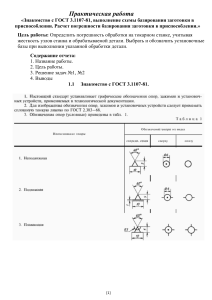
Содержание Введение 1. Описание назначения детали и условий работы ее основных поверхностей . Определение типа производства . Анализ технологичности детали . Выбор базирующих поверхностей . Определение метода получения заготовки и его технико-экономическое обоснование . Расчет припусков на обработку . Разработка маршрутной технологии . Расчет режимов резания. Техническое нормирование . Расчет норм времени для обработки вала из штампованной заготовки 21 . Выбор технологического оборудования .1 Реализация обработки в Siemens NX .2 Выбор установочных приспособлений .3 Описание режущего инструмента .4 Методы контроля и диагностики Заключение Список использованных источников Введение Целью курсовой работы является закрепления знаний, полученных в течение изучения курса технология машиностроения, получения опыта проектирования технологического процесса изготовления детали типа «Вал», выбора оборудования, приспособлений, режущего и мерительного инструментов, приобретения навыков проведения расчетов при решении типовых технологических задач с использованием технической справочной литературы и нормативной документации. 1. Описание назначения детали и условий работы ее основных поверхностей К валам относят детали, образованные наружными и внутренними поверхностями вращения; имеющими одну общую прямолинейную ось при отношении длины цилиндрической части к наибольшему наружному диаметру L 225 = =5 более двух ( D 45 ) . Данный вал относится к группе ступенчатых валов (классификация по форме наружных поверхностей). По форме внутренних поверхностей его можно отнести к сплошным и по соотношению размеров - к жестким валам, т.к. жесткими считаются валы, у которых отношение длины к диаметру не превышает 10...12. Основные технологические задачи при обработке детали следующие: • выдержать точность и шероховатость поверхностей; • выдержать прямолинейность общей оси; • выдержать концентричность поверхностей вращения. Поверхности с точностью обработки по 6 квалитету предназначены для подшипников и зубчатых колес, следовательно, для лучшего сопряжения деталей шероховатость этих поверхностей должна быть лучше, чем всех остальных ( R a = 0.8 ÷ 0.63мкм ). Канавка предназначена для выхода шлифовального круга при шлифовальной операции и для оттока масла в процессе работы круга. Шпоночные пазы служат для крепления колес и подшипников на валу (для предотвращения проскальзывания). Наиболее широкое распространение в машиностроении получили легированные стали. Легированные стали обладают меньшей критичной скоростью закалки, а, следовательно, и лучшей прокаливаемостью. Легирующий элемент никель повышает сопротивление хрупкому разрушению стали, увеличивая пластичность и вязкость, уменьшая чувствительность к концентраторам напряжений, и понижает температуру порога хладноломкости. При содержании в стали 1% Ni порог хладноломкости снижает на 60 - 80°С. Никель - дорогой металл, поэтому чаще в конструкционные стали его вводят совместно с хромом. Для изготовления данного вала применяется сталь 40ХН. Одновременное легирование хромом и никелем, который растворяется в феррите, повышает прочность, пластичность и вязкость сердцевины и цементованного слоя. Хромоникелевые стали малочувствительны к перегреву при длительной цементации и не склонны к перенасыщению поверхностных слоев углеродом. Сталь 40ХН применяется для деталей средних размеров с твердой износоустойчивой поверхностью при достаточно прочной и вязкой сердцевине, работающей при больших скоростях и средних давлениях. Таблица 1. Химический состав и некоторые механические свойства стали 40ХН Марка 40ХН Содержание элементов, % Механические свойства С Mn Si Cr Ni σв, МПа 0.37 0.43 0.4 0.7 0.17 0.37 0.7 - 1 0.7 -1 981 σt, МП а 650 900 δσ, % Обрабатываемость резанием НВ 15 260 - 285 Исходя из табличных свойств материала, можно сделать вывод, что сталь 40ХН пригодна для изготовления вала с максимальным сечением детали 45мм. 2. Определение типа производства Тип производства - это категория производства, определяемая по таким критериям как регулярность и объемы выпуска изделий, широта номенклатуры. Всего проводят деление на три типа производства: единичное; серийное; массовое. Единичное производство характеризуется небольшим объемом выпуска однотипных изделий, повторное изготовление которых, как правило, не предусматривается. Серийное производство характеризуется изготовлением изделий, периодически повторяющимся партиями (сериями). Серийное производство является основным типом производства в машиностроении и условно подразделяется на: крупносерийное среднесерийное мелкосерийное Массовое производство характеризуется большим объемом выпускаемых изделий, непрерывно изготовляемых в течение продолжительного времени; на большинстве рабочих мест при этом выполняется одна рабочая операция. Тип производства согласно ГОСТ 3.1108-74 характеризуется коэффициентом закрепления операций за одним рабочим местом или единицей оборудования. Тип производства определяется коэффициентом К з .