Кадильников Александр Викторович
реклама

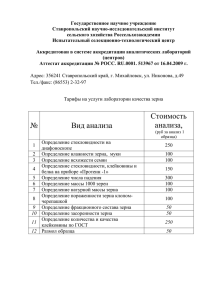
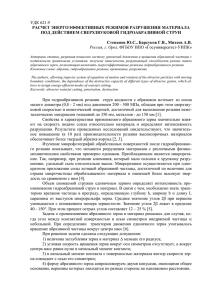
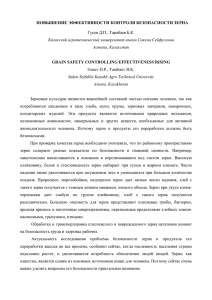
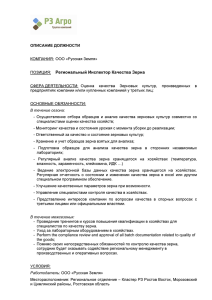
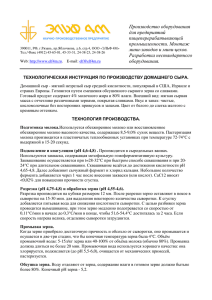
На правах рукописи Кадильников Александр Викторович ПОВЫШЕНИЕ ЭКСПЛУАТАЦИОННЫХ СВОЙСТВ АБРАЗИВНЫХ КРУГОВ НА ОСНОВЕ ИССЛЕДОВАНИЯ ПРОЦЕССА СТРУЖКООБРАЗОВАНИЯ ПРИ ШЛИФОВАНИИ Специальность 05.02.07 – Технология и оборудование механической и физико-технической обработки Автореферат диссертации на соискание учёной степени кандидата технических наук Саратов – 2012 1 Работа выполнена в Волжском институте строительства и технологий (филиале) Федерального государственного бюджетного образовательного учреждения высшего профессионального образования «Волгоградский архитектурно-строительный университет» Научный руководитель – кандидат технических наук, доцент Славин Андрей Вячеславович Официальные оппоненты: Янкин Игорь Николаевич доктор технических наук, профессор, ФГБОУ ВПО «Саратовский государственный технический университет имени Гагарина Ю.А.», профессор кафедры «Конструирование и компьютерное моделирование технологического оборудования в приборо- и машиностроении» Бутенко Виктор Иванович доктор технических наук, профессор, Таганрогский технологический институт ФГАОУ ВПО «Южный федеральный университет», профессор кафедры «Механика» Ведущая организация – ФГБОУ ВПО «Донской государственный технический университет», г. Ростов-на-Дону Защита состоится 31 мая 2012 г. в 13.00 часов на заседании диссертационного совета Д 212.242.02 при ФГБОУ ВПО «Саратовский государственный технический университет имени Гагарина Ю.А.» по адресу: 410054, Саратов, ул. Политехническая, 77, ауд.319/1. С диссертацией можно ознакомиться в научно-технической библиотеке ФГБОУ ВПО «Саратовский государственный технический университет имени Гагарина Ю.А.». Автореферат размещен на сайте ФГБОУ ВПО «Саратовский государственный технический университет имени Гагарина Ю.А.» www.sstu.ru «_____» апреля 2012 г. Автореферат разослан «_____» апреля 2012 г. Учёный секретарь диссертационного совета 2 А.А. Игнатьев ОБЩАЯ ХАРАКТЕРИСТИКА РАБОТЫ Актуальность темы В настоящее время улучшение свойств абразивного инструмента уже практически достигло предела своих возможностей, и здесь начинают проявляться некоторые тенденции застоя. Последнее связано с тем, что оптимизация состава абразивных изделий осуществлялась, в основном опираясь на эмпирические данные. При этом считалась неуправляемой форма зерна, так как создается случайным образом при дроблении абразива. Между тем каждое зерно имеет индивидуальную форму и вследствие хаотического расположения в связк, обладает индивидуальными режущими свойствами. При взаимодействии зерна с обрабатываемым материалом последнему сообщается энергия в виде нагрева и пластической деформации. Рассеяние энергии в приповерхностных объемах должно влиять на эффективность шлифования. Характер рассеяния энергии определяется параметрами взаимодействия, в том числе скоростью резания, наклоном поверхности зерна в точке контакта к поверхности обрабатываемого материала. В работах А.К. Байкалова, В.И. Островского, Л.Н. Филимонова исследовано влияние скорости резания на начальную глубину съема металла при шлифовании. В работе Н.В. Байдаковой получены некоторые экспериментальные данные эффективности шлифования (коэффициент шлифования, износ) кругами из зерен с различным коэффициентом формы. В то же время на микроуровне не раскрыт механизм взаимодействия зерна с обрабатываемым материалом. Не изучено влияние формы абразивных частиц на энергетику процесса. До сих пор нет четкого объяснения тому факту, что шлифование является адиабатическим процессом. Не описан механизм стружкообразования, объясняющий появление различных форм стружек (например, в форме полых шаров). Солидный запас для повышения эффективности шлифования, заключенный в правильном применении геометрических параметров зерна, остается неиспользованным. Целью диссертационной работы является повышение эксплуатационных свойств абразивных кругов на основе исследования процесса стружкообразования при шлифовании. Для достижения поставленной цели решались следующие задачи: 1. Построение математической модели, описывающей механизм взаимодействия абразивного зерна и обрабатываемого материала на микроуровне. 2. Построение схемы стружкообразования при шлифовании. 