СИСТЕМА ЧПУ
OSP-P300S/P300M
РУКОВОДСТВО ПО
СПЕЦИАЛЬНЫМ ФУНКЦИЯМ № 2
(1-е издание)
Рег. № 6103-Е
6103-Е
2
СОДЕРЖАНИЕ
Содержание
РАЗДЕЛ 1. ФУНКЦИЯ ПРОДОЛЬНОГО ТОЧЕНИЯ ............................................................................................9
1-1. Обзор ................................................................................................................................................................. 9
1-2. Программа функции продольного точения ............................................................................................... 10
1-3. Экран фактического положения продольного точения .......................................................................... 16
1-4. Функция смещения импульсной ручкой ....................................................................................................... 17
1-5. Список сообщений об ошибках ..................................................................................................................... 18
РАЗДЕЛ 2. ПОВТОРНАЯ КОРРЕКЦИЯ НА ДЛИНУ ИНСТРУМЕНТА ДЛЯ ПРОДОЛЬНОГО ТОЧЕНИЯ.............................. 24
2-1. Обзор ............................................................................................................................................................... 24
2-2. Спецификации ................................................................................................................................................ 24
2-3. Отображение ................................................................................................................................................ 26
2-4. Экран фактического положения продольного точения .......................................................................... 28
РАЗДЕЛ 3. КОРРЕКЦИЯ НА РАДИУС РЕЖУЩЕЙ КРОМКИ ............................................................................... 29
3-1. Общее описание радиуса режущей кромки ................................................................................................ 29
3-2. Компенсация радиуса режущей кромки и компенсация радиуса инструмента ................................... 30
3-3. Значение компенсации радиуса режущей кромки и номер позиции (Р) .................................................. 30
3-4. Установка значения компенсации радиуса режущей кромки и номера положения ............................. 31
3-5. Программа компенсации радиуса режущей кромки ................................................................................. 33
3-6. Отображение ................................................................................................................................................ 34
3-7. Работа с включенной компенсацией радиуса режущей кромки.............................................................. 35
3-8. Движение инструмента в режиме компенсации радиуса режущей кромки......................................... 39
3-9. Движение инструмента при отмене компенсации радиуса режущей кромки .................................... 45
3-10. Изменение направления коррекции в режиме коррекции на радиус режущей кромки....................... 48
3-11. Предосторожности при выполнении компенсации радиуса режущей кромки ................................... 50
РАЗДЕЛ 4. ФУНКЦИЯ УПРАВЛЕНИЯ ДВУМЯ ПОВОРОТНЫМИ СТОЛАМИ ........................................................... 58
4-1. Обзор ............................................................................................................................................................... 58
4-2. Детали функции управления двумя поворотными столами .................................................................. 58
4-2-1. Названия осей ........................................................................................................................................................... 58
4-2-2. Внутренние/наружные поворотные столы ............................................................................................................. 59
4-2-3. Параметры ................................................................................................................................................................. 60
4-2-4. Команды управления программами ....................................................................................................................... 60
4-2-5. Ручное управление.................................................................................................................................................... 61
4-2-6. Блокировка станка .................................................................................................................................................... 62
4-3. Сообщения о неполадках .............................................................................................................................. 62
4-3-1. Сообщение о неполадке В........................................................................................................................................ 62
РАЗДЕЛ 5. ФУНКЦИЯ ПОДАЧИ С ОБРАТНЫМ ОТСЧЕТОМ ВРЕМЕНИ ................................................................. 64
5-1. Обзор ............................................................................................................................................................... 64
5-2. Подробности спецификации ........................................................................................................................ 64
5-2-1. Функция подачи с обратным отсчетом времени (указывается только время резания) ...................................... 64
5-2-2. Функция подачи с обратным отсчетом времени (указание FRN) .......................................................................... 65
5-2-3. Параметр.................................................................................................................................................................... 65
5-3. Сообщения об ошибках ................................................................................................................................. 66
РАЗДЕЛ 6. ФУНКЦИЯ МНОГООСЕВОЙ СИНХРОНИЗАЦИИ .............................................................................. 68
6-1. Обзор ............................................................................................................................................................... 68
6-2. Особенности спецификации ........................................................................................................................ 68
6-2-1. Экран данных синхронизации осей ......................................................................................................................... 68
6-2-2. Экран данных оси ...................................................................................................................................................... 70
6-3. Настройка параметров ............................................................................................................................... 71
6-3-1. Параметры, устанавливаемые отдельно для ведущей и ведомой осей .............................................................. 71
6-3-2. Другие параметры ..................................................................................................................................................... 75
6-3-3. Измененные параметры ........................................................................................................................................... 75
6-4. Режимы ........................................................................................................................................................... 76
6-5. Ошибки ........................................................................................................................................................... 77
6-6. Сообщения о неполадках .............................................................................................................................. 77
РАЗДЕЛ 7. ФУНКЦИЯ РУЧНОЙ ПОДАЧИ В НАПРАВЛЕНИИ ОСИ ИНСТРУМЕНТА ................................................... 79
7-1. Обзор ............................................................................................................................................................... 79
7-2. Детали спецификации .................................................................................................................................. 79
7-2-1. Функция ручного ввода данных в направлении оси инструмента ........................................................................ 79
7-2-2. Ручная подача на наклон .......................................................................................................................................... 86
6103-Е
3
СОДЕРЖАНИЕ
РАЗДЕЛ 8. ФУНКЦИЯ HI-G В РЕЖИМЕ МАЛОЙ ВИБРАЦИИ ............................................................................ 87
8-1. Обзор ............................................................................................................................................................... 87
8-2. Обзор спецификаций ..................................................................................................................................... 87
8-3. Параметры .................................................................................................................................................... 87
8-3-1. Бит дополнительного параметра ЧПУ № 67 бит 0 .................................................................................................. 87
8-3-2. Бит дополнительного параметра ЧПУ № 67 бит 5 .................................................................................................. 87
8-3-3. Системные параметры .............................................................................................................................................. 88
РАЗДЕЛ 9. ФУНКЦИЯ СОКРАЩЕНИЯ ВРЕМЕНИ ФИКСИРОВАННОГО ЦИКЛА ....................................................... 89
9-1. Обзор ............................................................................................................................................................... 89
9-2. Оптимальное управление в заданном положении ................................................................................... 89
9-2-1. Дополнительные параметры ................................................................................................................................... 89
9-2-2. Включение/выключение оптимального IN-P контроля.......................................................................................... 90
9-2-3. Применение............................................................................................................................................................... 90
9-3. Пропуск шага команды вращения шпинделя (М03) .................................................................................. 92
9-3-1. Пропуск установленного шага команды вращения шпинделя (М03) ................................................................... 92
9-4. Пропуск шага команды начальной позиции координаты R при вводе следующей команды ............... 92
9-4-1. Активация/деактивация функции пропуска шага команды установки позиции R координаты при выводе
последующей команды ...................................................................................................................................................... 93
9-5. Активация/деактивация команды остановки вращения (М05) в координате Z в нижней части
отверстия G74/G84 ............................................................................................................................................. 93
РАЗДЕЛ 10. ФУНКЦИЯ КОМПЕНСАЦИИ РАЗВЕРНУТОГО УГЛА ........................................................................ 94
10-1. Обзор ............................................................................................................................................................. 94
10.2. Экраны настройки параметров ................................................................................................................ 95
10.2.1. Параметры компенсации развернутого угла ........................................................................................................ 95
10.2.2. Значения компенсации развернутого угла ............................................................................................................ 98
10-3. Ошибки ......................................................................................................................................................... 99
РАЗДЕЛ 11. ФУНКЦИЯ ОТОБРАЖЕНИЯ НАГРУЗКИ ПРИСПОСОБЛЕНИЯ ........................................................... 100
11-1. Обзор ........................................................................................................................................................... 100
11-2. Детали спецификации .............................................................................................................................. 100
11-2-1. Вывод нагрузки приспособления......................................................................................................................... 100
11-2-2. Вычисление выведенной нагрузки приспособления ......................................................................................... 100
11-2-3. Применение с функцией простого контроля нагрузки ...................................................................................... 101
11-2-4. Применение с функцией контроля крутящего момента синхронизированного нарезания резьбы метчиком
............................................................................................................................................................................................ 102
11-2-5. Отображение экранов .......................................................................................................................................... 103
11-2-6. Бит дополнительного параметра ЧПУ ................................................................................................................. 104
РАЗДЕЛ 12. КОМАНДА БОЛЕЕ КОРОТКОЙ ТРАЕКТОРИИ ДЛЯ ПОВОРОТНОГО СТОЛА ......................................... 105
12.1. Обзор ........................................................................................................................................................... 105
12-2. Команды ..................................................................................................................................................... 105
12-3. Параметры ................................................................................................................................................ 106
РАЗДЕЛ 13. ВТОРОЙ ФИКСИРОВАННЫЙ ЦИКЛ СВЕРЛЕНИЯ ГЛУБОКИХ ОТВЕРСТИЙ........................................... 107
13-1. Обзор ........................................................................................................................................................... 107
13-2. Второй фиксированный цикл сверления глубоких отверстий (G281)................................................ 107
13-3. Дополнение ................................................................................................................................................ 110
13-4. Сообщения о неполадках ........................................................................................................................................ 112
РАЗДЕЛ 14. ФУНКЦИЯ СИНХРОНИЗИРОВАННОГО НАРЕЗАНИЯ РЕЗЬБЫ МЕТЧИКОМ В ГЛУБОКИХ ОТВЕРСТИЯХ ....... 114
14-1. Обзор ........................................................................................................................................................... 114
14-2. Цикл нарезания резьбы метчиком в глубоких отверстиях на высокой скорости ........................... 114
14-2-1. Формат команды ................................................................................................................................................... 114
14-2-2. Операции ............................................................................................................................................................... 117
14-3. Цикл нарезания резьбы метчиком в глубоких отверстиях................................................................. 119
14-3-1. Система команды .................................................................................................................................................. 119
14.3.2. Операции................................................................................................................................................................ 122
14-4. Параметры ................................................................................................................................................ 126
14-5. Дополнение ................................................................................................................................................ 127
14-6. Функция непрерывного синхронизированного нарезания резьбы метчиком .................................... 127
14-7. Функция контроля вращающего момента при синхронизированном нарезании резьбы метчиком
.............................................................................................................................................................................. 127
14-8. Сообщение о неполадке ............................................................................................................................ 128
14-8-1. Сообщение о неполадке В.................................................................................................................................... 128
6103-Е
4
СОДЕРЖАНИЕ
РАЗДЕЛ 15. ФУНКЦИЯ НАРЕЗАНИЯ РЕЗЬБЫ G33 ...................................................................................... 130
15-1. Обзор ........................................................................................................................................................... 130
15-2. Команда программирования .................................................................................................................... 130
15-2-1. Формат программирования ................................................................................................................................. 130
15-2-2. Взаимосвязь между скоростью шпинделя и шагом резьбы .............................................................................. 131
15-2-3. Пример программы нарезания резьбы............................................................................................................... 131
15-3. ПАРАМЕТРЫ ............................................................................................................................. 132
15-4. Примечания для использования функции нарезания резьбы ............................................................... 133
15-5. Сообщения о неполадках .......................................................................................................................... 134
15-5-1. Сообщение о неполадке А ................................................................................................................................... 134
15-5-2. Сообщение о неполадке В.................................................................................................................................... 134
15-5-3. Сообщение о неполадке D ................................................................................................................................... 137
РАЗДЕЛ 16. РРС ДЛЯ УСТРОЙСТВА АВТОМАТИЧЕСКОЙ СМЕНЫ С НЕСКОЛЬКИМИ СТАНЦИЯМИ (ДЛЯ СЕРИЙ MA-800H
/ MILLAC-VH) .................................................................................................................................. 138
16-1. Введение ..................................................................................................................................................... 138
16-2. Процедуры операций цикла РРС ............................................................................................................... 139
16-3. Создание программы обработки для цикла РРС ................................................................................... 139
16-3-1. Создание программы обработки для замены поддона..................................................................................... 140
16-3-2. Создание программы обработки для цикла РРС ................................................................................................ 140
16-4. Панель управления РРС ............................................................................................................................. 140
16-4-1. Сенсорная панель ................................................................................................................................................. 141
16-4-2. Переключение режима РРС.................................................................................................................................. 146
16-4-3. Переключение графика ........................................................................................................................................ 146
16-4-4. Переключатель перемещения EMPTY PALLET ..................................................................................................... 147
16-4-5. Переключатель IN ................................................................................................................................................. 147
16-4-6. Переключатель OUT .............................................................................................................................................. 147
16-4-7. Переключатель PPC CYCLE START/переключатель CYCLE START ........................................................................ 148
16-4-8. Переключатель EMG. STOP ................................................................................................................................... 149
16-4-9. Переключатель RESTART ....................................................................................................................................... 149
16-5. Подвод поддонов ....................................................................................................................................... 150
16-5-1. Выполнение подвода при помощи автоматического графика или графика ожидания .................................. 151
16-5-2. Подвод поддона по графику прерывания ........................................................................................................... 153
16-5-3. Перемещение пустого поддона ........................................................................................................................... 157
16-5-4. Подвод при выключенном РРС ............................................................................................................................ 159
16-6. Выведение поддонов ................................................................................................................................. 161
16-6-1. Вывод поддона при включенном или выключенном РРС ................................................................................. 162
16-7. Присваивание номеров поддонов в программе обработки с циклом PPC .......................................... 164
16-7-1. Процедуры присваивания .................................................................................................................................... 164
16-8 Редактирование графика обработки ..................................................................................................... 167
16-8-1. Перемещение графиков обработки..................................................................................................................... 168
16-8-2. Добавление графиков обработки ........................................................................................................................ 169
16-8-3. Поиск графика обработки ..................................................................................................................................... 170
16-8-4. Удаление графика обработки .............................................................................................................................. 170
16-8-5. Изменение атрибута графика............................................................................................................................... 171
16-9. Программа обработки и системные переменные................................................................................ 172
16-9-1. От VPLDT *1+ до VPLDT [12]/VPPCP ........................................................................................................................ 172
16-9-2. VPLNO ..................................................................................................................................................................... 175
16-10. Настройка системных параметров техобслуживания .................................................................... 176
16-10-1. Настройка данных на экране SETUP, MAC-INT. PNO. SET ................................................................................. 176
16-10-2. Настройка данных на экране *PALLET CARRIER NO.-PALLET NO. TABLE] .......................................................... 177
16-11. Проверка состояния системы РРС ........................................................................................................ 179
16-12. Команда NP .............................................................................................................................................. 180
16-13. Операция DNC-B/DNC-DT ......................................................................................................................... 180
16-13-1. Экран установки параметров ............................................................................................................................. 180
16-13-2. Работа DNC-B из РРС ........................................................................................................................................... 181
16-3-3. Работа DNC-DT из РРС ........................................................................................................................................... 182
16-14. Ошибки, отображаемые на панели управления РРС .......................................................................... 183
16-14-1. Ошибка при выполнении операции подвода ................................................................................................... 183
16-14-2. Ошибки при выполнении операции вывода .................................................................................................... 183
16-14-3. Прочие ошибки.................................................................................................................................................... 183
16-14-4. Ошибки, относящиеся к блокировке АРС .......................................................................................................... 184
16-14-5. Вывод неполадки D вместе с системной ошибкой управления РРС ............................................................... 186
6103-Е
5
СОДЕРЖАНИЕ
16-15. Сформированные неполадки .................................................................................................................. 187
16-16. Список параметров................................................................................................................................. 189
РАЗДЕЛ 17. ФУНКЦИЯ ПРОГРАММЫ ПРЕРЫВАНИЯ ................................................................................... 190
17-1. Обзор ........................................................................................................................................................... 190
17-2. Описание ..................................................................................................................................................... 190
17-3. Параметр ................................................................................................................................................... 192
17-4. Код М........................................................................................................................................................... 192
17-5. Ошибка ....................................................................................................................................................... 193
17-6. Неполадка................................................................................................................................................... 193
РАЗДЕЛ 18. ФУНКЦИЯ УПРАВЛЕНИЯ ТРАЕКТОРИЕЙ ШПИНДЕЛЯ .................................................................. 195
18-1. Обзор ........................................................................................................................................................... 195
18-2. Названия осей ............................................................................................................................................ 195
18-3. Управление траекторией шпинделя включено/выключено ................................................................ 196
18-4. Значения коррекции на шпиндель ........................................................................................................... 197
18-4-1. Экран установки .................................................................................................................................................... 197
18-4-2. Установка значений коррекции на угол наклона шпинделя ............................................................................. 198
18-5. Перемещение шпинделя во время управления его траекторией ....................................................... 200
18-5-1. Команды управления программами ................................................................................................................... 200
18-5-2. Показания .............................................................................................................................................................. 200
18-5-3. Установка данных.................................................................................................................................................. 200
18-5-4. Другие функции ..................................................................................................................................................... 201
18-6. Параметры ................................................................................................................................................ 202
18-7. Неполадки................................................................................................................................................... 202
18-7-1. Неполадка Р ........................................................................................................................................................... 202
18-7-2. Неполадка В ........................................................................................................................................................... 203
РАЗДЕЛ 19. 100/20 НАБОРОВ МАКРОКОМАНД КОДА G/M ....................................................................... 205
19-1. Обзор ........................................................................................................................................................... 205
19-2. Подробная информация ............................................................................................................................ 205
19-2-1. Количество дополнительных макрокоманд кода G/M ...................................................................................... 205
19-2-2. Изменение числа дополнительных макрокоманд ............................................................................................. 206
19-3. Экраны установки параметра (Экраны установки макрокоманд кода G/M) ................................... 207
РАЗДЕЛ 20. ФУНКЦИЯ ПРОГНОЗИРОВАНИЯ СТОЙКОСТИ РЕЖУЩЕГО ИНСТРУМЕНТА ........................................ 209
20-1. Обзор ........................................................................................................................................................... 209
20-2. Функция....................................................................................................................................................... 209
20-2-1. Прогнозирование стойкости режущего инструмента ........................................................................................ 209
20-3. Неполадка................................................................................................................................................... 211
20-3-1. Неполадка D .......................................................................................................................................................... 211
РАЗДЕЛ 21. ФУНКЦИЯ ПРЕДУПРЕЖДЕНИЯ О СРОКЕ СЛУЖБЫ ИНСТРУМЕНТА .................................................. 212
21-1. Обзор ........................................................................................................................................................... 212
21-2. Функция....................................................................................................................................................... 212
21-2-1. Предупреждение о сроке службы инструмента ................................................................................................. 212
21-3. Неполадка................................................................................................................................................... 213
21-3-1. Неполадка С ........................................................................................................................................................... 213
РАЗДЕЛ 22. СПЕЦИФИКАЦИЯ СТАНЦИИ МНОГОКРАТНОЙ ЗАГРУЗКИ PPC....................................................... 214
22-1. Обзор ........................................................................................................................................................... 214
22-2. Содержание ................................................................................................................................................ 214
22-2-1. Загрузка .................................................................................................................................................................. 215
22-2-2. Загрузка пустой палеты......................................................................................................................................... 215
22-2-3. Извлечение ............................................................................................................................................................ 215
22-2-4. Отображение состояния системы РРС ................................................................................................................. 216
22-3. Ошибки, отображенные на панели РРС ................................................................................................. 216
РАЗДЕЛ 23. РАДИУС ОКРУЖНОСТИ И ФУНКЦИЯ ПРОВЕРКИ ЗНАЧЕНИЯ КОРРЕКЦИИ ВО ВРЕМЯ КОРРЕКЦИИ НА РАДИУС
РЕЖУЩЕГО ИНСТРУМЕНТА ................................................................................................................... 217
23-1. Обзор ........................................................................................................................................................... 217
23-2. Неполадка................................................................................................................................................... 218
РАЗДЕЛ 24. ФУНКЦИЯ ЗАДАЧИ ПОЛЬЗОВАТЕЛЯ 3 .................................................................................... 219
24-1. Безусловный переход (оператор GOTO) ................................................................................................. 219
24-2. Обусловленный переход (оператор IF) ................................................................................................... 219
24-3. Повторение (оператор WHILE) ............................................................................................................... 220
6103-Е
6
СОДЕРЖАНИЕ
24-2. Неполадка................................................................................................................................................... 222
РАЗДЕЛ 25. ФУНКЦИЯ РУЧНОГО ВЫБОРА ПОДАЧИ ПОД УГЛОМ/ФУНКЦИЯ ПОДАЧИ ПО ОКРУЖНОСТИ ................ 224
25-1. Обзор ........................................................................................................................................................... 224
25-2. Функция ручной подачи под углом ........................................................................................................... 224
25-2-1. Обзор операции .................................................................................................................................................... 224
25-2-2. Процедура ............................................................................................................................................................. 225
25-2-3. Примечания ........................................................................................................................................................... 231
25-3. Функция ручной подачи по окружности ................................................................................................. 232
25-3-1. Обзор операции .................................................................................................................................................... 232
25-3-2. Процесс .................................................................................................................................................................. 233
25-3-3. Примечания ........................................................................................................................................................... 239
25-4. Операции с функцией воспроизведения .................................................................................................. 240
25-4-1. Обзор операции .................................................................................................................................................... 240
25-4-2. Процесс .................................................................................................................................................................. 242
РАЗДЕЛ 26. ОСЬ В I/L С ДВУМЯ ПОВОРОТНЫМИ СТОЛАМИ ....................................................................... 244
26-1. Обзор ........................................................................................................................................................... 244
26-2. Параметры установки ............................................................................................................................. 244
26-3. Функция блокировки оси В ........................................................................................................................ 245
26-3-1. Ограничение вращения оси В (когда ось 5 или ось 6, или обе оси подключены) ........................................... 246
26-3-2. Ограничение вращения оси с большим числом оборотов (ни 5-я, ни 6-я ось не подключена, и в
дополнительном параметре (бите) ЧПУ №39, бит 4 установлена "1") ......................................................................... 247
26-3-3. Ограничение вращения оси с неограниченным числом оборотов (ни 5-я, ни 6-я ось не подключена, и в
дополнительном параметре (бите) ЧПУ №39, бит 4 установлен "0") ........................................................................... 247
26-3-4. Примечания к блокировке оси В ......................................................................................................................... 247
26-4. Спецификации оси с большим числом оборотов ................................................................................... 249
26-5. Неполадки................................................................................................................................................... 250
РАЗДЕЛ 27. ФУНКЦИЯ БЛОКИРОВКИ ВРАЩЕНИЯ ОСИ В............................................................................. 252
27-1. Обзор ........................................................................................................................................................... 252
27-2. Установки параметра ............................................................................................................................. 252
27-3. Контроль на отсутствие столкновений .............................................................................................. 254
27-3-1. Блокировка в автоматическом режиме работы или в режиме ручного ввода данных .................................. 254
27-3-2. Блокировки при ручной подаче ........................................................................................................................... 255
27-3-3. Блокировка в команде ручной подачи ................................................................................................................ 255
27-4. Неполадки................................................................................................................................................... 256
27-4-1. Неполадка А........................................................................................................................................................... 256
27-4-2. Неполадка В ........................................................................................................................................................... 256
РАЗДЕЛ 28. ТЕХНИЧЕСКИЕ УСЛОВИЯ НА ДОПОЛНИТЕЛЬНУЮ ПАНЕЛЬ УПРАВЛЕНИЯ УСТРОЙСТВОМ АТС
(АВТОМАТИЧЕСКАЯ СМЕНА ИНСТРУМЕНТОВ) ........................................................................................... 258
28-1. Обзор ........................................................................................................................................................... 258
28-2. Ручная панель управления магазином .................................................................................................... 259
28-2-1. Ручная панель управления магазином: стандартный магазин и мультимагазин ............................................ 259
28-2-2. Ручная работа магазина: Матричный магазин (MA-400H) ................................................................................. 260
28-2-3. Ручная работа магазина: матричный магазин (с захватным устройством для подготовки следующего
инструмента) ...................................................................................................................................................................... 261
28-3. Ручная работа магазина .......................................................................................................................... 264
28-3-1. Индексирование магазина (стандартный магазин или мультимагазин).......................................................... 264
28-3-2. Работа магазина в ручном режиме (матричный магазин *MA-400H]) .............................................................. 265
28-3-3. Работа магазина в ручном режиме (матричный магазин с захватным приспособлением для подготовки
следующего инструмента) ................................................................................................................................................ 265
28-4. Сенсорная панель ...................................................................................................................................... 266
28-4-1. Конфигурация окна ............................................................................................................................................... 266
28-4-2. Подробная информация об окнах ....................................................................................................................... 267
28-5. Список ошибок ........................................................................................................................................... 284
28-5-1. Ошибки, связанные с вводом на сенсорной панели .......................................................................................... 284
28-5-2. Ошибки матричного магазина, связанные с командами вызова и хранения .................................................. 284
28-5-3. Ошибки матричного магазина, связанные с операцией вызова или хранения ............................................... 285
28-6. Бит ввода/вывода ..................................................................................................................................... 286
28-6-1. Бит ввода ............................................................................................................................................................... 286
28-6-2. Бит вывода ............................................................................................................................................................. 287
РАЗДЕЛ 29. ФУНКЦИЯ ОПРЕДЕЛЕНИЯ НУЛЕВОЙ НАГРУЗКИ ПРИ ПОЛОМКЕ ИНСТРУМЕНТА ................................ 288
29-1. Обзор ........................................................................................................................................................... 288
6103-Е
7
СОДЕРЖАНИЕ
29-2. Подробная информация ............................................................................................................................ 288
29-2-1. Установка параметра ............................................................................................................................................ 289
29-2-2. Системные переменные ....................................................................................................................................... 291
29-2-3. Команды М ............................................................................................................................................................ 292
29-2-4. Способы контроля нулевой нагрузки на шпинделе ........................................................................................... 295
29-2-5. Постоянный цикл .................................................................................................................................................. 297
29-3. Список неполадок ...................................................................................................................................... 306
29-3-1. Неполадка А........................................................................................................................................................... 306
29-3-2. Неполадка В........................................................................................................................................................... 306
29-3-3. Неполадка С ........................................................................................................................................................... 307
РАЗДЕЛ 30. УСТАНОВКА ПЕРЕКЛЮЧЕНИЯ ОСИ С ОГРАНИЧЕННЫМ УГЛОМ ПОВОРОТА В ПАРАМЕТРЕ ................... 308
30-1. Обзор ........................................................................................................................................................... 308
РАЗДЕЛ 31. ПОВТОРНОЕ ВЫЧИСЛЕНИЕ ФУНКЦИИ КОМАНДЫ КООРДИНАТЫ .................................................. 309
31-1. Обзор ........................................................................................................................................................... 309
31-2. Неполадка................................................................................................................................................... 309
31-2-1. Неполадка В ........................................................................................................................................................... 309
РАЗДЕЛ 32. ФАКТИЧЕСКОЕ ПОЛОЖЕНИЕ, ОТОБРАЖЕННОЕ В ФУНКЦИИ ЛОКАЛЬНОЙ СИСТЕМЫ КООРДИНАТ ........ 310
32-1. Обзор ........................................................................................................................................................... 310
32-2. Подробные технические характеристики ............................................................................................ 310
32-2-1. Параметр................................................................................................................................................................ 310
32-2-2. Экраны, поддерживающие данную функцию .................................................................................................... 310
32-3. Дополнение ................................................................................................................................................ 312
РАЗДЕЛ 33. ФУНКЦИЯ ЦИКЛА ПОДАЧИ МАСЛЯНОГО ТУМАНА .................................................................... 313
33-1. Обзор ........................................................................................................................................................... 313
33-2. Функция....................................................................................................................................................... 313
33-2-1. Включение/выключение режима цикла масляного тумана .............................................................................. 313
32-2-2. Подробная информация ....................................................................................................................................... 313
33-2-3. Параметр................................................................................................................................................................ 314
РАЗДЕЛ 34. СПЕЦИФИКАЦИЯ НА НЕСКОЛЬКИХ ЯЗЫКАХ ............................................................................. 315
34-1. Обзор ........................................................................................................................................................... 315
34-2. Процедура переключения языков ............................................................................................................ 315
РАЗДЕЛ 35. УСТАНОВКА ВЕСА ЗАГОТОВКИ .............................................................................................. 316
35-1. Обзор ........................................................................................................................................................... 316
35-2. Функция....................................................................................................................................................... 316
35-2-1. Установка веса заготовки (повторная загрузка ЧПУ не требуется).................................................................... 316
35-2-2. Установка веса заготовки (необходим сброс или повторная загрузка ЧПУ) .................................................... 316
35-2-3. Время включения и выключения ограничителя хода (тормоза) ....................................................................... 317
35-3. Установка параметров и экраны ........................................................................................................... 317
РАЗДЕЛ 36. ФУНКЦИЯ ИНДЕКСИРОВАНИЯ ОСИ В ДЛЯ MILLAC 1000VH ...................................................... 319
36-1. Технические условия .................................................................................................................................. 319
РАЗДЕЛ 37. ФУНКЦИЯ ВЫБОРА ПРОВЕРКИ УСТАНОВКИ ЗАДАННОГО ПОЛОЖЕНИЯ .......................................... 320
37-1. Обзор ........................................................................................................................................................... 320
37-2. Установка параметра ............................................................................................................................. 320
37-3. Системная переменная ............................................................................................................................ 321
37-4. Ввод/вывод параметра ............................................................................................................................ 321
РАЗДЕЛ 38. ФУНКЦИЯ РУЧНОГО ПРОПУСКА ............................................................................................ 322
38-1. Обзор ........................................................................................................................................................... 322
38-2. Функции ...................................................................................................................................................... 322
РАЗДЕЛ 39. ФУНКЦИЯ ОТВОДА ОСИ ПОДАЧИ .......................................................................................... 324
39-1. Обзор ........................................................................................................................................................... 324
39-2. Подробная информация о функции ......................................................................................................... 324
39-2-1. Установка параметров на экране отвода оси подачи ........................................................................................ 324
39-2-2. Команда управления программой ...................................................................................................................... 326
39-2-3. В случае, когда отвод не выполняется ................................................................................................................ 327
39-2-4. Текущее положение после отвода ...................................................................................................................... 327
РАЗДЕЛ 40. ПРОГНОЗИРОВАНИЕ СТОЙКОСТИ СПЕЦИАЛЬНОГО РЕЖУЩЕГО ИНСТРУМЕНТА/ПРЕДУПРЕДИТЕЛЬНАЯ
ФУНКЦИЯ СТОЙКОСТИ СПЕЦИАЛЬНОГО ИНСТРУМЕНТА .............................................................................. 328
40-1. Прогнозирование стойкости специального режущего инструмента .............................................. 328
40-1-1.Функция .................................................................................................................................................................. 328
6103-Е
8
СОДЕРЖАНИЕ
40-2. Предупреждение о сроке службы специального режущего инструмента ........................................ 330
40-2-1. Функция ................................................................................................................................................................. 330
РАЗДЕЛ 41. КОРРЕКЦИЯ ПЕРЕМЕННОГО МЕРТВОГО ХОДА .......................................................................... 331
41-1. Обзор ........................................................................................................................................................... 331
41-2. Экраны установки ..................................................................................................................................... 331
41-2-1. Данные установки ................................................................................................................................................. 332
41-2-2. Подробные данные установки ............................................................................................................................. 334
41-3. Функциональные клавиши ........................................................................................................................ 335
41-3-1. Переключение оси *F4] ......................................................................................................................................... 335
41-3-2. Перенос данных [F5] ............................................................................................................................................. 335
41-4. Системная переменная ............................................................................................................................ 336
41-5. Отображение значения коррекции в режиме коррекции изменчивого холостого хода .................. 336
41-6. Ввод/вывод параметра ............................................................................................................................ 337
41-7. Процесс установки значений коррекции ................................................................................................ 338
РАЗДЕЛ 42. ФУНКЦИЯ ОБСЛУЖИВАНИЯ ДЛЯ ПОЛЬЗОВАТЕЛЯ ..................................................................... 345
42-1. Обзор ........................................................................................................................................................... 345
42-2. Подробная информация о функции ......................................................................................................... 345
42-2-1. Установка параметра на экране техобслуживания пользователя .................................................................... 345
42-2-2. Режим замены ....................................................................................................................................................... 348
42-2-3. Файл определения техобслуживания пользователя .......................................................................................... 349
42-2-4. Неполадка .............................................................................................................................................................. 350
РАЗДЕЛ 43. ФУНКЦИЯ АВАРИЙНОГО ПРЕДЕЛА В ПРОГРАММЕ .................................................................... 351
43-1. Обзор ........................................................................................................................................................... 351
43-2. Подробная информация о функции ......................................................................................................... 351
43-2-1. Экран PARAMETER ................................................................................................................................................. 351
43-2-2. Неполадка .............................................................................................................................................................. 353
6103-Е
9
РАЗДЕЛ 1. ФУНКЦИЯ ПРОДОЛЬНОГО ТОЧЕНИЯ
РАЗДЕЛ 1. ФУНКЦИЯ ПРОДОЛЬНОГО ТОЧЕНИЯ
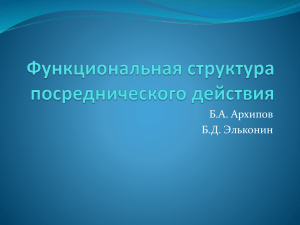
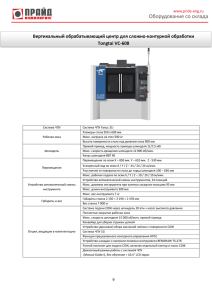
1-1. ОБЗОР
С помощью функции продольного точения осуществляется резание на
обрабатывающем центре путем синхронизации кругового движения оси подачи с
углом поворота шпинделя (контроль положения режущей кромки инструмента).
(1) Инструмент поворачивается благодаря синхронизации высокоскоростного
кругового движения осей подачи Х и Y и угла поворота шпинделя; положение
режущей кромки токарного резца контролируется таким образом, чтобы кромка
располагалась перпендикулярно поверхности заготовки.
(2) Конфигурация поперечного сечения управляется осями Z-X, как в программе
точения. Ось Х управляется радиусом непрерывного кругового движения осей XY.
Вышеперечисленные свойства позволяют выполнять точение цилиндрических
заготовок, а также конусов внутреннего/внешнего диаметров на обрабатывающих
центрах.
Центр шпинделя
Круговое движение
Траектория центра шпинделя
Синхронизация Z
Траектория центра
шпинделя
Центр кругового движения
Круговое
движение
Рисунок 1-1. Пример продольного точения конуса внутреннего диаметра
6103-Е
10
РАЗДЕЛ 1. ФУНКЦИЯ ПРОДОЛЬНОГО ТОЧЕНИЯ
1-2. ПРОГРАММА ФУНКЦИИ ПРОДОЛЬНОГО ТОЧЕНИЯ
(1) Программа может управляться тем же способом, что и для точения на токарном
станке, в соответствии с программой точения (Z-X).
Если центр осей (0, 0) является началом координат системы координат
заготовки:
- непрерывное круговое движение может быть задано в месте расположения
шпинделя;
- могут быть заданы размеры оси подачи (Z) и радиус (Х).
(2) Список команд
В приведенной ниже таблице указан список команд для продольного точения.
G-код
G148
G149
G164
G165
G166
Описание команды
Отключение команды продольного точения (управление положением шпинделя отключено).
Включение команды продольного точения (управление положением шпинделя включено).
С помощью данного G-кода выполняется перевод станка в режим продольного точения.
С помощью команды G165 (G166) шпиндель индексируется под определенным углом от
положительного направления оси Х.
Команда для остановки непрерывного кругового движения продольного точения.
Команда для запуска непрерывного кругового движения продольного точения по часовой стрелке
(CW).
Команда для запуска непрерывного кругового движения продольного точения против часовой
стрелки (СCW).
Режим и цикл распознаются, как показано ниже:
В режиме
В цикле
В режиме продольного точения (G149 – G148)
В цикле продольного точения (G165 (G166) – G164)
6103-Е
11
РАЗДЕЛ 1. ФУНКЦИЯ ПРОДОЛЬНОГО ТОЧЕНИЯ
(3) Метод управления
- G148:
отключение функции продольного точения и управления
положением шпинделя.
- G149 [E_]:
включение функции продольного точения и управления
положением шпинделя.
Положение шпинделя управляется таким образом, что он
движется в направлении траектории перемещения X-Y.
Введите Е-команду, чтобы направить шпиндель в положительном
направлении Х (первоначальное направление шпинделя 0°).
ЧПУ осуществляет контроль угла шпинделя таким образом, что
режущая кромка инструмента индексируется под определенным
углом из положительного направления оси Х.
Е:
ввод значения смещения оси С.
Укажите значение смещения оси С для каждого инструмента.
Командный диапазон: 0,000 – 359,999°.
(Если значение команды больше 360°, оно округляется до угла в
пределах 360°).
В
случае
пропуска
Е-команды
используются
данные,
установленные в дополнительном параметре ЧПУ (длинное
слово) №29.
[Дополнение]
Введите значение смещения оси С, когда перемещение оси Х в положительном
направлении равно 0 градусов с дополнительным параметром ЧПУ (длинное слово)
№29. Установите минимальное значение, согласно коду спецификации VAC.
- G146:
- G165 Х_[Z_]S_:
Х:
Z:
S:
остановка непрерывного кругового движения, заданного с
помощью G165 (G166) на исходной оси Х.
непрерывное круговое движение осуществляется по часовой
стрелке по оси Х и Y с расстоянием от исходной точки до
центра начала координат заготовки, установленного в
качестве радиуса.
ошибка В возникает в случае отсутствия заданной команды
оси Х с исходным положением для непрерывного кругового
движения, установленным в качестве радиуса.
ошибка не возникает, даже в случае отсутствия заданной
команды оси Z для исходного положения для непрерывного
кругового движения.
заданное (об/мин (=мин-1)) значение команды S становится
действительным с установленной скоростью непрерывного
кругового движения только при условии одновременного
использования G165.
6103-Е
12
РАЗДЕЛ 1. ФУНКЦИЯ ПРОДОЛЬНОГО ТОЧЕНИЯ
[Дополнение]
Ошибка В возникает, если выбранная плоскость не является плоскостью Z-X (G18),
текущее положение не находится на оси Х (Y≠0), либо в том же блоке отсутствует
команда S.
Ошибка В также возникает при установке команды для оси, кроме Х или Z. Нельзя
задать команду в один микрометр.
Любое значение, которое не может быть разделено на минимальную единицу
команды – микрон, будет округлено.
Когда значение команды Х133 µм:
→ Радиус непрерывного кругового движения равен Х66 µм.
Когда значение команды Х133 мм:
→ Радиус непрерывного кругового движения равен Х66,5 мм. → Х66500 µм.
- G166 Х_[Z_]S_:
непрерывное круговое движение осуществляется против
часовой стрелки по оси Х и Y с расстоянием от исходной
точки до центра начала координат заготовки, установленного
в качестве радиуса. Остальные данные те же, что и для
G165.
(4) Пример команд программы.
Пример 1. Продольное точение с помощью команды подача/мин.
G00 X100 Y50
G149 E0.025 Включение режима продольного точения и управления положением
шпинделя.
Движение шпинделя в положительном направлении оси Х (значение
смещения оси С равно 0,025°).
G18
Выбор плоскости Z-X.
G00 X0 Y0
Позиционирование к центру радиуса обработки заготовки (начало
координат выбранной рабочей системы координат).
G189 X1 H2 Второе смещение длины инструмента включено.
(обратитесь к руководству по эксплуатации за информацией о
функции второго смещения длины инструмента).
G41 D2
Коррекция на радиус режущей кромки включена.
(Функции коррекции на радиус режущей кромки смотрите в
руководстве по эксплуатации).
G165 X100 Z0 S50
Запуск цикла продольного точения (по часовой стрелке).
Позиционирование исходного положения непрерывного
кругового движения Х50Z0.
Запуск непрерывного кругового движения при радиусе 50
мм и 50 об/мин.
G01 Z50 F50 Точение до -50 мм в направлении оси Z на скорости 50 мм/мин.
Х80
Позиционирование в следующее положение обработки отверстий.
Непрерывное круговое движение радиусом 40 мм.
Х70 Z-110
Точение до -110 мм в направлении оси Z на скорости 50 мм/мин и
одновременное уменьшение радиуса непрерывного кругового
движения до 35 мм.
6103-Е
13
РАЗДЕЛ 1. ФУНКЦИЯ ПРОДОЛЬНОГО ТОЧЕНИЯ
G164
G40
G188
G148
Окончание цикла обточки и остановка непрерывного кругового
движения.
Коррекция радиуса режущей кромки отключена.
Второе смещение длины инструмента отключено.
Отключение режима продольного точения и управления положением
шпинделя.
М02
Пример 2. Продольное точение с помощью команды подача/об.
G00 X100 Y50
G149 E0
Включение режима продольного точения и управления положением
шпинделя.
Движение шпинделя в положительном направлении оси Х (значение
смещения оси С равно 0,000°).
G95 F5
Команда подача/об → скорость подачи: 5 [мм/об].
G18
Выбор плоскости Z-X.
G00 X0 Y0
Позиционирование к центру радиуса обработки заготовки (начало
координат выбранной в настоящий момент рабочей системы
координат).
G189 X1 H2 Второе смещение длины инструмента включено.
(обратитесь к руководству по эксплуатации за информацией о
функции второго смещения длины инструмента).
G41 D2
Коррекция радиуса режущей кромки включена.
(обратитесь к руководству по эксплуатации за информацией о
функции коррекции радиуса режущей кромки).
G165 X100 Z50 S50
Запуск цикла продольного точения (по часовой стрелке).
G01 Z100
Команда формы поперечного сечения (для нарезания резьбы).
- Позиционирование к исходному положению (точка Y0 в
положительном направлении Х).
- Точение А при 5 мм/об.
Х180
Увеличение радиуса непрерывного кругового движения для
временного отвода инструмента.
6103-Е
14
РАЗДЕЛ 1. ФУНКЦИЯ ПРОДОЛЬНОГО ТОЧЕНИЯ
Z50
Х98
Z100
G164
G40
G188
G148
- Позиционирование в начальную точку (точка Y0 в положительном
направлении оси Х)
Возврат оси Z (для повторного нарезания резьбы).
- Позиционирование к исходному положению (точка Y0 в
положительном направлении Х).
Сужение радиуса непрерывного кругового движения для возврата
инструмента после временного отвода.
- Позиционирование к исходному положению (точка Y0 в
положительном направлении Х).
Команда формы поперечного сечения (для нарезания резьбы).
Позиционирование к исходному положению (точка Y0 в
положительном направлении Х).
Окончание цикла продольной обточки и остановка непрерывного
кругового движения на оси Х.
Коррекция радиуса режущей кромки отключена.
Второе смещение длины инструмента отключено.
Отключение режима продольного точения и управления положением
шпинделя.
М02
[Дополнение]
1) Знак значения координаты по оси Х определяет положение оси Х, из которого
выполняется запуск неограниченной круговой интерполяции (посредством G165
или G166).
- При указании G165X100S50:
→ Станок запускает неограниченную круговую интерполяцию из положения (X, Y)
= (50, 0).
- При указании G165X-100S50:
→ Станок запускает неограниченную круговую интерполяцию из положения (X, Y)
= (-50, 0).
2) Примечания, касающиеся команды оси Х в команде формы.
a) Знак координатного значения оси Х определяет конечное положение оси Х в
команде формы.
- При указании G01Х50:
→ Данный блок завершается в положении (X, Y) = (25, 0).
- При указании G01Х-50:
→ Данный блок завершается в положении (X, Y) = (-25, 0).
b) При указании отрицательного значения в команде формы необходимо
соблюдать осторожность, во избежание столкновения шпинделя с заготовкой.
(5) Меры предосторожности
- Запустите коррекцию радиуса режущей кромки после включения функции
продольного точения (G149) и выполнения спецификации плоскости Z-X
(G18).
- Отключите коррекцию радиуса режущей кромки до отключения функции
продольного точения (G148).
6103-Е
15
РАЗДЕЛ 1. ФУНКЦИЯ ПРОДОЛЬНОГО ТОЧЕНИЯ
- Включите второе смещение длины инструмента до запуска команд
непрерывного кругового движения (G165, G166).
- Приостановка и одиночный кадр не действительны при непрерывном круговом
движении. При перезапуске движение замедляется и прекращается.
Поэтому шпиндель не всегда останавливается на оси Х.
- Приостановка и одиночный кадр не действительны для команды формы.
- Команда F (подача/об), включенная в команду формы, может быть изменена в
циклическом режиме.
- Ручная коррекция (рабочая подача/шпиндель) недействительна для
непрерывного кругового движения.
Заданная скорость равна 100%.
Ручная коррекция скорости подачи эффективна при выполнении команды
формы в цикле продольного точения в режиме подача/мин, но не эффективна
в цикле продольного точения в режиме подача/об.
- Ручное прерывание и перекрытие импульсной ручки недействительны в
режиме продольного точения.
- Ошибка В возникает при включении функции продольного точения (G149) во
время выполнения G95 (команда подача/об). Ошибка В также возникает в
случае выполнения команды G95 в режиме продольного точения.
- Ошибка В возникает в случае выполнения возврата последовательности в
режиме продольного точения.
- Поиск номера последовательности запрещен в режиме продольного точения
(т.к. невозможно определить, был ли выбран режим продольного точения).
Ошибка В возникает в случае выполнения любой из команд, приведенных ниже, в
режиме продольного точения.
- Команда фиксированного цикла
- Обработка области
- Вычисление координат
- Команда, относящаяся к системе координат заготовки (G15, G16, G92)
- G30 (исходное положение)
- М-код для замены инструмента
Ошибка В возникает в случае выполнения любой из нижеприведенных команд,
запрещенных в цикле продольного точения.
- G11 (параллельное/ вращательное движение фигуры)
- Функция копирования
- G51 (подъем/ опускание шкалы фигуры)
- G62 (программируемое зеркальное отображение)
- Зеркальное отображение SW
- G69 (наклонная координата включена)
Ошибка В возникает в случае указания любой из нижеприведенных команд в цикле
продольного точения.
- Команда оси Y
- Команды, кроме G01, G02 или G03
- Команда AG
6103-Е
16
РАЗДЕЛ 1. ФУНКЦИЯ ПРОДОЛЬНОГО ТОЧЕНИЯ
- Команда, при выполнении которой действительны М00 (остановка программы)
или М01 (остановка по требованию)
- Ошибка не возникает даже в случае указания команды G149 во время блокировки
станка.
- Ошибка В возникает при указании команды G149 при включенной функции
блокировки STM.
- Угловая скорость непрерывного кругового движения ограничивается, если
скорость подачи превышает определенный уровень, путем увеличения радиуса
непрерывного кругового движения в цикле продольного точения.
Ошибка D отображается на экране при ограничении угловой скорости.
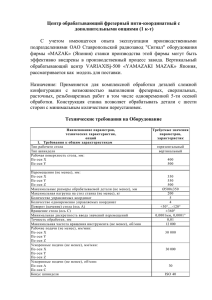
1-3. ЭКРАН ФАКТИЧЕСКОГО ПОЛОЖЕНИЯ ПРОДОЛЬНОГО ТОЧЕНИЯ
На экране фактического положения продольного точения отображается
конфигурация поперечного сечения в цикле продольного точения.
Данный экран появляется после нажатия клавиши перемещения по страницам во
время отображения экрана фактического положения.
При выполнении цикла продольного точения лампа TURNING CUT CYCLE,
находящаяся в верхнем правом углу экрана, загорается желтым цветом.
Отображается фактическое положение оси X в цикле продольного точения в
радиусе.
Рисунок 1-2. Экран фактического положения продольного точения
S
Скорость кругового движения на осях Х и Y
Со Выбранный номер координаты заготовки
Н
Номер смещения длины инструмента
Нх Номер второго смещения длины инструмента
D
Номер коррекции радиуса режущей кромки (номер коррекции
радиуса инструмента)
6103-Е
17
РАЗДЕЛ 1. ФУНКЦИЯ ПРОДОЛЬНОГО ТОЧЕНИЯ
[Дополнение]
Значение команды S, отображенное на других экранах фактического положения или
в данных кадра, является значением до выбора режима продольного точения.
Отображенное значение команды S остается неизменным даже после выбора цикла
продольного точения.
1-4. ФУНКЦИЯ СМЕЩЕНИЯ ИМПУЛЬСНОЙ РУЧКОЙ
Если во время обработки с использованием функции продольного точения возникла
проблема, такая как поломка инструмента, инструмент можно извлечь без отмены
функции продольного точения сбросом.
Коррекция импульсной ручкой во время режима продольного точения (G149 по
G148) доступны только по направлению оси Z. Это невозможно в направлении оси Х
(неограниченный круговой радиус).
Во время режима
Во время цикла
Процедуру коррекции импульсной ручкой смотрите в пункте "Коррекция ручной
импульсной ручкой".
Значение смещения включается в фактическое положение оси Z, отмечая галочкой
дополнительный параметр NC бит № 5 бит 7. Значение смещения не включено в ось
Х, несмотря на этот параметр.
[Дополнение]
1) Значение смещения импульсной ручкой равно "0" при включении и
выключении питания.
2) Настройкой THE MANUAL SHIFT (ACTUAL/TOTAL) дополнительного
параметра NC (AUTOSET AT NC RESET/POWER ON) определяется, должны
ли данные положения равняться "0" при сбросе ЧПУ.
6103-Е
18
РАЗДЕЛ 1. ФУНКЦИЯ ПРОДОЛЬНОГО ТОЧЕНИЯ
1-5. СПИСОК СООБЩЕНИЙ ОБ ОШИБКАХ
1279 Alarm A Axis movement prohibition
Ось Х не располагается в пределах 10 мм от нуля станка при перемещении оси В.
Сигнал подтверждения открывания дверцы отключен.
Ось Z не располагается в пределах 50 мм от положительного предела при
перемещении оси В.
Либо перемещение оси Х или Y было заблокировано в цикле продольного точения.
[Индекс]
AXIS
[Строка символов]
Отсутствует
[Код]
100→ перемещение оси Х или Y было по какой-либо причине заблокировано в цикле
продольного точения, а бесконечная круговая интерполяция была замедлена и
остановлена.
2253 Alarm B Data word: axis command
Указанное значение команды оси находится за пределами допустимого диапазона,
либо является неверным.
[Индекс]
Отсутствует
[Строка символов]
Отсутствует
[Код]
2000→ при указании команды запуска непрерывных круговых движений (G165/G166)
значение оси Y не равняется 0 в системе координат заготовки.
[Возможные местоположения неполадки]
Значение команды оси в программе ЧПУ.
2260 Alarm B Data word: mirror image
Команда включения зеркального отображения указана в режиме или цикле, когда
подобная смена режима невозможна.
[Индекс]
Отсутствует
[Строка символов]
Отсутствует
[Код]
3→ выполняется цикл продольного точения.
[Возможные местоположения неполадки]
Ошибка программирования.
[Необходимые меры]
Исправьте программу.
6103-Е
19
РАЗДЕЛ 1. ФУНКЦИЯ ПРОДОЛЬНОГО ТОЧЕНИЯ
2262 Alarm B Data word: spec code
Запрограммирован код, не используемый в выбранных спецификациях.
Указаны команды, которые не могут быть выполнены одновременно.
[Индекс]
Отсутствует.
[Строка символов]
Отсутствует.
[Код]
39→ указаны G148 или G149, несмотря на то, что функция продольного точения не
была выбрана.
[Возможные местоположения неполадки]
Ошибка программирования или ошибка кода спецификации.
[Необходимые меры]
Откорректируйте команду в программе ЧПУ в соответствии с указанием
вышеприведенного кода.
2263 Alarm B Data word: G code
Команда G-кода неверна.
[Индекс]
Отсутствует.
[Строка символов]
Отсутствует.
[Код]
4→ команда исходного положения (G30) указана в режиме, отличном от
оптимального рабочего режима.
5→ рабочая система координат установлена (посредством G92) в режиме, отличном
от оптимального рабочего режима.
40→ предпринята попытка параллельного или поворотного сдвига (G11), либо
копирования системы координат (G236) в цикле продольного точения.
41→ предпринята попытка увеличения или уменьшения графического отображения
(G51) в цикле продольного точения.
42→ выбрана рабочая система координат (посредством команды G15 или G16) в
цикле продольного точения.
43→ система координат была установлена для наклонной поверхности (посредством
G69) в цикле продольного точения.
44→ выбран режим продольного точения (посредством G149) во время блокировки
STM.
45→ команда для запуска непрерывных круговых движений (G165 или G166) указана
во время параллельного или поворотного сдвига системы координат (посредством
G11).
46→ команда для запуска непрерывных круговых движений (G165 или G166) указана
во время копирования (посредством G236).
47→ команда для запуска непрерывных круговых движений (G165 или G166) указана
(посредством G51) во время увеличения или уменьшения графического
отображения.
6103-Е
20
РАЗДЕЛ 1. ФУНКЦИЯ ПРОДОЛЬНОГО ТОЧЕНИЯ
48→ команда для запуска непрерывных круговых движений (G165 или G166) указана
(посредством G69), когда система координат находится на наклонной поверхности.
50→ режим команды подачи (G94/G95) изменен в режиме продольного точения.
136→ Команда 3D преобразования координат (G469) указана во время цикла
продольного точения.
162→ Команда индексирования наклонной поверхности (G467) указана во время
цикла продольного точения.
[Возможные местоположения неполадки]
Код G в программе ЧПУ.
[Необходимые меры]
Исправьте программу ЧПУ.
2264 Alarm B Data word: M code
М-код был указан в режиме, кроме обычного рабочего режима или режима NURBS
(G132).
[Индекс]
Отсутствует.
[Строка символов]
Отсутствует.
[Код]
3→ М-код для смены инструментов указан в режиме продольного точения.
[Необходимые меры]
Откорректируйте программу.
2267 Alarm B Sequence restart
Предпринята попытка перезапуска последовательности в неверной процедуре.
[Индекс]
Отсутствует.
[Строка символов]
Отсутствует.
[Код]
4→ искомая последовательность существует в кадре для режима продольного
точения.
[Необходимые меры]
Откорректируйте программу.
2283 Alarm B Fixed cycle: command impossible
Невозможно указать фиксированный цикл.
[Индекс]
Отсутствует.
[Строка символов]
Отсутствует.
[Код]
6103-Е
21
РАЗДЕЛ 1. ФУНКЦИЯ ПРОДОЛЬНОГО ТОЧЕНИЯ
3→ фиксированный цикл указан в режиме продольного точения.
[Необходимые меры]
Откорректируйте программу.
2297 Alarm B Coordinate computation: mode
Функция вычисления координат (LAA, ARC, GRDX, GRDY, DGRDX, DGRDY, SQRX,
SQRY или BHC) была указана в следующих режимах:
- Выбран режим продольного точения (G149).
[Индекс]
Отсутствует.
[Строка символов]
Отсутствует.
[Код]
Отсутствует.
[Необходимые меры]
Откорректируйте программу.
2321 Alarm B Data word: ‘AG’
Заданы обе оси плоскости, либо ни одна из них не указана с помощью команды угла
(AG); либо команда угла (AG) задана в цикле продольного точения.
[Индекс]
Отсутствует.
[Строка символов]
Отсутствует.
[Код]
3→ задана команда угла (AG) в режиме продольного точения.
2332 Alarm B Area machining: mode
Задана команда обработки области в любом из следующих режимов: режим
фиксированного цикла, режим коррекции радиуса режущего инструмента, режим
смещения трехмерного инструмента или режим продольного точения.
[Индекс]
Отсутствует.
[Строка символов]
Отсутствует.
[Код]
7→ выбран режим продольного точения.
[Необходимые меры]
Отмените режим, обозначенный вышеприведенным кодом, и укажите команду
обработки области в оптимальном рабочем режиме.
2581 Alarm B Turning cut mode
G-код для режима продольного точения был использован неверно.
6103-Е
22
РАЗДЕЛ 1. ФУНКЦИЯ ПРОДОЛЬНОГО ТОЧЕНИЯ
[Индекс]
Отсутствует.
[Строка символов]
Отсутствует.
[Код]
1→ G148 или G149 были указаны в режиме, отличном от оптимального рабочего
режима.
10→ указан G-код для отмены режима продольного точения (G148), несмотря на то,
что режим продольного точения выбран не был.
20→ G-код для выбора режима продольного точения (G149) был указан в режиме
продольного точения.
30→ команда оси Y была указана в команде формы для непрерывных круговых
движений, выполняемых функцией продольного точения.
40→ команда, отличная от G1-G3, была указана в цикле продольного точения.
50→ команда для непрерывных круговых движений (G164, G165 или G166) была
указана без выбора режима продольного точения.
60→ в блоке запуска непрерывных круговых движений (G165, G166) отсутствует
команда оси Х.
70→ блок запуска непрерывных круговых движений (G165, G166) включает команду,
кроме команд осей Х и Z.
80→ команда остановки программы (М00) или остановки по требованию (М01) была
указана в режиме продольного точения.
90→ G148 или G149 были указаны при нарезании канавок инструмента или
управлении траекторией шпинделя.
[Возможные местоположения неполадки]
Программа ЧПУ.
[Необходимые меры]
Откорректируйте программу ЧПУ.
4055 Alarm D Safety Speed Clamping
На станке, оборудованном блоком контроля безопасной скорости, скорость оси
превысила безопасный предел при открытии защиты оси.
[Индекс]
Ось или отсутствует (шпиндель).
[Строка символов]
Отсутствует.
[Код]
F→ скорость бесконечной круговой интерполяции превысила безопасный предел в
цикле продольного точения.
[Соответствующие спецификации]
Функция контроля безопасной скорости.
[Необходимые меры]
Закройте дверцу оператора, либо выполните условия для разблокировки подобных
движений, прежде чем указывать команду оси.
6103-Е
23
РАЗДЕЛ 1. ФУНКЦИЯ ПРОДОЛЬНОГО ТОЧЕНИЯ
4301 Alarm D Turning cut speed limit (replacing)
Угловая скорость ограничена, т.к. в цикле продольного точения радиус непрерывных
круговых движений превысил допустимый предел, установленный быстрым ходом,
зависимым от станка, и угловой скоростью.
[Индекс]
Отсутствует.
[Строка символов]
Отсутствует.
[Код]
1→ угловая скорость для кругового движения ограничена по следующей причине:
радиус для непрерывных круговых движений превысил допустимый предел,
установленный быстрым ходом, зависимым от станка, и угловой скоростью.
2→ угловая скорость ограничена по следующей причине:
текущее увеличение превысило пороговое значение, вычисленное с помощью
вспомогательного параметра, используемого только для функции продольного
точения.
3→ требуемая угловая скорость ограничена по следующей причине:
Требуемая угловая скорость, определенная установленной скоростью, превысила
предел скорости вращения.
[Возможные местоположения неполадки]
Слишком большой радиус непрерывных угловых движений.
Слишком высокая указанная скорость вращения.
[Дополнение]
При выполнении продольного точения оси подачи создают вращение на высокой
скорости, в соответствии с командой радиуса и командой скорости вращения,
указанной для круговых движений.
Поэтому, если указанная скорость слишком высока для круговых движений с
небольшим радиусом, команда скорости подачи может превысить максимальный
предел увеличения, что приведет к ошибке DIFF.
Более того, движения оси, основанные на команде высокой скорости, могут привести
к возникновению вибрации станка и крутящего момента. Поэтому ЧПУ осуществляет
контроль над скоростью подачи путем ограничения угловой скорости.
6103-Е
24
РАЗДЕЛ 2. ПОВТОРНАЯ КОРРЕКЦИЯ НА ДЛИНУ ИНСТРМУЕНТА ДЛЯ ПРОДОЛЬНОГО
ТОЧЕНИЯ
РАЗДЕЛ 2. ПОВТОРНАЯ КОРРЕКЦИЯ НА ДЛИНУ ИНСТРУМЕНТА ДЛЯ
ПРОДОЛЬНОГО ТОЧЕНИЯ
2-1. ОБЗОР
Повторная коррекция на длину инструмента с функцией продольного точения
используется тогда, когда длина инструмента откорректирована в направлении
зажима (величина профильного материала) отдельно от обычной коррекции по оси Z
(направление шпинделя).
Шпиндель
Коррекция на длину инструмента Z (G54 – G59)
Дополнительная коррекция на длину инструмента
Дополнительная коррекция на длину инструмента и обычная коррекция на длину
инструмента являются независимыми функциями.
2-2. СПЕЦИФИКАЦИИ
Формат команды
Формат команды включения/выключения повторной коррекции на длину инструмента
(G188 и G189 принадлежит к группе № 69).
Повторная коррекция на длину инструмента включена
G189 P
H**
P; Осевая спецификация повторной коррекции на длину инструмента
- Адресный символ оси, кроме оси вращения
- Ось Х будет указана, когда не указано никакой оси или, появится
сообщение о неполадке, если указано 2 или более осей.
- Установите имя адреса на имени оси.
Н; Номер повторной коррекции на длину инструмента
- Установите данные величины коррекции с таким же номером коррекции,
что и в предыдущей коррекции на длину инструмента.
- Будет указан номер повторной коррекции на длину инструмента, которая
была выполнена ранее, если он был пропущен.
6103-Е
25
РАЗДЕЛ 2. ПОВТОРНАЯ КОРРЕКЦИЯ НА ДЛИНУ ИНСТРМУЕНТА ДЛЯ ПРОДОЛЬНОГО
ТОЧЕНИЯ
- Номер будет удален при перезапуске ЧПУ.
Дополнительная коррекция на длину инструмента выключена
G188
Примечание
1) Когда дополнительная коррекция на длину инструмента и G15, G53 – G59
задаются в одном и том же кадре, Н будет считаться как Н кода G, которому
задан более высокий приоритет.
G15 > G53 – G59 > G188, G189
2) Сообщение о неполадке "2253 Alarm B Data word: axis command FFFFFFFF"
(Слово данных: команда оси FFFFFFFF) появляется по нескольким причинам,
когда задается G189:
- 2 или более осей были указаны в спецификации оси повторной коррекции на
длину инструмента.
G189 X1Y1H1
- Адресные данные имени оси, указанные для спецификации повторной
коррекции на длину инструмента, не являются 1.
G189 X5 H1
- Ось вращения была указана для спецификации дополнительной коррекции на
длину инструмента.
G189 A1 H1
3) Повторная коррекция на длину инструмента может быть отменена при
выключении данной функции (G188) или при выключении питания при
перезагрузке ЧПУ (включая М02 и М30). (Ось повторной коррекции на длину
инструмента также может быть отменена.) Повторная коррекция на длину
инструмента не будет отменена с G53.
4) Номер повторной коррекции на длину инструмента будет удален (Н00) при
выключении питания при перезагрузке ЧПУ (включая М02 и М30). Он не
удалится при выключенной дополнительной коррекции на длину инструмента.
Содержащийся номер Н будет установлен, если Н не указан в следующей
команде G189.
6103-Е
26
РАЗДЕЛ 2. ПОВТОРНАЯ КОРРЕКЦИЯ НА ДЛИНУ ИНСТРМУЕНТА ДЛЯ ПРОДОЛЬНОГО
ТОЧЕНИЯ
2-3. ОТОБРАЖЕНИЕ
Номер дополнительной коррекции на длину инструмента (Hx) отображен на
следующих экранах:
(1) Каждая страница экрана фактического положения
(2) Экран данных кадра (текущий кадр, следующий, последующий, 3 страницы
выше)
(3) Экран отображения программы (главная программа, программа-график, ручной
ввод данных MDI)
(4) Экран фактического положения продольного точения
Рис. 2-1. Каждая страница экрана фактического положения
6103-Е
27
РАЗДЕЛ 2. ПОВТОРНАЯ КОРРЕКЦИЯ НА ДЛИНУ ИНСТРМУЕНТА ДЛЯ ПРОДОЛЬНОГО
ТОЧЕНИЯ
Рис. 2-2. Экран отображения данных кадра (текущий, следующий,
последующий, экран после последующего)
Рис. 2-3. Экран отображения программы (главный график, MDI)
6103-Е
28
РАЗДЕЛ 2. ПОВТОРНАЯ КОРРЕКЦИЯ НА ДЛИНУ ИНСТРМУЕНТА ДЛЯ ПРОДОЛЬНОГО
ТОЧЕНИЯ
2-4. ЭКРАН ФАКТИЧЕСКОГО ПОЛОЖЕНИЯ ПРОДОЛЬНОГО ТОЧЕНИЯ
На экране действительного положения продольного точения отображается
конфигурация поперечного сечения во время цикла продольного точения.
Этот экран появляется при нажатии клавиши выбора страницы с отображенным
экраном фактического положения. В цикле продольного точения в правой верхней
части экрана горит желтая лампа.
Действительное положение оси Х отображено в радиусе в цикле продольного
точения.
Рис. 2-4 Экран фактического положения продольного точения
S
Скорость кругового перемещения на оси Х и Y
Co Номер координат выбранной заготовки
Н
Номер коррекции на длину инструмента
Нх Номер повторной коррекции на длину инструмента
D
Номер коррекции на радиус режущей кромки инструмента (номер коррекции на
радиус режущего инструмента)
[Дополнение]
Значение команды S, отображенное на экране действительного положения или в
данных кадра, – это значение, которое выбирается перед режимом продольного
точения.
Отображенное значение команды S остается неизменным даже после того, как
выбран цикл продольного точения.
6103-Е
29
РАЗДЕЛ 3. КОМПЕНСАЦИЯ РАДИУСА РЕЖУЩЕЙ КРОМКИ
РАЗДЕЛ 3. КОРРЕКЦИЯ НА РАДИУС РЕЖУЩЕЙ КРОМКИ
3-1. ОБЩЕЕ ОПИСАНИЕ РАДИУСА РЕЖУЩЕЙ КРОМКИ
Обточка может быть выполнена в режиме продольного точения.
В этом случае режущей кромке инструмента задается радиус закругления режущей
кромки, который вызывает ошибку между заданным профилем и обработанным
профилем. Функция коррекции на радиус режущей кромки автоматически
корректирует эту ошибку, вызванную этим радиусом закругления режущей кромки с
помощью простой программы.
Если заштрихованная часть обработана по оси Х и Z, как показано на рисунке ниже,
то появится ошибка, как показано ниже на рисунке слева внизу. Ниже на рисунке
справа показано перемещение инструмента, когда используется функция коррекции
на радиус режущей кромки инструмента.
Ось Х
Ось Y
Участок остался
необработанным
Функция коррекции режущей кромки не
используется
Функция коррекции режущей кромки
используется
6103-Е
30
РАЗДЕЛ 3. КОМПЕНСАЦИЯ РАДИУСА РЕЖУЩЕЙ КРОМКИ
3-2. КОМПЕНСАЦИЯ РАДИУСА РЕЖУЩЕЙ КРОМКИ И КОМПЕНСАЦИЯ РАДИУСА
ИНСТРУМЕНТА
Основная операция компенсации радиуса режущей кромки и компенсации радиуса
инструмента является одинаковой. Радиус режущей кромки и радиус инструмента
будет автоматически откорректирован, когда оператор выполняет программу в
соответствии с профилем, который необходимо обработать. Разница между
компенсацией радиуса режущей кромки и компенсацией радиуса инструмента
описана ниже:
Компенсация радиуса режущей кромки компенсирует радиус посредством установки
центрального положения радиуса режущей кромки с величиной коррекции и номера
положения на мнимую режущую кромку инструмента.
Тем временем, компенсация радиуса инструмента компенсирует радиус
посредством его установки в качестве величины коррекции в центр режущего
инструмента (центр вращения резца).
3-3. ЗНАЧЕНИЕ КОМПЕНСАЦИИ РАДИУСА РЕЖУЩЕЙ КРОМКИ И НОМЕР ПОЗИЦИИ
(Р)
Укажите значение компенсации радиуса режущей кромки и направление радиуса
режущей кромки (номер позиции), как показано ниже:
Мнимый инструмент без
радиуса режущей кромки
(заштриховано)
Центр радиуса режущей кромки
Величина компенсации
Вершина мнимого
инструмента
Действительная вершина
Рис. 3-1. Вершина мнимого инструмента и величина компенсации
Центр
радиуса
режущей кромки
Начало (вершина мнимого инструмента)
Рис. 3-2. Коды значения компенсации, основанные на положении центра
радиуса режущей кромки
Определите номер (номер Р) для каждого положения центра радиуса режущей
кромки, чтобы определить направление.
6103-Е
31
РАЗДЕЛ 3. КОМПЕНСАЦИЯ РАДИУСА РЕЖУЩЕЙ КРОМКИ
Рис. 3-3. Номера Р по положению центра радиуса режущей кромки
Если Р=0 или 9, мнимая вершина инструмента и центр радиуса режущей кромки
расположены в одинаковом положении.
3-4. УСТАНОВКА ЗНАЧЕНИЯ КОМПЕНСАЦИИ РАДИУСА РЕЖУЩЕЙ КРОМКИ И
НОМЕРА ПОЛОЖЕНИЯ
Величина компенсации радиуса инструмента и величина компенсации режущей
кромки инструмента должны быть одинаковыми данными. Установите величину
компенсации радиуса режущей кромки и номер позиции для установки центра
радиуса режущей кромки на экране установки, как показано ниже.
Процедура:
1. Выберите режим установки данных инструмента.
2. Отобразите экран компенсации длины инструмента и экран компенсации радиуса
режущей кромки, используйте для этого клавиши ITEM для отображения данных
инструмента.
3. С помощью клавиш перехода по страницам отобразите экран для необходимого
номера компенсации радиуса режущей кромки.
4. С помощью клавиш управления курсором переместите курсор в положение
установки данных для установки номера компенсации радиуса режущей кромки.
5. Установите необходимую величину компенсации радиуса режущей кромки.
[Установка величины компенсации радиуса режущей кромки завершена.]
6. Переместите курсор в положение установки номера (положения Р).
7. Установите значение от 0 до 9 для данных Р.
Значения от 0 до 9 см. в пункте "3-3. Значение компенсации радиуса режущей
кромки и номер позиции (Р)".
6103-Е
32
РАЗДЕЛ 3. КОМПЕНСАЦИЯ РАДИУСА РЕЖУЩЕЙ КРОМКИ
Рис. 3-4. Экран настройки компенсации радиуса режущей кромки и данных
инструмента соответствующего пункта Р
Примечание
Если номер позиции (Р) равен 0 или 9, то он будет считаться как постоянные данные
компенсации радиуса инструмента.
Следующий экран появляется, если в устройстве ЧПУ есть функция компенсации
радиуса режущей кромки и функция компенсации износа инструмента.
6103-Е
33
РАЗДЕЛ 3. КОМПЕНСАЦИЯ РАДИУСА РЕЖУЩЕЙ КРОМКИ
3-5. ПРОГРАММА КОМПЕНСАЦИИ РАДИУСА РЕЖУЩЕЙ КРОМКИ
Программа компенсации радиуса режущей кромки такая же, как и программа
компенсации радиуса инструмента.
(1) Указание (выбор) плоскости
G17:
Xp Yp
команда плоскости
Xp…ось Х или U
G18:
Zp Xp
команда плоскости
Yp…ось Y или V
G19:
Yp Zp
команда плоскости
Zp…ось Z или W
(2) Коды G, используемые для коррекции на радиус режущей кромки
G40: Отмена коррекции на радиус режущей кромки
G41: Резание слева (центр инструмента проходит с левой стороны от
обработанной
поверхности
к
направлению
относительного
перемещения инструмента)
G42: Резание справа (центр инструмента проходит с правой стороны от
обработанной
поверхности
к
направлению
относительного
перемещения инструмента)
Ось Z
Ось Х
(3)
Форма команды
D: номер коррекции на радиус режущей кромки (0 - 999)
Если в команде используются DA, DB или DC, компенсация радиуса режущей
кромки не выполняется.
(Команда программы рассматривается как Р=0.)
6103-Е
34
РАЗДЕЛ 3. КОМПЕНСАЦИЯ РАДИУСА РЕЖУЩЕЙ КРОМКИ
3-6. ОТОБРАЖЕНИЕ
Центр инструмента (вертикальный центр) отображен для действительного
положения, когда выполнена компенсация радиуса инструмента. Однако, положение
мнимой кромки отображено тогда, когда выполнена компенсация радиуса режущей
кромки.
(1) Компенсация радиуса инструмента
Отображено центральное положение инструмента.
Положение центра инструмента
(2)
Компенсация радиуса режущей кромки (когда Р=3)
Отображена вершина мнимого инструмента.
Центр радиуса режущей кромки
Вершина мнимого инструмента
6103-Е
35
РАЗДЕЛ 3. КОМПЕНСАЦИЯ РАДИУСА РЕЖУЩЕЙ КРОМКИ
3-7. РАБОТА С ВКЛЮЧЕННОЙ КОМПЕНСАЦИЕЙ РАДИУСА РЕЖУЩЕЙ КРОМКИ
В программе ниже приведено описание относительно плоскости G17,
установленной, когда питание включено. Плоскости G18 и G19 соответствуют этому
описанию.
"Внутренний" и "внешний" углы определены следующим образом.
Угол пересечения команды перемещения, который больше 180° при измерении со
стороны заготовки, является "внутренним", а угол между 0 и 180° при измерении со
стороны заготовки является "внешним".
Внутренний
Сторона заготовки
Внешний
Сторона заготовки
Описание символов, используемых на рисунках
S
:
Точка останова единичного кадра
L
:
Линейное перемещение
C
:
Круговое перемещение
T
:
Касательная дуги
D
:
Величина компенсации радиуса режущей кромки
:
Угол со стороны заготовки
:
Точка
пересечения.
