Композиционные материалы
реклама

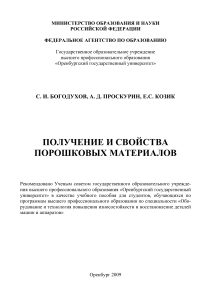
К Р А Т К А Я Х А Р А К Т Е Р И С Т И К А КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ В связи с развитием всех отраслей промышленности и необходимостью повышения качества выпускаемых изделий потребовалось создание новых конструкционных материалов. Применение новых конструкционных материалов обусловлено их важными физико-механическими и эксплуатационными свойствами. Использование многокомпонентных (композиционных) материалов значительно расширяет диапазон их свойств. В широком смысле практически всякий современный материал представляет собой композицию, поскольку материалы редко используются в чистом виде. На современном этапе понятие композиционного материала должно удовлетворять следующим критериям: композиция должна представлять собой сочетание хотя бы двух химически разнородных материалов с четкой границей раздела между этими компонентами (фазами); композиция должна обладать свойствами, которых не имеет никакой из ее компонентов в отдельности. В процессе получения композиции в основной материал добавляют наполнители, которые в значительной степени определяют свойства композиционного материала. Размеры частиц входящих компонентов могут колебаться в широких пределах — от нескольких долей микрометров (для порошковых наполнителей) до нескольких миллиметров (при использовании волокнистых наполнителей). Порошковая металлургия позволяет получать композиционные материалы и детали, характеризующиеся высокими жаропрочностью и износостойкостью, стабильными магнитными и другими свойствами. Порошковая металлургия дает возможность получать псевдосплавы из таких несплавляющихся металлов, как, например, медь — вольфрам, серебро — вольфрам и др., обладающие высокими электропроводимостью и стойкостью к электроэрозионному изнашиванию, они незаменимы для изготовления электроконтактных деталей. Пористые материалы в отдельных случаях становятся единственно приемлемыми для изготовления фильтров, подшипников скольжения. Композиционные материалы на основе пластмасс характеризуются относительно высокими механической прочностью, высокой химической и коррозионной стойкостью, хорошими диэлектрическими свойствами. Применением их достигаются экономия дорогостоящих цветных материалов, повышение стойкости деталей, работающих на трение и в агрессивных средах, снижение массы, уменьшение трудоемкости изготовления деталей. Конструкционные материалы на основе резины по своим свойствам существенно отличаются от металлов и других материалов. Они характеризуются способностью выдержать значительные деформации без разрушения, высокой сопротивляемостью к изнашиванию, газо-, водонепроницаемостью и диэлектрическими свойствами. Стекло, керамические, древесные и другие неметаллические материалы также имеют свои специфические физико-механические и эксплуатационные свойства. В современной технологии композиционных материалов все большее место занимают волокнистые материалы, представляющие собой композицию из мягкой матрицы (основы) и высокопрочных волокон, армирующих матрицу. Материалы, упрочненные волокнами, характеризуются высокой удельной прочностью, а также могут иметь малую теплопроводность, высокую химическую и термическую стойкость. Для получения композиционных материалов используют различные волокнистые наполнители: проволоки из вольфрама, молибдена, волокна оксидов алюминия, бора, карбида кремния, графита в зависимости от требуемых свойств создаваемого материала. Вопросами исследования и создания 1 волокнистых материалов занимается новая, быстроразвивающаяся отрасль металлургии — металлургия волокна. Выбор типа конструкционного материала зависит от физико-механических и эксплуатационных свойств, на которые влияет технологический процесс получения самих конструкционных материалов и деталей из них. Процесс изготовления деталей из этих материалов характеризуется высоким коэффициентом использования материала (0,85—0,95), малой трудоемкостью. В современных условиях машиностроение не может отказаться от изделий из композиционных материалов, а изготовление их в необходимых масштабах возможно лишь на основе комплексной автоматизации всех технологических процессов. Композиционные материалы Композиционные материалы (композиты) состоят из химически разнородных компонентов, нерастворимых друг в друге и связанных между собой в результате адгезии. Основой композитов является пластическая матрица, которая связывает наполнители, определяет форму изделия, его монолитность, теплофизические, электро- и радиотехнические свойства, герметичность, химическую стойкость, а также распределение напряжений между наполнителями. В качестве матрицы применяют металлы (алюминий, магний, их сплавы), полимеры (эпоксидные, фенолформальдегидные смолы, полиамиды), керамические, углеродные материалы. Наполнители чаще всего играют роль упрочнителей, воспринимают основную долю нагрузки и определяют модуль упругости и твердость композита, а иногда также фрикционные, магнитные, теплофизические