3. Исследование влияния формы и ориентации зерна на начальную глубину стружкообразования при его заглублении в материал заготовки. Методы и средства исследования Теоретические исследования выполнялись с использованием методов теории резания, материаловедения, теории распространения и рассеяния волн, теории проникания. Вычисления в процессе исследований, а 3 также численная и графическая обработка результатов проводились на ЭВМ с применением математического аппарата прикладных программ. Экспериментальные исследования выполнены в лабораторных и производственных условиях в Волжском институте строительства и технологий (филиале) ВолгГАСУ и ООО «ИНВАБ». Научная новизна работы: 1. На основе лучевых методов теории распространения и рассеяния волн разработана математическая модель, описывающая на микроуровне механизм взаимодействия зерна и обрабатываемого материала, позволяющий определить влияние параметров геометрической формы абразивных частиц и скорости резания на энергетические процессы, происходящие в приповерхностных объемах материала. 2. Построена схема стружкообразования при шлифовании, описывающая процесс формирования различных форм стружек и позволяющая объяснить механизм резания кромкой абразивного зерна с углом резания больше 900. 3. Установлено влияние коэффициента формы и ориентации абразивного зерна на момент начала стружкоотделения при микрорезании, что позволяет на стадии изготовления абразивного круга повысить эффективность использования геометрических параметров режущих частиц. Положения, выносимые на защиту: 1. Математическая модель взаимодействия абразивного зерна с обрабатываемым материалом при шлифовании и результаты моделирования на ЭВМ. 2. Схема стружкообразования при шлифовании. 3. Результаты исследования влияния формы зерна и его ориентации в связке на начальную стадию процесса стружкообразования. 4 Результаты испытаний абразивных кругов из зерна с коэффициентами формы КФЄ(1,0; 1,4), КФЄ(1,4; 2,2), КФЄ(2,2; 3,0) и ориентированного зерна КФЄ(2,2; 3,0). Достоверность научных положений, рекомендаций и выводов подтверждается применением экспериментально обоснованных научных теорий для математического моделирования процесса стружкообразования; использованием апробированных средств для имитационного моделирования на ЭВМ полученных математических зависимостей; экспериментальным подтверждением полученных результатов при моделировании путем исследования в лабораторных и производственных условиях абразивных кругов с классифицированным по форме зерном. Практическая ценность и реализация Предложена модель стружкообразования при шлифовании и определены факторы, влияющие на начало съема металла в течение одного акта микрорезания. Разработаны рекомендации, позволяющие на стадии изготовления абразивного инструмента, оперируя параметрами «форма зерна» 4 и «ориентация зерна в связке инструмента», от 1,7 до 2,0 раз увеличивать коэффициент шлифования. Разработаны две схемы послойной укладки в пресс-форму классифицированных по форме, ориентированных абразивных частиц. Апробация работы Работа в полном объеме была представлена на расширенном заседании кафедры «Конструирование и компьютерное моделирование технологического оборудования в машино- и приборостроении» ФГБОУ ВПО «Саратовский государственный технический университет имени Гагарина Ю.А.» (2012 г.); расширенном заседании кафедры «Технология машиностроения» ФГБОУ ВПО «Волгоградский государственный технический университет» (2010 г.). Основные положения работы докладывались и обсуждались на международных научно-технических конференциях «Шлифабразив: Процессы абразивной обработки, абразивные инструменты и материалы» (Волжский, 2004-2011), научно-технических семинарах кафедры «Технологии обработки и производства материалов» ГОУ ВПО «Волжский институт строительства и технологий (филиал) Волгоградского архитектурно-строительного университета». Публикации По результатам диссертационной работы опубликовано 7 печатных работ, из них 3 в ведущих научных журналах, рекомендованных ВАК РФ. Структура и объём работы Диссертация состоит из введения, пяти глав, выводов, списка использованной литературы. Диссертация изложена на 178 страницах, иллюстрирована 76 рисунками. Список литературы включает 151 наименование. СОДЕРЖАНИЕ РАБОТЫ Во введении обосновывается актуальность темы диссертационной работы, сформулированы научная задача, научная