о . Q РМ ,(1) где Q - число различных операций; РМ - число рабочих мест, на которых выполняются данные операции. Типы производства характеризуются следующими значениями коэффициентов закрепления операций: Тип производства К з.о. Массовое крупносерийное среднесерийное мелкосерийное Единичное 1 Св. 1 до 10 Св. 10 до 20 Св. 20 до 40 Св. 40 Для предварительного определения типа производства можно использовать годовой объем выпуска и массу детали по таблице 2. Таблица 2 - Зависимость типа производства от объема выпуска (шт) и массы детали Масса детали, кг < 1,0 1,0-2,5 2,5-5,0 5,0-10 > 10 Тип производства единич. < 10 < 10 < 10 < 10 < 10 мелкосер. 10-2000 10-1000 10-500 10-300 10-200 среднесер. 1500-100 000 1000-50 000 500-35 000 300-25 000 200-10 000 крупносер. 75 000-200 000 50 000-100 000 35 000-75 000 25 000-50 000 10 000-25 000 масс. 200 000 100 000 75 000 50 000 25 000 Мы имеем ступенчатый вал длиной L = 225 мм и с диаметрами от 28мм до 45 мм и массой 1,68кг, при типе производства - мелкосерийное. По данным таблицы 2 получаем, что данный вал будет изготавливаться партией 300 шт./год. 3. Анализ технологичности детали Каждая деталь должна изготовляться с минимальными трудовыми и материальными затратами. Эти затраты можно сократить в значительной степени правильным выбором варианта технологического процесса, его оснащения, механизации и применения оптимальных режимов обработки. На трудоемкость изготовления детали оказывают особое влияние ее конструкция и технические требования на изготовление. Требования к технологичности конструкции детали и сферы проявления эффекта при их выполнении согласно ГОСТ14.204 - 73* следующие: . конструкция детали должна состоять из стандартных и унифицированных конструктивных элементов или быть стандартной в целом; . детали должны изготовляться из стандартных и унифицированных заготовок или заготовок, полученных рациональным способом; . размеры и поверхности детали должны иметь соответственно оптимальные степень точности и шероховатость; . физико-химические и механические свойства материала, жесткость детали, ее форма и размеры должны соответствовать требованиям технологи изготовления; . показатели базовой поверхности (точность и шероховатость) детали должны обеспечивать точность установки, обработки и контроля; . конструкция детали должна обеспечивать возможность применения типовых и стандартных технологических процессов ее изготовления. Таблица 3. Конструкторский анализ детали по поверхностям № Наименование поверхности Количество поверхностей 1 2 3 4 5 6 7 Торец вала Ø35 Торец вала Ø28 Фаска 1.6х45° Фаска 1х45° Торец вала Ø45 Поверхность Ø35 Поверхность Ø34.5 (канавка) Поверхность Ø40 Поверхность Ø36 Поверхность Ø30 Поверхность Ø28 Поверхность Ø45 Шпоночный паз L=20мм Шпоночный паз L=25мм 8 9 10 11 12 13 14 Квалитет точности 1 1 1 1 1 2 1 Количество унифицированных элементов 1 1 2 1 12 12 12 12 12 6 12 Параметр шероховатости Rа, мкм 6.3 6.3 6.3 6.3 1.6 0.63 6.3 1 1 1 1 1 1 1 Qэ=15 1 1 1 1 Qуэ=9 6 11 9 6 12 12 12 0.8 2.5 1.6 0.8 6.3 3.2 3.2 . Коэффициент унификации конструктивных элементов детали: К уэ Q уэ Qэ 9 0,6 15 К Деталь на грани технологичности, т.к. уэ =0.6. 2. Коэффициент использования материала: масса детали G д = 1.68кг; Ким = G д 1.68 = = 0.61. G з 2.739 3. Коэффициент точности обработки: K тч 1 1 Аср ; 4 6 1 9 9 12 1 11 10,1 15 ; 1 K тч 1 0,91. 10,1 Т.к. К тч >0.8, то деталь является технологичной по признаку точности Аср обработки. 4. Коэффициент шероховатости поверхности: Кш 1 Б ср 8 6,3 2 3,2 1 2,5 2 1,6 2 0,8 4 15 К ш 0,25 Кш Б ср Т.к. <0.8 (минимальная шероховатость поверхности данного вала), то деталь является технологичной по признаку шероховатости поверхности. 