается или увеличивается радиус заготовки. Следовательно, длина гипотенузы (по теореме Пифагора) равна: AC = AB + BC = 2 ≈ 1,41мм Это значит, что при изменении радиуса заготовки на 1 мм упор необходимо переместить на значение, равное 1,41 мм. 2 2 Также для удобства регулировки упора на направляющие пластины можно нанести шкалу, как на обычной линейке, что облегчит центрирование заготовки. Материалы международной научно-технической конференции ААИ «Автомобиле- и тракторостроение в России: приоритеты развития и подготовка кадров», посвященной 145-летию МГТУ «МАМИ». 193