новизна, практическая ценность, положения, выносимые на защиту. В первой главе проводится тематический обзор научно-технической информации по теме диссертации. Показаны особенности различных видов абразивной обработки и выделены факторы, влияющие на эффективность шлифования. Анализ рассмотренных исследований позволяет сделать вывод о том, что образование стружки при шлифовании является сложным и недостаточно изученным процессом. Установлено, что до настоящего времени не решена динамическая контактная задача внедрения абразивного зерна в обрабатываемый материал при шлифовании, не описаны происходящие в приповерхностных объемах материала заготовки энергетические процессы и механизмы управления ими, что могло бы явиться основой для поиска путей повышения эксплуатационных характеристик абразивного инстру- 5 мента посредством использования геометрических параметров зерна для управления процессом резания на микроуровне. В конце главы делаются выводы о слабоизученных направлениях в области взаимодействия абразивного зерна с материалом обрабатываемой детали, что позволяет определить цели и задачи исследования, изложенные выше. Здесь же приводятся основные данные, позволяющие выбрать методы исследования. Вторая глава посвящена построению модели взаимодействия абразивного зерна с обрабатываемым материалом и разработке математического аппарата, позволяющего ее исследовать. Сделан вывод, что при внедрении абразивного зерна в заготовку в контактной зоне возникают пластические деформации. Это подтверждается исследованиями Работнова Ю.Н., Вернера Гольдсмита, Репко А.В. Из всех возможных методов для построения модели были выбраны лучевые методы теории распространения и рассеяния волн. В общем виде модель выглядит следующим образом (рис. 1). Обрабатываемый материал моделируется абстрактной энергетической средой, заполняющей полупространство, а абразивное зерно представлено твердым телом, частично погруженным в нее, движущимся со скоростью V вдоль поверхности и осуществляющим работу (деформация и нагрев). Элементарные объемы среды, находящиеся вблизи поверхности контакта, деформируются и нагреваются, затем деформации и нагреву подвергаются прилегающие объемы и т.д. Таким образом, твердое тело является источником возмущений, и можно говорить о рассеянии энергии в среде. Возмущения передаются ортогонально поверхности контакта с начальной величиной потока энергии J0, неизменной во времени, а рассеяние энергии в среде осуществляется вдоль лучей согласно правилам теории распространения и рассеяния волн. Основное свойство энергетической среV ды – проводимость Твердое тело возмущений, скоA B рость передачи I коL L торых принята равной скорости расI пространения звука Лучи Положение в материале в состофронта волны в янии пластичности, различные моменты времени величина которой Среда значительно меньше скорости звука в Рис. 1. Модель взаимодействия абразивного зерна упругом состоянии. и обрабатываемого материала Для случая твер6 дого тела в форме шара (рис. 2) получены зависимости, описывающие геометрию лучей (за момент времени t=0 принят момент передачи возмущений с поверхности твердого тела): 0 t АY I sin dt cos 0 0 t АZ I cos cos dt cos 0 cos Vt 0 t АX I cos sin dt cos 0 sin (1) где ρ – радиус шара; β0 – угол наклона крайнего луча к плоскости XOZ; β=f(β1,β0,δ,ρ,I,t) – угол наклона луча к плоскости XOZ в произвольный момент времени в случае V=0; ω – Y угол между осью OZ и проекρ цией вектора I на плоскость β XOZ в момент времени t=0; V – ω Z О скорость движения шара отноА L сительно среды; β1 – начальный L угол наклона луча к плоскости А Луч XOZ (при t=0), δ=IТ/I, где IТ – X тангенциальная скорость расβ А I I B пространения возмущений. А I I I V Изменение геометрии луI V чей при V≠0 приводит к переРис. 2. Отклонение луча распределению энергии в с течением времени окрестности шара. Для каждого элементарного объема значение плотности энергии найдется из следующего выражения: 0 Z X X Y Y р Z р J , Iр (2) где I р I 2 V 2 2IV cos – величина результирующей скорости передачи возмущений (рис. 2), J – значение потока энергии. Путем численных экспериментов, осуществленных на ЭВМ по полученным зависимостям, было исследовано напряженное состояние среды в зависимости от следующих параметров: радиуса шара ρ; глубины h/ρ погружения шара в среду; отношения δ; скорости V относительного движения среды и шара. В результате установлено следующее: 1) С увеличением δ лучи отклоняются сильнее, и интенсивнее рассеивается энергия, передаваемая в среду. 