4. Выбор базирующих поверхностей Заготовка детали в процессе обработки должна занять и сохранять в течение всего времени обработки определенное положение относительно деталей станка или приспособления. Для этого необходимо исключить возможность трех прямолинейных движений заготовки в направлении выбранных координатных осей и трех вращательных движений вокруг этих или параллельных им осей (т.е. лишить заготовку 6 степеней свободы). При токарной обработке базирование будет производиться по оси вала в центровых отверстиях на торцах. При фрезеровании шпоночного паза на фрезерном станке заготовка будет жёстко закреплена в центрах. В целях ликвидации деформации наружных поверхностей ступеней валов при шлифовании вала будем использовать центровые отверстия на торцах в качестве базовых поверхностей, в качестве установочных элементов используем центры. 5. Определение метода получения заготовки и его обоснование Заготовка из проката. Согласно точности и шероховатости поверхностей обрабатываемой детали определяем промежуточные припуски по /7 табл. 3.13/. За основу расчета промежуточных припусков принимаем наружный диаметр детали 45h14 мм. Устанавливаем предварительный маршрутный технологический процесс обработки поверхности детали диаметром 45h14 мм. Обработку поверхности диаметром 45 мм производят в жестких центрах, на многорезцовом токарном полуавтомате. Технологический маршрут обработки данной поверхности: Операция 005. Токарная. Операция 010. Токарная. Припуски на обработку наружных поверхностей (точение): черновое: 4.5мм; чистовое: 1.5мм. Определяем промежуточные размеры обрабатываемых поверхностей согласно маршрутному технологическому процессу: на токарную операцию 010: D р.010 = D Н = 45мм; на токарную операцию 005: D р.005 = D р.010 + 2z 010 = 45 +1.5 = 46.5мм; расчетный размер заготовки: D р.з = D р.005 + 2z 005 = 46.5 + 4.5 = 51мм. По расчетным данным заготовки выбираем необходимый размер горячекатаного проката обычной точности по ГОСТ 2590-88: Круг 52 - В - ГОСТ2590 - 71 . 26 - б - ГОСТ1050 - 74 Нормальная длина проката стали обыкновенного качества 4 - 7м. 0.4 Отклонения для диаметра 52мм равны 1 мм. Припуски на подрезание торцевых поверхностей определяют по таблице. Припуск на обработку двух торцевых поверхностей заготовки равен 1.6мм. Общая длина заготовки: Lз Lд 2Z подр 225 2 0,8 225 1,6 226,6 мм где L д - номинальная длина детали по рабочему чертежу, мм. Предельные отклонения на длину заготовки устанавливаем по справочным таблицам. Исходя из предельных отклонений, общую длину заготовки округляем до целых единиц. Принимаем длину заготовки 227мм. Объем заготовки определяем по плюсовым допускам: Vз D2 4 Lз 3,14 5,24 2 22,7 489,281см 3 4 где L з - длина стержня (заготовки) с плюсовым допуском, см; D з.п. - диаметр заготовки по плюсовым допускам, см. Массу заготовки определяем по формуле: Gз V3 0,00785 489,281 3,841кг Коэффициент использования материала: К И.М = G д 1.68 = = 0.42кг. G з.п 3.98 Заготовка изготовлена методом горячей объемной штамповки на горизонтально-ковочной машине (ГКМ). Степень сложности C1. Точность изготовления поковки - класс I. Группа стали - М1. Припуски на обработку заготовок, изготавливаемых объемной штамповкой, зависят от массы, класса точности, группы стали, степени сложности и шероховатости заготовки. На основании принятых припусков на размеры детали определяем расчетные размеры заготовки: D p 35 Dн 2 Z 35 2 1.9 38.8 мм D p 45 Dн 2 Z 45 2 1.6 48.2 мм D p 36 Dн 2 Z 36 2 1.6 39.2 мм D p 30 Dн 2 Z 30 2 1.6 33.2 мм L p 55 Lд 2 Z 55 2 1.7 58.4 мм L p 78 Lд Z 78 1.7 79.7 мм L p 72 Lд Z 72 1.7 73.7 мм L p 20 Lд Z 20 1.9 21.9 мм Предельные отклонения на размеры заготовки определяем по табличным нормативам (ГОСТ 7505-89*). Допуски на размеры штампованной заготовки: Ø Ø Ø Ø 38.8 48.2 39.2 33.2 33.2 1.2 0.6 мм, 1 .2 0.6 мм, 1 .2 0.6 мм, 1 .2 0.6 мм, 1 .3 +1.2 мм; 21.9 0.7 мм, -0.6 58.4 73.7 1 .3 0.7 мм, 1 .3 79.7 1 .3 0.7 мм, 0.7 мм, Рисунок 1. Элементы заготовки для определения объема Для определения объема заготовки разобьем фигуру заготовки на отдельные простые элементы. Определим объемы отдельных элементов заготовки: D2 3,14 4 2 2,31 29,0136см 3 4 4 D2 3,14 4,94 2 V2 Lз 5,97 114,36625122см 3 4 4 2 D 3,14 4,04 2 V3 Lз 8,1 103,7808936см 3 4 4 2 D 3,14 3,44 2 V4 Lз 7,5 69,97032см 3 4 4 V1 Lз Общий объем заготовки: V0 = V1 + V2 + V3 + V4 = 29.0136 +114.36625122 +103.7808936 + 69.67032 = 316.83см3 . Масса штампованной заготовки: Gзш V0 0,00785 316,83 2,49кг Принимая неизбежные технологические потери (угар, облой и т.