Точка
пересечения
запрограммированных
траекторий или касательных для дуги, начерченной касательной,
перемещающейся параллельно на величину коррекции.
:
Заданная траектория программы
:
Траектория центра инструмента (траектория центра радиуса режущей
кромки)
:
Вспомогательная линия
CP
6103-Е
36
РАЗДЕЛ 3. КОМПЕНСАЦИЯ РАДИУСА РЕЖУЩЕЙ КРОМКИ
Перемещение инструмента при подводе с компенсацией радиуса режущей
кромки
(1) Внутреннее резание ≥ 180°
а. Прямая линия – прямая линия
Вершина мнимого
инструмента
Когда Р=2
b. Прямая линия - дуга
Вершина мнимого
инструмента
Когда Р=2
(2)
Внешний тупой угол 90° ≤ < 180°
a. Прямая линия – прямая линия
Вершина мнимого
инструмента
Когда Р=3
6103-Е
37
РАЗДЕЛ 3. КОМПЕНСАЦИЯ РАДИУСА РЕЖУЩЕЙ КРОМКИ
b. Прямая линия - дуга
Вершина мнимого
инструмента
Когда Р=3
(3)
Внешний острый угол < 90°
а. Прямая линия – прямая линия
Вершина мнимого
инструмента
Когда Р=3
b. Прямая линия – дуга
Вершина мнимого
инструмента
Когда Р=3
Исключительный случай
Внешнее резание под острым углом в 0,1° считается внутренним, как показано на
рисунке:
b.
Прямая линия – прямая линия
b.
Прямая линия - дуга
Вершина мнимого
инструмента
Когда Р=2
6103-Е
38
РАЗДЕЛ 3. КОМПЕНСАЦИЯ РАДИУСА РЕЖУЩЕЙ КРОМКИ
(4)
Когда есть направление мнимого заданного подвода
Когда в кадре задано направление мнимого заданного подвода,
принадлежащей одной из плоскостей коррекции I_, J_ и К_, где начинается
компенсация радиуса режущей кромки. В этом случае будьте осторожны, так
как точка пересечения должна вычисляться всегда, независимо от того,
выполняется внутреннее или внешнее резание.
Направление мнимого
заданного приближения
Когда Р=3
Вершина мнимого
инструмента
Направление
мнимого заданного
приближения
Когда Р=3
Вершина мнимого
инструмента
Если нет точки пересечения, инструмент будет позиционирован в положение,
смещенное от заданного значения G41 вертикально на величину коррекции.
Направление мнимого
заданного приближения
Когда Р=3
Вершина мнимого
инструмента
6103-Е
39
РАЗДЕЛ 3. КОМПЕНСАЦИЯ РАДИУСА РЕЖУЩЕЙ КРОМКИ
3-8. ДВИЖЕНИЕ ИНСТРУМЕНТА В РЕЖИМЕ КОМПЕНСАЦИИ РАДИУСА РЕЖУЩЕЙ
КРОМКИ
В данном разделе приведено описание перемещения инструмента, после того, как
станок перейдет в режим компенсации радиуса режущей кромки и до момента
отмены режима компенсации радиуса режущей кромки. Четыре команды G00, G01,
G02 и G03 используются для указания перемещения при компенсации радиуса
режущей кромки. Команды без осевого перемещения плоскости разрешены в трех
последующих кадрах в режиме компенсации радиуса режущей кромки. Обработка,
показанная ниже, имеет место тогда, когда есть команда без осевого перемещения
плоскости в 4 и более последующих кадрах или, когда осевое перемещение
плоскости равно 0 в кадре, что становится причиной излишней обработки резанием
или незначительной обработки резанием. Не указывайте команды таким образом.
Чрезмерное резание
Остановки 5 отдельных кадров
Чрезмерное резание
Остановки 2 отдельных кадров
6103-Е
40
РАЗДЕЛ 3. КОМПЕНСАЦИЯ РАДИУСА РЕЖУЩЕЙ КРОМКИ
Исключительный случай
Внешнее резание под острым углом 0,1° считается внутренним резанием, как
показано ниже:
Когда Р=3
Вершина мнимого инструмента
(1) Отдельная команда G40
Прямая линия
Остановки 2 отдельных кадров
Если G40 задана отдельно, инструмент будет позиционирован в положение,
смещенное вертикально на величину коррекции от заданного значения предыдущего
кадра.
(2) Внутреннее резание 180° ≤
а. Прямая линия – прямая линия
b. Дуга – прямая линия
6103-Е
41
РАЗДЕЛ 3. КОМПЕНСАЦИЯ РАДИУСА РЕЖУЩЕЙ КРОМКИ
с. Прямая линия - дуга
d. Дуга - дуга
При выполнении внутреннего резания под углом 0,1° для конфигурации "прямая
линия – прямая линия", действительная конфигурация значительно отличается
от заданного значения, с которым постоянно вычислялась точка пересечения.
Следовательно, будет выполнена такая же обработка, что и внешнее резание
под острым углом, описанное далее.
Данная обработка осуществляется только для конфигурации "прямая линия –
прямая линия", а вычисление точки пересечения необходимо проводить так же,
как и в других случаях.
6103-Е
42
РАЗДЕЛ 3. КОМПЕНСАЦИЯ РАДИУСА РЕЖУЩЕЙ КРОМКИ
(3) Заднее резание под тупым углом 90° ≤
а. Прямая линия – прямая линия
b. Прямая линия - дуга
с. Дуга – прямая линия
d. Дуга - дуга
< 180°
6103-Е
43
РАЗДЕЛ 3. КОМПЕНСАЦИЯ РАДИУСА РЕЖУЩЕЙ КРОМКИ
(4) Внешнее резание под острым углом
а. Прямая линия – прямая линия
b. Прямая линия - дуга
с. Дуга – прямая линия
d. Дуга - дуга
< 90°
6103-Е
44
РАЗДЕЛ 3. КОМПЕНСАЦИЯ РАДИУСА РЕЖУЩЕЙ КРОМКИ
(5) Если точка пересечения не вычислена при внутреннем резании
Аварийный останов (в покадровом режиме)
Это не точка пересечения L1 и C1.
Точки пересечения может не быть, когда величина коррекции большая, даже если
есть точка пересечения, когда величина коррекции небольшая, как показано на
рисунке выше. В этом случае сообщение о неполадке появится в предыдущем кадре
в покадровом режиме или несколькими кадрами ранее перед кадром, где нет точки
пересечения, и работа остановится.
6103-Е
45
РАЗДЕЛ 3. КОМПЕНСАЦИЯ РАДИУСА РЕЖУЩЕЙ КРОМКИ
3-9. ДВИЖЕНИЕ ИНСТРУМЕНТА ПРИ ОТМЕНЕ КОМПЕНСАЦИИ РАДИУСА РЕЖУЩЕЙ
КРОМКИ
Режим отмены компенсации радиуса режущей кромки активируется,
следующая команда задана в режиме компенсации радиуса режущей кромки:
когда
Вид команды
Не используйте никакие режимы, кроме G00 и G01 для отмены режима
перемещения.
(1) Внутреннее резание 180° ≤
а. Прямая линия – прямая линия
Когда Р=1
Вершина мнимого
инструмента
b. Дуга - прямая линия
Когда Р=1
Вершина мнимого
инструмента
(2)
Внешнее резание под тупым углом 90° ≤
а. Прямая линия – прямая линия
a. Прямая линия – прямая линия
< 180°
b. Дуга – прямая линия
Когда Р=3
Вершина мнимого инструмента
Когда Р=8
Вершина мнимого
инструмента
6103-Е
46
РАЗДЕЛ 3. КОМПЕНСАЦИЯ РАДИУСА РЕЖУЩЕЙ КРОМКИ
(3)
Внешнее резание под острым углом
а. Прямая линия – прямая линия
< 90°
Когда Р=3
Вершина мнимого инструмента
b. Дуга – прямая линия
Вершина мнимого инструмента
Когда Р=8
6103-Е
47
РАЗДЕЛ 3. КОМПЕНСАЦИЯ РАДИУСА РЕЖУЩЕЙ КРОМКИ
(4)
Если есть направление мнимого заданного подхода
Если направления мнимого заданного подвода, принадлежащие одной из
плоскостей коррекции I_, J_ и K_, заданы в одном и том же кадре, как G40,
инструмент перемещается в направлении I_, J_ (G17) из конечной точки
предшествующего кадра, как будто он был задан. Будьте внимательны в этом
случае, так как точка пересечения должна быть всегда вычислена, независимо
от того, какое резание осуществляется, внутреннее или внешнее.
Когда Р=3
Направление мнимого
заданного подвода
Вершина мнимого инструмента
Направление мнимого
заданного подвода
Вершина мнимого инструмента
Когда Р=3
Если точки пересечения нет, инструмент будет позиционирован в положение,
смещенное вертикально на величину коррекции от конечной точки предыдущего
кадра G40.
Когда Р=3
Вершина мнимого инструмента
6103-Е
48
РАЗДЕЛ 3. КОМПЕНСАЦИЯ РАДИУСА РЕЖУЩЕЙ КРОМКИ
3-10. ИЗМЕНЕНИЕ НАПРАВЛЕНИЯ КОРРЕКЦИИ В РЕЖИМЕ КОРРЕКЦИИ НА РАДИУС
РЕЖУЩЕЙ КРОМКИ
Направление коррекции можно изменить даже в режиме коррекции при выполнении
G41 или G42 или при изменении положительного или отрицательного знака
величины коррекции.
Код G
Знак величины коррекции
+
Смещение влево (левостороннее резание)
Смещение вправо (правостороннее резание)
Смещение вправо (правостороннее резание)
Смещение влево (левостороннее резание)
Условия выполнения
Режим
Команда
G41
G42
G41
G42
G41
G42
G42
G41
Прямая линия –
прямая линия
Прямая линия –
Дуга – прямая
Дуга - дуга
дуга
линия
Недействительно
(если знак величины коррекции не изменен)
Создается сообщение о неполадке,
Выполнено
когда нет точки пересечения
Направление коррекции можно изменить, независимо от того, какая обработка
резанием выполняется, внутренняя или внешняя. В следующем описании величина
коррекции положительная.
(1) Если есть точка пересечения
а. Прямая линия – прямая линия
b. Прямая линия – дуга
с. Дуга – прямая линия
6103-Е
49
РАЗДЕЛ 3. КОМПЕНСАЦИЯ РАДИУСА РЕЖУЩЕЙ КРОМКИ
d. Дуга – дуга
(2)
Если нет точки пересечения
а. Прямая линия – прямая линия
b. Прямая линия – дуга
(3)
Если дуга образует перекрывающую окружность
Если дуга образует перекрывающую окружность в результате изменения
направления коррекции, инструмент перемещается по короткой дуге, как
показано ниже. В этом случае, задайте команду делением дуги.
6103-Е
50
РАЗДЕЛ 3. КОМПЕНСАЦИЯ РАДИУСА РЕЖУЩЕЙ КРОМКИ
3-11. ПРЕДОСТОРОЖНОСТИ ПРИ ВЫПОЛНЕНИИ КОМПЕНСАЦИИ РАДИУСА
РЕЖУЩЕЙ КРОМКИ
(1) Команда величины компенсации радиуса режущей кромки
Задайте номер для величины компенсации с помощью команды D. Задайте его в
том же кадре, что и G41 и G42, а команда D, заданная ранее, будет
использоваться, если номер не пропущен.
Номер может быть установлен от D00 до D999 и DA, DC и DC. Величина
коррекции D00 равна 0. Если используются DA, DC или DC, компенсация не
выполняется. (Команда программы принимается за Р=0.) Установите значение
компенсации в режиме настройки данных на экране Компенсации/смещения
инструмента.
(2) Изменение величины компенсации
При изменении величины компенсации в режиме компенсации, оно становится
действительным в конце кадра.
(3) Отображение фактического положения
Режущая кромка мнимого инструмента отображена как фактическое положение.
(4) При обработке резанием c внутренней стороны дуги, которая меньше радиуса
режущей кромки
Аварийная остановка (в покадровом режиме)
В этом случае обработка резанием невозможна, и поэтому происходит
аварийная остановка. Однако, инструмент останавливается в кадре,
расположенном на несколько кадров ранее того кадра, когда не указан
покадровый режим или во втором кадре от того кадра, когда выбран покадровый
режим.
6103-Е
51
РАЗДЕЛ 3. КОМПЕНСАЦИЯ РАДИУСА РЕЖУЩЕЙ КРОМКИ
(5) Недостаточное резание
Данная проблема возникает тогда, когда обработка выполняется с шагом
меньше радиуса режущей кромки.
Недостаточное резание
(6) Меры предосторожности при обработке резанием угла
а. При внешнем резании угол обрабатывается резанием вдоль ломаной линии
инструмента. Режим перемещения и скорость подачи в углу соответствуют
тем, что заданы в следующем кадре. Однако, инструмент перемещается так,
как будто выбран G01, когда далее указан режим G02 или G03.
Это перемещение следует за командой
N5 (F800)
Перемещение оси Z проводится в точке S.
b. Когда перемещение угла незначительное, как показано на рисунке ниже,
задняя точка перемещения будет проигнорирована, когда Vx ≤ V и Vy ≤
V. Установите значение этого
V с помощью длинного слова №4
дополнительного параметра ЧПУ. Первоначальное значение 0,050 мм.
Эта точка будет проигнорирована, если
V и Vy ≤ V
Vx ≤
Таким образом, незначительное перемещение угла будет
сокращено.
6103-Е
52
РАЗДЕЛ 3. КОМПЕНСАЦИЯ РАДИУСА РЕЖУЩЕЙ КРОМКИ
с. Эта обработка не происходит, когда следующий кадр образует полную
окружность.
На рисунке выше:
Р0 – Р1 – Р2 Прямая линия
Р2 – Р3
Прямая линия
От Р3
Полная окружность
Однако, если перемещение из Р2 в Р3 игнорируется в этой программе при
обработке незначительного перемещения:
Р0 – Р1 – Р2 Прямая линия
Р2 – Р3
Дуга
Программа игнорирует полную окружность и создает дугу от Р2 до Р3.
(7) Взаимодействие
Примечание
Взаимодействие относится к чрезмерной обработке резанием заготовки
инструментом. Устройство ЧПУ проверяет это заранее. Устройство ЧПУ считает, что
чрезмерная обработка резанием (взаимодействие) может возникнуть в следующих
случаях:
когда разница между направлением перемещения в программе и направлением
перемещения в результате коррекции на радиус находится в диапазоне 90° - 270°.
В результате, обработка резанием может считаться взаимодействием в этой
проверке, даже если инструмент не воздействует на заготовку или взаимное
влияние не может быть определено в этой проверке.
Когда угол обрабатывается резанием вдоль ломаной траектории инструмента,
проверка на взаимодействие осуществляется в последней точке последнего угла и в
первой точке следующего угла, принимая во внимание, что это точки Р1, Р2, Р3, Р4,
Р5, Р6, Р7 и Р8 (до 4-х точек образуется в углу). Если взаимодействие определено в
точке, то она будет проигнорирована, а следующие точки будут проверены друг с
другом. Если частично не определено никакого взаимодействия, в последующих
точках проверка на взаимодействие не будет проводиться. Режим перемещения в
этом случае является перемещением по прямой линии. Если в кадре есть дуга, то
инструмент перемещается в режиме G01.
Если инструмент взаимодействует с заготовкой после того, как все точки были
проверены, то появляется сообщение о взаимодействии и эта последняя точка
игнорируется. Следовательно, чрезмерная обработка резанием может быть
выполнена в покадровом режиме.
6103-Е
53
РАЗДЕЛ 3. КОМПЕНСАЦИЯ РАДИУСА РЕЖУЩЕЙ КРОМКИ
Далее приведены примеры, следующие за описанием.
а. Пример взаимодействия, которое не было определено в процессе проверки.
На следующем рисунке проверка не была проведена в последующих точках, так
как инструмент не взаимодействовал с заготовкой во время первой проверки
(проверка от N4 → N5 и N4 → N5).
Хотя направление Р3 – Р6 неверное,
оно не проверяется, так как
направление Р4 – Р5 верное.
b. Когда траектория изменена в результате проверки на взаимодействие.
На рисунке выше направления перемещения N4 – N5 и Р4 – Р5, Р3 – Р6 и Р2 – Р7
проверены и пропущены. Однако, инструмент перемещается по прямой линии
(G01) в Р1 – Р8, так как направление Р1 – Р8 верное.
с. Когда сообщение о неполадке появляется в процессе проверки на
взаимодействие
6103-Е
54
РАЗДЕЛ 3. КОМПЕНСАЦИЯ РАДИУСА РЕЖУЩЕЙ КРОМКИ
На рисунке выше каждый угол имеет только по одной точке, и Р1 не
игнорируется. Аварийная остановка возникает после того, как инструмент
перемещается из Р1 в покадровом режиме или в кадре, расположенном на
несколько кадров ранее не в покадровом режиме.
d. Не взаимодействие, которое считается взаимодействием
Хотя инструмент не взаимодействует с заготовкой, когда N4 – N5 меньше
диаметра инструмента, сообщение о взаимодействии появляется из-за того, что
направление перемещения N4 - N5 противоположно направлению Р4 – Р5.
e. Незначительная дуга и мнимая цельная окружность
Незначительная дуга определена как дуга, горизонтальное и вертикальное
расстояние которой от начальной точки до конечной точки меньше, чем длинное
слово №9 дополнительного параметра ЧПУ. Мнимая цельная окружность
определена как дуга, горизонтальное и вертикальное расстояние которой при
прерывании меньше, чем длинное слово №9 дополнительного параметра ЧПУ.
Незначительная дуга
Мнимая полная
окружность
Когда Х ≤ V и Y ≤ V, дуги принимаются во внимание, как показано на рисунке
на предыдущей странице (однако, V = длинное слово №9 дополнительного
параметра ЧПУ).
В случае с этими дугами, проверка на взаимодействие рассматривается особо.
Взаимодействие может быть определено, хотя инструмент не взаимодействует с
заготовкой из-за операционной ошибки внутри. Что касается незначительных дуг
и мнимых полных окружностей, взаимодействие, которое определено в процессе
проверки, считается не как взаимодействие, а как операционная ошибка.
Дополнительно, конечная точка незначительной дуги игнорируется и
рассматривается как точка, таким образом, пропускается круговое перемещение.
Окончание мнимой полной окружности так же игнорируется, а окружность
рассматривается как полная окружность от начальной точки.
6103-Е
55
РАЗДЕЛ 3. КОМПЕНСАЦИЯ РАДИУСА РЕЖУЩЕЙ КРОМКИ
Незначительная дуга
Р2 игнорируется, и происходит
круговая интерполяция
Незначительная дуга
Мнимая полная
окружность
Мнимая полная окружность
Р2 игнорируется, и окружность
рассматривается
как
полная
окружность, начинающаяся из Р1.
(8) Команды, введенные в режиме MDI
a. Когда режим MDI изменен на режим коррекции на радиус режущей кромки
или, когда выбран режим коррекции на радиус режущей кромки, кадр с
перемещение не будет выполняться сразу же, даже если он задан. Он не
будет выполняться до тех пор, пока не будет задан следующий кадр с
перемещение или пока не будут заданы 4 последующих кадра с
перемещением.
b. В выключенном покадровом режиме во время автоматической работы,
операция выполняется перед кадром, который считан в буферную память
(строка с ">>" на дисплее программы), когда режим изменен на режим MDI и
идет к завершению. Ввод команды в режиме MDI считывается в следующий
кадр с ">>" и выполняется компенсация радиуса режущей кромки.
6103-Е
56
РАЗДЕЛ 3. КОМПЕНСАЦИЯ РАДИУСА РЕЖУЩЕЙ КРОМКИ
Остановка
Ввод
MDI
c. Если режим изменен на режим MDI во время выполнения кадра N1, операция
выполнится до N4 и остановится, когда на экране появится такая программа,
как на рисунке 1. Отображение программы на такое, как показано на рисунке
2.
Рисунок 1
Рисунок 2
В этом случае, когда кадр N56 введен из MDI и запущен, он остановится после того,
как будет выполнен N5. N56, N6' и N7 будут выполнены в последовательности при
повторном изменении режима на автоматический режим работы и при нажатии
клавиши CYCLE START (запуск цикла).
6103-Е
57
РАЗДЕЛ 3. КОМПЕНСАЦИЯ РАДИУСА РЕЖУЩЕЙ КРОМКИ
(9) Перемещение инструмента, когда величина компенсации радиуса режущей
кромки равна 0
a. Запуск
Если G41 или G42 заданы в режиме отмены, то этот режим изменяется на
режим коррекции, начинается операция запуска с величиной коррекции 0, но
компенсация радиуса режущей кромки не выполняется. Однако, такая же
операция, что описана в пункте "3-11. (2) Изменение величины компенсации"
выполняется, когда номер коррекции изменен на другой номер, величина
коррекции которого не равна 0 в режиме коррекции.
Траектория
инструмента
Запрограммированная траектория
Когда Р=3
Режущая кромка мнимого инструмента
Величина коррекции D01 = 0
Величина коррекции D02 ≠ 0
b. В режиме коррекции
Операция коррекции не отменена или режим не изменен на режим отмены,
даже если номер коррекции изменена такой номер, величина коррекции
которого равна 0 в режиме коррекции. Выполняется такая же операция, что
описана в пункте "3-11. (2) Изменение величины коррекции". Такая же
операция выполняется, даже если номер коррекции изменен еще раз на
другой номер, величина коррекции которого не равна 0.
Запрограммированная траектория
Режущая кромка мнимого инструмента
Траектория
инструмента
Величина коррекции D01 = 0
Величина коррекции D01 ≠ 0
Когда Р=6
6103-Е
58
РАЗДЕЛ 4. ФУНКЦИЯ УПРАВЛЕНИЯ ДВУМЯ ПОВОРОТНЫМИ СТОЛАМИ
РАЗДЕЛ 4. ФУНКЦИЯ УПРАВЛЕНИЯ ДВУМЯ ПОВОРОТНЫМИ СТОЛАМИ
4-1. ОБЗОР
Данная функция управляет двумя поворотными столами. Оси, обозначенные как А и
С, соответственно установлены на поддонах А и В двухподдонной системы. Оси А и
С управляются только командами управления программами, когда они расположены
на внутреннем поддоне. Поворотным столом на наружном поддоне можно управлять
вручную независимо от режима работы. Данная функция также эффективна, когда
оба поворотных стола были удалены (для поддонов, установленных рядом, поддоны
А и В должны считаться как поддоны L и R).
4-2. ДЕТАЛИ ФУНКЦИИ УПРАВЛЕНИЯ ДВУМЯ ПОВОРОТНЫМИ СТОЛАМИ
4-2-1. НАЗВАНИЯ ОСЕЙ
Параметры поворотной оси
Оси, используемые для этой функции, первоначально названы А и С.
Названия поворотных осей, используемых в командах управления программами,
могут быть изменены с помощью параметров поворотных осей.
Название оси "А" используется для команд управления программами любого из
поворотных столов осей А и С в станке.
Пример 1: Если ось А обозначена как "А", а ось С как "С" с помощью параметров
поворотной оси, то "А" используется в командах управления
программами для поворотного стола на внутреннем поддоне.
Пример 2: Если ось А обозначена как "С", а ось С как "В", то "С" используется в
командах управления программами для поворотного стола на наружном
поддоне.
Примечание
В данном руководстве дано описание функции управления, принимая во внимание
то, что оси не были переименованы в параметрах поворотных осей.
6103-Е
59
РАЗДЕЛ 4. ФУНКЦИЯ УПРАВЛЕНИЯ ДВУМЯ ПОВОРОТНЫМИ СТОЛАМИ
Обозначение положения оси
Как упомянуто в п. 4-2-1, название оси А всегда используется в командах
управления программами для поворотного стола на внутреннем поддоне. Однако,
для того, чтобы прояснить, какая ось должна управляться командой программы,
названия осей А и С указаны на экране, а за ними следуют маленькие буквы, "А" –
для оси на внутреннем поддоне или "С" для оси на наружном поддоне.
Примечание
Если ось на наружном поддоне управляется вручную во время выполнения
программы, то фактическая скорость включает скорость перемещения оси на
наружном поддоне.
4-2-2. ВНУТРЕННИЕ/НАРУЖНЫЕ ПОВОРОТНЫЕ СТОЛЫ
Различие между внутренними и наружными поворотными столами
Если команда управления программами для внутренней оси создана с осями А и С,
обозначенных как наружные, то появляется сообщение о неполадке "2359 Alarm B
Data word: rotating axis command 5" (2359 Сообщение о неполадке В Слово данных:
команда 5 поворотной оси).
Инициализация оси, перемещенной из внутреннего положения в наружное
Если
ось
перемещается
из
внутреннего
положения
в
наружное
(текущее/накопленное), ручное смещение (текущее/совокупное) для этой оси
удаляется.
Инициализация оси, перемещенной из наружного положения во внутреннее
Если ось в ручном режиме управляется как внешняя, чтобы переместиться из
внутреннего положения в наружное, предыдущее положение может измениться.
Следовательно, текущее положение оси переопределяется, когда она
перемещается из наружного положения во внутреннее. В результате, инкрементная
команда указывает положение относительно текущего положения, а не положение
относительно последнего положения, специально указанного OSP.
6103-Е
60
РАЗДЕЛ 4. ФУНКЦИЯ УПРАВЛЕНИЯ ДВУМЯ ПОВОРОТНЫМИ СТОЛАМИ
Обозначение внутренних и наружных осей
Когда необходимо обозначить внутреннюю ось в программе обработки деталей,
используйте номер поддона (VPLTK), как системную переменную. Если этот номер 1,
то поддон А находится во внутреннем положении, а если этот номер 2, то поддон В
находится во внутреннем положении.
4-2-3. ПАРАМЕТРЫ
Бит дополнительного параметра ЧПУ, связанный с поворотными осями, может быть
установлен отдельно для каждой оси.
Бит дополнительного параметра ЧПУ
Многооборотный стол
Ось А
№39 бит 3
Ось В
№39 бит 4
Ось С
№39 бит 5
4-2-4. КОМАНДЫ УПРАВЛЕНИЯ ПРОГРАММАМИ
Основные элементы
Команды управления программами для поворотного стола должны быть заданы, как
для оси А. Если команда задана для оси С, то появляется сообщение о неполадке
"2359 Alarm B Data word: rotating axis command 5".
Команда изменения исходного положения
Исходное положение наружной оси не изменяется с помощью команды кода G
изменения исходного положения (G30) или команды кода М изменения исходного
положения (М6 или М60).
Системные переменные с названиями осей
Для системных переменных с названиями осей (например, VZ0F*, VRCO*) значения
для внутренних осей считываются и записываются командой оси А, а для наружных
осей - командой оси С. Если ось А и ось С на наружном поддоне, то появляется
сообщение о неполадке "2213 Alarm B Program bad direct: system variable".
Команды направления вращения поворотного стола, заданные кодом М
Команды кода М направления вращения поворотного стола перечислены ниже.
4-я ось
5-я ось
6-я ось
По часовой
стрелке
М15
М115
М331
Против часовой
стрелки
М16
М116
М332
Малая
траектория
М403
М404
М405
№ группы
4
5
56
Модальный
Даже если ось С находится во внутреннем положении, команды кода М направления
вращения поворотного стола для оси А все равно рассматриваются.
Пример:
Если 4-я ось обозначена как А, а 5-я ось – как С,
→ Соответственно, команды М115/М116/М404 создаются внутри согласно
командам М15/М16/М403.
Команды М115/М116/М404 эффективны, но им предшествуют внутренне
созданные коды М.
Направление вращения поворотного стола по умолчанию во время перезагрузки
определено битом № 69 дополнительного параметра ЧПУ.
6103-Е
61
РАЗДЕЛ 4. ФУНКЦИЯ УПРАВЛЕНИЯ ДВУМЯ ПОВОРОТНЫМИ СТОЛАМИ
Бит 0
Бит 1
Бит 2
Команда малой траектории М403 из остальных команд 4-ой поворотной
оси
Команда малой траектории М404 из остальных команд 5-ой поворотной
оси
Команда малой траектории М405 из остальных команд 6-ой поворотной
оси
М403
М15
М404
М115
М405
М331
С помощью этой функции направление вращения оси С по умолчанию во время
переустановки является таким же, что и направления вращения оси А по умолчанию.
Пример:
Если 4-я ось названа А и бит 0, то дополнительный параметр №69 отмечен
и, если 5-я ось названа С и бит 1, то дополнительный параметр № 69 не
отмечен
, направления вращения по умолчанию для обеих осей будут
определены командой малой траектории (М403 для оси А, М404 для оси С.)
Зеркальное изображение
Запрограммированное изображение (G62) должно быть одинаковым для команд
управления осями А и С.
Сигнал зеркального изображения, созданный клавишей, должен быть одинаковым
для осей А и С.
Выбор плоскости (G17/G18/G19)
Можно выбрать поворотную ось в качестве оси на плоскости с помощью команды
выбора плоскости (G17/G18/G19). Если ось на выбранной плоскости – наружная, то
появляется сообщение о неполадке "2256 Alarm B Data word: plane specification 6".
4-2-5. РУЧНОЕ УПРАВЛЕНИЕ
Номера осей, используемые для ручной операции, зафиксированы независимо от
положения оси, внутреннего или наружного.
Если ось А и ось С соответствуют 4-й и 5-й осям, например:
Используйте клавиши для 4-й оси, чтобы переместить ось А независимо от ее
положения, внутреннего или наружного.
Используйте клавиши для 5-й оси, чтобы переместить ось С независимо от ее
положения, внутреннего или наружного.
Ручное управление внутренней осью
Наружный поворотный стол может управляться в ручном режиме, режиме ручного
прерывания или в режиме усиления импульсной ручки, как ранее.
Ручное управление наружной осью
Наружный поворотный стол может управляться в ручном режиме независимо от
режима работы.
Изменение не добавляется даже в режиме ручного прерывания или в режиме
усиления импульсной ручки (оси перемещаются так же, как и во время работы в
обычном ручном режиме).
Ручное перемещение в исходное положение
Наружные оси не могут быть перемещены в исходное положение в ручном режиме.
6103-Е
62
РАЗДЕЛ 4. ФУНКЦИЯ УПРАВЛЕНИЯ ДВУМЯ ПОВОРОТНЫМИ СТОЛАМИ
Функции для установки условий ручной подачи каждой оси
Как упоминалось в п. 2-5-2, наружная ось может управляться в ручном режиме
независимо от режима работы.
Для каждой оси могут быть установлены следующие параметры.
(1) Ручная коррекция ускоренной подачи
(2) Усиления импульсной ручки
(3) Скорость
подачи
при
обработке
резанием
в
ручном
режиме
(дополнительная/постоянная)
(4) Выбор ускоренной подачи в ручном режиме
4-2-6. БЛОКИРОВКА СТАНКА
Блокировка станка активирована также для наружной оси. Перемещение наружной
оси с помощью применяемой блокировки станка изменяет текущее положение,
указанное на экране, но в действительности не перемещает станок.
4-3. СООБЩЕНИЯ О НЕПОЛАДКАХ
4-3-1. СООБЩЕНИЕ О НЕПОЛАДКЕ В
2213 Alarm B Program bad direct: system variable
Была указана неверная системная переменная.
Это сообщение о неполадке появляется, когда указано название, которое не было
зарегистрировано как системная переменная, или после "V" указано более 4
символов. Это сообщение о неполадке появляется также, когда системные
переменные с названиями осей для поворотного стола считываются или
записываются с обоими поворотными столами в наружном положении.
[Индекс]
Отсутствует
[Срока символов]
Отсутствует
[Код]
Код ASCII, состоящий максимум из 4-х символов, следующих за системной
переменной "V", выраженной шестнадцатеричной записью.
[Необходимые меры]
Проверьте системные переменные.
2359 Alarm B Data word: rotating axis command
[Индекс]
Отсутствует
[Срока символов]
Отсутствует
[Код]
1: Команда поворотного стола или делительного стола была задана в любом из
следующих режимов или одновременно:
Режим круговой интерполяции (G02 и G03) [только для делительного стола],
режим коррекции на длину инструмента (G54 – G59), режим коррекции на диаметр
6103-Е
63
РАЗДЕЛ 4. ФУНКЦИЯ УПРАВЛЕНИЯ ДВУМЯ ПОВОРОТНЫМИ СТОЛАМИ
инструмента (G41 и G42), режим трехмерной коррекции (G44), режим
увеличения/уменьшения рисунка (G51), режим вычисления координат, режим
обработки участка.
Однако, в режиме цилиндрического шлифования (G175), режим коррекции на
длину инструмента и трехмерная коррекция инструмента ведет к возникновению
неполадки, а другие режимы – нет.
2: Команда управления делительным столом была задана в любом из следующих
режимов или одновременно:
Функция пропуска (G31), режим установки локальной системы координат (G11),
активная функция копирования, команда установки координат обрабатываемой
детали (G92).
3: Команда управления индексирующей осью в режиме G01 была задана
одновременно с другой осью.
4: Команда была задана для поворотного стола с осью, которую необходимо
удалить.
5: С функцией управления 2 поворотными столами была задана команда для в
наружном положении.
6: В команде дуги указана команда независимой оси с поворотной осью.
7: Одновременно с компенсацией радиуса инструмента указана команда
перемещения для поворотной оси и линейной оси.
8: Указана команда для оси вне станка отдельного поддона на поворотном столе.
[Возможные местоположения неполадки]
Неверный код G был использован в команде управления поворотной осью.
[Необходимые меры]
Проверьте состояние и введите верное значение.
6103-Е
64
РАЗДЕЛ 5. ФУНКЦИЯ ПОДАЧИ С ОБРАТНЫМ ОТСЧЕТОМ ВРЕМЕНИ
РАЗДЕЛ 5. ФУНКЦИЯ ПОДАЧИ С ОБРАТНЫМ ОТСЧЕТОМ ВРЕМЕНИ
5-1. ОБЗОР
При указании G93 функция обратного отчета времени определяет скорость рабочей
подачи, обозначая время вместо команды рабочей подачи.
Существует два времени обозначения времени: обозначение времени резания (сек.)
и обозначение FRN = 1/F (мин.). Эти два метода можно переключать в
дополнительном параметре ЧПУ.
5-2. ПОДРОБНОСТИ СПЕЦИФИКАЦИИ
5-2-1. ФУНКЦИЯ ПОДАЧИ С ОБРАТНЫМ ОТСЧЕТОМ ВРЕМЕНИ (УКАЗЫВАЕТСЯ ТОЛЬКО ВРЕМЯ
РЕЗАНИЯ)
Укажите время обратного отсчета с временем резания (сек.)
Программа, включая подачу с временем обратного отсчета, показана ниже.
G93
Вкл. режима подачи с обратным отсчетом времени.
G0 [PO1]
Применение команды F для позиционного регулирования в
режиме подачи с обратным отсчетом времени не требуется.
"Р0" обозначает значение координаты.
G1 [PO2] F?
Установка времени [c] c "F?".
G2 [PO3] F?
G3 [PO4] F?
G94 [или G95] Отмена режима подачи с обратным отсчетом времени.
В режиме G01 скорость рабочей подачи определяется установкой "Distance/Time"
("Расстояние/Время").
В режиме G02 (или G03) скорость подачи определяется установкой "Arc radius/Time"
("Радиус дуги/Время).
Скорость рабочей подачи, заданная F0, является максимальной скоростью подачи с
контрольным параметром Hi-CutPro/Super-NURBS.
Значение команды А это скорость рабочей подачи, когда команда F задается с
помощью G131.
Если любая из следующих команд указывается в режиме подачи с обратным
отсчетом времени, появляется сообщение об ошибке: компенсация радиуса
резания, фиксированный цикл, обработка зоны, трехмерная компенсация, команда
исходного положения и код М с исходным положением.
Если используется функция коррекции длины инструмента, фактическое время
резания может отличаться от указанного времени резания, так как расстояние
фактического перемещения инструмента отличается от указанного расстояния.
* Команды F не являются модальными в режиме подачи с обратным отсчетом
времени. В режиме резания команду F необходимо указывать постоянно.
6103-Е
65
РАЗДЕЛ 5. ФУНКЦИЯ ПОДАЧИ С ОБРАТНЫМ ОТСЧЕТОМ ВРЕМЕНИ
5-2-2. ФУНКЦИЯ ПОДАЧИ С ОБРАТНЫМ ОТСЧЕТОМ ВРЕМЕНИ (УКАЗАНИЕ FRN)
Укажите обратное время по следующей формуле.
FRN = 1/F Время (мин).
Если значение FRN находится вне диапазона от 0,00001 до 9999,99 (сек.), значение
устанавливается на 0,00001 или 9999,99.
Если значение команды F находится вне диапазона от 0,00001 до 9999,99,
появляется сообщение об ошибке. Единицы времени, применяемые в команде, идут
за установкой DWELL TIME (сек) в дополнительном параметре ЧПУ (INPUT UNIT
SYSTEM (система единиц ввода)).
Пример программы с подачей с обратным отсчетом времени показан ниже.
G93
Вкл. режима подачи с обратным отсчетом времени
G1X100S100M3F0,5
Кадр выполняется через 2 минуты (Если в параметре
DWELL TIME указано время "1")
G1X50Y50Z100S100M3F6 Блок приводится в действие через 10 секунд
G3X50Z50I50 K0S100M3F1 В режиме круговой интерполяции скорость подачи
определяется в соответствии с радиусом дуги, как
указано выше
(FRN = Скорость подачи/Радиус дуги)
* Команды F не являются модальными в режиме подачи с отсчетом обратного
времени. В режиме резания необходимо постоянно указывать команду F.
5-2-3. ПАРАМЕТР
В режиме подачи с обратным отсчетом времени, указанные выше команды
выражены командой F и определяются установкой дополнительного параметра ЧПУ
бита №54, бита 2.
Контрольная
метка
Описание
Команда F функции подачи с обратным отсчетом времени выражает FRN (= 1/F Время (мин)).
Команда F функции подачи с обратным отсчетом времени показывает время резания (сек).
6103-Е
66
РАЗДЕЛ 5. ФУНКЦИЯ ПОДАЧИ С ОБРАТНЫМ ОТСЧЕТОМ ВРЕМЕНИ
5-3. СООБЩЕНИЯ ОБ ОШИБКАХ
2244 Data word: 'F'
Указывать команду "F" запрещено. Команда F находится вне диапазона.
[Индекс]
Отсутствует
[Строка символов]
Отсутствует
[Код]
Нет → В режиме подачи с обратным отсчетом времени команда "F" не указывается в
кадрах команд G01, G02 и G03.
[Возможные местоположения неполадки]
В режиме подачи с обратным отсчетом времени команда "F" не указывается в
кадрах команд G01, G02 и G03.
[Необходимые меры]
В режиме подачи с обратным отсчетом времени, всегда указывайте команду "F" в
кадрах команд G01, G02 и G03.
2262 Data word: spec code
Указан код, который не поддерживается спецификацией.
Были назначены команды, которые не могут быть выполнены одновременно.
[Индекс]
Отсутствует
[Строка символов]
Отсутствует
[Код]
38 → Указывается команда G93, хотя функция подачи с обратным отсчетом времени
не поддерживается.
[Возможные местоположения неполадок]
Ошибка программы или ошибка кода спецификации.
[Необходимые меры]
Исправьте программы ЧПУ.
2263 Data word: G code
Ошибка указанного кода G.
[Индекс]
Отсутствует
[Строка символов]
Отсутствует
[Код]
36 → Указан режим NURBS (G132) при не указанном режиме подачи в минуту.
[Возможные местоположения неполадки]
Код G в программе ЧПУ.
6103-Е
67
РАЗДЕЛ 5. ФУНКЦИЯ ПОДАЧИ С ОБРАТНЫМ ОТСЧЕТОМ ВРЕМЕНИ
[Необходимые меры]
Исправьте программу ЧПУ.
2568 Inverse time feed.
Невозможно указать код G или M при установленном режиме подачи с обратным
отсчетом времени
● Коды G, которые не могут быть указаны в режиме подачи с обратным отсчетом
времени.
Фиксированный цикл, компенсация радиуса резца, трехмерная коррекция,
исходное положение, зона обработки.
● Код М, который не может быть указан в режиме подачи с обратным отсчетом
времени.
Код М в исходном положении.
[Индекс]
Отсутствует
[Строка символов]
Отсутствует
[Код]
Отсутствует
[Возможные местоположения неполадки]
Ошибка программы.
[Необходимые меры]
Исправьте программу.
6103-Е
68
РАЗДЕЛ 6. ФУНКЦИЯ МНОГООСЕВОЙ СИНХРОНИЗАЦИИ
РАЗДЕЛ 6. ФУНКЦИЯ МНОГООСЕВОЙ СИНХРОНИЗАЦИИ
6-1. ОБЗОР
Данная функция позволяет управлять одновременно каждой из множества пар осей
посредством команды для одной оси.
6-2. ОСОБЕННОСТИ СПЕЦИФИКАЦИИ
Под синхронизацией осей понимается одновременное управление парой осей
посредством команды для одной оси. Одна из осей называется ведущей осью, а
вторая – ведомой.
Ведущая ось обозначается как *m, а ведомая – как *s (* как обозначение
синхронизированной оси).
ЧПУ позволяет управлять пятью осями, например, оси X, Y и Z управляются
одновременно, как будто станок управляется восьмью осями: Xm, Ym, Zm, B, C, Xs,
Ys и Zs.
6-2-1. ЭКРАН ДАННЫХ СИНХРОНИЗАЦИИ ОСЕЙ
Нажмите [F8] или [F9] (DISPLAY CHANGE) и выберите Synchronized Axis Data
(Данные Синхронизации Осей) в текущем окне для вызова следующего окна.
Для каждой синхронизированной оси предназначена страница. Страницы можно
перелистывать, используя кнопку [PAGE]. Общее число доступных страниц указано в
правом верхнем углу экрана.
6103-Е
69
РАЗДЕЛ 6. ФУНКЦИЯ МНОГООСЕВОЙ СИНХРОНИЗАЦИИ
SYNC OFSET (смещение синхронизированного положения)
Указывает постоянное отличие в APA между ведущей и ведомой осью.
Значение команды для ведомой оси вычисляется посредствам вычитания смещения
синхронизированного положения от значения команды для ведущей оси.
(Смещение места синхронизации) =
(APA ведущей оси при идеальных условиях) – (APA ведомой оси при
идеальных условиях).
(SRSCON*s ведомой оси) = (SRSCON*m ведущей оси) – (Смещение
синхронизированного положения).
SYNC ERROR (ошибка синхронизации)
При идеальных условиях во время перемещения ведущая и ведомая оси сохраняют
между собой смещение синхронизированного положения. При нежелательных
условиях (т.е. при условии, что одна из осей отдалена или продвинута вперед)
возникает ошибка синхронизации.
(Ошибка синхронизации) = (APA ведущей оси) – (Смещение синхронизированного
положения) – (APA ведомой оси).
6103-Е
70
РАЗДЕЛ 6. ФУНКЦИЯ МНОГООСЕВОЙ СИНХРОНИЗАЦИИ
6-2-2. ЭКРАН ДАННЫХ ОСИ
На экране таблицы данных оси показаны данные для всех осей, включая ведущую и
ведомую синхронизированные оси.
Увеличенный просмотр
6103-Е
71
РАЗДЕЛ 6. ФУНКЦИЯ МНОГООСЕВОЙ СИНХРОНИЗАЦИИ
6-3. НАСТРОЙКА ПАРАМЕТРОВ
6-3-1. ПАРАМЕТРЫ, УСТАНАВЛИВАЕМЫЕ ОТДЕЛЬНО ДЛЯ ВЕДУЩЕЙ И ВЕДОМОЙ ОСЕЙ
Системные параметры, параметры пользователя и параметры компенсации шага
могут быть установлены для каждой оси, включая ведущую и ведомую оси.
Системные параметры и параметры пользователя, которые необходимо установить
для ведущей и ведомой осей, приведены ниже.
Системные параметры
- Ход оси поворота
- Коррекция кодера
- Коррекция индуктосина
- Коррекция индуктосина P
- Коррекция индуктосина N
- Диапазон коррекции шага
- Число позиций шага
- Начало механических координат (применяется только для хода ведомой оси
поворота). (Начало механических координат добавляется к ходу оси поворота и
передается в MCS.)
Дополнительные параметры
Для каждой синхронизованной ведущей оси должны быть установлены следующие
параметры. Они не устанавливаются для других осей.
Фактическая команда
Диапазон установки
Установленная
единица
Смещение места
синхронизации.
-
-
мкм
Допустимая
ошибка
максимальной
синхронизации А.
SET, ADD
от 0 до 32767
мкм
Допустимая
ошибка
максимальной
синхронизации В.
SET, ADD
от 0 до 32767
мкм
Содержание
Устанавливается в режиме
автоматического исправления
ошибок при включении питания
или
режиме
исправления
ошибок синхронизации или в
режиме установки смещения
места синхронизации.
Допустимое
значение
при
нормальных условиях.
Сообщение о неполадке А
появляется,
когда
ошибка
синхронизации
превышает
допустимое значение на 100
мсек и больше.
Допустимое
значение
при
включении питания.
Сообщение о неполадке А
появляется,
когда
ошибка
синхронизации
превышает
допустимое значение на 100
мсек и выше.
[Дополнение]
Параметры, приведенные выше, устанавливаются дополнительным параметром
словом/длинным словом и включаются в системные параметры.
Если "смещение синхронизированного положения" как системный параметр не было
установлено во время включения питания, то оно определяется из разницы
значений команд для ведущих и ведомых осей.
6103-Е
72
РАЗДЕЛ 6. ФУНКЦИЯ МНОГООСЕВОЙ СИНХРОНИЗАЦИИ
"Вычисление" начала (механических) координат ведомой оси как системного
параметра в режиме установки смещения места синхронизации, о котором пойдет
речь позже, также определяет смещение синхронизированного положения
посредствам значений команд для ведущих и ведомых осей на данный промежуток
времени.
"Вычисление" начала (механических) координат ведомой оси также определяет
начало координат ведомой оси.
6103-Е
73
РАЗДЕЛ 6. ФУНКЦИЯ МНОГООСЕВОЙ СИНХРОНИЗАЦИИ
Параметры пользователя
Зазор
Экран параметров пользователя представлен для всех осей, включая ведомые
синхронизированные оси.
6103-Е
74
РАЗДЕЛ 6. ФУНКЦИЯ МНОГООСЕВОЙ СИНХРОНИЗАЦИИ
Экран компенсации шага
Экран настройки компенсации и окно настройки представлены для каждой оси,
включая ведомые синхронизированные оси.
6103-Е
75
РАЗДЕЛ 6. ФУНКЦИЯ МНОГООСЕВОЙ СИНХРОНИЗАЦИИ
6-3-2. ДРУГИЕ ПАРАМЕТРЫ
Бит дополнительного параметра ЧПУ
№37
бит 0
Режим коррекции ошибок синхронизации. 0: выкл. 1: вкл.
Бит 1
Программируемое смещение места синхронизации.
(Бит устанавливается на "0", при установленном бите 0 на
"0")
0: выкл. 1: вкл.
Приведенные выше биты действительны для всех синхронизированных осей.
Синхронизированные оси (Дополнительные параметры ЧПУ)
На экране указаны все параметры, относящиеся к синхронизированным осям.
Для всех осей указаны максимально допустимые ошибки синхронизации А и В и
смещение синхронизированного положения.
Для ведущих и ведомых осей общими являются исходное положение (положение и
характер перемещения), компенсация ошибок индексирования устройства и
компенсация ошибок индексирования устройства (PAC/PAB).
6-3-3. ИЗМЕНЕННЫЕ ПАРАМЕТРЫ
Длинные слова дополнительного параметра ЧПУ
№33 Не применяется
Слова дополнительного параметра ЧПУ
№33 Число установок данных коррекции шага программируется от 0 до 3072
№49 Не применяется
№50 Не применяется
№51 Не применяется
6103-Е
76
РАЗДЕЛ 6. ФУНКЦИЯ МНОГООСЕВОЙ СИНХРОНИЗАЦИИ
6-4. РЕЖИМЫ
Управление синхронизированными осями осуществляется в одном из следующих
режимов.
(1) Режим автоматической коррекции ошибки синхронизации при включенном
питании.
(2) Режим коррекции ошибки синхронизации.
(3) Режим установки смещения синхронизированного положения.
(4) Нормальный режим.
Эти режимы описаны ниже.
(1)
Режим автоматической коррекции ошибки синхронизации при включенном
питании.
Ведомая ось перемещается по направлению снижения ошибки синхронизации
до "0" при включении питания.
Скорость перемещения равна 93,75 мм/мин.
Если абсолютное значение ошибки синхронизации до перемещения
превышает допустимое значение В (системный параметр), появляется
сообщение о неполадке А "1246 Превышено допустимое значение ошибки
синхронизации".
Выход из этого режима осуществляется, когда абсолютное значение ошибки
синхронизации снижается до 20 мкм или ниже.
(2)
Режим коррекции ошибки синхронизации.
Этот режим предназначен для выведения сообщения о превышенной ошибке
синхронизации и приведения системы в норму после снижения ошибки
синхронизации до "0" с помощью импульсной ручки.
Войти в этот режим можно посредством включения бита 0 и параметра опций
№37.
Установка и отмена бита параметров вызывает появление сообщения о
неполадке А "1246 Превышено допустимое значение ошибки синхронизации"
и сообщения о неполадке В "2424 Операция коррекции ошибки
синхронизации".
Установка импульсной ручки на умножение на X1 может быть применена
только для перемещения синхронизированной ведущей оси в направлении
снижения ошибки синхронизации до "0".
Выход из этого режима осуществляется посредством настройки бита 0 и
параметра опций №37.
(3)
Режим установки смещения места синхронизации.
Для входа в этот режим, перед изменением смещения места синхронизации
включите биты 0 и 1, параметр опций №37. В этом режиме кроме
вышеперечисленных (2) функций доступны дополнительные, которые
приведены ниже.
- Возможно перемещение оси и в направлении увеличения ошибки
синхронизации.
- "Вычисление" начала (механических) координат ведомой оси как системный
параметр в этом режиме определяет смещение синхронизированного
положения посредством значений команд (SRSCONX) для ведущих и
ведомых осей на данный промежуток времени.
6103-Е
77
РАЗДЕЛ 6. ФУНКЦИЯ МНОГООСЕВОЙ СИНХРОНИЗАЦИИ
(4)
Нормальный режим.
Нормальным режимом является состояние, отличное от описанных выше с (1)
по (3), в котором ЧПУ с самого запуска функционирует нормально. В
нормальном режиме ошибки синхронизации постоянно отслеживаются.
Если абсолютное значение ошибки синхронизации превышает допустимое
значение А (системный параметр) приблизительно на 100 мсек или более, то
появляется сообщение о неполадке А "1246 Alarm A Sunchronous error limit
over" (неполадка А Превышено допустимое значение ошибки синхронизации).
6-5. ОШИБКИ
5287 Input data overflow (Sync. axis data)
В результате вычисления начала механических координат ведущей оси произошло
переполнение данных ведомой оси, или в результате вычисления начала
механических координат ведомой оси произошло превышение предела смещения
ведущей оси.
[Строка символов]
Отсутствует
[Код]
1: Данные ведомой оси переполнены под влиянием данных ведущей оси.
2: Смещение ведущей оси переполнено под влиянием данных ведомой оси.
6-6. СООБЩЕНИЯ О НЕПОЛАДКАХ
970 Synchronous axis specification code
Неверен код спецификации осевой синхронизации.
1. Указаны более 16 осей, включая ведомую ось.
2. Поворотная ось указана как синхронизированная ось.
[Индекс]
Отсутствует
[Строка символов]
Отсутствует
[Код]
Суммарное число осей, включая ведомые оси.
[Возможные местоположения неполадки]
Неверный типовой код.
[Необходимые меры]
Исправьте типовой код.
[Соответствующие спецификации]
Спецификации синхронизированной оси.
1246 Alarm A Synchronous error limit over
1. Ошибка синхронизации превышает допустимое значение В на 100 мсек или более
при подаче питания.
2- Ошибка синхронизации превышает допустимое значение А на 100 мсек или более
в любой промежуток времени, отличный от случая подачи питания.
Максимально допустимое значение ошибки синхронизации А: системный параметр.
6103-Е
78
РАЗДЕЛ 6. ФУНКЦИЯ МНОГООСЕВОЙ СИНХРОНИЗАЦИИ
Максимально допустимое значение ошибки синхронизации В: системный параметр.
[Индекс]
Отсутствует
[Строка символов]
Отсутствует
[Код]
Ошибка синхронизации во время выхода сообщения о неполадке, выраженная
шестнадцатеричной системой счисления.
[Возможные местоположения неполадки]
В первом случае Снизилась ведущая или ведомая ось после снижения подачи
питания, или не сработала тормозная система.
Во втором случае Перегрузка ведущей или ведомой оси во время эксплуатации или
отказ сервосистемы.
[Необходимые меры]
В первом случае Используя импульсную ручку установите X1 в режиме коррекции
ошибок синхронизации. Затем выйдите из режима и нажмите
RESET.
Во втором случае Выключите питание, затем снова включите.
[Соответствующие спецификации]
Спецификации синхронизированной оси.
2424 Synchronous error recovering operation
Сообщение о неполадке показывает, что был выполнен вход в режим коррекции
ошибок синхронизации и режим установки смещения синхронизированного
положения для управления синхронизированной осью.
[Индекс]
Отсутствует
[Строка символов]
Отсутствует
[Код]
Ошибка синхронизации, выраженная шестнадцатеричной системой счисления.
[Возможные местоположения неполадки]
Указывает на нахождение системы в режиме коррекции ошибок синхронизации.
[Пример программы]
Включить биты 0 и 1 и параметр опций №37 для входа в режим коррекции ошибок
синхронизации или установки смещения места синхронизации.
[Необходимые меры]
Это сообщение о неполадке только информирует пользователя режима и не требует
особых действий. Выйдите из режима для отключения сообщения.
[Соответствующие спецификации]
Спецификации синхронизированной оси.
6103-Е
79
РАЗДЕЛ 7. ФУНКЦИЯ РУЧНОЙ ПОДАЧИ В НАПРАВЛЕНИИ ОСИ ИНСТРУМЕНТА
РАЗДЕЛ 7. ФУНКЦИЯ РУЧНОЙ ПОДАЧИ В НАПРАВЛЕНИИ ОСИ
ИНСТРУМЕНТА
7-1. ОБЗОР
На наклонном участке, где осью инструмента является ось Z, эта функция
активирует ускоренное перемещение, рабочую подачу, подачу импульсной ручкой по
осям Х, Y и Z в ручном режиме.
Эта функция также выводит фактическое положение в системе координат,
преобразованной из обычной системы координат, основываясь на направлении оси
шпинделя.
Метод подачи оси выбирается по установкам данных в битах дополнительного
параметра ЧПУ между "Ручная подача в направлении инструмента" и "Ручная
подача по наклону", когда нажата кнопка ручной подачи при обработке наклонного
участка.
7-2. ДЕТАЛИ СПЕЦИФИКАЦИИ
Следующий бит параметра используется для изменения метода ручной подачи.
Дополнительный параметр ЧПУ бит № 72, бит 3.
№
Бит
72
3
Статус
Описание
Ручная подача по наклону
Начальное значение
Ручная подача в направлении оси инструмента
Выберите метод ручной подачи между методом "Ручной подачи в направлении оси
инструмента" и методом "Ручной подачи по наклону" нажатием кнопки ручной
подачи при обработке наклона.
Этот параметр не активируется при включении питания.
Даже когда этот параметр находится в режиме ON
(ручная подача в
направлении оси инструмента), трехмерная система координат установки экрана
может появиться и использоваться для ввода данных в обычном режиме.
7-2-1. ФУНКЦИЯ РУЧНОГО ВВОДА ДАННЫХ В НАПРАВЛЕНИИ ОСИ ИНСТРУМЕНТА
При наклоне на оси Z инструмента эта функция активирует ускоренное
перемещение, рабочую подачу, подачу импульсной ручкой по оси X,Y и Z при ручном
управлении.
Ручная подача в направлении оси инструмента
1) Работа вручную
После включения "вкл./выкл. подачи на любой угол", выберите необходимую ось
(X,Y,Z или для импульсной ручки) с помощью кнопки выбора оси подачи на панели
станка. Далее инструмент может передвигаться в направлении оси при ручной
подаче в ускоренном ходе, при ручной рабочей подаче или подаче импульсной
ручкой.
2) Выполнение в авто/MDI (ручной ввод данных) режиме
Во время работы в авто/MDI режиме инструмент может двигаться в направлении
оси тем же способом, что и при работе вручную, описанной выше (1). Однако в
этом случае необходимо выбрать режим ручного прерывания или режим подачи
импульсной ручкой.
6103-Е
80
РАЗДЕЛ 7. ФУНКЦИЯ РУЧНОЙ ПОДАЧИ В НАПРАВЛЕНИИ ОСИ ИНСТРУМЕНТА
Когда включен переключатель "Вкл./выкл. подачи на любой угол", 3D FEED
выводится в верхней части экрана. В это время относительное фактическое
положение наклона выводится в координатах в системе координат,
преобразованных в направлении оси инструмента.
Для вывода относительного фактического положения наклона установите страницу
на экране фактического положения ACTUAL POSITION.
Рис. 7-1. Экран относительного фактического положения
6103-Е
81
РАЗДЕЛ 7. ФУНКЦИЯ РУЧНОЙ ПОДАЧИ В НАПРАВЛЕНИИ ОСИ ИНСТРУМЕНТА
Для увеличения вывода относительного фактического положения направления
инструмента нажмите кнопку [F2] (ACT POSI ENLARGE), нажмите кнопку
расширения, затем нажмите [F4] (RELATIVE TOOL DIR.).
Рис. 7-2. Экран направления инструмента с увеличенным выводом
относительного фактического положения
6103-Е
82
РАЗДЕЛ 7. ФУНКЦИЯ РУЧНОЙ ПОДАЧИ В НАПРАВЛЕНИИ ОСИ ИНСТРУМЕНТА
Когда дополнительный параметр ЧПУ бит № 75 бит 6 не отмечен
:
На экране, показанном ниже, выводится MANUAL SHIFT TOOL DIR
(CURRRENT/TOTAL). Экран, показанный ниже, можно вывести, переключая
страницы с экрана ACTUAL POSITION.
Значения MANUAL SHIFT TOOL DIR. (CURRENT/TOTAL), показанные на экране,
вычисляются следующим образом.
X Y Z (A) *
MANUAL SHIFT TOOL DIR. (CURRENT)
MANUAL SHIFT TOOL DIR. (TOTAL)
Названия каждой оси
Значения X, Y и Z системы координат в направлении
инструмента (фактическое) вычисляются по значениям X, Y
и Z "MANUAL SHIFT AMOUNT (CURRENT)".
Значения X, Y и Z системы координат в направлении
инструмента (фактическое) вычисляются по значениям X, Y
и Z "MANUAL SHIFT AMOUNT (TOTAL)".
● Когда бит дополнительного параметра № 75 бит 6 выбран
, значения
"MANUAL SHIFT TOOL DIR. (CURRENT/TOTAL) не показаны.
● Во время подачи в 3D значения "MANUAL SHIFT DIR. (CURRENT/TOTAL)
показаны синим.
6103-Е
83
РАЗДЕЛ 7. ФУНКЦИЯ РУЧНОЙ ПОДАЧИ В НАПРАВЛЕНИИ ОСИ ИНСТРУМЕНТА
Всплывающие окна направления смещения инструмента вручную
Всплывающие окна, показывающие значения смещения вручную в направлении
инструмента (фактическое/общее), можно открыть с помощью функциональной
кнопки "ACT POSI ENLARGE"
Процедура:
1. Нажмите кнопку [F2] (ACT POSI ENLARGE) на экране фактического положения
ACTUAL POSITION.
2. Нажмите кнопку расширения, затем кнопку [F6] (M-SHIFT TOOL DIR.).
Появляется всплывающее окно, показывающее M. SHIFT TOOL DIR. CURRENT.
(Не в 3-х мерной подаче)
(В з-х мерной подаче)
Цвет фона заготовка изменяется
со светло зеленого на желтый в
трехмерной подаче.
3. С открытым окном, показывающим значения "M. SHIFT TOOL DIR. CURRENT"
снова нажмите кнопку [F6] (M-SHIFT TOOL DIR).
Появится всплывающее окно, показывающее M. SHIFT TOOL DIR. TOTAL.
(Не в 3-х мерной подаче)
(В з-х мерной подаче)
Цвет фона заготовка изменяется
со светло зеленого на желтый в
трехмерной подаче.
4. С открытым окном, показывающим значения "M. SHIFT TOOL DIR. TOTAL" снова
нажмите кнопку [F6] (M-SHIFT TOOL DIR), чтобы закрыть всплывающее окно.
6103-Е
84
РАЗДЕЛ 7. ФУНКЦИЯ РУЧНОЙ ПОДАЧИ В НАПРАВЛЕНИИ ОСИ ИНСТРУМЕНТА
Всплывающее окно значения смещения в ручном управлении
Всплывающее окно MANUAL SHIFT AMOUNT (CURRENT/TOTAL) можно вывести,
нажав на функциональную кнопку ACT POSI ENLARGE.
Процедура:
1. Нажмите кнопку [F2] (ACT POSI ENLARGE) на экране ACTUAL POSITION.
2. Когда бит дополнительного параметра ЧПУ № 75 бит 6 не отмечен
кнопку расширения, затем нажмите кнопку [F1] (SHIFT ON/OFF).
, нажмите
Когда бит дополнительного параметра ЧПУ № 75 бит 6 отмечен
кнопку [F6] (SHIFT ON/OFF).
, нажмите
Открывается всплывающее окно MANUAL SHIFT AMOUNT (CURRENT/TOTAL).
Содержание всплывающего окна можно изменить, так же, как и содержание
всплывающего окна MANUAL SHIFT TOOL DIR.
6103-Е
85
РАЗДЕЛ 7. ФУНКЦИЯ РУЧНОЙ ПОДАЧИ В НАПРАВЛЕНИИ ОСИ ИНСТРУМЕНТА
Активация направления перемещения инструмента с помощью функции
ручной подачи
(1) Положительные и отрицательные направления
Стрелка на рисунке показывает направления движения инструмента во время
ручной подачи.
Рис. 7-3. Направление перемещения инструмента во время ручной подачи
(2) Позиционные отношения между углом приспособления оси С и направлениями
оси X/Y. На рисунке ниже показаны направления оси, если смотреть на станок
сверху.
Рис. 7-4. Позиционное отношение между углом оси С и направлениями оси X/Y
6103-Е
86
РАЗДЕЛ 7. ФУНКЦИЯ РУЧНОЙ ПОДАЧИ В НАПРАВЛЕНИИ ОСИ ИНСТРУМЕНТА
3) Угол приспособления оси В
На рисунке показан шпиндель с торцевой части станка, когда приспособление угла
оси С задано 90 . Стрелка показывает направления инструмента, меняющиеся при
ручной подаче.
Ось В:90
(С осью В: 0°)
(С осью В: 90°)
Ось В:0
.
Рис.7-5. Угол оси В и направление передвижения оси при ручной подаче
Обратите внимание на следующие пункты
● Направление оси инструмента считается от текущей позиции инструмента.
Поэтому направление инструмента пересчитывается каждый раз при
перемещении приспособления. Во время этих подсчетов команды подачи по осям
X,Y,Z не берутся во внимание.
● Эта функция активна в режиме подачи импульсной ручкой во время выполнения
команды обработки наклонной поверхности G69. Команда зеркального
отображения не влияет на эту функцию.
● Когда дополнительный параметр ЧПУ бит № 72 бит 3 в положении ON
,
относительная позиция устанавливается в системе координат, основанной на
направлении оси инструмента. Эти же значения используются для установки
позиции в системах координат направления инструмента и наклона.
7-2-2. РУЧНАЯ ПОДАЧА НА НАКЛОН
Когда дополнительный параметр ЧПУ бит № 72 бит 3 установлен в положение ON
, и нажата кнопка ручной подачи наклона, инструмент двигается согласно ручной
подаче на наклон. Для более подробного изучения функции управления наклоном
смотрите Раздел 28 Руководство по специальным функциям №1.
6103-Е
87
РАЗДЕЛ 8. ФУНКЦИЯ HI-G В РЕЖИМЕ МАЛОЙ ВИБРАЦИИ
РАЗДЕЛ 8. ФУНКЦИЯ HI-G В РЕЖИМЕ МАЛОЙ ВИБРАЦИИ
8-1. ОБЗОР
Параметры могут использоваться для включения и выключения функции Hi-G или
настройки ускорения, используемого этой функцией.
8-2. ОБЗОР СПЕЦИФИКАЦИЙ
Биты дополнительных параметров ЧПУ и коэффициенты ускорения G0 в качестве
системных параметров могут использоваться для выбора и изменения содержания
управления Hi-G.
Бит дополнительного
параметра ЧПУ
№ 67 бит 0
№ 67, бит 5
-
Режим
Содержание управления Hi-G
Режим высокого
ускорения
Режим малой
вибрации
Управление Hi-G
выключено
Управление Hi-G осуществляется при полном ускорении
Управление Hi-G осуществляется при ускорении, регулирующемся
коэффициентами регулировки ускорения GO
Управление Hi-G деактивировано
8-3. ПАРАМЕТРЫ
8-3-1. БИТ ДОПОЛНИТЕЛЬНОГО ПАРАМЕТРА ЧПУ № 67 БИТ 0
Этот параметр активирует и деактивирует функцию Hi-G.
№ 67 бит 0
Активирует/деактивирует функцию Hi-G
активная (по умолчанию)
неактивная
[Дополнение]
- При установке данного параметра в положение "неактивно", параметры, описанные
ниже в пунктах 3-2 и 3-3, становятся нерабочими.
- Этот параметр активируется каждый раз при включении электропитания.
8-3-2. БИТ ДОПОЛНИТЕЛЬНОГО ПАРАМЕТРА ЧПУ № 67 БИТ 5
Этот параметр выбирает режим функции Hi-G между высоким ускорением и низкой
вибрацией.
№ 67 бит 5
Выбор режима функции Hi-G
Режим высокого ускорения (по умолчанию)
Режим низкой вибрации
[Дополнение]
Этот параметр активируется каждый раз при включении электропитания.
6103-Е
88
РАЗДЕЛ 8. ФУНКЦИЯ HI-G В РЕЖИМЕ МАЛОЙ ВИБРАЦИИ
8-3-3. СИСТЕМНЫЕ ПАРАМЕТРЫ
На последней странице экрана системных параметров (страница, на которой
показаны параметры "PITCH COMP SPAN" и "NUMER OF PITCH POINT") в третьей
строке параметры "G00 ACCEL ADJUST" используются для регулировки ускорения
T2 в режиме низкой вибрации функции Hi-G.
Параметр "G00 ACCEL ADJUST" поддерживает функцию Hi-G. Он выводится на
экран и может быть установлен, когда значение "1" присваивается дополнительному
параметру ЧПУ №67 бит 5 (режим низкой вибрации). При этой установке постоянная
времени Т2 используется для Hi-G после сокращения до 100.
Коэффициенты регулировки ускорения G0:
Диапазон установки:
от 1 до 100 (%).
Значение по умолчанию: 50 (если установленное значение 0, оно изменяется на 50
после выбора режима низкой вибрации и перезапуска
станка.)
Этот параметр эффективен при включении электропитания.
6103-Е
89
РАЗДЕЛ 9. ФУНКЦИЯ СОКРАЩЕНИЯ ВРЕМЕНИ ФИКСИРОВАННОГО ЦИКЛА
РАЗДЕЛ 9. ФУНКЦИЯ СОКРАЩЕНИЯ ВРЕМЕНИ ФИКСИРОВАННОГО
ЦИКЛА
9-1. ОБЗОР
Следующие функции были добавлены для сокращения времени, необходимого для
успешного повторения фиксированного цикла.
● Оптимальный контроль позиционирования.
● Сокращение времени цикла для фиксированного глубокого высокоскоростного
сверления (G73) и глубокого сверления (G83).
9-2. ОПТИМАЛЬНОЕ УПРАВЛЕНИЕ В ЗАДАННОМ ПОЛОЖЕНИИ
В настоящее время управление в заданном положении движением осей подачи
использует значения в данном положении как системные параметры. Проверка
установки в заданном положении во время фиксированного цикла используется для
сокращения времени ожидания при проверке других значений, подходящих этому
циклу.
9-2-1. ДОПОЛНИТЕЛЬНЫЕ ПАРАМЕТРЫ
На экран Параметров пользователя добавлены следующие параметры:
1) CYCLE AXIS INP
2) POINT R LEVEL INP
3) RETRACT POINT INP
4) RETURN POINT INP
Диапазон установки : от 0 до 1000 (единица измерения 0,001 мм)
ADD
: используется
CAL
: нет команды.
6103-Е
90
РАЗДЕЛ 9. ФУНКЦИЯ СОКРАЩЕНИЯ ВРЕМЕНИ ФИКСИРОВАННОГО ЦИКЛА
9-2-2. ВКЛЮЧЕНИЕ/ВЫКЛЮЧЕНИЕ ОПТИМАЛЬНОГО IN-P КОНТРОЛЯ
Дополнительный параметр ЧПУ используется для активации/деактивации
оптимального контроля IN-P.
9-2-3. ПРИМЕНЕНИЕ
- Каждое значение заданного положения, как параметр пользователя, смотрите
рисунок 10-1.
- Контролируются только оси в фиксированном цикле. Другие оси используются со
значениями в заданном положении, как параметр системы (как обычно).
- Если значение в заданном положении как параметр пользователя "0", то оси
проверяются со значением в заданной позиции, как параметр системы.
- Если параметр №67 бит 3 проверяется
для активации этой функции, то оси,
вращающиеся во время процесса дробления на наклонной плоскости,
проверяются со значениями заданной позиции как параметры системы.
6103-Е
91
РАЗДЕЛ 9. ФУНКЦИЯ СОКРАЩЕНИЯ ВРЕМЕНИ ФИКСИРОВАННОГО ЦИКЛА
Рис. 9-1. Список параметров, используемых для оптимального управления INP в разных фиксированных циклах
Примечания переводчика:
Point R- точка R, Point Z- точка Z, Return point- возврат точки, Return to point R- возврат к точке R,
Cutting Point- точка резания, Retract Point- координата отвода, Cut ending Point-точка завершения
резания, Positioning Point-опорная точка.
6103-Е
92
РАЗДЕЛ 9. ФУНКЦИЯ СОКРАЩЕНИЯ ВРЕМЕНИ ФИКСИРОВАННОГО ЦИКЛА
9-3. ПРОПУСК ШАГА КОМАНДЫ ВРАЩЕНИЯ ШПИНДЕЛЯ (М03)
Количество шагов цикла для выполнения может быть сокращено, пропуская
установленный
командой
М03
шаг
в
фиксированном
цикле,
G73/G83/G81/G82/G85/G89/G281.
9-3-1. ПРОПУСК УСТАНОВЛЕННОГО ШАГА КОМАНДЫ ВРАЩЕНИЯ ШПИНДЕЛЯ (М03)
Для пропуска установленного командой вращения шпинделя (М03)
используется дополнительный параметр ЧПУ.
шага
Примечание:
Команда М03 не выполняется при установке этого параметра в режим "Effective"
(активно). В этом случае, команда М03 должна быть выполнена до кадра
G73/G83/G81/G82/G85/G89/G281. В случае М130 (условия для вращения шпинделя
во время подачи шпинделя) операция резания совершается, даже когда шпиндель
не вращается, и команда М03 должна быть выполнена до установки бита параметра
в режим "Effective".
9-4. ПРОПУСК ШАГА КОМАНДЫ НАЧАЛЬНОЙ ПОЗИЦИИ КООРДИНАТЫ R ПРИ ВВОДЕ
СЛЕДУЮЩЕЙ КОМАНДЫ
Если фиксированный цикл успешно повторяется в программе, как показано ниже,
точка, в которую надо прийти при втором и последующих повторениях уже
достигнута, так как предыдущий кадр - М54 (возврат в точку R). Число шагов цикла
для выполнения может быть сокращено при пропуске шага, установленного
командой положения запуска в точку R.
Однако, в следующих случаях шаг, установленный командой задания позиции
координаты R, не пропускается.
- Команда возврата уровня верхнего предела (М52) была задана в предыдущем
кадре или была задана команда установления уровня координаты.
- Координата R была перенесена для несовместимости возвратной координаты в
предыдущем кадре с начальной координатой в текущем кадре.
- Во время процесса шлифования наклонной плоскости.
- Локальная система координат была введена (при помощи G10) или отменена
(G11) в режиме фиксированного цикла.
- Было произведено переключение между абсолютом (G90) и инкрементом (G91) в
режиме фиксированного цикла.
- Структура фиксированного цикла была изменена (с G73 на G81, например) в
режиме фиксированного цикла.
- Фиксированный цикл с активированной функцией подсчета координат.
6103-Е
93
РАЗДЕЛ 9. ФУНКЦИЯ СОКРАЩЕНИЯ ВРЕМЕНИ ФИКСИРОВАННОГО ЦИКЛА
- Код G был выполнен в режиме фиксированного цикла при условиях, отличных от
приведенных выше.
Условия для пропуска команды могут быть отменены командой G80 или
перезагрузкой ЧПУ.