2) Размер шара не влияет на форму геометрических поверхностей с равным значением плотности энергии, а влияет только на их размеры. 7 3) Распределение энергии, передаваемой телом в среду, в значительной степени определяется соотношением V/I, с увеличением которого наблюдается смещение поверхностей равного значения плотности энергии в направлении скорости среды относительно шара. При этом энергия отводится от фронтальной части шара в сторону боковых частей, что свидетельствует о смещении зоны стружкообразования при увеличении скорости резания в область материала вблизи боковых поверхностей зерна. 4) Существует критическое значение отношения V/I, при котором поверхности равного значения плотности энергии касаются шара. В этом случае применительно к процессу шлифования можно сказать, что давления на обрабатываемый материал недостаточно, чтобы вызвать пластическое деформирование. Поэтому увеличивается усилие на зерно. С увеличением усилия материал начинает деформироваться и нагрузка падает. Часть энергии отводится, и усилия вновь увеличиваются и т.д., то есть энергия передается в материал порциями. При определенной скорости резания возможно появление эффекта неустойчивости при шлифовании. 5) При определенном значении V/I появляется поверхность, являющаяся огибающей для семейства лучей. Математический анализ показывает, что вблизи нее концентрируется большое количество энергии, «подводимой» со стороны шара. С противоположной стороны поверхности плотность энергии равна нулю, так как данную область среды лучи не пересекают. Таким образом, огибающая является границей, при переходе через которую наблюдается резкое изменение параметров напряженного состояния, причем скорость движения огибающей вдоль поверхности среды меньше величины I и равняется V. 6) Накопление энергии перед абразивным зерном приводит к снижению давления, необходимого для пластического деформирования материала. Поэтому уменьшаются составляющие Pz и Py силы резания. Но вследствие того, что условия накопления энергии в части материала, находящейся непосредственно под зерном, хуже, чем во фронтальной, составляющая Pz уменьшается более интенсивно, чем Py, а значит уменьшается отношение Pz/Py, что экспериментально подтверждено многими исследователями. 7) С увеличением глубины погружения шара в среду уменьшается величина угла β0, в результате чего условия для накопления энергии улучшаются. Анализ показывает, что уменьшение величины угла β0 приводит к формированию огибающей при меньших скоростях взаимодействия. Это означает, что при шлифовании увеличение глубины внедрения зерна приводит к стружкоотделению при меньших скоростях. 8 Варьируя параметрами V/I и h/ρ, задаваясь напряжением [θ] вблизи огибающей в отношении к напряжению на поверхности шара и считая, что при данном значении осуществляется съем материала при шлифовании, было подобрано значение [θ], при котором форма кривой h/ρ(V/I) практически полностью совпадает с аналогичной кривой h/ρ(V), полученной Л.Н. Филимоновым (рис. 3). Отсюда сделан вывод, что при шлифовании рабочая часть поверхности зерна Рис. 3. Влияние скорости взаимодействия испытывает давление на критерий h/ρ приблизительно в 20 раз больше, чем давление, необходимое для перевода обрабатываемого материала в пластическое состояние. С течением времени зерно изнашивается, что приводит к уменьшению отношения h/ρ, а значит увеличению угла β0. Процесс стружкообразования затрудняется. С целью компенсации явления изно, можно предложить увеличение скорости резания, а также большую глубину внедрения зерна в материал. Но это может отрицательно отразиться на качестве поверхности готовой детали. Вблизи фронтальной части шара происходит накопление энергии, которая отводится в направлении, перпендикулярном движению шара и далее к поверхности среды. Данное А явление при шлифовании Зона IV А означает начало процесса Сворачивание стружкообразования. В нижстружки ней части шара возможности V Зона III для выхода энергии нет. ПоЗерно этому здесь можно ожидать Зона II максимального изменения Зона I структуры, по сравнению с областями вблизи поверхности. В частности, Л.Н.