д.) при горячей объемной штамповке равными 10%, определим расход материала на одну деталь: Gзш Gзш 1.1 2,49 1.1 2,739кг Коэффициент использования материала на штампованную заготовку: К И.М = Gд 1.68 = = 0.61. G з.ш 2.739 Годовая экономия материала от выбора штампованной заготовки: Эм (Gп Gш ) N (3.98 2.739) 300 372кг Применение второго варианта, заготовкой в котором служит штамповка, дает экономию стали в размере 372кг. 6. Расчет припусков, назначение межоперационных допусков Таблица 4. Аналитический расчет припусков наружной цилиндрической 0.015 поверхности Ø 28 0.002 : № Маршрут обработки поверхности Элементы припуска, мкм Расчетный припуск 2zmin, мкм Расчетный размер, мм Допуск по переходам δ, мкм Пр раз 2570 256 53 30 28.341 28.085 28.032 28.002 210 130 52 13 28. 28. 28. 28. R zi-1 Ti-1 i-1 y i m axmin maxm in 1 Наружная поверхность 2 3 4 5 Ø 0.002 160200903--31.91114003 2.3030.9-Точение черновое Точение чистовое Шлифование черновое Шлифование чистовое 28 0.015 50 25 15 5 50 25 15 5 54.2 2.7 0.08 0.0016 200 12 1 0 При обработке наружных поверхностей в патроне: 2 2 0 = см + кор , где см - допустимая погрешность по смещению осей фигур, штампуемых в разных половинах штампа, см 600 мкм кор - общая кривизна заготовки, мкм, кор К L з где L з - длина заготовки, Lз 225 мм ΔК - удельная дополнительная кривизна, К = 3 мкм/мм; Тогда кор 3 225 675 мкм Таким образом, 0 360000 455625 903мкм Величину остаточной кривизны после выполнения перехода обработки следует определять по формуле: ост К у 0 где 0 - кривизна заготовки, мкм; Ку - коэффициент упрочнения, К у = 0.06 - черновое точение, К у = 0.05 - чистовое точение, К у = 0.03 - черновое шлифование, К у = 0.02 - чистовое шлифование. Тогда, ост1 54.2 мкм ост2 2.7 мкм ост3 0,08 мкм ост4 0,0016 мкм Погрешность установки заготовок в трехкулачковом патроне на переходе чернового обтачивания переустанова уi у 2 12 мкм у 2 200 мкм на переходе чистового обтачивания без определяется: у 3 1мкм у 4 0 мкм Расчет минимального припуска при обработке наружной поверхности штамповки производится по следующей формуле: 2Z min 2( Rz ,i 1 Ti 1 2 i2 ) Для первого перехода - черновое точение: 2Z min 2570 мкм Для второго перехода - получистовое точение: 2Z min 256 мкм Для чернового шлифования: 2Z min 53мкм Для чистового шлифования: 2Z min 30 мкм Расчет промежуточных минимальных диаметров по переходам производится в порядке, обратном ходу технологического процесса, т.е. от размера готовой детали к размеру заготовки, путем последовательного прибавления к наименьшему предельному размеру готовой поверхности детали минимального припуска 2Z min Правильность произведенных расчетов можно проверить по формуле: z 0 max z 0 min дз дд 4287-2900=1400-13 =1387 7. Разработка маршрутной технологии Заготовительная Заготовка - …. Фрезерно-центровальная . Фрезеровать торцы 1,2 . Сверлить центровочные отверстия Токарная с ЧПУ 8. Расчет режимов резания. Техническое нормирование Аналитическое определение режимов резания. Операции 015. Токарная. Станок токарно-винторезный 16К20, n=12.5 - 1600об/мин. Переход 1. Черновое точение поверхности Ø36k6: а) глубина резания, равная припуску на обработку: t=1.8мм; б) величина подачи S=0.5мм/об; в) скорость резания: V CV KV T t x S y V 350 0.29 49 м / мин 90 1.8 0.15 0.5 0.35 CV , m, x, y m 0.2 где - табличные коэффициенты /3 табл. П 2.26/, T - период стойкости инструмента, мин; K V - общий поправочный коэффициент, K V K VМ K VИ K V K V 1 K VЖ K VU K VO 0,61 1 1 1 0,61 1 0,8 0,29 K VM K T ( 750 nv 750 1 ) 0.8 ( ) 0.61 в 981 K r = 0.8; в = 981МПа; n V = 1. г) частота вращения шпинделя n 1000 V 1000 49 404об / мин D 3.14 38.14 После корректировки по паспорту станка назначаем д) фактическая скорость резания: Vф D nкор 1000 n кор = 400об / мин. 3,14 38,14 400 48 м / мин 1000 Переход 2. Чистовое точение поверхности Ø36k6: а) глубина резания, равная припуску на обработку: t=0.4мм; б) величина подачи S=0.246мм/об; в) скорость резания: V 90 0.2 420 0.29 75 м / мин 0.4 0.15 0.246 0.2 г) частота вращения шпинделя n 1000 V 1000 75 675об / мин D 3.14 35.55 После корректировки по паспорту станка назначаем д) фактическая скорость резания: Vф D nкор 1000 n кор = 630об / мин. 3,14 35,55 630 70 м / мин 1000 Переход 4. Точение канавки b=3мм. а) глубина резания, равная припуску на обработку: t=0.25мм; б) величина подачи S=0.034мм/об; в) скорость