9-4-1. АКТИВАЦИЯ/ДЕАКТИВАЦИЯ ФУНКЦИИ ПРОПУСКА ШАГА КОМАНДЫ УСТАНОВКИ ПОЗИЦИИ
R КООРДИНАТЫ ПРИ ВЫВОДЕ ПОСЛЕДУЮЩЕЙ КОМАНДЫ
Дополнительный параметр ЧПУ может быть использован для пропуска шага,
заданного программой установки позиции координаты R во время последующих
спецификаций.
Если произведен переход начального положения к точке R, то кадр не остановлен
(при параметре управления ЧПУ №34 бит 0) после движения начальной позиции к
координате R во время покадровой работы.
9-5. АКТИВАЦИЯ/ДЕАКТИВАЦИЯ КОМАНДЫ ОСТАНОВКИ ВРАЩЕНИЯ (М05) В
КООРДИНАТЕ Z В НИЖНЕЙ ЧАСТИ ОТВЕРСТИЯ G74/G84
Дополнительный
параметр
ЧПУ
может
быть
использован
для
активации/деактивации команды остановки вращения (М05) в координате Z в нижней
части отверстия, установленного G74/G84.
6103-Е
94
РАЗДЕЛ 10. ФУНКЦИЯ КОМПЕНСАЦИИ РАЗВЕРНУТОГО УГЛА
РАЗДЕЛ 10. ФУНКЦИЯ КОМПЕНСАЦИИ РАЗВЕРНУТОГО УГЛА
10-1. ОБЗОР
Функция компенсации развернутого угла предназначена для позиционирования оси с
использованием единицы измерения кодером в соответствии с движением другой
оси, тем самым улучшая развернутый угол.
Значение компенсации погрешностей текущего положения движущейся оси
применяется к другой оси, выбранной в качестве оси компенсации для коррекции
положения последней.
Значение компенсации оси
компенсации
Значение компенсации № 1
Предел перемещения в
положительном направлении
Положение
движущейся оси
Настройка значения компенсации начальной точки компенсации (точка
компенсации шага N) невозможна. (всегда 0)
Положение запуска
Значение компенсации оси
компенсации
Значение компенсации № 1
Предел перемещения в
положительном направлении
Положение
движущейся оси
Настройка значения компенсации начальной точки компенсации (точка
компенсации шага N) невозможна.
Произвольное положение
6103-Е
95
РАЗДЕЛ 10. ФУНКЦИЯ КОМПЕНСАЦИИ РАЗВЕРНУТОГО УГЛА
10.2. ЭКРАНЫ НАСТРОЙКИ ПАРАМЕТРОВ
Для функции компенсации развернутого угла были добавлены следующие два
экрана в качестве экранов настройки параметров.
Параметры компенсации развернутого угла (для настройки интервала
компенсации развернутого угла и просмотра номера группы данных компенсации
развернутого угла)
Значения компенсации развернутого угла (для настройки значений компенсации
развернутого угла)
Нажмите Change Screen (изменить экран), затем выберите Straight angle
Compensation Parameters (Параметры компенсации развернутого угла) в режиме
настройки параметров для вызова следующего экрана.
10.2.1. ПАРАМЕТРЫ КОМПЕНСАЦИИ РАЗВЕРНУТОГО УГЛА
Был добавлен экран, показанный на рисунке 10-1, где могут быть выбраны оси
перемещения и компенсации, а также отмечены группы данных компенсации
развернутого угла.
Рис. 10-1. Параметры компенсации развернутого угла
6103-Е
96
РАЗДЕЛ 10. ФУНКЦИЯ КОМПЕНСАЦИИ РАЗВЕРНУТОГО УГЛА
Название параметра
Содержание параметра
Ось движения
Ось движения для коррекции развернутого
угла
Только выбор*1
*/Название применяемой оси*2
Нет
Только когда выключено питание
Параметр, действительный при включении
питания
Ось компенсации
Ось движения для коррекции
развернутого угла
Только выбор*1
*/Название применяемой оси*2
Нет
Только когда выключено питание
Параметр, действительный при
включении питания
Название параметра
Диапазон компенсации развернутого угла
Число групп данных компенсации
Содержание параметра
Определяет интервалы, в которых
регулируется развернутый угол
Рабочая команда
Диапазон установки
Единица установки
Резервное сохранение
Повторное включение питания
Только установка*4
0,001 до 10000,000
Мм или градусы*5
Только при выключенном питании
Параметр, действительный при включении
питания
Показывает число групп диапазонов
компенсации развернутого угла,
установленных параметром,
установленных параметром, описанным
слева*3
Нет
1 до 120
Серии
-
Рабочая команда
Диапазон установки
Единица установки
Резервное сохранение
Повторное включение питания
Название параметра
Содержание параметра
Рабочая команда
Диапазон установки
Единица установки
Резервное сохранение
Повторное включение питания
*1,*2
Стандартное положение компенсации
Выбирает стандартное положение компенсации.
Положение запуска: фиксирует значение компенсации начальной точки
компенсации (точка компенсации шага N) в "0".
Произвольное положение: любое значение компенсации может быть
установлено на каждом перемещении
Выберите произвольное положение или положение запуска
Только при выключенном питании
Параметр, действительный при включении питания
: Используемая ось обозначает ось, отображенную в фактическом положении.
Обратите внимание, что одна и та же ось не может быть выбрана в качестве
оси перемещения и оси компенсации. Только оси, обозначенные *, могут
использоваться в обеих ситуациях. Если название оси вращения меняется,
название отображенной оси движения и оси компенсации изменяются при
повторном включении питания. В спецификации с синхронной осью главная ось
и подчиненная ось рассматриваются как одна ось.
*3
: "Число групп компенсаций развернутого угла" = "всему перемещению для
компенсации развернутого угла"/"Диапазон компенсации развернутого угла"
(Все перемещение для компенсации развернутого угла: предел перемещения Р
– точка компенсации шага N в качестве системного параметра. Если ось
вращения находится в нормальном рабочем режиме, все перемещение
устанавливается: 359,999° фиксировано для спецификации 1/1000° и 359,9999°
фиксировано для спецификации 1/10000°).
"Номер группы данных компенсации развернутого угла" определяется по
включению питания и сокращается до 120, если значение превышает 120.
"Номер группы данных компенсации развернутого угла" устанавливается на 0,
если "диапазон компенсации развернутого угла" составляет 0.
Номер групп данных компенсации произвольного положения следующий.
6103-Е
97
РАЗДЕЛ 10. ФУНКЦИЯ КОМПЕНСАЦИИ РАЗВЕРНУТОГО УГЛА
[COMP.DATA SET] = FUP [[ALL STROKE] / [STRAIGHT ANGLE COMP.
INTERVAL]] + 1
(FUP: Целое (округляется после десятичного знака))
*4
: Во время настройки "диапазона компенсации развернутого угла" "Число групп
данных компенсации развернутого угла" определяется по значению ввода.
Если значение превышает 120, появляется ошибка "5456 Straight angle comp.
data set over" (Превышение установки данных компенсации развернутого угла).
Если ось движения не выбрана, появляется ошибка "5458 Straight angle comp.
мove axis not select" (не выбрана ось движения для компенсации развернутого
угла).
*5
: Поддерживает
преобразование
дюймы/мм.
Поворотная
ось
всегда
устанавливается в градусах, не смотря на дюймы или миллиметры.
*6
: Если ось вращения – прямая линейная ось: 0,000 до 1000,000 [мм] для
спецификации 1 мкм и 0,0000 до 1000,0000 [мм] для спецификации 0,1 мкм.
Если поворотная ось: 0,000 до 1000,000 [град.] для спецификации 1/1000° и
0,0000 до 1000,0000 [град.] для спецификации 1/10000°.
Примечание
- Если "Точка компенсации шага N" или "Предел перемещения Р" изменены, общее
перемещение для компенсации развернутого угла также изменится, но это не
отразится на "Число групп данных компенсации развернутого угла".
- Число групп развернутого угла не обозначается, если указан диапазон
компенсации развернутого угла. Оно отображается после повторного включения
питания.
6103-Е
98
РАЗДЕЛ 10. ФУНКЦИЯ КОМПЕНСАЦИИ РАЗВЕРНУТОГО УГЛА
10.2.2. ЗНАЧЕНИЯ КОМПЕНСАЦИИ РАЗВЕРНУТОГО УГЛА
Был добавлен экран, показанный на рисунке 10-2, где можно указывать значения
компенсации развернутого угла.
Рис. 10-2. Значения компенсации развернутого угла
Название параметра
Содержание параметра
Рабочая команда
Диапазон установки
Единица установки
Резервное сохранение
Повторное включение питания
*1
Стандартное положение компенсации
Значение компенсации развернутого угла *1
SET/ADD
-5000 до 5000
0,1 мкм или 1/10000 град. *2
Только при нажатии кнопки резервного сохранения
Параметр, действительный при включении питания
: Для положения запуска точка начала компенсации эквивалентна точке
компенсации шага N, установленной системным параметром, для которого
значение компенсации "0". Для произвольного положения точка начала
компенсации эквивалентна точке компенсации шага N, установленного
системным параметром, для которого значение компенсации "0". Точка
настройки последнего значения компенсации эквивалентна "числу групп данных
компенсации развернутого угла" х "диапазон компенсации развернутого угла".
Однако, если ось движения является поворотной осью, установлен обычный
режим или режим многократного поворота, компенсация выполняется в
линейном выражении, которое определяет 0 как значение компенсации в 360° от
точки настройки последней компенсации, описанной выше до 360° (*).
(*: От начальной точки компенсации до 360°, чьѐ положение идентично 0°
(начальная точка.))
*2
: Значения компенсации запрограммированы в единицах 0,1 мкм не зависимо от
использованных единиц измерения: дюймов или миллиметров. Что касается
поворотной оси, она программируется в фиксированных единицах 1/10000
градусах.
6103-Е
99
РАЗДЕЛ 10. ФУНКЦИЯ КОМПЕНСАЦИИ РАЗВЕРНУТОГО УГЛА
10-3. ОШИБКИ
5456 Straight angle comp. data set error
Число групп данных компенсации развернутого угла определен, когда диапазон
компенсации развернутого угла установлен больше 120.
[Строка символов]
Отсутствует
[Код]
Вычисленное число групп данных (шестнадцатеричное).
5458 Straight angle comp/ move axis not select
Ось движения не была выбрана, когда был установлен диапазон компенсации
развернутого угла.
[Строка символов]
Отсутствует
Примечание
Эта функция не обеспечивает точность обработки во всех случаях,
программируемых в параметре.
Ошибка между движением назад и четвертым движением будет сформирована в
соответствии со значением настройки параметр, как показано в следующей
формуле.
Emax=Max{|Pn-Pn-1|/L} х F х 0,81
Emax: Макс. значение ошибки между обратным и четвертым движением [0,1 мкм]
F:
Скорость подачи
L:
Диапазон компенсации
n:
Номер значения компенсации
Pn:
Значение компенсации [0,1 мкм] n-ого значения компенсации
Max{}: Функция определяет максимальное значение во всех результатах n (1, 2, 3,
…, число групп данных)
0,81: Коэффициент
6103-Е 100
РАЗДЕЛ 11. ФУНКЦИЯ ООБРАЖЕНИЯ НАГРУЗКИ ПРИСПОСОБЛЕНИЯ
РАЗДЕЛ 11. ФУНКЦИЯ ОТОБРАЖЕНИЯ НАГРУЗКИ ПРИСПОСОБЛЕНИЯ
11-1. ОБЗОР
Функция вывода нагрузки приспособления отображает нагрузку шпинделя в
соответствии с типом приспособления. Функция преобразует максимальную нагрузку
установленного в настоящий момент приспособления на 150% и отображает
нагрузку шпинделя на экране вывода фактического положения и экране вывода
программы.
11-2. ДЕТАЛИ СПЕЦИФИКАЦИИ
11-2-1. ВЫВОД НАГРУЗКИ ПРИСПОСОБЛЕНИЯ
Максимальной нагрузкой устройства является значение, установленное в
параметрах устройства как максимальная нагрузка. Основываясь на этом значении,
функция определяет что показывать – нагрузку инструмента или нагрузку шпинделя.
Под нагрузкой шпинделя подразумевается вывод обычной нагрузки.
Максимальная нагрузка приспособления
0
Кроме 0
Выведенная нагрузка
Нагрузка шпинделя
Нагрузка приспособления
11-2-2. ВЫЧИСЛЕНИЕ ВЫВЕДЕННОЙ НАГРУЗКИ ПРИСПОСОБЛЕНИЯ
Выведенная нагрузка приспособления вычисляется по выведенному значению
нагрузки шпинделя.
Формула вычисления нагрузки приспособления:
Нагрузка приспособления = нагрузка шпинделя х 150 / макс. нагрузка, определенная
типом приспособления
Пример:
Выведенное значение нагрузки шпинделя: 20%
Макс. нагрузка установленного в настоящий момент шпинделя: 40
Выведенная в это время нагрузка приспособления вычисляется следующим
образом:
Нагрузка приспособления = 20 х 150 / 40 → 75 (%)
6103-Е 101
РАЗДЕЛ 11. ФУНКЦИЯ ООБРАЖЕНИЯ НАГРУЗКИ ПРИСПОСОБЛЕНИЯ
11-2-3. ПРИМЕНЕНИЕ С ФУНКЦИЕЙ ПРОСТОГО КОНТРОЛЯ НАГРУЗКИ
Функция простого контроля нагрузки контролирует нагрузку шпинделя и выводит
сообщение о неполадке, если нагрузка превышает значение, установленное в
параметре. Эта функция может изменить устанавливаемый параметр, если
используется функция простого контроля нагрузки, между выводом нагрузки
приспособления и выводом нагрузки шпинделя, установив данные в бите
дополнительного параметра ЧПУ.
- Максимальная нагрузка, выведенная как нагрузка приспособления
Выведенная максимальная нагрузка приспособления:
Максимальная нагрузка приспособления = текущая максимальная нагрузка х 150 /
максимальная нагрузка, определенная типом приспособления
[Дополнение]
Здесь текущая максимальная нагрузка обозначает максимальную величину нагрузки,
показанную как максимальная нагрузка шпинделя.
- Установка максимального значения нагрузки [%] в бите дополнительного
параметра ЧПУ.
Максимальное значение нагрузки, которое было установлено в параметре
контроля перегрузки шпинделя, изменяется, как показано ниже в зависимости от
значения бита дополнительного параметра ЧПУ.
Соответствующий бит дополнительного параметра ЧПУ № 68 бит 4
Установка бит дополнительного
параметра ЧПУ
Описание
Установленная максимальная величина нагрузки (%) становится
величиной нагрузки, которая соответствует выводу нагрузки
шпинделя
Установленная максимальная величина нагрузки (%) становится
величиной нагрузки, которая соответствует выводу нагрузки
приспособления
Пример:
Максимальная величина нагрузки (%), установленная в выбранном в настоящий
момент параметре контроля нагрузки шпинделя = 100
Максимальная нагрузка установленного в настоящий момент в шпинделе
приспособления = 40
Максимальная величина нагрузки, выведенная как нагрузка шпинделя = 100
В это время максимальная нагрузка, выведенная как нагрузка приспособления
[значение, выведенное в LOAD MONITOR (***%)], является следующей.
Установка бит в дополнительном
параметре ЧПУ
Максимальная величина нагрузки
375
100
6103-Е 102
РАЗДЕЛ 11. ФУНКЦИЯ ООБРАЖЕНИЯ НАГРУЗКИ ПРИСПОСОБЛЕНИЯ
11-2-4. ПРИМЕНЕНИЕ С ФУНКЦИЕЙ КОНТРОЛЯ КРУТЯЩЕГО МОМЕНТА СИНХРОНИЗИРОВАННОГО
НАРЕЗАНИЯ РЕЗЬБЫ МЕТЧИКОМ
Функция управления вращающим моментом синхронизированного нарезания резьбы
метчиком контролирует нагрузку вращающего момента, отнесенного к шпинделю во
время синхронизированного нарезания резьбы метчиком, и подает сигнал, если
установленное значение превышено.
Функция управления вращающим моментом синхронизированного нарезания резьбы
метчиком контролирует нагрузку, основанную на показанной величине нагрузки при
управлении синхронизированным вращающим моментом нарезания резьбы
метчиком.
Таким образом, когда нагрузка устройства выведена, управляемой величиной
вращающего момента становится значение, которое относится к нагрузке
устройства. Выводится сообщение об ошибке, если показанная нагрузка устройства
превышает управляемую величину вращающего момента.
В отличие от функции обычного контроля нагрузки, функция отображения нагрузки
приспособления не переносит управляемую величину вращающего момента при
установке бита дополнительного параметра ЧПУ.
6103-Е 103
РАЗДЕЛ 11. ФУНКЦИЯ ООБРАЖЕНИЯ НАГРУЗКИ ПРИСПОСОБЛЕНИЯ
11-2-5. ОТОБРАЖЕНИЕ ЭКРАНОВ
Если выводится нагрузка приспособления, на экране вывода фактического
положения и экране вывода программы "S" меняется на "AT".
Рис. 11-1. Вывод нагрузки приспособления на экране отображения
фактического положения
Рис. 11-2. Вывод нагрузки приспособления на экране отображения программы
6103-Е 104
РАЗДЕЛ 11. ФУНКЦИЯ ООБРАЖЕНИЯ НАГРУЗКИ ПРИСПОСОБЛЕНИЯ
11-2-6. БИТ ДОПОЛНИТЕЛЬНОГО ПАРАМЕТРА ЧПУ
Номер
Бит
68
4
73
5
Описание
В функции обычного управления нагрузкой, которая показывает нагрузку по типу
приспособления, установлена максимальная величина нагрузки (%) по отношению к
значению команды номинального крутящего момента.
В функции обычного управления нагрузкой, которая показывает нагрузку по типу
устройства, установлена максимальная величина нагрузки (%) приспособления.
Эта функция выводит нагрузку в соответствии типом "действительного" типа
приспособления.
Эта функция выводит нагрузку в соответствии с "недействительным" типом
приспособления.
6103-Е 105
РАЗДЕЛ 12. КОМАНДА БОЛЕЕ КОРОТКОЙ ТРАЕКТОРИИ ДЛЯ ПОВОРОТНОГО СТОЛА
РАЗДЕЛ 12. КОМАНДА БОЛЕЕ КОРОТКОЙ ТРАЕКТОРИИ ДЛЯ
ПОВОРОТНОГО СТОЛА
12.1. ОБЗОР
Направление вращения поворотного стола, нормальное или в обратную сторону,
устанавливается командой кода М. С помощью этой функции может задаваться
вращение по более короткой траектории дополнительно к вращению по часовой
стрелке (CW) или против часовой стрелки (CCW).
12-2. КОМАНДЫ
Направление вращения поворотного стола задается командой M, значение которой
меняется в зависимости от номера оси поворотного стола (показывает порядок
определения текущей позиции).
Поворотный стол с 4 осями
М15: команда вращения по часовой стрелке
М16: команда вращения против часовой стрелки
М403: команда более короткой траектории вращения
Поворотный стол с 5 осями
М115: команда вращения по часовой стрелке
М116: команда вращения против часовой стрелки
М404: команда более короткой траектории вращения
Поворотный стол с 6 осями
М331: команда вращения по часовой стрелке
М332: команда вращения против часовой стрелки
М405: команда более короткой траектории вращения
Примечание:
- Когда выполняется команда более короткой траектории, направление вращения
выбирается по разнице между значениями команд предыдущей и настоящей
программы (угловое расстояние). Если текущее положение не совместимо со
значением команды программы, когда система координат (заготовки или местной
координаты) или значение коррекции (например, значение коррекции шпинделя)
изменены или изменено исходное положение, то поворотный стол может
вращаться на более, чем 180 градусов, даже во время команды более короткой
траектории.
- Когда выполняется команда более короткой траектории с угловым расстоянием
180 градусов, то стол вращается нормально.
- Когда выполняется команда более короткой траектории, и было изменено
исходное положение, стол вращается нормально, а не по более короткой
траектории.
- Направление вращения поворотного стола во время последовательного возврата
или возврата при прерывании вручную определяется командой вращения.
- При инкрементной команде (G91), команда направления вращения не работает.
Направление вращения согласовывается со знаком значения команды (+: по
часовой стрелке,-: против часовой стрелки).
- Для поворотного стола с ограниченным диапазоном вращения, таким, как
поворотный стол с ограничениями или многооборотный стол, команда более
короткой траектории вращения не работает. Направление вращение
устанавливается автоматически так, что стол не превышает пределы вращения.
6103-Е 106
РАЗДЕЛ 12. КОМАНДА БОЛЕЕ КОРОТКОЙ ТРАЕКТОРИИ ДЛЯ ПОВОРОТНОГО СТОЛА
12-3. ПАРАМЕТРЫ
Тип команды вращения поворотного стола для выполнения, при включенном или
отключенном питании, нормальной или короткой траектории, может быть установлен
следующим параметром.
Дополнительный параметр ЧПУ бит № 69.
бит 0 : начальное направление вращения поворотного стола с 4 осями
считается направлением с короткой траекторией.
1 … более короткая траектория вращения (М403)
0 … по часовой стрелке (М15)
бит 1: начальное направление вращения поворотного стола с 5 осями
считается направлением с короткой траекторией.
1 … более короткая траектория вращения (М404)
0 … по часовой стрелке (М15)
бит 2 : начальное направление вращения поворотного стола с 6 осями
считается направлением с короткой траекторией.
1 … более короткая траектория вращения (М405)
0 … по часовой стрелке (М331)
6103-Е 107
РАЗДЕЛ 13. ВТОРОЙ ФИКСИРОВАННЫЙ ЦИКЛ СВЕРЛЕНИЯ ГЛУБОКИХ ОТВЕРСТИЙ
РАЗДЕЛ 13. ВТОРОЙ ФИКСИРОВАННЫЙ ЦИКЛ СВЕРЛЕНИЯ ГЛУБОКИХ
ОТВЕРСТИЙ
13-1. ОБЗОР
Эта функция использует фиксированный цикл, который соответствует стандартным
циклам сверления глубоких отверстий (G83/G73), исключением является
постепенное уменьшение скорости подачи и скорости шпинделя в процессе
сверления.
13-2. ВТОРОЙ ФИКСИРОВАННЫЙ ЦИКЛ СВЕРЛЕНИЯ ГЛУБОКИХ ОТВЕРСТИЙ (G281)
Формат команду:
Значения команды для J, Q, QC, QD, P, KA, KB и SC не
должны быть меньше 0. Значения для I, F, FA, FB и FC
должны быть больше 0.
Точка возврата
Точка R
Зона первоначального сверления,
Подача FA
Шпиндель S
Зона постоянной скорости,
Подача FA
Шпиндель S
Зона постепенного замедления
Подача F FB
Шпиндель S SC
Зона сквозного резания,
Подача FС
Шпиндель SС
Точка Z
Рис. 13-1. Второй фиксированный цикл сверления глубоких отверстий
X, Y: Координаты положения отверстия
Z:
Нижняя часть отверстия
R:
Точка R
J:
Глубина резания при непрерывном сверлении с периодическим выводом
сверла
6103-Е 108
РАЗДЕЛ 13. ВТОРОЙ ФИКСИРОВАННЫЙ ЦИКЛ СВЕРЛЕНИЯ ГЛУБОКИХ ОТВЕРСТИЙ
Q:
QC:
QD:
F:
FA:
FB:
FC:
S:
SC:
Р:
КА:
КВ:
Зона постоянной скорости
Зона первоначального сверления
Зона сквозного резания
Скорость подачи
Скорость подачи для QC
Конечная скорость подачи после постепенного замедления
Скорость подачи для QD
Скорость шпинделя до постепенного замедления
Скорость шпинделя после постепенного замедления
Время остановки
Превышение предела на вывод сверла
Превышение предела на серию последовательного сверления
Подача на 1 вывод сверла
Подача на серию последовательного вывода сверла
Превышение предела в каждом цикле
Превышение предела при непрерывном выводе сверла
Рис. 13-2. Ряд последовательных проходов
Последовательность обработки
Процедура:
1. Позиционирование в направлении Х и Y на скорости быстрой подачи.
2. Позиционирование к уровню точки R на скорости быстрой подачи.
Обработка зоны первоначального сверления с выводом сверла из отверстия
3. Сверление величины QC на скорости шпинделя S и скорости подачи FA при
вращении шпинделя по часовой стрелке.
4. Возврат к уровню точки R на скорости быстрой подачи (для вывода стружки).
Обработка зоны постоянной скорости
5. Превышение смещения точки, обработанной на скорости быстрой подачи, на
расстояние, равное КВ.
6. Сверление только на глубину I на скорости подачи F.
7. Смещение на расстояние КА на скорости быстрой подачи.
8. Сверление только на глубину J с повтором шагов 6 и 7.
9. Возврат к уровню точки R на скорости быстрой подачи (для вывода стружки).
10. Сверление зоны Q с повтором шагов 5 - 9.
11. Возврат к уровню точки R на скорости быстрой подачи (для вывода стружки).
Обработка зоны постепенного замедления
6103-Е 109
РАЗДЕЛ 13. ВТОРОЙ ФИКСИРОВАННЫЙ ЦИКЛ СВЕРЛЕНИЯ ГЛУБОКИХ ОТВЕРСТИЙ
12. Превышение смещения обработанной точки на расстояние, равное КВ, на
скорости быстрой подачи.
13. Сверление из точки Z к зоне QD с повтором шагов 5 - 9, уменьшая при этом
скорость быстрой подачи и скорость шпинделя (для получения линейного
отношения скорости подачи, скорости шпинделя и глубины обработки, см. Рис.
14-3).
14. Возврат к уровню точки R на скорости быстрой подачи (для вывода стружки).
Сверление зоны сквозного резания
15. Превышение смещения точки, обработанной на скорости быстрой подачи, на
расстояние, равное КВ.
16. Сверление до точки Z на скорости подачи FC и со скорость шпинделя SC с
повтором шагов 5 - 9.
17. Остановка в точке Z на Р секунд.
18. Движение к точке возврата на скорости быстрой подачи.
6103-Е 110
РАЗДЕЛ 13. ВТОРОЙ ФИКСИРОВАННЫЙ ЦИКЛ СВЕРЛЕНИЯ ГЛУБОКИХ ОТВЕРСТИЙ
13-3. ДОПОЛНЕНИЕ
(1) Операция возврата КА/КВ может быть изменена на G1 при помощи
дополнительного параметра, бит № 59, бит 4. Для скорости подачи во время
операции G1 смотрите значение дополнительного параметра, длинное слово №
14.
(2) Когда опускается превышение предела в КА/КВ, смотрите значение длинного
слова дополнительного параметра. Расстояние перебега КА может быть
обозначено как 0. В этом случае, в зоне I шаговое выполнение отсутствует.
КА: Дополнительный параметр, длинное слово № 1
КВ: Дополнительный параметр, длинное слово № 2
(3) Если 0 присвоен командам Q/QC/QD, соответствующая зона обрабатываться не
будет. Если Q/QC/QD опускается при начальном задании команды, система
рассматривает эту установку в качестве нулевой.
(4) Если FA, FB и DC опускаются, система устанавливает, что FA = FB = FC = F.
Если FB включено, а FC пропускается, FC = FB.
(5) Если одна цифра F присвоена F, FA, FB или FC, значение команды F
используется для всех зон. Одна цифра F действительна, когда она
присваивается команде F.
(6) Если J равно 0 или опускается, система функционирует тем же образом, что и в
режиме G73 (то есть резание на глубину I).
(7) Если I ≥ J, система функционирует тем же образом, что и в режиме G83 (то есть
резание на глубину J).
(8) Для адресного символа, используемого для фиксированного цикла 2 глубокого
сверления, заданное значение может быть получено так же, как в других
фиксированных циклах. При выполнении фиксированного цикла с
использованием одного адресного символа, значение необходимо отменить
(например, G80 или G1).
(9) Этой команде всегда необходима команда S. Если команда S отсутствует,
появляется сообщение о неполадке 2589.
(10) Если команда SC опускается, система распознает это значение как SC = S.
(11) Если эффективная скорость привода установлена ниже минимального предела
во время постепенного замедления (между S и SC), скорость шпинделя
блокируется на уровне минимальной предельной скорости привода.
(12) Скорость шпинделя уменьшается постепенно при указании команды коррекции
(в 0,1% единицах). Поэтому заданная и фактическая скорость будут различны.
6103-Е 111
РАЗДЕЛ 13. ВТОРОЙ ФИКСИРОВАННЫЙ ЦИКЛ СВЕРЛЕНИЯ ГЛУБОКИХ ОТВЕРСТИЙ
Если FC опускается, FC = FB
Скорость подачи
Если F 1-значная команда указана в зоне
F, FA, FB или FC, команда F
действительна во всех зонах.
Скорость шпинделя
Если в системе задано, что эффективная
скорость привода меньше минимального
предела, данный предел блокируется.
Зона
первоначального
сверления
Точка R
Зона постоянной скорости
Зона постепенного
замедления
Зона сквозного
резания
Глубина обработки
Точка Z
Рис. 13-3. Отношение между глубиной сверления, скоростью подачи и
скоростью шпинделя
6103-Е 112
РАЗДЕЛ 13. ВТОРОЙ ФИКСИРОВАННЫЙ ЦИКЛ СВЕРЛЕНИЯ ГЛУБОКИХ ОТВЕРСТИЙ
13-4. СООБЩЕНИЯ О НЕПОЛАДКАХ
Следующие сообщения о неполадках используются для фиксированного цикла 2
глубокого сверления.
2589 Alarm B Fixed cycle: S, SC
Несоответствующая команда S или SC.
[Индекс]
Отсутствует
[Строка символов]
Отсутствует
[Код]
Шестнадцатеричное обозначение заданной команды S или SC.
[Возможные местоположения неполадки]
Значение команды S/SC - вне программируемого диапазона для кадра команды
G281 (фиксированный цикл 2 глубокого сверления).
2590 Alarm B Fixed cycle: QC, QD
[Индекс]
Отсутствует
[Строка символов]
Отсутствует
[Код]
Шестнадцатеричное обозначение заданной команды QC или QD.
[Возможные местоположения неполадки]
Значение команды QC/QD - вне программируемого диапазона для кадра команды
G281 (фиксированный цикл 2 глубокого сверления).
2591 Alarm B Fixed cycle: КА, КВ
Несоответствующая команда КА или КВ.
[Индекс]
Отсутствует
[Строка символов]
Отсутствует
[Код]
Шестнадцатеричное обозначение заданной команды КА или КВ.
[Возможные местоположения неполадки]
Значение команды КА/КВ - вне программируемого диапазона для кадра команды
G281 (фиксированный цикл 2 глубокого сверления).
6103-Е 113
РАЗДЕЛ 13. ВТОРОЙ ФИКСИРОВАННЫЙ ЦИКЛ СВЕРЛЕНИЯ ГЛУБОКИХ ОТВЕРСТИЙ
2592 Alarm B Fixed cycle: illegal command
Несоответствующая команда диапазона обработки (Q, QC или QD).
[Индекс]
Отсутствует
[Строка символов]
Отсутствует
[Код]
Шестнадцатеричное обозначение |Z-R| - (Q + QC + QD).
[Возможные местоположения неполадки]
|Z-R| - (Q + QC + QD) верно в кадре команды G281 (фиксированный цикл 2 глубокого
сверления).
2593 Alarm B Fixed cycle: I
Несоответствующая команда I.
[Индекс]
Отсутствует
[Строка символов]
Отсутствует
[Код]
Отсутствует
[Возможные местоположения неполадки]
Нет команды I в кадре команды G281 (фиксированный цикл 2 глубокого сверления).
6103-Е 114
РАЗДЕЛ 14. ФУНКЦИЯ СИНХРОЛНИЗИРОВАННОГО НАРЕЗАНИЯ РЕЗЬБЫ МЕТЧИКОМ В
ГЛУБОКИХ ОТВЕРСТИЯХ
РАЗДЕЛ 14. ФУНКЦИЯ СИНХРОНИЗИРОВАННОГО НАРЕЗАНИЯ РЕЗЬБЫ
МЕТЧИКОМ В ГЛУБОКИХ ОТВЕРСТИЯХ
14-1. ОБЗОР
Эта функция используется для нарезания резьбы метчиком в глубоких отверстиях в
режиме синхронизированного управления валом шпинделя. Во всех аспектах она
совпадает с функцией синхронизированного нарезания резьбы метчиком, включая
предосторожности, за исключением системы резания.
14-2. ЦИКЛ НАРЕЗАНИЯ РЕЗЬБЫ МЕТЧИКОМ В ГЛУБОКИХ ОТВЕРСТИЯХ НА
ВЫСОКОЙ СКОРОСТИ
14-2-1. ФОРМАТ КОМАНДЫ
Команда цикла нарезания резьбы метчиком в глубоких отверстиях на высокой
скоростиG283
Команда цикла обратного нарезания резьбы метчиком в глубоких отверстиях
на высокой скорости G273
X, Y: Позиции нарезания резьбы метчиком
Z:
Нижнее положение метчика
R:
Положение точки R
E:
Положение вращения шпинделя в точке R (угол)
Q: Установите глубину резания на вывод сверла в положительном инкрементном
значении
Р:
Время остановки в нижней позиции метчика и в положении точки R
F:
Скорость подачи при резании
S:
Скорость шпинделя
K:
Величина отвода
М: Выбор привода шпинделя
Описание каждой команды
(1) Команда цикла быстрого нарезания резьбы метчиком в глубоких отверстиях
Установите эту команду с G283.
(2) Команда цикла быстрого обратного нарезания резьбы метчиком в глубоких
отверстиях
Установите эту команду с G273.
(3) Позиции нарезания резьбы метчиком (X, Y).
Установите позиции нарезания резьбы метчиком.
Последние установленные позиции будут действительны, когда данная
установка пропускается.
(4) Последние установленные позиции будут действительны, когда данная установка
опускается.
Укажите положения в системе координат в режиме абсолютного измерения G90
или расстояние от точки R в режиме инкрементного увеличения G91.
G:
6103-Е 115
РАЗДЕЛ 14. ФУНКЦИЯ СИНХРОЛНИЗИРОВАННОГО НАРЕЗАНИЯ РЕЗЬБЫ МЕТЧИКОМ В
ГЛУБОКИХ ОТВЕРСТИЯХ
Эта установка может пропускаться, но она должна соответствовать общим
правилам фиксированных циклов. (Подробную информацию об общих правилах
фиксированных циклов смотрите в Руководстве по программированию).
(5) Положение точки R (R)
Укажите положение точки R.
Эта установка может опускаться, но она должна соответствовать общим
правилам фиксированных циклов.
(6) Положение поворота шпинделя в точке R (Е)
Укажите положение нарезания резьбы метчиком (положение индексирования
шпинделя) в начале цикла обработки метчиком. Эта установка может опускаться,
но она должна соответствовать общим правилам фиксированных циклов. То
есть, это модальная команда в режиме фиксированного цикла. Если она
пропущена и больше не указана после активации режима фиксированного цикла,
контроль начального положения резания не выполняется, нарезание
производится с текущей позиции.
(7) Глубина резания на шаг сверления (Q)
Установите глубину резания на шаг сверления в положительном инкрементном
значении.
Эта установка может опускаться, но она должна соответствовать общим
правилам фиксированных циклов.
Сообщение о неполадке появляется, если Q 0 или Q К (величина отвода)
(дополнительный параметр ЧПУ, длинное слово № 1, когда нет команды К).
(8) Время остановки в нижнем положении метчика и положение точки R (Р)
Укажите время установки в нижнем положении метчика и положении точки R.
Установка выполняется тем же образом, что и G04.
Эта установка может опускаться, но она должна соответствовать общим
правилам фиксированных циклов.
(9) Скорость подачи при резании (F)
Укажите скорость вала подачи в зоне подачи, используемой при резании, во
время выполнения цикла. Укажите значение таким образом, чтобы подача оси Z
на поворот шпинделя соответствовала шагу резьбы метчика.
То есть, допустим, шаг резьбы метчика - Р, скорость шпинделя - S, режим подачи
в минуту (G94):
F=PxS
В режиме подачи на оборот (G95):
F=P
Эта установка может опускаться, но она должна соответствовать общим
правилам фиксированных циклов.
Сообщение о неполадке появляется, если указана команда F1-значной подачи.
(10) Скорость шпинделя (S)
Укажите скорость шпинделя (скорость синхронизированной подачи шпинделя) в
режиме нарезания резьбы метчиком.
Эта установка может пропускаться, но она должна соответствовать общим
правилам фиксированных циклов. При указании значения команды, S привод
для
синхронизированного
нарезания
резьбы
метчиком
выбирается
автоматически. Выбираемый привод будет одним и тем же в режиме
6103-Е 116
РАЗДЕЛ 14. ФУНКЦИЯ СИНХРОЛНИЗИРОВАННОГО НАРЕЗАНИЯ РЕЗЬБЫ МЕТЧИКОМ В
ГЛУБОКИХ ОТВЕРСТИЯХ
синхронизированного
нарезания
резьбы
метчиком
и
быстрого
синхронизированного нарезания резьбы глубоких отверстий
(11) Величина отвода (К)
Установите величину отвода в положительном инкрементном значении.
Эта установка может опускаться, но она должна соответствовать общим
правилам фиксированных циклов.
Если величина отвода не установлена, используйте значение дополнительного
параметра ЧПУ, длинное слово № 1.
Сообщение о неполадке появится, если Q < K (величина отвода)
(дополнительный параметр ЧПУ, длинное слово № 1, когда нет команды К).
(12) Выбор привода шпинделя (М)
Привод шпинделя, соответствующий значению команды скорости шпинделя,
выбирается автоматически в цикле нарезания резьбы метчиком. Однако, если
выбранный привод - несоответствующий, другой привод шпинделя выбирается,
согласно М коду.
М234: Привод, соответствующий скорости шпинделя, выбирается из всех
возможных приводов.
М235: Выбирается второй привод, даже в диапазоне скорости первого привода.
М236: Выбирается третий привод, даже в диапазоне скорости первого или
второго привода.
М237: Выбирается четвертый привод, даже в диапазоне скорости первого,
второго или третьего привода.
[Дополнение]
Ранее установленные коды М40 - М43 будут недействительны в режиме
синхронизированного высокоскоростного нарезания глубоких отверстий метчиком.
Они будут действительны после отмены цикла.
6103-Е 117
РАЗДЕЛ 14. ФУНКЦИЯ СИНХРОЛНИЗИРОВАННОГО НАРЕЗАНИЯ РЕЗЬБЫ МЕТЧИКОМ В
ГЛУБОКИХ ОТВЕРСТИЯХ
14-2-2. ОПЕРАЦИИ
Команда цикла нарезания резьбы метчиком в глубоких отверстиях на высокой
скорости (G283)
Операция (1)
Точка возврата
Операция (9)
Операция (2)
Точка R
Операция (8)
Операция (3)
Быстрый ход
Операция (4)
Операция (5)
Рабочая подача
(синхронизированная подача)
Операция (7)
Операция (5)
Операция (6)
Точка Z
(1) Шпиндель позиционируется при ускоренном перемещении к координатам (X, Y); в
то же время выбирается соответствующий привод шпинделя для значения
команды S, и шпиндель блокируется.
Однако, если команда кода М указана в кадре, где эта команда уже существует,
эти операции выполняются по завершению позиционирования и выполнения
команды кода М.
(2) Шпиндель позиционируется в точку R при ускоренном перемещении, в то же
время положение шпинделя позиционируется в точку Е в одном направлении
(направлении поворота метчика) в режиме индексирования шпинделя.
(3) Синхронизированная подача шпинделя и оси Z при резании выполняется на
величину сверления Q в направлении обычного вращения шпинделя.
(4) Синхронизированная подача шпинделя и оси Z при резании выполняется на
величину отвода К в направлении обратного вращения шпинделя.
(5) Операции (3) и (4) для обработки повторяются до точки Z.
(6) Остановка выполняется на Р секунд, если Р указана в точке Z.
(7) Синхронизированная подача шпинделя и оси Z при резании выполняется к точке
R в направлении обратного вращения шпинделя.
(8) Остановка выполняется на Р секунд, если Р указана в точке R.
(9) Позиционирование выполняется при ускоренном перемещении в точку возврата.
6103-Е 118
РАЗДЕЛ 14. ФУНКЦИЯ СИНХРОЛНИЗИРОВАННОГО НАРЕЗАНИЯ РЕЗЬБЫ МЕТЧИКОМ В
ГЛУБОКИХ ОТВЕРСТИЯХ
Операции (3) - (7) выполняются при 100% коррекции шпинделя, независимо от
фактической подачи при резании и ручной коррекции шпинделя. Режим холостого
хода также становится недействительным.
В операциях (4) и (7) активируется коррекция скорости возврата для
синхронизированного нарезания резьбы метчиком.
Когда величина отвода К не установлена в программе, используется значение,
установленное в дополнительном параметре ЧПУ, длинное слово № 1.
Этот параметр также используется для G73 и G83.
Команда цикла нарезания глубоких отверстий метчиком на высокой скорости в
обратном направлении (G273)
В операциях (2), (3), (4) и (7) изменяется только направление вращения, другие
операции аналогичны выполнениям команды цикла нарезания резьбы метчиком
глубоких отверстий на высокой скорости.
Задержка
(a) При нажатии кнопки SLIDE HOLD во время операции (3), шпиндель блокируется и
синхронно подается к точке R в режиме обратного вращения, после чего он
останавливается.
(b) При нажатии кнопки SLIDE HOLD во время операции (4), шпиндель синхронно
подается к точке R в режиме обратного вращения по завершению выполнения,
после чего он останавливается.
(с) При нажатии кнопки SLIDE HOLD во время операции (6) или (7), шпиндель
перемещается к точке R, где и удерживается.
(d) При нажатии кнопки запуска Start во время задержки в точке R в результате (а) (с), начинается синхронизированная подача шпинделя и оси Z к величине Q.
[Дополнение]
Кнопка ручного прерывания Manual Interrupt недействительна при задержке в точке
R.
6103-Е 119
РАЗДЕЛ 14. ФУНКЦИЯ СИНХРОЛНИЗИРОВАННОГО НАРЕЗАНИЯ РЕЗЬБЫ МЕТЧИКОМ В
ГЛУБОКИХ ОТВЕРСТИЯХ
14-3. ЦИКЛ НАРЕЗАНИЯ РЕЗЬБЫ МЕТЧИКОМ В ГЛУБОКИХ ОТВЕРСТИЯХ
14-3-1. СИСТЕМА КОМАНДЫ
Формат команды.
Команда цикла нарезания резьбы метчиком в глубоких отверстиях G282
Команда цикла обратного нарезания резьбы метчиком в глубоких отверстиях
G272
X, Y: Позиции нарезания резьбы метчиком
Z:
Нижнее положение метчика
R:
Положение точки R
E:
Положение вращения шпинделя в точке R (угол)
Q: Установите глубину резания на вывод сверла в положительном инкрементном
значении.
I:
Глубина резания на шаг (если есть команда Q, эта установка приоритетна).
J:
Величина отвода режущей кромки инструмента (если есть команда Q, эта
установка приоритетна).
Р:
Время остановки в нижней позиции метчика и в положении точки R
F:
Скорость подачи при резании
S:
Скорость шпинделя
K:
Величина отвода
М: Выбор привода шпинделя
Описание каждой команды
(1) Команда цикла нарезания резьбы метчиком в глубоких отверстиях
Установите эту команду с G282.
(2) Команда цикла обратного нарезания резьбы метчиком в глубоких отверстиях
Установите эту команду с G272.
(3) Позиции нарезания резьбы метчиком (X, Y).
Установите позиции нарезания резьбы метчиком.
Последние установленные позиции будут действительны, когда данная установка
опускается.
(4) Нижнее положение метчика (Z).
Укажите положения в системе координат в режиме абсолютного измерения G90
или расстояние от точки R в режиме инкрементного увеличения G91.
Эта установка может опускаться, но она должна соответствовать общим
правилам фиксированных циклов. (Подробную информацию об общих правилах
фиксированных циклов смотрите в Руководстве по программированию).
(5) Положение точки R (R)
Укажите положение точки R.
Эта установка может пропускаться, но она должна соответствовать общим
правилам фиксированных циклов.
(6) Положение поворота шпинделя в точке R (Е)
G:
6103-Е 120
РАЗДЕЛ 14. ФУНКЦИЯ СИНХРОЛНИЗИРОВАННОГО НАРЕЗАНИЯ РЕЗЬБЫ МЕТЧИКОМ В
ГЛУБОКИХ ОТВЕРСТИЯХ
Укажите положение нарезания резьбы метчиком (положение индексирования
шпинделя) в начале цикла обработки метчиком. Эта установка может опускаться,
но она должна соответствовать общим правилам фиксированных циклов. То
есть, это модальная команда в режиме фиксированного цикла. Если она
пропущена и больше не указана после активации режима фиксированного цикла,
контроль начального положения резания не выполняется, нарезание
производится с текущей позиции.
(7) Глубина резания на шаг сверления (Q)
Установите глубину резания на шаг сверления в положительном инкрементном
значении.
Эта установка может опускаться, но она должна соответствовать общим
правилам фиксированных циклов.
Сообщение о неполадке появляется, если |Q| < d1 (величина отвода)
(дополнительный параметр ЧПУ, длинное слово № 2).
(8) Глубина резания на шаг сверления (I)
Установите глубину резания на шаг сверления в положительном инкрементном
значении.
Когда указана команда Q, приоритетной является данная установка.
Если I и J равны 0, появляется сообщение о неполадке.
Сообщение о неполадке появляется, если I<K (значение отвода) (длинное слово
№ 1 дополнительного параметра ЧПУ, если нет команды К). (Если |I| < |J|.)
(9) Величина отвода режущей кромки инструмента (J)
Установите величину отвода режущей кромки инструмента (глубина резания до
возврата к точке R) в положительном инкрементном значении.
Когда указана команда Q, приоритетной является данная установка.
Если J = 0, выполняется та же операция, что и в G283. В этом случае, глубина
резания будет равна I. Когда |I| |J|, J рассматривается как |I|.
Сообщение о неполадке появляется, если I < K (величина отвода)
(дополнительный параметр ЧПУ, длинное слово № 1, когда нет команды К).
Сообщение о неполадке появляется, если |I| < d1 (величина отвода)
(дополнительный параметр ЧПУ, длинное слово № 2).
(10) Время остановки в нижнем положении метчика и положении точки R (Р)
Укажите время установки в нижнем положении метчика и положении точки R.
Установка выполняется тем же образом, что и G04.
Эта установка может опускаться, но она должна соответствовать общим
правилам фиксированных циклов.
(11) Скорость подачи при резании (F)
Укажите скорость вала подачи в зоне подачи, используемой при резании, во
время выполнения цикла. Укажите значение таким образом, чтобы подача оси Z
на поворот шпинделя соответствовала шагу резьбы метчика.
То есть, допустим, шаг резьбы метчика - Р, скорость шпинделя - S, режим подачи
в минуту (G94):
F=PxS
В режиме подачи на оборот (G95):
F=P
6103-Е 121
РАЗДЕЛ 14. ФУНКЦИЯ СИНХРОЛНИЗИРОВАННОГО НАРЕЗАНИЯ РЕЗЬБЫ МЕТЧИКОМ В
ГЛУБОКИХ ОТВЕРСТИЯХ
Эта установка может опускаться, но она должна соответствовать общим
правилам фиксированных циклов.
Сообщение о неполадке появляется, если указана команда F 1-значной подачи.
(12) Скорость шпинделя (S)
Укажите скорость шпинделя (скорость синхронизированной подачи шпинделя) в
режиме нарезания резьбы метчиком.
Эта установка может опускаться, но она должна соответствовать общим
правилам фиксированных циклов. При указании значения команды S, привод для
синхронизированного нарезания резьбы метчиком выбирается автоматически.
Выбираемый привод будет одним и тем же в режиме синхронизированного
нарезания резьбы метчиком и синхронизированного нарезания резьбы глубоких
отверстий.
(13) Величина отвода (К)
Установите величину отвода в положительном инкрементном значении.
Эта установка может опускаться, но она должна соответствовать общим
правилам фиксированных циклов.
Если величина отвода не установлена, используйте значение дополнительного
параметра ЧПУ, длинное слово № 1.
Сообщение о неполадке появится, если Q < K (величина отвода)
(дополнительный параметр ЧПУ, длинное слово № 1, когда нет команды К).
(14) Выбор ЗП шпинделя (М)
ЗП шпинделя, соответствующая значению команды скорости шпинделя,
выбирается автоматически в цикле нарезания резьбы метчиком. Однако, если
выбранная ЗП- несоответствующая, выбирается другая ЗП шпинделя, согласно М
коду.
М234: ЗП, соответствующая скорости шпинделя, выбирается из всех возможных
ЗП.
М235: Выбирается вторая ЗП, даже в диапазоне скорости первой ЗП.
М236: Выбирается третья ЗП, даже в диапазоне скорости первой или второй ЗП.
М237: Выбирается четвертая ЗП, даже в диапазоне скорости первой, второй или
третьей ЗП.
[Дополнение]
Ранее установленные коды М40 - М43 будут недействительны в режиме
синхронизированного нарезания резьбы метчиком в глубоких отверстиях. Они будут
действительны после отмены цикла.
6103-Е 122
РАЗДЕЛ 14. ФУНКЦИЯ СИНХРОЛНИЗИРОВАННОГО НАРЕЗАНИЯ РЕЗЬБЫ МЕТЧИКОМ В
ГЛУБОКИХ ОТВЕРСТИЯХ
14.3.2. ОПЕРАЦИИ
Команда цикла нарезания резьбы метчиком в глубоких отверстиях (G282)
С командой Q
Операция (1)
Точка возврата
Операция (2)
Операция (11)
Точка R
Операция (10)
Операция (5)
Операция (3)
Операция (4)
Быстрый ход
Рабочая подача
(синхронизированная
подача)
Операция (6)
Операция (7)
Операция (9)
Точка Z
Операция (8)
(1) Шпиндель позиционируется при быстром перемещении к координатам (X, Y); в
то же время выбирается соответствующая ЗП шпинделя для значения команды
S, и шпиндель блокируется. Однако, если команда кода М указана в кадре, где
эта команда уже существует, эти операции выполняются по завершении
позиционирования и выполнения команды кода М.
(2) Шпиндель позиционируется в точку R при быстром перемещении, в то же время
положение шпинделя позиционируется в точку Е в одном направлении
(направлении поворота метчика) в режиме индексирования шпинделя.
(3) Синхронизированная подача шпинделя и оси Z при резании выполняется на
величину сверления Q в направлении обычного вращения шпинделя.
(4) Синхронизированная подача шпинделя и оси Z при резании выполняется к точке
R в направлении обратного вращения шпинделя.
(5) Во второй и последующих операциях резания, синхронизированная подача
шпинделя и оси Z выполняется в режиме обычного вращения шпинделя в
положении за последней позицией обработки на расстоянии d1.
Однако, операция (5) не будет выполнена, когда коррекция скорости возврата
для синхронизированного нарезания резьбы метчиком равна 100%.
(6) Синхронизированная подача шпинделя и оси Z при резании выполняется на
величину Q + d1 в режиме обычного вращения шпинделя.
(7) Операции (4), (5) и (6) для обработки повторяются до точки Z.
6103-Е 123
РАЗДЕЛ 14. ФУНКЦИЯ СИНХРОЛНИЗИРОВАННОГО НАРЕЗАНИЯ РЕЗЬБЫ МЕТЧИКОМ В
ГЛУБОКИХ ОТВЕРСТИЯХ
(8) Остановка выполняется на Р секунд, если Р указана в точке Z.
(9) Синхронизированная подача шпинделя и оси Z при резании выполняется к точке
R в направлении обратного вращения шпинделя.
(10) Остановка выполняется на Р секунд, если Р указана в точке Z.
(11) Позиционирование выполняется при быстром обратном перемещении к точке
возврата.
Операции (3) - (9) выполняются при 100% коррекции шпинделя, независимо от
фактической подачи при резании и ручной коррекции шпинделя. Режим
холостого хода также становится недействительным.
В операциях (4), (5) и (9) активируется коррекция скорости возврата для
синхронизированного нарезания резьбы метчиком.
Позиционная проверка не выполняется в конце операции (5).
С командами I и J
Операция (1)
Точка возврата
Операция (2)
Операция (14)
Точка R
Операция (13)
Операция (3)
Операция (4)
Быстрый ход
Операция (7)
Операция (5)
Рабочая подача
(синхронизированная
подача)
Операция (8)
Операция (12)
Операция (6)
Операция (9)
Операция (10)
Точка Z
Операция (11)
(1) Шпиндель позиционируется при быстром перемещении к координатам (X, Y); в
то же время выбирается соответствующая ЗП шпинделя для значения команды
S, и шпиндель блокируется. Однако, если команда кода М указана в кадре, где
эта команда уже существует, эти операции выполняются по завершению
позиционирования и выполнения команды кода М.
(2) Шпиндель позиционируется в точку R при быстром обратном перемещении, в то
же время положение шпинделя позиционируется в точку Е в одном направлении
(направлении поворота метчика) в режиме индексирования шпинделя.
(3) Синхронизированная подача шпинделя и оси Z при резании выполняется на
глубину резания I в направлении обычного вращения шпинделя.
(4) Синхронизированная подача шпинделя и оси Z при резании выполняется на
величину отвода K в направлении обратного вращения шпинделя.
6103-Е 124
РАЗДЕЛ 14. ФУНКЦИЯ СИНХРОЛНИЗИРОВАННОГО НАРЕЗАНИЯ РЕЗЬБЫ МЕТЧИКОМ В
ГЛУБОКИХ ОТВЕРСТИЯХ
(5) Синхронизированная подача шпинделя и оси Z при резании выполняется на I +
К в направлении обычного вращения шпинделя.
(6) Операции (4) и (5) выполняются, пока величина отвода режущей кромки
инструмента не достигнет J.
(7) Синхронизированная подача шпинделя и оси Z при резании выполняется к точке
R в направлении обратного вращения шпинделя.
(8) Синхронизированная подача шпинделя и оси Z выполняется в режиме обычного
вращения шпинделя до положения за последней позицией обработки на
расстояние d1.
Однако, операция (8) не будет выполнена, когда коррекция скорости возврата
для синхронизированного нарезания резьбы метчиком равна 100%.
(9) Синхронизированная подача шпинделя и оси Z при резании выполняется на
величину I + d1 в режиме обычного вращения шпинделя.
(10) Операции (3) - (9) для обработки повторяются до точки Z.
(11) Остановка выполняется на Р секунд, когда Р указана в точке Z.
(12) Синхронизированная подача шпинделя и оси Z при резании выполняется к точке
R в направлении обратного вращения шпинделя.
(13) Остановка выполняется на Р секунд, если Р указана в точке R.
(14) Позиционирование выполняется при быстром обратном перемещении к точке
возврата.
Операции (3) - (12) выполняются при 100% коррекции шпинделя, независимо от
фактической подачи при резании и ручной коррекции шпинделя. Режим
холостого хода также становится недействительным.
В операциях (4), (7), (8) и (12) активируется коррекция скорости возврата для
синхронизированного нарезания резьбы метчиком.
Позиционная проверка не выполняется в конце операции (8).
Для величины отвода d1, используется значение, установленное в
дополнительном параметре ЧПУ, длинное слово № 2.
Этот параметр также используется для G83.
Когда величина отвода К не установлена в программе, используется значение,
установленное в дополнительном параметре ЧПУ, длинное слово № 1.
Этот параметр также используется для G73 и G83.
Следующая операция используется в зависимости от значений I и J. Если
установлено I или J, ЧПУ рассматривает эту ситуацию, как установку 0 для другой
команды.
а. Без команды Q
Когда J = 0, используется та же операция, что и в G283, согласно глубине
резания I.
Когда I J, используется та же операция, что и в G282, согласно глубине резания
J.
Когда I < J, используется операция, описанная в случае команд I и J.
Сообщение о неполадке появляется, когда I и J равны 0.
b. С командой Q
Используется операция, описанная в случае команды Q, независимо от значений
I и J.
6103-Е 125
РАЗДЕЛ 14. ФУНКЦИЯ СИНХРОЛНИЗИРОВАННОГО НАРЕЗАНИЯ РЕЗЬБЫ МЕТЧИКОМ В
ГЛУБОКИХ ОТВЕРСТИЯХ
Команда цикла нарезания резьбы метчиком в глубоких отверстиях в обратном
направлении (G272)
С командой Q
Выполняются операции (3) - (6) и (9).
С командой I и J
Выполняются те же операции, что и для команды цикла нарезания глубоких
отверстий метчиком (G282), за исключением того, что направление вращения
шпинделя изменяется в операциях (3) - (9) и (12).
Задержка
С командой Q
(a) При нажатии кнопки SLIDE HOLD при выполнении (3), (5) или (6) шпиндель
блокируется и синхронно подается к точке R в режиме обратного вращения,
после чего он останавливается.
(b) При нажатии кнопки SLIDE HOLD при выполнении (4) или (9), шпиндель
синхронно подается к точке R, после чего он останавливается.
(с) При нажатии кнопки запуска Start во время задержки в точке R в результате
действий (а) и (b), начинается синхронизированная подача шпинделя и оси Z.
С командой I и J
(a) При нажатии кнопки SLIDE HOLD при выполнении действий (3), (5), (8) или (9)
шпиндель блокируется и синхронно подается к точке R в режиме обратного
вращения, после чего он останавливается.
(b) При нажатии кнопки SLIDE HOLD при выполнении действия (4), шпиндель
синхронно подается к точке R в режиме обратного вращения по завершению
выполнения, после чего он останавливается.
(с) При нажатии кнопки SLIDE HOLD при выполнении действий (7) или (12),
шпиндель подается к точке R, после чего он останавливается.
(d) При нажатии кнопки запуска Start во время задержки в точке R в результате (а) (c), начинается синхронизированная подача шпинделя и оси Z.
[Дополнение]
Кнопка ручного прерывания Manual Interrupt недействительна при задержке в точке
R.
6103-Е 126
РАЗДЕЛ 14. ФУНКЦИЯ СИНХРОЛНИЗИРОВАННОГО НАРЕЗАНИЯ РЕЗЬБЫ МЕТЧИКОМ В
ГЛУБОКИХ ОТВЕРСТИЯХ
14-4. ПАРАМЕТРЫ
В командах цикла быстрого и обычного нарезания резьбы метчиком в глубоких
отверстиях используются те же параметры, что и в командах цикла нарезания
резьбы метчиком (G284, G274).
Эти команды также используют следующий параметр:
Когда команда программы отсутствует, значение, установленное в дополнительном
параметре ЧПУ, длинное слово № 1, используется для величины отвода К.
Этот параметр также используется для G73 и G83.
Дополнительный параметр ЧПУ, длинное слово № 1
Описание: В цикле G73 резание с использованием шпинделя производится на
величину Q, затем выполняется отвод на d и повторное резание на Q +
d. Установите величину d.
В цикле G83, когда глубина резания на шаг установлена в I, резание с
использованием шпинделя производится на величину I, затем
выполняется отвод на d и повторное резание на I + d. Это выполнение
продолжается, пока величина отвода режущей кромки инструмента не
достигнет J. Установите величину d.
В цикле G273 или G283 резание с использованием шпинделя
производится на величину Q, затем выполняется отвод на d и повторное
резание на Q + d. Установите величину d. Если команда К указана в
программе, она считается приоритетной.
В цикле G272 или G282, когда глубина резания на шаг установлена в I,
резание с использованием шпинделя производится на величину I, затем
выполняется отвод на d и повторное резание на I + d. Это выполнение
продолжается, пока величина отвода режущей кромки инструмента не
достигнет J. Установите величину d. Если команда К указана в
программе, она считается приоритетной.
Диапазон установки:
от 0 до 5000
Первоначальное значение: 500
Единицы:
мкм или 0,0001 дюйма
Для величины отвода d1, используется значение, установленное в дополнительном
параметре ЧПУ, длинное слово № 2. Этот параметр также используется для G83.
Дополнительный параметр ЧПУ, длинное слово № 2
Описание: В цикле G83 резание с использованием шпинделя производится на
величину J (Q), затем выполняется возврат к точке R, после чего
шпиндель позиционируется в положение, находящееся перед последней
позицией резания на расстоянии d1, после чего выполняется повторное
резание на I (Q) + d1. Установите величину d1.
В цикле G272 или G282 резание с использованием шпинделя
производится на величину Q (J), затем выполняется возврат к точке R,
после чего шпиндель позиционируется в положение, находящееся перед
последней позицией резания на расстоянии d1, после чего выполняется
повторное резание на Q (I) + d1. Установите величину d1.
Диапазон установки:
от 0 до 5000
Первоначальное значение: 1000
Единицы:
мкм или 0,0001 дюйма
6103-Е 127
РАЗДЕЛ 14. ФУНКЦИЯ СИНХРОЛНИЗИРОВАННОГО НАРЕЗАНИЯ РЕЗЬБЫ МЕТЧИКОМ В
ГЛУБОКИХ ОТВЕРСТИЯХ
14-5. ДОПОЛНЕНИЕ
- G282, G272, G283 и G273 - это фиксированные циклы, они отменяются командой
G80. Их отмена также может быть произведена при помощи команды G00, G01,
G02 или G03.
- Команда F требуется, если G282, G272, G283 или G273 необходимо выполнить
после включения питания, перезагрузки ЧПУ или отмены фиксированного цикла.
- Команда S требуется, если G282, G272, G283 или G273 необходимо выполнить
после включения питания или перезагрузки ЧПУ.
- Остановка шпинделя в точке R в отдельном кадре зависит от того же параметра,
что и для команды цикла нарезания резьбы метчиком.
Однако, точка R ограничена этим в операции (2).
- Возврат последовательности к промежуточной точке при внутреннем выполнении
не допускается в режиме синхронизированной операции шпинделя и оси Z.
- Скорость синхронизированной подачи при блокировке STM или станка
указывается как F. (Предполагается вращение шпинделя).
Примечание:
1) Для возврата последовательности в режиме синхронизированного нарезания
резьбы метчиком, выберите
кадр, который
не
получает
команду
синхронизированной
подачи,
используемой
в
операции
возврата.
(Синхронизированная подача может выполняться не соответствующим образом).
2) Не включайте и не отключайте STM блокировку в режиме синхронизированного
нарезания резьбы метчиком. (Синхронизированная подача может выполняться
не соответствующим образом).
14-6. ФУНКЦИЯ НЕПРЕРЫВНОГО СИНХРОНИЗИРОВАННОГО НАРЕЗАНИЯ РЕЗЬБЫ
МЕТЧИКОМ
Функция непрерывного синхронизированного нарезания резьбы метчиком (бит 5
дополнительного параметра ЧПУ, бит № 66: 1) доступна для функций обычного и
быстрого синхронизированного нарезания глубоких отверстий метчиком.
14-7. ФУНКЦИЯ КОНТРОЛЯ ВРАЩАЮЩЕГО МОМЕНТА ПРИ СИНХРОНИЗИРОВАННОМ
НАРЕЗАНИИ РЕЗЬБЫ МЕТЧИКОМ
Операция резания
Вращающий момент нарезания резьбы метчиком контролируется в режиме резания
с использованием шпинделя и оси Z через их синхронизированную подачу или
резание в положение перед последней позицией резания.
Контроль не выполняется при отводе.
Способ установки, параметры и пр. аналогичны тем же пунктам для команды цикла
нарезания резьбы метчиком.
6103-Е 128
РАЗДЕЛ 14. ФУНКЦИЯ СИНХРОЛНИЗИРОВАННОГО НАРЕЗАНИЯ РЕЗЬБЫ МЕТЧИКОМ В
ГЛУБОКИХ ОТВЕРСТИЯХ
14-8. СООБЩЕНИЕ О НЕПОЛАДКЕ
Следующие сообщения о неполадках появляются для команд цикла нарезания
резьбы метчиком в глубоких отверстиях.
14-8-1. СООБЩЕНИЕ О НЕПОЛАДКЕ В
2276 Fixed cycle: 'Q'
- Значение Q (время остановки в положении точки R) несоответствующее, когда
установлена команда цикла обратного (G74) или обычного (G84) нарезания
резьбы метчиком.
- Значение Q (глубина резания или величина сдвига) несоответствующее, если
установлена команда быстрого (G73), обычного (G83) сверления глубоких
отверстий, точного (G76) или обратного (G87) растачивания.
- Значение Q равно или меньше 0, когда установлена команда G283 (G273) цикла
быстрого (обратного) нарезания глубоких отверстий метчиком.
- Значение Q равно или меньше 0, когда установлена команда G282 (G272) цикла
обычного (обратного) нарезания резьбы метчиком в глубоких отверстиях. Либо
команды I и J равны 0.
[Индекс]
Отсутствует
[Строка символов]
Отсутствует
[Код]
Нет: "0" установлено в качестве Q.
Прочее: Указано несоответствующее шестнадцатеричное число.
[Возможные местоположения неполадки]
Команда Q в фиксированном цикле
Команды I и J в фиксированном цикле
Пример программы:
(заданные единицы: 1[сек])
[Необходимые меры]
1) Измените заданные единицы, настроив бит №3 дополнительного параметра ЧПУ.
(В приведенном выше случае измените единицы на 0,1 сек или меньше.) Или
измените значение Q на 99999,999 или меньше.
2) Укажите соответствующее значение или укажите глубину резания и значение
извлечения режущей кромки инструмента с I или J.
3) Установите глубину резания Q.
4) Установите глубину резания Q или укажите глубину резания и значение
извлечения режущей кромки инструмента с I или J.
6103-Е 129
РАЗДЕЛ 14. ФУНКЦИЯ СИНХРОЛНИЗИРОВАННОГО НАРЕЗАНИЯ РЕЗЬБЫ МЕТЧИКОМ В
ГЛУБОКИХ ОТВЕРСТИЯХ
2281 Fixed cycle: retract amount
Величина отвода "d" инструмента (дополнительный параметр ЧПУ, длинное слово
№ 1 и 2) несоответствующая в команде цикла сверления глубоких отверстий на
высокой скорости(G73) или цикла сверления глубоких отверстий (G83).
Величина отвода инструмента (величина команды К или дополнительный параметр
ЧПУ, длинное слово № 1) больше величины шага Q в команде G283 (G273) цикла
быстрого (обратного) нарезания резьбы метчиком в глубоких отверстиях.
Величина отвода инструмента (дополнительный параметр ЧПУ, длинное слово № 2)
больше величины шага Q в команде G282 (G272) цикла обычного (обратного)
нарезания резьбы метчиком в глубоких отверстиях.
Глубина резания на шаг I (J, когда I ≥ J) меньше глубины резания (дополнительный
параметр ЧПУ, длинное слово № 2) в команде G282 (G272) цикла обычного
(обратного) нарезания резьбы метчиком в глубоких отверстиях.
Величина отвода инструмента (дополнительный параметр ЧПУ, длинное слово № 1)
меньше глубины резания I и Q в команде G282 (G272) цикла обычного (обратного)
нарезания резьбы метчиком в глубоких отверстиях.
[Индекс]
Отсутствует
[Строка символов]
Отсутствует
[Код]
Шестнадцатеричное значение команды
[Возможные местоположения неполадки]
Величина отвода инструмента, используемая для дополнительного параметра ЧПУ,
длинное слово № 1, 2, G73, G83, G272, G282, G273 и G283, - несоответствующая.
Команда Q или К или команда I/J в фиксированном цикле.
Пример программы:
[Необходимые меры]
Исправьте величину отвода инструмента, используемую с G73 и G83, на правильное
значение, установите значение длинного слова дополнительного параметра ЧПУ.
Исправьте значение отвода инструмента, используемое с G272, G282, G273 и G283
(команда К, длинное слово № 1 и № 2 дополнительного параметра ЧПУ) на
соответствующее значение.
6103-Е 130
РАЗДЕЛ 15. ФУНКЦИЯ НАРЕЗАНИЯ РЕЗЬБЫ G33
РАЗДЕЛ 15. ФУНКЦИЯ НАРЕЗАНИЯ РЕЗЬБЫ G33
15-1. ОБЗОР
Функция нарезания резьбы G33 используется для нарезания резьбы с указанным
шагом при синхронизации подачи оси и вращения шпинделя.
Команда нарезания резьбы (G33) выполняется в непостоянном цикле, который
принадлежит группе G00, G01, G02, G60, G172 или G173.
15-2. КОМАНДА ПРОГРАММИРОВАНИЯ
15-2-1. ФОРМАТ ПРОГРАММИРОВАНИЯ
Это функция нарезания резьбы с указанным ходом.
[Формат команды]
Нарезание резьбы: G33 IP_ F_ E_Р
IP : Оси для подачи и длина их хода
В режиме измерения перемещений в абсолютной системе (G90), укажите
конечное положение резьбы в выбранной системе координат (в системе
координат обрабатываемой детали или в локальной системе координат).
В режиме измерения перемещений в относительной системе (G91) укажите
длину резьбы.
F : Шаг резьбы
Укажите ось, к которой этот шаг резьбы применяется с параметром THE
CUTTING AXIS OF F COMMAND IN THE G33. (Метод установки параметра см.
в пункте 15-3 "Параметры"). В данном руководстве ось, к которой применяется
этот ход, описывается как ось с применяемым ходом.
Шаг резьбы оси с применяемым ходом: [Команда F]
Шаг резьбы других осей:
Расстояние хода вычислено по следующей формуле:
[Значение команды F] x [расстояние хода оси] ÷ [Расстояние хода оси с
применяемым ходом]
Команда F, указанная в режиме G33, безусловно, считается как команда
подачи на оборот (подача мм/об). Устройство управления соответствует
запрограммированной системе единиц.
Е : Изменение хода для резьбы с переменным ходом
При перемещении оси ход резьбы оси с применяемым ходом становится
изменением шага, указанным с Е.
Изменение хода на шаг оси, отличное от оси с применяемым ходом:
[Значение команды Е] х [Расстояние хода оси] ÷ [Расстояние хода оси с
применяемым ходом]
Если команда Е выпущена, значение Е считается как 0. Значение команды Е
эффективно только в режиме G33 как модальный код. Если G33 отменен, то
значение команды Е переустанавливается на 0. Устройство управления
соответствует запрограммированной системе команд.
Метрический ввод
Дюймовый ввод
Диапазон команды Е
-500,000 - 500,000 [мм/об]
-50,0000 – 50,0000 [дюйм/об]
6103-Е 131
РАЗДЕЛ 15. ФУНКЦИЯ НАРЕЗАНИЯ РЕЗЬБЫ G33
*
Подача при нарезании резьбы F и величина изменения шага Е являются
командами подачи на оборот. Следовательно, при указании команды G33 в
режиме подача в минуту, убедитесь, что команда F установлена. Сделайте то же
самое при указании команды подачи в минуту в режиме G33.
15-2-2. ВЗАИМОСВЯЗЬ МЕЖДУ СКОРОСТЬЮ ШПИНДЕЛЯ И ШАГОМ РЕЗЬБЫ
Скорость шпинделя и шаг резьбы имеют следующие ограничения
[Минимальная скорость шпинделя] ≤ R ≤ [Максимальная скорость подачи] ÷ [Шаг резьбы]
Скорость шпинделя [мин-1] (об/мин)
мм или дюйм
Значение в мм/мин или преобразование
значение в дюйм/мин
При указанных выше ограничениях, существуют следующие ограничения шага
резьбы:
R
:
Шаг резьбы
:
Максимальная скорость подачи :
[Максимальная скорость подачи] ÷ об/мин ≤ [Шаг резьбы]
Минимальная скорость шпинделя [мин-1]
(об/мин)
Скорость подачи (мм/мин или дюйм/мин) может быть преобразована с помощью
следующей формулы.
Rмин
:
-1
F [мм/об или дюйм/об] х S [мин ] (об/мин)
*
Если при созданной команде скорость подачи [преобразованное значение в
мм/мин] превышает значение фиксации скорости подачи (определено пределом
станка или установкой в длинном слове № 10 в дополнительном параметре
ЧПУ), шаг резьбы будет отклоняться от указанного хода. Причина в том, что
скорость подачи ограничена фиксированным значением.
Если скорость подачи зафиксирована, появляется следующее сообщение о
неполадке:
4204 Alarm D Feedrate command limit over (replacing) (превышен предел в
команде скорости подачи) (замена)
15-2-3. ПРИМЕР ПРОГРАММЫ НАРЕЗАНИЯ РЕЗЬБЫ
С помощью программы, указанной ниже, резьба нарезается в режиме G33,
шпиндель направлен в определенном направлении с помощью М19
(предположительно, режущая кромка направлена в отрицательном направлении оси
Х). Затем, инструмент отводится в положительном направлении оси Х и
отрицательном направлении оси Z.
6103-Е 132
РАЗДЕЛ 15. ФУНКЦИЯ НАРЕЗАНИЯ РЕЗЬБЫ G33
15-3. ПАРАМЕТРЫ
Установите параметры нарезания резьбы на функциональном экране нарезания
резьбы, выбрав режим установки параметров.
THE CUTTING AXIS OF F COMMAND IN THE G33 (координата при обработке
резанием команды F в G33)
Укажите ось, к которой применяется шаг резьбы F (ось с применяемым шагом) в
режиме G33.
Первоначальное значение
Longest move (самое длинное
перемещение)
Если выбрано LONGEST MOVE, то ось с самым длинным расстоянием хода в кадре,
где указан G33, считается осью с применяемым ходом.
Этот параметр может быть изменен следующим образом:
Процедура:
1. Нажмите [F1] (MENU) (меню) в функциональном меню.
2. Нажмите функциональную клавишу той оси, которую вы хотите установить в
качестве оси с применяемым ходом из всплывающего функционального меню.
