УДУ 621.91.01 . Повышение стойкости, покрытие, режущий инструмент
реклама

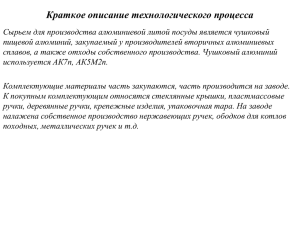
Вестник СГТУ. 2011. № 3 (58) Выпуск 2 УДУ 621.91.01 Д.В. Маношин, Т.Г. Насад МЕТОД ПОВЫШЕНИЯ СТОЙКОСТИ РЕЖУЩИХ ТВЕРДОСПЛАВНЫХ ПЛАСТИН ДЛЯ ОБРАБОТКИ ТРУДНООБРАБАТЫВАЕМЫХ СПЛАВОВ Статья посвящена исследованию методов повышения стойкости режущего инструмента из твердого сплава с покрытием. Приведен пример повышения производительности обработки и стойкости режущего инструмента за счет уменьшения растягивающих напряжений в поверхностном слое покрытия. Эффект достигается специальной отделкой поверхности режущего инструмента. Повышение стойкости, покрытие, режущий инструмент D.V. Manoshin, T.G. Nasad 92 Машиностроение и машиноведение METHOD FOR INCREASING THE RESISTANCE OF HARD CUTTED PLATES FOR PROCESSING HARD-ALLOYS The paper is devoted to study a method of improving hard alloy with coated. It is an example of increasing performance of cutting tools by reducing the tensile stresses in the surface layer of the coating. This is achieved by special surface finish. Increase in resistance, coated, cutting tools Появление первых износостойких покрытий совершило революцию в металлообработке, даже довольно примитивное по сегодняшним меркам однослойное покрытие TiC, применявшееся на первых покрытых сменных неперетачиваемых пластинах, давало эффект в повышении производительности обработки примерно на 50%. Но одновременно выявились существенные ограничения использования инструмента с покрытиями, появилась необходимость в серьезных исследованиях, как в области совершенствования технологии, так и в области разработки принципиально иных методов нанесения. Основным направлением совершенствования твердого сплава с покрытием была и остается борьба с хрупкостью его поверхностного слоя. Растягивающие напряжения в его поверхностном слое достигают опасной величины, чреватой зарождением трещин. Причиной образования трещин на поверхности покрытия является разница температурных коэффициентов линейного расширения основы и покрытия. При остывании, пластина сжимается меньше, чем покрытие, и соответственно покрытие покрывается сетью нанотрещин [1]. В оставшихся целыми участках покрытия сохраняются остаточные растягивающие напряжения, а такие напряжения в поверхностном слое любого изделия, в том числе и твердосплавной пластины – это потенциальная опасность появления новых трещин и усталостного разрушения при воздействием знакопеременных нагрузок. Решением указанной проблемы является специальная отделка поверхности. Если известно, что растягивающие напряжения концентрируются в верхних слоях покрытия, то можно сделать его более толстым, а затем удалить эти слои одним из способов абразивной полировки. Вместе с удаленной с поверхности пластины частью слоя покрытия уходят до 80% остаточных напряжений. В соответствии с разработанными технологическими принципами на твердосплавную подложку по стандартной технологии наносится покрытие типа TiCN-Al203-TiN, где каждый слой выполняет свою строго регламентированную функцию. Слой TiCN является прекрасной связкой и используется для повышения прочности адгезионной связи между инструментальным материалом и наружным слоем покрытия, а последующие слои усиливают защитные функции от различных факторов износа. Слой оксида алюминия (Al203), служит для защиты твердого сплава от воздействия высокой температуры и химических видов износа. Слой нитрида титана (TiN), обладает высокой твердостью, низким коэффициентом трения и высокой износостойкостью. После этого передняя поверхность пластины полируется по специальной технологии, в результате чего полностью снимается слой нитрида титана и верхняя часть слоя оксида алюминия. Экспериментально доказано, что удаление всего 2...3 мкм от общей толщины покрытия дает возможность снизить уровень внутренних растягивающих напряжений в 2 раза и ликвидировать