резания: V 90 0.2 420 0.29 120 м / мин 0.25 0.15 0.034 0.2 г) частота вращения шпинделя n 1000 V 1000 120 1091об / мин D 3.14 35 После корректировки по паспорту станка назначаем д) фактическая скорость резания: n кор = 1000об / мин. Vф D nкор 1000 3,14 35 1000 110 м / мин 1000 Операции 020. Токарная. Станок токарно-винторезный 16К20, n=12.5 - 1600об/мин. Переход 1. Черновое точение поверхности Ø40p6: а) глубина резания, равная припуску на обработку: t=1.6мм; б) величина подачи S=0.5мм/об; в) скорость резания: V 90 0.2 350 0.29 49 м / мин 1.6 0.15 0.5 0.35 г) частота вращения шпинделя n 1000 V 1000 49 347об / мин D 3.14 45 После корректировки по паспорту станка назначаем д) фактическая скорость резания: Vф D nкор 1000 n кор = 300об / мин. 3,14 45 300 42 м / мин 1000 Переход 2. Чистовое точение поверхности Ø40p6: а) глубина резания, равная припуску на обработку: t=0.7мм; б) величина подачи S=0.2мм/об; в) скорость резания: V 90 0.2 420 0.29 72 м / мин 0.7 0.15 0.2 0.2 г) частота вращения шпинделя n 1000 V 1000 72 549об / мин D 3.14 41.8 После корректировки по паспорту станка назначаем д) фактическая скорость резания: Vф D nкор 1000 n кор = 550об / мин. 3,14 41,8 550 72 м / мин 1000 Переход 6. Точение фаски 1х45°: а) глубина резания, равная припуску на обработку: t=1мм; б) величина подачи S=0.4мм/об; в) скорость резания: V 90 0.2 350 0.29 57 м / мин 10.15 0.4 0.35 г) частота вращения шпинделя n 1000 V 1000 57 698об / мин D 3.14 26 После корректировки по паспорту станка назначаем д) фактическая скорость резания: n кор = 700об / мин. Vф D nкор 1000 3,14 28 700 57 м / мин 1000 Операция 025. Фрезерная. Станок Вертикально-фрезерный консольный 6Р11, n=50 - 1600об/мин. Переход 1. Фрезерование шпоночного паза L=20мм. а) глубина резания: t=0.3мм; /7 Стр. 207/ б) величина подачи S=0.12мм/об; в) скорость резания при фрезеровании определяется по следующей формуле: V CV D q KV T m t x S y Bu z p 46.7 8 0.3 V 0.33 0.49 52 м / мин 80 0.30.5 0.12 0.5 где CV , m, q, x, y, u, p - табличные коэффициенты, T - период стойкости инструмента, мин; KV - общий поправочный коэффициент, KV KVМ K ПИ K ИV 0,49 1 1 0,49 г) частота вращения шпинделя n 1000 V 1000 52 460об / мин D 3.14 36 После корректировки по паспорту станка назначаем д) фактическая скорость резания: n кор = 450об / мин. Vф D nкор 1000 3,14 36 450 51м / мин 1000 9. Расчет норм времени для обработки вала из штампованной заготовки деталь оборудование заготовка резание Основное время на токарные операции определяется по формуле: To L i n So где To - основное время на операцию, мин; L - расчетная длина рабочего хода инструмента, принимаемая для определения основного (технологического) времени, мм; n - частота вращения шпинделя, об/мин; So - подача на оборот шпинделя, мм/об; i - число проходов инструмента. L = l + l1 + l2 , где l - длина обрабатываемой поверхности, мм; l1 - величина врезания инструмента (табличное значение), мм; l 2 - величина перебега инструмента (табличное значение), мм. Основное время по операциям технологического маршрута составит: Операция 005. Подрезание торца Ø28k6 мм. L = l + l1 + l 2 = 16.6 + 5 + 2 = 23.6мм; n = 660об / мин; So = 0.4мм / об; i = 1. Следовательно, To L 23.6 i 1 0.09 мин n So 660 0.4 Операция 010. Подрезание торца Ø35k6 мм. L = l + l1 + l 2 = 19.4 + 5 + 2 = 26.4мм; n = 500об / мин; So = 0.4мм / об; i = 1. Следовательно, To L 26.4 i 1 0.13 мин n So 500 0.4 Операция 015. Точение цилиндрических поверхностей Ø35k6 мм, Ø45h14 мм, точение канавки b=3мм, точение фаски 1.6х45°. L|1 = l + l1 + l2 = 20 + 3 + 2 = 25мм; n = 500об / мин; So = 0.5мм / об; i = 1. Следовательно, ToI1 25 1 0.1мин 500 0.5 L||1 = l + l1 + l 2 = 20 + 2 +1 = 23мм; n = 700об / мин; So = 0.25мм / об; i = 1. Следовательно, ToII1 23 1 0.13 мин 700 0.25 L 2 = l + l1 + l 2 = 7 + 3 + 2 = 12мм; n = 400об / мин; So = 0.5мм / об; i = 1. Следовательно, To 2 12 1 0.067 мин 400 0.5 L3 = l + l1 + l 2 = 3 + 3 + 2 = 8мм; n = 900об / мин; So = 0.03мм / об; i = 1. Следовательно, To 3 8 1 0.29 мин 1000 0.03 L 4 = l = 1.6мм; n = 500об / мин; So = 0.4мм / об; i = 1. To 4 1.6 1 0.0076 мин 500 0.4 Следовательно, Операция 020. Точение цилиндрических поверхностей Ø40p6 мм, Ø36h11 мм, Ø35k6 мм, Ø30f9 мм, Ø28k6 мм, точение фаски 1х45°. L|1 = l + l1 + l 2 = 48 + 3 + 2 = 53мм; n = 400об / мин; So = 0.5мм / об; i = 1. Следовательно, ToI1 53 1 0.27 мин 400 0.5 L||1 = l + l1 + l2 = 48 + 2 +1 = 51мм; n = 630об / мин; So = 0.2мм / об; i = 1. Следовательно, ToII1 51 1 0.39 мин 630 0.2 L| 2 = l + l1 + l 2 = 48 + 2 +1 = 51мм; n = 500об / мин; So = 0.4мм / об; i = 1. Следовательно, ToI2 51 1 0.255 мин 500 0.4 L||2 = l + l1 + l 2 = 48 + 2 +1 = 51мм; n = 700об / мин; So = 0.2мм / об; i = 1. Следовательно, ToII2 51 1 0.39 мин 700 0.5 L|3 = l + l1 + l 2 = 30 + 3 + 2 = 35мм; n = 500об / мин; So = 0.5мм / об; i = 1. Следовательно, ToI3 35 1 0.14 мин 500 0.5 L||3 = l + l1 + l 2 = 30 + 2 +1 = 33мм; n = 700об / мин; So = 0.25мм / об; i = 1. Следовательно, ToII3 33 1 0.19 мин 700 0.25 L| 4 = l + l1 + l 2 = 30 + 2 +1 = 33мм; n = 600об / мин; So = 0.4мм / об; i = 1. Следовательно, ToI4 33 1 0.14 мин 600 0.4 L||4 = l + l1 + l 2 = 30 + 2 +1 = 33мм; n = 900об / мин; So = 0.2мм / об; i = 1. Следовательно, ToII4 33 1 0.18 мин 900 0.2 L|5 = l + l1 + l 2 = 42 + 2 +1 = 45мм; n = 630об / мин; So = 0.4мм / об; i = 1. Следовательно, ToI5 45 1 0.18 мин 630 0.4 L||5 = l + l1 + l 2 = 42 + 2 +1 = 45мм; n = 900об / мин; So = 0.2мм / об; i = 1. Следовательно, ToII5 45 1 0.25 мин 900 0.2 To 6 1 1 0.0036 мин 700 0.4 L 6 = l = 1мм; n = 700об / мин; So = 0.4мм / об; i = 1. Следовательно, Основное время на фрезерные операции определяется по формуле: To L n So где To - основное время на операцию, мин; L - расчетная длина рабочего хода инструмента, принимаемая для определения основного (технологического) времени, мм; n - частота вращения шпинделя, об/мин; So - подача на оборот шпинделя, мм/об. Операция 025. Фрезерование шпоночных пазов L=20мм, L=25мм. Основное время на шлифовальные операции определяется по формуле: To L K nд S рад где To - основное время на операцию, мин; L - расчетная длина рабочего хода инструмента, принимаемая для определения основного (технологического) времени, мм; Sрад nД - частота вращения изделия (на шлифовальных станках), об/мин; - радиальная подача инструмента на оборот детали, мм/об; K коэффициент, учитывающий выхаживание и доводку при шлифовании ( K =1.2 ÷1.5 ). L=a= D-d , 2 где a - припуск на обработку на сторону, мм; D, d - диаметр обрабатываемой поверхности или диаметр режущего инструмента, мм. L1 = l + l1 + l2 = 20 + 4 = 24мм; n = 250об / мин; So = 0.12мм / об. Следовательно, To1 24 0.82 мин 250 0.12 L 2 = l + l1 + l2 = 25 + 4 = 29мм; n = 170об / мин; So = 0.12мм / об. To 2 29 1.42 мин 170 0.12 Следовательно, Операция 030. Шлифование цилиндрических поверхностей Ø40p6, Ø35k6, Ø28k6. D-d = 0.4мм; 2 n Д = 200об / мин; L|1 = a = Sрад = 0.0025мм / об. Следовательно, ToI1 0.4 1.5 1.2 мин 200 0.0025 D-d = 0.03мм; 2 n Д = 150об / мин; L||1 = a = Sрад = 0.001мм / об. Следовательно, ToII1 0.03 1.5 0.3 мин 150 0.001 D-d = 0.04мм; 2 n Д = 250об / мин; L| 2 = a = Sрад = 0.0025мм / об. Следовательно, ToI2 0.04 1.5 0.096 мин 250 0.0025 D-d = 0.02мм; 2 n Д = 150об / мин; L||2 = a = Sрад = 0.001мм / об. Следовательно, ToII2 0.02 1.5 0.2 мин 150 0.001 D-d = 0.3мм; 2 n Д = 300об / мин; L|3 = a = Sрад = 0.0025мм / об. Следовательно, ToI3 0.3 1.5 0.6 мин 300 0.0025 D-d = 0.1мм; 2 n Д = 200об / мин; L||3 = a = Sрад = 0.001мм / об. ToII2 0.1 1.5 0.75 мин 200 0.001 Следовательно, Операция 035. Шлифование цилиндрической поверхности Ø35k6. D-d = 0.04мм; 2 n Д = 250об / мин; L|1 = a = Sрад = 0.0025мм / об. Следовательно, ToI1 0.04 1.5 0.096 мин 250 0.001 ToII1 0.02 1.5 0.2 мин 150 0.001 D-d = 0.02мм; 2 n Д = 150об / мин; L||1 = a = Sрад = 0.001мм / об. Следовательно, В результате находим основное суммарное время операций технологического процесса. Таблица 6. Суммарное основное время операций Номер операции 005 010 015 Содержание операции Подрезать торец Ø28k6 Подрезать торец Ø35k6 Точить цилиндрические поверхности Ø35k6, Ø45h14, точить канавку b=3, точить фаску Основное время операции, мин 0.09 0.13 1.6×45° 0.5946 020 Точить цилиндрические поверхности Ø40p6, Ø36h11, Ø35k6, Ø30f9, Ø28k6, точить фаску 1×45° 2.3486 025 030 035 Итого: Фрезеровать шпоночные пазы L=20 b=8, L=25 b=8 Шлифовать цилиндрические поверхности Ø40p6, Ø35k6, Ø28k6 Шлифовать цилиндрическую поверхность Ø35k6 2.24 3.146 0.296 8.8452 Вспомогательное время на операции механической обработки вала равно: Операция 005. Вспомогательное время: точение торца Ø28k6 - 0.14мин. Вспомогательное время на приемы, связанные с переходом, не вошедшие в комплекс t=0.07мин; вспомогательное время на установку и снятие детали t=0.65мин. Тогда вспомогательное время на операцию 