Филимонов показывает, что интенсивность Рис. 4. Зоны затвердевания стружки наклепа на дне риски, образор 9 ванной при резании единичным зерном, гораздо выше, чем в зоне наплывов. Исходя из проведенных исследований, была предложена следующая схема образования стружки при шлифовании. Во время контакта абразивного зерна с заготовкой происходит накопление энергии перед зерном, материал пластически деформируется, вытесняется в боковых частях зерна и мгновенно затвердевает в одной из зон (рис. 4): – в момент вытеснения материала (зона I), с образованием рваных краев наплывов по краям риски; – непосредственно после вытеснения материала (зона II), с образованием сливной стружки; – через некоторое время после вытеснения (зона III) с образованием стружек в форме шаров, полых изнутри; – затвердевание при химическом взаимодействии с окружающей средой (зона IV) с образованием искр. В третьей главе на основе результатов моделирования было оценено значение удельной энергия шлифования (Е), определяемой соотношением затрачиваемой энергии к объему снимаемого материала. Так, например, при шлифовании стали 65Г при V=20 м/с, Е=19,6 Дж/мм3, а при V=100 м/с, Е=3,92 Дж/мм3. Полученное значение удельной энергии шлифования для стали 65Г хорошо согласуется с экспериментальными данными, полученными О.В. Пушкаревым и В.М. Шумячером при определении режущей способности зерен электрокорунда и карбида кремния на приборе РСЗ-2 (см. табл. 1). Таблица 1 Результаты испытания шлифматериалов на приборе РСЗ-2 Шлифовальный материал Скорость резания м/с Обрабатываемый материал 63С8 24А8 24А25 63С25 24А25 63С25 91А25 14А25 54С25 44А25 24А8 63С8 25 25 25 25 35 35 35 35 35 35 35 35 сталь 65Г сталь 65Г сталь 65Г сталь 65Г сталь 65Г сталь 65Г сталь 65Г сталь 65Г сталь 65Г сталь 65Г сталь 65Г сталь 65Г 10 Удельная энергия шлифования, Дж/мм3 258 149 73,9 92,2 28,1 54,0 33.4 30,8 59,8 33,8 84,3 107,2 Из таблицы видно, что теоретические результаты несколько ниже данных, полученных на установке РСЗ-2. Объяснить это можно следующим образом. При определении удельной энергии шлифования на теоретическом уровне рассматривался случай, когда процесс съема материала уже начался, а затраты энергии на врезание не учитывались. Не учитывалась и энергия, отводимая в сторону инструмента (нагрев, разрушение зерен). Кроме того, геометрия режущей части реального зерна зачастую отличается от рассматриваемой в модели формы шара, поэтому реальные энергетические затраты будут несколько выше. В четвертой главе исследуется влияние формы зерна и его ориентации в связке на процесс микрорезания. При контакте зерна с заготовкой с течением времени изменяется толщина снимаемого слоя припуска. Рассматривая наиболее выступающие части абразивных зерен как точки, принадлежащие вращающимся окружностям с перемещающимися центрами в направлении продольной подачи, была определена мгновенная величина заглубления зерна в течение одного акта взаимодействия с обрабатываемым материалом: 0 1 h tgt , (3) 1 R1 R S где φ0 – угол, образованный отрезками, соединяющими вершины двух зерен, последовательно вступающих в зону контакта, с центром абразивного круга; R – расстояние от центра круга до вершины зерна; εφ и εR – величины, учитывающие погрешности расположения зерен, а также смещение зерен относительно друг друга вдоль оси круга; ω – угловая скорость вращения инструмента (рад/с); S – скорость подачи; t – время, за момент времени t=0 принят момент начала взаимодействия зерна и заготовки, то есть самое первое касание. Y φ По мере заглубления режущей a части абразивного зерна меняется положение крайней точки контакγ O та А (рис. 5). Меняется также веZ b личина угла β0, образованного А γ φ нормалью к поверхности зерна в β l крайней точке контакта и поверхh n ностью обрабатываемого материала. Угол β0 оказывает существенРис. 5. Определение мгновенного ное влияние на условия накоплезначения угла β0 ния энергии перед зерном при шлифовании. Его значение в зависимости от величины погружения режущей части в материал определено для случая зерна в форме эллипсоида вращения, 1 0 11 ось которого наклонена к радиусу круга под углом φ. Мгновенное значение угла β0: a 0 arctg , 2 b 2 b 1 2 Z A (4) где ZA=f(φ,h,a,b). По мере внедрения абразивного зерна в обрабатываемый материал изменяются условия стружкообразования. На рис. 6 показаны результаты решеh ния по формуле (3) для случая (1×10 м) R=100мм, ω=100 рад/с, V=0,02 м/с, 10 φ0=50, εR=0,01, εφ=±0,5. D 9 8 Диапазон возможных значеhmax(t) 7 ний величины h имеет широкий 6 разброс (на рисунке показан в виде