большую часть зародышей трещин [2]. Кроме того, полировка открывает наиболее плотный и износостойкий слой оксида алюминия, который наилучшим образом сопротивляется диффузионному и абразивному износу, а также предохраняет основу пластины от воздействия тепла. Гладкая передняя поверхность дает дополнительные преимущества при обработке вязких материалов - на ней практически отсутствует схватывание с обрабатываемым материалом. Задняя поверхность, сохранившая всю толщину покрытия, эффективно сопротивляется действующим на нее нагрузкам, связанным с трением. Данная технология нанесения износостойкого покрытия позволила улучшить свойства твердого сплава сразу по всем направлениям. В сравнении с пластинами с обычным покрытием данные имеют: − большую прочность; − высокую стойкость к выкрашиванию режущей кромки, термическим трещинам и всем видам усталостного разрушения; − лучшую стойкость к пластической деформации; − более высокую износостойкость; − более стабильную и предсказуемую работу в неблагоприятных условиях [1]. 93 Вестник СГТУ. 2011. № 3 (58) Выпуск 2 У пластин с пониженным уровнем внутренних напряжений в покрытиях процесс изнашивания имеет более равномерный характер, они показывают большую надежность, и тем самым достигается дополнительная экономия за счет сокращения непредвидимых простоев. Всё это значительно расширяет область применения, делая его практически универсальным, что позволяет обрабатывать как обычные стали, так и более сложные труднообрабатываемые материалы, а так же использовать их как при черновой, так и при чистовой обработке. Данные сплавы могут быть созданы для использования в широком диапазоне скоростей резания, при этом превышают показатели сплава со стандартным покрытием на 10% по скорости резания и до 30 % по уровню подач. На рис. 1 представлены макрофотографии режущих кромок твердосплавной пластины после обработки 330 деталей с покрытием TiCN-Al203-TiN, нанесенным по традиционной технологии (а) и с полировкой по специальной технологии (б). Как видно, в последнем случае покрытие заметно снижает интенсивность изнашивания инструмента [1]. а б Рис. 1. Твердосплавные пластины с покрытием TiCN-Al203-TiN после продольного точения 330 деталей из конструкционной стали (НВ 300) при v=300 м/мин, s=0,4 мм/об, t=3 мм: а – стандартное покрытие; б – покрытие после полировки Результаты исследований показывают убедительное преимущество новой технологии обработки покрытия и подтверждают перспективность дальнейших исследований в этой области. ЛИТЕРАТУРА 1. Григорьев С.Н. Метод повышения стойкости режущего инструмента / С.Н. Григорьев. М.: Машиностроение, 2009. 368 с. 2. Поляк М.С. Технология упрочнения: Технологические методы упрочнения / М.С. Поляк. М.: Машиностроение, 1995. Т. 1. 685 с. Маношин Дмитрий Валерьевичаспирант кафедры «Технологии и оборудование электрохимических и электрофизических методов обработки материалов» Энгельсского технологического института (филиала) Саратовского государственного технического университета Dmitriy V. Manoshin – post-graduate student of «Technologies and equipment for electrochemical and electrophysical methods of material processing» of Engels Technological Institute (branch) Saratov State Technical University Насад Татьяна Геннадьевна – доктор технических наук, профессор, заведующая кафедрой «Технологии и оборудование электрохимических и электрофизических методов Tatyana G. Nasad – Doctor of Technical Science, Professor, Head of the Department «Technologies and equipment for electrochemical and electrophysical methods of material 94 Машиностроение и машиноведение обработки материалов» Энгельсского технологического института (филиала) Саратовского государственного технического университета processing» of Engels Technological Institute (branch) Saratov State Technical University Статья поступила в редакцию 30.05.2011, принята к опубликованию 24.06.2011 95