005 составит: t в = 0.14 + 0.07 + 0.65 = 0.86мин. Операция 010. Вспомогательное время: точение торца Ø35k6 - 0.14мин. Вспомогательное время на приемы, связанные с переходом, не вошедшие в комплекс t=0.07мин; вспомогательное время на установку и снятие детали t=0.65мин. Тогда вспомогательное время на операцию 010 составит: t в = 0.14 + 0.07 + 0.65 = 0.86мин. Операция 015. Вспомогательное время: точение цилиндрической поверхности Ø35k6 - 0.28мин; точение цилиндрической поверхности Ø45k6 - 0.14мин; точение канавки b=3 - 0.1мин; точение фаски 1.6х45° - 0.1мин. Вспомогательное время на приемы, связанные с переходом, не вошедшие в комплекс t=0.07мин; вспомогательное время на установку и снятие детали t=0.65мин. Тогда вспомогательное время на операцию 015 составит: t в = 0.28 + 0.14 + 0.1+ 0.1+ 0.07 + 0.65 = 1.34мин. Операция 020. Вспомогательное время: точение цилиндрической поверхности Ø40p6 - 0.28мин; точение цилиндрической поверхности Ø36h11 - 0.28мин; точение цилиндрической поверхности Ø35k6 - 0.28мин; точение цилиндрической поверхности Ø30f9 - 0.28мин; точение цилиндрической поверхности Ø28k6 - 0.28мин; точение фаски 1х45° - 0.1мин. Вспомогательное время на приемы, связанные с переходом, не вошедшие в комплекс t=0.07мин; вспомогательное время на установку и снятие детали t=0.65мин. Тогда вспомогательное время на операцию 020 составит: t в = 0.28 + 0.28 + 0.28 + 0.28 + 0.28 + 0.1+ 0.07 + 0.65 = 2.22мин. Операция 025. Вспомогательное время: фрезерование шпоночного паза L=20мм - 0.15мин; фрезерование шпоночного паза L=25мм - 0.15мин. Вспомогательное время на приемы, связанные с переходом, не вошедшие в комплекс t=0.07мин; вспомогательное время на установку и снятие детали t=0.65мин. Тогда вспомогательное время на операцию 025 составит: t в = 0.3 + 0.07 + 0.65 = 1.02мин. Операция 030. Вспомогательное время: шлифование цилиндрической поверхности Ø40p6 - 0.4мин; шлифование цилиндрической поверхности Ø35k6 - 0.4мин; шлифование цилиндрической поверхности Ø28k6 - 0.4мин. Вспомогательное время на приемы, связанные с переходом, не вошедшие в комплекс t=0.07мин; вспомогательное время на установку и снятие детали t=0.65мин. \9 табл3.20\ Тогда вспомогательное время на операцию 025 составит: t в = 0.4 + 0.4 + 0.4 + 0.07 + 0.65 = 1.92мин. Операция 035. Вспомогательное время: шлифование цилиндрической поверхности Ø35k6 - 0.4мин. Вспомогательное время на приемы, связанные с переходом, не вошедшие в комплекс t=0.07мин; вспомогательное время на установку и снятие детали t=0.65мин. Тогда вспомогательное время на операцию 025 составит: t в = 0.4 + 0.07 + 0.65 = 1.12мин. Общее вспомогательное время составляет t в = 9.34мин. 10. Выбор технологического оснащения .1 Выбор оборудования Таблица 7. Выбор оборудования Параметры Токарно-винторезный 16К20 Наибольший диаметр обрабатываемой заготовки: над станиной над суппортом Наибольший диаметр прутка, проходящего через отверстие шпинделя Наибольшая длина обрабатываемой заготовки Частота вращения шпинделя, об/мин Число скоростей шпинделя Наибольшее перемещение суппорта: продольное поперечное Подача суппорта, мм/об (мм/мин): продольная поперечная Число ступеней подач Скорость быстрого перемещения суппорта, мм/мин: продольного поперечного Мощность электродвигателя главного привода, кВт Габаритные размеры (без ЧПУ): длина ширина Масса, кг 400 220 53 Вертикально-фрезер ный консольный 6Р11 1000 Кругло-шлифовал ьный 3У132 - - 280 710 410 1000 12.5 - 1600 50 - 1600 40 - 400 22 - 645 - 1935 300 35 - 1020 0.05 - 2.8 0.025 - 1.4 24 - 0.05 - 5.0 - 3800 1900 11 5.5 5.5 2505 - 3795 1190 2835 1480 1990 2360 5500 2585 6500 .2 Выбор установочных приспособлений Станочные приспособления применяют для установки заготовок на металлорежущие станки. В соответствии с требованиями ЕСТПП различают: . специальные переналаживаемые); станочные приспособления (одноцелевые, не . специализированные станочные приспособления (узкоцелевые, ограниченно переналаживаемые); . универсальные станочные приспособления (многоцелевые, широко переналаживаемые). Семь стандартных систем станочных приспособлений: . универсально-сборные; . сборно-разборные; . универсальные без наладочные; . неразборные специальные; . универсальные наладочные; . специализированные наладочные; . агрегатные средства механизации зажима. Для мелко серийного типа производства выбираем универсальные станочные приспособления. Таблица 8. Станочные приспособления (центры) Наименование Эскиз ГОСТ Размер хвостовика Отклонение угла рабочего конуса, …/ Радиальное биение поверхности рабочего конуса относительно конуса хвостовика, мм Центры вращающиеся для установки центровыми отверстиями 8742 - 75*Конусы Морзе: 2 - 6 для нормальной серии±20Для нормальной серии 0.012 Центры выполняются с углами рабочего конуса 60° и 75°. Таблица 9. Станочные приспособления (трехкулачковый самоцентрирующийся патрон) Наименование Эскиз ГОСТ Технологические базы заготовок Суммар ная сила Точност ь Применя ют на закрепле ния, кН Dт.