*
Можно выбрать 4-ю, 5-ю или даже 6-ю ось независимо от спецификаций станка.
Однако, если выбранная ось не найдена во время перемещения оси в режиме
G33, при выполнении программы появляется следующее сообщение о
неполадке:
Alarm B 2253 Data word: axis command (Слово данных: команда оси)
6103-Е 133
РАЗДЕЛ 15. ФУНКЦИЯ НАРЕЗАНИЯ РЕЗЬБЫ G33
15-4. ПРИМЕЧАНИЯ ДЛЯ ИСПОЛЬЗОВАНИЯ ФУНКЦИИ НАРЕЗАНИЯ РЕЗЬБЫ
-
-
-
-
-
-
-
-
В режиме G33 ручная коррекция шпинделя или ручная коррекция скорости
подачи недействительна (зафиксирована на 100%).
Задержка ЧПУ недействительна во время работы в режиме G33. Однако, лампа
RUN (работа) гаснет, а клавиша SLIDE HOLD (Задержка) мигает, указывая, что
клавиша SLIDE HOLD нажата и, станок остановится после завершения текущего
кадра G33. В это время лампы RUN и SLIDE HOLD гаснут.
Подача при холостом ходе эффективна, как обычно, в цикле нарезания резьбы, а
небольшая временная задержка – во время холостого хода. Однако, при
холостом ходе ось перемещается, игнорируя команду Е в цикле нарезания
резьбы. Следовательно, если переключатель DRY RUN (холостой ход) включен,
а затем выключен в кадре нарезания резьбы, то работа, в соответствии с
командой переменного хода, не будет гарантирована.
Если команда поворотной оси создана в режиме нарезания резьбы (режим G33),
то появляется сообщение о неполадке.
2359 Alarm A Data word: rotary axis command 1 (слово данных: команда 1
поворотной оси)
В режиме нарезания резьбы (режим G33), F1-значная команда не может быть
создана. Если такая попытка была предпринята, то появится следующее
сообщение о неполадке:
2244 Alarm B: Data word "F" 2 (2244 Сообщение о неполадке: слово данных "F" 2)
C помощью команды непрерывного нарезания резьбы функция нарезания резьбы
ровно соединяет шаги резьбы. В следующих случаях, однако, шаги резьбы не
соединяются ровно.
- Команда нарезания резьбы была задана в режиме ручного ввода данных.
- Предыдущая операция была выполнена не в режиме G33 (G04, G00 – G03, G22
или G94).
- Команда подачи при холостом ходе была задана во время нарезания резьбы.
Кадру, который идет непосредственно после такой команды, не удается
выполнить ровное соединение.
- Программа была прервана небольшой временной задержкой или командой
одного кадра между кадрами нарезания резьбы. Самый последний кадр не
сможет сделать ровное соединение.
- Кадру, который идет сразу же за перезапуском последовательности, не удастся
создать ровное соединение.
Подача оси ускоряется или замедляется около точки начала и окончания
нарезания резьбы; таким образом, некоторые части резьбы нарезаются не с
указанным ходом. Время повреждения около 50 мс в каждой начальной и
конечной точке. Для того, чтобы нарезать резьбу с указным шагом, закрепите
расстояние подхода в начале нарезания резьбы.
Во время блокировки станка или блокировки STM расчѐтная скорость шпинделя
внутри создана только в режиме М03 или М04. Расчетная скорость шпинделя
соответствует установке слова №9 дополнительного параметра ЧПУ. Единица
установки – об/мин.
Если значение расстояние перемещения 0 (нуль) установлено для оси с
применяемым ходом в команде нарезания резьбы, следующее сообщение о
неполадке появляется, когда выполнен кадр команды.
6103-Е 134
РАЗДЕЛ 15. ФУНКЦИЯ НАРЕЗАНИЯ РЕЗЬБЫ G33
-
2253 Alarm B Data word: Axis command (слово данных: команда оси)
Код: Значение, установленное для оси с применяемым ходом
Если выполнена установка профиля инструмента, профили инструмента не
соотносятся с инструментами для нарезания резьбы. Следовательно, в режиме
нарезания резьбы G33 реальное трехмерное изображение рисует фигуру для
нормальной подачи при нарезании. Но трехмерное изображение не рисует
профиль резьбы.
15-5. СООБЩЕНИЯ О НЕПОЛАДКАХ
15-5-1. СООБЩЕНИЕ О НЕПОЛАДКЕ А
1300 Screw cutting pitch
Скорость подачи становится отрицательным значением во время операции
нарезания резьбы.
[Индекс]
Отсутствует
[Строка символов]
Отсутствует
[Возможное местоположение неполадки]
Команда хода резьбы (F) не соответствует команде переменного хода (E).
15-5-2. СООБЩЕНИЕ О НЕПОЛАДКЕ В
2244 Data word: "F"
Неверная команда F
[Индекс]
Отсутствует
[Строка символов]
Отсутствует
[Код]
Нет: кадр команды G187 не имеет команды F
2: F1-значная команда была указана в режиме нарезания резьбы. Или никакая
команда F не была указана в кадре G01.
Другое: Указанное значение F - шестнадцатеричное
[Возможные местоположения неполадки]
Нет: Кадр команды G187 (режим управления допустимым отклонением включен) не
имеет команды F (верхний предел скорости подачи).
2: F1-значная команда была указана в режиме нарезания резьбы (G33) или никакая
команда F не была указана в кадре G01.
Другое: Указанное значение F вне допустимого диапазона.
[Необходимые меры]
Нет: Укажите команду F (верхний предел скорости подачи) в кадре команды G187
(режим управления допустимым отклонением включен).
2: Укажите скорость подачи нарезания резьбы с командой F в режиме G33 или
укажите команду F с помощью G01.
Другое: Укажите скорость подачи в допустимом диапазоне.
6103-Е 135
РАЗДЕЛ 15. ФУНКЦИЯ НАРЕЗАНИЯ РЕЗЬБЫ G33
2253 Data word: axis command
Значение команды оси вне допустимого диапазона, или неисправное состояние.
Если это сообщение о неполадке возникает независимо от G33, см. Перечень
сообщений об ошибках и неполадках.
[Индекс]
Отсутствует
[Строка символов]
Отсутствует
[Код]
Значение команды оси шестнадцатеричное (когда ход оси с применяемым шагом
равен 0 в режиме G33).
1: Шаг применен к оси Х.
2: Шаг применен к оси Y.
3: Шаг применен к оси Z.
4: Шаг применен к 4-й оси.
5: Шаг применен к 5-й оси.
6: Шаг применен к 6-й оси.
[Возможное местоположение неполадки]
1 Программа ЧПУ имеет неисправную команду оси.
2 Параметры нарезания резьбы неверно установлены для оси с применяемым
шагом.
[Необходимые меры]
Установите значение команды оси в программе ЧПУ в допустимом диапазоне,
описанном выше.
Выберите верную ось с применяемым шагом в параметре нарезания резьбы.
2359 Data word: rotary axis command
Неверная команда поворотной оси.
[Индекс]
Отсутствует
[Строка символов]
Отсутствует
[Код]
1: Команда поворотного стола или команда индексируемого стола была указана в
любом из следующих режимов или одновременно с ними.
- Режим круговой интерполяции (G02, G03) [возможно только индексирование]
- Режим нарезания резьбы (G33)
- Режим коррекции на длину инструмента (G54 – G59)
- Режим коррекции на радиус режущей кромки инструмента (G41, G42)
- Режим трехмерной коррекции (G44)
- Режим увеличения/уменьшения изображения (G51)
- Режим вычисления координат или режим обработки поверхности
6103-Е 136
РАЗДЕЛ 15. ФУНКЦИЯ НАРЕЗАНИЯ РЕЗЬБЫ G33
2: Команда индексируемого стола была указана в любом из следующих режимов или
одновременно с ними.
- Режим Функция пропуска (G31)
- Режим установки локальных координат (G11)
- Функция копирования включена
- Команда установки координаты обрабатываемой детали (G92)
3: Команда индексируемой оси была указана одновременно с другой командой оси в
режиме G01.
4: С удаляемым поворотным столом команда была указана для удаленной
поворотной оси.
[Возможные местоположения неполадки]
1 Указанный код G не соответствует команде указанной поворотной оси.
[Необходимые меры]
Проверьте программу для вышеуказанных кодов G и введите верные команды.
2388 Data word: "E"
Переменный шаг Е или скорость подачи F были указаны с неверными значениями.
Значение команды Е за пределами допустимого диапазона. Или последняя скорость
подачи становится отрицательным значением, даже если она в допустимом
диапазоне.
[Индекс]
Отсутствует
[Строка символов]
Отсутствует
[Код]
Нет: никакой команды Е не установлено в кадре команды G187.
2: Скорость подачи при нарезании резьбы становится отрицательным значением во
время вычисления.
Другое: указанная команда Е в шестнадцатеричной системе счисления
[Возможные местоположения неполадки]
Нет: Кадр с командой G187 (режим управления допустимым отклонением включен)
не имеет команды Е (допустимое отклонение при обработке).
2: Команда переменного шага Е или значение команды F скорости подачи за
пределами допустимого диапазона или конечная скорость подачи является
отрицательным значением даже в допустимом диапазоне.
[Необходимые меры]
Нет: Укажите допустимое отклонение при обработке с помощью команды Е в кадре
команды G187.
2: Укажите необходимый переменный шаг.
6103-Е 137
РАЗДЕЛ 15. ФУНКЦИЯ НАРЕЗАНИЯ РЕЗЬБЫ G33
15-5-3. СООБЩЕНИЕ О НЕПОЛАДКЕ D
4204 Feedrate command limit over (replacing)
Это предупредительный сигнал, указывающий на то, что значение команды Е
заменено на верхний предел таким образом, что значение команды F (включая
ручную коррекцию) не превышает допустимую скорость подачи.
Допустимая скорость подачи относится к самой меньшей среди следующих
скоростей подачи:
- Максимальная скорость подачи, установленная в дополнительном параметре
ЧПУ (длинное слово №10)
- Максимальная скорость подачи при резании в соответствии со спецификацией
станка (установлена компанией Okuma)
- Верхний предел скорости подачи в режиме управления допустимым отклонением
(действует только в режиме управления допустимым отклонением).
[Индекс]
Отсутствует
[Строка символов]
Отсутствует
[Код]
Значение команды F заменено в шестнадцатеричной системе счисления (единица:
0,001 мм, 6,4 мс)
[Возможные местоположения неполадки]
1. Значение команды F слишком велико (Система единиц может быть установлена
неправильно.)
2. Слишком маленькое значение установлено как максимальная скорость подачи.
3. Диапазон ручной коррекции слишком большой.
[Необходимые меры]
Просмотрите команду F.
Увеличьте установку максимальной скорости подачи.
Выберите меньшую скорость ручной коррекции.
6103-Е 138
РАЗДЕЛ 16. РРС ДЛЯ УСТРОЙСТВА АВТОМАТИЧЕСКОЙ СМЕНЫ С НЕСКОЛЬКИМИ
СТАНЦИЯМИ (ДЛЯ СЕРИЙ MA-800H / MILLAC-VH)
РАЗДЕЛ 16. РРС ДЛЯ УСТРОЙСТВА АВТОМАТИЧЕСКОЙ СМЕНЫ С
НЕСКОЛЬКИМИ СТАНЦИЯМИ (ДЛЯ СЕРИЙ MA-800H / MILLAC-VH)
16-1. ВВЕДЕНИЕ
(1) Линия накопителя поддонов состоит из следующих устройств:
- Много-поддонный магазин
- Станция установки для замены заготовки оператором
- 2-плоскостное вращающееся устройство автоматической смены инструмента,
которое меняет поддон, переносящий обработанную заготовку, на
противоположный поддон, находящийся в станции ожидания
(2) Панель управления РРС (управление линией накопителя поддонов) размещена
в станции установки.
(3) В этой системе последовательность обработки определяется порядком
заготовок, размещенных оператором на поддонах; поддоны последовательно
загружаются в обрабатывающий центр, он может обрабатывать заготовки
последовательно фактически без остановки станка.
(4) Более того, последовательность обработки может изменяться для заготовок,
которые требуют срочной обработки (срочные заготовки).
(5) Приведен пример для 12-поддоного магазина с одной станцией установки и
поворотным 2-поддонным устройством смены инструмента.
В станке
Поворотное 2-поддонное АРС
Станция ожидания
Панель управления
линии накопителя
поддонов
Станция установки
Обозначает поддоны
Обозначает носители без
поддонов
6103-Е 139
РАЗДЕЛ 16. РРС ДЛЯ УСТРОЙСТВА АВТОМАТИЧЕСКОЙ СМЕНЫ С НЕСКОЛЬКИМИ
СТАНЦИЯМИ (ДЛЯ СЕРИЙ MA-800H / MILLAC-VH)
a. Каждый носитель обозначается уникальным номером (от 1 до 12 в случае 12поддонного магазина). Поддонам также должны присваиваться уникальные
номера. Так как номера, присваиваемые поддонам, не распознаются системой,
оператор должен учитывать их.
Оператор должен также определять, установлена или нет заготовка на поддоне, и
вводить соответствующие данные в ЧПУ на панели управления РРС (управление
линией накопителя поддонов).
b. Вращение поддона, разгруженного в станции установки, выполняется вручную
оператором. Однако, точное определение положения поддона в станции
установки выполняется концевыми переключателями.
c. Если управление линией накопителя поддонов включено (далее РРС),
загрузка/разгрузка поддона на и со стола обрабатывающего центра определяется
автоматически ЧПУ. Так, порядок, в котором были загружены поддоны с
необработанными деталями в магазин, сохраняется в памяти ЧПУ, поддон
выбирается в соответствии с порядком обработки заготовок.
Если есть заготовки, которые требуют срочной обработки, оператор может
изменить данные последовательности обработки, сохраненные в памяти ЧПУ, как
ему необходимо.
Если РРС включено, команды М60 и М101-М112 пропускаются ЧПУ.
d. Если РРС выключено , загрузка/разгрузка поддонов в и из станка выполняется
командами V60 и М101-М112.
16-2. ПРОЦЕДУРЫ ОПЕРАЦИЙ ЦИКЛА РРС
Для выполнения операции цикла РРС в системе выполните процедуры, указанные
ниже.
Процедура:
1. Создайте программу обработки для цикла РРС. (См. пункт 16-3. "Создание
программы обработки для выполнения цикла РРС".)
2. Присвойте программы обработки цикла РРС номерам поддонов. (См. 16-7.
"Присваивание программ обработки цикла РРС номерам поддонов".)
3. Переместите поддоны в и из каждой станции. (См. 16-5. "Перемещение поддонов
на станцию" и 16-6. "Перемещение поддонов из станции".)
4. Отредактируйте графики обработки. (См. 16-8. "Редактирование графиков
обработки".)
5. Запустите.
16-3. СОЗДАНИЕ ПРОГРАММЫ ОБРАБОТКИ ДЛЯ ЦИКЛА РРС
Для цикла РРС возможны два типа программ обработки.
- Программа обработки для замены поддона
- Программа обработки цикла РРС
6103-Е 140
РАЗДЕЛ 16. РРС ДЛЯ УСТРОЙСТВА АВТОМАТИЧЕСКОЙ СМЕНЫ С НЕСКОЛЬКИМИ
СТАНЦИЯМИ (ДЛЯ СЕРИЙ MA-800H / MILLAC-VH)
16-3-1. СОЗДАНИЕ ПРОГРАММЫ ОБРАБОТКИ ДЛЯ ЗАМЕНЫ ПОДДОНА
Создайте программу на станке для работы вращающегося АРС с двумя поддонами,
как показано ниже, и сохраните ее в MD1:.
Имя файла:
РРС9999.MIN
Содержание:
О???? ............ где ???? обозначает любое имя
М160 ............. команда циркуляции двухплоскостного АРС
М02................ команда конца программы
16-3-2. СОЗДАНИЕ ПРОГРАММЫ ОБРАБОТКИ ДЛЯ ЦИКЛА РРС
Создайте программу для выполнения цикла РРС, как показано далее, и сохраните
ее в MD1:.
Имя файла:
РРС?????????????.MIN (?... обозначает любое имя)
Содержание:
О???? ............ где ???? обозначает любое имя
[Процесс]
М02................ команда конца программы
16-4. ПАНЕЛЬ УПРАВЛЕНИЯ РРС
На рисунке ниже показана панель РРС. Она состоит из различных переключателей и
сенсорной ЖК-панели.
Переключатель выбора
Нажимной переключатель
Переключатель аварийного останова
Лампа
Рис. 16-1. Панель РРС
6103-Е 141
РАЗДЕЛ 16. РРС ДЛЯ УСТРОЙСТВА АВТОМАТИЧЕСКОЙ СМЕНЫ С НЕСКОЛЬКИМИ
СТАНЦИЯМИ (ДЛЯ СЕРИЙ MA-800H / MILLAC-VH)
16-4-1. СЕНСОРНАЯ ПАНЕЛЬ
Передача состояния с использованием кнопок MANU и PAGE на сенсорной
панели
Используйте кнопку MENU для выбора необходимого режима из режима
перемещения поддона на станцию, перемещения поддона из станции, ручного
режима. Для изменения страницы используете кнопку PAGE.
Рис. 16-2. Передача состояния на сенсорной панели
(1) При отключенном питании РРС
Выводится экран PALLET IN (перемещение поддона на станцию) или PALLET
OUT (перемещение поддона из станции).
Если активирован бит 5 дополнительного параметра ЧПУ бит № 59, выводится
экран ручной операции.
(2) При включенном питании РРС
Выводится экран PALLET IN (перемещение поддона на станцию), PALLET OUT
(перемещение поддона из станции) или экран графика обработки.
6103-Е 142
РАЗДЕЛ 16. РРС ДЛЯ УСТРОЙСТВА АВТОМАТИЧЕСКОЙ СМЕНЫ С НЕСКОЛЬКИМИ
СТАНЦИЯМИ (ДЛЯ СЕРИЙ MA-800H / MILLAC-VH)
Экран PALLET IN (перемещение поддона на станцию)
(Расположение номеров позиций)
(Пример экрана)
Рис. 16-3. Конфигурация экрана сенсорной панели – экран PALLET IN
Список функций экрана PALLET IN
Пункт
Название пункта
D1
Состояние режима графика
D2
D3
D4
Состояние цикла АРС
Состояние правильной
позиции места установки
(РТ1/РТ2)
D5
D6
Состояние неполадки ЧПУ
Состояние ошибки
установки
С1
От Е1
до Ес
Кнопка MENU
От 0 до 9, кнопки сброса и
возврата
А1
А2
Комментарий ошибки и
неполадки
Имя программы
В1
Номер ошибки и неполадки
В2
Номер вводимого поддона
В3
Порядок обработки
Функция
Индикаторы состояния
Состояние изменяется между AUTO, IRPT и WAIT в зависимости от режима,
выбранного при помощи поворотного переключателя выбора графика
AUTO/IRPT/WAIT.
Отображается при негативном изображении во время работы АРС.
Отображается при негативном изображении, когда поддон, перемещенный на
станцию установки, находится в положении, из которого поддон может быть
перемещен на станцию.
- Когда станция установки (ST) – 1: отображается РТ1 при негативном
изображении.
- Когда станция установки (ST) – 2: РТ1 и РТ2 отображаются при негативном
изображении.
При возникновении неполадки ЧПУ отображается в негативном изображении.
Отображается в негативном изображении при появлении ошибки установки на
сенсорной панели или при появлении ошибки во время работы РРС. Сообщение о
неполадке можно удалить кнопкой сброса.
Кнопки ввода
Переключает на экран PALLET OUT.
Вводит числовое значение для обозначения номера поддона, когда вводятся
поддоны. Нажмите кнопку [Return] для подтверждения номера поддона..
Кнопка сброса сбрасывает значение до “0000”.
Индикация
Отображает комментарий ошибки или неполадки при возникновении сообщения о
неполадке ЧПУ или возникновении ошибки установки в РРС.
Отображает имя программы поддона, когда номер поддона введен с
десятикнопочной клавиатуры, когда поддон вводится со станции установки (ST).
- Имя программы (9 символов или меньше):
РРС??????.MIN
- Имя программы (13 символов или меньше):
РРС????????? (MIN пропускается)
- Имя программы (16 символов или меньше):
РРС???????????? (MIN и РРС пропускается)
Может быть отображено до 13 символов.
Имя программы не отображается при отключении РРС.
Отображает код ошибки при возникновении сообщения о неполадке ЧПУ или
ошибки установки в РРС.
Сообщение о неполадке ЧПУ: 4 цифры, ошибка установки: 2 цифры
Отображает номер поддона, введенный с десятикнопочной клавиатуры, когда
поддон перемещается из станции установки (ST).
Отображает порядок обработки поддона после введения номера поддона с
десятикнопочной клавиатуры, когда поддон перемещается от места установки
(ST).
6103-Е 143
РАЗДЕЛ 16. РРС ДЛЯ УСТРОЙСТВА АВТОМАТИЧЕСКОЙ СМЕНЫ С НЕСКОЛЬКИМИ
СТАНЦИЯМИ (ДЛЯ СЕРИЙ MA-800H / MILLAC-VH)
Значение 0 отображается при отключении РРС.
Экран вывода поддона PALLET OUT
(Расположение номеров позиций)
(Пример экрана)
Рис. 16-4. Конфигурация экрана сенсорной панели – вывод поддона
Список функций экрана вывода поддона PALLET OUT
Пункт
Название пункта
D1
Состояние режима графика
D2
D3
D4
Состояние цикла АРС
Состояние правильной
позиции места установки
(РТ1/РТ2)
D5
D6
Состояние неполадки ЧПУ
Состояние ошибки установки
С1
С2
Кнопка MENU
Кнопка PAGE
От Е1
до Ес
А1
От 0 до 9, сброс и кнопка
возврата
В1
Комментарий ошибки и
неполадки
Номер ошибки и неполадки
В4
Номер выводимого поддона
От F1
до F6
Порядок отображения
обработанного поддона
От Fa
до Ff
Номер
поддона
обработанного
Функция
Индикаторы состояния
Состояние изменяется между AUTO, IRPT и WAIT в зависимости от режима,
выбранного при помощи поворотного переключателя выбора графика
AUTO/IRPT/WAIT.
Отображается при негативном изображении во время работы АРС.
Отображается при негативном изображении при вводе поддона на станцию установки
(ST) в положение, из которого поддон будет выводиться к месту.
- Когда станция установки (ST) – 1: отображается РТ1 при негативном изображении.
- Когда станция установки (ST) – 2: РТ1 и РТ2 отображаются при негативном
изображении.
При возникновении неполадки ЧПУ отображается в негативном изображении.
Отображается в негативном изображении при появлении ошибки установки на
сенсорной панели или при появлении ошибки во время работы РРС. Сообщение о
неполадке можно удалить кнопкой сброса.
Кнопки ввода
Переключает на экран отображения графика обработки.
Переключает на следующую страницу экрана вывода поддона от станции установки
(SET PALLET OUT). После того, как все номера обрабатываемых поддонов
отображены, экран возвращается к странице 1.
Вводит числовое значение для обозначения номера поддона, когда вводятся поддоны.
Нажмите кнопку [Return] для подтверждения номера поддона.
Кнопка сброса сбрасывает значение до “0000”.
Индикация
Отображает комментарий ошибки или неполадки при возникновении сообщения о
неполадке ЧПУ или возникновении ошибки установки в РРС.
Отображает код ошибки при возникновении сообщения о неполадке ЧПУ или ошибки
установки в РРС.
Сообщение о неполадке ЧПУ: 4 цифры, ошибка установки: 2 цифры.
Отображает номер выведенного поддона, введенный с 10-значной клавиатуры, когда
поддон выводится на станцию загрузки.
Отображает порядок отображения всех обрабатываемых номеров поддонов, также как
и сами номера поддонов. Номера пар отображаются также как и номера
обрабатываемых поддонов.
Значение 0 выводится, если РРС выключено
Отображает все обрабатываемое количество поддонов в порядке завершения
обработки. На одной странице могут отображаться 6 пар. (Максимальное количество
50 поддонов.)
Количество станиц изменяется в зависимости от количества обрабатываемых
поддонов.
- количество обрабатываемых поддонов: до 6 ................................ 1 страница
- количество обрабатываемых поддонов: от 7 до 12 ...................... 2 страницы
- количество обрабатываемых поддонов: от 13 до 18 .................... 3 страницы
- количество обрабатываемых поддонов: от 19 до 24 .................... 4 страницы
0000 отображается при выключенном РРС.
6103-Е 144
РАЗДЕЛ 16. РРС ДЛЯ УСТРОЙСТВА АВТОМАТИЧЕСКОЙ СМЕНЫ С НЕСКОЛЬКИМИ
СТАНЦИЯМИ (ДЛЯ СЕРИЙ MA-800H / MILLAC-VH)
Экран отображения графика обработки
Этот экран не выводится, если РРС выключено.
(Расположение номеров позиций)
(Пример экрана)
Рис. 16-5. Конфигурация экрана сенсорной панели – экран отображения
графика обработки
Список функций экрана отображения графика обработки
Пункт
Название пункта
D1
Состояние режима графика
D2
D3
D4
Состояние цикла АРС
Состояние правильной
позиции места установки
(РТ1/РТ2)
D5
D6
Состояние неполадки ЧПУ
Состояние ошибки
установки
С1
С2
Кнопка MENU
Кнопка PAGE
А1
Комментарий к ошибке и
неполадке
Номер ошибки и неполадки
В1
От G1
до G9
Номер готовности
От Ga
до Gi
Номер готового поддона
Функция
Индикаторы состояния
Состояние изменяется между AUTO, IRPT и WAIT в зависимости от режима,
выбранного при помощи поворотного переключателя выбора графика
AUTO/IRPT/WAIT.
Отображается при негативном изображении во время работы АРС.
Отображается при негативном изображении при выводе поддона к станции
установки (ST) в положение, из которого поддон сможет вводиться.
- Когда место установки (ST) – 1: отображается РТ1 при негативном
изображении.
- Когда место установки (ST) – 2: РТ1 и РТ2 отображаются при негативном
изображении.
При возникновении неполадки ЧПУ отображается в негативном изображении.
Отображается в негативном изображении при появлении ошибки установки на
сенсорной панели или при появлении ошибки во время работы РРС. Сообщение о
неполадке можно удалить кнопкой сброса.
Кнопки ввода
Переключает на экран ручного выполнения.
Переключает на следующую страницу экрана отображения графика обработки.
После того, как все номера обрабатываемых поддонов отображены, экран
возвращается к странице 1.
Индикация
Отображает Комментарий к ошибке и неполадке при возникновении сообщения о
неполадке ЧПУ, или возникновении ошибки установки в РРС.
Отображает код ошибки при возникновении сообщения о неполадке ЧПУ или
ошибки установки в РРС.
Сообщение о неполадке ЧПУ: 4 цифры, ошибка установки: 2 цифры
Отображает порядок отображения всех обрабатываемых номеров поддонов,
также как и сами номера поддонов. Номера пар отображаются также как и номера
готовых поддонов.
Значение 0 отображается при выключенном РРС.
Отображает порядок обработки и количество готовых поддонов в графике
обработки в таблице. На одной странице могут отображаться 9 пар.
(Максимальное количество 50 поддонов.)
Количество станиц изменяется в зависимости от количества готовых поддонов.
- количество обрабатываемых поддонов: до 9 .......................... 1 страница
- количество обрабатываемых поддонов: от 10 до 18 ............... 2 страницы
- количество обрабатываемых поддонов: от 19 до 24 ............... 3 страницы.
6103-Е 145
РАЗДЕЛ 16. РРС ДЛЯ УСТРОЙСТВА АВТОМАТИЧЕСКОЙ СМЕНЫ С НЕСКОЛЬКИМИ
СТАНЦИЯМИ (ДЛЯ СЕРИЙ MA-800H / MILLAC-VH)
Экран ручной операции
Показанные ниже экраны появляются, когда питание РРС выключено, бит 5
дополнительного параметра бит № 59 активирован.
(Расположение номеров позиций)
(Пример экрана)
Рис. 16-6. Конфигурация экрана сенсорной панели – экран ручной операции
Список функций экрана ручной операции
Пункт
Название пункта
А1
Комментарий к ошибке и
неполадке
Номер ошибки и неполадки
А2
В1
С1
С2
D1
D2
E1
F1
G1
G2
H1
H2
Кнопка MENU
PALLET INDEX "CW"
Индексация поддона по
часовой стрелке
PALLET INDEX "CCW"
Индексация поддона против
часовой стрелки
SETUP PALLET "IN"
SETUP PALLET "OUT"
CYCLE COUNTER
Счетчик цикла
Кнопка ITL. INU
M/C PALLET "IN"
M/C PALLET "OUT"
M|C PIN "IN"
M/C PIN "OUT"
Функция
Индикаторы состояния
Отображает комментарий к ошибке или неполадке при появлении сообщения о
неполадке ЧПУ или возникновении ошибки установки в РРС.
Отображает код ошибки при возникновении сообщения о неполадке ЧПУ или
ошибки установки в РРС.
Сообщение о неполадке ЧПУ: 4 цифры, ошибка установки: 2 цифры.
Кнопки ввода
Используется для переключения экрана вывода на экран загрузки поддона.
Используется для вращения магазина поддона в прямом направлении.
Используется для вращения магазина поддона в прямом направлении.
Используется для загрузки поддона из станции установки.
Используется для разгрузки поддона из станции установки.
Без нагрузки: 0 до 4
С нагрузкой: A до Е
Отключает блокировку. *1
Используется для загрузки поддона в станцию ожидания.
Используется для разгрузки поддона из станции ожидания.
Используется для установки стержня в станции ожидания. *1
Используется для извлечения стержня в станции ожидания.*1
*1 Это обозначение не выводится для серий MILLAC-VH.
6103-Е 146
РАЗДЕЛ 16. РРС ДЛЯ УСТРОЙСТВА АВТОМАТИЧЕСКОЙ СМЕНЫ С НЕСКОЛЬКИМИ
СТАНЦИЯМИ (ДЛЯ СЕРИЙ MA-800H / MILLAC-VH)
16-4-2. ПЕРЕКЛЮЧЕНИЕ РЕЖИМА РРС
В наличии имеются три режима РРС: CONTINUOUS (непрерывный), ONE CYCLE
(одного цикла) и OFF (отключения). В данном разделе описываются эти три режима.
- CONT. (непрерывный)
Используется для непрерывной работы станка согласно графику РРС.
- ONE CYCLE (один цикл)
Используется для перемещения только одного поддона согласно графику РРС.
- OFF (отключения)
Используется для отключения цикла РРС.
РРС и ЧПУ перезагружаются, если переключателем выбора режима выбран любой
режим из CONT, ONE CYCLE и OFF. Тип перезагрузки ЧПУ это режим перезагрузки
*1
.
*1
Обратите внимание, что на настройки, относящиеся к шпинделю (направления,
позиционирование, скорость и выбор передачи), и настройки СОЖ не влияет
перезагрузка режима, следовательно, сохраняются предыдущие настройки.
16-4-3. ПЕРЕКЛЮЧЕНИЕ ГРАФИКА
Функция регистрации графика РРС имеет три вида графика: автоматический,
ожидания и прерывания. При вводе поддонов оператор может выбрать один из трех
типов переключения графика для регистрации графиков перемещения поддонов к
месту.
Автоматический график
Автоматический график является обычным графиком.
При вводе поддона установите переключатель на "automatic", и поддон, который
регистрируется последним, выполняет автоматический график.
Установите переключатель режима РРС на "CONT." или "One cycle", а затем
нажмите переключатель "PPC CYCLE START" и станок продолжит обработку
поддонов согласно установленному графику.
График ожидания
График ожидания используется для поддонов, готовых к обработке в станции
поддона, но обрабатывает их позже. Установите переключатель на "WAITING" при
вводе поддона, поддон добавляется к поддону, зарегистрированному последним в
графике ожидания.
Если требуется много времени для обработки, и оператор хочет выполнить
обработку ночью, оператор подготавливает поддоны на месте для обработки и
регистрирует их в графике ожидания заранее. Оператор устанавливает
переключатель режима РРС на "CONT" и нажимает переключатель "PPC CYCLE
START", и станок начинает обработку этих поддонов после того, как заканчиваются
все поддоны, зарегистрированные в автоматическом графике.
6103-Е 147
РАЗДЕЛ 16. РРС ДЛЯ УСТРОЙСТВА АВТОМАТИЧЕСКОЙ СМЕНЫ С НЕСКОЛЬКИМИ
СТАНЦИЯМИ (ДЛЯ СЕРИЙ MA-800H / MILLAC-VH)
График прерывания
График прерывания используется для прерывания любого зарегистрированного
графика для составления графика, когда требуется срочная обработка.
Установите переключатель на "INTERRUPT" при вводе поддона, станок
регистрирует его как первый при выполнении автоматического графика, до тех пор,
пока поддон с порядком обработки 1 не будет обрабатываться на станке. В это
время поддон перемещается на станцию ожидания.
Если поддоны перемещаются непрерывно при выполнении графика прерывания,
станок сохраняет номера поддонов, перемещаемых с прерыванием (INTERRUPT) и
дополнительно зарегистрирует их последовательно. Если оператор однажды
установил переключатель не в положение INTERRUPT, а затем вернулся к
положению INTERRUPT, также происходит прерывание перемещения поддона,
зарегистрированного первым при выполнении автоматического графика.
Поддоны, зарегистрированные один раз, обрабатываются так же, как и поддоны,
зарегистрированные при выполнении автоматического графика.
Переключатель WAITING SCHEDULE STOP
При установке оператором этого переключателя в положение ON во время
выполнения непрерывной обработки в непрерывном режиме РРС, станок
останавливается после обработки поддонов при выполнении автоматического
графика (поддоны с определением графика [AUTO]).
При отключении этого переключателя, станок начинает обработку поддонов при
выполнении графика ожидания (с определением графика [WAIT]) после завершения
автоматического графика.
Если переключатель включен, горит лампа WAITING SCHEDULE STOP.
16-4-4. ПЕРЕКЛЮЧАТЕЛЬ ПЕРЕМЕЩЕНИЯ EMPTY PALLET
Нажмите этот переключатель для перемещения поддона на станцию поддона без
регистрации в графике РРС.
16-4-5. ПЕРЕКЛЮЧАТЕЛЬ IN
Нажмите этот переключатель для регистрации поддонов в графике РРС и
дальнейшего перемещения из станции установки на станцию поддона.
16-4-6. ПЕРЕКЛЮЧАТЕЛЬ OUT
Нажмите этот переключатель для перемещения обработанных поддонов из станции
поддона на станцию установки.
6103-Е 148
РАЗДЕЛ 16. РРС ДЛЯ УСТРОЙСТВА АВТОМАТИЧЕСКОЙ СМЕНЫ С НЕСКОЛЬКИМИ
СТАНЦИЯМИ (ДЛЯ СЕРИЙ MA-800H / MILLAC-VH)
16-4-7. ПЕРЕКЛЮЧАТЕЛЬ PPC CYCLE START/ПЕРЕКЛЮЧАТЕЛЬ CYCLE START
Данный
переключатель
используется
для
автоматического
выбора
зарегистрированной программы обработки и запуска ЧПУ согласно графику РРС.
Переключатель PPC CYCLE START на панели РРС и переключатель CYCLE
START на панели управления станка в состоянии РРС ON (CONT, ONE CYCLE)
В состоянии РРС ON (CONT, ONE CYCLE)
Запуск РРС
PPC CYCLE
START SW
CYCLE START
SW
-
-
-
Запуск цикла во
время остановки
единичного
кадра
Запуск цикла
после М00/М01
Используется
Запуск цикла
после
небольшой
временной
задержки
Не используется
Не используется
Не используется
Запуск
программы во
время выбора
предыдущей
программы
Не используется
Не используется
Используется
Используется
Используется
Не используется
Выполнение РРС (непрерывное, один цикл) возможно только при нажатии
переключателя PPC CYCLE START.
При нажатии переключателя CYCLE START появляется следующее сообщение о
неполадке.
4282 PPC cycle can’t start (4282 Не может запуститься цикл РРС)
При запуске выполнения РРС (непрерывное, один цикл), выполнение
перезапуска после небольшой задержки, вызываемой нажатием переключателя
SLIDE HOLD, при выполнении функции единичного кадра или команды М00/М01,
возможно только при использовании переключателя CYCLE START. Перезапуск
после перезапуска ЧПУ также возможен с использованием переключателя
CYCLE START.
Переключатель PPC CYCLE START не активен и не реагирует на нажатие.
Ошибка не появляется даже при его нажатии.
Так как выбор программы обработки осуществляется при помощи функции РРС,
программа, выбираемая во время выключения РРС, не может быть выбрана.
При перезагрузке ЧПУ или его режима, перезагрузки РРС не происходит, хотя
выполнении программы ЧПУ останавливается.
6103-Е 149
РАЗДЕЛ 16. РРС ДЛЯ УСТРОЙСТВА АВТОМАТИЧЕСКОЙ СМЕНЫ С НЕСКОЛЬКИМИ
СТАНЦИЯМИ (ДЛЯ СЕРИЙ MA-800H / MILLAC-VH)
Переключатель PPC CYCLE START на панели РРС и переключатель CYCLE
START на панели управления станка в состоянии отключения РРС
В состоянии отключения РРС
Запуск РРС
PPC CYCLE
START SW
CYCLE START
SW
Запуск цикла во
время остановки
единичного
кадра
Запуск цикла
после М00/М01
Не используется
Запуск цикла
после
небольшой
временной
задержки
Не используется
Не используется
Не используется
Запуск
программы во
время выбора
предыдущей
программы
Не используется
Не используется
Используется
Используется
Используется
Не используется
- В состоянии отключения РРС начинается обычное выполнение операции ЧПУ с
момента отключения РРС.
- Переключатель PPC CYCLE START не активен и не реагирует на нажатие. При
его нажатии не возникает сообщение о неполадке.
- После небольшой временной задержки (переключатель SLIDE HOLD, функция
одного кадра, команда М00/М01) или перезагрузки ЧПУ, возобновление операции
возможно только при нажатии переключателя CYCLE START.
- Выбор программы обработки выполняется, как и при обычной работе ЧПУ;
выбирается программа, выбранная ранее.
16-4-8. ПЕРЕКЛЮЧАТЕЛЬ EMG. STOP
Этот переключатель используется для остановки станка в случае необходимости.
16-4-9. ПЕРЕКЛЮЧАТЕЛЬ RESTART
Этот переключатель используется, когда АРС приостановлено.
6103-Е 150
РАЗДЕЛ 16. РРС ДЛЯ УСТРОЙСТВА АВТОМАТИЧЕСКОЙ СМЕНЫ С НЕСКОЛЬКИМИ
СТАНЦИЯМИ (ДЛЯ СЕРИЙ MA-800H / MILLAC-VH)
16-5. ПОДВОД ПОДДОНОВ
Для выполнения цикла РРС оператор должен вначале установить заготовку в
поддон и установить поддон на станцию, затем зарегистрировать его в графике
обработки. В этом раздел описывается процедура подвода поддона для выполнения
цикла РРС.
- При включении РРС оператор может подвести поддоны по трем графикам
обработки, при помощи выбора поворотного переключателя AUTO, INTERRUPT,
WAIT.
Оператор также может перемещать пустые поддоны, не зарегистрированные в
графике обработки.
- Если оператор перемещает поддон при отключенном РРС, поддон перемещается,
но не регистрируется в графике обработки. (Так же, как и перемещение пустого
поддона при включенном РРС).
- Перемещение поддонов возможно двумя способами – вводом номера поддона или
автоматически, без ввода номера.
При перемещении нового поддона или замене самого поддона на станции
установки, введите номер поддона на панели РРС и нажмите переключатель IN на
этой же панели.
По завершении операции перемещения поддона, график, зарегистрированный в
графике обработке, и экран панели РРС изменяются на экран PALLET OUT (вывод
поддона).
При перемещении поддона, выведенного в станцию установки, в станцию,
использующую такой же номер поддона, поддон перемещается в станцию простым
нажатием переключателя IN, так как номер поддона в станции остается на панели
РРС. В этом случае необходимо ввести номер поддона.
По завершении операции перемещения поддона, график, зарегистрированный для
графика обработки на экране панели РРС, изменяется на экран PALLET OUT.
6103-Е 151
РАЗДЕЛ 16. РРС ДЛЯ УСТРОЙСТВА АВТОМАТИЧЕСКОЙ СМЕНЫ С НЕСКОЛЬКИМИ
СТАНЦИЯМИ (ДЛЯ СЕРИЙ MA-800H / MILLAC-VH)
16-5-1. ВЫПОЛНЕНИЕ ПОДВОДА ПРИ ПОМОЩИ АВТОМАТИЧЕСКОГО ГРАФИКА ИЛИ ГРАФИКА
ОЖИДАНИЯ
В станке
Поворотный 2-поддонный АРС
Станция ожидания
Панель управления
линией
перемещения
поддонов
Станция установки
обозначает поддоны
обозначает носители без
поддонов
Рис. 16-7. Подвод поддона – автоматический график и график ожидания
6103-Е 152
РАЗДЕЛ 16. РРС ДЛЯ УСТРОЙСТВА АВТОМАТИЧЕСКОЙ СМЕНЫ С НЕСКОЛЬКИМИ
СТАНЦИЯМИ (ДЛЯ СЕРИЙ MA-800H / MILLAC-VH)
Процедура:
1. Установите режим PPC MODE CONT. или ONE CYCLE на панели РРС (см.
рисунок 17-1).
2. Установите для SCHEDULE значение AUTO или WAITING на панели РРС (см.
рисунок 17-1).
3. Если экран ввода поддона PALLET IN не отображается, выведите этот экран при
помощи нажатия кнопки [MENU] на сенсорном экране панели РРС.
Рис. 16-8. Экран PALLET IN - ввод поддона
Затем нажмите кнопки с цифрами для ввода номера перемещаемого поддона,
введенный номер поддона отобразится в PALLET IN P.No. Нажмите [Return] ,
выведется
программа
номера
обрабатываемого
поддона.
Если
зарегистрировано более одного имени программы, отобразится то, что
зарегистрировано первым.
Если номер поддона в станции установки такой же, как и выведенный до этого,
номер поддона, обработки и программа уже отображены.
4. Нажмите переключатель IN на панели РРС (см. рис. 17-1), и поддоны в станции
установки загрузятся в магазин.
5. Если поддоны перемещаются в автоматическом режиме управления, поддоны
зарегистрированы в последнем автоматическом графике; если они
перемещаются в режиме ожидания, они занесены в график в последнем графике
ожидания. (Смотрите пункт 16-8 "Редактирование графика обработки").
6. После перемещения поддонов, экран панели РРС автоматически изменяется на
экран PALLET OUT (выведения поддона).
Рис. 16-9. Изменение экрана ввода поддона PALLET IN на экране вывода
поддона PALLET OUT
6103-Е 153
РАЗДЕЛ 16. РРС ДЛЯ УСТРОЙСТВА АВТОМАТИЧЕСКОЙ СМЕНЫ С НЕСКОЛЬКИМИ
СТАНЦИЯМИ (ДЛЯ СЕРИЙ MA-800H / MILLAC-VH)
16-5-2. ПОДВОД ПОДДОНА ПО ГРАФИКУ ПРЕРЫВАНИЯ
В станке
Поворотный 2-поддонный АРС
Станция ожидания
Панель управления
линией
перемещения
поддонов
Станция установки
обозначает поддоны
обозначает носители без
поддонов
Рис. 16-10. Подвод поддона – график прерывания
6103-Е 154
РАЗДЕЛ 16. РРС ДЛЯ УСТРОЙСТВА АВТОМАТИЧЕСКОЙ СМЕНЫ С НЕСКОЛЬКИМИ
СТАНЦИЯМИ (ДЛЯ СЕРИЙ MA-800H / MILLAC-VH)
Процедура:
1. Установите для режима PPC MODE значения CONT. или ONE CYCLE на панели
РРС (см. рисунок 17-1).
Если поддон, зарегистрированный в графике 1, уже находился в станции
ожидания, установите режим OFF, затем CONT или ONE CYCLE.
2. Установите график SCHEDULE на IRTP. (см. рисунок 17-1).
3. Если экран ввода поддона PALLET IN не отображается, выведите этот экран при
помощи нажатия кнопки [MENU] на сенсорной панели РРС.
Рис. 16-11. Ввод поддона - экран PALLET IN
Затем нажмите кнопки с цифрами для ввода номера перемещаемого поддона,
введенный номер поддона отобразится в PALLET IN P.No. Нажмите [Return] для
отображения порядка обработки и имени программы номера обрабатываемого
поддона. Если зарегистрировано более одного имени программы, отобразится
то, что зарегистрировано первым.
Если номер поддона в станции установки такой же, как и выведенный до этого,
номер поддона, обработки и программа уже отображены.
4. Нажмите переключатель IN на панели РРС (см. рис. 17-1), и поддоны из станции
установки загрузятся в магазин.
5. Если поддон перемещается в режиме управления IRPT, он зарегистрирован как
первый порядок обработки. Если в это время обрабатывается поддон с первым
порядком обработки, введенный поддон устанавливается как второй порядок
обработки.
6. После ввода поддона экран панели РРС автоматически изменяется на экран
PALLET OUT (вывод поддона).
Рис. 16-12. Изменение экрана PALLET IN (ввод поддона) – на экран PALLET OUT
(вывод поддона)
6103-Е 155
РАЗДЕЛ 16. РРС ДЛЯ УСТРОЙСТВА АВТОМАТИЧЕСКОЙ СМЕНЫ С НЕСКОЛЬКИМИ
СТАНЦИЯМИ (ДЛЯ СЕРИЙ MA-800H / MILLAC-VH)
График обработки в режиме прерывания графика на панели РРС
Метод зарегистрированных графиков обработки для поддонов, перемещаемых в
режиме IMTERRUPT, может изменяться с использованием параметра FOR THE
PALLET CARRIED IN IN THE INTERRUPT MODE, SCHEDULING METHOD на экране
дополнительных параметров ЧПУ (РРС) в режиме настройки параметров.
Если для данного параметра установлено значение BACKWARD, порядок обработки
вводимых поддонов регистрируется в таком порядке, в котором они вводятся.
Например, если поддон вводился в режиме INTERRUPR в порядке Р0006, Р0007,
Р0008 и Р0009, график этих поддонов регистрируется как №1, 2, 3 и 4 (см. рисунок
17-13).
Если выполнение цикла РРС происходит в установленном режиме прерывания,
поддоны, вводимые в режиме прерывания, не будут обрабатываться в режиме
прерывания INTERRUPT.для обработки этих поддонов измените режим графика на
панели РРС на автоматический.
Рис. 16-13. График обработки на экране поддона 1
6103-Е 156
РАЗДЕЛ 16. РРС ДЛЯ УСТРОЙСТВА АВТОМАТИЧЕСКОЙ СМЕНЫ С НЕСКОЛЬКИМИ
СТАНЦИЯМИ (ДЛЯ СЕРИЙ MA-800H / MILLAC-VH)
Если для указанного выше параметра указано значение FORWARD, вводимый
поддон всегда регистрируется первым в порядке обработки. Например, если
поддоны вводились в режиме прерывания INTERRUPT в порядке Р0006, Р0007,
Р0008 и Р0009, график этих поддонов регистрируется как №4, 3, 2 и 1 (см. рисунок
17-14).
В отличие от настройки BACKWARD, поддоны, перемещаемые в режиме
прерывания INTERRUPT, будут обрабатываться в режиме INTERRUPT, даже если
цикл РРС выполняется в режиме INTERRUPT.
Рис. 16-14. График обработки на экране поддона 2
6103-Е 157
РАЗДЕЛ 16. РРС ДЛЯ УСТРОЙСТВА АВТОМАТИЧЕСКОЙ СМЕНЫ С НЕСКОЛЬКИМИ
СТАНЦИЯМИ (ДЛЯ СЕРИЙ MA-800H / MILLAC-VH)
16-5-3. ПЕРЕМЕЩЕНИЕ ПУСТОГО ПОДДОНА
В станке
Поворотный 2-поддонный АРС
Станция ожидания
Панель управления
линией
перемещения
поддонов
Станция установки
обозначает поддоны
обозначает носители без
поддонов
Рис. 16-15. Ввод поддона – ввод пустого поддона
6103-Е 158
РАЗДЕЛ 16. РРС ДЛЯ УСТРОЙСТВА АВТОМАТИЧЕСКОЙ СМЕНЫ С НЕСКОЛЬКИМИ
СТАНЦИЯМИ (ДЛЯ СЕРИЙ MA-800H / MILLAC-VH)
Процедура:
1. Установите в режиме PPC MODE значение CONT. или ONE CYCLE на панели
РРС (см. рисунок 17-1).
2. Графики на панели РРС не зависят от AUTO, WAITING или INTERRUPT (см.
рисунок 17-1).
3. Если экран PALLET IN (подвод поддона) не отображается, выведите этот экран,
нажав кнопку [MENU] на сенсорном экране панели РРС.
Рис. 16-16. Экран подвода поддона
Затем нажмите кнопки с цифрами для ввода номера перемещаемого поддона,
введенный номер поддона отобразится в PALLET IN P.No. Нажмите [Return] для
отображения порядка обработки и имени программы номера обрабатываемого
поддона. Если зарегистрировано более одного имени программы, отобразится
то, которое зарегистрировано первым.
Если номер поддона в станции установки такой же, как и предыдущий, номер
поддона, обработки и программа уже отображены.
4. Нажмите переключатель EMPTY PALLET на панели РРС (см. рис. 17-1), и
поддоны из станции установки переместятся в свободную станцию.
5. Поддоны не зарегистрированы в графиках.
6. После подвода поддона экран панели РРС автоматически изменяется на экран
PALLET OUT.
Рис. 16-17. Изменение экрана PALLET IN (подвода поддона) – на экран PALLET
OUT (отвода поддона)
6103-Е 159
РАЗДЕЛ 16. РРС ДЛЯ УСТРОЙСТВА АВТОМАТИЧЕСКОЙ СМЕНЫ С НЕСКОЛЬКИМИ
СТАНЦИЯМИ (ДЛЯ СЕРИЙ MA-800H / MILLAC-VH)
16-5-4. ПОДВОД ПРИ ВЫКЛЮЧЕННОМ РРС
В станке
Поворотный 2-поддонный АРС
Станция ожидания
Панель управления
линией
перемещения
поддонов
Станция установки
обозначает поддоны
обозначает носители без
поддонов
Рис. 16-18. Подвод поддона – подвод при выключенном РРС
6103-Е 160
РАЗДЕЛ 16. РРС ДЛЯ УСТРОЙСТВА АВТОМАТИЧЕСКОЙ СМЕНЫ С НЕСКОЛЬКИМИ
СТАНЦИЯМИ (ДЛЯ СЕРИЙ MA-800H / MILLAC-VH)
Процедура:
1. Установите в режиме PPC MODE значении OFF на панели РРС (см. рисунок 17-1).
2. Графики на панели РРС не зависят от AUTO, WAITING или INTERRUPT (см.
рисунок 17-1).
3. Если экран PALLET IN не отображается, выведите этот экран, нажав на кнопку
[MENU] на сенсорном экране панели РРС.
Рис. 16-19. Экран подвода поддона – Экран PALLET IN
Затем нажмите кнопки с цифрами для ввода номера перемещаемого поддона,
введенный номер поддона отобразится в PALLET IN P.No. Нажмите [Return].
При отключении РРС порядок обработки и имя программы обработки количества
поддонов не отображается.
Если номер поддона в станции установки такой же, как выводился до этого,
номер поддона уже выведен. (PROCESSING показывает "0".)
4. Нажмите переключатель IN на панели РРС (см. рис. 17-1), поддоны из станции
установки загружаются в магазин.
5. Поддоны не зарегистрированы в графиках.
6. После подвода поддона экран панели РРС автоматически изменяется на экран
PALLET OUT (экран вывода поддона).
Рис. 16-20. Изменение экрана подвода поддона PALLET IN на экран вывода
поддона PALLET OUT
6103-Е 161
РАЗДЕЛ 16. РРС ДЛЯ УСТРОЙСТВА АВТОМАТИЧЕСКОЙ СМЕНЫ С НЕСКОЛЬКИМИ
СТАНЦИЯМИ (ДЛЯ СЕРИЙ MA-800H / MILLAC-VH)
16-6. ВЫВЕДЕНИЕ ПОДДОНОВ
В этом разделе описывается выведение поддона с обработанной заготовкой с
каждой станции на станцию установки.
- При включенном РРС могут перемещаться только поддоны с обработанными
заготовками и поддоны, перемещаемые с установкой EMPTY PALLET.
- При отключенном РРС выведение действительно для всех поддонов, кроме того,
который находится в работе. Когда устанавливаемые в график поддоны
выводятся, их порядок обработки удаляется.
- Выведение поддонов возможно двумя способами: при помощи ввода номера
поддона или автоматически без ввода номера поддона.
При выводе указанного поддона в станцию установки введите номер поддона и
нажмите переключатель OUT на панели управления РРС.
По завершении вывода поддона экран панели РРС автоматически изменяется на
экран подвода поддона PALLET IN.
Для выведения обработанного поддона в станцию установки просто нажмите
переключатель OUT на панели РРС. При этом поддонs, которые необходимо
вывести, сохраняются в порядке регистрации программе обработки для каждого
поддона в обработанных поддонах.
По завершении вывода поддона экран панели РРС автоматически изменяется на
экран подвода поддона PALLET IN.
6103-Е 162
РАЗДЕЛ 16. РРС ДЛЯ УСТРОЙСТВА АВТОМАТИЧЕСКОЙ СМЕНЫ С НЕСКОЛЬКИМИ
СТАНЦИЯМИ (ДЛЯ СЕРИЙ MA-800H / MILLAC-VH)
16-6-1. ВЫВОД ПОДДОНА ПРИ ВКЛЮЧЕННОМ ИЛИ ВЫКЛЮЧЕННОМ РРС
В станке
Поворотный 2-поддонный АРС
Станция ожидания
Панель управления
линией
перемещения
поддонов
Станция установки
обозначает поддоны
обозначает носители без
поддонов
Рис. 16-21. Вывод поддона при включенном/выключенном РРС
6103-Е 163
РАЗДЕЛ 16. РРС ДЛЯ УСТРОЙСТВА АВТОМАТИЧЕСКОЙ СМЕНЫ С НЕСКОЛЬКИМИ
СТАНЦИЯМИ (ДЛЯ СЕРИЙ MA-800H / MILLAC-VH)
Процедура:
1. Если РРС активировано, установите в режиме РРС MODE на панели управления
РРС значение CONT. Или ONE CYCLE.
Если РРС выключено, выключите режим РРС на панели управления (см. рисунок
17-1).
2. Графики на панели РРС не зависят от AUTO, WAITING или INTERRUPT. (См.
рисунок 17-1.)
3. Если экран PALLET OUT (выведение поддона) не отображается, выведите его,
нажав на кнопку [MENU] на сенсорной панели экрана РРС.
Если РРС активирован, выводятся шесть номеров обработанных поддонов.
Для вывода большего количества поддонов или обработанных поддонов нажмите
кнопку PAGE.
Если РРС выключен, номера обработанных поддонов выводятся как 0000.
Рис. 16-22. Выведение поддона – Экран выведения поддона с РРС
Затем нажмите кнопки с цифрами для ввода номера выводимого поддона,
введенный номер поддона отображается в PALLET OUT P.No. Нажмите [Return].
4. Нажмите переключатель OUT на панели РРС (см. рис. 17-1), и указанный поддона
выведется на станцию установки.
5. После выведения поддона, экран панели РРС автоматически изменяется на экран
подвода поддона PALLET IN.
Рис. 16-23. Изменение экрана PALLET OUT (вывода поддона) – на экран PALLET
IN (ввода поддона)
6103-Е 164
РАЗДЕЛ 16. РРС ДЛЯ УСТРОЙСТВА АВТОМАТИЧЕСКОЙ СМЕНЫ С НЕСКОЛЬКИМИ
СТАНЦИЯМИ (ДЛЯ СЕРИЙ MA-800H / MILLAC-VH)
16-7. ПРИСВАИВАНИЕ НОМЕРОВ ПОДДОНОВ В ПРОГРАММЕ ОБРАБОТКИ С ЦИКЛОМ
PPC
В этом разделе присваиваются поддоны программам обработки с циклом PPC.
Когда зарегистрированная программа обработки один раз уже установлена, она
автоматически выполняется, если номер поддона указан в графике.
16-7-1. ПРОЦЕДУРЫ ПРИСВАИВАНИЯ
Нажмите [F1] (DISPLAY CHANGE), выберите REGISTRATION PROGRAM OF
PALLET, используя клавишу управления курсором, и нажмите [F8] (CLOSE) для
отображения указанного ниже экрана.
-
Рис. 16-24. Программа регистрации на экране поддонов
На этом экране можно регистрировать имена программ обработки и
установленные позиции каждого поддона на APC с несколькими поддонами.
Для номера поддона можно установить до 50 пар. Страницы меняются при
нажатии клавиш перемещения по страницам PAGE.
Для одного поддона можно зарегистрировать до 10 пар имен программ
обработки.
На одной программе обработки можно указать до 12 позиций заготовки.
6103-Е 165
РАЗДЕЛ 16. РРС ДЛЯ УСТРОЙСТВА АВТОМАТИЧЕСКОЙ СМЕНЫ С НЕСКОЛЬКИМИ
СТАНЦИЯМИ (ДЛЯ СЕРИЙ MA-800H / MILLAC-VH)
Установка номера поддона
Метод установки
Процедура:
1. Установите курсор на столбце ввода номера поддона.
2. Нажмите [F1] (SET).
3. Введите номер поддона.
4. Нажмите клавишу WRITE.
Установленный диапазон:
От 1 до 9000
* Для отмены регистрации, введите "*". В этом случае, все данные на этой странице
удалятся.
Если регистрация завершающего обработку поддона отменена, номер
выводимого поддона, показанный на экране PALLET OUT (экран вывода) также
удаляется.
Установка имени программы обработки
Метод установки
Процедура:
1. Установите курсор на столбце ввода имени программы обработки.
2. Нажмите [F1] (SET).
3. Введите имя программы обработки (????????????? В РРС ?????????????/.MIN.).
4. Нажмите клавишу WRITE.
- На один поддон можно зарегистрировать до 10 имен программы.
- Имена программ регистра в порядке обработки без оставления свободного
места. Данный пропуск рассматривается как завершения, любые программы,
представленные далее, игнорируются.
- Сообщение об ошибке не появится, даже если зарегистрировано имя программы
обработки, не существующее в настоящий момент. Если вызвать
зарегистрированную программу обработки во время обработки, появится
сообщение об ошибке, если программа обработки не существует.
Диапазон установки:
До 13 символов (используя от 0 до 9, от A до Z, дефис).
Ошибка
"9415 You can't input anymore except 0 to 9, A to Z,-" (Вы не можете ввести ничего,
кроме 0 – 9, A – Z)
[Код]
Отсутствует
[Причина]
Введенное имя программы содержит другие символы, не цифры, не буквенный
символы или дефис.
6103-Е 166
РАЗДЕЛ 16. РРС ДЛЯ УСТРОЙСТВА АВТОМАТИЧЕСКОЙ СМЕНЫ С НЕСКОЛЬКИМИ
СТАНЦИЯМИ (ДЛЯ СЕРИЙ MA-800H / MILLAC-VH)
Установка позиции заготовки
Метод установки.
Нажмите [F1] (галочка), чтобы отобразить окошко метки для установки номеров
позиции заготовки. Для одной программы обработки можно указать до 12 позиций
заготовки.
Диапазон установки:
Метка (заготовка присутствует)
Нет метки (заготовка отсутствует)
Рис. 16-25 Схема позиций заготовки
* Если одна программа обработки выполняет одну операцию на одном поддоне,
установите метку следующим образом:
Рис. 16-26 Для одного поддона, одной программы обработки
6103-Е 167
РАЗДЕЛ 16. РРС ДЛЯ УСТРОЙСТВА АВТОМАТИЧЕСКОЙ СМЕНЫ С НЕСКОЛЬКИМИ
СТАНЦИЯМИ (ДЛЯ СЕРИЙ MA-800H / MILLAC-VH)
16-8 РЕДАКТИРОВАНИЕ ГРАФИКА ОБРАБОТКИ
Для работы цикла PPC поддоны устанавливаются во время предварительной
операции подвода.
Оператор может изменить порядок обработки поддонов на экране MACHINING
SCHEDULE OF PALLET (график обработки поддонов).
Рис. 16-27 Экран графика обработки поддонов
Нажмите [F8] (DISPLAY CHANGE) в режиме установки параметров, чтобы вывести
экран MACHINING SCHEDULE OF PALLET, используя курсорные клавиши, и
нажмите [F8] (CLOSE), чтобы отобразить указанный выше экран.
Этот экран используется для редактирования графиков обработки каждого поддона
на многоплоскостном APC (перемещение, добавление, удаление и замена атрибутов
графика).
Порядок обработки можно определить в диапазоне от №1 до №50.
Чтобы заменить страницу, используйте клавиши перемещения по страницам.
Данные на этом экране также можно регистрировать с помощью операции подвода
на панели PPC. (Смотрите пункт 16-5. "Перемещение поддонов".)
Данные на этом экране можно установить, когда PPC включено. Если PPC
выключено, все номера поддонов изображаются в виде "****", а атрибуты графика
изображаются в виде "WAIT".
Когда PPC включено, экран возвращается к предыдущему состоянию.
6103-Е 168
РАЗДЕЛ 16. РРС ДЛЯ УСТРОЙСТВА АВТОМАТИЧЕСКОЙ СМЕНЫ С НЕСКОЛЬКИМИ
СТАНЦИЯМИ (ДЛЯ СЕРИЙ MA-800H / MILLAC-VH)
16-8-1. ПЕРЕМЕЩЕНИЕ ГРАФИКОВ ОБРАБОТКИ
- Оператор может перемещать порядок обработки графиков.
- Переместите курсор на строку, содержащую поддон, чей график обработки
необходимо переместить. Нажмите функциональную клавишу [F1] (MOVE),
появится окно MOVE. Введите требуемый порядок обработки и нажмите [F7]
(OK). Номер поддона переместится на строку, выбранную для нового процесса
обработки. Атрибут графика также переместится соответственно, и таблица
изменится.
Процедура перемещения
Процедура:
1. Нажмите [F1] (MOVE).
Диапазон перемещения
От 1 до максимального номера установки
Если поддон с номером обработки 1 находится в процессе обработки на станке, его
нельзя двигать на порядок обработки 1. Поддоны нельзя перемещать, если
превышено существующее максимальное значение порядка обработки, даже если
не превышен номер максимальной станции.
Ошибка
"9420 Input machining order №"
[Код]
Отсутствует
[Причина]
Порядок обработки не введен
"5286 Set condition"
[Код]
1: Поддон в начальной позиции курсора не готов к обработке.
(Не найден номер поддона в начальной позиции.)
2: Указан тот же номер поддона, как источник и назначение.
3: Поддон с обозначением не готов к обработке.
(Не найден номер поддона в обозначенной позиции курсора.)
6103-Е 169
РАЗДЕЛ 16. РРС ДЛЯ УСТРОЙСТВА АВТОМАТИЧЕСКОЙ СМЕНЫ С НЕСКОЛЬКИМИ
СТАНЦИЯМИ (ДЛЯ СЕРИЙ MA-800H / MILLAC-VH)
16-8-2. ДОБАВЛЕНИЕ ГРАФИКОВ ОБРАБОТКИ
- Можно добавлять графики обработки.
- Переместите курсор на строку, в которую нужно добавить график обработки.
Нажмите функциональную клавишу [ADD], появится окно ADD. Введите номер
нового поддона и нажмите [F7] (OK). Введенный номер поддона добавляется с
помощью атрибута графика на начальной строке, и таблица обновляется.
Процедура добавления
Процедура:
1. Нажмите [F2] (ADD).
Диапазон добавления
От 1 до максимального номера установки
График обработки можно добавлять только для поддонов, зарегистрированных в
таблице номеров станций поддона/ номеров поддона.
Ошибка
"9419 Input pallet №"
[Код]
Отсутствует
[Причина]
Номер поддона не введен
“5286 Set condition”
1: Поддон, обозначенный в начальной позиции курсора, не готов к обработке.
(Не найден номер поддона в начальной позиции курсора.)
2: Не найден номер поддона, который нужно добавить.
3: Оператор попытался добавить номер поддона, не зарегистрированный в таблице
номере станций поддона/ номеров поддона.
4: Оператор попытался добавить номер поддона, номер обработки которого уже
установлен.
5: Указанный поддон не был зарегистрирован на экране REGISTRATION PROGRAM
OF PALLET.
6103-Е 170
РАЗДЕЛ 16. РРС ДЛЯ УСТРОЙСТВА АВТОМАТИЧЕСКОЙ СМЕНЫ С НЕСКОЛЬКИМИ
СТАНЦИЯМИ (ДЛЯ СЕРИЙ MA-800H / MILLAC-VH)
16-8-3. ПОИСК ГРАФИКА ОБРАБОТКИ
- Оператор может выполнять поиск порядка обработки в графиках обработки и
передвигать их с помощью курсора.
- Нажмите функциональную клавишу [F4] (FIND), чтобы отобразить окно FIND.
Введите искомый порядок обработки и нажмите [F7] (OK). Курсор переместится в
строку, содержащую введенный порядок обработки.
Процедура поиска
Процедура:
1. Нажмите [F4] (FIND).
Диапазон поиска
От 1 до максимального зарегистрированного порядка обработки
Ошибка
"9420 Input processing order"
[Код]
Отсутствует
[Причина]
Порядок обработки не введен
"5286 Set condition error"
1: Поддон, обозначенный в начальной позиции курсора, не готов к обработке.
(Не найден номер поддона в начальной позиции курсора.)
16-8-4. УДАЛЕНИЕ ГРАФИКА ОБРАБОТКИ
- Можно удалять график обработки.
- Переместите курсор на строку, из которой нужно удалить график обработки, и
нажмите функциональную клавишу [F3] (DEL). Выбранная курсором строка
удаляется, и таблица обновляется.
Процедура удаления
Процедура:
1. Нажмите [F3] (DEL).
Диапазон удаления
От 1 до максимального зарегистрированного порядка обработки/
Если поддон с номером обработки 1 находится в данный момент в обработке на
станке, его нельзя удалить.
Ошибка
"5286 Set condition "
1: Поддон, обозначенный в начальной позиции курсора, не готов к обработке.
(Не найден номер поддона в начальной позиции курсора.)
6103-Е 171
РАЗДЕЛ 16. РРС ДЛЯ УСТРОЙСТВА АВТОМАТИЧЕСКОЙ СМЕНЫ С НЕСКОЛЬКИМИ
СТАНЦИЯМИ (ДЛЯ СЕРИЙ MA-800H / MILLAC-VH)
16-8-5. ИЗМЕНЕНИЕ АТРИБУТА ГРАФИКА
- Атрибут графика можно выбрать: автоматический или ожидания. По умолчанию –
операция ожидания "WAIT".
- Переместите курсор на порядок обработки, атрибут графика которого нужно
поменять, и нажмите функциональную клавишу [F4] (SCH. CHG). Если атрибут
графика "WAIT", он меняется на "AUTO"; а когда "AUTO", он меняется на "WAIT".
Процедура замены
Процедура:
1. Нажмите [F4] (SCH. CHG).
Диапазон замены
[WAIT/AUTOMATIC]
При замене SCHEDULE ATT (атрибут графика) с "0" (WAIT) на "1" (AUTO), порядок
обработки перемещается после последнего поддона с SCHEDULE ATT, равным "1"
(AUTO).
При замене SCHEDULE ATT (атрибут графика) с "0" (AUTO) на "1" (WAIT), порядок
обработки перемещается после последнего поддона с SCHEDULE ATT, равным "1"
(WAIT).
Ошибка
"5286 Set condition"
1: Поддон, обозначенный в начальной позиции курсора, не готов к обработке.
(Не найден номер поддона в начальной позиции курсора.)
6103-Е 172
РАЗДЕЛ 16. РРС ДЛЯ УСТРОЙСТВА АВТОМАТИЧЕСКОЙ СМЕНЫ С НЕСКОЛЬКИМИ
СТАНЦИЯМИ (ДЛЯ СЕРИЙ MA-800H / MILLAC-VH)
16-9. ПРОГРАММА ОБРАБОТКИ И СИСТЕМНЫЕ ПЕРЕМЕННЫЕ
16-9-1. ОТ VPLDT [1] ДО VPLDT [12]/VPPCP
Если на один поддон помещены две и более заготовки, эти заготовки должны иметь
разные номера, в зависимости от установленной позиции заготовки на поддоне,
даже если заготовки одинаковые.
В этом разделе приведено описание эффективного управления системой для такого
условия.
При установке нескольких заготовок на станции установки (заготовки могут быть
разными, можно работать максимум с десятью типами заготовок), составьте схему
установленных положений заготовок и программ обработки на экране
REGISTRATION PROGRAM OF PALLET (см. пункт 16-7-1 Процедуры присваивания).
Затем ЧПУ присваивает введенные данные системным переменным VPLDT[1] и
VPLDT[12] и VPPCP во время обработки, чтобы была доступна информация для
программ обработки.
Используйте следующий пример.
Номер поддона 2
Рис. 16-28. Схема позиций заготовок
Предполагается, что существует 12 позиций заготовок, и оператор устанавливает
заготовки так, как показано на рисунке выше.
(Можно установить до 10 различных типов заготовок.)
Оператор заранее присваивает позиции заготовок в программы обработки для
каждого поддона.
6103-Е 173
РАЗДЕЛ 16. РРС ДЛЯ УСТРОЙСТВА АВТОМАТИЧЕСКОЙ СМЕНЫ С НЕСКОЛЬКИМИ
СТАНЦИЯМИ (ДЛЯ СЕРИЙ MA-800H / MILLAC-VH)
Рис. 16-29. Экран программы регистрации поддона
Когда этот поддон устанавливается в станок, ЧПУ сначала автоматически выбирает
программу, затем системные переменные, как показано ниже
VPLDT[1]=1,
VPLDT[2]=1,
VPLDT[3]=1
VPLDT[4]=0,
VPLDT[5]=0,
VPLDT[6]=0
VPLDT[7]=0,
VPLDT[8]=0,
VPLDT[9]=0
VPLDT[10]=0,
VPLDT[11]=0,
VPLDT[12]=0
VPPCP=$007H
Программа обработки проверяет значение переменных от VPLDT[1] до VPLDT[12] (1
или 0), и ЧПУ обрабатывает заготовки во время проверки, установлена ли заготовка
с PPCA100.MIN в каждой позиции от 1 до 12.
Программа обработки также проверяет шестнадцатеричные данные VPPCP=$007H,
а ЧПУ обрабатывает заготовки во время проверки, установлена ли заготовка с
PPCA100.MIN в каждой позиции от 1 до 12 таким же способом, как и переменные от
VPLDT[1] до VPLDT[12].
6103-Е 174
РАЗДЕЛ 16. РРС ДЛЯ УСТРОЙСТВА АВТОМАТИЧЕСКОЙ СМЕНЫ С НЕСКОЛЬКИМИ
СТАНЦИЯМИ (ДЛЯ СЕРИЙ MA-800H / MILLAC-VH)
На рисунке ниже показан пример программы обработки для PPCA100.MIN.
■ Когда используются переменные от VPLDT[1] до VPLDT[12])
Рис. 16-30. Пример 1 программы обработки
Запишите фактическую программу обработки в OSUB1 и запишите главную
программу, чтобы проверить, установлена ли заготовка в каждой позиции и, если
заготовка установлена, выберите ее координаты.
По завершении PPCA100.MIN ЧПУ автоматически выбирает PPCBA10.MIN.
Системные переменные устанавливаются следующим образом:
VPLDT[1]=0,
VPLDT[2]=0,
VPLDT[3]=0
VPLDT[4]=0,
VPLDT[5]=1,
VPLDT[6]=1
VPLDT[7]=0,
VPLDT[8]=0,
VPLDT[9]=1
VPLDT[10]=0,
VPLDT[11]=0,
VPLDT[12]=1
VPPCP=$930H
После этого процесс тот же, что и для PPCA100.MIN.
6103-Е 175
РАЗДЕЛ 16. РРС ДЛЯ УСТРОЙСТВА АВТОМАТИЧЕСКОЙ СМЕНЫ С НЕСКОЛЬКИМИ
СТАНЦИЯМИ (ДЛЯ СЕРИЙ MA-800H / MILLAC-VH)
16-9-2. VPLNO
- Указывает номер поддона, расположенного в настоящий момент в таблице станка.
VPLNO получает номер поддона, расположенного в настоящий момент на столе
станка, если РРС включено.
- Используйте VPLNO, чтобы поменять систему координат заготовки для каждого
поддона, когда та же заготовка стоит на нескольких поддонах, или для каждого
поддона используется разная начальная компенсация.
(Пример)
Для заготовок обработки №1000 на поддонах 0001 и 0002 используйте рабочую
систему координат 11 для поддона №1 и систему координат заготовки 12 для
поддона №2. (Если РРС выключено, измените VPLNO на VPLTK.)