hp 5 заштрихованной области), обу4 hmin(t) 3 словленный случайным характером 2 расположения зерен на рабочей поωt 1 верхности круга. В любой момент ωt,град 0 2 4 6 12 14 8 10 времени зерно может быть заглублено на величину из диапазона Рис. 6. Мгновенная величина заглубления зерна [hmin(t);hmax(t)]. Если процесс стружкообразования осуществляется при глубине hp, то при данных режимах обработки часть зерен, внедренных на глубину hЄ[hр;hmax(t)] будет осуществлять съем стружки. Другая часть, для которой hЄ[hmin(t);hр] – только пластически деформировать материал. Очевидно, что сужение области разброса значений h поставит абразивные зерна в одинаковые условия эксплуатации, что, в свою очередь, повысит эффективность использования инструмента, а также позволит с большей точностью прогнозировать возникающие при шлифовании усилия и качество получаемой поверхности. Способами сужения области D являются: упорядоченное расположение зерен на Рис. 7. Изменение угла β0 рабочей поверхности круга; в зависимости от h для случая φ=0 уменьшение разновысотности зерен; уменьшение погрешностей εφ и εR. Последнее возможно путем: повышения точности взаимного расположения зерен; применения абразивных кругов большего диаметра; уменьшения зернистости абразивного инструмента. -6 12 Еще один путь повышения эффективности использования инструмента заключается в увеличении количества режущих зерен путем снижения уровня начала резания hp. Это можно осуществить двумя способами. Первый, заключается в повышении скорости резания, что улучшает условия накопления энергии. Второй предполагает минимизацию угла β0 путем использования формы и ориентации зерна в связке. На рис. 7 представлены графики изменения угла β0 за время одного контакта с обрабатываемым материалом зерна в форме эллипсоида вращения для различных значений коэффициента формы Кф=а/в при φ=0. В начальный момент взаимодействия угол β0 равняется 900 для всех случаев. В дальнейшем его значение уменьшается в зависимости от Кф. Началу процесса резания будет соответствовать определенное значение βр, которое по мере внедрения режущей части в материал будет достигнуто раньше для случая большего Кф (в рассматриваемом примере это случай Кф=6). Считается, что начало резания начинается при глубине внедрения h/ρ≈0,2. В этом случае для шара (Кф=1), по рис. 7 получаем β0≈540. Это будет началом процесса стружкообразования для всех значений Кф. Можно сделать вывод, что наибольшей эффективностью обладает зерно вытянутой формы, причем ориентация его большей оси должна осуществляться по радиусу абразивного круга. Для определения наилучшего наклона зерна к линии, соединяющей его центр с центром круга, получены графики, показывающие, как изменяется функция β0(h) при различных значениях угла φ (рис. 8). а б Рис. 8. Изменение угла β0 в зависимости от h (Кф=3): а) φ>0; б) φ<0 При φ>0 увеличение данного угла приводит к смещению начала процесса резания в сторону большей глубины внедрения зерна. При определенном значении достигается самое неблагоприятное положение с точки зрения начала стружкообразования. Дальнейшее увеличение угла приводит к уменьшению начальной глубины резания. При значениях φ<0 уменьшение угла φ до определенного значения приводит к смещению начальной 13 глубины резания в сторону меньших значений. Дальнейшее уменьшение угла наклона зерна вызывает ухудшение условий начала стружкообразования. На рис. 9 для случая Кф=3, показана зависимость от угла φ величины заглубления зерна, при которой начинается процесс резания. Существует область рациональных значений угла φ, в пределах которой его изменение практически не оказывает влияния на начальную глубину резания и соответствует наиболее благоприятным условиям обработки. Для случая Кф=3 и βр=540, данной области примерно соответствуют значения φЄ[-600;00]. На рис. 9 показаны также случаи βр=700 и βр=800, соответствующие большей скорости обработки V. При увеличении V область рациональных значений угла φ расширяется. То есть при высоких значениях V форма поверхности и ориентация зерна сказываются в меньшей степени на начале процесса стружкообразования. Поэтому можно ожидать, что влияние формы зерна при высоких скоростях будет менее значительным, чем при низких. h/а Пластическое βр=540 Стружко0,4 деформирование образование 0,3 βр=700 0,2 βр=800 0,1 -800 -600 -400 -200 00 600 800 φ 200 400 Рис. 9. Зависимость критерия стружкообразования от