и электрические свойства. Наполнителями служат тонкая (диаметром несколько микрометров) проволока из высоко-Порочной стали, вольфрама, титана, а также стеклянные, полиамид-*ные, углеродные, боридные волокна и волокна на основе нитевидных кристаллов (оксидов, карбидов, боридов, нитридов) и др. Композиты получают пропиткой наполнителей матричным раствором, нанесением материала матрицы на волокна плазменным напылением, электрохимическим способом, введением тугоплавких наполнителей в расплавленный материал матрицы, прессованием, спеканием. Для композитов характерны высокая прочность, жесткость и вязкость, а также коррозионная стойкость, жаропрочность и термическая стабильность. Композиты находят все большее применение в различных отраслях машино- и приборостроения. Для деталей самолетов применяют композиты с матрицами из алюминия и его сплавов, которые имеют предел прочности и выносливости при температурах 400—500 °С в 2—3 раза выше в сравнении с алюминиевыми сплавами. К композитам (композиционным пластмассам) принято также относить пластмассы с армирующими наполнителями (стеклопластики, углепластики, боропластики, органопластики и др.), рассмотренные выше. Композиты с полимерными матрицами используют в автомобиле-, авиа-, судостроении (детали шасси, кузовов, трансмиссионные валы вертолетов, гребные винты, лопатки компрессоров), для деталей химической аппаратуры и криогенной техники (трубы, емкости для реактивов), для вычислительных машин. Металлопластами называют конструкционный материал из металлического листа (сталь, а также титан, алюминий, их сплавы) толщиной 0,3—1,2 мм с одно- или двусторонним покрытием полимерами 2 (полиэтиленом, полипропиленом, полиизобутиленом, поливинил-хлоридом и др.) с толщиной слоя 0,05—1 мм. Эти материалы обладают электроизоляционными свойствами, не расслаиваются, не коробятся при штамповке, сварке, механической обработке, не требуют декоративной отделки. Металлопласты применяют для изготовления кузовов автомобилей, корпусов холодильников, стиральных машин, телевизоров, дверных и оконных рам, кровли и т. д.} СПОСОБЫ ПОЛУЧЕНИЯ И ТЕХНОЛОГИЧЕСКИЕ СВОЙСТВА ПОРОШКОВ Порошковая металлургия — отрасль технологии, занимающаяся производством металлических порошков и деталей из них. Из металлического порошка или смеси порошков прессуют заготовки, которые подвергают термической обработке спеканием. Промышленность выпускает различные металлические порошки: железный, медный, никелевый, хромовый, кобальтовый, вольфрамовый, молибденовый, титановый и др. Способы получения порошков условно разделяют на механические и физико-химические (табл. 20.1). Наибольшее практическое применение находят способы механического измельчения исходного сырья (стружки, обрезков, скрапа и т. д.). Измельчение проводят в механических мельницах. Размолом получают порошки из легированных сплавов строго заданного химического состава и из хрупких материалов (кремний, бериллий и т. д.). При применении механических способов измельчение исходного продукта не сопровождается изменением химического состава. К недостаткам механического измельчения следует отнести высокую стоимость порошков, так как в нее входит стоимость изготовления исходных литых металлов и сплавов. Повышение качества получаемых порошков и производительности процесса достигается путем автоматизации всех технологических операций (загрузка исходной шихты, механическое измельчение, рассев по группам). К физико-химическим способам относят такие технологические процессы, в которых получение порошка связано с изменением химического состава исходного сырья или его состояния в результате химического или физического (но не механического) воздействия на исходный продукт. Физико-химические способы получения порошков более универсальны, чем механические. Возможность использования дешевого сырья (отходы производства в виде окалины, оксидов) делает многие физико-химические способы экономичными. Порошки тугоплавких металлов, а также порошки сплавов и соединений на их основе могут быть получены только физико-химическими способами. Поведение металлических порошков при прессовании и спекании зависит от свойств порошков, которые в свою очередь, определяются способами их получения. Металлические порошки характеризуются химическим составом, а также физическими и технологическими свойствами. Химический состав порошков определяется содержанием основного металла или компонента и примесей. Физические свойства порошков определяются следующими характеристиками: размером и формой частиц, микротвердостью, плотностью, состоянием кристаллической решетки. Технологические свойства характеризуются насыпной массой, текучестью, прессуемостыо и спекаемостыо порошка. Насыпная масса — масса единицы объема свободно насыпанного порошка. Стабильность насыпной массы обеспечивает постоянную усадку при спекании. Она зависит главным образом от формы и размеров частиц. Текучесть — способность порошка заполнять форму. Текучесть ухудшается с уменьшением размеров частиц