[Процесс фактической обработки]
Рис. 16-31. Пример 3 программы обработки
6103-Е 176
РАЗДЕЛ 16. РРС ДЛЯ УСТРОЙСТВА АВТОМАТИЧЕСКОЙ СМЕНЫ С НЕСКОЛЬКИМИ
СТАНЦИЯМИ (ДЛЯ СЕРИЙ MA-800H / MILLAC-VH)
16-10. НАСТРОЙКА СИСТЕМНЫХ ПАРАМЕТРОВ ТЕХОБСЛУЖИВАНИЯ
Для работы цикла РРС оператор должен вначале установить системные параметры
техобслуживания.
16-10-1. НАСТРОЙКА ДАННЫХ НА ЭКРАНЕ SETUP, MAC-INT. PNO. SET
На экране SETUP, MAC-INT. PNO. SET можно установить только номер поддона,
установленного на станке. Этот экран параметров используется для настройки
параметров, которые необходимы для настройки системы во время установки.
Рис. 16-32. Экран SETUP, MAC-INT. PNO. SET
Установите номер MAC-INT (поддон в станке).
6103-Е 177
РАЗДЕЛ 16. РРС ДЛЯ УСТРОЙСТВА АВТОМАТИЧЕСКОЙ СМЕНЫ С НЕСКОЛЬКИМИ
СТАНЦИЯМИ (ДЛЯ СЕРИЙ MA-800H / MILLAC-VH)
Установка M/C1 MAC-INT.
Была сделана попытка установить номер поддона, присвоенный другой станции для
номера MAC-INT. (поддон в станке) или CIR.-ST (поворотный поддон).
Процедура установки
Процедура:
1. S_[Номер станции] [WRITE].
Диапазон установки
От 1 до максимального номера станции поддона.
Ошибка
"9860 Not set the pallet number assigned to the other stations" (Не указывайте номер
поддона, присвоенный другой станции.)
Код
Отсутствует
Причина
Была выполнена попытка установить номер поддона, присвоенный другой станции
на номер MAC-INT. (поддон в станке) или CIR.-ST (поворотный поддон).
16-10-2. НАСТРОЙКА ДАННЫХ НА ЭКРАНЕ [PALLET CARRIER NO.-PALLET NO. TABLE]
Рис. 16-33 Экран PALLET CARRIER NO.-PALLET NO. TABLE
Этот экран используется для установки номеров поддонов для каждого носителя
поддона на многоплоскостном АРС. Он показывает номера поддонов на станциях
станка. Он также показывает номера поддонов, расположенных на переходящей
станции. Данные ограничены спецификацией многоплоскостного АРС, номер
поддона не должен превышать максимальное количество станция поддонов.
6103-Е 178
РАЗДЕЛ 16. РРС ДЛЯ УСТРОЙСТВА АВТОМАТИЧЕСКОЙ СМЕНЫ С НЕСКОЛЬКИМИ
СТАНЦИЯМИ (ДЛЯ СЕРИЙ MA-800H / MILLAC-VH)
Настройка номера поддона
Процедура установки
Процедура:
1. Нажмите S_ [номер поддона] [WRITE]
Диапазон установки
От 1 до 9000
Если вводится "*" или "0", отображается "NONE".
Ошибка
"9861 PNO. must not exceed the maximum number of pallet stations" (PNO. Не должен
превышать максимальное количество станций поддона.))
Код
Отсутствует
Причина
Была предпринята попытка установить поддон на станцию, превышающую
максимальный номер станции.
Была предпринята попытка зарегистрировать уже зарегистрированный номер
поддона.
Вывод таблицы номеров поддона MC NO.
На экране выводится номер поддона в станке.
Вывод атрибута поддона в станции установки
Атрибуты MS1 и WS1 выводятся соответственно сбоку от номера станции ожидания
станка и номера станции установки, эти номера установлены на экране PALLET
CARRIER NO.-PALLET NO. TABLE. Это способствует выполнению проверки
положения станции ожидания станка и станции установки.
6103-Е 179
РАЗДЕЛ 16. РРС ДЛЯ УСТРОЙСТВА АВТОМАТИЧЕСКОЙ СМЕНЫ С НЕСКОЛЬКИМИ
СТАНЦИЯМИ (ДЛЯ СЕРИЙ MA-800H / MILLAC-VH)
16-11. ПРОВЕРКА СОСТОЯНИЯ СИСТЕМЫ РРС
Экран, показанный ниже, используется для проверки состояния системы РРС.
Рис. 16-34. Экран состояния системы РРС
Нажмите [F8] (DISPLAY CHANGE) в автоматическом, MDI и ручном режимах
управления, и выберите PPC SYSTEM CONDITION, используя клавиши управления
курсором (↓,↑). Затем, нажмите [F8] (CLOSE). Появится показанный выше экран.
На экране представлен список номеров поддонов в станке, станции установки,
станции ожидания и прочих станций, порядок их обработки.
Порядок обработки: 0
Пустой поддон
Номера, например, 1 Порядок обработки
F
Обработка завершена
M
Обработка выполняется
*
Нет поддона
Используйте клавиши PAGE, чтобы отобразить следующую страницу. Обратите
внимание, что строки для станка и станции установки, станции ожидания
зафиксированы.
6103-Е 180
РАЗДЕЛ 16. РРС ДЛЯ УСТРОЙСТВА АВТОМАТИЧЕСКОЙ СМЕНЫ С НЕСКОЛЬКИМИ
СТАНЦИЯМИ (ДЛЯ СЕРИЙ MA-800H / MILLAC-VH)
16-12. КОМАНДА NP
Команда NP используется для замены указанного поддона поддоном в положении
АРС (станция ожидания) без использования функции РРС. Эта функция
используется в таких случаях, как настройка станка с АРС с несколькими поддонами.
Формат команды
NP = [Номер поддона]
Рабочий диапазон команды: 1 до 9999
Если указанный номер поддона превышает диапазон команды, появляется
следующее сообщение об ошибке.
2738 Alarm B NP command unsuitable 4 (не подходит команда NP 4)
Обратите внимание, что номера поддонов, которые могут использовать с системой
РРС должны быть от 1 до 9000. (См. пункт "Установка номера поддона" в параграфе
16-7-1.)
Выполнение команды NP
Если команда NP указана в автоматическом режиме или режиме ручного ввода
данных MDI, поддон в положении АРС (станция ожидания) готов к замене. Укажите
М60 для замены поддона, находящегося в станке, поддоном в положении АРС.
Команда NP действительна только при выключенном РРС. Если указать еѐ при
включенном РРС, появится следующее сообщение об ошибке.
2738 Alarm B NP command unsuitable 1 (не подходит команда NP 1).
16-13. ОПЕРАЦИЯ DNC-B/DNC-DT
16-13-1. ЭКРАН УСТАНОВКИ ПАРАМЕТРОВ
Устройство программы обработки может быть указано на экране REGISTRATION
PROGRAM OF PALLET. Название устройства по умолчанию – "MD1:".
Рис. 16-35. Экран установки параметров
6103-Е 181
РАЗДЕЛ 16. РРС ДЛЯ УСТРОЙСТВА АВТОМАТИЧЕСКОЙ СМЕНЫ С НЕСКОЛЬКИМИ
СТАНЦИЯМИ (ДЛЯ СЕРИЙ MA-800H / MILLAC-VH)
16-13-2. РАБОТА DNC-B ИЗ РРС
Режим PPC включен (ON)
Если цикл РРС запущен, программы обработки, зарегистрированные для каждого
поддона, выбираются и выполняются в соответствии с графиком обработки.
(Если переключатель режима PPC стоит в положении CONT., обработка
выполняется непрерывно для нескольких поддонов; если он стоит в положении ONE
CYCLE, программа выполняется только для одного поддона.)
Когда операция DNC-B невозможна (не включена операция DNC-B, не включена
операция буфера), если устройство выбираемой и выполняемой программы
обработки – “DNC”, возникает сообщение о неполадке:
2375 Alarm B No user program 18000000
Следующее сообщение появляется, если выбираемая программа обработки не
найдена в указанном устройстве при запуске цикла PPC:
2375 Alarm B No user program 10000002
Если метод "А" передачи программы ЧПУ (нет указания имени файла) не выбран как
параметр связи, появляется сообщение о неполадке, указанное ниже, и программа
обработки в устройстве DNC не выбирается и не выполняется.
2375 Alarm B No user program 18000000
Выбор обычной программы и выполнение программы активацией ЧПУ невозможно.
Активация ЧПУ приведет к появлению следующей ошибки:
4282 Alarm B PPC cycle can’t start
Если во время операции режима DNC-B перезапускается ЧПУ, это приведет к тому,
что ЧПУ начнет обмен информацией и выполнение зарегистрированных программ
обработки.
Режим PPC выключен (OFF)
Программа, выбранная на экране PPC SYSTEM CONDITION, не будет выполняться,
даже если запущен цикл РРС. Вместо этого будет выполняться программа,
выбранная при обычном выборе программы после активации ЧПУ.
6103-Е 182
РАЗДЕЛ 16. РРС ДЛЯ УСТРОЙСТВА АВТОМАТИЧЕСКОЙ СМЕНЫ С НЕСКОЛЬКИМИ
СТАНЦИЯМИ (ДЛЯ СЕРИЙ MA-800H / MILLAC-VH)
16-3-3. РАБОТА DNC-DT ИЗ РРС
Режим PPC включен (ON)
Если цикл РРС запущен, программы обработки, зарегистрированные для каждого
поддона, выбираются и выполняются в соответствии с графиком обработки.
(Программы выполняются непрерывно, если переключатель режима РРС стоит в
положении CONT. Обработка выполняется только на одном поддоне, если
переключатель установлен на ONE CYCLE.)
Когда операция DNC-DT невозможна (связь не включена) и устройство для
выбранной программы обработки: TCA: (TC:) – TCH:, то возникает сообщение о
неполадке:
2625 Alarm B No user program 5201
Если выбранная программа обработки не найдена на указанном устройстве, то
следующая неполадка появится при запуске цикла РРС.
2625 Alarm B No user program 5201 (когда имя устройства MD1:)
2625 Alarm B DNC-DT Program select 5427 (когда имя устройства TCA:
(TC: ) – TCH: )
Выбор обычной программы или выполнение программы путем активации ЧПУ
невозможно. При активации ЧПУ появится следующая неполадка:
4282 Alarm B PPC cycle can't start
Режим PPC выключен (OFF)
Программы, выбранные на экране PPC SYSTEM CONDITION, не будут выполняться,
даже если запущен цикл РРС. Вместо этого будет выполняться программа,
выбранная при обычном выборе программы после активации ЧПУ.
6103-Е 183
РАЗДЕЛ 16. РРС ДЛЯ УСТРОЙСТВА АВТОМАТИЧЕСКОЙ СМЕНЫ С НЕСКОЛЬКИМИ
СТАНЦИЯМИ (ДЛЯ СЕРИЙ MA-800H / MILLAC-VH)
16-14. ОШИБКИ, ОТОБРАЖАЕМЫЕ НА ПАНЕЛИ УПРАВЛЕНИЯ РРС
Если после возникновения на панели PPC сообщения о неполадке, вызванного
работой, нажата клавиша CLEAR [C], происходит перезапуск PPC.
Ошибка D появится на панели управления, если на панели РРС появляется ошибка.
16-14-1. ОШИБКА ПРИ ВЫПОЛНЕНИИ ОПЕРАЦИИ ПОДВОДА
Ошибки, описанные ниже, могут появиться, если оператор сделал ошибку во время
подвода. Эти ошибки появляются на сенсорной панели.
Номер ошибки
72
80
81
Описание
-
Указанный номер поддона не зарегистрирован на экране [Registration Program of Pallet]
Сделана попытка выполнить операцию подвода не на экране подвода.
Указанный номер поддона не зарегистрирован на экране PALLET NO.-PALLET NO.TABLE
Указанный поддон находится на станции станка.
Имя программы обработки не зарегистрировано для указанного поддона на экране [Registration
Program of Pallet]
16-14-2. ОШИБКИ ПРИ ВЫПОЛНЕНИИ ОПЕРАЦИИ ВЫВОДА
Ошибки, описанные ниже, могут появиться, если оператор сделал ошибку во время
вывода. Эти ошибки появляются на сенсорной панели.
Номер ошибки
72
80
83
Описание
-
Указанный номер поддона не зарегистрирован на экране
Сделана попытка выполнить операцию вывода, не на экране вывода.
Указанный номер поддона не зарегистрирован на экране PALLET NO.-PALLET NO.TABLE
Указанный поддон находится на станции станка.
Указанный поддон готов к обработке.
16-14-3. ПРОЧИЕ ОШИБКИ
Номер ошибки
Описание
9?
- Во время выполнения операции подвода или вывода номер перемещаемого поддона меняется или
удаляется на экране [Registration Program of Pallet].
- Во время выполнения обработки, номер искомого поддона на экране [Registraion Program of Pallet]
меняется или удаляется.
? = 1: Указанный номер поддона не обнаружен
? = 2: Указанная программа не обнаружена
? = 3: Неверный бит завершения обработки заготовки
6103-Е 184
РАЗДЕЛ 16. РРС ДЛЯ УСТРОЙСТВА АВТОМАТИЧЕСКОЙ СМЕНЫ С НЕСКОЛЬКИМИ
СТАНЦИЯМИ (ДЛЯ СЕРИЙ MA-800H / MILLAC-VH)
16-14-4. ОШИБКИ, ОТНОСЯЩИЕСЯ К БЛОКИРОВКЕ АРС
Когда работа станка блокируется активизацией функции
следующие ошибки отображаются на сенсорной панели.
Таблица для серии MA-800H
блокировки
APC,
Номер ошибки
Описание
01
02
03
- Указанный поддон не обнаружен ни в одной станции.
- Нет пустой станции, куда можно поместить поддон.
- Команда перезапуска, указанная после прерывания последовательности подвода/вывода, отличается
от предыдущей команды.
- Не выполнены условия выполнения последовательности вывода/подвода.
- Блокировка станции установки произошла во время выполнения последовательности подвода/вывода
к или от станции установки.
(Станция установки должна находиться в нормальном положении, если дверь станции закрыта.)
- АРС не удалось задать команду активации подвода/вывода во время операции подвода/вывода со
станцией ожидания.
- Ручная работа АРС деактивирована при активации функции блокировки.
04
05
06
07
Таблица для серии MILLAC-VH
Номер ошибки
02
03
05
06
07
08
09
10
11
12
13
14
15
16
17
18
19
20
31
32
33
35
41
42
43
102
103
Описание
Стол в станции установки находится в неправильном положении.
Активирован сброс блокировки стола в станции установки.
Закрытая сторона дверцы станции установки не заблокирована.
Закрытая и открытая сторона дверцы станции установки не заблокированы.
Выполняется блокировка дверцы станции установки.
Наблюдается ошибка А или ошибка на оси вращения магазина поддона.
Выполняется подвод/выведение поддона в станции установки
Поддоны подводятся от станции установки
Поддоны выводятся к станции установки.
Индексация магазина поддона выполняется и еще не завершена.
Питание сохраняется.
Станок блокируется.
Если задана команда вывода поддона на станцию установки, номер поддона определен для станции
установки.
Если задана команда ввода поддона со станции установки, номер поддона определен для станции
установки.
Если задана команда ввода поддона на станцию ожидания, номер поддона определен в станции
ожидания.
Если задана команда вывода поддона со станции ожидания, номер поддона определен для станции
ожидания.
Если задана команда вывода поддона со станции ожидания, и задана команда подвода поддона со
станции установки, номер поддона указан для индексируемого магазина поддона.
Если задана команда подвода поддона к станции ожидания, и задана команда вывода поддона на
станцию установки, номер поддона указан для индексируемого магазина поддона.
Если задана команда подвода/вывода поддона для станции ожидания, АРС находится не в положении
запуска.
Если задана команда подвода/вывода поддона для станции ожидания, АРС выполняет цикл.
Был установлен режим проверки системы "44".
Перемещение положений А и В для АРС не закончено.
Нет свободной станции для установки поддона.
Нет поддона, указанного в накопителе поддонов.
Индексирование накопителя поддонов не завершено.
Когда поддоны в станции установки подводятся/выводятся, выключается положение SQ подвода руки
на сниженной скорости.
Когда поддоны в станции установки подводятся/выводятся, включается положение SQ подвода руки на
сниженной скорости.
6103-Е 185
РАЗДЕЛ 16. РРС ДЛЯ УСТРОЙСТВА АВТОМАТИЧЕСКОЙ СМЕНЫ С НЕСКОЛЬКИМИ
СТАНЦИЯМИ (ДЛЯ СЕРИЙ MA-800H / MILLAC-VH)
Номер ошибки
104
105
106
107
108
109
110
111
112
113
114
115
116
117
118
119
120
121
122
123
124
125
126
127
128
129
130
131
132
133
Описание
Когда поддоны в станции установки подводятся/выводятся, выключается положение SQ предел подвода
руки.
Когда поддоны в станции установки подводятся/выводятся, включается положение SQ предел подвода
руки.
Когда поддоны в станции установки подводятся/выводятся, выключается положение SQ отвода руки на
сниженной скорости.
Когда поддоны в станции установки подводятся/выводятся, включается положение SQ отвода руки на
сниженной скорости.
Когда поддоны в станции установки подводятся/выводятся, выключается положение SQ предел отвода
руки.
Когда поддоны в станции установки подводятся/выводятся, включается положение SQ предел отвода
руки.
Когда поддоны в станции установки подводятся/выводятся, выключается положение SQ освобождения
ограничителя поддона.
Когда поддоны в станции установки подводятся/выводятся, включается положение SQ освобождения
ограничителя поддона.
Когда поддоны в станции установки подводятся/выводятся, выключается положение SQ операции
ограничителя поддона.
Когда поддоны в станции установки подводятся/выводятся, включается положение SQ операции
ограничителя поддона.
Выключается операция SQ крюка руки для станции установки.
Когда поддоны выводятся из накопителя поддонов на станцию установки, операция SQ крюка поддона
включается.
Когда поддоны выводятся из накопителя поддонов на станцию установки, перед станцией установки нет
поддона.
Когда поддоны выводятся из накопителя поддонов на станцию установки, проверка SQ присутствия
поддона перед станцией установки не выключается.
Когда поддоны выводятся из накопителя поддонов на станцию установки, проверка SQ присутствия
поддона в станции установки не включается.
Когда поддоны выводятся из накопителя поддонов на станцию установки, в станции установки
находится поддон.
Когда задана команда подвода/вывода поддона для станции ожидания, положение SQ подвода руки на
сниженной скорости выключено.
Когда задана команда подвода/вывода поддона для станции ожидания, положение SQ подвода руки на
сниженной скорости включено.
Когда задана команда подвода/вывода поддона для станции ожидания, предел SQ подвода руки
выключен.
Когда задана команда подвода/вывода поддона для станции ожидания, предел SQ подвода руки
включен.
Когда задана команда подвода/вывода поддона для станции ожидания, положение SQ отвода руки на
сниженной скорости выключено.
Когда задана команда подвода/вывода поддона для станции ожидания, положение SQ отвода руки на
сниженной скорости включено.
Когда задана команда подвода/вывода поддона для станции ожидания, отвод SQ ограничителя поддона
выключен.
Когда задана команда подвода/вывода поддона для станции ожидания, предел SQ отвода руки включен.
Когда задана команда подвода/вывода поддона для станции ожидания, предел SQ отвода руки
выключен.
Когда задана команда подвода/вывода поддона для станции ожидания, отвод SQ ограничителя поддона
включен.
Когда задана команда подвода/вывода поддона для станции ожидания, работа SQ ограничителя
поддона выключена.
Когда задана команда подвода/вывода поддона для станции ожидания, работа SQ ограничителя
поддона включена.
Когда задана команда подвода/вывода поддона для станции ожидания, отвод SQ ограничителя поддона
выключен.
Когда задана команда подвода/вывода поддона для станции ожидания, проверка SQ операции крюка
руки включена.
6103-Е 186
РАЗДЕЛ 16. РРС ДЛЯ УСТРОЙСТВА АВТОМАТИЧЕСКОЙ СМЕНЫ С НЕСКОЛЬКИМИ
СТАНЦИЯМИ (ДЛЯ СЕРИЙ MA-800H / MILLAC-VH)
Номер ошибки
134
135
136
137
138
139
140
141
Описание
Когда задана команда подвода/вывода поддона для станции ожидания, проверка SQ присутствия
поддона перед станцией ожидания выключена.
Когда задана команда подвода/вывода поддона для станции ожидания, проверка SQ присутствия
поддона перед станцией ожидания включена.
Когда задана команда подвода/вывода поддона для станции ожидания, проверка SQ присутствия
поддона в станции ожидания выключена.
Когда задана команда подвода/вывода поддона для станции ожидания, проверка SQ присутствия
поддона в станции ожидания включена.
Когда задана команда подвода/вывода поддона для станции ожидания, операция SQ штифта станции
ожидания выключена.
Когда задана команда подвода/вывода поддона для станции ожидания, операция SQ штифта станции
ожидания включена.
Когда задана команда подвода/вывода поддона для станции ожидания, отвод SQ штифта станции
ожидания выключен.
Когда задана команда подвода/вывода поддона для станции ожидания, отвод SQ штифта станции
ожидания включен.
16-14-5. ВЫВОД НЕПОЛАДКИ D ВМЕСТЕ С СИСТЕМНОЙ ОШИБКОЙ УПРАВЛЕНИЯ РРС
Сообщение о неполадке, 4343 Alarm D PPC error выводится и остается на экране,
пока не устранена ошибка системы управления РРС, выведенная на панели РРС.
Код ошибки на панели управления РРС представлен шестнадцатеричным числом.
Ошибка D удалится, если нажать кнопку [C] на панели управления РРС, на панели
ошибка пропадет.
Следующий параметр включает и выключает настройку вывода ошибки.
№
Бит
79
7
Бит дополнительного параметра ЧПУ
Описание
Не выводит Сообщение об ошибке уровня D с ошибкой панели управления РРС
Не
выводит
Выводит
(по умолчанию)
6103-Е 187
РАЗДЕЛ 16. РРС ДЛЯ УСТРОЙСТВА АВТОМАТИЧЕСКОЙ СМЕНЫ С НЕСКОЛЬКИМИ
СТАНЦИЯМИ (ДЛЯ СЕРИЙ MA-800H / MILLAC-VH)
16-15. СФОРМИРОВАННЫЕ НЕПОЛАДКИ
2624 No pallet program
Ошибка появилась на линии управления накопителем поддонов (РРС) во время
выбора программы замены поддона.
[Индекс]
Отсутствует
[Строка символов]
Отсутствует
[Код]
Номер ошибки с выбором главной программы.
5200: Главная программа выполняется.
5201: Файл главной программы не обнаружен.
5202: Название главной программы не обнаружено.
5211: Название подпрограммы не обнаружено после CALL.
Название подпрограммы состоит из 5 символов или более.
Макро код G и M не определен.
Диапазон PN кадра, содержащего CALL, превышает диапазон от 0 до 9999.
5220: Неверный код завершения программы.
5222: Переполнение пакета программы, переполнение буфера программы.
5223: Когда в программе графике выбрана MIN, буфер операции MIN не может
распределить 128 кбайт для операции В.
Или переполнение буфера программы операцией А.
5228: Завершение файла программы не соответствует завершению записи.
5232: Слишком большое количество символов в одном кадре.
5260: Неверное название последовательности.
2625 No user program
Ошибка управления линией поддона (РРС) появилась во время выбора программы
резания.
[Индекс]
Отсутствует
[Строка символов]
Отсутствует
[Код]
Номер ошибки с выбором программы.
5200: Главная программа выполняется.
5201: Файл главной программы не обнаружен.
5202: Название главной программы не обнаружено.
5211: Название подпрограммы не обнаружено после CALL.
Название подпрограммы состоит из 5 символов или более.
Макро код G и M не определен.
Диапазон PN кадра, содержащего CALL, превышает диапазон от 0 до 9999.
6103-Е 188
РАЗДЕЛ 16. РРС ДЛЯ УСТРОЙСТВА АВТОМАТИЧЕСКОЙ СМЕНЫ С НЕСКОЛЬКИМИ
СТАНЦИЯМИ (ДЛЯ СЕРИЙ MA-800H / MILLAC-VH)
5220: Неверный код завершения программы.
5222: Переполнение пакета программы, переполнение буфера программы.
5223: Когда в программе-графике выбрана MIN, буфер операции MIN не может
распределить 128 кбайт для операции В.
Или переполнение буфера программы операцией А.
5228: Завершение файла программы не соответствует завершению записи.
5232: Слишком большое количество символов в одном кадре.
5260: Неверное название последовательности.
4279 PPC communication error
Ошибка появилась во время обмена данными между РРС и сенсорной панелью
через сеть устройства.
[Индекс]
Отсутствует
[Строка символов]
Отсутствует
[Код]
1: Ошибка в процессе инициализации
2: Ошибка в процессе получения считанных данных
3: Превышено число повторных попыток во время ожидания ответа на номер на
экране (256 раз: нет ответа)
4: Превышено число повторных попыток во время ожидания ответа на номер на
экране (256 раз: несоответствие номера на экране)
5: Ошибка в процессе отправки данных
[Возможные местоположения неполадки]
Сбой в работе сенсорной панели РРС
Неверная настройка обмена данными
Потеря соединения кабеля или неисправный контакт
[Необходимые меры]
Пожалуйста, свяжитесь с местным сервисным центром Okuma.
4343 PPC error
Ошибка появилась в РРС (управления линией накопления поддонов) во время
работы РРС.
[Индекс]
Отсутствует
[Строка символов]
Отсутствует
[Код]
Номер ошибки в РРС (шестнадцатеричный)
Номер ошибки, выведенный на панели РРС
Более подробно смотрите "РРС для АРС с несколькими поддонами" в "Руководстве
по эксплуатации / Специальным функциям №1/2".
6103-Е 189
РАЗДЕЛ 16. РРС ДЛЯ УСТРОЙСТВА АВТОМАТИЧЕСКОЙ СМЕНЫ С НЕСКОЛЬКИМИ
СТАНЦИЯМИ (ДЛЯ СЕРИЙ MA-800H / MILLAC-VH)
16-16. СПИСОК ПАРАМЕТРОВ
Следующий выбор может быть выполнен в зависимости от операции РРС на экране
NC OPRIONAL PARAMETER (PPC).
Процедура:
1. Выберите режим установки параметра.
2. Нажмите [F8] (DISPLAY CHANGE) и выберите NC OPRIONAL PARAMETER (PPC),
используя клавиши перемещения курсора вверх/вниз. Затем нажмите [F8]
(CLOSE).
Рис. 16-36. Экран установки параметра
THE MANUAL OPERATION SCREEN (TOUCH PANEL) IS DISPLAYED (Отображен
экран ручного управления (сенсорная панель))
Вы можете выбрать, отобразится на сенсорной панели экран ручной операции или
нет, а также экраны PALLET CARRY-IN, PALLET CARRY-OUT и MACHINING
SCHEDULE DISPLAY.
Операция подвода/вывод поддона не выполняются при выборе DISPLAY в
параметре "THE MANUAL OPERATION SCREEN (TOUCH PANEL) IS DISPLAYED".
Первоначальная установка
NOT DISPLAY
FOR THE PALLET IN THE INTERRUPT MODE, SCHEDULING METHOD (Для
подвода поддона в режиме прерывания, метод составления графика)
Метод регистрации может быть выбран:
BACKWARD (назад)
FORWARD (вперед)
Первоначальная установка
В режиме прерывания поддоны регистрируются в порядке обработки (1, 2 и 3 …), как они
подводятся.
В режиме прерывания подведенный поддон регистрируется как поддон №1, уже
зарегистрированные поддоны перемещаются назад.
BACKWARD
6103-Е 190
РАЗДЕЛ 17. ФУНКЦИЯ ПРОГРАММЫ ПРЕРЫВАНИЯ
РАЗДЕЛ 17. ФУНКЦИЯ ПРОГРАММЫ ПРЕРЫВАНИЯ
17-1. ОБЗОР
С помощью этой функции сигнал включения программы прерывания (далее "сигнал")
выключается, чтобы выполнить другую программу (программу прерывания),
указанную после.
Когда начинается выполнение программы прерывания, уже созданные модальные
команды, сбрасываются. По окончании выполнения программы прерывания
обработка сброса выполняется на уровне М02/М30 и выполнение программ
обработки деталей (главная программа и подпрограмма) завершается.
17-2. ОПИСАНИЕ
Команда подтверждения прерывания (М901 – М905) задается во время выполнения
программы обработки детали, чтобы выполнить программу прерывания (О901 –
О905), когда сигнал выключен.
Программа прерывания хранится в отдельном файле (A. INT) и загружается в
рабочую буферную область при включении питания.
Программа прерывания имеет формат, начинающийся с программы О901 (или О902
– О905), и заканчивается командой RTI.
(Пример) A. INT
Ожидание до положительного предела
Перемещение в позицию смены инструмента
Остановка шпинделя
Группа СОЖ ВЫКЛ.
1244 Неполадка А Резервный код пользователя 1
"EMERGENCY STOP" (аварийная остановка)
6103-Е 191
РАЗДЕЛ 17. ФУНКЦИЯ ПРОГРАММЫ ПРЕРЫВАНИЯ
[Дополнение]
1) Когда задана команда недействительности программы прерывания (М900),
даже если сигнал выключен, программа прерывания не выполняется.
2) Когда появляется неполадка А, происходит сброс системы ЧПУ или станок
переходит в ручной режим работы, даже если сигнал выключен, программа
прерывания не выполняется.
3) Если сигнал включается или выключается после запуска программы
прерывания, то ничего не происходит.
4) Программа прерывания начинается только в автоматическом режиме работы.
В режиме ручного ввода данных программа прерывания не выполняется и
появляется сообщение о неполадке "4285 Alarm D Interrupt Program" (4285
Неполадка D Программа прерывания).
5) При следующих условиях программа прерывания выполняется после
завершения выполняемого кадра.
- В постоянном цикле (G74, G84, G76 или G87)
- Во время выполнения команды Т/М
- Во время выполнения команды RS, RH, RI, RP, NP, RM, WP или TN.
6) Когда сигнал выключен во время цикла синхронного нарезания резьбы
метчиком (G274 или G284), шпиндель своевременно останавливается и
вращается обратно в точку R в режиме синхронной подачи, программа
прерывания выполняется после того, как шпиндель достигнет точки R.
7) Максимальный размер программы прерывания – 1024 байта.
8) Команда RTI выполнена для остановки программы прерывания, сброса на
уровне М02/М30 и завершения главной программы (неполадки не
сбрасываются до выполнения команды RTI).
9) После того как команда RTI программы прерывания выполнена в программеграфике, операция следует за параметром (дополнительный параметр ЧПУ
бит № 12 бит 7). (Ограничено библиотечной программой или подпрограммой
производителя).
10) Команда вызова подпрограммы (CALL или MODIN) может быть задана из
программы прерывания, допускается повторяемость до 8 раз. При
превышении появляется неполадка В.
11) Когда выполняется программа прерывания и выполнена коррекция на
диаметр инструмента, если команда RTI задана без команды отмены
коррекции на диаметр инструмента (G40), то появляется неполадка В.
6103-Е 192
РАЗДЕЛ 17. ФУНКЦИЯ ПРОГРАММЫ ПРЕРЫВАНИЯ
17-3. ПАРАМЕТР
№
№
бита
12
7
Таблица 1-1 Бит дополнительного параметра ЧПУ
Отметка
Отметка не
Описание
поставлена (1)
поставлена (0)
Команда RTI программы прерывания Выполнение
Выполнение
задана для завершения выполнения программы-графика программы-графика
программы-графика.
завершено.
продолжено
Первоначальная
установка
0
Операция во время и после выполнения программы-графика следует после
вышеуказанного параметра.
Отметка
поставлена (1):
Выполнение программы-графика завершено. Так как положение
указателя графика не меняется, то известно где случится
прерывание (даже если был указан отсчет, повторение
выполняемой главной программы не продолжается).
Отметка
не поставлена (2): Когда выполнение главной программы завершено, выбирается
следующая главная программа, или счетчик уменьшается, если
счет был указан, обработка продолжается.
17-4. КОД М
Команды подтверждения/неподтверждения программы прерывания (М900, М901,
М902, М903, М904 и М905). Программа прерывания переходит в режим
несостоятельности с помощью команды М901 – М905, а указанная программа
прерывания О901 – О905 выполняется, когда сигнал выключен.
Программа прерывания становится несостоятельной при подаче команды М900, и
ничего не происходит, даже если сигнал выключен.
В дополнение, программа прерывания становится несостоятельной, когда питание
включено, ЧПУ сброшено, и программа прерывания запускается.
Код M
Группа
M900
M901
M902
53
M903
M904
M905
Относительно
Модальный/один кадр
перемещения оси
Функция
Команда
недействительности
прерывания
Команда действительности программы
(O901)
Команда действительности программы
(O902)
Команда действительности программы
(O903)
Команда действительности программы
(O904)
Команда действительности программы
(O905)
программы
прерывания
прерывания
прерывания
прерывания
прерывания
Одновременно
Модальный
Одновременно
Модальный
Одновременно
Модальный
Одновременно
Модальный
Одновременно
Модальный
Одновременно
Модальный
6103-Е 193
РАЗДЕЛ 17. ФУНКЦИЯ ПРОГРАММЫ ПРЕРЫВАНИЯ
17-5. ОШИБКА
5433 Interrupt program buffer overflow
Когда питание включено, файл программы прерывания "A. INT" не был загружен в
область памяти, которая используется только для программ прерывания.
[Строка символов]
Нет
[Код]
1->
Причина: Размер файла программы прерывания "A. INT" превышает 1024 байта.
Необходимые меры: Проверьте размер файла программы прерывания.
17-6. НЕПОЛАДКА
2561 Alarm В Interrupt program: Bad direct
Программа прерывания правильно используется.
[Индекс]
Нет
[Строка символов]
Нет
[Код]
1->
Причина: Команда между М901 и М905 создана во время выполнения программы
прерывания.
Необходимые меры: Удалите команды М900 – М905 из программы прерывания.
2->
Причина: Программа прерывания не зарегистрирована (О901 – О905)
Меры: Зарегистрируйте программы О901 – О905 в файле программы прерывания (A.
INT), затем снова подайте питание.
3->
Причина: команда RTI используется в программе, отличной от программы
прерывания.
Необходимые меры: Проверьте и исправьте программу.
6103-Е 194
РАЗДЕЛ 17. ФУНКЦИЯ ПРОГРАММЫ ПРЕРЫВАНИЯ
4285 Alarm D Interrupt program
Создан инициатор прерывания, но устройству ЧПУ не удалось нормально запустить
программу прерывания.
[Индекс]
Нет
[Строка символов]
Нет
[Код]
1->
Причина: Инициатор прерывания создан в режиме ручного ввода данных.
Необходимые меры: Выберите автоматический режим работы и нажмите кнопку
запуска цикла для выполнения программы прерывания.
2->
Причина: Инициатор прерывания создан в покадровом режиме, при временной
остановке, остановке команды М00 и остановке после перемещения в точку
возврата последовательности.
Необходимые меры: Нажмите кнопку запуска цикла для выполнения программы
прерывания.
3->
Причина: Инициатор прерывания создан в режиме ручного прерывания.
Необходимые меры: Выйдите из режима ручного прерывания и нажмите кнопку
запуска цикла для выполнения программы прерывания.
6103-Е 195
РАЗДЕЛ 18. ФУНКЦИЯ УПРАВЛЕНИЯ ТРАЕКТОРИЕЙ ШПИНДЕЛЯ
РАЗДЕЛ 18. ФУНКЦИЯ УПРАВЛЕНИЯ ТРАЕКТОРИЕЙ ШПИНДЕЛЯ
18-1. ОБЗОР
С помощью данных функций шпиндель позиционируется и интерполируется линейно
в соответствии с другими осями ЧПУ. Режим управления для вращения шпинделя с
помощью команд вращения называется режимом управления скоростью шпинделя,
а при использовании линейной интерполяции и т.д. называется режимом управления
траекторией шпинделя.
18-2. НАЗВАНИЯ ОСЕЙ
Шпиндель, зависящий от команд перемещения в режиме управления траекторией
шпинделя (здесь и далее "виртуальная ось"), можно обозначить "А", "В" или "С",
используя параметр поворотной оси в режиме установки параметров.
Шпиндель – это ось, которая управляется ЧПУ.
Для системы, где используются оси Х, Y, Z и А, например, ось "А" – это четвертая
ось, а шпиндель – это пятая ось.
Перед поставкой буквы алфавита, С, В или А, не используемые для осей,
управляемых ЧПУ, определяются как название шпинделя в указанном порядке
приоритета.
Если не указано иное, название оси (название виртуальной оси), указанное
параметром, используется для установки данных управляемой оси траектории
шпинделя и программирования команд и указания текущего положения.
Позиция виртуальной оси регулируется в единицах 0,001°.
6103-Е 196
РАЗДЕЛ 18. ФУНКЦИЯ УПРАВЛЕНИЯ ТРАЕКТОРИЕЙ ШПИНДЕЛЯ
18-3. УПРАВЛЕНИЕ ТРАЕКТОРИЕЙ ШПИНДЕЛЯ ВКЛЮЧЕНО/ВЫКЛЮЧЕНО
Выполнен переход в режим управления траекторией шпинделя, или данный режим
уже включен с помощью команды кода G.
G154
: Управление траекторией шпинделя выключено
G155 [H] : Управление траекторией шпинделя включено
- С помощью команды G155 можно указать номер коррекции на угол наклона
шпинделя после "Н". Коррекция на угол наклона шпинделя используется для
изменения угла, под которым инструмент устанавливается на шпиндель.
Можно использовать значение Н0 – Н10. Значение Н сохраняется ЧПУ и
используется, когда команда G155 создана еще раз.
Значение Н можно сбросить (на Н0) с помощью кнопки сброса (включая сброс
М02/М30) или путем выключения питания.
Примечание
Коррекции на угол наклона шпинделя также используется для функции нарезания
пазов инструментом (дополнительно). Если одновременно использовать функции
нарезания пазов инструментом и функции управления траекторией шпинделя,
значение Н, указанное для нарезания пазов инструментом также будет
использоваться для управления траекторией инструмента до тех пор, пока не будет
сброшено и наоборот.
- Текущее положение виртуальной оси в режиме управления траекторией
шпинделя, выбрано командой G155, зависит от положения шпинделя в то время,
когда команда была создана. Непосредственно после обозначения команды G155,
минимум один раз выполните позиционирование виртуальной оси с помощью G90
(абсолютная команда).
Другие примечания
- Команда перемещения оси, заданная в том же самом кадре с этой командой,
игнорируется.
- Данная команда (G155/G154) не может быть задана во время коррекции на
диаметр инструмента или в постоянном цикле. Если она создана, то появляется
ошибка "2610 Alarm B Spindle contour control 1" (ошибка В Управление 1 контуром
шпинделя). Она не может быть создана даже во время процесса нарезания пазов
(G142), в противном случае, появится ошибка "2610 Alarm B Spindle contour control
5" (ошибка В Управление 2 контуром шпинделя).
- Если команда перемещения шпинделя создана в режиме, отличном от G155, то
появляется ошибка "2609- Alarm B Not G155 mode" ( - №/название оси).
- Постоянный цикл синхронизированного нарезания резьбы метчиком (например,
G284 или G274) не может использоваться в режиме G155. В противном случае
появляется ошибка "2610 Alarm B Spindle contour control 4" (ошибка В Управление
4 контуром шпинделя).
- Если шпиндель не поворачивается более чем на один оборот при включении
питания, когда команда G155 была создана, то М19 (команда индексирования
шпинделя) автоматически создается устройством ЧПУ для установки шпинделя.
Если такое условие создается при блокировке STM, то команда G19,
автоматически созданная устройством ЧПУ, не будет выполнена, и появится
ошибка "2610 Alarm B Spindle contour control 7" (ошибка В Управление 7 контуром
шпинделя).
6103-Е 197
РАЗДЕЛ 18. ФУНКЦИЯ УПРАВЛЕНИЯ ТРАЕКТОРИЕЙ ШПИНДЕЛЯ
- Если команда, требующая индексирования шпинделя, например, М6 для смены
инструмента, создается одновременно с G155 (режим управления траекторией
шпинделя), запрос индексирования шпинделя из PLC игнорируется, что приводит
к временной приостановке. При использовании М6 или подобной команды
сначала выйдите из режима управления траекторией шпинделя с помощью
команды G154.
18-4. ЗНАЧЕНИЯ КОРРЕКЦИИ НА ШПИНДЕЛЬ
18-4-1. ЭКРАН УСТАНОВКИ
Нажмите клавишу [F8] (DISPLAY CHANGE) (смена отображения) и выберите
SPINDLE OFFSET (коррекция на шпиндель) в режиме установки данных
инструмента, чтобы отобразить следующий экран. Номера коррекции угла наклона
шпинделя, которые необходимо указать с помощью G155H? и соответствующие
значения коррекции показаны на экране. Позиция шпинделя показывает текущий
угол наклона шпинделя.
Эти значения коррекции также используются для нарезания пазов инструментом
(дополнительно).
Показано положение шпинделя, считанное датчиком. Небольшая разница может
возникнуть относительно позиции текущей виртуальной оси (указанное значение).
Если вращение в обратном направлении задано параметром поворотной оси, то
позиция шпинделя будет "360 – фактическое положение виртуальной оси". В таком
случае может возникнуть небольшая разница.
6103-Е 198
РАЗДЕЛ 18. ФУНКЦИЯ УПРАВЛЕНИЯ ТРАЕКТОРИЕЙ ШПИНДЕЛЯ
18-4-2. УСТАНОВКА ЗНАЧЕНИЙ КОРРЕКЦИИ НА УГОЛ НАКЛОНА ШПИНДЕЛЯ
Значения используются для изменения угла, под которым инструмент установлен на
шпинделе в режиме управления траекторией шпинделя. Существует 11 значений
коррекции. Примите во внимание, что значение коррекции для №0, показанного на
экране коррекции шпинделя в режиме установки данных инструмента, будет
добавлено к значениям для № 1 – 1-0. См. таблицу далее.
A
B
Команда
G155H0
G155H1 - H10
C
G155
Используемые значения коррекции
Значение для коррекции №0 на угол наклона шпинделя.
Значение для коррекции №0 на угол наклона шпинделя + значение для номера коррекции на
угол наклона шпинделя на значение Н
Значение коррекции для А:
Используется, когда команда G155H? не была задана после
включения питания и сброса.
Значение коррекции для В:
Используется, когда команда G155H? была задана после
включения питания и сброса (значение коррекции для А
используется в случае с Н0).
Процесс установки данных описан далее.
Установка значения коррекции на угол наклона шпинделя в режиме установки
данных
Процесс:
1. Вызовите экран коррекции на шпиндель в режиме установки данных. Переместите
курсор в поле необходимого значения.
2. Установите значение.
(а) Если значение коррекции известно:
Нажмите [F1] (SET) и введите значение коррекции с клавиатуры.
(b) Если значение коррекции было введено заранее и разница значений известна:
Нажмите [F2] (ADD) и введите разницу с помощью клавиатуры.
(с) Коррекция на угол наклона инструмента
Установите шпиндель под необходимым углом, на нем должен быть
установлен инструмент. Нажмите [F3] (CAL). После выключения питания и
повторного включения всегда необходимо поворачивать шпиндель более чем
на один оборот, нажмите [F3] (CAL). До этого значение коррекции
вычисляется.
Если координата механической исходной точки виртуальной оси или исходная
точка заготовки не равны нулю, введите сумму их координат с помощью числовых
клавиш (см. Примечание 1).
3. Нажмите клавишу WRITE.
На экране значение коррекции находится в месте установки курсора.
4. При использовании значения коррекции для программы установите G155 для "Н?"
(? указывает соответствующий номер коррекции на угол наклона шпинделя).
Значение, установленное для №0 коррекции на шпиндель, соответствует
значению коррекции на шпиндель, указанному как длинное слово №29
дополнительного параметра.
6103-Е 199
РАЗДЕЛ 18. ФУНКЦИЯ УПРАВЛЕНИЯ ТРАЕКТОРИЕЙ ШПИНДЕЛЯ
[Дополнение]
Текущие выбранные номера коррекции на угол наклона шпинделя отмечены "".
Коррекции на угол наклона шпинделя №0 всегда добавляется к значению для
любого выбранного номера коррекции на шпиндель и, следовательно, всегда
отмечается знаком "".
Диапазон установки данных: 0 – 359,999 (мин. единица установки данных: 1°).
Примечание 1: Если обратное вращение направляется параметром поворотной оси,
вычислите значение по следующей формуле:
"360 – (положение шпинделя) – (нуль станка) – (исходная точка заготовки)" (в
градусах)
Затем нажмите [F1] (SET).
Установка с помощью дополнительного параметра (длинное слово №29):
Установленное значение соответствует значению коррекции №0 на шпиндель,
показанному на экране коррекции на шпиндель в режиме установки данных.
Процесс:
1. Вызовите длинное слово дополнительного параметра в режиме установки данных
и переместите курсор в поле №29.
2. Установите значение.
(а) Если значение коррекции известно:
Нажмите [F1] (SET) и введите значение коррекции с клавиатуры.
(b) Если значение коррекции было введено заранее и разница значений известна:
Нажмите [F2] (ADD) и введите разницу с помощью клавиатуры.
(с) Коррекция на угол наклона инструмента
Установите шпиндель под необходимым углом, на нем должен быть
установлен инструмент. Нажмите [F3] (CAL). После выключения питания и
повторного включения, всегда необходимо поворачивать шпиндель более чем
на один оборот и нажимать [F3] (CAL). До этого значение коррекции не
вычисляется.
3. Нажмите клавишу WRITE. Значение программируется в единицах 1/1000°. При
использовании данного значения коррекции для программы установите G155 для
"Н0".
[Дополнение]
Диапазон установки данных: 0 - 359999
6103-Е 200
РАЗДЕЛ 18. ФУНКЦИЯ УПРАВЛЕНИЯ ТРАЕКТОРИЕЙ ШПИНДЕЛЯ
18-5. ПЕРЕМЕЩЕНИЕ ШПИНДЕЛЯ ВО ВРЕМЯ УПРАВЛЕНИЯ ЕГО ТРАЕКТОРИЕЙ
Практически то же самое, что и с круглым столом с ЧПУ.
18-5-1. КОМАНДЫ УПРАВЛЕНИЯ ПРОГРАММАМИ
- Используйте адресный символ для виртуальной оси. Значение программируется в
единицах 0,001°.
- Значение программируется в диапазоне -360,000 и +360,000.
- Направление вращения такое же, как и для обычных осей, определяется
командой кода М.
- Во время любого заданного перемещения значения коррекции добавляются к
координатам механической исходной точки (системный параметр), исходной точке
заготовки и т.д., как и для обычной поворотной оси. Значение коррекции на
шпиндель (как указано выше) также добавляется.
Значение коррекции на шпиндель добавляется к значению коррекции на длину
инструмента. Оно добавляется только для виртуальной оси.
Заданное положение (координаты датчика) = механическая исходная точка +
исходная точка заготовки + значение коррекции на приспособление + значение
коррекции на инструмент + значение коррекции на шпиндель
18-5-2. ПОКАЗАНИЯ
- Текущее положение виртуальной оси обозначается "----" не в режиме управления
траекторией шпинделя. Смещение включено в текущее положение.
- В режиме управления траекторией шпинделя указаны точные значения RDIF,
ODIF, RCON, RAPA, RSAPA и коэффициент нагрузки. Другие значения параметра
изменчивы (обычно, нуль). Не в режиме управления траекторией шпинделя
значения, перечисленные выше (например, RDIF), также изменяются (обычно,
нуль).
- Нагрузка на виртуальную ось подается так же, как и для MOP-TOOL.
18-5-3. УСТАНОВКА ДАННЫХ
- Исходную точку заготовки и пользователя, системные параметры можно
установить и использовать для работы в режиме управления траекторией
шпинделя или нет. Функция подсчета работает даже в том случае, если не выбран
режим управления траекторией шпинделя. Однако, такое вычисление
бессмысленно, так как текущее положение изменяется.
- Потеря хода виртуальной оси, как указано параметром пользователя,
принудительно изменяется на 0,000. Значение, содержащееся в серво данных
шпинделя, используется как потеря хода виртуальной оси.
- С помощью функции управления траекторией шпинделя "данные коррекции на
шпиндель" можно просмотреть и изменить на экране установки данных
инструмента. Данные обычно используются для функции нарезания пазов
инструментом.
6103-Е 201
РАЗДЕЛ 18. ФУНКЦИЯ УПРАВЛЕНИЯ ТРАЕКТОРИЕЙ ШПИНДЕЛЯ
18-5-4. ДРУГИЕ ФУНКЦИИ
Функция многооборотного поворотного стола
- Доступен многооборотный стол круглого типа. Однако, он не может
использоваться в качестве шлифовальной оси с цилиндрической стороной.
- Если режим управления траекторией шпинделя выбран с помощью G155,
определите текущее положение, чтобы координаты заготовки были в диапазоне
0,000 и 359,999.
Анимационная графика (дополнительно)
- Виртуальную ось нельзя выбрать в качестве поворотной оси (не охвачено
данными чертежа).
- Виртуальную ось нельзя использовать для определения графических координат.
Блокировка станка
- Перемещения разрешены даже во время блокировки станка.
Перезапуск последовательности
- Можно выполнить возврат последовательности.
- Если шпиндель не прошел мимо метки в кадре возврата последовательности, то
появляется сообщение о неполадке. Перед запуском выполните несколько
оборотов шпинделя.
Ручное прерывание
Ручное прерывание разрешено в режиме управления траекторией шпинделя (с
помощью команды G155).
(1) Ввод режима ручного прерывания
Шпиндель переходит в режим управления скоростью. С помощью активной
импульсной ручки шпиндель переходит в режим подачи с помощью импульсной
ручки.
(2) Восстановление с помощью ручного прерывания
- Восстановление с помощью ручного прерывания переводит устройство ЧПУ
обратно в режим управления траекторией шпинделя и возвращает
виртуальную ось в положение, в котором она находилась перед входом в
режим ручного прерывания, независимо от состояния шпинделя во время
ручного прерывания.
(3) Выход из режима ручного прерывания
- Во время выхода из режима ручного прерывания устройство ЧПУ
возвращается обратно в режим управления траекторией шпинделя и
добавляет смещение, вычисленное из положения виртуальной оси перед
входом в режим ручного прерывания, и текущее положение виртуальной оси к
совокупному смещению, независимо от состояния шпинделя во время ручного
прерывания.
Время работы шпинделя (дополнительно)
Если шпиндель вращается даже во время управления траекторией, то это
засчитывается как время работы.
Функция контроля перегрузки шпинделя (дополнительно)
Шпиндель не проверяется на перегрузку во время управления траекторией.
6103-Е 202
РАЗДЕЛ 18. ФУНКЦИЯ УПРАВЛЕНИЯ ТРАЕКТОРИЕЙ ШПИНДЕЛЯ
18-6. ПАРАМЕТРЫ
Когда галочка установлена в дополнительном параметре ЧПУ (бит) №73 бит 6,
виртуальная ось (ось поворотного стола ЧПУ, которая соответствует шпинделю)
перемещается в режиме управления траекторией шпинделя, независимо от
сигналов положительной блокировки оси n и от сигналов отрицательной блокировки
оси n для интерфейса NC-PLC.
Бит дополнительного параметра ЧПУ
№
Бит
73
6
Описание
Активирует блокировку виртуальной оси во время управления траекторией шпинделя.
Деактивирует блокировку виртуальной оси
шпинделя.
во время управления траекторией
Бит №73 дополнительного параметра ЧПУ бит 6 не является параметром,
активирующемся при включении питания.
18-7. НЕПОЛАДКИ
18-7-1. НЕПОЛАДКА Р
839 Specification Condition Failure
Код спецификации, комплекс программ и аппаратные средства неисправны.
[Индекс]
Нет
[Строка символов]
Нет
[Код]
Х
=2: Шесть осей попадают под управление траекторией шпинделя.
[Возможные местоположения неполадки]
=2: неверная спецификация
[Необходимые меры]
=2: сократите число осей, попадающих под управление, или отключите функцию
управления траекторией шпинделя.
6103-Е 203
РАЗДЕЛ 18. ФУНКЦИЯ УПРАВЛЕНИЯ ТРАЕКТОРИЕЙ ШПИНДЕЛЯ
18-7-2. НЕПОЛАДКА В
2263 Data word: G code
Неверная команда кода G
[Индекс]
Нет
[Строка символов]
Нет
[Код]
=51: Цилиндрическое боковое шлифование (G175) было указано, когда была
выбрана плоскость, включая ось, попадающую под управление траекторией
шпинделя.
[Возможные местоположения неполадки]
Код G в программе
[Необходимые меры]
Исправьте программу ЧПУ.
2267 Sequence restart
Возврат последовательности был выполнен неправильно.
[Индекс]
Нет
[Строка символов]
Нет
[Код]
Если Х,
=5: обратный поиск был выполнен в режиме управления траекторией шпинделя,
когда маркер не был пройден шпинделем.
[Возможные местоположения неполадки]
Состояние станка не восстановлено.
[Необходимые меры]
Перед запуском выполните несколько оборотов шпинделем.
2609 Not 155 mode
Команда перемещения была создана для оси, указанной как шпиндель, когда
функция управления траекторией шпинделя была не активной.
[Индекс]
Ось
[Строка символов]
Нет
[Код]
Нет
[Возможные местоположения неполадок]
Ошибка программирования
6103-Е 204
РАЗДЕЛ 18. ФУНКЦИЯ УПРАВЛЕНИЯ ТРАЕКТОРИЕЙ ШПИНДЕЛЯ
[Необходимые меры]
Проверьте программу и удалите команды оси, связанные со шпинделем или
активируйте функцию управления траекторией шпинделя перед созданием команды.
2610 Spindle contour control
Функция управления траекторией шпинделя была указана неверно.
[Индекс]
Нет
[Строка символов]
Нет
[Код]
=1: команда G155/G154 была указана во время коррекции на диаметр инструмента
или в постоянном цикле.
=2: команда G155 была указана в отсутствие функции управления траекторией
шпинделя.
=3: команда G154 была создана в отсутствие функции управления траекторией
шпинделя.
=4: команда синхронизированного нарезания резьбы метчиком была создана в
режиме управления траекторией шпинделя.
=5: был выбран режим управления траекторией шпинделя или был выполнен
процесс нарезания пазов инструментом, когда была создана команда входа в режим
управления траекторией шпинделя (G155).
=6: Режим управления шпинделем не был выбран, когда была создана команда
выхода из режима управления шпинделем (G154).
=7: STM был заблокирован с помощью неопределенного текущего положения
шпинделя, когда была задана команда входа в режим управления шпинделем.
[Возможные местоположения неполадки]
Ошибка программирования
[Необходимые меры]
Исправьте программу.
6103-Е 205
РАЗДЕЛ 19. 100/20 НАБОРОВ МАКРОКОМАНД КОДА G/M
РАЗДЕЛ 19. 100/20 НАБОРОВ МАКРОКОМАНД КОДА G/M
19-1. ОБЗОР
Данные функции точно такие же со стандартными функциями макрокоманд кода G/M
за исключением того, что количество макрокоманд кода G увеличено с 20 до 100
наборов, а количество макрокоманд кода М – с 10 до 20 наборов.
Количество наборов макрокоманд можно увеличить одним из трех способов в
зависимости от установок дополнительного параметра ЧПУ.
1. 100 наборов макрокоманд кода G (10 – для MODIN и 90 – для CALL) и 20
наборов макрокоманд кода М.
2. 100 наборов макрокоманд кода G (90 – для MODIN и 10 – для CALL) и 20
наборов макрокоманд кода М.
3. 100 наборов макрокоманд кода G (50 – для MODIN и 50 – для CALL) и 20
наборов макрокоманд кода М.
Функции точно такие же, что и у стандартных макрокоманд кодов G/M.
См. Информацию в разделе 10 "Функции макрокоманд кодов G и М" в Руководстве
по программированию.
19-2. ПОДРОБНАЯ ИНФОРМАЦИЯ
19-2-1. КОЛИЧЕСТВО ДОПОЛНИТЕЛЬНЫХ МАКРОКОМАНД КОДА G/M
В дополнение к стандартным макрокомандам кода G/M:
Макрокоманды кода G, тип MODIN: G101 – G110
Макрокоманды кода G, тип CALL: G111 – G120
Макрокоманды кода M, тип CALL: M201 – M210
Макрокоманды кода G/M можно добавить одним из трех способов:
(1) Добавлено 80 наборов макрокоманд кода G (CALL) и 10 наборов макрокоманд
кода М
Стандартная макрокоманда плюс
Макрокоманды кода G, тип CALL: G501 – G580
Макрокоманды кода M, тип CALL: M211 – M220
(2) Добавлено 80 наборов макрокоманд кода G (MODIN) и 10 наборов макрокоманд
кода М
Стандартная макрокоманда плюс
Макрокоманды кода G, тип MODIN: G501 – G580
Макрокоманды кода M, тип MODIN: M211 – M220
(3) Добавлено 40 наборов макрокоманд кода G (CALL), 40 наборов макрокоманд
кода G и 10 наборов макрокоманд кода М
Стандартная макрокоманда плюс
Макрокоманды кода G, тип MODIN: G501 – G580
Макрокоманды кода G, тип CALL: G541 – G580
Макрокоманды кода M, тип CALL: M211 – M220
Число дополнительных макрокоманд зависит от установки битов дополнительного
параметра, указанного далее.
6103-Е 206
РАЗДЕЛ 19. 100/20 НАБОРОВ МАКРОКОМАНД КОДА G/M
19-2-2. ИЗМЕНЕНИЕ ЧИСЛА ДОПОЛНИТЕЛЬНЫХ МАКРОКОМАНД
Число макрокоманд кода G/M зависит от установок битов 3 и 4 для дополнительного
параметра №73.
№73
Бит 4
(1)
(2)
(3)
Бит3
Content
10 наборов макрокоманд кода G типа MODIN, 90 наборов типа CALL и 20 наборов
макрокоманд кода M
90 наборов макрокоманд кода G типа MODIN, 10 наборов типа CALL и 20 наборов
макрокоманд кода M.
50 наборов макрокоманд кода G типа MODIN, 50 наборов типа CALL и 20 наборов
макрокоманд кода M.
- Установки битов 3 и 4 для дополнительного параметра № 73 не изменяются при
повторном включении питания.
- Изменение установок битов 3 и 4 для дополнительного параметра №73 меняет
способ вызова дополнительных макрокоманд кода G (G501 – G580), что возможно
приводит к появлению неполадок в программе обработки.
6103-Е 207
РАЗДЕЛ 19. 100/20 НАБОРОВ МАКРОКОМАНД КОДА G/M
19-3. ЭКРАНЫ УСТАНОВКИ ПАРАМЕТРА (ЭКРАНЫ УСТАНОВКИ МАКРОКОМАНД
КОДА G/M)
Следующие экраны используются в качестве экранов установки параметров (1) – (3),
описание дано в п. 2-1 "Номера дополнительных макрокоманд кода G/M".
Рисунок 1: (1) 100 наборов макрокоманд кода G (10 для MODIN и 90 для CALL) и
20 наборов макрокоманд кода М
Рисунок 2: (2) 100 наборов макрокоманд кода G (90 для MODIN и 10 для CALL) и
20 наборов макрокоманд кода М
6103-Е 208
РАЗДЕЛ 19. 100/20 НАБОРОВ МАКРОКОМАНД КОДА G/M
Рисунок 3: (3) 100 наборов макрокоманд кода G (50 для MODIN и 50 для CALL) и
20 наборов макрокоманд кода М
6103-Е 209
РАЗДЕЛ 20. ФУНКЦИЯ ПРОГНОЗИРОВАНИЯ СТОЙКОСТИ РЕЖУЩЕГО ИНСТРУМЕНТА
РАЗДЕЛ 20. ФУНКЦИЯ ПРОГНОЗИРОВАНИЯ СТОЙКОСТИ РЕЖУЩЕГО
ИНСТРУМЕНТА
20-1. ОБЗОР
Данная функция активирует индикаторы состояния, которые прогнозируют стойкость
режущего инструмента. В это же время появляется неполадка D, предупреждающая
оператора о том, что срок эксплуатации группы инструментов подходит к концу.
Индикаторы срока службы инструмента включают индикаторную лампу состояния
и предупреждающий звуковой сигнализатор.
20-2. ФУНКЦИЯ
20-2-1. ПРОГНОЗИРОВАНИЕ СТОЙКОСТИ РЕЖУЩЕГО ИНСТРУМЕНТА
Когда общее число оставшихся активных инструментов одной группы снижается до
прогнозируемого номера (предупредительная точка), индикаторы состояния
активируются, и появляется неполадка D, чтобы спрогнозировать стойкость
режущего инструмента.
"4286 Alarm D: Tool life previous notice"
В режиме данных инструмента TOOL DATA укажите номер прогнозирования
(предупредительная точка) для каждого номера группы инструментов от 1 до 999 на
экране "WARNING POINT SET" (установка предупредительной точки), как показано
далее.
Рис. 20-1 Экран TOOL DATA SETTING: WARNING POINT SET
На инструменты с номером группы инструментов, установленным на нуль, функция
прогнозирования стойкости режущего инструмента не распространяется.
Следовательно, для каждого инструмента определите № группы (от 1 до 999).
6103-Е 210
РАЗДЕЛ 20. ФУНКЦИЯ ПРОГНОЗИРОВАНИЯ СТОЙКОСТИ РЕЖУЩЕГО ИНСТРУМЕНТА
№
параметра
Название
1 - 999
WARNING
Описание
Укажите номер прогнозирования, когда
индикаторы состояния будут
активироваться.
Эффективная
команда
Программируемый
диапазон
SET
0 - 32767
[Дополнение]
1) Оставшееся число инструментов для того же самого номера группы активных
инструментов представляет оставшееся значение, отображенное, когда режим
управления был установлен в указанном номере.
2) Для инструментов, которым необходимо прогнозирование стойкости, установите
режим управления в указанном номере. На режим управления, установленный
без управления сроком службы или предупреждения по времени, данная
функция не распространяется.
3) Для № группы инструментов, установленного в указанном номере и в
неуказанном номере, функция распространяется только на указанные
инструменты.
4) Для инструментов NG оставшийся номер принимается за нуль.
5) На
инструменты,
не
перечисленные
в
"Таблице
соответствия
гнезда/инструмента" в листе MAGAZINE INFO, функция не распространяется.
6) Если активный инструмент не был указан или № группы инструмент указан как
нуль, то прогнозирование стойкости инструмента не будет выполняться.
7) Если стойкость инструмента управляется по номерам, то необходимы команды
TLFON и TLCO.
Пример:
TFLON
TLCO Q XXX
XXX показывает номер от 0 до 999, которые необходимо считать в обратном
порядке.
Если этот номер не указан, то обратный отсчет будет выполняться только один
раз. Подробная информация дана в Разделе 21 "Функции управления сроком
службы инструмента" в Руководстве № 1 по специальным функциям.
8) Можно выбрать отображать или нет ошибку "4286 Alarm D: Tool Life Previous
Notice" (неполадка D: предыдущее уведомление о сроке службы инструмента),
используя бит 6 дополнительного параметра ЧПУ №76.
Если отображение включено, неполадка прогнозирования стойкости инструмента
не отобразится. Если отображение выключено, то неполадка прогнозирования
стойкости инструмента отобразится (по умолчанию).
9) С помощью функции вывода параметра данные предупредительной точки можно
считать и определять с помощью Р №"240".
6103-Е 211
РАЗДЕЛ 20. ФУНКЦИЯ ПРОГНОЗИРОВАНИЯ СТОЙКОСТИ РЕЖУЩЕГО ИНСТРУМЕНТА
20-3. НЕПОЛАДКА
20-3-1. НЕПОЛАДКА D
4286 Tool Life Previous Notice
Общее число оставшихся инструментов с тем же номером группы инструментов
было уменьшено до числа предшествующего извещения (предупредительная точка).
[Индекс]
Нет
[Строка символов]
Нет
[Код]
№ группы инструментов с числом инструментов, уменьшенным до или меньше числа
предыдущего извещения.
[Необходимые меры]
Проверьте оставшееся число инструментов с № группы инструментов, указанным
кодом.
6103-Е 212
РАЗДЕЛ 21. ФУНКЦИЯ ПРЕДУПРЕЖДЕНИЯ О СРОКЕ СЛУЖБЫ ИНСТРУМЕНТА
РАЗДЕЛ 21. ФУНКЦИЯ ПРЕДУПРЕЖДЕНИЯ О СРОКЕ СЛУЖБЫ
ИНСТРУМЕНТА
21-1. ОБЗОР
Данная функция активирует индикаторы состояния, чтобы показать, что группа
инструментов достигла окончания срока службы. Появляется сообщение о
неполадке С, чтобы предупредить оператора об окончании срока службы
инструментов.
Индикаторы срока службы инструмента включают индикаторные лампы состояния
и предупреждающий звуковой сигнализатор.
21-2. ФУНКЦИЯ
21-2-1. ПРЕДУПРЕЖДЕНИЕ О СРОКЕ СЛУЖБЫ ИНСТРУМЕНТА
Что касается активных инструментов, то если все инструменты с одним и тем же
номером группы станут NG, индикаторная лампа состояния для предупреждения о
сроке службы инструмента выключится. Затем индикаторная лампа состояния
включится, чтобы отобразить сообщение о неполадке С.
"3277 Alarm С Tool life management no spare tool"
Когда появляется вышеуказанная неполадка С, замените инструмент новым.
Установите указанный номер и оставшееся число инструментов на экране,
установите OK в столбце OK/NG.
Если команда смены инструмента выполнена для номера группы инструментов, где
нет свободного инструмента без замены инструмента новым, то появляется
следующая неполадка В.
"2436 Alarm B Active tool NG2"
[Дополнение]
1) Все инструменты в группе активных инструментов с одинаковым номером
представляют инструменты во всех режимах.
2) На
инструменты,
не
перечисленные
в
"Таблице
соответствия
гнезда/инструмента" в листе MAGAZINE INFO, функция не распространяется.
3) Когда активный инструмент не установлен, предупреждение о сроке службы
инструмента не активировано.
4) Если номер группы активного инструмента установлен на нуль, то
предупреждение о сроке службы инструмента дается только для активного
инструмента.
5) Вы можете установить, отображать или нет неполадку "3277 Alarm С Tool life
management no spare tool" в бите 7 дополнительного параметра ЧПУ №76.
Если отображение включено, предупреждение о сроке службы инструмента не
выводится. Если отображение выключено, предупреждение будет отображено
(по умолчанию).
6103-Е 213
РАЗДЕЛ 21. ФУНКЦИЯ ПРЕДУПРЕЖДЕНИЯ О СРОКЕ СЛУЖБЫ ИНСТРУМЕНТА
21-3. НЕПОЛАДКА
21-3-1. НЕПОЛАДКА С
3277 Tool life management no spare tool
Активный инструмент становится инструментом NG, но его группа не имеет
зарегистрированного запасного инструмента (инструмент ОК).
[Индекс]
Нет
[Строка символов]
Нет
[Код]
Номер группы активного инструмента, срок службы которого завершен.
[Необходимые меры]
Замените инструменты в группе инструментов новыми. Отобразите экран установки
данных инструмента и установите параметры в SET и LEFT в листе TOOL LIFE (срок
службы инструмента). Затем установите состояние инструмента OK/NG на ОК.
6103-Е 214
РАЗДЕЛ 22. СПЕЦИФИКАЦИЯ СТАНЦИИ МНОГОКРАТНОЙ ЗАГРУЗКИ РРС
РАЗДЕЛ 22. СПЕЦИФИКАЦИЯ СТАНЦИИ МНОГОКРАТНОЙ ЗАГРУЗКИ
PPC
22-1. ОБЗОР
Данная спецификация включает максимум четыре станции загрузки в функции PPC.
Вторая, третья и четвертая станции загрузки ограничены по функционалу в отличие
от первой станции.
Слово может быть задано в качестве главной станции загрузки для первой станции
загрузки и в качестве дополнительной станции загрузки (2/3/4) для второй, третьей и
четвертой станций загрузки из четырех станций в последующей документации.
Однако для станков, которые не требуют работы с сенсорным экраном в первой
загрузочной станции, первая загрузочная станция работает как дополнительная
станция загрузки 1 (дополнительная станция загрузки 1 ST).
22-2. СОДЕРЖАНИЕ
Данная спецификация задействует максимум четыре станции загрузки в функции
PPC. Панель управления РРС оборудована только на главной станции загрузки и не
установлена на дополнительных станциях загрузки. Работа на панели управления
РРС не имеет связи с дополнительной станцией загрузки за исключением
отображения ошибки, возникшей на дополнительной станции загрузки.
Станция загрузки – это:
Местоположение для установки заготовки под обработку на палету
Или
Местоположение для удаления обработанной заготовки с палеты.
Дополнительная станция загрузки имеет только:
"Load button"
(кнопка загрузки)
: С помощью данной кнопки палета загружается в
станцию палеты с регистрацией в списке РРС
"Empty pallet load button"
: С помощью данной кнопки загружается в станцию
палеты из станции загрузки без регистрации в
(кнопка
загрузки
пустой
списке РРС.
палеты)
"Unload button"
(кнопка извлечения)
: С помощью данной кнопки палета выгружается
после обработки из станции палеты в станцию
загрузки.
"Door interlock on lamp"
: Индикаторная
дверцы.
(индикаторная
лампа
блокировки дверцы)
лампа
состояния
блокировки
6103-Е 215
РАЗДЕЛ 22. СПЕЦИФИКАЦИЯ СТАНЦИИ МНОГОКРАТНОЙ ЗАГРУЗКИ РРС
22-2-1. ЗАГРУЗКА
"Загрузка" из главной станции загрузки выполнена так же, как было указано выше.
"Загрузка" из дополнительной станции загрузки выполнена следующим образом.
- Режим РРС включен.
Загрузка выполняется по автоматическому графику, независимо от состояния
графика SW.
- Режим РРС выключен.
- Когда бит №76 дополнительного параметра ЧПУ бит 5 выключен:
Такой же, как "загрузка пустой палеты".
- Когда бит №76 дополнительного параметра ЧПУ бит 5 включен:
На дополнительной станции загрузки 1: ошибка "137"
На дополнительной станции загрузки 2: ошибка "128"
На дополнительной станции загрузки 3: ошибка "129"
На дополнительной станции загрузки 4: ошибка "134"
Если вы нажмете кнопку "load button" дополнительной станции загрузки при
незагруженной палете, то появляется следующая ошибка.
На дополнительной станции загрузки 1: ошибка "138"
На дополнительной станции загрузки 2: ошибка "130"
На дополнительной станции загрузки 3: ошибка "131"
На дополнительной станции загрузки 4: ошибка "135"
22-2-2. ЗАГРУЗКА ПУСТОЙ ПАЛЕТЫ
"Загрузка пустой палеты" из главной станции загрузки выполняется так же, как
описано ранее. Загрузка из дополнительной станции загрузки "пустой палеты" такая
же, как и для главной станции загрузки. Палета загружается из станции установки в
станцию палеты без регистрации в графике РРС.
Если вы нажмете кнопку "empty pallet load button" дополнительной станции
загрузки при незагруженной палете, то появляется следующая ошибка.
На дополнительной станции загрузки 1: ошибка "138"
На дополнительной станции загрузки 2: ошибка "130"
На дополнительной станции загрузки 3: ошибка "131"
На дополнительной станции загрузки 4: ошибка "135"
22-2-3. ИЗВЛЕЧЕНИЕ
"Извлечение" в главную станцию загрузки выполняется точно так же, как и ранее.
Только палета после обработки может быть извлечена в дополнительную станцию
загрузки независимо от режима РРС. Порядок извлечения происходит на основании
порядка страниц экрана "регистрация программы обработки для палеты"
Если вы нажмете кнопку "unload button" дополнительной станции загрузки при
незагруженной палете, то появляется следующая ошибка.
На дополнительной станции загрузки 1: ошибка "139"
На дополнительной станции загрузки 2: ошибка "132"
На дополнительной станции загрузки 3: ошибка "133"
На дополнительной станции загрузки 4: ошибка "136"
6103-Е 216
РАЗДЕЛ 22. СПЕЦИФИКАЦИЯ СТАНЦИИ МНОГОКРАТНОЙ ЗАГРУЗКИ РРС
22-2-4. ОТОБРАЖЕНИЕ СОСТОЯНИЯ СИСТЕМЫ РРС
Только для MA-800H PPC
Пункты, показанные на экране "PPC SYSTEM CONDITION": внутренняя сторона
станка, станция загрузки, станция ожидания, номер палеты каждой станции и
порядок обработки (строки для станка, станция загрузки ST1 – N и станция ожидания
постоянные).
22-3. ОШИБКИ, ОТОБРАЖЕННЫЕ НА ПАНЕЛИ РРС
№ ошибки
Описание
128
Если режим РРС выключен, "кнопка загрузки" нажимается на второй станции загрузки. (1)
129
Если режим РРС выключен, "кнопка загрузки" нажимается на третьей станции загрузки. (1)
Когда палета не загружена, "кнопка загрузки" или "кнопка загрузки пустой палеты" нажата на второй станции
130
загрузки.
Если палета не загружена, то "кнопка загрузки" или "кнопка загрузки пустой палеты" на третьей станции
131
загрузки.
132
Если после обработки палеты нет, "кнопка загрузки" нажата на второй станции загрузки
133
Если после обработки палеты нет, "кнопка загрузки" нажата на третьей станции загрузки
134
Если режим РРС выключен, "кнопка загрузки" нажимается на четвертой станции загрузки. (1)
Когда палета не загружена, "кнопка загрузки" или "кнопка загрузки пустой палеты" нажата на четвертой
135
станции загрузки.