угла ориентации φ абразивного зерна с поверхностью в форме эллипсоида вращения (Кф=3) С увеличением коэффициента формы изменяются в сторону увеличения амплитудные значения кривой h . При отрицательных значениях a угла φ график приближается к оси абсцисс. При положительных наблюдается резкое отклонение в противоположную сторону, что означает увеличение начальной глубины резания. При уменьшении величины Кф, разброс значений функции снижается, и график приближается к прямой линии, соответствующей случаю Кф=1, то есть случаю обработки абразивным зерном в форме шара. В то же время значение Кф практически не сказывается на диапазоне рациональных значений угла φ. Для каждого значения угла φ существует критическая глубина резания, когда β0=0. При β0<0, стружка будет отводиться не в боковые стороны от зерна, а в сторону центра абразивного круга, и вдавливаться в связку инструмента. Поэтому необходимо ограничиться положительными значениями угла β0. В этой связи при проектировании инструмента можно рекомендовать придерживаться верхней части области рациональных значений угла φ, это примерно соответствует интервалу [-200;00]. 14 Для практической реализации круга с ориентированным зерном разработаны две схемы послойной укладки в пресс-форму классифицированных по форме ориентированных абразивных частиц. В первой схеме специальным разравнивающим устройством осуществляется ориентирование свободно насыпаемых зерен в плоскости, перпендикулярной оси вращения круга. Вторая схема основана на укладке уже ориентированных вибрационным способом зерен. В пятой главе приведены результаты промышленных исследований абразивных кругов с зерном различной форы (КФЄ(1,0; 1,4), КФЄ(1,4; 2,2), КФЄ(2,2; 3,0) и КФЄ(2,2; 3,0)-ориентированные). В лаборатории Волжского института строительства и технологий и на предприятии ООО «ИНВАБ» были проведены испытания экспериментальных кругов ПП 100×20×20. В качестве абразивного материала использовалось классифицированное зерно нормального электрокорунда 14А40, 14А50, 14А63. В результате исследования влияния формы абразивного зерна на коэффициент шлифования, интенсивность съема материала и износ кругов были получены следующие результаты: 1 Экспериментально подтверждены теоретические выводы, полученные в главах 2 и 3: – эффективность шлифования повышается (увеличивается коэффициент шлифования Кш и интенсивность съема материала) в случае, если значение угла β0 между нормалью к поверхности зерна в крайней точке контакта с обрабатываемым материалом (рис. 2) достигается при меньшей глубине внедрения зерна в обрабатываемый материал; – износ абразивного инструмента уменьшается, если значение β0, по мере внедрения зерна в обрабатываемый материал достигается при меньшей глубине; – абразивный круг с неориентированными зернами неизометричной формы имеет эксплуатационные показатели хуже, чем обычные, причем чем больше неизометричность, тем больше разница в показателях; – для использования преимуществ зерен удлиненной формы необходима их ориентация при изготовлении абразивного инструмента. 2 Использование абразивных кругов с ориентированным классифицированным зерном с коэффициентом КФЄ(2,2; 3,0) позволяет увеличить коэффициент шлифования в 1,2-1,4 раза по сравнению кругами КФЄ(1,0; 1,4) или по сравнению с обычными кругами в 1,7-2 раза 3 Экспериментально получены количественные показатели, подтверждающие, что сужение области D (рис. 6), характеризующей погрешность расположения зерен в связке, ведет к повышению эксплуатационных характеристик абразивного инструмента: – при использовании шлифовальных кругов, изготовленных из зерна с коэффициентом формы Кф=1,0-1,4, по сравнению с обычными кругами: 1) количество правок уменьшается в 1,5-2 раза; 15 2) повышается стойкость абразивного инструмента на 20-25%; 3) при изменении коэффициента формы зерна без его ориентирования от Кф=1,0 до Кф=3,0 (что соответствует расширению области D (рис. 6)) коэффициент шлифования уменьшается в 1,15-2,74 раза, интенсивность съема металла уменьшается в 1,3-1,5 раза; – при использовании шлифовальных кругов 14А40 вместо кругов 14А63 (что соответствует уменьшению области D): 1) коэффициент шлифования увеличивается в 1,2-2,84 раза; 2) линейный износ уменьшается в 2,0-2,5 раза. ОСНОВНЫЕ РЕЗУЛЬТАТЫ И ВЫВОДЫ 1. Анализ работ российских и зарубежных исследователей показал, что до настоящего времени процесс взаимодействия абразивного зерна и обрабатываемого материала практически не исследован на микроуровне. Отсутствие математических моделей, описывающих физические процессы при микрорезании, является препятствием к пониманию механизма стружкообразования при шлифовании. Соответственно, не были определены параметры взаимодействия и параметры формы зерна, влияющие на энергетические процессы в приповерхностном слое материала и эффективность образования стружки. 