порошка и повышением влажности. Оценкой 3 текучести является количество порошка, вытекаемого в 1 с через отверстие диаметром 1,5—4 мм. Текучесть порошка имеет большое значение, особенно при автоматическом прессовании, при котором производительность пресса зависит от скорости заполнения формы. Низкая текучесть способ ствует также получению неоднородных по плотности деталей. П рессуемость характеризуется способностью порошка уплотняться под действием внешней нагрузки и прочностью сцепления частиц после прессования. Прес-суемость порошка зависит от пластичности материала частиц, их размеров и формы и повышается с введением в его состав поверхностно-активных веществ. Под спекаемостью понимают прочность сцепления частиц в результате термической обработки прессованных заготовок. КРАТКАЯ ХАРАКТЕРИСТИКА ПОРОШКОВЫХ МАТЕРИАЛОВ Порошковой металлургией получают различные конструкционные материалы со специальными физико-механическими и эксплуатационными свойствами (табл. 20.2). Магнитные материалы изготовляют из сплавов на основе Fе, N1, Аl, а также из деформируемых сплавов на основе Си—Ni—Fe, Fe—Со—Mo и т. д. Для уменьшения пористости этих материалов следует вводить легирующие присадки, выбирать оптимальные давление при прессовании и условия спекания, а также применять двукратное прессование и спекание. Пористость материалов обычно не превышает 3—5% . Ферриты представляют собой магниты из оксидов металлов (железа, цинка, кобальта, магния). При производстве ферритов особое внимание уделяют подготовке шихты. Проверяют химический состав исходных компонентов и строго выдерживают .расчет составляющих шихты. Порошковой металлургии удается получить высокую чистоту исходных материалов, что является первостепенным для достижения электромагнитных и других физических свойств электромагнитных изделий. Электроконтактные материалы изготовляют из смеси порошков тугоплавких металлов с медью и серебром. Тугоплавкие металлы (вольфрам, молибден, карбид вольфрама) являются основой и определяют механические свойства, а легкоплавкие металлы являются наполнителями и придают материалам высокую электропроводность. Высокие теплостойкость, стойкость к эрозионному изнашиванию и механическая прочность обеспечивают большой срок службы и высокую надежность электрической аппаратуры с этими контактами. Порошковой металлургией получают материалы со специальными физико-механическими и эксплуатационными свойствами (пористые, фрикционные, антифрикционные). Вследствие высокой плотности механические свойства материалов практически не снижаются, а отдельные эксплуатационные свойства значительно увеличиваются. Весьма перспективно применение порошковых композиционных материалов в условиях крупносерийного и массового производств. Использование в качестве исходного сырья отходов собственного производства (стружки, обрезков и т. д.) повышает экономическую эффективность производства и снижает себестоимость выпускаемых деталей. Автоматизация всех технологических операций позволяет не только повысить производительность процесса и снизить трудоемкость, но и обеспечить высокое качество изготовляемых деталей (стабильность размеров и форм, плотности и других физико-механических свойств). 4 ТЕХНОЛОГИЧЕСКИЕ ТРЕБОВАНИЯ, ПРЕДЪЯВЛЯЕМЫЕ К КОНСТРУКЦИЯМ ДЕТАЛЕЙ ИЗ ПОРОШКОВЫХ МАТЕРИАЛОВ Технологический процесс изготовления деталей из порошковых материалов характеризуется особенностями, которые необходимо учитывать при проектировании этих деталей. При проектировании деталей, к точности исполнительных размеров которых предъявляются высокие требования, необходимо предусматривать припуск на их дальнейшую механическую обработку. Наружные и внутренние резьбы следует изготовлять обработкой резанием. В конструкциях деталей необходимо избегать выступов, пазов и отверстий, расположенных перпендикулярно оси прессования (рис. 20.5). Их следует заменять соответствующими элементами, расположенными в направлении прессования, или изготов- Рис. 20.5. Примеры конструкций деталей: а- нетехнологичных; б — технологичных лять обработкой резанием. Узкие и длинные пазы или выступы следует заменять аналогичными элементами, повышающими жесткость и прочность конструкций. Прессование деталей сопровождается значительной усадкой, поэтому в их конструкциях нельзя допускать значительной разностенности, которая вызывает коробление и образование трещин. При незначительной разностенности в процессе прессования получают более разномерную плотность по высоте детали. Длинные тонкостенные конструкции необходимо заменять равнозначными по эксплуатационным показателям с учетом получения равномерной плотности прессуемой детали. Толщина стенок должна быть не менее 1 мм. Для свободного удаления заготовки пресс-форма должна иметь незначительную конусность. При проектировании конструкций с коническими поверхностями необходимо учитывать, что они должны быть такими, чтобы их было удобно извлекать, обратная конусность недопустима. Радиусы перехода сопрягающихся поверхностей должны быть не менее 0,2 мм. 5