136
Если после обработки палеты нет, "кнопка загрузки" нажата на четвертой станции загрузки
137
Если режим РРС выключен, "кнопка загрузки" нажимается на первой станции загрузки. (1) (2)
Если палета не загружена, то "кнопка загрузки" или "кнопка загрузки пустой палеты" на первой станции
138
загрузки. (2)
139
Если после обработки палеты нет, "кнопка загрузки" нажата на первой станции загрузки.
1: Неполадка появляется только тогда, когда бит 5 бита №76 дополнительного
параметра ЧПУ отмечен
.
2: Неполадка не появляется, если согласно техническим характеристикам первая
станция загрузки отличается от других станций.
6103-Е 217
РАЗДЕЛ 23. РАДИУС ОКРУЖНОСТИ И ФУНКЦИЯ ПРОВЕРКИ ЗНАЧЕНИЯ КОРРЕКЦИИ ВО
ВРЕМЯ КОРРЕКЦИИ НА РАДИУС РЕЖУЩЕГО ИНСТРУМЕНТА
РАЗДЕЛ 23. РАДИУС ОКРУЖНОСТИ И ФУНКЦИЯ ПРОВЕРКИ ЗНАЧЕНИЯ
КОРРЕКЦИИ ВО ВРЕМЯ КОРРЕКЦИИ НА РАДИУС РЕЖУЩЕГО
ИНСТРУМЕНТА
23-1. ОБЗОР
Если текущее установленное значение коррекции на радиус инструмента больше
радиуса окружности, то указанная траектория инструмента может быть изменена в
результате контроля на отсутствие столкновений коррекции на радиус инструмента.
Затем появится неполадка вычисления окружности, если данная функция является
активированной проверкой значения коррекции.
Пример)
На рисунке выше инструмент перемещается по своей траектории линейно из Р1 в
Р8, так как контроль на отсутствие столкновений проводится при неактивной
функции проверки значения коррекции. Однако, когда функция проверки значения
коррекции активирована, ошибка вычисления окружности появится из-за того, что
значение коррекции на радиус инструмента D больше радиуса окружности R.
Спецификация становится активной, когда следующий дополнительный параметр
ЧПУ отмечен
.
Бит №76 дополнительного параметра ЧПУ бит 4:
Во время коррекции на радиус инструмента, если значение коррекции на радиус
инструмента больше радиуса окружности, указанного в программе, то появляется
сообщение о неполадке.
6103-Е 218
РАЗДЕЛ 23. РАДИУС ОКРУЖНОСТИ И ФУНКЦИЯ ПРОВЕРКИ ЗНАЧЕНИЯ КОРРЕКЦИИ ВО
ВРЕМЯ КОРРЕКЦИИ НА РАДИУС РЕЖУЩЕГО ИНСТРУМЕНТА
23-2. НЕПОЛАДКА
2255 Data word: arc calculation
Центр дуги нельзя вычислить с помощью данной команды радиуса дуги или ошибка
радиуса дуги больше допустимого значения, которое установлено в дополнительном
параметре (длинное слово) №3.
[Индекс]
Нет
[Строка символов]
Нет
[Код]
1-> Заданное значение "R" меньше ½ расстояния между начальной и конечной
точками. Ошибка не возникает, когда величина меньше той величины, которая
находится в пределах допустимой ошибки, установленных в дополнительном
параметре (длинное слово) №3.
2-> Ошибка возникла во время вычисления координаты другой оси.
3-> Ошибка радиуса превышает допустимое значение, которое установлено в
дополнительном параметре (длинное слово) №3 (локальная система координат).
4-> Заданный радиус равен нулю (0) или не указана команда радиуса.
5-> Другая ось параллельно текущей выбранной плоскости или указана
соответствующая поворотная ось.
6 или 10-> Ошибка радиуса превышает допустимое значение, которое установлено в
дополнительном параметре (длинное слово) №3 (система координат заготовки).
7-> Ошибка вычисления во время вычисления радиуса
8-> Во время трехмерной круговой интерполяции нельзя определить плоскость, на
которой указана дуга (команда P, Q или R отсутствует).
9-> Когда определена плоскость проекции, направление вращении дуги на
обозначенной плоскости определить нельзя.
11-> Во время трехмерной круговой интерполяции нельзя отменить выбранную ось.
12-> Во время трехмерной круговой интерполяции была создана команда
трехмерного преобразования координат или оси, отличной от поворотной оси,
скопированной в режиме G11.
13-> Текущее указанное значение коррекции на радиус инструмента больше радиуса
окружности.
[Возможные положения неполадки]
- Ошибка вычисления радиуса R дуги или команд I, J и K в режиме круговой
интерполяции.
- Ошибка установки дополнительного параметра (длинное слово) №3.
Пример программы:
G0X0Y0 Дополнительный параметр (длинное слово) №3: 10
G2X100I49.99 F100
[Необходимые меры]
- Проверьте программу на наличие ошибки вычисления радиуса дуги.
- Проверьте установку дополнительного параметра (длинное слово) №3.
6103-Е 219
РАЗДЕЛ 24. ФУНКЦИЯ ЗАДАЧИ ПОЛЬЗОВАТЕЛЯ 3
РАЗДЕЛ 24. ФУНКЦИЯ ЗАДАЧИ ПОЛЬЗОВАТЕЛЯ 3
24-1. БЕЗУСЛОВНЫЙ ПЕРЕХОД (ОПЕРАТОР GOTO)
[Функция]
Функция перехода всегда используется для выполнения перехода.
Данную функцию нельзя использовать в главной программе, выбранной с помощью
операционного метода S.
[Формат команды]
GOTO_ <Выражение>
В <выражении> вы можете установить переменные, такие как общие
переменные, системные переменные и локальные переменные.
Если значение <выражения> является действительным числом, то значение
возвращается как округленное целое число.
Если
заданный номер последовательности не найден, то появляется
неполадка 2223. Так как номер последовательности должен состоять из 5
цифр, если значение превышает диапазон 1 – 99999, то появляется неполадка
2223.
Между GOTO и <выражением> ставьте пробел.
Пример 1) Когда значение VC1 равно 230,4, то "GOTO VC1" переходит к
номеру последовательности N230.
Пример 2) Когда значение VNTOL равно 5, то "GOTO VNTOL" переходит к
номеру последовательности N5.
Пример 3) Когда значение МС1 равно 3, а значение VC2 – 7, "GOTO
VC1VC2" переходит к номеру последовательности N21.
Примечание
Значение для номера последовательности, куда переходит оператор GOTO,
преобразуется в число.
Следовательно, будьте внимательны, так как "GOTO<выражение>" не может
перейти к номеру последовательности, где за N идет 0, например, N0005.
24-2. ОБУСЛОВЛЕННЫЙ ПЕРЕХОД (ОПЕРАТОР IF)
[Функция]
Данная функция выполняет обусловленную задачу. Если условие соблюдается, то
задача, заданная после THEN, выполняется. В противном случае, происходит
переход к другой последовательности.
Функция не может быть использована в главной программе, выбранной с помощью
операционного метода S.
[Формат команды]
IF [<условное выражение>] THEN_<выполнить>
Существует шесть <условных выражений>; LT, LE, EQ, NE, GT и GE.
Отличие от стандартного оператора IF в том, что макрокоманды можно задать
с описание THEN после <условного выражения>. В остальном все то же
самое, что и в стандартном операторе IF.
Подробная информация дана в п. "11-1-1 Функция перехода" в "Разделе 11
Функция задачи пользователя" в Руководстве по программированию.
6103-Е 220
РАЗДЕЛ 24. ФУНКЦИЯ ЗАДАЧИ ПОЛЬЗОВАТЕЛЯ 3
Всегда ставьте пробел между THEN и <выполнить>.
Пример 1) Когда значение VC1 равно 10, а значение МС5 равно 0, то значение
МС5 задается как 10 при выполнении [IF [VC1 GT 3]THEN VC5=VC1].
Пример 2) Когда значение VC2 равно 10, а значение МС10 равно 0,то
значение МС10 остается 0 после выполнения [IF[VC2 GT 15]THEN VC10=VC2].
24-3. ПОВТОРЕНИЕ (ОПЕРАТОР WHILE)
[Функция]
Запишите оператора WHILE, за которым следует условное выражение.
Программа выполняет задачу между DO и END, пока соблюдается условие.
Если условие не соблюдается, то происходит переход к следующей
последовательности после END.
Цикл DO – END нельзя использовать в главной программе, выбранной с помощью
операционного метода S или В.
[Формат команды]
WHILE [<условное выражение>] DO_m
<выполнить>
END_m
Существует шесть <условных выражений>; LT, LE, EQ, NE, GT и GE.
Они точно такие же, как и условное выражение стандартного оператора IF.
Подробная информация дана в п. "11-1-1. Функция перехода" в "Разделе 11
Функция задачи пользователя" в Руководстве по программированию.
Укажите 1, 2, 3 как m (идентификационный номер). Ошибка появится, если
будет указан номер, отличный от заданных.
Всегда ставьте пробел между DO и END или m.
Пример) Значение VC1 возвращается как 45, а значение VC2 – как 10 в
следующей программе.
[Бесконечный цикл]
Если задано только DO_m, выпуская WHILE <условное выражение>, бесконечный
цикл может возникнуть между DO и END, поэтому будьте внимательны.
Пример) VC1 и VC2 добавлены с помощью следующей программы.
[Мультиплексирование WHILE]
6103-Е 221
РАЗДЕЛ 24. ФУНКЦИЯ ЗАДАЧИ ПОЛЬЗОВАТЕЛЯ 3
В основном, идентификационный номер (1 – 3) для DO – END может использоваться
столько раз, сколько необходимо. Можно объединить WHILE до трех включений.
Если команда цикла DO – END перекрыта друг другом, то может возникнуть
неполадка. Неполадка возникнет, если существует два или более DO с одинаковым
идентификационным номером в цикле DO – END.
Пример 1) Значение VC3 возвращается как 5, VC4 – как 9, а VC5 – как 10 с
помощью следующей программы.
Пример 2) В следующем случае появляется неполадка, так как "DO 2 – END 2"
и "DO 1 – END 1" перекрывают друг друга.
Пример 3) В следующем случае появляется неполадка, так как существует
дополнительное "DO 2" в "DO 2 – END 2".
6103-Е 222
РАЗДЕЛ 24. ФУНКЦИЯ ЗАДАЧИ ПОЛЬЗОВАТЕЛЯ 3
[Цикл DO – END и переход]
Если команда создана для перехода в цикл DO – END снаружи цикла, то появится
сообщение о неполадке. Напротив, допустима команда для перехода из цикла DO –
END. В этом случае цикла DO – END с таким же идентификационным номером не
сможет использоваться в последующей программе.
Пример 1) Значение VC1 возвращается как 45, а значение VC2 – как 10 с
помощью следующей программы.
Пример 2) В следующем случае появляется ошибка из-за того, что программе
дана команда перехода в цикл DO 1 – END 1.
24-2. НЕПОЛАДКА
2637 Alarm B No WHILE, IF-THEN, GOTO function
Создан оператор WHILE, GOTO<выражение> или оператор IF/THEN хотя функция
оператора WHILE не указана.
[Срока символов]
Нет
[Код]
1: Создан WHILE.
2: Создан GOTO<выражение>.
3: Создан IF/THEN.
[Возможные местоположения неполадок]
Любые команды, указанные с помощью вышеупомянутых кодов, используются в
программе ЧПУ.
[Необходимые меры]
Измените программу ЧПУ, избегая команд, указанных этими кодами.
2626 Alarm B WHILE command error
Команда "WHILE", "DO" или "END" неправильно указана или данные оценки условия
ошибочны в "Повторении (оператор WHILE)".
[Строка символов]
Нет
6103-Е 223
РАЗДЕЛ 24. ФУНКЦИЯ ЗАДАЧИ ПОЛЬЗОВАТЕЛЯ 3
[Код]
1: Нет "[" после "WHILE"
2: Значение в "[", "]", указанное с помощью "WHILE", не является теоретическим
номером.
3: "DO_m" не найдено после "WHILE [оператор]".
4: Диапазон более "m" в "DO_m" или "END_m".
5: "END_m", что соответствует "DO_m", не найден. Или оператор "WHILE"
используется операционном методе S или B.
6: "DO_m", соответствующий "END_m", не найден.
7: Цикл "DO_m-END_m" перекрывается.
8: Необходим переход в цикл "DO_m-END_m".
9: Такой же идентификационный номер "DO_m" найден в цикле "DO_m-END_m".
[Возможные местоположения неполадки]
1: Ошибка оператора, нет "[" после оператора "WHILE".
2: Ошибка оператора, значение в "[", "]", указанное с помощью "WHILE", не является
теоретическим номером.
3: Ошибка оператора, "DO_m" не найдено после "WHILE [оператор]".
4: Только 1, 2 или 3 можно применить к "m" в "DO_m-END_m".
5: "END_m" (DO_m), соответствующий "DO_m" (END_m), не найден. Или главная
программа выбрана с помощью операционного метода B или S.
6: END_m" (DO_m), соответствующий "DO_m" (END_m), не найден.
7: Цикл "DO_m-END_m" перекрывает другой цикл "DO_m-END_m".
8: Команда перехода ("GOTO" или подобная) создана для соединения в цикле
"DO_m-END_m".
9: "END_m", который соответствует "DO_m", не найден.
6103-Е 224
РАЗДЕЛ 25. ФУНКЦИЯ РУЧНОГО ВЫБОРА ПОДАЧИ ПОД УГЛОМ/ФУНКЦИЯ ПОДАЧИ ПО
ОКРУЖНОСТИ
РАЗДЕЛ 25. ФУНКЦИЯ РУЧНОГО ВЫБОРА ПОДАЧИ ПОД
УГЛОМ/ФУНКЦИЯ ПОДАЧИ ПО ОКРУЖНОСТИ
25-1. ОБЗОР
Данные функции позволяют оператору выполнить подачи под углом и по
окружности, управляя двумя осями одновременно согласно данным, установленным
на особых экранах Установки Данных. Для выполнения оператор использует
импульсные ручки или переключатели ручной подачи в ручном режиме работы
(включая то, что оператор был прерван вручную или выполнена функция
воспроизведения). Характеристики и процедуры для "подачи под углом" и "подачи по
окружности" описаны далее.
25-2. ФУНКЦИЯ РУЧНОЙ ПОДАЧИ ПОД УГЛОМ
25-2-1. ОБЗОР ОПЕРАЦИИ
Данная функция позволяет оператору одновременно управлять двумя осями,
согласно установкам плоскости и угла на особом экране Установки Данных. Затем
ось Х перемещается на величину, автоматически определенную из величины
перемещения оси Y, чтобы выполнить подачу под углом 30°.
6103-Е 225
РАЗДЕЛ 25. ФУНКЦИЯ РУЧНОГО ВЫБОРА ПОДАЧИ ПОД УГЛОМ/ФУНКЦИЯ ПОДАЧИ ПО
ОКРУЖНОСТИ
Перемещение оси Y, выполненное с
помощью импульсной ручки или
переключателя ручной подачи оси Y
30 градусов
Перемещение оси Х управляется автоматически с
помощью импульсной ручки или переключателя
ручной подачи оси Y.
25-2-2. ПРОЦЕДУРА
Процесс установки на экране Установки Данных
Вы можете активировать/деактивировать функцию и предварительно установить
параметры на отдельном экране Установки Данных. В данном подразделе
описывается процесс установки данных на экране Установки Данных.
Процедура:
1. Переключитесь на ручное рабочее состояние.
Данная функция эффективна только тогда, когда разрешено выполнение
операции вручную. Переключитесь на ручное рабочее состояние заранее.
Ручные операции разрешены при следующих условиях.
Ручное рабочее состояние:
- Был выбран режим ручной работы.
- Режим автоматической работы или режим ручного ввода данных был прерван
вручную.
- Функция воспроизведения была выполнена (в запрограммированном режиме
работы).
[Дополнение]
Если ручные операции не разрешены, то данные можно установить на экране
Установки Данных, но функция остается неактивной. Заранее переключитесь на
ручное рабочее состояние.
2. Подтвердите функциональное меню.
Проверьте, чтобы (ANGLE/CIRCLE) было отображено в позиции [F7] в
функциональном меню.
6103-Е 226
РАЗДЕЛ 25. ФУНКЦИЯ РУЧНОГО ВЫБОРА ПОДАЧИ ПОД УГЛОМ/ФУНКЦИЯ ПОДАЧИ ПО
ОКРУЖНОСТИ
3. Установка на экране Установки Данных.
Нажмите функциональную клавишу [F7] (ANGLE/CICRLE), чтобы переключиться
на экран Установки Данных для той функции, которая содержит следующую
информацию.
6103-Е 227
РАЗДЕЛ 25. ФУНКЦИЯ РУЧНОГО ВЫБОРА ПОДАЧИ ПОД УГЛОМ/ФУНКЦИЯ ПОДАЧИ ПО
ОКРУЖНОСТИ
Экран Установки Данных
В данном подразделе дается описание экрана Установки Данных, созданного
специально для этой функции. Тот же экран используется для работы функции
ручной подачи по окружности, но с другими пунктами данных, подтверждающими
сообщениями и ведущими картами. Подробная информация о функции ручной
подачи по окружности дана в п. 25-3 "Функция ручной подачи по окружности".
(1) FEED SELECT (выбор подачи)
- Эта установка используется для выбора функции ручной подачи по
окружности или под углом или для того, чтобы деактивировать данные
функции.
- Функция ручной подачи под углом становится активной, когда подсвечивается
"ANGL". Однако, невозможно изменить подсвеченное положение с помощью
клавиш управления курсором, когда условие для выполнения функции (ручной
режим работы, функция ручного прерывания или воспроизведения
выполнена) не выполнено. В этом случае, система блокируется для
предотвращения изменения подсвеченного положения с помощью клавиш
управления курсором. Следующее сообщение о неполадке появляется всякий
раз при нажатии клавиши управления курсором, чтобы показать причину
предотвращения.
"9434: Now is not MANUAL MODE (Include MID AUTO MANUAL)"
- Как только функция ручной подачи под углом становится активной, так как
соответствующая опция подсвечивается, на экране появляются "PLANE
SELECT" (выбор плоскости), "ANGLE SELECT" (выбор угла), "confirmation
6103-Е 228
РАЗДЕЛ 25. ФУНКЦИЯ РУЧНОГО ВЫБОРА ПОДАЧИ ПОД УГЛОМ/ФУНКЦИЯ ПОДАЧИ ПО
ОКРУЖНОСТИ
message" (подтверждающее сообщение) и "guide map" (ведущая карта). Они
исчезают, когда функция становится неактивной.
- Подсвеченное положение можно переместить с помощью клавиш управления
курсором (← и →), как показано далее.
Если нажата клавиша управления курсором (<-)
Если нажата клавиша управления курсором (->)
- После выбора функционального режима нажмите клавишу управления
курсором (↓), чтобы подсветить выбранную опцию "ANGLE SELECT".
(2) PLANE SELECT (выбор плоскости)
- Выберите сочетание осей, чтобы указать плоскость для ручной подачи под
углом.
- Выберите опцию с помощью клавиш управления курсором (← и →) так же, как
для FEED SELECT.
- Подсвеченная плоскость становится активной (сразу же).
- как только другая плоскость выбрана при перемещении подсвеченного
положения, появляются "confirmation message" (подтверждающее сообщение)
и "guide map" (ведущая карта), согласно выбранной плоскости.
- Подсвеченное положение можно переместить с помощью клавиш управления
курсором (← и →), как показано далее.
Если нажата клавиша управления курсором (<-)
Если нажата клавиша управления курсором (->)
- После выбора плоскости нажмите клавишу управления курсором (↓), чтобы
выделить выбранную опцию ANGLE SET, или клавишу управления курсором
(↑), чтобы выделить выбранную опцию FEED SELECT еще раз.
(3) ANGLE SET (установка под углом)
- Укажите угол подачи напрямую согласно справочной карте.
- Это можно указать путем ввода значения с помощью цифровой клавиатуры и
нажатием кнопки "WRITE", когда выделен "AGNL" (для ввода данных
отсутствует [F1] (SET). Угол можно указать, только когда выделен "ANGL").
- Программируемый диапазон: ±359,9999°.
- Как только угол указан, курсор автоматически перемещается к выбранной
опции "FEED SELECT".
Даже если угол не указан, курсор можно переместить, нажав клавишу
управления курсором (↓) или клавишу "WRITE".
- Подсвеченное положение можно вернуть назад для выбранной опции "PLANE
SELECT", нажав клавишу управления курсором (↑).
6103-Е 229
РАЗДЕЛ 25. ФУНКЦИЯ РУЧНОГО ВЫБОРА ПОДАЧИ ПОД УГЛОМ/ФУНКЦИЯ ПОДАЧИ ПО
ОКРУЖНОСТИ
(4) Подтверждающее сообщение
- Направления подачи под углом можно подтвердить из установки "PLANE
SELECT" (следующее подтверждающее сообщение является примером,
показываемым, когда выбрана плоскость XY).
Управляемая ось
Направление подачи
(5) Направляющая карта
- Если "ANGL" подсвечен для "FEED SELECT", появляется направляющая
карта.
- Названия осей, показанные в направляющей карте, изменяются согласно
установке "PLANE SELECT".
(Следующая направляющая карта является примером, показываемым, когда
выбрана плоскость XY.)
Плоскость XY: показано +Y
Плоскость XZ: показано +Z
Плоскость YZ: показано +Z
Угол
Плоскость XY: показано +X
Плоскость XZ: показано +X
Плоскость YZ: показано +Y
(6) Отображение фактического положения
- Показаны фактическое положение (X, Y, Z), скорость подачи (F) и система
координат обрабатываемой детали (Co) и скорость шпинделя (S).
(7) Индикатор состояния функции ручной подачи под углом
- Появляется и мигает "ANGLE MODE", когда активна функция ручной подачи
под углом.
(8) [F8] (CLOSE) (закрыть)
- Нажмите эту функциональную клавишу, чтобы закрыть экран Установки
Данных для этой функции.
[Дополнение]
Следует отметить, что те операции, которые используются только для установки
данных на экране и в действительности не меняют состояние функции ручной
подачи под углом, активны или неактивны. Состояние необходимо подтвердить с
помощью индикатора состояния функции ручной подачи под углом, информация о
котором дана в п. (7).
6103-Е 230
РАЗДЕЛ 25. ФУНКЦИЯ РУЧНОГО ВЫБОРА ПОДАЧИ ПОД УГЛОМ/ФУНКЦИЯ ПОДАЧИ ПО
ОКРУЖНОСТИ
Направления подачи
Далее показаны подтверждающие сообщения и фактически используемые оси для
каждой плоскости.
Выбранная
плоскость
XY
XZ
YZ
Когда ось Y перемещена в
положительном направлении
Когда ось Z перемещена в
положительном направлении
Когда ось Y перемещена в
положительном направлении
Когда ось Y перемещена в
отрицательном направлении
Когда ось Z перемещена в
отрицательном направлении
Когда ось Y перемещена в
отрицательном направлении
Когда ось Х перемещена в
положительном направлении
Когда ось Х перемещена в
положительном направлении
Когда ось Z перемещена в
положительном направлении
Когда ось Х перемещена в
отрицательном направлении
Когда ось Х перемещена в
отрицательном направлении
Когда ось Z перемещена в
отрицательном направлении
Подтверждающее
сообщение
Используемая
ось
и
направление
подачи с углом,
установленным
на 30°
6103-Е 231
РАЗДЕЛ 25. ФУНКЦИЯ РУЧНОГО ВЫБОРА ПОДАЧИ ПОД УГЛОМ/ФУНКЦИЯ ПОДАЧИ ПО
ОКРУЖНОСТИ
25-2-3. ПРИМЕЧАНИЯ
(1) Данная функция может быть активирована в режиме ручной работы (включая
режим ручного прерывания и, когда выполнена функция воспроизведения). В
других режима экран Установки Данных можно просмотреть, но функцию
нельзя активировать при выборе "ANGL" для "FEED SELECT". Если вы так
сделаете, появится сообщение о неполадке 9434 "Now is not MANUAL MODE
(Include MID AUTO MANUAL)". При появлении данного сообщения о неполадке
проверьте режим работы.
(2) Оси, отличные от тех, что выбраны для "PLANE SELECT" на экране Установки
Данных, могут одновременно управляться вместе с ортогональной осью, а так
же независимо от нее.
(3) Если плоскость YZ выбрана для "PLANE SELECT", то взаимосвязь между
управляемой осью и направлением подачи может стать противоположным в
зависимости от типа станка. Подробная информация дана в документации,
выпущенной производителем станка.
(4) Функция автоматически становится неактивной при следующих условиях.
- При включении питания
- Ручной режим работы заменен другим режимом работы (автоматическим или
режимом ручного ввода данных).
- Ручное прерывание, инициированное в автоматическом режиме работы или
в режиме ручного ввода данных, приостановлено.
- Функция воспроизведения, как функция интерактивной программы,
завершена.
(5) Функция зеркального отображения не связана с данной функцией и,
следовательно, не имеет эффекта.
(6) Если одна ось достигает запрограммированного предела во время ручной
подачи под углом, то другая ось останавливается в это же время, чтобы
предотвратить выход первой оси за пределы диапазона. В этом случае горит
индикаторная лампа состояния "LIMIT".
(7) Если две оси, выбранные для "PLANE SELECT", управляются одновременно, то
только одна из этих осей управляется следующим образом:
Плоскость XY .............. работает только ось Y.
Плоскость XZ .............. работает только ось Z.
Плоскость YZ .............. работает только ось Y.
(8) Ручная ускоренная подача предотвращена во время ручной подачи под углом.
6103-Е 232
РАЗДЕЛ 25. ФУНКЦИЯ РУЧНОГО ВЫБОРА ПОДАЧИ ПОД УГЛОМ/ФУНКЦИЯ ПОДАЧИ ПО
ОКРУЖНОСТИ
25-3. ФУНКЦИЯ РУЧНОЙ ПОДАЧИ ПО ОКРУЖНОСТИ
25-3-1. ОБЗОР ОПЕРАЦИИ
Данная функция позволяет оператору одновременно управлять двумя осями с
помощью импульсной ручки или ручного переключателя подачи для оси Y, чтобы
выполнить подачу по окружности на плоскости XY (на других плоскостях это
невозможно). Данная функция использует следующие данные; данные центрального
положения, определенные на отдельном экране Установки Данных, радиус,
вычисленный из этих данных, и фактическое положение.
Например, переместите ось Y с помощью импульсной подачи или ручного
переключателя подачи согласно следующим данным, установленным на экране
Установки Данных. Затем ось X перемещается на величину, автоматически
вычисленную из величины перемещения оси Y, чтобы выполнить движение по
окружности.
Направление фактического перемещения по окружности (по часовой стрелке или
против часовой стрелки) зависит от направления перемещения оси Y
(положительного/отрицательного).
6103-Е 233
РАЗДЕЛ 25. ФУНКЦИЯ РУЧНОГО ВЫБОРА ПОДАЧИ ПОД УГЛОМ/ФУНКЦИЯ ПОДАЧИ ПО
ОКРУЖНОСТИ
[Например, когда ось Y перемещена в положительном
направлении]
Фактическое положение
Радиус
Центр
25-3-2. ПРОЦЕСС
Процесс установки на экране Установки Данных
Информация дана в п. 25-2-2. "Процесс установки на экране Установки Данных".
Экран Установки Данных
В данном подразделе дается информация об экране Установки Данных,
предназначенном специально для этой функции. Такой же экран используется для
функции ручной подачи под углом, но с другими пунктами данных,
подтверждающими сообщениями и направляющими картами. Подробная
информация о функции ручной подачи под углом дана в п. 25-2. "Функция ручной
подачи под углом".
6103-Е 234
РАЗДЕЛ 25. ФУНКЦИЯ РУЧНОГО ВЫБОРА ПОДАЧИ ПОД УГЛОМ/ФУНКЦИЯ ПОДАЧИ ПО
ОКРУЖНОСТИ
(1) FEED SELECT (выбор подачи)
- Эта установка используется для выбора функции ручной подачи под углом
или по окружности или для того, чтобы деактивировать данные функции.
- Используйте клавиши управления курсором (← и →), чтобы подсветить
необходимую опцию для выбора
- Функция ручной подачи по окружности становится активной, когда
подсвечивается "CRCL". Однако, невозможно изменить подсвеченное
положение с помощью клавиш управления курсором, когда условие для
выполнения функции (ручной режим работы, функция ручного прерывания или
воспроизведения выполнена) не выполнено. В этом случае, система
блокируется для предотвращения изменения подсвеченного положения
клавишами управления курсором. Следующее сообщение о неполадке
появляется всякий раз при нажатии клавиши управления курсором, чтобы
показать причину для предотвращения.
"9434: Now is not MANUAL MODE (Include MID AUTO MANUAL)"
- Как только функция ручной подачи по окружности становится активной, так как
соответствующая опция подсвечивается, на экране появляются "CENTER
POS" (центральное положение), "SET RADIUS" (установленный радиус), "ACT
RADIUS" (действующий радиус), "confirmation message" (подтверждающее
сообщение) и "guide map" (ведущая карта). Они исчезают, когда функция
становится неактивной.
- Подсвеченное положение можно переместить с помощью клавиш управления
курсором (← и →), как показано далее.
Если нажата клавиша управления курсором (<-)
(2)
(3)
(4)
(5)
Если нажата клавиша управления курсором (->)
- После выбора функционального режима нажмите клавишу управления
курсором (↓), чтобы подсветить выбранную опцию "CENTER POS".
CENTER POS. (X, Y) (центральное положение)
- Укажите координаты (X, Y) центра дуги на плоскости XY, используя текущую
выбранную систему координат обрабатываемой заготовки.
- Курсор можно перемещать между X и Y для "CENTER POS.", используя
клавиши управления курсором (↑ и ↓).
SET RADIUS (установленный радиус)
- Расстояние до центра (X, Y) (радиус) автоматически вычисляется из
фактического положения в то время, когда данные были введены для
"CENTER POS." (X, Y) (нельзя установить оператором).
- Он остается неизменным до тех пор, пока координаты CENTER POS. (X, Y) не
изменены.
ACT RADIUS (действующий радиус)
- Расстояние от фактического положения до центра (X, Y) (радиус)
автоматически вычисляется и отображается (нельзя установить оператором).
Подтверждающее сообщение
- Направления подачи по окружности можно подтвердить (см. далее).
6103-Е 235
РАЗДЕЛ 25. ФУНКЦИЯ РУЧНОГО ВЫБОРА ПОДАЧИ ПОД УГЛОМ/ФУНКЦИЯ ПОДАЧИ ПО
ОКРУЖНОСТИ
Управляемая ось
Направление подачи
- Данное сообщение показывает направления фактической подачи, полученные
путем перемещения оси (с помощью импульсной ручки или ручного
переключателя подачи в положительном или отрицательном направлении)
относительно базовой системы координат.
Перемещение оси Y в положительном направлении
приводит к подаче против часовой стрелки
относительно базовой системы координат.
Базовая система координат
Перемещение оси Х в положительном
направлении приводит к подаче от центра, а
ее
перемещение
в
отрицательном
направлении ведет к подачи в направлении
центра.
Перемещение оси Y в отрицательном направлении
приводит к подаче по часовой стрелке относительно
базовой системы координат.
(6) Направляющая карта
- Если "CRCL" подсвечено для "FEED SELECT", появляется направляющая
карта.
- Когда курсор расположен в центре (X, Y), цвет "CENTER X, Y" в
направляющей карте изменяется.
(7) Отображение фактического положения
- Показаны фактическое положение (X, Y, Z), скорость подачи (F) и система
координат обрабатываемой детали (Co) и скорость шпинделя (S).
(8) Индикатор состояния функции ручной подачи под углом
- Появляется и мигает "CIRCLE MODE", когда активна функция ручной подачи
по окружности.
(9) [F8] (CLOSE) (закрыть)
- Нажмите эту функциональную клавишу, чтобы закрыть экран Установки
Данных для этой функции.
[Дополнение]
Следует отметить, что те операции, которые используются только для установки
данных на экране и в действительности не меняют состояние функции ручной
подачи по окружности, активны или неактивны. Состояние необходимо подтвердить
с помощью индикатора состояния функции ручной подачи по окружности,
информация о котором приведена выше в п. (8).
6103-Е 236
РАЗДЕЛ 25. ФУНКЦИЯ РУЧНОГО ВЫБОРА ПОДАЧИ ПОД УГЛОМ/ФУНКЦИЯ ПОДАЧИ ПО
ОКРУЖНОСТИ
Процесс
В данном подразделе дается описание фактического технологического процесса с
помощью упражнений.
Упражнение 1:
Выполнить резание по контуру за один раз.
Фактическое положение (X0, Y0), центр дуги (X100, Y-100)
Процедура:
1. Установите фактическое положение на координаты, указанные в упражнении.
2. Выберите ручной режим работы.
Появляется следующее функциональное меню.
3. Нажмите функциональную клавишу [F7] (ANGLE/CIRCLE) (угол/окружность).
Появляется экран Установки Данных.
4. Измените установку FEED SELECT (выбор подачи) с "INVL" на "CRCL" с
помощью клавиши управления курсором (→).
Так как курсор перемещается на "CRCL", то данные дуги отображаются в нижней
части экрана.
[Дополнение]
"CIRCLE MODE" (режим дуги) появляется и мигает, когда установка "FEED SELECT"
заменена на "CRCL".
6103-Е 237
РАЗДЕЛ 25. ФУНКЦИЯ РУЧНОГО ВЫБОРА ПОДАЧИ ПОД УГЛОМ/ФУНКЦИЯ ПОДАЧИ ПО
ОКРУЖНОСТИ
5. Переместите курсор на данные центрального положения с помощью клавиши "↓".
6. С помощью клавиатуры введите данные, указанные в Упражнении.
CENTER POS. X: 100 "WRITE"
CENTER POS. Y: -100 "WRITE".
Значения "SET RADIUS" и "ACT RADIUS" автоматически вычисляются из данных
центрального положения и отображаются. Оператор не может установить их.
7. Поверните шпиндель.
6103-Е 238
РАЗДЕЛ 25. ФУНКЦИЯ РУЧНОГО ВЫБОРА ПОДАЧИ ПОД УГЛОМ/ФУНКЦИЯ ПОДАЧИ ПО
ОКРУЖНОСТИ
8. Переместите ось Y с помощью импульсной ручки или ручного переключателя
подачи в положительном или отрицательном направлении. Затем ось Х
перемещается на величину, автоматически вычисленную из величины
перемещения оси Y на основании информации на экране Установки Данных,
чтобы выполнить перемещение по окружности, как показано далее.
Когда ось Y перемещена в положительном направлении
Фактическое положение Х0, Y0
Когда ось Y перемещена в отрицательном направлении
Фактическое положение Х0, Y0
Центральное положение
Х100, Y-100
Центральное положение
Х100, Y-100
Упражнение 2:
Следуя за операцией в Упражнении 1, выполните резание по второй окружности с
тем же самым центром (Выполните резание внутри контура упражнения 1).
Процедура:
1. Переместите ось Х из фактического положения к центру дуги с помощью
импульсной ручки или ручного переключателя подачи в отрицательном
направлении.
2. Выполните шаг 8 из Упражнения.
(Выполните резание внутри контура Упражнения 1 по дуге.)
Когда ось Y перемещена в положительном направлении
Траектория первой дуги
Когда ось Y перемещена в отрицательном направлении
Траектория первой дуги
Центральное
положение
Центральное положение
Траектория второй дуги
Траектория второй дуги
Х100,Y-100
6103-Е 239
РАЗДЕЛ 25. ФУНКЦИЯ РУЧНОГО ВЫБОРА ПОДАЧИ ПОД УГЛОМ/ФУНКЦИЯ ПОДАЧИ ПО
ОКРУЖНОСТИ
25-3-3. ПРИМЕЧАНИЯ
(1) Данная функция может быть активирована только в режиме ручной работы
(включая режим ручного прерывания и, когда выполнена функция
воспроизведения). В других режима экран Установки Данных можно
просмотреть, но функцию нельзя активировать при выборе "CRCL" для "FEED
SELECT". Если вы так сделаете, появится сообщение о неполадке 9434 "Now is
not MANUAL MODE (Include MID AUTO MANUAL)". При появлении данного
сообщения о неполадке проверьте режим работы.
(2) Функция автоматически деактивируется при следующих условиях.
- При включении питания
- Ручной режим работы заменен другим режимом работы (автоматическим или
режимом ручного ввода данных).
- Ручное прерывание, инициированное в автоматическом режиме работы или
в режиме ручного ввода данных, приостановлено.
- Функция воспроизведения, как функция интерактивной программы,
завершена.
(3) Если одна ось достигает запрограммированного предела во время ручной
подачи по окружности, то другая ось останавливается в это же время, чтобы
предотвратить выход первой оси за пределы диапазона. В этом случае горит
индикаторная лампа состояния "LIMIT".
(4) Возможно одновременная работа нескольких осей с помощью импульсной
ручки или ручного переключателя подачи.
(5) Если скорость, указанная с помощью импульсной ручки или ручного
переключателя подачи, слишком высокая и, соответственно, исправлена, то
появляется сообщение о неполадке 4204 "Feedrate command limit over
(replacing)" (превышен предел заданной скорости подачи (смена)).
Откорректированная скорость зависит от радиуса.
(6) Функция зеркального отображения не связана с данной функцией и,
следовательно, не имеет эффекта.
(7) Ручная ускоренная подача предотвращена во время ручной подачи по
окружности.
(8) Фактический радиус, показанный на экране Установки Данных, вычисляется как
расстояние от фактического положения до центра. Фактическое положение
может быть непостоянным (при измерении в микронах), это приводит к тому,
что
радиус
может
быть
непостоянным
и
не
соответствующим
предустановленному радиусу.
(9) Начальная точка А и точка возврата A' могут иметь разные координаты, даже
если ручная подача по окружности запрограммирована на возврат в исходное
положение по контуру (A→B→A').
6103-Е 240
РАЗДЕЛ 25. ФУНКЦИЯ РУЧНОГО ВЫБОРА ПОДАЧИ ПОД УГЛОМ/ФУНКЦИЯ ПОДАЧИ ПО
ОКРУЖНОСТИ
Начальная точка
Точка возврата
Заданная точка
Однако, в этом случае центральное положение, указанное на экране Установки
Данных, не изменяется.
25-4. ОПЕРАЦИИ С ФУНКЦИЕЙ ВОСПРОИЗВЕДЕНИЯ
25-4-1. ОБЗОР ОПЕРАЦИИ
С экрана воспроизведения Playback для меню I-MAP можно переключиться на экран
Установки Данных для получения доступа к функции ручной подачи под углом/по
окружности, путем нажатия функциональной кнопки [F6] (ANGLE/CIRCLE).
- Экран воспроизведения для меню I-MAP
6103-Е 241
РАЗДЕЛ 25. ФУНКЦИЯ РУЧНОГО ВЫБОРА ПОДАЧИ ПОД УГЛОМ/ФУНКЦИЯ ПОДАЧИ ПО
ОКРУЖНОСТИ
- Экран Установки Данных для функции ручной подачи под углом/по окружности
6103-Е 242
РАЗДЕЛ 25. ФУНКЦИЯ РУЧНОГО ВЫБОРА ПОДАЧИ ПОД УГЛОМ/ФУНКЦИЯ ПОДАЧИ ПО
ОКРУЖНОСТИ
25-4-2. ПРОЦЕСС
Процесс установки на экране Установки Данных
С экрана Воспроизведения можно переключиться на экран Установки Данных для
доступа к данным функциям, выполнив процедуру, описанную далее.
Процедура:
1. Переключитесь на экран Воспроизведения.
Во время выполнения функции I-MAP данная функция может быть активирована
на экране Воспроизведения. Заранее переключитесь на экран Воспроизведения.
2. Подтвердите функциональное меню.
Проверьте, чтобы (ANGLE/CIRCLE) было показано в позиции [F6] в
функциональном меню.
3. Установка на экране Установки Данных.
Нажмите функциональную клавишу [F6] (ANGLE/CIRCLE), чтобы переключиться
на экран Установки Данных для доступа к функциям.
6103-Е 243
РАЗДЕЛ 25. ФУНКЦИЯ РУЧНОГО ВЫБОРА ПОДАЧИ ПОД УГЛОМ/ФУНКЦИЯ ПОДАЧИ ПО
ОКРУЖНОСТИ
Экран Установки Данных
Примеры переключения с экрана Воспроизведения на экран Установки Данных
показаны далее. Содержимое, включая основные данные, направляющие карты и
технологические процессы полностью такие же, хотя данные, указанные в левой
части экрана, немного отличаются. Подробная информация дана в п. 25-2 "Функция
ручной подачи под углом" и в п. 25-3 "Функция ручной подачи по окружности".
- Пример экрана с выбранной функцией ручной подачи под углом
- Пример экрана с выбранной функцией ручной подачи по окружности
6103-Е 244
РАЗДЕЛ 26. ОСЬ В I/L С ДВУМЯ ПОВОРОТНЫМИ СТОЛАМИ
РАЗДЕЛ 26. ОСЬ В I/L С ДВУМЯ ПОВОРОТНЫМИ СТОЛАМИ
26-1. ОБЗОР
Для станка с устройством АРС на 2 палеты дополнительная ось, управляемая
системой связи, установлена на палете. данная функция ограничивает перемещение
оси В для поворота палеты, чтобы защитить электропроводку оси В и трубопровод
на палете.
26-2. ПАРАМЕТРЫ УСТАНОВКИ
Добавлен экран блокировки оси В, показанный далее, это позволяет установить
диапазон вращения оси В на экране, отображенном в режиме установки параметров.
(Диапазон вращения считается таким же с положительным и отрицательным
пределами, установленными в системных параметрах.)
Диапазон вращения оси В используется только тогда, когда подключена 5-я или 6-я
ось или обе оси.
Установите необходимые данные, выполнив следующую процедуру:
Процедура:
1. Выберите режим установки параметров.
Если следующий экран (Рис. 1) не отображается, нажмите [F8] (DISPLAY
CHANGE) (смена изображения) и выберите B-AXIS INTERLOCK.
2. На экране показаны параметры В (палета B/L) и В (палета B/R). Первый
используется для установки диапазона вращения оси В, применяемого, когда
палета L находится в станке, а последний используется для установки диапазона
вращении оси В, когда палета R в станке.
Каждый параметр включает положительное предельное значение (Р-предел) и
отрицательное предельное значение (N-пределе), представленные в системе
координат станка.
3. Установка
- Когда предельное значение известно
Нажмите функциональную кнопку [F1] (SET) и введите данные Р-предела или
N-предела с клавиатуры.
- Если данные Р-предела или N-предела уже установлены и разница с текущим
значением известна
Нажмите функциональную кнопку [F2] (ADD) и введите разницу с клавиатуры.
- При новом вводе относительного положения из фактического положения
(текущее расположение оси В в системе координат станка)
Нажмите функциональную кнопку [F3] (CAL) и введите относительную величину
с клавиатуры.
Нажмите клавишу WRITE.
Данные, где расположен курсор, будут перезаписаны.
Диапазон установки: от -9999,9999 до 9999,9999
6103-Е 245
РАЗДЕЛ 26. ОСЬ В I/L С ДВУМЯ ПОВОРОТНЫМИ СТОЛАМИ
Рис. 1 Блокировка оси В
26-3. ФУНКЦИЯ БЛОКИРОВКИ ОСИ В
Ось В переключается между осью с неограниченным числом оборотов и осью с
большим числом оборотов, как показано далее, в зависимости от
подключенного/отключенного состояния 5-ой и 6-ой оси и значения, установленного
в дополнительном параметре ЧПУ (бите) № 39, бит 4.
Подключение/отключение 5-ой и 6-ой оси
Одна или обе оси подключены.
Ни одна ось не подключена.
Бит дополнительного параметра ЧПУ №39, бит 4
1/0 → ось с большим числом оборотов
1 → ось с большим числом оборотов
0 → ось с неограниченным числом оборотов
Установите соответствующие значения в следующих параметрах:
- Р-предел и N-предел на экране блокировки оси В
- Бит дополнительного параметра ЧПУ №39, бит 4
6103-Е 246
РАЗДЕЛ 26. ОСЬ В I/L С ДВУМЯ ПОВОРОТНЫМИ СТОЛАМИ
26-3-1. ОГРАНИЧЕНИЕ ВРАЩЕНИЯ ОСИ В (КОГДА ОСЬ 5 ИЛИ ОСЬ 6, ИЛИ ОБЕ ОСИ
ПОДКЛЮЧЕНЫ)
(1) Когда палета А находится в станке
Ось В может вращаться в диапазоне, установленном в системном параметре В
(палета A/L).
Примечание: Однако, если ось В является делительно-поворотным столом,
заданное значение оси В округляется до угла отклонения
указателя. Например, если стол индексируется в единицах
измерения 1°, то дробь за десятичной запятой округляется. Таким
образом, появляется ошибка, если предел – 400,0000, а заданное
значение – 399,5000.
Диапазон вращения: N-предел палеты A/L ≤ координата станка оси В ≤ Рпредел палеты A/L
- В автоматическом режиме или в режиме ручного ввода данных (MDI) станок
выводит следующую неполадку при получении команды оси В для
перемещения за пределы диапазона вращения.
Когда ось В расположена за пределами диапазона вращения, команда оси В
вызывает следующую неполадку либо в диапазоне вращения, либо за его
пределами.
(Неполадка появляется только тогда, когда создана неверная команда оси
В.)
Если заданное значение превышает Р-предел
2268 Alarm B Plus travel limit over B-AXIS 8
(2)
(3)
Если заданное значение превышает N-предел
2269 Alarm B Minus travel limit over B-AXIS 8
- Когда ось В является делительно-поворотным столом, то ось В не вращается
в ручном режиме.
(Однако, ось может вернуться в исходное положение в режиме ручного
позиционирования. Информация дана в 26-3-4 "Поворот оси В в исходное
положение".)
Ось В не поворачивается при подаче с помощью импульсной ручки, при
ручном прерывании или перекрытии с помощью импульсной ручки.
Когда палета В находится в станке
Ось В может вращаться только в диапазоне, установленном в системном
параметре В (палета B/R).
Диапазон вращения: отрицательный предел хода ≤ координата станка оси В ≤
положительный предел палеты B/R
Другие операции совпадают с теми, которые выполняются, когда палета А
находится в станке.
Когда в станке нет ни палеты А ни палеты В
Ось В может вращаться только в диапазоне между пределами перемещения,
установленными в системном параметре.
Диапазон вращения: отрицательный предел хода ≤ координата станка оси В ≤
положительный предел перемещения.
6103-Е 247
РАЗДЕЛ 26. ОСЬ В I/L С ДВУМЯ ПОВОРОТНЫМИ СТОЛАМИ
Другие операции совпадают с теми, которые выполняются, когда палета А
находится в станке.
26-3-2. ОГРАНИЧЕНИЕ ВРАЩЕНИЯ ОСИ С БОЛЬШИМ ЧИСЛОМ ОБОРОТОВ (НИ 5-Я, НИ 6-Я ОСЬ
НЕ ПОДКЛЮЧЕНА, И В ДОПОЛНИТЕЛЬНОМ ПАРАМЕТРЕ (БИТЕ) ЧПУ №39, БИТ 4 УСТАНОВЛЕНА
"1")
Ось В поворачивается как ось с большим числом оборотов.
[См. "Спецификацию большого числа оборотов" в Руководстве по специальным
функциям дополнительной оси (поворотной оси).]
Предел, характерный для каждой палеты, игнорируется.
26-3-3. ОГРАНИЧЕНИЕ ВРАЩЕНИЯ ОСИ С НЕОГРАНИЧЕННЫМ ЧИСЛОМ ОБОРОТОВ (НИ 5-Я, НИ 6Я ОСЬ НЕ ПОДКЛЮЧЕНА, И В ДОПОЛНИТЕЛЬНОМ ПАРАМЕТРЕ (БИТЕ) ЧПУ №39, БИТ 4
УСТАНОВЛЕН "0")
Ось В поворачивается как ось с большим числом оборотов.
[См. "Спецификацию большого числа оборотов" в Руководстве по специальным
функциям дополнительной оси (поворотной оси).]
Предел, характерный для каждой палеты, игнорируется.
26-3-4. ПРИМЕЧАНИЯ К БЛОКИРОВКЕ ОСИ В
Включение/выключение питания и возврат ЧПУ в исходное состояние
(1) Ограничение вращения оси В (когда подключена 5-я или 6-я ось или обе оси)
- Когда устройство ЧПУ возвращено в исходное состояние путем
включения/выключения блокировки станка, текущая координата остается без
учета установки в дополнительном параметре (бите) ЧПУ №2, бит 1.
- Когда устройство ЧПУ возвращено в исходное состояние при
включении/выключении питания или для удаления сообщения о неполадке А
(неполадка SVP), фактическое положение округляется следующим образом.
<Когда палета А или палета В находится в станке>
Фактическое положение округляется таким образом, что ось В расположена в
диапазоне вращения палеты в станке.
Если фактическое положение за пределами диапазона вращения оси В, то
фактическое положение округляется до ближайшего положения в диапазоне
вращения.
<Когда в станке нет ни палеты А, ни палеты В>
Ось В действует таким же образом, как и в том случае, где питание
включается/выключается или устройство ЧПУ возвращено в исходное
положение для оси с большим числом оборотов.
[См. "Спецификацию большого числа оборотов" в Руководстве по
специальным функциям дополнительной оси (поворотной оси).]
(2) Ось В с большим числом оборотов (ни 5-я, ни 6-я оси не подключены и в
дополнительном параметре (бите) ЧПУ №39, бит 4 установлена "1")
- Ось В действует таким же образом, как и в том случае, где питание
включается/выключается или устройство ЧПУ возвращено в исходное
положение для оси с большим числом оборотов.
[См. "Спецификацию большого числа оборотов" в Руководстве по
специальным функциям дополнительной оси (поворотной оси).]
6103-Е 248
РАЗДЕЛ 26. ОСЬ В I/L С ДВУМЯ ПОВОРОТНЫМИ СТОЛАМИ
Неограниченная ось (ни 5-я, ни 6-я ось не подключена и в дополнительном
параметре (бите) ЧПУ №39, бит 4 установлен "0")
- Соответствует спецификациям для оси с неограниченным числом оборотов.
Поворот оси В в исходное положение
(1) Ограничение вращения оси В (когда ось 5 или ось 6 подключена или
подключены обе оси)
Ось В находится в исходном положении.
Заданные значения исходного положения оси В, которые установлены на
экране исходного положения, отображенном в режиме установки параметров,
не округляются до диапазона от 0,0000 до 359,9999.
(2) Ось с большим числом оборотов (ни 5-я, ни 6-я оси не подключены и в
дополнительном параметре (бите) ЧПУ №39, бит 4 установлена "1")
Заданные значения исходного положения оси В, которые установлены на
экране исходного положения, отображенного в режиме установки параметров,
округляются до диапазона от 0,0000 до 359,9999.
Ось В вращается из фактического положения в положение, физически равное
исходному положению. (Это обычная спецификация для оси с большим числом
оборотов.)
(3)
Исходное
положение
Положение (МС)
В данном примере исходное положение составляет 0°.
(А) Если фактическое положение составляет 240°
Ось В поворачивается по часовой стрелке из фактического положения в
положение 360°, которое физически равно исходному положению.
(В) Если фактическое положение составляет 120°
Ось В поворачивается против часовой стрелки из фактического положения в
положение 0°.
(С) Если фактическое положение составляет 180° (посредине между двумя
исходными положениями), ось В поворачивается точно так же, как описано в п.
(А).
6103-Е 249
РАЗДЕЛ 26. ОСЬ В I/L С ДВУМЯ ПОВОРОТНЫМИ СТОЛАМИ
26-4. СПЕЦИФИКАЦИИ ОСИ С БОЛЬШИМ ЧИСЛОМ ОБОРОТОВ
(1)
(2)
Если ось В является делительно-поворотным столом
- Обозначение команды оси В с помощью G31, G11, G236 или G92 приводит к
появлению следующего сообщения о неполадке:
2359 Alarm B Data word: rotating axis command 2
- Обозначение команды оси В с помощью G02/03 или G41/42 приводит к
появлению следующего сообщения о неполадке:
2359 Alarm B Data word: rotating axis command 1
- Для оси В с большим числом оборотов G91 можно установить с осью В.
- Когда код G60 указан с осью В, то ось В перемещается в заданное
положение, но направление перемещения не однонаправленное.
- Ось В не относится к линейной интерполяции.
- Что касается оси В с большим числом оборотов, то она вращается по
часовой стрелке, если ее позиционное значение увеличивается, ось В
вращается против часовой стрелки, если ее позиционное значение
уменьшается.
Если ось В не является осью с большим числом оборотов, то направление ее
вращения соответствует команде М15/16.
- Что касается оси В с большим числом оборотов, зеркальное отображение
активируется при обозначении G90/91.
- Что касается оси В с большим числом оборотов, если предпринят перезапуск
последовательности, по позиция оси В преобразуется в позицию, где ось В
может быть возвращена при вращении, в позицию 360°. Затем ось
вращается в позицию перезапуска.
Если ось В не является делительно-поворотным столом
- Обозначение команды оси В с помощью G41, G42 приводит к появлению
следующего сообщения о неполадке:
2359 Alarm B Data word: rotating axis command 1
- Если ось с большим числом оборотов, то ось В можно указывать с помощью
G91.
- Если с осью В указан G60, то ось В располагается в заданной позиции при
перемещении в одном направлении.
- С осью В возможна круговая интерполяция.
- Если ось В с большим числом оборотов, то она вращается по часовой
стрелке, если позиционное значение увеличивается, если позиционное
значение уменьшается, то позиционное значение уменьшается. Если это не
В-ось с большим числом оборотов, то направление вращения соответствует
команде М15/16.
6103-Е 250
РАЗДЕЛ 26. ОСЬ В I/L С ДВУМЯ ПОВОРОТНЫМИ СТОЛАМИ
26-5. НЕПОЛАДКИ
2268 Alarm-B Plus travel limit over
Заданное значение превышает положительный предел хода.
[Индекс]
ОСЬ
[Строка символов]
Нет
[Код]
8
Указанное заданное значение оси В превышает положительный предел диапазона
вращения оси В. Или была указана команда для перемещения оси В в диапазон
вращения оси, хотя ось В расположена за границами положительного предела хода.
[Возможные местоположения неполадки]
- Предел хода не установлен в системном параметре для вращения оси В или
установлено неверное значение.
[Необходимые меры]
- Просмотрите заданное значение
- Установите правильные значения в параметрах.
2269 Alarm-B Minus travel limit over
Заданное значение превышает отрицательный предел хода.
[Индекс]
ОСЬ
[Строка символов]
Нет
[Код]
8
Указанное заданное значение оси В превышает отрицательный предел диапазона
вращения оси В. Или была указана команда для перемещения оси В в диапазон
вращения оси, хотя ось В расположена за границами отрицательного предела хода.
[Возможные местоположения неполадки]
- Предел хода не установлен в системном параметре для вращения оси В или
установлено неверное значение.
[Необходимые меры]
- Просмотрите заданное значение
- Установите правильные значения в параметрах.
4277 B-axis swivel limit
[Индекс]
Нет
[Строка символов]
Нет
[Код]
6103-Е 251
РАЗДЕЛ 26. ОСЬ В I/L С ДВУМЯ ПОВОРОТНЫМИ СТОЛАМИ
1
При ручной подаче оси кнопка подачи оси нажата для перемещения оси В за
границы предела вращения, хотя ось В уже достигла передела диапазона вращения
(установленного в параметре).
Либо кнопка подачи оси нажата, хотя ось В расположена за границами диапазона
вращения (установленного в параметрах).
Данное сообщение о неполадке останавливается, когда кнопка подачи оси отпущена
или кнопка рабочей подачи выключена.
[Необходимые меры]
Так как поворот оси В из-за пределов диапазона вращения в диапазон вращения
невозможен, измените предельное значение перемещения диапазона вращения оси
В (путем повторной установки соответствующего системного параметра).
6103-Е 252
РАЗДЕЛ 27. ФУНКЦИЯ БЛОКИРОВКИ ВРАЩЕНИЯ ОСИ В
РАЗДЕЛ 27. ФУНКЦИЯ БЛОКИРОВКИ ВРАЩЕНИЯ ОСИ В
27-1. ОБЗОР
Из-за размера палеты и профиля крепления, установленного на палете, шпиндель
будет взаимодействовать с устройством АРС, когда будет предпринята попытка
вращения оси В около положительного предела оси Z. Когда будет предпринята
попытка вращения оси В около отрицательного предела оси Z, то шпиндель будет
взаимодействовать со шпиндельной головкой.
Для предотвращения таких взаимодействий станок ограничивает диапазон
перемещения оси Z, в соответствии с углом оси В. Это называется блокировкой оси
В.
Блокировка эффективна во всех рабочих режимах (автоматическом, режиме ручного
ввода данных и ручном), даже в режиме блокировки станка.
27-2. УСТАНОВКИ ПАРАМЕТРА
Экран блокировки вращения оси В
6103-Е 253
РАЗДЕЛ 27. ФУНКЦИЯ БЛОКИРОВКИ ВРАЩЕНИЯ ОСИ В
Отображаемое имя
B-AXIS INTERLOCK
ENABLE
B-AXIS ROTATING ZAREA P-LIMIT ENABLE
B-AXIS ROTATING
Z-AREA P-LIMIT
B-AXIS ROTATING
Z-AREA N-LIMIT
ENABLE
B-AXIS ROTATING ZAREA N-LIMIT
B-AXIS ROTATING
DISABLE AREA ENTER
B0
B-AXIS ROTATING
DISABLE AREA ENTER
B90
B-AXIS ROTATING
DISABLE AREA ENTER
B180
B-AXIS ROTATING
DISABLE AREA ENTER
B270
Описание
Эффективная
команда
Активирует или деактивирует блокировку Выбрать из
вращения оси В.
альтернативного
меню.
Активирует или деактивирует вращение
Выбрать из
оси В с осью Z, расположенной в верхнем альтернативного
пределе (описание будет дано позже).
меню.
Блокировка не действует на верхнем
пределе оси Z, если установлено
значение DISABLE.
Устанавливает верхний редел оси Z
SET, ADD, CAL
диапазона, куда ось Z может входить с
Формула
осью В, расположенного в области
вычисления:
отличной от неактивной области.
Фактическое
Установите предел в системе координат положение – Нуль
станка.
станка +
Установленное
значение
Активирует или деактивирует вращение
Выбрать из
оси В с нижним пределом,
альтернативного
расположенным на оси Z (описание будет меню.
дано позднее). Блокировка не действует в
верхнем пределе оси Z, когда данная
функция не активна.
Устанавливает нижний предел оси Z
SET, ADD, CAL
диапазона, куда ось Z может войти, когда Формула
ось В расположена в области, отличной от вычисления:
неактивной области. Установите предел в Фактическое
системе координат станка.
положение – Нуль
станка +
Установленное
значение
Активирует или деактивирует ввод оси Z в Выбрать из
зону блокировки вращения оси В с осью Z, альтернативного
расположенной в позиции В0.
меню.
Активирует или деактивирует ввод оси Z в Выбрать из
зону блокировки вращения оси В с осью
альтернативного
Z, расположенной в позиции В90.
меню.
Активирует или деактивирует ввод оси Z в Выбрать из
зону блокировки вращения оси В с осью
альтернативного
Z, расположенной в позиции В180.
меню.
Активирует или деактивирует ввод оси Z в Выбрать из
зону блокировки вращения оси В с осью
альтернативного
Z, расположенной в позиции В270.
меню.
Диапазон
По
установки
умолчанию
DISABLE/ ENABLE ENABLE
(деактивировать/
активировать)
DISABLE/ ENABLE ENABLE
(деактивировать/
активировать)
От -99999,999 до
+99999,999 мм
0
DISABLE/ ENABLE ENABLE
(деактивировать/
активировать)
От -99999,999 до
+99999,999 мм
0
ENABLE/ DISABLE
(активировать/
деактивировать)
ENABLE/ DISABLE
(активировать/
деактивировать)
ENABLE/ DISABLE
(активировать/
деактивировать)
ENABLE/ DISABLE
(активировать/
деактивировать)
DISABLE
DISABLE
DISABLE
DISABLE
6103-Е 254
РАЗДЕЛ 27. ФУНКЦИЯ БЛОКИРОВКИ ВРАЩЕНИЯ ОСИ В
27-3. КОНТРОЛЬ НА ОТСУТСТВИЕ СТОЛКНОВЕНИЙ
Когда блокировка вращения оси В активирована, для предотвращения
взаимодействия функция блокировки запрещает следующие операции во всех
режимах работы. Если блокировка не активна, то она не применяется к данным
операциям.
27-3-1. БЛОКИРОВКА В АВТОМАТИЧЕСКОМ РЕЖИМЕ РАБОТЫ ИЛИ В РЕЖИМЕ РУЧНОГО ВВОДА
ДАННЫХ
Если ось Z уже расположена в положении выше своего верхнего предела (вращение
оси В, верхний предел оси Z активирован) или ниже своего нижнего предела
(вращение оси В, нижний предел оси Z активирован), или указанная команда оси Z
больше верхнего предела оси Z (вращение оси В, верхний предел оси Z
активирован) или меньше нижнего предела (вращение оси В, нижний предел оси Z
активирован), то функция блокировки создает неполадку в зависимости от
положения оси В.
Здесь фактическое положение и заданное положение включают величину ручного
сдвига.
(1) Без команды оси В
Если фактическое положение оси В расположено не в углу в зоне деактивации
вращения оси В, функция блокировки создает неполадку В, чтобы остановит
работу станка.
(2) С командой оси В
Если ось В уже расположена в углу зоны деактивации вращения оси В и не
двигается, то станок создает неполадку В, чтобы прекратить работу.
(3) Когда ось Z уже расположена в позиции выше верхнего предела (вращение оси
В верхний предел оси Z активирован) или ниже нижнего предела (вращение оси
В, нижний предел оси Z активирован), то команда оси Z для перемещения в
диапазон верхнего/нижнего предела для вращения оси В эффективна до тех
пор, пока не будет создана команда оси В. В этом случае функция блокировки не
создает неполадку независимо от фактического положения оси В.
Вышеуказанная блокировка также накладывается на перемещения в исходные
положения с помощью М6 или G30. Для перемещения осей в их исходные
положения без создания неполадки определите порядок перемещения оси таким
образом, чтобы не активировать вышеуказанные блокировки.
6103-Е 255
РАЗДЕЛ 27. ФУНКЦИЯ БЛОКИРОВКИ ВРАЩЕНИЯ ОСИ В
27-3-2. БЛОКИРОВКИ ПРИ РУЧНОЙ ПОДАЧЕ
Если вы предпримите перемещение оси Z за пределы диапазона верхнего/нижнего
предела оси Z (когда вращение оси В, верхний/нижний предел оси Z активирован)
для вращения оси В путем ручной подачи во время ручного прерывания или в
ручном режиме работы без расположения оси В в углу зоны деактивации вращения
оси В, станок вызывает появление неполадки А для прекращения работы.
Станок создает неполадку путем оценки команды оси Z. Следовательно, возможны
случаи, когда фактическое положение находится не выше зоны вращения оси В,
когда происходит сброс неполадки А. Это не считается необычным случаем, так как
двигатель на время приостанавливается после создания команды.
Блокировка также распространяется на перемещения в исходные положения ручной
подачей.
Данная блокировка так же проверяет следующие команды и создает неполадку в
соответствии с: перекрытием импульсной ручки в автоматическом режиме или в
режиме ручного ввода данных, командой для оси, диапазон перемещения которой
нельзя определить только с помощью начальной и конечной точек, такой как
командой круговой интерполяции и подачи оси по наклонной.
27-3-3. БЛОКИРОВКА В КОМАНДЕ РУЧНОЙ ПОДАЧИ
(1) Перемещения оси Z
Когда фактическое положение оси В (координата станка) расположено не в углу
области деактивации вращения оси В, а фактическое положение оси Z за
границами нижнего/верхнего предела (когда активирован верхний/нижний
предел оси Z вращения оси В), то ускоренная подача оси Z, рабочая подача
(JOG – толчковое перемещение) или подача с помощью импульсной ручки в
направлении, в котором ось Z превышает диапазон, приведет к появлению
неполадки В. В этом случае станок игнорирует созданную команду. Если будет
предпринята попытка перемещения оси Z из верхнего/нижнего предельного
диапазона для вращения оси В за границы, то сработает блокировка, описанная
в п. "27-3-2. Блокировка при ручной подаче", выведется сообщение о неполадке
А.
Направления, в которых ось Z превышает диапазон:
Фактическое положение оси Z выше верхнего предела (когда активирован
верхний предел оси Z, вращение оси В) → Положительное направление
Фактическое положение ниже нижнего предела (когда активирован верхний
предел оси Z, вращение оси В) → Отрицательное направление
(2) Перемещения оси В
Когда фактическое положение оси Z (координата станка) находится за границей
верхнего/нижнего предельного диапазона для вращения оси В (когда
верхний/нижний предел оси Z, вращение оси В активированы), обозначение
команды перемещения оси В, такое как ручная подача оси В, толчковая подача в
ручном режиме или подача с помощью импульсной ручки вызывает появление
неполадки В и станок игнорирует созданную команду.
Однако, на станке с индексируемой осью В, возможна только ускоренная
подача, так как эффективен код спецификации ЧПУ №18, бит 1 (работа
делительно-поворотного стола в ручном режиме).
6103-Е 256
РАЗДЕЛ 27. ФУНКЦИЯ БЛОКИРОВКИ ВРАЩЕНИЯ ОСИ В
27-4. НЕПОЛАДКИ
27-4-1. НЕПОЛАДКА А
1279 Axis movement prohibition
Когда ось В расположена не в углу области деактивации вращения оси В, ось Z
превысила верхний/нижний предельный диапазон для вращения оси В.
[Индекс]
ОСЬ (ось Z)
[Строка символов]
Нет
[Код]
8
[Необходимые меры]
- Переместите ось Z в верхний/нижний предельный диапазон для вращения оси В.
- Переместите ось В в любой угол области деактивации вращения оси В.
- Деактивируйте функция блокировки вращения оси В.
27-4-2. НЕПОЛАДКА В
2430 Axis interlock
Было предпринято вращение оси В в направлении, в котором ось Z превысит
диапазон, когда ось В не расположена под любым углом к области деактивации
вращения оси В и, когда ось Z была за пределами диапазона верхнего/нижнего
предела для вращения оси В.
Или было предпринято вращение оси В, когда ось Z находилась за пределами
диапазона верхнего/нижнего предела для вращения оси В.
Или ось Z расположена за пределами диапазона верхнего/нижнего предела для
вращения оси В в автоматическом режиме или режиме MDI, но ось В расположена в
углу области деактивации вращения оси В.
Направления, в которых ось Z превысит диапазон:
Фактическое положение оси Z выше верхнего предела для вращения оси В →
Положительное направление
Фактическое положение оси Z ниже нижнего предела для вращения оси В →
Отрицательное направление
[Индекс]
ОСЬ
[Строка символов]
Нет
[Код]
Код: 11 В автоматическом или MDI режиме ось Z за пределами диапазона
верхнего/нижнего предела для вращения оси В. Или значение команды
оси Z превышает верхний предел для вращения оси В, но ось В
расположена не в углу области деактивации вращения оси В (координата
станка).
12 Когда ось Z была за пределами диапазона верхнего/нижнего предела для
вращения оси В, подача импульсной ручкой была предпринята в
6103-Е 257
РАЗДЕЛ 27. ФУНКЦИЯ БЛОКИРОВКИ ВРАЩЕНИЯ ОСИ В
направлении, в котором ось Z превышает диапазон. Либо было
предпринято вращение оси В в вышеуказанном состоянии.
13 Когда ось Z была за пределами диапазона верхнего/нижнего предела для
вращения оси В, ручная поперечная подача или импульсная подача была
предпринята в направлении, в котором ось Z превысит диапазон. Либо
было предпринято вращение оси В в вышеуказанном состоянии.
14 Когда ось Z была за пределами диапазона верхнего/нижнего предела для
вращения оси В, была предпринята попытка вращения оси В
индексированного типа.
[Необходимые меры]
Код: 11 Расположите ось В в углу зоны деактивации вращения оси В. Либо
переместите ось Z в диапазон верхнего/нижнего предела для вращения
оси В.
12 Переместите ось Z в диапазон верхнего/нижнего предела для вращения
оси В.
13 Переместите ось Z в диапазон верхнего/нижнего предела для вращения
оси В.
14 Переместите ось Z в диапазон верхнего/нижнего предела для вращения
оси В.
6103-Е 258
РАЗДЕЛ 28. ТЕХНИЧЕСКИЕ УСЛОВИЯ НА ДОПОЛНИТЕЛЬНУЮ ПАНЕЛЬ УПРАВЛЕНИЯ
УСТРОЙСТВОМ АТС
РАЗДЕЛ 28. ТЕХНИЧЕСКИЕ УСЛОВИЯ НА ДОПОЛНИТЕЛЬНУЮ ПАНЕЛЬ
УПРАВЛЕНИЯ УСТРОЙСТВОМ АТС (АВТОМАТИЧЕСКАЯ СМЕНА
ИНСТРУМЕНТОВ)
28-1. ОБЗОР
Дополнительная панель управления устройством АТС позволяет пользователям
управлять подачей и извлечением инструмента, редактированием данных
инструмента, установленных в таблице MAGAZINE INFO на экране данных
инструмента TOOL DATA. Дополнительная панель управления обладает функцией
автоматического индексирования указанного гнезда магазина АТС в позицию смены
инструмента в магазине. С помощью данной функции время установки можно
уменьшить перемещение между ближайшим положением магазина АТС и панели
управления ЧПУ.
На рисунке далее показана конфигурация оборудования с дополнительной панелью
управления АТС. Фактическая конфигурация может отличаться от той, что дана на
рисунке, в зависимости от технических условий на устройство АТС.
Индикация выбора магазина №2
Индикация выбора магазина №1
Сенсорная панель
Панель управления магазином
6103-Е 259
РАЗДЕЛ 28. ТЕХНИЧЕСКИЕ УСЛОВИЯ НА ДОПОЛНИТЕЛЬНУЮ ПАНЕЛЬ УПРАВЛЕНИЯ
УСТРОЙСТВОМ АТС
28-2. РУЧНАЯ ПАНЕЛЬ УПРАВЛЕНИЯ МАГАЗИНОМ
28-2-1. РУЧНАЯ ПАНЕЛЬ УПРАВЛЕНИЯ МАГАЗИНОМ: СТАНДАРТНЫЙ МАГАЗИН И
МУЛЬТИМАГАЗИН
(1)
(2)
(3)
(4)
Ручной прерыватель работы магазина Manual Interrupt
Ручная панель управления магазином вводит состояние ручного прерывания
магазина, когда ручной прерыватель магазина установлен в положение
включения "ON", активируется индексирование магазина.
Светодиод ручного прерывания магазина
Светодиод ручного прерывания магазина загорается, когда ручная панель
управления магазином входит в состояние ручного прерывания магазина.
Переключатель вращения по часовой стрелке (CW)/против часовой стрелки
(CCW)
В состоянии ручного прерывания магазина, нажатие переключателя CW/CCW
вызывает прямое/обратное вращение магазина.
Переключатель автоматического индексирования Auto Index
6103-Е 260
РАЗДЕЛ 28. ТЕХНИЧЕСКИЕ УСЛОВИЯ НА ДОПОЛНИТЕЛЬНУЮ ПАНЕЛЬ УПРАВЛЕНИЯ
УСТРОЙСТВОМ АТС
(5)
(6)
(7)
Когда переключатель Auto Index нажат в состоянии ручного прерывания
магазина, номер гнезда, указанный с сенсорной панели, индексируется в
положение гнезда ручной смены инструмента.
- Ввод переключателя Auto Index игнорируется при индексировании прямого
или обратного вращения.
- Когда номер гнезда, указанный с сенсорной панели, "0", то номер гнезда
такой же, что и номер гнезда, индексированного в текущее положение ручной
смены инструмента или, если номер гнезда больше максимального значения
для номера гнезда, то ввод переключателя Auto Index игнорируется.
Светодиод блокировки дверцы магазина (Door Interlock)
Когда концевой переключатель закрывания дверцы магазина выключен во
время работы устройства АТС или магазина, то появляется неполадка
состояния блокировки дверцы магазина и загорается светодиод блокировки
дверцы магазина.
Переключатель перезапуска (Restart)
Этот переключатель используется для удаления неполадки состояния
блокировки дверцы магазина и перезапуска работы устройства АТС.
Светодиод выбора магазина
Этот светодиод горит для того, чтобы указать выбранный магазин согласно
номеру гнезда, указанному на сенсорной панели.
28-2-2. РУЧНАЯ РАБОТА МАГАЗИНА: МАТРИЧНЫЙ МАГАЗИН (MA-400H)
(1) Переключатель ручного прерывания магазина
Ручная панель управления магазином входит в состояние ручного прерывания
магазина, когда переключатель ручного прерывания магазина включен и
операции вызова и сохранения активны.
(2) Светодиод ручного прерывания магазина
Светодиод ручного прерывания магазина включается, когда ручная панель
управления магазином входит в состояние ручного прерывания магазина.