2. На основе лучевых методов теории распространения и рассеяния волн построена математическая модель, описывающая энергетические процессы, протекающие в зоне взаимодействия абразивного зерна и обрабатываемого материала. Установлены факторы, влияющие на эффективность накопления энергии вблизи абразивного зерна – это скорость резания и угол β0 между нормалью к поверхности зерна в крайней точке контакта с обрабатываемым материалом (рисунок 2). 3. Описан механизм стружкообразования при шлифовании. Получено объяснение образуемых форм стружек в зависимости от момента затвердевания вытесняемого материала: рваные края наплывов, сливная стружка, стружка в виде полых шаров. 4. Теоретическим путем определено значение удельной энергии шлифования. Результаты хорошо согласуются с экспериментальными данными, полученными при определении режущей способности абразивного материала на установке РСЗ-2. 5. Для зерна в форме эллипсоида вращения исследовано влияние коэффициента формы и его наклона в связке инструмента на начальную глубину стружкообразования при его внедрении в материал заготовки. 6. Проведены испытания кругов 14А40, 14А50, 14А63 с классифицированным по форме зерном. Так, использование абразивных кругов с ориентированным зерном с коэффициентом формы КФЄ(2,2; 3,0) позволяет увеличить коэффициент шлифования в 1,2-1,4 раза по сравнению с кругами Кф=1,0-1,4 или по сравнению с обычными кругами в 1,7-2 раза. 16 Основные положения диссертации опубликованы в следующих работах: Публикации в центральных изданиях, включенных в перечень периодических изданий ВАК РФ 1. Кадильников, А.В. Модель взаимодействия абразивного зерна и обрабатываемого материала при шлифовании. Схема стружкообразования / В.М. Шумячер, А.В. Кадильников // Технология машиностроения. – 2007. – №4. – С. 18-21. 2. Кадильников, А.В. Влияние формы поверхности шлифовального круга и ориентации абразивного зерна в связке на начало процесса стружкообразования / В.М. Шумячер, А.В. Кадильников // Технология машиностроения. – 2007. – №5. – С. 29-33. 3. Кадильников, А.В. Контактные взаимодействия абразивных зерен с обрабатываемой поверхностью при шлифовании металлов / А.В. Кадильников, А.В. Славин, В.М. Шумячер // Вестник Волгоградского государственного архитектурно-строительного университета. – 2011. – Вып. 24/43. – С.197-200. Публикации в других изданиях 4. Кадильников, А.В. Модель взаимодействия абразивного зерна и обрабатываемого материала при шлифовании / А.В. Кадильников, В.М. Шумячер // Сб. науч. тр. XXV Российской школы по проблемам науки и технологий. – Екатеринбург: УрО РАН, 2005. – С.203-205. 5. Кадильников, А.В. Влияние скорости взаимодействия абразивного зерна и обрабатываемого материала на механизм стружкообразования / А.В. Кадильников, В.М. Шумячер // Процессы абразивной обработки, абразивные инструменты и материалы. Шлифабразив – 2006: сб. ст. Междунар. науч.-техн. конф. – Волжский: ВИСТех (филиал) ВолгГАСУ, 2006. – С.148-152. 6. Кадильников, А.В. Влияние формы абразивного зерна и его ориентации в связке на процесс стружкообразования / А.В. Кадильников, В.М. Шумячер // Процессы абразивной обработки, абразивные инструменты и материалы. Шлифабразив – 2006: сб. ст. Междунар. науч.-техн. конф. – Волжский: ВИСТех (филиал) ВолгГАСУ, 2006. – С.152-156. 7. Кадильников, А.В. Изменение глубины внедрения абразивного зерна в обрабатываемый материал в течение одного контакта / А.В. Кадильников, В.М. Шумячер // Процессы абразивной обработки, абразивные инструменты и материалы. Шлифабразив – 2006: сб. ст. Междунар. науч.техн. конф. – Волжский: ВИСТех (филиал) ВолгГАСУ, 2006. – С.156-158. 17 Подписано в печать 19.04.12 Формат 6084 1/16 Бум. офсет. Усл. печ. л. 1,0 Уч.-изд. л. 1,0 Тираж 100 экз. Заказ 69 Бесплатно Саратовский государственный технический университет 410054, Саратов, Политехническая ул., 77 Отпечатано в Издательстве СГТУ. 410054, Саратов, Политехническая ул., 77 Тел.: 24-95-70; 99-87-39, е-mail: izdat@sstu.ru 18 19 20