УДК 621 - Госуниверситет — УНПК
реклама

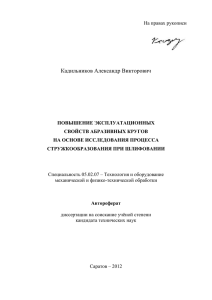
УДК 621.9 РАСЧЕТ ЭНЕРГОЭФФЕКТИВНЫХ РЕЖИМОВ РАЗРУШЕНИЯ МАТЕРИАЛА ПОД ДЕЙСТВИЕМ СВЕРХЗВУКОВОЙ ГИДРОАБРАЗИВНОЙ СТРУИ Степанов Ю.С., Барсуков Г.В., Михеев А.В. Россия, г. Орел, ФГБОУ ВПО «Госуниверситет-УНПК» Авторами статьи, разрешая пошагово систему уравнений движения и вращения абразивной частицы с подвижными граничными условиями, получена зависимость разрушающей способности разных типов абразивного зерен, позволяющая назначить энергоэффективные режимы гидроабразивного резания. Ключевые слова: абразив, гидроабразивное резание, проникание, разрушение The authors, allowing stepwise system of equations of motion and rotation of the abrasive particles with moving boundary conditions, the dependence of the destructive capacity of different types of abrasive grains, which allows to assign energy-efficient modes of waterjet cutting. Keywords: abrasive waterjet cutting, penetration, destruction При гидроабразивном резании струя жидкости с абразивом истекает из сопла малого диаметра (0,8 - 2 мм) под давлением 200 - 500 МПа, обладая при этом сверхзвуковой скоростью и кинетической энергией, достаточной для выполнения резания неметаллических материалов толщиной до 350 мм, металлов - до 150 мм [1]. Свойства и характеристики применяемого абразивного зерна значительно влияют на скорость подачи сопла относительно материала и определяют интенсивность разрушения. Результаты проведенных исследований свидетельствуют, что значительное повышение (в 10 раз) производительности резания высокопрочных материалов обеспечивает более твердый абразив корунд [2, 3]. Изучение микрофотографий обработанных поверхностей после гидроабразивного резания показывает, что механизм разрушения материалов с различными физикомеханическими свойствами примерно одинаков. Преобладающим является микрорезание. Так, например, при резании алюминия, который мало склонен к хрупкому разрушению, удельный съем относительно высок. Микрорезание осуществляется при однократном приложении силы летящей абразивной частицы, достаточной по величине для отрыва микрочастицы обрабатываемого материала и имеющей более высокую твердость по сравнению с ним [4]. Объем снимаемой стружки единичным зерном определяет интенсивность проникновения гидроабразивной струи в материал. В связи с чем, необходимо знать траекторию врезания частицы в преграду, определяющую глубину h, ширину b и длину L царапины от выступов микрорельефа зерна. Среднее значение углов 2 при вершине уменьшается с понижением номера зернистости. Значение углов 2 лежат в пределах 40 - 150. При этом процент острых углов составляет 12 – 25 % [5]. Задача о проникновении абразивного зерна в материал решалась для случая, когда угол между контактной поверхностью и осью симметрии внедряемой частицы небольшой. При определении траектории движения единичного зерна учитывалось вращение абразивной частицы вокруг центра масс [6]. При решении задачи сделаны следующие допущения: 1) величина заглубления зерна в материал меньше его радиуса; 2) угловая скорость вращения зерна вокруг оси симметрии отсутствует, а вокруг центра масс равна нулю в начальный момент контакта; 3) в начальный момент контакта с поверхностью материала вектор скорости зерна совпадает с осью его симметрии; 4) форму абразивного зерна аппроксимируем двумя конусами, имеющими общее основание, вершины которых находятся по разные стороны на одинаковом расстоянии. Получено следующее уравнение движения и вращения центра масс абразивного зерна в зоне контакта: d2 4 2 m x x k w cos 0 sin 0 , , 3 4 2 d 4 2 m x k w sin 0 cos 0 , , 3 4 2 I x 2 k w d d 2 H 0 4 . , 9tg 4 2 3 (1) d H 0 H 0 3 где , - коэффициенты; 4 tg sin 0 ; 2 2 2 d H H 2 2 d H 0 H 0 2 d H 0 H 0 0 0 arcsin 1 d d d 180 2 . Глубина врезания , м m - масса абразивного зерна; I - экваториальный момент инерции; = 0 - - изменение угла наклона оси симметрии зерна к преграде; 0 – начальный угол между контактной поверхностью и осью симметрии внедряемого зерна; d - диаметр зерна; - глубина врезания зерна в поверхность. Система уравнений (1) решена численным методом. На рис. 1 представлен полученный результат в графическом виде. абразив - гранат абразив - карборунд Длина царапины L, м зерна при сверхзвуковом Рис. 1 Траектория движения различных типов абразивного взаимодействии с преградой Таким образом, разрешая пошагово систему уравнений движения и вращения абразивной частицы с подвижными граничными условиями, получена зависимость разрушающей способности разных типов абразивного зерен, позволяющая назначить энергоэффективные режимы гидроабразивного резания. Список литературы 1. Степанов, Ю.С. Современные технологии гидро- и гидроабразивной обработки заготовок [Текст] / Ю.С. Степанов, Г.В. Барсуков, Е.Г. Алюшин // Наукоемкие технологии в машиностроении. – 2012. – № 6 – С. 15- 20. 2. Галиновский, А.Л. Минимизация технологической себестоимости гидроабразивного резания с учетом стоимостных и технологических параметров процесса обработки [Текст] / А.Л. Галиновский, В.А. Тарасов, В.М. Елфимов // Известия высших учебных заведений «Машиностроение».-2011.-№4.- с. 46-54. 3. Барсуков, Г.В. Определение производительности гидроабразивного резания с учетом характеристик абразивного зерна [Текст] / Г.В. Барсуков, А.В. Михеев // Справочник. Инженерный журнал. 2008. - № 1. - С. 9 – 14. 4. Степанов, Ю.С. Численное моделирование напряженно-деформированное состояние сферического индентора при сверхзвуковом ударном взаимодействии с преградой [Текст] / Ю.С. Степанов, Г.В. Барсуков, А.А. Александров // Фундаментальные и прикладные проблемы техники и технологии. - № 23. – 2010. – С. 3 – 8. 5. Степанов, Ю.С. Влияние параметров течения сверхзвуковой гидроабразивной струи на геометрическую форму поверхности разрушения преграды [Текст] / Ю.С. Степанов, Г.В. Барсуков, А.В. Михеев // Фундаментальные и прикладные проблемы техники и технологии. – 2012. – № 2 -5. С. 53 – 63. 6. Барсуков, Г.В. Разрушение преграды сверхзвуковым потоком свободных абразивных частиц [Текст] / Г.В. Барсуков, Ю.С. Степанов, А.В. Михеев. - М.: Издательский дом «Спектр», 2010. – 152 c. Степанов Юрий Сергеевич, д.т.н., профессор, директор НОЦ «Орелнано» ФГБОУ ВПО «Госуниверситет-УНПК», г. Орел. Тел. (4862) 541503, E-mail: yury057@yandex.ru Барсуков Геннадий Валерьевич, д.т.н., профессор, зав. кафедрой КТОМП ФГБОУ ВПО «Госуниверситет-УНПК», Тел. (4862) 541503, E-mail: awj@list.ru Михеев Александр Васильевич, докторант, научный сотрудник НИЛ ФГОУ ВПО «Госуниверситет-УНПК», г. Орел Тел. (4862) 541503, E-mail: awj@list.ru