(3) Светодиод вызова CALL
Данный светодиод загорается, когда кнопка Call активирована и мигает, когда
выполняется операция вызова.
(4) Кнопка вызова CALL
Нажмите эту кнопку для переноса гнезда на стеллаже для выбранных
инструментов в положение ручной смены инструмента (операция вызова).
(5) Светодиод сохранения Store
Данный светодиод загорается, когда кнопка Store активирована и мигает во
время запуска операции сохранения.
(6) Кнопка сохранения Store
Нажмите данную кнопку, чтобы сохранить гнездо, которое было вызвано
обратно в позицию ручной смены инструмента на стеллаже для выбранных
инструментов (операция сохранения).
(7) Светодиод блокировки дверцы
Когда переключатель подтверждения закрывания дверцы магазина выключен
во время работы АТС и операции вызова/сохранения, станок входит в
6103-Е 261
РАЗДЕЛ 28. ТЕХНИЧЕСКИЕ УСЛОВИЯ НА ДОПОЛНИТЕЛЬНУЮ ПАНЕЛЬ УПРАВЛЕНИЯ
УСТРОЙСТВОМ АТС
(8)
состояние блокировки дверцы магазина и загорается светодиод блокировки
дверцы магазина.
Переключатель перезапуска Restart
Этот переключатель используется для снятия состояния блокировки дверцы
магазина и перезапуска работы устройства АТС.
28-2-3. РУЧНАЯ РАБОТА МАГАЗИНА: МАТРИЧНЫЙ МАГАЗИН (С ЗАХВАТНЫМ УСТРОЙСТВОМ ДЛЯ
ПОДГОТОВКИ СЛЕДУЮЩЕГО ИНСТРУМЕНТА)
(1) Переключатель MG MANUAL INT.
Когда переключатель MG MANUAL INT. включен, установлено состояние
ручного прерывания магазина, активируя операции вызова и сохранения.
(2) Светодиод MG MANUAL INT.
Светодиод MG MANUAL INT. включается, когда установлено состояние ручного
прерывания магазина.
(3) Светодиод вызова CALL
Светодиод CALL горит, когда кнопка CALL активна, и мигает, когда начинается
операция вызова.
(4) Кнопка вызова CALL
Когда нажата эта кнопка, гнездо на стеллаже для выбранных инструментов
переходит в позицию ручной смены инструмента (операция вызова).
(5) Светодиод сохранения STORAGE
Данный светодиод горит, когда активна кнопка STORAGE, и мигает, когда
начинается операция сохранения.
(6) Кнопка сохранения STORAGE
Когда нажата кнопка, гнездо, которое было вызвано в позицию ручной смены
инструмента, сохраняется в исходном положении на стеллаже инструментов
(операция сохранения).
6103-Е 262
РАЗДЕЛ 28. ТЕХНИЧЕСКИЕ УСЛОВИЯ НА ДОПОЛНИТЕЛЬНУЮ ПАНЕЛЬ УПРАВЛЕНИЯ
УСТРОЙСТВОМ АТС
(7)
(8)
(9)
(10)
(11)
(12)
(13)
(14)
Светодиод блокировки дверцы DOOR INTERLOCK
Когда сигал подтверждения закрывания дверцы магазина выключен во время
работы АТС, операции вызова или сохранения, то станок переходит в
состояние блокировки дверцы магазина и загорается светодиод DOOR
INTERLOCK.
Копка перезапуска RESTART
Данная кнопка используется для снятия блокировки дверцы магазина и
перезапуска операции.
Светодиод возврата следующего инструмента NEXT TOOL RETURN
Данный светодиод горит, когда активна кнопка NEXT TOOL RETURN, и мигает,
когда начинается операция возврата следующего инструмента.
Кнопка возврата следующего инструмента NEXT TOOL RETURN
Данная кнопка используется для возврата следующего инструмента, который
был подготовлен в позиции переноса для возврата станка в исходный стеллаж
для сменных инструментов.
Светодиод повторной подготовки следующего инструмента NEXT TOOL REPREPARATION
Этот светодиод горит, когда активна кнопка NEXT TOOL RE-PREPARATION, и
мигает, когда начинается операция повторной подготовки инструмента.
Кнопка повторной подготовки следующего инструмента NEXT TOOL REPREPARATION
Кнопка используется для переноса инструмента, который вернулся в стеллаж
для сменных инструментов с помощью кнопки NEXT TOOL RETURN, в позицию
переноса инструмента для станка.
Светодиод NG TOOL (1 – 4)
Когда NG-инструмент находится в станции установки NG-инструмента на
палету, то загорается светодиод под определенным номером NG-инструмента.
Светодиод мигает, когда NG-инструмент получен, и выключается, когда нажата
кнопка NG TOOL COLLECT CONFIRMATION после того, как получен NGинструмент.
Кнопка NG TOOL COLLECT CONFIRMATION
Нажмите эту кнопку, когда NG-инструмент был получен из станции установки
NG-инструмента на палету. Затем подтверждается получение NG-инструмента
и данные станции установки NG-инструмента на палету удаляются.
6103-Е 263
РАЗДЕЛ 28. ТЕХНИЧЕСКИЕ УСЛОВИЯ НА ДОПОЛНИТЕЛЬНУЮ ПАНЕЛЬ УПРАВЛЕНИЯ
УСТРОЙСТВОМ АТС
6103-Е 264
РАЗДЕЛ 28. ТЕХНИЧЕСКИЕ УСЛОВИЯ НА ДОПОЛНИТЕЛЬНУЮ ПАНЕЛЬ УПРАВЛЕНИЯ
УСТРОЙСТВОМ АТС
28-3. РУЧНАЯ РАБОТА МАГАЗИНА
28-3-1. ИНДЕКСИРОВАНИЕ МАГАЗИНА (СТАНДАРТНЫЙ МАГАЗИН ИЛИ МУЛЬТИМАГАЗИН)
(1) Индексирование при прямом/обратном вращении
Магазин начинает индексирование по верхнему краю сигнала переключения
вращения по часовой стрелке/против часовой стрелки и располагает ближайшее
гнездо по нижнему краю сигнала.
Ввод переключателя автоматического индексирования игнорируется при
индексировании в прямом или обратном направлении вращения.
(2) Автоматическое индексирование
Когда переключатель Auto Index включен, магазин индексирует гнездо, номер
которого установлен с помощью сенсорной панели в позицию ручной смены
инструмента.
(3) Позиция ручной смены инструмента
Параметры
- MACHINE AXIS PARAMETER(MA) ZERO OFFSET: используется для
расположения магазина с помощью команды АТС.
- MACHINE USER PARAMETER No.7-2 18: используется для расположения
гнезда для ручной смены инструмента.
MACHINE USER PARAMETER
No. 7-2
ATC/ TOOL EX CHANGE
TOOL EX CHANGE POSITION
Команда: Установка
По умолчанию: 0
18
Максимальное значение: 0
Максимальное значение: Число гнезд в одной матрице магазина – 1
Единица: нет
Этот параметр используется для определения позиции гнезда для ручной смены
инструмента, подсчитывая количество гнезд от позиции гнезда для смены
инструмента АТС до положения гнезда для ручной смены инструмента в обратном
направлении вращения магазина.
Позиция гнезда для ручной смены инструмента общая для всех магазинов
Пример) В примере далее гнездо №16 установлено в качестве позиции гнезда для
ручной смены инструмента, учитывая, что направление прямого
вращения магазина – по часовой стрелке.
Позиция гнезда для
смены
инструмента
АТС (нуль)
Позиция гнезда для ручной смены
инструмента (параметр пользователя
станка №7-2 18)
6103-Е 265
РАЗДЕЛ 28. ТЕХНИЧЕСКИЕ УСЛОВИЯ НА ДОПОЛНИТЕЛЬНУЮ ПАНЕЛЬ УПРАВЛЕНИЯ
УСТРОЙСТВОМ АТС
28-3-2. РАБОТА МАГАЗИНА В РУЧНОМ РЕЖИМЕ (МАТРИЧНЫЙ МАГАЗИН [MA-400H])
Информация о работе магазина в ручном режиме (матричный магазина [MA-400H])
представлена в Технических Условиях на матричный магазин АТС MA-400H в
Руководстве по специальным функциям MA-H/MD-H/MB-H.
28-3-3. РАБОТА МАГАЗИНА В РУЧНОМ РЕЖИМЕ (МАТРИЧНЫЙ МАГАЗИН С ЗАХВАТНЫМ
ПРИСПОСОБЛЕНИЕМ ДЛЯ ПОДГОТОВКИ СЛЕДУЮЩЕГО ИНСТРУМЕНТА)
Информация о работе магазина в ручном режиме (матричный магазин с захватным
приспособлением для подготовки следующего инструмента) представлена в
"Технических условиях на матричный магазин (с захватным приспособлением для
подготовки следующего инструмента)" в Руководстве по специальным функциям MAH/MD-H/MB-H.
6103-Е 266
РАЗДЕЛ 28. ТЕХНИЧЕСКИЕ УСЛОВИЯ НА ДОПОЛНИТЕЛЬНУЮ ПАНЕЛЬ УПРАВЛЕНИЯ
УСТРОЙСТВОМ АТС
28-4. СЕНСОРНАЯ ПАНЕЛЬ
28-4-1. КОНФИГУРАЦИЯ ОКНА
На сенсорной панели располагается окно меню MENU и еще пять других окон,
которые попеременно меняются с окном MENU.
Подробная информация для каждого окна дана далее.
0: Окно меню MENU
1: Окно индексирования инструмента/гнезда TOOL/POT INDEX
2: Окно индексирования NG-инструмента NG TOOL INDEX
3: Окно таблицы с номером гнезда и инструмента POT & TOOL NO. TABLE
4: Окно установки данных инструмента TOOL DATA SET UP
5: Окно станции установки NG-инструментов на спутники NG TOOL BUFFER ST (это
окно может не отображаться в зависимости от технических условий магазина).
"4: Окно установки данных инструмента TOOL DATA SET UP" включает в себя
следующие пять страниц.
4-1: TOOL DATA SET UP-1 (№ гнезда, № инструмента, № группы)
4-2: TOOL DATA SET UP-1 (величина коррекции на длину первого инструмента)
(величина коррекции на длину-профиль первого инструмента/величина
износа-длины первого инструмента, величина радиуса-профиля первого
инструмента/величина износа-радиуса первого инструмента) [*]
4-3: TOOL DATA SET UP-2 (величина коррекции на длину второго инструмента)
(величина коррекции на длину-профиль второго инструмента/величина
износа-длины второго инструмента, величина радиуса-профиля второго
инструмента/величина износа-радиуса второго инструмента) [*]
4-4: TOOL DATA SET UP-3 (величина коррекции на длину третьего инструмента)
(величина коррекции на длину-профиль третьего инструмента/величина
износа-длины третьего инструмента, величина радиуса-профиля третьего
инструмента/величина износа-радиуса третьего инструмента) [*]
4-5: TOOL DATA SET UP-5 (режим управления инструментом, срок службы
инструмента, состояние [OK/NG])
[*]
Когда присутствует функция коррекции на износ инструмента
6103-Е 267
РАЗДЕЛ 28. ТЕХНИЧЕСКИЕ УСЛОВИЯ НА ДОПОЛНИТЕЛЬНУЮ ПАНЕЛЬ УПРАВЛЕНИЯ
УСТРОЙСТВОМ АТС
28-4-2. ПОДРОБНАЯ ИНФОРМАЦИЯ ОБ ОКНАХ
Окно MENU (меню)
Это окно появляется во время включения станка.
Когда нажат сенсорный переключатель, происходит переход к соответствующему
окну.
Окно MENU появляется, когда в каждом окне нажата кнопка MENU.
Окно TOOL/POT INDEX (индексирование инструмента/гнезда)
Окно TOOL/POT INDEX для стандартного магазина и мультимагазина
Номер гнезда, используемый в качестве позиции ручной смены инструмента,
указывается как текущее положение магазина.
Указанное гнездо или инструмент можно проиндексировать в положение ручной
смены инструмента, указав номер гнезда или инструмента и нажав переключатель
Auto Index на панели ручного управления магазином.
6103-Е 268
РАЗДЕЛ 28. ТЕХНИЧЕСКИЕ УСЛОВИЯ НА ДОПОЛНИТЕЛЬНУЮ ПАНЕЛЬ УПРАВЛЕНИЯ
УСТРОЙСТВОМ АТС
Название окна
Отображает название окна, отображенного на сенсорной панели.
(2) Лампа ERROR
Загорается, когда возникает ошибка во время работы сенсорной панели.
(3) Отображение номера ошибки
Отображает номер ошибки, когда ошибка появляется во время работы
сенсорной панели (подробная информация дана в подразделе "28-5. Список
ошибок").
(4) Кнопка ER. CLR
Удаляет ошибку, вызванную ошибочной операцией сенсорной панели.
Лампа ERROR выключается и номер ошибки обнуляется (0000).
(5) Кнопка MENU
Экран переходит к окну меню MENU.
(6) MG No.
Загорается номер магазина для автоматического индексирования.
(7) POT No.
Отображается номер гнезда, расположенного в позиции ручной смены
инструмента каждого магазина.
(8) TOOL No.
Отображается номер инструмента, расположенного в положении ручной смены
инструмента каждого магазина. Если инструмент не установлен, то
отображается "**".
(9) INDEX POT No.
Отображается номер гнезда, индексируемого автоматически. Такое же
значение остается в окне до тех пор, пока заново не будет установлена
следующая команда.
(10) Блок для ввода
Способ ввода символов и чисел с помощью сенсорной панели можно
переключить с помощью круглых переключателей, расположенных в верхней
части окна.
Блок с цифрами появляется, когда отображается окно Menu. Буквенный блок
(1) (А – М) отображается при нажатии клавиши "А- М". Буквенный блок (2) (N –
Z) отображается при нажатии клавиши "N-Z"
(1)
Цифровой блок
Буквенный блок (1) (А-М)
Буквенный блок (2) (N-Z)
6103-Е 269
РАЗДЕЛ 28. ТЕХНИЧЕСКИЕ УСЛОВИЯ НА ДОПОЛНИТЕЛЬНУЮ ПАНЕЛЬ УПРАВЛЕНИЯ
УСТРОЙСТВОМ АТС
(11) Столбец для ввода
Отображает строку символов, введенную из блока ввода, расположенного в
нижней части экрана. Установленное значение появляется в верхней части
столбца после подтверждения путем нажатия кнопки ввода "Enter".
При смене окна столбец ввода в нижней части очищается.
(12) Кнопки POT SELECT и TOOL SELECT
Выбирается, что используется: номер гнезда или номер инструмента для
спецификации автоматической идентификации. Состояние, установленное
последним, удерживается, когда питание выключено и снова включено.
Окно TOOL/POT INDEX для матричного магазина (MA-400H)
Укажите номер гнезда или номер инструмента и нажмите клавишу CALL на панели
ручного управления, чтобы выполнить индексирование указанного гнезда
(инструмента) в положение ручной смены инструмента.
(1)
(2)
(3)
(4)
Лампа ERROR
Загорается, когда возникает ошибка во время работы сенсорной панели или
при неправильном запуске с операцией вызова или сохранения или при
временном пределе.
Отображение № ошибки
Отображает номер ошибки, когда ошибка возникает в работе сенсорной панели
или при неправильном запуске с операцией вызова или сохранения или при
временном пределе (подробная информация об ошибках дана в подразделе
"28-5. Список ошибок").
POT No.
Отображает № гнезда для вызова или сохранения. Такое же значение остается
в окне до тех пор, пока не будет указана новая команда индексирования.
TOOL No.
Отображает № инструмента для вызова или сохранения. Такое же значение
остается в окне до тех пор, пока не будет указана новая команда
индексирования.
6103-Е 270
РАЗДЕЛ 28. ТЕХНИЧЕСКИЕ УСЛОВИЯ НА ДОПОЛНИТЕЛЬНУЮ ПАНЕЛЬ УПРАВЛЕНИЯ
УСТРОЙСТВОМ АТС
Когда инструмент не был установлен в гнездо во время назначения номера
гнезда, то отображается "**".
(5) TOOL POT No.
Отображает № гнезда для вызова или сохранения. Такое же значение остается
в окне до тех пор, пока не будет указана новая команда индексирования.
В предыдущем пункте "Окно TOOL/POT INDEX для стандартного магазина и
мульмагазина" представлена информация о следующих пунктах: название окна,
кнопка ER.CLR, кнопка MENU, блок ввода, столбец ввода и кнопки POT SELECT и
TOOL SELECT.
Окно
TOOL/POT
INDEX
для
матричного
магазина
приспособлением для подготовки следующего инструмента)
(1)
(с
захватным
POT No.
Отображает № гнезда для вызова или сохранения. Номер гнезда удаляется,
когда операция вызова и сохранения завершена.
(2) TOOL No.
Отображает № инструмента для вызова или сохранения. Номер инструмента
удаляется, когда операция вызова и сохранения завершена.
(3) CALL/STORAGE
Отображает последнюю операцию вызова и сохранения.
(4) POT No., TOOL No.
Отображает № гнезда и № инструмента для которых была выполнена
последняя операция вызова и сохранения.
В предыдущем пункте "Окно TOOL/POT INDEX для матричного магазина (МА-400Н)"
представлена информация о следующих пунктах: название окна, лампа ERROR,
отображение № ошибки, кнопка ER.CLR, кнопка MENU, TOOL POT No., блок ввода,
столбец ввода и кнопка TOOL SELECT.
6103-Е 271
РАЗДЕЛ 28. ТЕХНИЧЕСКИЕ УСЛОВИЯ НА ДОПОЛНИТЕЛЬНУЮ ПАНЕЛЬ УПРАВЛЕНИЯ
УСТРОЙСТВОМ АТС
Окно NG TOOL INDEX
Отображает список NG-инструментов, определенным функцией управления
инструментом (срок годности и поломка). На каждой странице появляется 5
инструментов.
При указании NG-инструмента нажатием переключателя Auto Index (кнопка вызова
CALL) на панели управления магазином, указанный инструмент индексируется в
позицию ручной смены инструмента.
(1)
(2)
(3)
(4)
(5)
Кнопка Р ↑ (предыдущая страница)/Р ↓ (следующая страница)
Переход по страницам в случае, если в наличии 6 или более NG-инструментов.
Кнопка → (кнопка выбора NG-инструмента)
Выберите NG-инструмент для автоматического индексирования (вызова).
Выбранный NG-инструмент отображается подсвеченным.
TOOL No.
Отображает № NG-инструмента.
STATUS
Отображает состояние NG-инструмента.
Отображаемое состояние может быть следующим:
(пусто), ОК, NG1, NG2 и NG3
POT No.
Отображает № гнезда NG-инструмента.
В предыдущем пункте "Окно TOOL/POT INDEX" представлена информация о
следующих пунктах: название окна, лампа ERROR, отображение № ошибки, кнопка
ER.CLR, кнопка MENU.
6103-Е 272
РАЗДЕЛ 28. ТЕХНИЧЕСКИЕ УСЛОВИЯ НА ДОПОЛНИТЕЛЬНУЮ ПАНЕЛЬ УПРАВЛЕНИЯ
УСТРОЙСТВОМ АТС
Окно POT & TOOL No. TABLE
Отображает таблицу с номерами гнезд и инструментов.
10 инструментов в области гнезда на каждой странице.
Номера гнезд и номера инструментов можно найти, указав номер.
(1)
POT No.
Отображает номера 10 гнезд в таблице номеров гнезда и инструментов.
Отображаются только те номера гнезд, которые можно установить.
Когда количество гнезд, которые необходимо отобразить на данной странице,
меньше 10, то отображается "0".
(2) TOOL No.
Отображает номера инструмента, соответствующие номерам гнезда.
Если инструмент не установлен, то отображается "**".
Когда число гнезд, которые необходимо отобразить на странице, меньше 10, то
вместо номера отображается пустое место.
(3) Кнопка Р ↑ (предыдущая страница)/Р ↓ (следующая страница)
Отображает 10 номеров гнезд (и номеров инструментов), начиная с верхней
части таблицы с номерами гнезд и инструментов. Предыдущие 10 или
последующие 10 номеров отображены на странице при нажатии кнопки Р ↑
(предыдущая страница) или Р ↓ (следующая страница), соответственно.
(4) Кнопка POT SEARCH/ кнопка TOOL SEARCH
Укажите номер гнезда или номер инструмента в данных для отображения.
Состояние, установленное последним, остается при выключении и повторном
включении питания.
Когда выполняется поиск номера инструмента или номера гнезда в таблице
номеров с помощью кнопки SEARCH, то отображенные данные обновляются и
найденное гнездо располагается вверху.
В предыдущем пункте "Окно TOOL/POT INDEX" представлена информация о
следующих пунктах: название окна, лампа ERROR, отображение № ошибки, кнопка
ER.CLR, кнопка MENU, блок для ввода и столбец для ввода.
6103-Е 273
РАЗДЕЛ 28. ТЕХНИЧЕСКИЕ УСЛОВИЯ НА ДОПОЛНИТЕЛЬНУЮ ПАНЕЛЬ УПРАВЛЕНИЯ
УСТРОЙСТВОМ АТС
Окно TOOL DATA SET UP-1 (№ гнезда, № инструмента, № группы)
В окне отображаются и устанавливаются данные инструментов, хранимых в гнезде.
В данном окне значение коррекции на длину инструмента можно установить таким
же образом, как это сделано в режиме установки данных инструмента. Гнездо можно
выбрать по ходу вращения (магазина) (восходящий или нисходящий порядок) или
путем непосредственного ввода номера гнезда.
Данные инструмента будут обновлены в тот момент, когда произойдет
переключение на это окно и данные, измененные на панели управления, так же
будут отображены.
Данные гнезда №1 отображаются, когда выполнено переключение с одного окна на
другое. Однако, когда указана команда автоматического индексирования,
отображаются данные номера гнезда, с которым выполнено автоматическое
индексирование.
(1)
(2)
(3)
(4)
Кнопка Р ↑ (предыдущая страница)/Р ↓ (следующая страница)
Страницы переключаются. При нажатии кнопки следующей страницы
отображается окно TOOL DATA SET UP-2. При нажатии кнопки предыдущей
страницы отображается окно TOOL DATA SET UP-5.
Кнопка POT No.
Когда нажата клавиша ввода Enter с отображенной "кнопкой установки номера
гнезда" подсвеченной, отображаются "№ инструмента" и "группа инструментов"
данных инструмента номера гнезда, установленного в столбце ввода.
Если это установлено при отображении текущего номера инструмента, то
появляется ошибка "0002".
POT No.
Отображается текущий выбранный номер гнезда.
Кнопка TOOL No.
Когда нажата клавиша ввода Enter с отображенной подсвеченной "кнопкой
установки номера инструмента", OSP в станке находит такой же номер
инструмента, как значение в столбце ввода из списка с данными
зарегистрированного инструмента (который находится слева от листа TOOL
DATA на экране TOOL DATA), чтобы применить номер инструмента и
6103-Е 274
РАЗДЕЛ 28. ТЕХНИЧЕСКИЕ УСЛОВИЯ НА ДОПОЛНИТЕЛЬНУЮ ПАНЕЛЬ УПРАВЛЕНИЯ
УСТРОЙСТВОМ АТС
информацию об инструменте в текущее отображенное гнездо (это является
операцией подачи инструмента, когда функциональная клавиша "tool supply"
(подача инструмента) нажата на станке со стороны OSP).
В операции ввода только номер инструмента необходимо вводить в
технические условия на инструмент. Однако, на экране отображается номер
инструмента и определение инструмента.
Установка "**" для номера инструмент обозначает "нет инструмента". Установка
"D" для номера инструмента обозначает "заглушку". Если определение
установлено, когда отображается номер текущего инструмента, то появляется
ошибка "0002".
Определение инструмента, который необходимо отобразить, показано в
следующей таблице.
Тип
Диаметр
Вес
Длина
Инструмент
(5)
(6)
(7)
(8)
Подробная информация
Строгальный резец
Инструмент навесного оборудования
Инструмент U-оси
Ручной инструмент навесного оборудования
Заглушка
Сквозной инструмент
Токарный инструмент
Шлифовальный инструмент
Щуп
Образцовый инструмент
Тяжелый инструментѐ
Легкий инструмент
Длинный инструмент
Инструмент большого диаметра
Инструмент сверхбольшого диаметра
Инструмент малого диаметра
Стандартная расточная оправка
Инструмент среднего диаметра
Расточная оправка среднего диаметра
Расточная оправка большого диаметра с одиночной кромкой
Расточная оправка большого диаметра с двойной кромкой
Значение установки
[P]
[A]
[U]
[N]
[B]
[C]
[T]
[G]
[Q]
[Z]
[M]
[S]
[E]
[L]
[F]
[H]
[R]
[J]
[K]
[V]
[W]
Номер инструмента
Отображает номер текущего выбранного инструмента.
Если инструмент не установлен, то отображается "**".
Кнопка GROUP No.
Когда нажата клавиша ввода Enter с подсвеченной "кнопкой установки группы
инструментов", значение в столбце ввода устанавливается в группу
инструментов отображенного гнезда.
Если установка выполнялась, когда отображался номер текущего инструмента,
то появляется ошибка "0002".
Группа инструментов
Отображает группу инструментов текущего отображенного номера гнезда.
Если инструмент не установлен, то отображается "0".
Кнопка РOT ↑ (предыдущее гнездо)/РOT ↓ (следующее гнездо)
Переключение гнезд. При нажатии кнопки следующего гнезда, отображаются
данные гнезда, для которых "1" добавлена к номеру гнезда. При нажатии кнопки
6103-Е 275
РАЗДЕЛ 28. ТЕХНИЧЕСКИЕ УСЛОВИЯ НА ДОПОЛНИТЕЛЬНУЮ ПАНЕЛЬ УПРАВЛЕНИЯ
УСТРОЙСТВОМ АТС
предыдущего гнезда, отображаются данные гнезда, из номера текущего
отображенного гнезда была вычтена "1".
В предыдущем пункте "Окно TOOL/POT INDEX" представлена информация о
следующих пунктах: название окна, лампа ERROR, отображение № ошибки, кнопка
ER.CLR, кнопка MENU, блок для ввода и столбец для ввода.
Окно TOOL DATA SET UP-2 (величина коррекции на длину 1-го инструмента,
величина коррекции на радиус 1-го режущего инструмента) (величина длиныпрофиля 1-го инструмента/величина износа-длины 1-го инструмента, величина
радиуса-профиля
1-го
инструмента/величина
износа-радиуса
1-го
инструмента)
В окне отображаются и устанавливаются данные инструментов, хранимых в гнезде.
В этом окне отображается и устанавливается величина коррекции на длину-радиус
1-го инструмента.
Когда отсутствует функция коррекции износа инструмента
(1)
(2)
(3)
Кнопка TOOL-L OFFSET1
Если кнопка Enter нажата, когда "кнопка установки величины коррекции на
длину 1-го инструмента" отображается подсвеченной, значение в столбце
ввода установлено на величину коррекции на длину первого текущего
отображенного инструмента.
Если установка выполнена, когда отображен номер текущего выбранного
инструмента, то появляется ошибка "0002".
TOOL-L OFFSET1 (значение коррекции)
Отображается величина коррекции на длину 1-го инструмента текущего
выбранного номера инструмента.
Если инструмент не установлен, то отображается "0,000".
Кнопка CUTTER R COMP 1
Если кнопка Enter нажата, когда "кнопка установки величины коррекции на
радиус режущей кромки инструмента 1" отображается подсвеченной, значение
в столбце ввода устанавливается на величину коррекции на радиус режущей
кромки инструмента 1 текущего отображенного номера инструмента.
6103-Е 276
РАЗДЕЛ 28. ТЕХНИЧЕСКИЕ УСЛОВИЯ НА ДОПОЛНИТЕЛЬНУЮ ПАНЕЛЬ УПРАВЛЕНИЯ
УСТРОЙСТВОМ АТС
CUTTER R COMP 1 (значение коррекции)
Отображается величина коррекции на радиус режущей кромки 1-го инструмента
текущего выбранного номера инструмента.
Если инструмент не установлен, то отображается "0,000".
Когда присутствует функция коррекции износа инструмента
(4)
(1)
(2)
(3)
(4)
(5)
Кнопка L-SHAPE 1
Если кнопка Enter нажата, когда "кнопка установки величины длины-профиля
инструмента 1" отображается подсвеченной, то значение в столбце ввода
устанавливается на (значение коррекции) профиля-длины инструмента 1
текущего отображенного номера инструмента.
Если установка выполнена, когда отображен номер текущего выбранного
инструмента, то появляется ошибка "0002".
L-SHAPE 1 (значение коррекции)
Отображается (величина коррекции) величины длины-профиля инструмента 1
номера текущего выбранного инструмента.
Если инструмент не установлен, то отображается "0,000".
Кнопка L-WEAR 1
Если кнопка Enter нажата, когда кнопка L-WEAR отображается подсвеченной, то
значение в столбце ввода устанавливается на (значение коррекции) профилядлины инструмента 1 текущего отображенного номера инструмента.
Если установка выполнена, когда отображен номер текущего выбранного
инструмента, то появляется ошибка "0002".
L-WEAR 1 (значение коррекции)
Отображается величина износа-длины инструмента 1 (значение коррекции)
текущего отображенного номера.
Если инструмент не установлен, то отображается "0,000".
Кнопка R-SHAPE 1
Если кнопка Enter нажата, когда "кнопка установки величины профиля-радиуса
инструмента 1о отображается подсвеченной, то значение в столбце ввода
6103-Е 277
РАЗДЕЛ 28. ТЕХНИЧЕСКИЕ УСЛОВИЯ НА ДОПОЛНИТЕЛЬНУЮ ПАНЕЛЬ УПРАВЛЕНИЯ
УСТРОЙСТВОМ АТС
(6)
(7)
(8)
устанавливается в (значении коррекции) профиля-радиуса инструмента 1
текущего отображенного номера инструмента.
Если установка выполнена, когда отображен номер текущего выбранного
инструмента, то появляется ошибка "0002".
R-SHAPE 1 (значение коррекции)
Отображается величина износа-радиуса инструмента 1 (значение коррекции)
текущего отображенного номера.
Если инструмент не установлен, то отображается "0,000".
Кнопка R-WEAR 1
Если кнопка Enter нажата, когда кнопка R-WEAR отображается подсвеченной,
то значение в столбце ввода устанавливается в (значении коррекции) профилярадиуса инструмента 1 текущего отображенного номера инструмента.
Если установка выполнена, когда отображен номер текущего выбранного
инструмента, то появляется ошибка "0002".
R-WEAR 1 (значение коррекции)
Отображается величина износа-радиуса инструмента 1 (значение коррекции)
текущего отображенного номера.
Если инструмент не установлен, то отображается "0,000".
6103-Е 278
РАЗДЕЛ 28. ТЕХНИЧЕСКИЕ УСЛОВИЯ НА ДОПОЛНИТЕЛЬНУЮ ПАНЕЛЬ УПРАВЛЕНИЯ
УСТРОЙСТВОМ АТС
Окно TOOL DATA SET UP-3 (величина коррекции на длину 2-го инструмента,
величина коррекции на радиус 2-го режущего инструмента) (величина
профиля-длины 2-го инструмента/величина износа-длины инструмента,
величина профиля-радиуса 2-го инструмента/величина износа радиуса
инструмента)
В окне отображаются и устанавливаются данные инструментов, хранящихся в
гнезде.
В данном окне отображается и устанавливается величина коррекции на радиусдлину инструмента 2.
Процесс выполнения указан в [Окне TOOL DATA SET UP-2 (величина коррекции на
длину инструмента 1, величина коррекции на радиус режущей кромки инструмента
1) (величина профиля-длины инструмента 1/величина износа-длины инструмента,
величина профиля-радиуса инструмента1/величина износа-радиуса инструмента)].
Когда функция коррекции на износ инструмента отсутствует.
6103-Е 279
РАЗДЕЛ 28. ТЕХНИЧЕСКИЕ УСЛОВИЯ НА ДОПОЛНИТЕЛЬНУЮ ПАНЕЛЬ УПРАВЛЕНИЯ
УСТРОЙСТВОМ АТС
Когда функция коррекции на износ инструмента присутствует.
Окно TOOL DATA SET UP-4 (величина коррекции на длину инструмента 3,
величина коррекции на радиус режущего инструмента 3) (величина профилядлины инструмента 3/величина износа-длины инструмента, величина
профиля-радиуса инструмента 3/величина износа радиуса инструмента)
В окне отображаются и устанавливаются данные инструментов, хранящихся в
гнезде.
В данном окне отображается и устанавливается величина коррекции на радиусдлину инструмента 3.
Процесс выполнения указан в [Окне TOOL DATA SET UP-2 (величина коррекции на
длину инструмента 1, величина коррекции на радиус режущей кромки инструмента
1) (величина профиля-длины инструмента 1/величина износа-длины инструмента,
величина профиля-радиуса инструмента 1/величина износа-радиуса инструмента)].
Когда функция коррекции на износ инструмента отсутствует.
6103-Е 280
РАЗДЕЛ 28. ТЕХНИЧЕСКИЕ УСЛОВИЯ НА ДОПОЛНИТЕЛЬНУЮ ПАНЕЛЬ УПРАВЛЕНИЯ
УСТРОЙСТВОМ АТС
Когда функция коррекции на износ инструмента присутствует.
Окно TOOL DATA SET UP-5 (режим управления инструментом, срок службы
инструмента, состояние [OK/NG])
В окне отображаются и устанавливаются данные инструментов, хранящихся в
гнезде.
В данном окне отображаются и устанавливаются данные, касающиеся срока службы
инструмента.
Более того, NG-инструменты устанавливаются вновь с помощью кнопки NG RESET
(установка оставшегося срока службы инструмента на то же самое значение, что и
для срока службы инструмента, установка состояния инструмента на ОК).
(1)
Кнопка MNG. MODE
Если клавиша Enter нажата, когда кнопка MNG. MODE отображена
подсвеченной, значение в столбце ввода устанавливается в режим управления
инструментом
текущего
отображенного
гнезда.
Режим
управления
инструментом имеет следующие типы. Укажите режим с помощью номера.
6103-Е 281
РАЗДЕЛ 28. ТЕХНИЧЕСКИЕ УСЛОВИЯ НА ДОПОЛНИТЕЛЬНУЮ ПАНЕЛЬ УПРАВЛЕНИЯ
УСТРОЙСТВОМ АТС
Значение установки
0
1
3
4
6
7
9
Отображение
NO (нет)
TIME (Changeover) (время) (переход)
TIME (время)
NUMBER (Changeover) (номер) (переход)
NUMBER (номер)
DISTANCE (Changeover) (расстояние) (переход)
DISTANCE (расстояние)
* DISTANCE (Changeover) (расстояние) (переход) и DISTANCE (расстояние) можно
отобразить и установить, когда бит 0 бита дополнительного параметра ЧПУ №87
установлен на ON (вкл.).
Если установка произведена, когда инструмент не установлен, то появляется
ошибочный номер "0001".
Если установка произведена, когда отображается номер текущего инструмента, то
появляется ошибочный номер "0002".
(2) Режим управления сменой инструмента
Отображается режим управления сменой инструмента выбранного номера
гнезда.
(3) Кнопка LIFE SET
Если клавиша Enter нажата, когда кнопка LIFE SET отображается
подсвеченной, значение в столбце ввода установлено на срок службы
инструмента и на оставшийся срок службы инструмента отображенного гнезда.
Если установка произведена, когда инструмент не установлен, то появляется
ошибочный номер "0001".
Если установка произведена, когда отображается номер текущего инструмента,
то появляется ошибочный номер "0002".
(4) Срок службы инструмента
Отображается срок службы инструмента (время, номер, расстояние)
отображенного номера гнезда.
Когда режим управления сменой инструмента установлен с временем (мин.) и
расстоянием (м), значение отображается как целое число при отсечении после
десятичной запятой.
Если инструмент не установлен, то отображается "0".
(5) LEFT
Отображается оставшийся срок службы инструмента (время, номер,
расстояние) отображенного номера гнезда.
Когда режим управления сменой инструмента установлен с временем (мин.) и
расстоянием (м), значение отображается как целое число при отсечении после
десятичной запятой.
Если инструмент не установлен, то отображается "0".
(6) Кнопка STATUS
Если клавиша Enter нажата, когда кнопка STATUS отображается подсвеченной,
значение в столбце ввода установлено на состояние инструмента
отображенного гнезда. Когда установлено "1 (ОК)", значение установки срока
службы инструмента также устанавливается в оставшееся значение, как
начальное значение.
6103-Е 282
РАЗДЕЛ 28. ТЕХНИЧЕСКИЕ УСЛОВИЯ НА ДОПОЛНИТЕЛЬНУЮ ПАНЕЛЬ УПРАВЛЕНИЯ
УСТРОЙСТВОМ АТС
(7)
Состояние инструмента, которое можно установить в данном случае: "1 (ОК)"
или "3 (NG2)" только.
Если установка выполнена, когда инструмент не установлен, появляется
ошибочный номер "0001".
Если установка выполнена, когда отображается номер текущего инструмента,
то появляется ошибочный номер "0002".
Состояние инструмента
Отображается состояние инструмента выбранного номера гнезда.
Отображается строка символов, которая была зарегистрирована в таблице
строк символов на сенсорной панели значения, установленного программой
ЧПУ.
Значение установки
1
2
3
4
(8)
Отображение
ОК
NG1
NG2
NG3
Кнопка NG RESET
С текущим выбранным гнездом:
- Нажмите кнопку NG RESET с установленным NG-инструментом.
→ После того, как значение установки срока эксплуатации заданного
инструмента установлено в значение оставшегося срока службы
инструмента, состояние инструмента становится ОК.
- Нажмите кнопку NG RESET с установленным ОК-инструментом.
→ Операция не выполняется.
- Нажмите кнопку NG RESET без установленного инструмента.
→ Появляется номер ошибки "0001".
Когда отображается номер текущего инструмента, номер ошибки "0002"
появляется, когда кнопка нажата.
6103-Е 283
РАЗДЕЛ 28. ТЕХНИЧЕСКИЕ УСЛОВИЯ НА ДОПОЛНИТЕЛЬНУЮ ПАНЕЛЬ УПРАВЛЕНИЯ
УСТРОЙСТВОМ АТС
Окно NG TOOL BUFFER ST (Окно станции установки NG-инструментов на
спутники)
Информация об инструментах в станции установки NG-инструментов на спутники
отображается с функцией станции установки NG-инструментов на спутники.
Станции установки NG-инструментов на спутники максимум на 5 инструментов
появляется на каждой странице. Окно может не отображаться в зависимости от
технических условий на магазин.
(1)
(2)
(3)
STNo. (номер станции)
Отображает номер станции установки NG-инструмента на спутник.
TOOL No. (номер инструмента)
Отображает № инструмента в станции установки NG-инструмента на спутник.
Когда инструмент не установлен в станции установки NG-инструмента на
спутник, то отображается "**".
STATUS (состояние)
Отображает статус инструмента в станции установки NG-инструмента на
спутник.
Отображаемое состояние может быть следующим:
ОК, NG1, NG2 и NG3
6103-Е 284
РАЗДЕЛ 28. ТЕХНИЧЕСКИЕ УСЛОВИЯ НА ДОПОЛНИТЕЛЬНУЮ ПАНЕЛЬ УПРАВЛЕНИЯ
УСТРОЙСТВОМ АТС
28-5. СПИСОК ОШИБОК
28-5-1. ОШИБКИ, СВЯЗАННЫЕ С ВВОДОМ НА СЕНСОРНОЙ ПАНЕЛИ
№ ошибки
0001
0002
8201
8202
8203
8207
8208
8210
8215
Описание
В выбранном гнезде нет инструмента.
Данные инструмента нельзя установить, так как номер активного
инструмента выбран в TOOL No.
Введенное значение за пределами установки.
Введенный инструмент уже был зарегистрирован в таблице номеров
инструмента и гнезда.
Открытое гнездо отсутствует
Данный номер инструмента не зарегистрирован в таблице номеров
инструмента и гнезда.
Установку инструмента большого диаметра можно отменить, так как
смежные гнезда не открыты.
Нельзя установить инструмент, так как станок работает.
Инструмент нельзя установить в гнездо положения ручной смены.
Зарегистрированное
сообщение об ошибке
Инструмент отсутствует
Введенные данные
Зарегистрированный
инструмент
Неоткрытое гнездо
Зарегистрированный
инструмент отсутствует
Не удаляется номер
инструмента
Блокировка параметра
Установка инструмента
невозможна
28-5-2. ОШИБКИ МАТРИЧНОГО МАГАЗИНА, СВЯЗАННЫЕ С КОМАНДАМИ ВЫЗОВА И ХРАНЕНИЯ
№ ошибки
1810
1811
1812
1813
1814
1815
1816
1817
1818
1819
1820
1821
Описание
Команда вызова/хранения создана во время выполнения цикла АТС.
Команда вызова/хранения создана с номером последовательности АТС, кроме 1 и 12.
Номер несуществующего стеллажа для сменных инструментов указан командой вызова.
Номер стеллажа для сменных инструментов без гнезда указан командой вызова.
Команда вызова создана с гнездом в позиции ручной смены инструмента.
Номер стеллажа для сменных инструментов, для которого был определен безопасный инструмент, указан
командой вызова
Номер стеллажа для сменных инструментов, для которого был определен активный инструмент,
указан командой вызова.
Номер стеллажа для сменных инструментов, для которого был определен следующий инструмент, указан
командой вызова.
Команда хранения создана с гнездом в указанном местоположении стеллажа для сменных инструментов.
Команда хранения создана без гнезда в указанном местоположении стеллажа для сменных инструментов.
Команда хранения создана с небезопасными инструментами до и после указанного местоположения
стеллажа для сменных инструментов, если предполагается хранить инструмент большого диаметра.
Команда вызова/хранения создана, когда ручной рычаг переключения не был возвращен.
6103-Е 285
РАЗДЕЛ 28. ТЕХНИЧЕСКИЕ УСЛОВИЯ НА ДОПОЛНИТЕЛЬНУЮ ПАНЕЛЬ УПРАВЛЕНИЯ
УСТРОЙСТВОМ АТС
28-5-3. ОШИБКИ МАТРИЧНОГО МАГАЗИНА, СВЯЗАННЫЕ С ОПЕРАЦИЕЙ ВЫЗОВА ИЛИ ХРАНЕНИЯ
№ ошибки
Описание
1831
Короткий перерыв возникает, пока крюк гнезда, обеспечивающий установку-извлечение, удален для
операции вызова.
1832
Короткий перерыв возникает, пока крюк гнезда, обеспечивающий установку-извлечение, установлен для
операции вызова.
1833
Короткий перерыв возникает, пока дополнительная рука располагается в угловом направлении для
операции вызова.
1834
Короткий перерыв возникает, пока дополнительная рука повернута к магазину для операции вызова.
1835
Короткий перерыв возникает, пока дополнительная рука перемещается к магазину для операции вызова.
1837
Короткий перерыв возникает, пока дополнительная рука перемещается в позицию удаления гнезда
для операции вызова.
1838
Короткий перерыв возникает, пока крюк гнезда, обеспечивающий установку-извлечение, удален для
операции вызова.
1839
Короткий перерыв возникает, пока дополнительная рука перемещается в позицию гнезда для захвата
крюком для операции вызова.
1840
Короткий перерыв возникает, пока крюк гнезда, обеспечивающий установку-извлечение, установлен для
операции вызова.
1841
Короткий перерыв возникает, пока дополнительная рука перемещается к позиции готовности для операции
вызова.
1842
Короткий перерыв возникает, пока дополнительная рука перемещается к позиции подвешивания гнезда из
позиции ручной смены инструмента для операции вызова.
1843
Короткий перерыв возникает, пока дополнительная рука перемещается к магазину для операции вызова.
1844
Короткий перерыв возникает пока крюк гнезда, обеспечивающий установку-извлечение, удален для
операции вызова.
1845
Короткий перерыв возникает, пока дополнительная рука перемещается к позиции извлечения гнезда из
позиции ручной смены инструмента для операции вызова.
1846
Короткий перерыв возникает, пока крюк гнезда, обеспечивающий установку-извлечение, установлен для
операции вызова.
1851
Короткий перерыв возникает, пока крюк гнезда, обеспечивающий установку-извлечение, удален для
операции хранения.
1852
Короткий перерыв возникает, пока крюк гнезда, обеспечивающий установку-извлечение, установлен для
операции хранения.
1853
Короткий перерыв возникает, пока дополнительная рука располагается в угловом направлении для
операции хранения.
1854
Короткий перерыв возникает, пока дополнительная рука повернута к магазину для операции хранения.
1855
Короткий перерыв возникает, пока дополнительная рука перемещается к магазину для операции хранения.
1857
Короткий перерыв возникает, пока дополнительная рука перемещается к позиции извлечения гнезда из
позиции ручной смены инструмента для операции хранения.
1858
Короткий перерыв возникает, пока крюк гнезда, обеспечивающий установку-извлечение, установлен для
операции хранения.
1859
Короткий перерыв возникает, пока дополнительная рука перемещается к позиции подвешивания гнезда из
позиции ручной смены инструмента для операции хранения.
1860
Короткий перерыв возникает, пока крюк гнезда, обеспечивающий установку-извлечение, установлен для
операции хранения.
1861
Короткий перерыв возникает, пока дополнительная рука перемещается к позиции готовности для операции
хранения.
1862
Короткий перерыв возникает, пока дополнительная рука перемещается к позиции подвешивания гнезда из
позиции ручной смены инструмента для операции хранения.
1863
Короткий перерыв возникает, пока дополнительная рука перемещается к магазину для операции хранения.
1864
Короткий перерыв возникает, пока крюк гнезда, обеспечивающий установку-извлечение, удален для
операции хранения.
1865
Короткий перерыв возникает, пока дополнительная рука перемещается к позиции извлечения гнезда из
позиции ручной смены инструмента для операции хранения.
1866
Короткий перерыв возникает, пока крюк гнезда, обеспечивающий установку-извлечение, установлен для
операции хранения.
6103-Е 286
РАЗДЕЛ 28. ТЕХНИЧЕСКИЕ УСЛОВИЯ НА ДОПОЛНИТЕЛЬНУЮ ПАНЕЛЬ УПРАВЛЕНИЯ
УСТРОЙСТВОМ АТС
28-6. БИТ ВВОДА/ВЫВОДА
28-6-1. БИТ ВВОДА
Стандартный магазин и мультимагазин
Метка
iMGIN
iMGCW
iMGCC
iMRST
iMG2OP
iMGIN2
iMGCW2
iMGCC2
iMRST2
iMGAI
iMGAI2
Панель управления 1
Панель управления 1
Панель управления 1
Панель управления 1
Панель управления 2
Панель управления 2
Панель управления 2
Панель управления 2
Панель управления 2
Панель управления 1
Панель управления 2
Комментарий
Переключатель ручного прерывания
Переключатель поворота по часовой стрелке
Переключатель поворота против часовой стрелки
Переключатель перезапуска
Действует
Переключатель ручного прерывания
Переключатель поворота по часовой стрелке
Переключатель поворота против часовой стрелки
Переключатель перезапуска
Переключатель автоматического индексирования (Auto Index)
Переключатель автоматического индексирования (Auto Index)
Матричный магазин (МА-400Н)
Метка
iMGIN
iMGPH1
iMGOF1
iMRST
iSTOR
iCALL
Комментарий
Переключатель ручного прерывания включен
Переключатель деактивации
Переключатель ручного прерывания выключен
Кнопка перезапуска
Кнопка хранения
Кнопка вызова
Матричный магазин (с
следующего инструмента)
Метка
iMGIN
iMGPH1
iMGOF1
iMRST
iSTOR
iCALL
iNTRT
iNTRP
iNGTCC
захватным
приспособлением
Комментарий
Переключатель ручного прерывания включен
Переключатель деактивации
Переключатель ручного прерывания выключен
Кнопка перезапуска
Кнопка хранения
Кнопка вызова
Кнопка возврата следующего инструмента
Кнопка повторной подготовки следующего инструмента
Кнопка проверки сбора NG-инструмента
для
подготовки
6103-Е 287
РАЗДЕЛ 28. ТЕХНИЧЕСКИЕ УСЛОВИЯ НА ДОПОЛНИТЕЛЬНУЮ ПАНЕЛЬ УПРАВЛЕНИЯ
УСТРОЙСТВОМ АТС
28-6-2. БИТ ВЫВОДА
Стандартный магазин и мультимагазин
Метка
oMGMI
oMGMIL2
oMGD
oMGDIL2
oPLSL1
oPLSL2
oPLSL3
oPLSL4
oPLSL5
Комментарий
Панель управления 1
Светодиодный индикатор прерывания магазина горит
Панель управления 2
Светодиодный индикатор прерывания магазина горит
Панель управления 1
Светодиодный индикатор блокировки дверцы магазина
Панель управления 2
Светодиодный индикатор блокировки дверцы магазина
Светодиодный индикатор выбора магазина 1
Светодиодный индикатор выбора магазина2
Светодиодный индикатор выбора магазина 3
Светодиодный индикатор выбора магазина 4
Светодиодный индикатор выбора магазина 5
Матричный магазин (МА-400Н)
Метка
oMGMI
oMGD
oCALL
oSTOR
Комментарий
Светодиодный индикатор прерывания магазина горит
Светодиодный индикатор блокировки дверцы магазина
Вызов активирован/светодиодный индикатор вызова
Хранение активировано/светодиодный индикатор хранения
Матричный магазин (с
следующего инструмента)
Метка
oMGMI
oMGD
oCALL
oSTOR
oNTRT
oNTRP
oNGTEX1
oNGTEX2
oNGTEX3
oNGTEX4
захватным
приспособлением
для
подготовки
Комментарий
Светодиодный индикатор прерывания магазина горит
Светодиодный индикатор блокировки дверцы магазина
Вызов активирован/светодиодный индикатор вызова
Хранение активировано/светодиодный индикатор хранения
Возврат следующего инструмента активирован/ светодиодный индикатор возврата
Повторная подготовка следующего инструмента активирована/Светодиодный индикатор
повторной подготовки
Светодиодный индикатор присутствия NG-инструмента 1
Светодиодный индикатор присутствия NG-инструмента 2
Светодиодный индикатор присутствия NG-инструмента 3
Светодиодный индикатор присутствия NG-инструмента 4
6103-Е 288
РАЗДЕЛ 29. ФУНКЦИЯ ОПРЕДЕЛЕНИЯ НУЛЕВОЙ НАГРУЗКИ ПРИ ПОЛОМКЕ ИНСТРУМЕНТА
РАЗДЕЛ 29. ФУНКЦИЯ ОПРЕДЕЛЕНИЯ НУЛЕВОЙ НАГРУЗКИ ПРИ
ПОЛОМКЕ ИНСТРУМЕНТА
29-1. ОБЗОР
Данная функция просто определяет рабочее состояние шпинделя при отсутствии
нагрузки, вызванной поломкой инструмента, и останавливает работу, создавая
сообщение о неполадке.
29-2. ПОДРОБНАЯ ИНФОРМАЦИЯ
Можно установить 80 значений (от 1 до 80), чтобы определить рабочее состояние
шпинделя без нагрузки. Системная переменная в команде определяет значение,
которое необходимо использовать для контроля нулевой нагрузки. Сброс ЧПУ не
удаляет это значение. Значение также сохраняется, когда питание включено или
выключено. Когда системное значение равно 0, то контроль нулевой нагрузки не
выполняется.
Контроль нулевой нагрузки шпинделя активируется кодами М. Существует два Мкода, которые активируют контроль. Один код М активирует контроль только кадра
команды, а другой код М активирует контроль от одной команды М до другой
команды М.
Если заданное значение не превышает предустановленное значение во время
контроля нулевой нагрузки, когда данная функция активна, то создается ошибка и
работа прекращается. Вы можете выбрать уровень неполадки: А, В или С.
Постоянный цикл автоматически создает кадр, который не принимает
вышеуказанные коды М. Код М определяет, проводить или нет контроль нулевой
нагрузки для шпинделя в кадре резания. Данная М-команда – это модальная
команда.
Данная функция может автоматически определять, ускоряется или замедляется
шпиндель и с помощью установки в параметре деактивировать контроль нулевой
нагрузки во время ускорения или замедления.
* Вышеуказанное предустановленное значение можно изменить на "значение для
номинального крутящего момента" или "значение, которое поддерживает
отображение нагрузки приспособления" при установке бита 4 бита
дополнительного параметра ЧПУ №68.
6103-Е 289
РАЗДЕЛ 29. ФУНКЦИЯ ОПРЕДЕЛЕНИЯ НУЛЕВОЙ НАГРУЗКИ ПРИ ПОЛОМКЕ ИНСТРУМЕНТА
29-2-1. УСТАНОВКА ПАРАМЕТРА
Установите параметры для данной функции на экране "spindle no-load monitor
parameter" (параметр контроля отсутствия нагрузки на шпиндель).
Рис. 29-1 Экран "spindle no-load monitor parameter" 1/2
Название Единица Диапазон Действующая Значение по
Описание
параметра измерения значения
команда
умолчанию
%
Параметр устанавливает максимальный
NO-LOAD
[целое
0 - 200
SET, ADD
0
коэффициент нагрузки, при котором определяется
VALUE
число]
отсутствие нагрузки.
Параметр считает резание действующим
10 мс
NO-LOAD
процессом, когда определенное значение
[целое
0 - 200
SET, ADD
0
TIME
превышает максимальный коэффициент нагрузки
число]
для указанного времени.
Параметр устанавливает уровень неполадки,
ALARM
Выбор между A, B или C. Неполадка A которая создается, когда определена нулевая
LEVEL
нагрузка.
Эти параметры активируются сразу же после установки. Они не действительны,
когда питание включено. Выбранный номер, значение или уровень неполадки
выделяется желтым цветом.
6103-Е 290
РАЗДЕЛ 29. ФУНКЦИЯ ОПРЕДЕЛЕНИЯ НУЛЕВОЙ НАГРУЗКИ ПРИ ПОЛОМКЕ ИНСТРУМЕНТА
Рис. 29-1 Экран "spindle no-load monitor parameter" 2/2
Название Единица Диапазон Действующая Значение по
параметра измерения значения
команда
умолчанию
SPINDLE
ACCEL./
DECAL.
LOAD
IGNORE
Выберите "ENABLE" или
"DISABLE".
NO-LOAD
MONITOR
START
REVO.
RATIO
%
[Целое
число]
0 - 100
SET, ADD
NO-LOAD
MONITOR
START
DELAY
TIME
10 мс
[целое
число]
0 - 200
SET, ADD
AVERAGE
NUMBER
OF
SPINDLE
LOAD
Раз
[целое
число]
0 - 200
SET, ADD
Описание
Нагрузка увеличивается во время ускорения или
замедления. Данный параметр предотвращает
Disable
некорректное определение функцией контроля того,
(деактивиров
что нагрузка ускорения/замедления – это нагрузка
ан)
при резании. Выберите "enable" (активировать) или
"disable" (деактивировать).
Когда контроль нулевой нагрузки игнорируется во
время ускорения или замедления, то контроль
90
возобновляется, когда фактические обороты
шпинделя достигнут или превысят значение,
установленное в этом параметре.
Когда контроль нулевой нагрузки игнорируется во
время ускорения или замедления после того, как
фактические обороты шпинделя достигли указанной
20
скорости, контроль не выполняется в течение
указанного периода времени, указанного в
параметре.
Значение нагрузки, которое используется для
определения состояния отсутствия нагрузки, это
среднее значение, вычисленное с помощью
0
указанного числа возникновений в данном
параметре. Вычисленное среднее число – это
простое среднее число.
6103-Е 291
РАЗДЕЛ 29. ФУНКЦИЯ ОПРЕДЕЛЕНИЯ НУЛЕВОЙ НАГРУЗКИ ПРИ ПОЛОМКЕ ИНСТРУМЕНТА
Эти параметры активируются сразу же после установки. Когда питание включается,
они не активны.
Контроль ускорения/замедления шпинделя
Нагрузка
шпинделя
Время
Время ожидания ускорения/замедления шпинделя
Обороты
шпинделя
Команда S
Определение числа оборотов при
ускорении/замедлении шпинделя
Время
Рис. 29-3. Нагрузка при запуске
29-2-2. СИСТЕМНЫЕ ПЕРЕМЕННЫЕ
(1) № параметра контроля нулевой нагрузки
VNLDN
Диапазон значения: 0 – 80
Переменная указывает № параметра контроля нулевой нагрузки,
используемого для функции контроля нулевой нагрузки. Можно загрузить
значение для переменной.
VNLDN можно копировать. Если значение не установлено, то устанавливается
ранее используемое значение.
Когда установлен 0, то контроль нулевой нагрузки не активен.
0 установлен по умолчанию предприятием-изготовителем.
(2) № параметра контроля нулевой нагрузки
VNLDT[α, β]
α = 1 – 80 № параметра контроля нулевой нагрузки
β = 1, 2, 3 Тип параметра контроля нулевой нагрузки
1: Значение контроля нулевой нагрузки
2: Продолжительность непрерывного контроля
3: Уровень неполадки
Значение помогает выполнить считывание или запись типа установленного
значения, указанного с помощью β, для номера параметра контроля нулевой
нагрузки, указанного с помощью α.
Диапазон значений:
Когда β=1: Значение контроля нулевой нагрузки: 0 – 200
Когда β=2: Продолжительность непрерывного контроля: 0 – 200
6103-Е 292
РАЗДЕЛ 29. ФУНКЦИЯ ОПРЕДЕЛЕНИЯ НУЛЕВОЙ НАГРУЗКИ ПРИ ПОЛОМКЕ ИНСТРУМЕНТА
Когда β=3: Уровень неполадки: 0 – 2 (0 = неполадка А, 1=неполадка В,
2=неполадка С)
29-2-3. КОМАНДЫ М
Коды М включают и выключают функции.
Существует три типа кодов М.
(1) Код М для выполнения простого контроля нулевой нагрузки только для кадра с
командой
(2) Код М для выполнения простого контроля нулевой нагрузки от кадра с командой
запуска до кадра с командой завершения.
(3) Код М для определения, выполнять или нет контроль нулевой нагрузки в
постоянном цикле
Эти команды М разрешены при блокировке станка и STM-блокировке.
Код М для выполнения простого контроля нулевой нагрузки только для кадра
с командой
Простой контроль нулевой нагрузки выполняется только в кадре с командой.
М917: Кадр, в котором разрешен простой контроль нулевой нагрузки
Команда создана в кадре для одновременного выполнения простого контроля
отсутствия нагрузки. Используется для сверления не в постоянном цикле.
Если определенная нагрузка шпинделя не превышает значения без нагрузки в кадре
(с начала до конца кадра), где активирован простой контроль нулевой нагрузки,
считается, что состояние нулевой нагрузки, возникшее в шпинделе, сопровождаемое
поломкой инструмента. Если команда М917 создана для непрерывных блоков,
процесс выполняется для каждого кадра.
Если кадр, где создана команда М917, не кадр подачи (G0 или G4), простой контроль
нулевой нагрузки все равно выполняется.
Код М – это одноразовая команда М. Он активируется только для одного кадра.
Номер группы: 46.
Пример программы)
Установка номера параметра контроля нулевой нагрузки
Выполняет простой контроль нулевой нагрузки с параметром контроля
нулевой нагрузки PDN
6103-Е 293
РАЗДЕЛ 29. ФУНКЦИЯ ОПРЕДЕЛЕНИЯ НУЛЕВОЙ НАГРУЗКИ ПРИ ПОЛОМКЕ ИНСТРУМЕНТА
Код М для выполнения простого контроля нулевой нагрузки от кадра с
командой запуска до кадра с командой завершения
Указывает "ВКЛЮЧЕНИЕ" или "ВЫКЛЮЧЕНИЕ" функции контроля нулевой нагрузки.
М923: Простой контроль нулевой нагрузки "ВКЛЮЧЕН"
М924: Простой контроль нулевой нагрузки "ВЫКЛЮЧЕН"
Чтобы выполнить простой контроль нулевой нагрузки для нескольких кадров,
создайте М924 в начальном кадре и М923 в конечном кадре.
Если определенная нагрузка на шпиндель не превышает значение нулевой нагрузки
между М924 (начальный кадр) и М923 (конечный кадр), то считается, что состояние
нулевой нагрузки, возникшее на шпинделе, сопровождается поломкой инструмента.
Также появляется неполадка. Если кадры, где созданы М924 и М923, не являются
кадрами подачи (G0 или G4), простой контроль нулевой нагрузки все равно
выполняется.
М917 (команда в кадре с активированным простым контролем нулевой нагрузки),
созданная в любом из этих кадров, игнорируется.
Данные коды М – это модальные команды М. Номер группы: 63.
М923 создается, когда питание включено или устройство ЧПУ возвращено в
исходное состояние (включая сброс режима).
Код М для определения, выполнять или нет контроль нулевой нагрузки в
постоянном цикле
Включает или выключает простой контроль нулевой нагрузки в процессе резания в
постоянном цикле.
М918 выключает простой контроль нулевой нагрузки в постоянном цикле.
М919 включает простой контроль нулевой нагрузки в постоянном цикле.
Чтобы выполнить простой контроль нулевой нагрузки в постоянном цикле, задайте
М919 перед командой постоянного цикла и задайте М918 в кадре, где нет
необходимости в контроле.
Когда простой контроль нулевой нагрузки включен и определенная нагрузка на
шпиндель не превышает нулевой нагрузки во время резания в постоянном цикле, то
считается, что состояние нулевой нагрузки возникло на шпинделе из-за поломки
инструмента. В данном случае появляется неполадка.
Данные коды М – это модальные команды М.
М918 задается, когда питание включено или устройство ЧПУ возвращено в исходное
состояние (включая сброс режима).
См. 29-2-5. "Постоянный цикл", где дана подробная информация о кадре с простым
контролем нулевой нагрузки в постоянном цикле.
М924 автоматически создается во время резания в начальном кадре, а М923
автоматически создается в конечном кадре резания в постоянном цикле.
Если команда М924 задана таким способом, а другая команда М924 была задана
ранее, то преимущество предоставляется ранее заданной команде и контроль
продолжается при ней. М923 не задается в конечном кадре резания в данном
случае.
6103-Е 294
РАЗДЕЛ 29. ФУНКЦИЯ ОПРЕДЕЛЕНИЯ НУЛЕВОЙ НАГРУЗКИ ПРИ ПОЛОМКЕ ИНСТРУМЕНТА
Пример программы)
Установка номера параметра контроля нулевой нагрузки
Включает простой контроль нулевой нагрузки в постоянном цикле
Выполняет простой контроль нулевой нагрузки с параметром контроля
нулевой нагрузки 1
Установка номера параметра контроля нулевой нагрузки
Выполняет простой контроль нулевой нагрузки с параметром контроля
нулевой нагрузки 2
Выключает простой контроль нулевой нагрузки в постоянном цикле
Простой контроль нулевой нагрузки не выполняется
Кадр с активированным контролем нулевой нагрузки во время коррекции на
радиус режущей кромки инструмента
В данном подразделе дается подробное объяснение включения и выключения
простого контроля нулевой нагрузки во время коррекции на радиус режущей кромки
инструмента.
(1) Во время подвода для выполнения коррекции на радиус режущей кромки
инструмента
- Когда следующие коды М задаются во время подвода для выполнения
коррекции на радиус режущей кромки инструмента в начале коррекции на
радиус режущей кромки инструмента
М924: активно из начальной точки
М917: активно из начальной точки до точки остановки отдельного кадра
М923: активно до точки остановки отдельного кадра
(2) Во время обработки резанием наружных поверхностей (0° ≤ θ < 180°)
- Когда угол пересечения между командой перемещения, где присутствует код
М, и предыдущей командой перемещения составляет 1° ≤ θ < 180°.
М924: активно из точки остановки отдельного кадра
М917: активно из точки остановки отдельного кадра до точки, где
заканчивается прямолинейный ход до первой точки коррекции
М923: активно до точки, где заканчивается прямолинейный ход до первой
точки коррекции
- Когда угол пересечения между командой перемещения, где присутствует код
М, и предыдущей командой перемещения составляет θ = 0°.
М924: активно из точки остановки отдельного кадра
М917: активно из точки остановки текущего отдельного кадра до точки
остановки одиночного кадра в команде следующего перемещения
М923: активно до точки остановки текущего отдельного кадра в команде
следующего перемещения
(3) Во время обработки резанием внутренних поверхностей (180° ≤ θ)
- Когда команда перемещения, где присутствует код М, и команда предыдущего
перемещения выполняют внутреннее резание
М924: активно из точки остановки отдельного кадра
6103-Е 295
РАЗДЕЛ 29. ФУНКЦИЯ ОПРЕДЕЛЕНИЯ НУЛЕВОЙ НАГРУЗКИ ПРИ ПОЛОМКЕ ИНСТРУМЕНТА
М917: активно из точки остановки текущего отдельного кадра до точки
остановки отдельного кадра в команде следующего перемещения
М923: активно до точки остановки отдельного кадра в команде следующего
перемещения
29-2-4. СПОСОБЫ КОНТРОЛЯ НУЛЕВОЙ НАГРУЗКИ НА ШПИНДЕЛЕ
Способы контроля нулевой нагрузки на шпинделе
Если нагрузка на шпиндель продолжает превышать "значение нулевой нагрузки",
пока контроль нулевой нагрузки включен, а время возникновения не превышает
"продолжительность непрерывного контроля", то появляется неполадка на
указанном уровне.
Смысл "значения нулевой нагрузки" относительно нагрузки на шпиндель
изменяется в зависимости от состояния бита дополнительного параметра ЧПУ
№68 бит 4 следующим образом:
№
Бит
68
4
Описание
Установленное значение в "load maximum (%)" (макс. нагрузка (%)) для простого
контроля нагрузки и контроля нулевой нагрузки функции отображения нагрузки для
каждого приспособления используется для соотношения оценки заданного значения
крутящего момента.
Установленное значение "load maximum (%)" (макс. нагрузка (%)) для простого контроля
нагрузки и контроля нулевой нагрузки функции отображения нагрузки для каждого
приспособления используется для соотношения согласно отображения нагрузки на
приспособление.
Значение нагрузки на шпиндель
Значение нагрузки для контроля нулевой нагрузки на шпиндель – это простое
среднее число, вычисленное с помощью параметра "average number of spindle load"
(среднее значение нагрузки на шпиндель) среди параметров контроля нулевой
нагрузки на шпиндель.
Если 0 установлен в параметре "average number of spindle load", то значение
нагрузки на шпиндель используется в том состоянии, в котором находится.
Условия игнорирования контроля нулевой нагрузки на шпиндель
Шпиндель испытывает усиленную нагрузку во время ускорения и замедления.
Данная функция предотвращает определение такого увеличения нагрузки как
нагрузки при обработке. Данная функция не требуется для выполнения контроля
нулевой нагрузки на шпиндель после того, как обороты шпинделя станут
устойчивыми.
Она используется, когда новый параметр "Spindle accel./decal. Load ignore"
(ускорение/замедление шпинделя. Нагрузка игнорируется) активирован во время
"контроля нулевой нагрузки на шпиндель".
Когда тип обработки – не синхронизированное нарезание резьбы метчиком
- Когда команда указывает увеличенное число оборотов шпинделя
После того, как число фактических оборотов увеличивается и достигает
"оборотов, определяющих ускорение/замедление шпинделя (%)" и продолжается
до "времени ожидания ускорения/замедления шпинделя", считается, что нагрузка
отсутствует. Контроль нулевой нагрузки на шпиндель игнорируется.
- Когда команда указывает пониженное число оборотов шпинделя
6103-Е 296
РАЗДЕЛ 29. ФУНКЦИЯ ОПРЕДЕЛЕНИЯ НУЛЕВОЙ НАГРУЗКИ ПРИ ПОЛОМКЕ ИНСТРУМЕНТА
После того, как число фактических оборотов уменьшается и достигает "оборотов,
определяющих ускорение/замедление шпинделя (%)" и продолжается до
"времени ожидания ускорения/замедления шпинделя", считается, что нагрузка
отсутствует. Контроль нулевой нагрузки на шпиндель игнорируется.
Если
нуль
(0)
установлен
для
параметра
"обороты,
определяющие
ускорение/замедление шпинделя (%)", вышеуказанные процессы не выполняются.
Когда заданное число оборотов равно нулю (0) (остановка шпинделя), контроль
игнорируется незамедлительно и считается, что нагрузка отсутствует.
Если шпиндель полностью остановлен и сервопривод шпинделя выключен, включая
состояние, когда шпиндель находится не в режиме управления скоростью, то
контроль игнорируется и считается, что нагрузка отсутствует.
Контроль ускорения/замедления шпинделя
Нагрузка
шпинделя
Время
Время ожидания ускорения/замедления шпинделя
Обороты
шпинделя
Команда S
Определение числа оборотов при
ускорении/замедлении шпинделя
Время
Рисунок 29-4. Период времени, когда контроль нулевой нагрузки на шпиндель
игнорируется при запуске
Когда тип обработки – синхронизированное нарезание резьбы метчиком
После того, как число фактических оборотов увеличивается и достигает "оборотов,
определяющих ускорение/замедление шпинделя (%)" и продолжается до тех пор,
пока шпиндель не завершит ускорение, считается, что нагрузка отсутствует.
Контроль нулевой нагрузки на шпиндель игнорируется.
Когда вращение шпинделя начинает замедляться, контроль нулевой нагрузки
игнорируется незамедлительно и считается, что нагрузка отсутствует.
6103-Е 297
РАЗДЕЛ 29. ФУНКЦИЯ ОПРЕДЕЛЕНИЯ НУЛЕВОЙ НАГРУЗКИ ПРИ ПОЛОМКЕ ИНСТРУМЕНТА
29-2-5. ПОСТОЯННЫЙ ЦИКЛ
Простой контроль нулевой нагрузки начинается и завершается в постоянном цикле
следующим образом.
Если нагрузка, определенная из Точки R в Точку Z, превышает значение нулевой
нагрузки, то считается, что поломки нет.
Выполняется контроль состояния возврата в начальную точку при ускоренной
подаче для многократного резания.
(1) G73: Цикл высокоскоростной обработки глубоких отверстий
[Формат программирования]
Запуск контроля нулевой нагрузки
Уровень точки возврата
Уровень точки
R
Значения координат положения отверстия
Нижний уровень отверстия
В режиме G90:
Положение в выбранной системе координат
В режиме G91:
Расстояние от уровня точки R
Уровень точки R
Время выдержки на нижнем уровне отверстия
Величина сверления с периодическим выводом сверла
Скорость подачи
Быстрая подача
Рабочая подача
Уровень точки
Z
Контроль также выполняется во
время возврата в точку Z
Возврат оси Z (рабочая подача/быстрая подача)
Временная задержка
на Р секунд
Завершение контроля нулевой нагрузки
6103-Е 298
РАЗДЕЛ 29. ФУНКЦИЯ ОПРЕДЕЛЕНИЯ НУЛЕВОЙ НАГРУЗКИ ПРИ ПОЛОМКЕ ИНСТРУМЕНТА
(2)
G74: Обратный цикл нарезания резьбы метчиком
[Формат программирования]
Запуск контроля нулевой нагрузки
Уровень точки возврата
Значения координат положения отверстия
Нижний уровень отверстия
В режиме G90:
Уровень точки
R
Положение в выбранной системе координат
В режиме G91:
Вращение шпинделя в направлении,
обратном вращению против часовой
стрелки CCW после временной
задержки в течение Q секунд
Расстояние от уровня точки R
Уровень точки R
Время выдержки на нижнем уровне отверстия
Время выдержки на уровне точки R
Уровень точки
Z
Скорость подачи
Быстрая подача
Вращение шпинделя в направлении,
обратном вращению по часовой
стрелке CW после временной
задержки в течение Р секунд
(3)
Рабочая подача
Завершение контроля нулевой нагрузки
G76: Цикл чистового растачивания
[Формат программирования]
Запуск контроля нулевой нагрузки
Значения координат положения отверстия
Уровень точки возврата
Нижний уровень отверстия
Уровень точки R
Уровень точки
R
Величина сдвига
Величина сдвига
См. объяснения далее
Время выдержки на нижнем уровне отверстия
Шпиндель
останавливается
в
положении ориентации
Уровень точки
Z
Скорость подачи
Величина отвода
Быстрая подача
Рабочая подача
Завершение контроля нулевой нагрузки
Сдвиг (Q или I и J) и время
выдержки в течение Р секунд
Величина сдвига: определена с помощью Q или I и J
6103-Е 299
РАЗДЕЛ 29. ФУНКЦИЯ ОПРЕДЕЛЕНИЯ НУЛЕВОЙ НАГРУЗКИ ПРИ ПОЛОМКЕ ИНСТРУМЕНТА
(4)
G81: Цикл сверления, G82: такой же, как и G81
[Формат программирования]
Запуск контроля нулевой нагрузки
Значения координат положения отверстия
Нижний уровень отверстия
Уровень точки возврата
Уровень точки R
Время выдержки на нижнем уровне отверстия
Уровень точки R
Скорость подачи
Быстрая подача
Рабочая подача
Уровень точки Z
Временная задержка на Р
секунд
(5)
Завершение контроля нулевой нагрузки
G83: Цикл обработки глубоких отверстий
[Формат программирования]
- Команда с Q
Запуск контроля нулевой нагрузки
Уровень точки возврата
Контроль выполняется во время возврата оси Z.