б., мм установк ив осевом направле нии, мкм станках Состояние Патроны токарные самоцентрирую щиеся трехкулачковые клиновые 24351 - 80*20 250Необработ анные предварительн ои обработанные 200 - 50025 110Токарных .3 Описание режущего инструмента Для обработки заготовок из легированной стали рекомендуется выбирать твердый сплав титановольфрамовой группы. Поэтому для обработки заготовки из штамповки на токарно-винторезном станке выбираем твердый сплав Т15К6, который содержит 15% карбида титана, 6% карбида вольфрама, связанных кобальтом (79%). Для подрезания торцов и точения фасок: Резец 2102-0055 Т15К6 ГОСТ 18877 - 73*: резец проходной отогнутый с сечением резца hxb=25х16мм, с пластиной из твердого сплава. Для точения цилиндрических поверхностей: Резец 2100-0409 Т15К6 ГОСТ 18877 - 73*: резец проходной прямой с пластиной из твердого сплава при угле в плане 45°. Для обработки шпоночных пазов на шпоночно-фрезерном станке концевой фрезой, выбираем быстрорежущий сплав Р6М5, содержащий 6% молибдена, 5% вольфрама, 0.7 - 1% углерода, остальное железо. Для фрезерования шпоночных пазов: Фреза ГОСТ 17025 -71*: фреза концевая с цилиндрическим хвостовиком, d=8мм, L=63мм, l=19мм. Для шлифования цилиндрический поверхностей выбираем шлифовальный алмазный круг: Шлифовальный круг 2720-0194 ГОСТ 16168 - 91. D=14мм, r=12мм, H=4мм .4 Методы контроля и диагностики Таблица 10. Методы контроля и диагностики Параметр Отклонение от цилиндричности Значение параметра, допуск 0.015мм, 0.005мм Отклонение от соосности и перпендикулярности Диаметр цилиндрических поверхностей по 9 - 6 квалитету Линейные размеры по 14 - 11 квалитету 0.02мм, 0.025мм, 0.03мм и 0.05мм 13 - 52мкм Параметр шероховатости 0.63 - 6.3 620мкм Средство измерения Двухточечный измерительный прибор для измерения диаметров (рычажная скоба СР ГОСТ 11098 - 75) Визирные измерительные трубы ППС -7 Калибр скоба Штангенциркуль с цифровым отсчетом модель БВ - 6265 (цена деления 0.01мм) Профилограф-профилометр А1 353 ГОСТ 19299 - 73 (диапазон измерений 0.02 - 250мкм) Заключение В результате выполнения курсовой работы был проведен анализ детали на технологичность, и заданная деталь оказалась не технологичной только по одному критерию - коэффициенту унификации конструктивных элементов. Были проведены расчеты режимов резания, норм времени, припусков. Курсовая работа содержит технико-экономическое обоснование выбора заготовки и технологического маршрута изготовления детали (выбор станка). В процессе выполнения было использовано много справочных таблиц по технологии машиностроения и освоены принципы работы технолога-машиностроителя. Список использованных источников 1.Справочник технолога-машиностроителя / Под ред. А.Г. Косиловой, Р.К. Мещерякова: В 2 т.- М.: Машиностроение, 1986.-1 т.-656 с. . Справочник технолога-машиностроителя / Под ред. А.Г. Косиловой, Р.К. Мещерякова: В 2 т.- М.: Машиностроение, 1986.-2 т.-496 с. . Обработка металлов резанием: Справочник технолога // А.А. Панов, В.В. Аникин, Н.Г. Бойм и др.; Под общ. ред. А.А. Панова. - М.: Машиностроение, 1988. - 736 с. . Ковшов А.Н. Технология машиностроения. М.: Машиностроение, 1987. - 320 с. . Мосталыгин Г.П., Толмачевский Н.Н. Технология машиностроения. - М.: Машиностроение,1990. - 288 с. . Технология машиностроения / А.А. Гусев, Е.Р. Ковальчук, Е.М. Колесов и др. М.: Машиностроение, 1986. - 480 с. . Добрыднев И.С. Курсовое проектирование по предмету «Технология машиностроения»: Учеб. пособие для техникумов по специальности «Обработка металлов резанием». - М: Машиностроение, 1985. 184с., ил. . Курсовое проектирование по технологии машиностроения. В.М. Пачевский, Воронеж, ВГТУ, 2004. - 179 с. . Справочник конструктора-машиностроителя в 3-х т., Т. 1. В.И. Анурьев, Москва: Машиностроение, 2001. - 920 с. 10. Общемашиностроительные нормативы времени и режимов резания: Справочник.