МЕТОД ПОВЫШЕНИЯ ИЗНОСОСТОЙКОСТИ РЕЖУЩИХ ПЛАСТИН ДЛЯ ТРУДНООБРАБАТЫВАЕМЫХ МАТЕРИАЛОВ Маношин Дмитрий Валерьевич
реклама

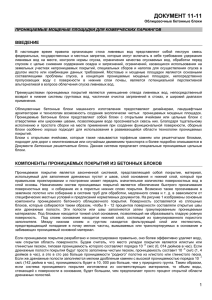
МЕТОД ПОВЫШЕНИЯ ИЗНОСОСТОЙКОСТИ РЕЖУЩИХ ПЛАСТИН ДЛЯ ТРУДНООБРАБАТЫВАЕМЫХ МАТЕРИАЛОВ Маношин Дмитрий Валерьевич аспирант СГТУ, г. Саратов E-mail: dimes2012@mail.ru Появление первых износостойких покрытий совершило революцию в металлообработке, даже довольно примитивное по сегодняшним меркам однослойное покрытие TiC, применявшееся на первых покрытых сменных неперетачиваемых пластинах, давало эффект в повышении производительности обработки примерно на 50 %. Происходило это в основном за счет увеличения скоростей резания. Но каждый из известных на сегодняшний день методов нанесения покрытий на режущий инструмент обладает преимуществами и имеет недостатки, а также специфическую область применения, которая зависит от технологических особенностей метода, степени автоматизации, экономических затрат на процесс нанесения покрытия и т. д. Успех первых износостойких покрытий нанесенных методом химического осаждения, который в англоязычной литературе получил название Chemical Vapour Deposition промышленности. (CVD) В обеспечил настоящий их момент широкое 80 % распространение выпускающихся в в мире твердосплавных инструментов имеют различные покрытия, большую часть которых составляют покрытия, нанесенные по CVD-технологиям. Данные технологии обеспечивают равномерное нанесение покрытий высокой плотности на рабочие поверхности инструмента и обладают достаточно высокой производительностью (в зависимости от химического состава наносимого покрытия — до 15 мкм/ч), что делает их особенно привлекательными для массового производства твердосплавного инструмента. Но одновременно выявились существенные ограничения использования инструмента с покрытиями. Появилась необходимость в серьезных исследований как в области совершенствования технологии, так и в области разработки принципиально иных методов нанесения. Основным направлением совершенствования твердого сплава с покрытием была и остается борьба с хрупкостью его поверхностного слоя. Растягивающие напряжения в его поверхностном слое достигают опасной величины, чреватой зарождением трещин. Причиной образования трещин на поверхности покрытия является разница температурных коэффициентов линейного расширения основы и покрытия. При остывании, пластина сжимается меньше, чем покрытие, и соответственно покрытие покрывается сетью нанотрещин. [3 с. 283] В оставшихся целыми участках покрытия сохраняются остаточные растягивающие напряжения, а такие напряжения в поверхностном слое любого изделия, в том числе и твердосплавной пластины — это потенциальная опасность появления новых трещин и усталостного разрушения при воздействием знакопеременных нагрузок. Решением указанной проблемы является специальная отделка поверхности. Если известно, что растягивающие напряжения концентрируются в верхних слоях покрытия, то можно сделать его более толстым, а затем удалить эти слои одним из способов абразивной полировки. Вместе с удаленной с поверхности пластины частью слоя покрытия уходят до 80 % остаточных напряжений. Рисунок 1. Микроструктура поверхностного слоя твердосплавного инструмента с покрытием TiCN-Al2O3-TiN В соответствии с разработанными технологическими принципами на твердосплавную подложку по стандартной технологии наносится покрытие типа TiCN-Al203-TiN (Рис. 1), где каждый слой выполняет свою строго регламентированную функцию. Слой TiCN является прекрасной связкой и используется для повышения прочности адгезионной связи между инструментальным материалом и наружным слоем покрытия, а последующие слои усиливают защитные функции от различных факторов износа. Слой оксида алюминия (Al203), служит для защиты твердого сплава от воздействия высокой температуры и химических видов износа. Слой нитрида титана (TiN), обладает высокой твердостью, низким коэффициентом трения и высокой износостойкостью. После этого передняя поверхность пластины полируется по специальной технологии, в результате чего полностью снимается слой нитрида титана и верхняя часть слоя оксида алюминия. Экспериментально доказано, что удаление всего 2...3 микрона от общей толщины покрытия дает возможность снизить уровень внутренних растягивающих напряжений в 2 раза и ликвидировать большую часть зародышей трещин. [2 с. 104] Кроме того, полировка открывает наиболее плотный и износостойкий слой оксида алюминия, который наилучшим образом сопротивляется диффузионному и абразивному износу, а также предохраняет основу пластины от воздействия тепла. Гладкая передняя поверхность дает дополнительные преимущества при обработке вязких материалов — на ней практически отсутствует схватывание с обрабатываемым материалом. Задняя поверхность, сохранившая всю толщину покрытия, эффективно сопротивляется действующим на нее нагрузкам связанных с трением. Данная технология нанесения износостойкого покрытия позволила улучшить свойства твердого сплава сразу по всем направлениям. В сравнении с пластинами с обычным покрытием данные имеют: • большую прочность; • высокую стойкость к выкрашиванию режущей кромки, термическим трещинам и всем видам усталостного разрушения; • лучшую стойкость к пластической деформации; • более высокую износостойкость; • более стабильную и предсказуемую работу в неблагоприятных условиях. [1] У пластин с пониженным уровнем внутренних напряжений в покрытиях процесс изнашивания имеет более равномерный характер, они показывают большую надежность, и тем самым достигается дополнительная экономия за счет сокращения непредвидимых простоев. Всё это значительно расширяет область применения, делая его практически универсальным, что позволяет обрабатывать как обычные стали, так и более сложные труднообрабатываемые материалы. А так же использовать их как при черновой, так и при чистовой обработки. Данные сплавы могут быть созданы для работы в широком диапазоне скоростей резания, при этом превышают показатели сплава со стандартным покрытием на 10 % по скорости резания и до 30 % по уровню подач. а) б) Рисунок 2. Твердосплавные пластины с покрытием TiCN-Al203-TiN после продольного точения 330 деталей из конструкционной стали (НВ 300) при v=300м/мин, s=0,4мм/об, t=3мм: а- стандартное покрытие; бпокрытие после полировки. На рис. 2 представлены макрофотографии режущих кромок твердосплавной пластины после обработки 330 деталей с покрытием TiCN-Al203-TiN, нанесенным по традиционной технологии (а) и с полировкой по специальной технологии (б). Как видно, в последнем случае покрытие заметно снижает интенсивность изнашивания инструмента. Результаты исследований показывают убедительное преимущество новой технологии обработки покрытия и подтверждают перспективность дальнейших исследований в этой области. Очевидно, что резерв совершенствования свойств покрытий за счет новой технологии ещё не исчерпан. Список литературы: 1. Беляев М. П. Пластины нового поколения // Мир станочника [электронный ресурс] — Режим доступа. — URL http://mirstan.ru/ 2. Григорьев С. Н. Методы повышения стойкости режущего инструмента: учеб. пособие. Машиностроение, 2009. 368 с. Поляк М. С. Технология упрочнения: Технологические упрочнения. Т.1 :учеб. пособие. Машиностроение, 1995, 685 с методы