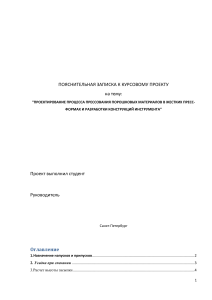
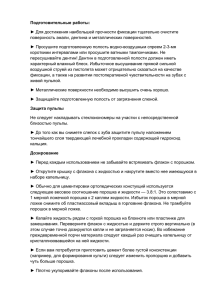
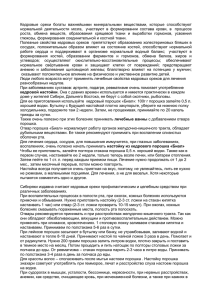
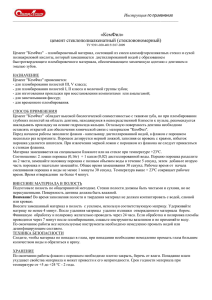
Санкт-Петербургский политехнический университет Петра Великого Институт машиностроения, материалов и транспорта НОЦ «Исследование и моделирование материалов» Пояснительная записка к курсовому проекту на тему: «Проектирование процесса прессования порошкового материала Fe 99% C 1% в жестких пресс-формах и разработки конструкций инструмента» Выполнил студент группы 3342201/21201: Ю.А. Родионова Проверил профессор ВШФиТМ: А.М. Золотов Санкт-Петербург 2024 1. Назначение напусков и припусков На рисунке ниже представлен чертеж готовой детали с указанием шероховатостей. Рисунок 1. Чертеж готовой детали. Для шероховатости Ra=0,32 выбираем припуск 0,5 мм, для всех остальных поверхностей припуск составляет 0,2 мм. ∅30 : 30 - 2*0,5= 29 мм ∅38 : 38- 2*0,2 = 37,6 мм ∅60 : 60 + 2*0,2 = 60,4 мм ∅120 : 120 - 2*0,2 = 119,6 мм ∅130 : 130 + 2*0,2 = 130,4 мм H15 : 15 + 1+0,5 = 16,5 мм H18 : 18 + 0,2+0,5 = 18,7 мм H20 : 20 + 2*0,2= 20,04 мм H68 : 68 + 2*0,2 = 68,4 мм 2. Усадка при спекании Усадка в горизонтальном и вертикальном направлении различна. Она составит, с учётом следующих коэффициентов KВ= 1,008; Kг =1,016: ∅30 : 29* 1,016 = 29, 464 мм ≈ 29,5 мм ∅38 : 37,6 * 1,016 = 38, 201 мм ≈ 38,2 мм ∅60 : 60,4 *1,016 = 61,366 мм ≈ 61,4 мм ∅120: 119,6 * 1,016 = 121, 513 мм ≈ 121,5 мм ∅130: 130,4 * 1,016 = 132, 486 мм ≈ 132,5 мм H15: 16,5 * 1,008= 16, 632 мм ≈ 16,6 мм H18: 18,7 * 1,008 = 18,849 мм ≈ 18,8 мм H20 : 20,04 * 1,008 = 20, 200 мм ≈ 20,2 мм H68 : 68,4 * 1,008 = 68, 947мм ≈ 68,9 мм 3. Расчет высоты засыпки. В качестве технологии изготовления детали изначально выбрано прессование+спекание. Расчет засыпки порошка производится исходя из его массы. Необходимо построить кривую прессования порошка (Fe 99%, C 1%) по имеющимся в методическом пособии данным в таблице Зависимости плотности порошков от давления прессования из методического пособия. Таблица 1. Данные для построения кривой прессования (99%Fe, 1%C). ρ, г/см3 3,45 4,22 5,11 5,63 6,04 6,31 6,52 6,68 6,81 7,12 7,23 Р, Мпа 0 100 200 300 400 500 600 700 800 900 1000 ρ, г/см3 8 7 6 ρ, г/см3 5 4 3 2 1 0 0 200 400 600 800 1000 1200 P, МПа Рисунок 2. Кривая прессуемости порошка. Зависимость плотности изделия от давления прессования. ρ0 = 3,45 г⁄ 3 ; см ρ1=6,68 г/см3 при 700 Мпа 𝜌к 𝜌0 ℎ0 = ℎ = ℎ0 ; тогда к 6,68 ∗ 68,9 = 133,41 мм (общая высота свободнозасыпанного порошка) 3,45 ℎверх = 6,68 ∗ 18,8 = 36,40 мм 3,45 ℎнижн = 133,41 − 36,40 = 97,01 мм Рис.3. Размеры заготовки перед спеканием и размеры объема засыпки порошка в пресс-форму. 4. Прочностной и жесткостной расчёт пресс-формы 4.1 Расчет матриц на прочность. При расчете прочности матриц рассматриваются два случая: - давление на внешнюю матрицу; - давление на внешний нижний пуансон со стороны втулки. Матрица пресс-формы рассматривается как толстостенная труба, нагруженная равномерно распределенным по высоте внутренней стенки боковым давлением pб (рис.4). Под действием этого давления в стенке матрицы возникают радиальные и тангенциальные растягивающие напряжения, достигающие своего максимума на внутренней поверхности матрицы. + - pr r 1 r1 r2 Рис.4 Схема нагружения матрицы внутренним давлением. r = r r12 2 2 2 r1 *( 1 r22 r2 )* pб ; = r r12 2 2 2 r1 *( 1 r22 r2 r1 - радиус внутреннего отверстия матрицы; r2 - радиус внешнего отверстия матрицы; Соответственно: Р = 700 ∙ 0,4 = 280 МПа 66,252 132,52 σr = ⋅ (1 − ) ⋅ 280 = −280 МПа 132,52 − 66,252 66,252 66,252 132,52 σθ = ⋅ (1 + ) ⋅ 280 = 474, 61 МПа 132,52 − 66,252 66,252 σэкв = - σr < [ σ ]= 1500 МПа σэкв = 474,61– (- 280) =754,61 МПа > [ σ ] )* pб, где 30,72 66,252 𝜎𝑟2 = ⋅ (1 − ) ⋅ 320 = −320Мпа 66,252 − 30,72 30,72 30,72 66,252 𝜎𝜃2 = ⋅ (1 + ) ⋅ 320 = 495 МПа 66,25 − 30,72 30,72 σэкв2 = - σr < [ σ ]= 1000-1200 МПа σэкв2 = 495 – (- 320) = 815 МПа < [ σ ] 4.2. Расчет пуансонов на сжатие и изгиб Расчет пуансонов на потерю устойчивости. Критическая сила изгиба пуансона определяется по следующей формуле. 𝑃 𝑘 = ( 2 ∙ 𝜋 2 ∙ 𝐸 ∙ 𝐽𝑚𝑖𝑛 )/ 𝑙2 где 𝑙- длина свободной части пуансона, м (равна расстоянию от пуансонодержателя до середины заходной части пуансона); Jmin - минимальный момент инерции сечения пуансона м. 4 Jmin 0,1 D 4 нар Dст , где Dст и Dнар диаметры стержня детали и наружный диаметр пуансона соответственно. E стали = 215*109 Па Расчет первого пуансона: 𝑃к1 (2 ∙ 𝜋 2 ∙ Е ∙ 𝐽𝑚𝑖𝑛) (2 ∙ 𝜋 2 ∙ 215 ∙ 109 0,1 ∙ (0,06144 − 0,02954 )) = = = 68,3 МН 𝑙2 0,289552 𝐹ист.1 = 𝑃 ∗ 𝑆пов−ти1 = 700 ∗ 3,14 ∗ (30,72 − 14,752 ) = 1,59 МН Расчет второго пуансона: 𝑃𝑘2 = 2⋅𝜋2 ⋅215⋅109 ⋅0,1⋅(0,13254 −0,06144 ) 0,218212 = 2617,82 МH 𝐹ист.2 = 𝑃 ∗ 𝑆пов−ти2 = 700 ∗ 3,14 ∗ (66,252 − 30,72 ) = 7,58 МН 4.3. Геометрия пресс-форм. На рис. 5 представлен чертеж пресс-форм для прессования внешних фланцев. Рис.5 Пресс-форма для прессования внутренних фланцев. 4.4 Циклограмма работы пресс-формы. На рис.6 представленна циклограмма работы пресс-формы. Рис. 6 Циклограмма работы пресс-формы. где: 1-засыпка порошка; 2-закрытие пресс-формы; 3-выпрессовка 1-й этап; 4-выпрессовка 2-й этап; 5-завершение выпрессовки; 6-снятие выпрессовки; 7-отвод нижнего пунсона (НП) в положение засыпки порошка; 8-засыпка порошка; *-нулевой отметкой является верхний торец матрицы.