Уровень точки R
Значения координат положения отверстия
Нижний уровень отверстия
Уровень точки R
Время выдержки на нижнем уровне отверстия (точка Z)
Величина сверления с периодическим выводом сверла (положительное,
инкрементное значение)
Величина сверления с периодическим выводом сверла
Величина резания для извлечения инструмента
Контроль выполняется во время
возврата оси Z
Скорость подачи
Быстрая подача
Рабочая подача
Уровень точки Z
Возврат оси Z (рабочая подача/быстрая подача)
Временная задержка
на Р секунд
Завершение контроля нулевой нагрузки
6103-Е 300
РАЗДЕЛ 29. ФУНКЦИЯ ОПРЕДЕЛЕНИЯ НУЛЕВОЙ НАГРУЗКИ ПРИ ПОЛОМКЕ ИНСТРУМЕНТА
- Команда с I, J
Запуск контроля нулевой нагрузки
Уровень точки возврата
Контроль выполняется во время возврата
оси Z
Уровень точки R
Контроль выполняется во время возврата
оси Z
Контроль выполняется во время возврата
оси Z
Завершение контроля
нулевой нагрузки
Уровень точки Z
Временная задержка на Р
секунд
(6)
G84: Цикл нарезания резьбы метчиком
[Формат программирования]
Запуск контроля нулевой нагрузки
Значения координат положения отверстия
Нижний уровень отверстия
Уровень точки возврата
Уровень точки R
Уровень точки R
Время выдержки на нижнем уровне отверстия (точка Z)
Обратное вращение шпинделя в
направлении против часовой стрелки
CCW после временной задержки в
течение Q секунд
Время выдержки на уровне точки R
Скорость подачи
Быстрая подача
Рабочая подача
Уровень точки Z
Вращение шпинделя в направлении по
часовой стрелке CW после временной
задержки в течение Р секунд
Завершение контроля нулевой нагрузки
6103-Е 301
РАЗДЕЛ 29. ФУНКЦИЯ ОПРЕДЕЛЕНИЯ НУЛЕВОЙ НАГРУЗКИ ПРИ ПОЛОМКЕ ИНСТРУМЕНТА
(7)
G85: Цикл растачивания, G89: такой же, как G85
[Формат программирования]
Запуск контроля нулевой нагрузки
Значения координат положения отверстия
Нижний уровень отверстия
Уровень точки возврата
Уровень точки R
Уровень точки R
Время выдержки на нижнем уровне отверстия (точка Z)
Скорость подачи
Скорость обратного хода
Быстрая подача
Рабочая подача
Уровень точки Z
Временная задержка на Р
секунд
(8)
Завершение контроля нулевой нагрузки
G86: Цикл сверления
[Формат программирования]
Запуск контроля нулевой нагрузки
Значения координат положения отверстия
Уровень точки возврата
Нижний уровень отверстия
Уровень точки R
Уровень точки R
Время выдержки на нижнем уровне отверстия (точка Z)
Скорость подачи
Шпиндель вращается по
часовой стрелке
Быстрая подача
Рабочая подача
Уровень точки Z
Завершение контроля нулевой нагрузки
Шпиндель останавливается после времени
выдержки в течение Р секунд
6103-Е 302
РАЗДЕЛ 29. ФУНКЦИЯ ОПРЕДЕЛЕНИЯ НУЛЕВОЙ НАГРУЗКИ ПРИ ПОЛОМКЕ ИНСТРУМЕНТА
(9)
G87: Цикл обратного растачивания
Пожалуйста, этот цикл отличается от других постоянных циклов.
[Формат программирования]
Ориентация шпинделя
Уровень точки
возврата
Завершение контроля нулевой нагрузки
Значения координат положения отверстия
Уровень завершения обработки
Выдержка времени в
течение Р секунд
Уровень точки Z
Величина отвода
Ориентация шпинделя
Уровень завершения обработки
Величина сдвига
Величина сдвига
См. объяснение для G76.
(см. (3) Чистовое растачивание)
Время выдержки на уровне точки Z
Уровень точки R
Вращение шпинделя
по часовой стрелке
Скорость подачи
Быстрая подача
Рабочая подача
Сдвиг (Q или I и J)
Запуск контроля нулевой нагрузки
6103-Е 303
РАЗДЕЛ 29. ФУНКЦИЯ ОПРЕДЕЛЕНИЯ НУЛЕВОЙ НАГРУЗКИ ПРИ ПОЛОМКЕ ИНСТРУМЕНТА
(10) G281: Цикл 2 обработки глубоких отверстий
[Формат программирования]
Заданные значения для J, Q, QC, QD, P ,KA, KB и SC не
должны быть меньше нуля. Для I, F, FA, FB и FC заданные
значения должны быть больше нуля.
Точка возврата
Точка R
Исходная зона для сверления с периодическим выводом
сверла, QC
Подача
Шпиндель
Запуск контроля
нулевой нагрузки
Контроль выполняется так же во
время возврата оси Z.
Зона постоянной скорости
Подача
Шпиндель
Контроль выполняется так же во
время возврата оси Z.
Зона постепенного замедления
Подача
Шпиндель
Зона сквозной обработки, QD
Подача FZ
Шпиндель CS
Точка Z
Завершение контроля
нулевой нагрузки
6103-Е 304
РАЗДЕЛ 29. ФУНКЦИЯ ОПРЕДЕЛЕНИЯ НУЛЕВОЙ НАГРУЗКИ ПРИ ПОЛОМКЕ ИНСТРУМЕНТА
(11) G274: Обратный синхронизированный цикл нарезания резьбы метчиком, G284:
Цикл синхронизированного нарезания резьбы метчиком
Операция
Быстрая подача
Уровень точки возврата
Операция
Операция
Запуск контроля
нулевой нагрузки
Рабочая подача
(подача во время
синхронизированно
го нарезания
резьбы метчиком)
Операция
Уровень точки
R
Операция
Операция
Завершение контроля
нулевой нагрузки
Операция
Уровень точки
Z
(12) G273: Высокоскоростной обратный синхронизированный цикл нарезания
резьбы метчиком в глубоких отверстиях, G283: Цикл синхронизированного
нарезания резьбы метчиком в глубоких отверстиях
Операция
Точка возврата
Операция
Операция
Запуск контроля
нулевой нагрузки
Точка R
Операция
Контроль выполняется так же во
время возврата оси Z.
Операция
Ускоренная подача
Операция
Операция
Рабочая подача
(синхронизированная подача)
Операция
Операция
Операция
Точка Z
Завершение контроля
нулевой нагрузки
6103-Е 305
РАЗДЕЛ 29. ФУНКЦИЯ ОПРЕДЕЛЕНИЯ НУЛЕВОЙ НАГРУЗКИ ПРИ ПОЛОМКЕ ИНСТРУМЕНТА
(13) G272: Обратный синхронизированный цикл нарезания резьбы метчиком в
глубоких отверстиях, G282: Цикл синхронизированного нарезания резьбы
метчиком в глубоких отверстиях
- Команда с Q
Операция
Точка возврата
Операция (11)
Операция
Запуск
контроля
нулевой нагрузки
Точка R
Операция (10)
Операция
Операция (4)
Операция
Ускоренная подача
Рабочая
подача
(синхронизированная
подача)
Операция (6)
Операция (7)
Операция (9)
Завершение контроля
нулевой нагрузки
Точка Z
Операция (8)
- Команда с I, J
Операция (1)
Точка возврата
Запуск контроля нулевой нагрузки
Операция (14)
Операция (2)
Контроль также осуществляется во
время возврата оси Z.
Точка R
Операция (13)
Операция (3)
Контроль также осуществляется во
время возврата оси Z.
Операция (4)
Операция (7)
Операция (5)
Ускоренная подача
Операция (8)
Рабочая
подача
(синхронизированная
подача)
Операция (6)
Операция (9)
Контроль также осуществляется во
время возврата оси Z.
Операция (12)
Завершение контроля
нулевой нагрузки
Операция (10)
Точка Z
Операция (11)
6103-Е 306
РАЗДЕЛ 29. ФУНКЦИЯ ОПРЕДЕЛЕНИЯ НУЛЕВОЙ НАГРУЗКИ ПРИ ПОЛОМКЕ ИНСТРУМЕНТА
29-3. СПИСОК НЕПОЛАДОК
29-3-1. НЕПОЛАДКА А
1333 SPINDLE NO-LOAD DETECTION
Когда активна функция простого определения нулевой нагрузки, нагрузка на
шпиндель не превышает значение, установленное в параметре определения
нулевой нагрузки на шпиндель.
[Индекс]
Нет
[Строка символов]
Нет
[Код]
XYYYY
X: № параметра определения нулевой нагрузки
YYYY: Определенное максимальное значение нагрузки
[Возможные местоположения неполадки]
- Инструмент сломан.
- Если игнорирование контроля активно во время ускорения/замедления
шпинделя,
обработка
резанием
была
выполнена
во
время
ускорения/замедления шпинделя.
- Если игнорирование контроля активно во время ускорения/замедления
шпинделя, то неверное установлен параметр определения нулевой нагрузки.
- Неверная установки в параметре определения нулевой нагрузки.
29-3-2. НЕПОЛАДКА В
2634 SPINDLE NO-LOAD DETECTION
Когда активна функция простого определения нулевой нагрузки, нагрузка на
шпиндель не превышает значение, установленное в параметре определения
нулевой нагрузки на шпиндель.
[Индекс]
Нет
[Строка символов]
Нет
[Код]
XYYYY
X: № параметра определения нулевой нагрузки
YYYY: Определенное максимальное значение нагрузки
[Возможные местоположения неполадки]
- Инструмент сломан.
- Если игнорирование контроля активно во время ускорения/замедления
шпинделя,
обработка
резанием
была
выполнена
во
время
ускорения/замедления шпинделя.
- Если игнорирование контроля активно во время ускорения/замедления
шпинделя, то неверное установлен параметр определения нулевой нагрузки.
6103-Е 307
РАЗДЕЛ 29. ФУНКЦИЯ ОПРЕДЕЛЕНИЯ НУЛЕВОЙ НАГРУЗКИ ПРИ ПОЛОМКЕ ИНСТРУМЕНТА
-
Неверная установки в параметре определения нулевой нагрузки.
29-3-3. НЕПОЛАДКА С
3301 SPINDLE NO-LOAD DETECTION
Когда активна функция простого определения нулевой нагрузки, нагрузка на
шпиндель не превышает значение, установленное в параметре определения
нулевой нагрузки на шпиндель.
[Индекс]
Нет
[Строка символов]
Нет
[Код]
XYYYY
X: № параметра определения нулевой нагрузки
YYYY: Определенное максимальное значение нагрузки
[Возможные местоположения неполадки]
- Инструмент сломан.
- Если игнорирование контроля активно во время ускорения/замедления
шпинделя,
обработка
резанием
была
выполнена
во
время
ускорения/замедления шпинделя.
- Если игнорирование контроля активно во время ускорения/замедления
шпинделя, то неверное установлен параметр определения нулевой нагрузки.
- Неверная установки в параметре определения нулевой нагрузки.
6103-Е 308
РАЗДЕЛ 30. УСТАНОВКА ПЕРЕКЛЮЧЕНИЯ ОСИ С ОГРАНИЧЕННЫМ УГЛОМ ПОВОРОТА В
ПАРАМЕТРЕ
РАЗДЕЛ 30. УСТАНОВКА ПЕРЕКЛЮЧЕНИЯ ОСИ С ОГРАНИЧЕННЫМ
УГЛОМ ПОВОРОТА В ПАРАМЕТРЕ
30-1. ОБЗОР
Можно выполнять переключение поворотной оси с ограничением и без ограничения
(стандартная) путем установки значения бита дополнительного параметра ЧПУ при
включении питания. Используйте бит дополнительного параметра ЧПУ №70 бит 6.
Бит дополнительного
параметра ЧПУ
No.70 bit6
Состояние
Описание
При включении питания выберите ось с ограниченным углом поворота.
При включении питания выберите обычную поворотную ось.
Параметр активируется при включении питания.
Данная функция становится активной, когда название 4-ой оси – "А" согласно
установка предприятия-изготовителя и станок не обладает спецификацией с
ограничениями.
6103-Е 309
РАЗДЕЛ 31. ПОВТОРНОЕ ВЫЧИСЛЕНИЕ ФУНКЦИИ КОМАНДЫ КООРДИНАТЫ
РАЗДЕЛ 31. ПОВТОРНОЕ ВЫЧИСЛЕНИЕ ФУНКЦИИ КОМАНДЫ
КООРДИНАТЫ
31-1. ОБЗОР
G90 (абсолютная команда) была необходима после подачи команды исходного
позиционирования (G30) или изменения системы координат (G15, G16, G92 и т.д.),
чтобы расположить каждую ось (установка координаты). Повторное вычисление
функции координаты исключает необходимость G90.
[Формат команды]
G97
[Дополнение]
Команда G97 эффективна только для одного кадра.
Команду G97 нельзя задавать одновременно с командой перемещения оси. В
противном случае появится неполадка.
31-2. НЕПОЛАДКА
31-2-1. НЕПОЛАДКА В
2263: Data word: G cord
Неверная команда кода G
[Индекс]
Нет
[Строка символов]
Нет
[Код]
52: Команда перемещения оси указана одновременно с командой G97.
[Возможные местоположения неполадки]
Код G в программе ЧПУ
Пример программы:
G97X0 ←
[Необходимые меры]
Исправьте программу ЧПУ.
6103-Е 310
РАЗДЕЛ 32. ФАКТИЧЕСКОЕ ПОЛОЖЕНИЕ, ОТОБРАЖЕННОЕ В ФУНКЦИИ ЛОКАЛЬНОЙ
СИСТЕМЫ КООРДИНАТ
РАЗДЕЛ 32. ФАКТИЧЕСКОЕ ПОЛОЖЕНИЕ, ОТОБРАЖЕННОЕ В ФУНКЦИИ
ЛОКАЛЬНОЙ СИСТЕМЫ КООРДИНАТ
32-1. ОБЗОР
Фактическое и заданное положения отображаются относительно системы координат
обрабатываемой детали и локальной системы координат согласно установке бита 6
дополнительного параметра ЧПУ №5.
32-2. ПОДРОБНЫЕ ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ
32-2-1. ПАРАМЕТР
Бит дополнительного параметра ЧПУ
№
Бит
5
6
Описание
Отображает фактическое положение как координаты из исходной точки системы
координат обрабатываемой детали.
Отображает фактическое положение как координаты из исходной точки локальной
системы координат.
32-2-2. ЭКРАНЫ, ПОДДЕРЖИВАЮЩИЕ ДАННУЮ ФУНКЦИЮ
Следующие экраны поддерживают данную функцию.
- Экран фактического положения ACTUAL POSITION, страница 1
- Экран главной программы MAIN PROGRAM, страницы 1/4 – 4/4.
- Экран программы-графика SCHEDULE PROGRAM, страницы 1/2 – 2/2.
- Экран анимированного моделирования ANIMATED SIMULATION (трехмерное
изображение в реальном времени)
6103-Е 311
РАЗДЕЛ 32. ФАКТИЧЕСКОЕ ПОЛОЖЕНИЕ, ОТОБРАЖЕННОЕ В ФУНКЦИИ ЛОКАЛЬНОЙ
СИСТЕМЫ КООРДИНАТ
экран
Рис. 2
экран, страница 1/4
Рис. 3
экран, страница 2/4
Рис. 4
экран, страница 3/4
Рис. 5
экран, страница 4/4
Рис. 1
Рис. 7
экран, страница 2/2
Рис. 6
Рис. 8
экран, страница 1/2
экран
6103-Е 312
РАЗДЕЛ 32. ФАКТИЧЕСКОЕ ПОЛОЖЕНИЕ, ОТОБРАЖЕННОЕ В ФУНКЦИИ ЛОКАЛЬНОЙ
СИСТЕМЫ КООРДИНАТ
32-3. ДОПОЛНЕНИЕ
Локальные координаты фактического и заданного положений, показанные на экране,
учитывают сдвиг из исходной точки локальной системы координат, но не вращение.
6103-Е 313
РАЗДЕЛ 33. ФУНКЦИЯ ЦИКЛА ПОДАЧИ МАСЛЯНОГО ТУМАНА
РАЗДЕЛ 33. ФУНКЦИЯ ЦИКЛА ПОДАЧИ МАСЛЯНОГО ТУМАНА
33-1. ОБЗОР
Подача масляного тумана в постоянном цикле обычно выполняется во время
рабочей подачи. Данная функция позволяет выполнять подачу масляного тумана во
время перемещения в точку R в постоянном цикле (G84, G282, G283, G284, G74,
G272, G273, G274, G85, G89).
33-2. ФУНКЦИЯ
33-2-1. ВКЛЮЧЕНИЕ/ВЫКЛЮЧЕНИЕ РЕЖИМА ЦИКЛА МАСЛЯНОГО ТУМАНА
(1) Режим цикла масляного тумана ВКЛЮЧЕН
- М90: Режим цикла масляного тумана ВКЛЮЧЕН
(2) Режим цикла масляного тумана ВЫКЛЮЧЕН
Режим цикла масляного тумана выключен с помощью команды, данной ниже.
- М09: Группа СОЖ ВЫКЛЮЧЕНА
- М07: Охлаждение масляного тумана ВКЛЮЧЕНО
Хотя режим цикла масляного тумана выключен, масляный туман распыляется
с помощью команды М07.
- Команда включения масляного тумана при нажатии кнопки.
:Хотя режим цикла масляного тумана выключен, масляный туман
распыляется при нажатии кнопки.
- ВКЛЮЧЕНИЕ/ВЫКЛЮЧЕНИЕ питания.
[Дополнение]
Режим цикла масляного тумана не выключается с помощью кнопки сброса или
сброса режима.
32-2-2. ПОДРОБНАЯ ИНФОРМАЦИЯ
(1) Когда следующая команда постоянного цикла создана при включенном режиме
цикла масляного тумана, масляный туман распыляется при перемещении в
поперечном направлении к точке R в течение времени, установленного в
параметре.
- G74 : Обратный цикл нарезания резьбы метчиком
- G84 : Цикл нарезания резьбы метчиком
- G85 : Цикл растачивания
- G89 : Цикл растачивания
- G272 : Цикл синхронизированного нарезания резьбы метчиком в глубоких
отверстиях, обратный цикл нарезания резьбы метчиком
- G273 : Высокоскоростной цикл синхронизированного нарезания резьбы
метчиком в глубоких отверстиях, обратный цикл нарезания резьбы
метчиком
- G274 : Синхронизированное нарезание резьбы метчиком, цикл нарезания
резьбы метчиком
6103-Е 314
РАЗДЕЛ 33. ФУНКЦИЯ ЦИКЛА ПОДАЧИ МАСЛЯНОГО ТУМАНА
- G282 : Цикл синхронизированного нарезания резьбы метчиком в глубоких
отверстиях, обратный цикл нарезания резьбы метчиком
- G283 : Высокоскоростной цикл синхронизированного нарезания резьбы
метчиком в глубоких отверстиях, обратный цикл нарезания резьбы
метчиком
- G284 : Синхронизированное нарезание резьбы метчиком, цикл нарезания
резьбы метчиком
(2) Когда команда М87 (распыление масляного тумана) создана при включенном
режиме цикла масляного тумана, масляный туман распыляется в течение
времени, установленном в параметре.
33-2-3. ПАРАМЕТР
- Масляный туман распыляется в течение времени, установленного в следующем
параметре.
Установите параметр на экране MACHINE USER PARAMETER (параметр
пользователя станка) (СОЖ) в режиме установки параметров.
№
21
Элемент отображения
Oil mist time (время работы
масляного тумана)
Диапазон установки
Единица измерения
0 - 3600
Секунда
6103-Е 315
РАЗДЕЛ 34. СПЕЦИФИКАЦИЯ НА НЕСКОЛЬКИХ ЯЗЫКАХ
РАЗДЕЛ 34. СПЕЦИФИКАЦИЯ НА НЕСКОЛЬКИХ ЯЗЫКАХ
34-1. ОБЗОР
В данном разделе описывается процесс переключения языков для отображения
текста сообщения в серии OSP-P.
34-2. ПРОЦЕДУРА ПЕРЕКЛЮЧЕНИЯ ЯЗЫКОВ
Процедура:
1. Включите питание, чтобы загрузить ЧПУ.
2. Нажмите клавишу "Environmental Setting" (окружающие установки) в ряду
вертикально расположенных функциональных клавиш, показанных в правой
части окна.
3. Нажмите клавишу "Language Change" (смена языка) в ряду расположенных
вертикально функциональных клавиш.
4. В окне переключения языков, появившемся в центре экрана, курсором выберите
необходимый язык. Затем нажмите "ОК" в этом окне. Окно исчезает.
5. Снова включите питание. Устройство ЧПУ загрузится с выбранным языком.
Операция завершена.
6103-Е 316
РАЗДЕЛ 35. УСТАНОВКА ВЕСА ЗАГОТОВКИ
РАЗДЕЛ 35. УСТАНОВКА ВЕСА ЗАГОТОВКИ
35-1. ОБЗОР
Функция выбора веса заготовки (функция выбора серво файла) предназначена для
установки веса заготовки (нагрузки), она имеет серво файл, который содержит
автоматически выбранные оптимальные данные для серводвигателя. Устройство
ЧПУ выбирает оптимальные данные серводвигателя согласно весу заготовки,
установленному в WORK WEIGHT SET , когда он загружен или возвращен в
исходное состояние.
: WORK WEIGHT SET (единица измерения: тонна или 100 кг (220 фунтов)) – это
экран WORK WEIGHT SET, относящийся к экрану PARAMETER (параметр).
35-2. ФУНКЦИЯ
35-2-1. УСТАНОВКА ВЕСА ЗАГОТОВКИ (ПОВТОРНАЯ ЗАГРУЗКА ЧПУ НЕ ТРЕБУЕТСЯ)
Сообщение о неполадке не появляется, если оптимальные данные серводвигателя
не различаются до 1 и после установки веса заготовки. Более того, устройство
ЧПУ использует данные в WORK WEIGHT SET также для коррекции отклонения,
когда активна функции коррекции отклонения. Соответственно, вес заготовки
переключается в прямом режиме.
35-2-2. УСТАНОВКА ВЕСА ЗАГОТОВКИ (НЕОБХОДИМ СБРОС ИЛИ ПОВТОРНАЯ ЗАГРУЗКА ЧПУ)
Сообщение о неполадке "4336 Alarm D Reset effective parameter set" (Неполадка D
сброс эффективного набора параметров) появляется, если оптимальные данные
серводвигателя отличаются до и после того, как установка веса заготовки
выполнена 2.
Значение, установленное для веса заготовки, не активируется до тех пор, пока
устройство ЧПУ не будет возвращено в исходное состояние или не будет
перезагружено (данные серводвигателя остаются неизменными, пока они не
обновятся при сбросе или перезагрузке устройства ЧПУ).
Вес заготовки установлен,
когда ЧПУ перезагружено
Вес заготовки
Выбраны данные
серводвигателя
Диапазон, где вес заготовки
нельзя изменить до тех пор,
пока устройство ЧПУ е будет
возвращено в исходное
состояние.
Диапазон, где вес заготовки
можно
изменить
без
перезагрузки
устройства
ЧПУ, так как изменение веса
покрывается
функцией
коррекции отклонения
Диапазон, где вес заготовки
нельзя изменить до тех пор,
пока устройство ЧПУ не
будет
возвращено
в
исходное состояние
6103-Е 317
РАЗДЕЛ 35. УСТАНОВКА ВЕСА ЗАГОТОВКИ
35-2-3. ВРЕМЯ ВКЛЮЧЕНИЯ И ВЫКЛЮЧЕНИЯ ОГРАНИЧИТЕЛЯ ХОДА (ТОРМОЗА)
Если вал подвергается воздействию веса заготовки, когда она перемещается в
направлении вектора силы тяжести, возможна поломка вала во время изменения
данных серводвигателя.
Во избежание данной ошибки применяется ограничитель хода для двигателя до и
после обновления данных серводвигателя. Время, на которое применяется
ограничение хода, устанавливается в пунктах BRAKE ON TIME (время включения
ограничителя хода) и BRAKE OFF TIME (время выключения ограничителя хода) на
второй странице экрана WORK WEIGHT SET.
Примечание
Если оптимальные серводанные различаются до и после установки веса заготовки,
а новые установленные серводанные повреждены, то устройство ЧПУ может не
запуститься.
Если появляется неполадка "4336 Alarm D Reset effective parameter set" (Неполадка
D сброс эффективного набора параметров), выполните возврат ЧПУ в исходное
состояние перед выключением. Если в результате появляется одна из следующих
неполадок, выполнит возврат к предыдущему значению.
1334 Alarm A MCS Servo link data file (неполадка А Файл данных серво связи MCS)
1335 Alarm А Servo data change error (неполадка А Ошибка изменения серводанных)
35-3. УСТАНОВКА ПАРАМЕТРОВ И ЭКРАНЫ
Экран WORK WEIGHT SET (установка веса заготовки) (1/2)
Значение на экране WORK WEIGHT SET (установка веса заготовки) изменяется,
когда оптимальные данные серводвигателя обновлены.
6103-Е 318
РАЗДЕЛ 35. УСТАНОВКА ВЕСА ЗАГОТОВКИ
Экран WORK WEIGHT SET (установка веса заготовки) (2/2)
Название
Действующая
команда
Диапазон
установки
Заданное
По
перемещение умолчанию
BRAKE ON TIME
SET
0 - 200
10 мс
0
BRAKE OFF TIME
SET
0 - 200
10 мс
0
Описание
Время, в течение которого используется
ограничитель хода, до обновления
данных серводвигателя
Время, в течение которого используется
ограничитель хода, после обновления
данных серводвигателя
Данный параметр используется для ограничения хода серводвигателя до и
после обновления данных серводвигателя, поэтому он может предотвратить
поломку вала.
6103-Е 319
РАЗДЕЛ 36. ФУНКЦИЯ ИНДЕКСИРОВАНИЯ ОСИ В ДЛЯ MILLAC 1000VH
РАЗДЕЛ 36. ФУНКЦИЯ ИНДЕКСИРОВАНИЯ ОСИ В ДЛЯ MILLAC
1000VH
36-1. ТЕХНИЧЕСКИЕ УСЛОВИЯ
- Если команда одиночной поворотной оси и команда одиночной неповоротной оси
указаны в одном и том же кадре команды G01, появляется следующая неполадка.
"2333 ALARM-B Data word: indexing axis command 6" (НЕПОЛАДКА-В Слово
данных: команда 6 индексирования оси)
- Если команда одиночной поворотной оси указана в G02 или G03, то появляется
следующая неполадка.
"2359 ALARM-B Data word: rotating axis command 6" (НЕПОЛАДКА-В Слово данных:
команда 6 поворота оси)
- Команду одиночной поворотной оси нельзя задать для оси, управляемой с
помощью Super-NURBS.
- Если оси указаны для обозначения плоскости, то устройство ЧПУ игнорирует
команду, даже если соответствующая ось и условие с пределом указаны.
6103-Е 320
РАЗДЕЛ 37. ФУНКЦИЯ ВЫБОРА ПРОВЕРКИ УСТАНОВКИ ЗАДАННОГО ПОЛОЖЕНИЯ
РАЗДЕЛ 37. ФУНКЦИЯ ВЫБОРА ПРОВЕРКИ УСТАНОВКИ ЗАДАННОГО
ПОЛОЖЕНИЯ
37-1. ОБЗОР
Данная функция позволяет выполнять проверку установки заданного положения с
помощью значения установки в заданном положении, выбранного PLC. Устройство
ЧПУ может хранить два значения и переключаться между ними.
37-2. УСТАНОВКА ПАРАМЕТРА
На экране системных переменных находятся два установочных поля: IN-POSITION2
WIDTH (ширина 2 установки заданного положения) и IN-POSITION2 (HOME POS.)
(заданное положение 2 (исходное положение)). Когда PLC запрашивает второе
заданное положение, то оно выбирается в качестве значения установки в заданном
положении. Однако, проверка установки заданного положения не выполняется, если
значение установлено на "0".
Способ отображения и установки такой же, как и IN-POSITION WIDTH и IN-POSITION
(HOME POS.), хотя исходные значения IN-POSITION2 WIDTH (ширина 2 установки
заданного положения) и IN-POSITION2 (HOME POS.) (заданное положение 2
(исходное положение)) установлены на "0". Функциональные клавиши "SET"
(установить) и "ADD" (добавить) активны.
IN-POSITION2 WIDTH, IN-POSITION2 (HOME POS.)
Действительный диапазон : 0 – 1000 (единица измерения: 1 мм)
Исходное значение
: 0 (для всех осей)
6103-Е 321
РАЗДЕЛ 37. ФУНКЦИЯ ВЫБОРА ПРОВЕРКИ УСТАНОВКИ ЗАДАННОГО ПОЛОЖЕНИЯ
37-3. СИСТЕМНАЯ ПЕРЕМЕННАЯ
(1) IN-POSITION2 WIDTH
VIPB
: Название оси от Х до Z, от U до W, от А до С
Считывание и запись ширины заданного положения оси, указанной с помощью
названия оси.
Единица измерения соответствует заданной системе единиц измерения.
(2) IN-POSITION2 (HOME POS.)
VHPB
: Название оси от Х до Z, от U до W, от А до С
Считывание и запись ширины заданного положения для исходного положения
оси, указанной с помощью названия оси.
Единица измерения соответствует заданной системе единиц измерения.
37-4. ВВОД/ВЫВОД ПАРАМЕТРА
Следующие данные были добавлены для ввода/вывода системного параметра
(Р400).
Q137: IN-POSITION2 WIDTH
Q138: IN-POSITION2 (HOME POS.)
Подробная информация о вводе/выводе параметра см в "РАЗДЕЛЕ 5 ВВОД И
ВЫВОД ПАРАМЕТРА" в отдельном "Руководстве по редактированию данных".
6103-Е 322
РАЗДЕЛ 38. ФУНКЦИЯ РУЧНОГО ПРОПУСКА
РАЗДЕЛ 38. ФУНКЦИЯ РУЧНОГО ПРОПУСКА
38-1. ОБЗОР
Когда используется калибровочный инструмент, такой как кольцевой датчик и т.п.,
сигнал контакта между датчиком и заготовкой можно ввести в устройство ЧПУ.
Данная функция останавливает перемещение оси при вводе сигнала пропуска
(сигнала контакта) в ЧПУ, если ось перемещается с помощью ручной подачи
(включая подачу с помощью импульсной ручки). Данная функция называется
функцией ручного пропуска.
38-2. ФУНКЦИИ
(1)
(2)
Данная функция активирована в ручном режиме и, когда включен
переключатель ВКЛ./ВЫКЛ. функции ручного пропуска на панели управления
станком.
Перемещения
а. Когда данная функция активирована, если сигал пропуска включен во время
перемещения оси с помощью ручной подачи, то перемещение оси
немедленно прекращается. Команда подачи в направлении контакта
становится недействительной, а команда подачи в противоположном
контакту направлении может быть активирована. Перемещение оси в обоих
направлениях активно, когда сигнал пропуска выключен. Только ось,
указанная с включенным сигналом пропуска ограничивается в перемещении
в направлении контакта, когда сигнал пропуска включен, другие оси могут
свободно перемещаться независимо от состояния сигнала пропуска.
b. Если переключатель ВКЛ./ВЫКЛ. функции ручного пропуска выключен во
время включения сигнала пропуска, отменяется запрет на перемещение
оси в направлении контакта, позволяя выполнять перемещения в обоих
направлениях.
с. Пример перемещения
Ось Х перемещается из (А) в (С) путем ручной подачи, как показано на
рисунке далее.
Заготовка
Направление контакта
ON: Сигнал пропуска ВКЛЮЧЕН
- Ось перемещается из (А) в (С) путем ручной подачи.
- Сигнал пропуска включается в (В).
В этот момент команда подачи становится неактивной и ось
останавливается.
- Ось Х может перемещаться только в направлении (А) из (В) (в
направлении ← на рисунке), а перемещение в (С) запрещено. Другие оси
могут перемещаться в обоих направлениях в обычном порядке, как
указано командой подачи оси.
6103-Е 323
РАЗДЕЛ 38. ФУНКЦИЯ РУЧНОГО ПРОПУСКА
(3)
- Если сигнал пропуска выключен, пока ось Х перемещается из (В) в (А),
ось может перемещаться в обоих направлениях – в (А) и в (С).
Если переключатель ВКЛ./ВЫКЛ. функции ручного пропуска выключен, когда
ось находится в (В) (с включенным сигналом пропуска), активирована команда
перемещения оси в обоих направлениях в (А) и в (С) из (В).
Ограничение скорости подачи ручного пропуска
Ограничение скорости подачи активировано в режиме ручного пропуска. Если
скорость подачи, указанная переключателем подачи оси или импульсной
ручкой, превышает скорость, установленную в параметре, выполняется
контроль скорости во избежание превышения скорости, установленной в
параметре, чтобы скорость соответствовала значению, установленному в
параметре.
Параметр установки: слово дополнительного параметра ЧПУ №85
Диапазон установки:
1 – 10000
Единица установки:
мм/мин.
6103-Е 324
РАЗДЕЛ 39. ФУНКЦИЯ ОТВОДА ОСИ ПОДАЧИ
РАЗДЕЛ 39. ФУНКЦИЯ ОТВОДА ОСИ ПОДАЧИ
39-1. ОБЗОР
Данная функция позволяет отводить инструмент, чтобы он находился на некотором
расстоянии от заготовки в случае обнаружения устройством ЧПУ неисправности
сети питания.
39-2. ПОДРОБНАЯ ИНФОРМАЦИЯ О ФУНКЦИИ
Существует два способа подачи команд, чтобы активировать/деактивировать
данную функцию.
- Установка параметра
- Команда программы
39-2-1. УСТАНОВКА ПАРАМЕТРОВ НА ЭКРАНЕ ОТВОДА ОСИ ПОДАЧИ
Выберите режим установки параметра и выберите экран FEED AXIS RETRACT
(отвод оси подачи), используя клавишу смены отображения DISPLAY CHANGE.
функция принята путем установки DEFAULTS (по умолчанию) и RETRACT AMOUNT
(величина отвода).
Если направление отвода уже указано с помощью команды программы, то
применяется направление, указанное данной командой программы.
6103-Е 325
РАЗДЕЛ 39. ФУНКЦИЯ ОТВОДА ОСИ ПОДАЧИ
Описание значений установки
Параметр
Описание
Ось и направление для отвода указаны на
рисунке от 0 до 6.
Направление отвода активировано, когда
команда отвода отменена (G414), когда
питание включено или при возврате в
исходное состояние.
DEFAULTS
Это значение параметра не будет
(по
меняться, даже если задана команда Р
умолчанию)
для "ВКЛЮЧЕНИЯ" команды отвода
RETRACT
(G415).
DIRECTION
Ось и направление необходимо задавать
(направление
согласно системе координат станка.
отвода)
(Они не влияют на систему координат
программы.)
Направление
отвода
отображено
активированным в данное время.
Если задано "ВКЛЮЧЕНИЕ" команды
EFFECT
отвода (G415), то появляется значение
(активность)
команды Р. фон экрана становится
желтым,
когда
функция
отвода
активирована.
RETRACT AMOUNT
Указана величина отвода.
(величина отвода)
Если отвод выполнен в позиции, близкой к
предельному положению, то станок может
LIMIT INVALID WIDTH
выйти за указанные пределы. Отвод не
(ширина предельной
будет выполнен в границах значения
неактивности)
установки из положительного или
отрицательного предельного положения.
укажите значение радиуса для оси Х.
RETRACT FUNC. WHEN
С помощью данной установки можно
NOT MACHINING (функция выбрать активировать или нет функцию
отвода не во время
отвода не во время запрограммированной
обработки)
обработки (*2).
Диапазон установки
По
умолчанию
Единица
0: Не отводится.
1: + направление оси Х
2: - направление оси X
3: + направление оси Y 4: - направление оси Y
5: + направление оси Z
6: - направление оси Z
0
-
-
-
0 – 10,000
[mm]
1
0
15,000 – 9999,999
[мм]
1
15 мм
ENABLE/DISABLE
(активировать/
деактивировать)
-
DISABLE
(не активна)
1: Следует за единицей установки данных.
2: Определение "во время запрограммированной обработки" означает период
времени с момента, когда программа запущена в автоматическом режиме или
в режиме ручного ввода данных (MDI) до тех пор, пока не будет выполнена М02
(М30) или до момента остановки со сбросом. Временная остановка после
запуска, остановки одиночного кадра и остановки в результате остановки
программы считается как "время запрограммированной обработки". Если режим
ручного прерывания установлен "во время запрограммированной обработки",
это так же считается "временем запрограммированной обработки".
Другие случаи во время поиска последовательности и перезапуска
последовательности
так
же
считаются
операциями
"во
время
запрограммированной обработки" за исключением выполнения программыграфика.
6103-Е 326
РАЗДЕЛ 39. ФУНКЦИЯ ОТВОДА ОСИ ПОДАЧИ
39-2-2. КОМАНДА УПРАВЛЕНИЯ ПРОГРАММОЙ
Активация или деактивация функции отвода может быть установлена с помощью
команды управления программой. Если требуется изменить направление отвода в
зависимости от обрабатываемой детали, полезна функция ВКЛЮЧЕНИЯ и
ВЫКЛЮЧЕНИЯ, выполняемая командой управления программой.
Когда используется "ВКЛЮЧЕНИЕ" команды отвода (G415), значение команды Р,
созданное вместе с тем, которое применяется, как направление отвода. Когда
создана отмена команды отвода (G414)? Направление отвода соответствует
значению в параметре.
<<"ВКЛЮЧЕНИЕ" команды отвода>>
G415 P
Установить ВКЛЮЧЕНИЕ функции отвода.
P: Характеристики направления отвода (0 - 6)
0: Не отводится
1: положительное направление оси Х
2: отрицательное направление оси Х
3: положительное направление оси Y
4: отрицательное направление оси Y
5: положительное направление оси Z
6: отрицательное направление оси Z
Если создана команда, отличная от вышеуказанной, или команда Р не создана,
то появляется следующая неполадка и устройство ЧПУ останавливает работу
станка.
"Alarm B Feed axis retract function command" (Неполадка В Команда функции
отвода оси подачи)
<<Отмена команды отвода>>
G414
Отмена команды G414
- G414 (отмена команды отвода) будет выбрана, когда питание включено или при
возврате в исходное состояние.
- Это модальный код G.
- Используйте как специальный код G и укажите данную команду отдельно.
- Данный код G остается активированным во время поиска перезапуска
последовательности.
- Во время блокировки станка G415 переключается на G414.
6103-Е 327
РАЗДЕЛ 39. ФУНКЦИЯ ОТВОДА ОСИ ПОДАЧИ
39-2-3. В СЛУЧАЕ, КОГДА ОТВОД НЕ ВЫПОЛНЯЕТСЯ
станок не отводится в следующих случаях.
<<При выполнении программы обработки>>
- Установка отвода не активирована с помощью команды управления
программой или в параметре (направление отвода установлено на 0 или
величина отвода установлена на 0).
- Не во время рабочей подачи (G01/G02/G03/G132) (также во время обработки
области и коррекции на радиус режущей кромки инструмента).
- В режиме обработки наклонной поверхности.
- В постоянном цикле
- В режиме ручного прерывания, эффективны наклонная координата и ввод
подачи инструмента в осевом направлении.
- В цикле АТС, АРС и в последовательности ААС
- Инструмент располагается в пределах области LIMIT INVALID WIDTH (неверная
ширина предела)
<<Не во время выполнения программы обработки>>
- Функция отвода не во время программы обработки установлена в состояние
"деактивации" в параметре.
- Установка отвода не активна в параметре (направление отвода установлено на
0 или величина отвода установлена на 0).
- В ручном режиме работы эффективны наклонная координата и входное
значение подачи инструмента в осевом направлении.
- В цикле АТС, АРС и в последовательности ААС
- Инструмент расположен в пределах области LIMIT INVALID WIDTH (неверная
ширина предела).
39-2-4. ТЕКУЩЕЕ ПОЛОЖЕНИЕ ПОСЛЕ ОТВОДА
Ось перемещается автоматически при отводе, определяя неисправность в системе
питания. Таким образом, текущее положение оси отличается до и после
неисправности в системе питания на величину перемещения при отводе, когда
питание включилось снова после неисправности. Однако, разница не всегда
становится величиной отвода, установленной в параметре.
6103-Е 328
РАЗДЕЛ 40. ПРОГНОЗИРОВАНИЕ СТОЙКОСТИ СПЕЦИАЛЬНОГО РЕЖУЩЕГО
ИНСТРУМЕНТА/ПРЕДУПРЕДИТЕЛЬНАЯ ФУНКЦИЯ СТОЙКОСТИ СПЕЦИАЛЬНОГО
ИНСТРУМЕНТА
РАЗДЕЛ 40. ПРОГНОЗИРОВАНИЕ СТОЙКОСТИ СПЕЦИАЛЬНОГО
РЕЖУЩЕГО ИНСТРУМЕНТА/ПРЕДУПРЕДИТЕЛЬНАЯ ФУНКЦИЯ
СТОЙКОСТИ СПЕЦИАЛЬНОГО ИНСТРУМЕНТА
40-1. ПРОГНОЗИРОВАНИЕ СТОЙКОСТИ СПЕЦИАЛЬНОГО РЕЖУЩЕГО ИНСТРУМЕНТА
Данная функция активирует индикаторы состояния, прогнозирующие стойкость
режущего инструмента. В это же время, она выдает неполадку D, чтобы
предупредить оператора, что ресурс стойкости группы инструментов подходит к
концу.
Индикаторы ресурса стойкости инструмента содержат индикаторную лампу
состояния и предупредительный зуммер.
40-1-1.ФУНКЦИЯ
Когда какая-либо группа, где общее число оставшихся режущих инструментов в
группе инструментов с таким же номером активного инструмента или инструмента,
установленного в магазине, снижено до ранее определенного числа
(предупредительная точка) или менее, активируются индикаторы состояния и
появляется неполадка D, чтобы спрогнозировать стойкость специального
инструмента.
"4286 Alarm D: Tool life previous notice" (неполадка D: предыдущее уведомление о
ресурсе стойкости режущего инструмента)
В режиме данных инструмента TOOL DATA укажите номер прогнозирования
(предупредительная точка) для каждого номера группы инструментов от 1 до 999 на
экране "WARNING POINT SET" (установка предупредительной точки), как показано
далее.
Рис. 40-1. Установка данных инструмента: экран WARNING POINT SET
6103-Е 329
РАЗДЕЛ 40. ПРОГНОЗИРОВАНИЕ СТОЙКОСТИ СПЕЦИАЛЬНОГО РЕЖУЩЕГО
ИНСТРУМЕНТА/ПРЕДУПРЕДИТЕЛЬНАЯ ФУНКЦИЯ СТОЙКОСТИ СПЕЦИАЛЬНОГО
ИНСТРУМЕНТА
На инструменты с номером группы инструментов, установленным на 0, функция
прогнозирования стойкости режущего инструмента не распространяется.
Таким образом, для укажите № группы (от 1 до 999) для каждого инструмента.
№ параметра
1 – 999
Название
Описание
Укажите предупредительный номер,
WARNING
при котором будут активироваться
(предупреждение)
индикаторы состояния.
Эффективная
команда
Программируемый
диапазон
SET
(установить)
0 – 32767
[Дополнение]
1) Оставшееся число инструментов в группе активных инструментов с одинаковым
№ показывает оставшееся значение, отображенное, когда режим управления
сменой инструментов был установлен на указанном номере.
2) Для инструментов, которым необходимо прогнозирование ресурса стойкости,
установите режим управления сменой инструментов в указанном номере. Если
режим управления сменой инструментов установлен при отсутствии контроля
ресурсом стойкости или с предупреждением по времени, то данная функция не
используется.
3) Если № группы инструментов, установлен на указанный номер, то функция
распространяется только на указанные инструменты.
4) Что касается NG-инструментов, то оставшееся число принимается за нуль.
5) Инструменты, не перечисленные в таблице соответствия гнезда/инструмента
"Pot/Tool Correspondence Table" на листе MG INFO., не попадают по действие
функции.
6) Если активный инструмент не был установлен или № его группы установлен на
0, то прогнозирование стойкости режущего инструмента не будет выполняться.
7) Если стойкость режущего инструмента управляется в количественных
показателях, то необходимы команды TLFON и TLCO.
Пример:
TLFON
TLCO Q XXX
XXX указывает число от 0 до 999 для обратного отсчета.
Если это число указано, то отсчет назад будет производиться только для него.
Подробная информация дана в РАЗДЕЛЕ 21 "Функции управления сроком
службы инструмента" Руководства по специальным функциям №1.
8) Модно выбрать, отображать или нет неполадку "4286 Alarm D: Tool Life Previous
Notice" (Неполадка D: предыдущее предупреждение о сроке службы
инструмента), используя дополнительный параметр ЧПУ № 76 бит 6.
Если параметр включен, то неполадка предупреждения о сроке службы
инструмента не будет отображаться. Если он выключен, то неполадка будет
отображаться (по умолчанию).
9) С помощью функции вывода параметра, данные предупредительной точки
можно считывать и определять в помощью Р №"240".
6103-Е 330
РАЗДЕЛ 40. ПРОГНОЗИРОВАНИЕ СТОЙКОСТИ СПЕЦИАЛЬНОГО РЕЖУЩЕГО
ИНСТРУМЕНТА/ПРЕДУПРЕДИТЕЛЬНАЯ ФУНКЦИЯ СТОЙКОСТИ СПЕЦИАЛЬНОГО
ИНСТРУМЕНТА
40-2. ПРЕДУПРЕЖДЕНИЕ О СРОКЕ СЛУЖБЫ СПЕЦИАЛЬНОГО РЕЖУЩЕГО
ИНСТРУМЕНТА
Данная функция активирует индикаторы состояния, чтобы показать, что группа
инструментов достигла предельного срока службы. В это же время появляется
неполадка C, чтобы предупредить оператора о сроке службы инструмента.
Индикаторы срока службы инструмента включают индикаторную лампу
состояния и предупредительный зуммер.
40-2-1. ФУНКЦИЯ
Когда появляется группа инструментов, где все инструменты – NG в одной группе
активных инструментов или инструментов, установленных в магазине, то
активируются индикаторы состояния и появляется неполадка С, чтобы показать
предупреждение о сроке службы инструмента.
"3277 Alarm C Tool life management no spare tool" (неполадка С управление сроком
службы инструмента – нет свободного инструмента)
Когда появляется вышеуказанная неполадка С, замените инструмент новым.
Установите необходимое число и оставшееся число инструментов на экране и
установите ОК в столбце OK/NG.
Если команда смены инструмента выполнена для номера группы инструмента, где
нет свободного инструмента, без замены инструмента новым, то появляется
следующая неполадка В.
"2436 Alarm B Active tool NG2" (неполадка В Активный инструмент NG2).
[Дополнение]
1) Все инструменты в группе с одним номером активного инструмента
представляют инструменты во всех режимах.
2) На инструменты, не перечисленные в таблице соответствия гнезда/инструмента
"Pot/Tool Correspondence Table" на листе MG INFO., функция не
распространяется.
3) Предупреждение о сроке службы инструмента не будет активировано, когда
активный инструмент не установлен.
4) Если номер группы активного инструмента установлен на 0, то предупреждение
о сроке службы инструмента дается только для активного инструмента.
5) Вы можете установить, отображать или нет неполадку "3277 Alarm C Tool life
management no spare tool" (неполадка С управление сроком службы инструмента
– нет свободного инструмента) в бите дополнительного параметра ЧПУ №76 бит
7. Если параметр включен, то неполадка не будет отображаться, если параметр
не включен, то неполадка, предупреждающая о сроке службы инструмента,
будет отображаться (по умолчанию).
6103-Е 331
РАЗДЕЛ 41. КОРРЕКЦИЯ ПЕРЕМЕННОГО МЕРТВОГО ХОДА
РАЗДЕЛ 41. КОРРЕКЦИЯ ПЕРЕМЕННОГО МЕРТВОГО ХОДА
41-1. ОБЗОР
Функция переменного мертвого хода позволяет изменять значения коррекции в
соответствии с расстоянием перемещения после заданного обратного хода.
Дополнительно, величина коррекции изменяется в соответствии со скоростью
подачи и режимом интерполяции (линейная/круговая).
41-2. ЭКРАНЫ УСТАНОВКИ
- Выберите режим установки параметра.
- Выберите
"BACKLASH
COMP./LOST
MOTION
COMP."
(коррекция
зазора/коррекция мертвого хода), нажав на клавишу "DISPLAY CHANGE" (смена
изображения). Появится следующий экран.
6103-Е 332
РАЗДЕЛ 41. КОРРЕКЦИЯ ПЕРЕМЕННОГО МЕРТВОГО ХОДА
41-2-1. ДАННЫЕ УСТАНОВКИ
Параметр
(1) COMP. MODE
(режим коррекции)
(2) LOAD DISTANCE
VAL.
(значение
расстояния
с
нагрузкой)
(3) COMPENSATION
(коррекция)
(4) COMP. VAR. FUN
(5) COMPENSATION
(Linear Feed)
(коррекция
(линейная подача))
Описание
Выберите способ коррекции между "VAR. LOST
MOTION" (переменный мертвый ход) и "FIXED
BACKLASH" (постоянный зазор).
"VAR. LOST MOTION" (переменный мертвый ход):
Когда перемещение оси направлено в обратную
сторону (между + и -), величина коррекции
свободного хода становится переменной согласно
величине перемещения.
"FIXED BACKLASH" (постоянный зазор):
Когда перемещение оси направлено в обратную
сторону, значение установки корректируется.
Установите расстояние, на которое ось
фактически перемещается, измеренное с
помощью
Millimess
или
подобными
инструментами.
Можно
установить
только
B1;
затем
автоматически устанавливаются B2 = B1 x 2, B3 =
B1 x 3 и B4 = B1 x 4.
Установите значение коррекции, необходимое
для достижения значения "LOAD DISTANCE VAL."
выше.
Выберите
"Enable/disable"
(активировать
/деактивировать) для функции для величины
коррекции в режиме скорости подачи и коррекции.
Установите значение ошибки, созданное при
позиционировании со
скоростью подачи,
установленной
в
[F2]
[F6]
из
положительного/отрицательного
направления.
Величина коррекции B4 показана как величина
коррекции для импульсной ручки.
Выберите значение коррекции, используемое в
круговой интерполяции.
Введите радиус окружности, чтобы использовать
величину коррекции справа. 2
Введите круговую подачу, чтобы использовать
значение коррекции справа. 2
Диапазон установки/исходное
значение
VAR. LOST
BACKLASH
MOTION
/
Единица
FIXED
Исходное значение: в зависимости от
модели станка
-
0,0000 – 1,0000 [мм]
Исходное значение: установлено на
предприятии-изготовителе
1
-1,0000 - 1,0000 [мм]
Исходное значение: установлено на
предприятии-изготовителе.
1
Enable/disable
Исходное значение: Enable
-1,0000 - 1,0000 [мм]
Исходное значение: установлено на
предприятии-изготовителе.
(6) CIRCUL. FEED
Исходное значение: C1
(круговая подача)
(7) R (COMMENT)
0,000 to 99999,999 [мм]
(комментарий)
Исходное значение: пусто
(8) F (COMMENT)
0,000 to 99999,999 [мм/мин] 3
(комментарий)
Исходное значение: пусто
(9) COMPENSATION
-1,0000 - 1,0000 [мм]
(Circul. Feed)
Установите значение коррекции в круговой
Исходное значение: в зависимости от
(коррекция (круговая подаче.
модели станка.
подача))
1 Значение ввода согласно системе единиц установки данных.
2 Для установки в пустом местоположении, введите [F1] (SET) и "".
3 Значение ограничено 10000 мм/мин., когда выбран субмикрон.
-
1
1
1
1
6103-Е 333
РАЗДЕЛ 41. КОРРЕКЦИЯ ПЕРЕМЕННОГО МЕРТВОГО ХОДА
[Дополнение]
1) При смене режима коррекции отображаются следующие указатели.
"VAR. LOST MOTION" → "FIXED BACKLASH"
"The variable lost motion compensation mode is being selected. Do you want to change it to the
fixed backlash compensation mode?" (Выбран режим коррекции переменного мертвого
хода. Вы хотите заменить его режимом коррекции постоянного зазора?)
"FIXED BACKLASH" → "VAR. LOST MOTION"
"The fixed backlash compensation mode is being selected. Do you want to change it to the
variable lost motion compensation mode?" (Выбран режим коррекции постоянного зазора.
Вы хотите заменить его режимом коррекции переменного мертвого хода?)
Нажмите [F6] (YES) (да), чтобы принять изменения. Для отмены нажмите [F7] (NO) (нет).
Для активации выбранного режима, нажмите [F5] (DATA TRANSFER) (перенос данных).
Меню управляется только с помощью функциональных клавиш, а не символами и
числовыми клавишами, включая "".
2) Если вы предпримете попытку изменить значения установки в режиме коррекции
переменного мертвого хода, то появится следующая ошибка.
4091 Alarm D Var. lost motion cannot be applied. "#2" (неполадка D нельзя применить
переменный мертвый ход)
--- бит0: ось Х бит1: ось Y бит2: ось Z бит 3: 4-я ось
Эта неполадка показывает, что данные были только что изменены и отображенные
данные не активированы устройством управления. Для удаления неполадки нажмите [F5]
(DATA TRANSFER) (перенос данных).
3) Когда выбран режим коррекции переменного мертвого хода, коррекция зазора параметра
пользователя отображается как "---" и никакие значение ввести нельзя. При попытке
сделать это появляется следующее сообщение.
Error 9126 Variable mode inside is not revocable. (ошибка 9126 переменный режим нельзя
отменить)
4) Экран заменяется следующим экраном, когда выбран режим коррекции постоянного
зазора.
Значение коррекции сразу же после смены экрана отображается как "----".
Убедитесь, что нажали [F5] (DATA TRANSFER) (перенос данных) или выключили и снова
включили питание.
6103-Е 334
РАЗДЕЛ 41. КОРРЕКЦИЯ ПЕРЕМЕННОГО МЕРТВОГО ХОДА
41-2-2. ПОДРОБНЫЕ ДАННЫЕ УСТАНОВКИ
Нажмите [F9] (Extend) (расширить), а затем нажмите [F1] (DETAIL). Появляется
следующий экран.
Параметр
Описание
Данный
фильтр
используется
для
предотвращения
быстрого
изменения
(1) FILTER
коррекции зазора. Обычная установка: 0,0.
(фильтр)
Увеличьте значение установки в случае, если
метка резца слева на повернутой детали.
Используется для сдерживания быстрого
изменения значения коррекции.
(2) VAR. TIME CONST.
Изменение значения коррекции будет более
постепенным по мере увеличения значения.
(3) FEED
(подача)
(4) REV. COMP. RATE
(Linear Feed )
(скорость обратной
коррекции) (линейная
подача)
(5) REV. COMP. RATE
(Circul. Feed)
(скорость обратной
коррекции) (круговая
подача)
Диапазон установки/исходное
значение
Единица
0,0 - 3276,7
Исходное значение: 0,0
[мс]
0,0 - 10000,0
Исходное значение: 80,0
[мс]
0,000 – ускоренная подача
Исходное значение:
F1: 0,000
Установите скорость подачи, для которой F2: 1,000
установлено значение коррекции.
F3: 10,000
F4: 100,000
F5: 1000,000
F6: ускоренная подача
1
Установите скорость для значения коррекции во
0,0 - 100,0
время возврата с помощью п. "2-1. Данные
Исходное значение: 100,0
установки".
[%]
Установите скорость для значения коррекции во
0,0 - 100,0
время возврата с помощью п. "2-1. Данные
Исходное значение: 100,0
установки".
[%]
1 Значение ввода согласно системе единиц установки данных.
[F1] постоянно установлено на 0,000. [F6] показывает высокую скорость подачи,
установленную на станке. Значение округлено.
2 На 2-ой странице в Подробных установках;
- Значения установки [F2] – [F5] "FEED" (подача) для линейной подачи
отображены на экранах "2. Экраны установки".
- "R (COMMENT)" (комментарий) и "F (COMMENT)" (комментарий) для
круговой подачи "SEL." Такие же, как и данные на 2-й странице "2. Экраны
установки".
6103-Е 335
РАЗДЕЛ 41. КОРРЕКЦИЯ ПЕРЕМЕННОГО МЕРТВОГО ХОДА
41-3. ФУНКЦИОНАЛЬНЫЕ КЛАВИШИ
41-3-1. ПЕРЕКЛЮЧЕНИЕ ОСИ [F4]
С помощью функциональных
отображаться.
клавиш
можно
изменить,
какие
оси
будут
41-3-2. ПЕРЕНОС ДАННЫХ [F5]
(1) Клавиша "Data Transfer" переносит установленные данные в диапазон,
используемый устройством управления.
(2) При нажатии данной функциональной клавиши отображаются всплывающие
функции, как показано далее.
"1AXIS TRANSFER": Значения установки для текущей отображаемой оси
перенесены.
"ALL AXIS TRANSFER": Все данные для оборудованных осей (исключая
шпиндель и ось станка) переносятся.
Когда нажата клавиша переноса, появляются функциональные клавиши [F6]
(YES) (да) и [F7] (NO) (нет).
Убедитесь, что кнопка аварийной остановки нажата, затем нажмите [F6] (YES)
(да). Если кнопка [F6] (YES) (да) нажата, когда кнопка аварийной остановки не
была нажата, то появляется следующее сообщение.
Error 9124 Please push emergency stop. 1 (ошибка 9124 Пожалуйста, нажмите
кнопку аварийной остановки. 1)
Величина коррекции требует наличия некоторых условий для величины
перемещения с помощью импульсной ручки на стр. 1. В противном случае
появляется сообщение об ошибке.
-9121Cannot data transfer. '0<=A<=B1<=B2<=B3<=B4 или 0>=A'
Если А и В1 – В4 это A>=0, то B1, B2, B3 и В4 необходимо установить со
значением для увеличения слева.
Величина коррекции для скорости подачи на стр. 2 должна иметь такой же
знак. Если условие не выполнено, то появляется следующее сообщение об
ошибке.
-9121Cannot data transfer. 1 '0<=F1, F2, F3, F4, F5, F6 или 0>=F'
Установите такой же знак для значений коррекции F1 – F6.
6103-Е 336
РАЗДЕЛ 41. КОРРЕКЦИЯ ПЕРЕМЕННОГО МЕРТВОГО ХОДА
41-4. СИСТЕМНАЯ ПЕРЕМЕННАЯ
Выбор величины коррекции (С1/С2/С3) при круговой подаче можно изменить с
помощью системных переменных.
VLMC ( = название оси)
Допустимое значение 1 – 3 (1=С1 2=С2 3=С3)
Пример) VLMCX = 1 … C1 установлено как выбор величины коррекции с круговой
подачей оси Х.
Данные системные переменные необходимо устанавливать перед началом
обработки. Если попытка предпринята во время обработки (в кадре, где G1, G2 и
G3 созданы последовательно), выполнение программы остановлено, когда
завершен кадр, перед которым были указаны данные переменные, при этом
скорость оси снижается.
41-5. ОТОБРАЖЕНИЕ ЗНАЧЕНИЯ КОРРЕКЦИИ В РЕЖИМЕ КОРРЕКЦИИ
ИЗМЕНЧИВОГО ХОЛОСТОГО ХОДА
Нажмите клавишу режима рабочего экрана, затем нажмите [F7] или [F8] (DISPLAY
CHANGE) для отображения данных оси ЧПУ. Следующие пункты (LOSTMOTION)
отображаются, когда отображенные данные изменяются с помощью клавиши
управления курсором [↓].
Величина текущей коррекции отображается для заданной оси режима переменного
мертвого хода, а "-----" отображается для оси режима коррекции постоянного зазора.
6103-Е 337
РАЗДЕЛ 41. КОРРЕКЦИЯ ПЕРЕМЕННОГО МЕРТВОГО ХОДА
41-6. ВВОД/ВЫВОД ПАРАМЕТРА
Функция ввода/вывода параметра Р420 может выводить данные параметры. Номера
Q применяются к пунктам, отображенным далее.
[Дополнение]
- Название оси и данные соответствующей оси следуют за каждым номером Q.
-Когда данные не применяются к комментарию R и F, выводится "/0".
6103-Е 338
РАЗДЕЛ 41. КОРРЕКЦИЯ ПЕРЕМЕННОГО МЕРТВОГО ХОДА
41-7. ПРОЦЕСС УСТАНОВКИ ЗНАЧЕНИЙ КОРРЕКЦИИ
(2)
После того, как экран "BACKLASH COMP./LOST MOTION COMP." (коррекция
зазора/коррекция мертвого хода) отобразился, нажмите клавишу [F4] (AXIS
CHANGE) (смена оси) для отображения оси, для которой установлен параметр.
Проверьте, установлен ли режим коррекции на "VAR. LOST MOTION"
(переменный мертвый ход). Если выбрано "FIXED BACKLASH" (постоянный
зазор), расположите курсор в поле режима коррекции и нажмите клавишу [F1]
(MENU) (меню), а затем нажмите клавишу [F3] (VAR.), чтобы переключиться в
режим "VAR. LOST MOTION"(переменный мертвый ход).
(3)
Проверьте, все ли значения установки в полях величины коррекции – "0,0000".
(1)
6103-Е 339
РАЗДЕЛ 41. КОРРЕКЦИЯ ПЕРЕМЕННОГО МЕРТВОГО ХОДА
(4)
Нажмите клавишу перехода по страницам, чтобы отобразить экран установки
функции нескольких переменных величины коррекции. В это же время
проверьте, все ли значения установки в полях величины коррекции– "0,0000"
или функция нескольких переменных величины коррекции установлена на
Disabled (деактивирована).
(5)
Выполните установку измерительного оборудования точно так же, как и для
измерения величины коррекции зазора. На следующем рисунке показан
пример, когда измерительное устройство Millimess расположено на шпинделе, а
блок находится на столе.
Шпиндельная головка
Магнитная стойка
Блок
Во время установки обратите особое внимание на следующее.
- Закрепите измерительное устройство Millimess и блок таким образом, чтобы
они не двигались при увеличении/снижении скорости шпинделя во время
ускоренной подачи.
- Зафиксируйте магнитную стойку и блок, не повредив шпиндельную головку и
стол.
- Установите магнитную стойку таким образом, чтобы она не выдвигалась
слишком сильно (рука не такая длинная) или для того, чтобы не создавать
ненужных соединительных частей.
6103-Е 340
РАЗДЕЛ 41. КОРРЕКЦИЯ ПЕРЕМЕННОГО МЕРТВОГО ХОДА
(6) Измерьте обратные характеристики с помощью подачи импульсной ручкой.
(6)-1. Пока устройство Millimess и блок разделены, переместите нагрузку (стол) в
направлении (1).
(6)-2. Продолжайте перемещение нагрузки (стола) в направлении (1) на величину
1 [ м] до тех пор, пока блок не подойдет вплотную к Millimess, а указатель
не будет начнет колебаться на несколько десятых долей [ м]. во время
этого процесса, если команда перемещения выполнена в направлении (2),
начните еще раз с п. (6)-1, так как соответствующий результат не был
достигнут.
(6)-3. Наблюдая за указателем Millimess, создайте команду перемещения в
направлении (2), используя импульсную ручку, на величину 1 [ м]. В это же
время выполните измерение следующего значения.
- Значение индикации Millimess, когда нагрузка (стол) начала
перемещаться согласно команде импульсной ручки (нагрузка
перемещается на 1 [ м], когда импульсной ручкой было установлено
значение 1 [ м]); колебание после заданного направления изменилось на
обратное.
(6)-4. Если значение, полученное в п. (6)-3, составляет 4 [ м] или менее,
установите значение величины перемещения нагрузки
на 1 [ м]
(исходное значение). Если значение, полученное в п. (6)-3, составляет 4
[ м] или более, установите в значении 1/4 от полученного значения в
качестве величины перемещения нагрузки
.
(6)-5. Продолжайте выполнять перемещение в направлении (2) с помощью
подачи импульсной ручки, затем выполните один отвод.
(6)-6. Выполните действия из пп. (6)-1 и (6)-2 еще раз.
(6)-7. Наблюдая за указателем Millimess, создайте команду перемещения в
направлении (2), используя импульсную ручку, на величину 1 [ м]. в это же
время измерьте следующее значение.
- указанная величина импульса необходима до тех пор, пока значение
индикатора Millimess не изменится на 1 х
: N1
- указанная величина импульса необходима до тех пор, пока значение
индикатора Millimess не изменится на 2 х
: N2
- указанная величина импульса необходима до тех пор, пока значение
индикатора Millimess не изменится на 3 х
: N3
- указанная величина импульса необходима до тех пор, пока значение
индикатора Millimess не изменится на 4 х
: N4
(6)-8. Продолжайте выполнять перемещение в направлении (2) с помощью
подачи импульсной ручкой, затем выполните один отвод.
(6)-9. Определите величину коррекции (в п. 9 дана информация о процессе
установки для параметра коррекции).
Когда нагрузка требует команду перемещения N1 для перемещения
величины
, нагрузка может перемещаться на величину
согласно
команде, если величина коррекции В1= (N1 ) добавлена, когда создана
команда перемещения для
.
Другие величины коррекции определены для В2 = (N2 – 2 x
), В3 = (N3 –
3x
) и В4 = (N4 – 4 x
) таким же образом.
6103-Е 341
РАЗДЕЛ 41. КОРРЕКЦИЯ ПЕРЕМЕННОГО МЕРТВОГО ХОДА
Что касается системы привода с шариковым ходовым винтом, установите
"0,0000" для величины обратной коррекции А. Устанавливайте величину
коррекции А только тогда, когда чистый зазор (механические элементы в
люфте) большой из-за соединения шестерни или подобной причины.
(7) Измерьте ошибку позиционирования с помощью рабочей подачи/ускоренной
подачи (в данной операции нет необходимости, когда функция нескольких
переменных величины коррекции не выбрана)
(7)-1. Подготовьте программу ЧПУ для измерения ошибок позиционирования.
[Рабочая подача]
[Ускоренная подача]
позиционирование в отрицательном направлении
позиционирование в отрицательном направлении
позиционирование в положительном направлении
позиционирование в положительном направлении
(7)-2. Учтите значение индикатора Millimess при позиционировании со скоростью
подачи, установленной на [F2] – [F6].
(7)-3. Установите ошибку позиционирования на каждую скорость подачи, как
значение коррекции (разница значения индикатора Millimess между
позиционированием в положительном и отрицательном направлениях).
(8) Измерьте величину коррекции в круговой подаче (в данной операции нет
необходимости, когда функция нескольких переменных величины коррекции не
выбрана. Когда функция нескольких переменных величины коррекции активная,
величина коррекции в команде G2/G3 становится "0,0000" без этой установки).
С круговой подачей величину коррекции для заднего хода необходимо
изменить в зависимости от скорости подачи или размера окружности. Данная
функция может выбирать три величины коррекции.
Получите ошибку заднего хода во время фактической обработки или при
измерении DBB (двухшаровой пруток) и определите величину коррекции,
используя это значение.
6103-Е 342
РАЗДЕЛ 41. КОРРЕКЦИЯ ПЕРЕМЕННОГО МЕРТВОГО ХОДА
[Пример измерения]
Измерение DBB
Результат измерения до коррекции
5,0 м
5,0 м
Если некоррекционная величина составляет 5 м (200 дюйм),
когда ось Х и ось Y повернуты в обратом направлении, установите
0,005 мм (0,00020 дюйма) в качестве величины коррекции.
5,0 м/деление
Шкала
(9)
Установите величину перемещения нагрузки
, определенную в п. (6)-4 и
величину коррекции А/В1/В2/В3/В4, определенную в п. (6)-9 в [базовая функция
– экран установки] (BACKLASH COMP./LOST MOTION COMP. 1 page)
(коррекция зазора/коррекция мертвого хода, страница 1), а значение коррекции,
определенное в п. (7)-3 и (8) – в [функция нескольких переменных значения
коррекции – экран установки] (BACKLASH COMP./LOST MOTION COMP. 2 page)
(коррекция зазора/коррекция мертвого хода, страница 2). Расположите курсор в
поле установки параметра для выполнения обновления, нажмите кнопку [F1]
(SET) (установить), затем введите значения. Единица измерения значения для
установки соответствует "SET UNIT" (единица установки), показанной в правом
углу экрана.
6103-Е 343
РАЗДЕЛ 41. КОРРЕКЦИЯ ПЕРЕМЕННОГО МЕРТВОГО ХОДА
(10) После установки всех параметров проверьте, выбрано ли состояние аварийной
остановки. Затем нажмите кнопку [F5] (DATA TRANSFER) (перенос данных). В
это же время для активации параметров установки оси, показанной только на
экране, нажмите клавишу [F2] (1AXIS TRANSFER) (перенос оси 1). Для
активации параметров установки всех осей, включая оси, не показанные на
экране, выберите клавишу [F3] (ALL AXES TRANSFER) (перенос всех осей).
(11) Появится сообщение, подтверждающее перенос, нажмите клавишу [F6] (YES)
(да). При этом установленные параметры активируются.
(12) Проверьте влияние коррекции. Проверьте, чтобы коррекция была не
чрезмерной и не недостаточной, если этот так, исправьте значение коррекции.
После исправления значения коррекции выполните пп. (10) и (11) и активируйте
установленный параметр.
Проверка результата измерения (по окружности)
Проверьте, правильно ли действует величина коррекции. Во время
фактической обработки измерьте шаги, созданные в обратном
направлении, используя результат измерения заготовки (значение
округлости и т.д.), чтобы определить величину коррекции.
Выполнение 2
5,0 м/деление
Шкала
6103-Е 344
РАЗДЕЛ 41. КОРРЕКЦИЯ ПЕРЕМЕННОГО МЕРТВОГО ХОДА
(13) Проверьте величину коррекции. Выберите клавишу режима рабочего экрана и
нажмите [F7] или [F8] (DISPLAY CHANGE) (смена отображения), чтобы
отобразить данные оси ЧПУ. Текущая величина коррекции показана в пункте
LOSTMOTION. "-----" отображается, когда "FIXED BACKLASH" выбрано, как
режим коррекции.
6103-Е 345
РАЗДЕЛ 42. ФУНКЦИЯ ОБСЛУЖИВАНИЯ ДЛЯ ПОЛЬЗОВАТЕЛЯ
РАЗДЕЛ 42. ФУНКЦИЯ ОБСЛУЖИВАНИЯ ДЛЯ ПОЛЬЗОВАТЕЛЯ
42-1. ОБЗОР
Данная функция позволяет пользователям устанавливать пункты техобслуживания
тогда, когда это необходимо.
42-2. ПОДРОБНАЯ ИНФОРМАЦИЯ О ФУНКЦИИ
Выберите экран USER MAINTENANCE на экране PARAMETER.
Установите данные для параметров регулярного техобслуживания пользователя с
№ 1 до №24.
Если подсчитанный час превышает час уведомления и предупредительный час, то,
соответственно, появляются неполадки D и С.
42-2-1. УСТАНОВКА ПАРАМЕТРА НА ЭКРАНЕ ТЕХОБСЛУЖИВАНИЯ ПОЛЬЗОВАТЕЛЯ
Название
ITEM
NOTI.
WARN.
COUNT
TYPE
CHANGE
Подробная информация
Сообщение, указывающее каждый пункт.
Неполадка D появляется, когда подсчитанный час (COUNT) достигает значения установки NOTI.
Неполадка C появляется, когда подсчитанный час (COUNT) достигает значения установки WARN.
Подсчитанный час (COUNT) с момента, когда выполнялось техобслуживание.
Тип подсчета часов.
Дата (год/месяц/день), когда проводилось техобслуживание
6103-Е 346
РАЗДЕЛ 42. ФУНКЦИЯ ОБСЛУЖИВАНИЯ ДЛЯ ПОЛЬЗОВАТЕЛЯ
Подробная информация о параметрах
Параметры можно сохранить или загрузить, можно установить или не установить в
зависимости от следующих условий.
- CHANGE MODE (режим замены) (см. 42-2-2)
- Файл определения техобслуживания пользователя (см. 42-2-3)
- ТИП
[ITEM]
- Пустой по умолчанию. Строка символов длиной до 16 байт может быть
установлена в 1 и 2 байтах в режиме CHANGE (замены).
- Цвет фона становится серым, когда установка не активна (белый цвет, когда
установка активна).
Файл определения
техобслуживания
пользователя
Режим замены
Резервное
сохранение
Установка
Примечания
Присутствует
(свободный)
X
Не активно
Пункты, не найденные
определения, пустые
Отсутствует
Окончание режима
Во время режима
o
Не активно
Активно
в
файле
[NOTI.]
- По умолчанию – "0".
- Когда значение установки равно "0", неполадка D, возникающая в том случае,
когда час уведомления превышен, не появляется.
- Единица измерения – час (COUNT). Когда тип TYPE не выбран, символы в ряде
отображаются светло-синим цветом.
TYPE (тип)
Выбран
Не выбран
Резервное сохранение
o
Установка/Добавление
Не активно
Активно (0 - 999999)
[WARN.]
- По умолчанию – "0".
- Когда значение установки равно "0", неполадка C, возникающая в том случае,
когда час уведомления превышен, не появляется.
- Единица измерения – час (COUNT). Когда тип TYPE не выбран, символы в ряде
отображаются светло-синим цветом.
TYPE (тип)
Выбран
Не выбран
Резервное сохранение
o
Установка/Добавление
Не активно
Активно (0 - 999999)
[COUNT]
- По умолчанию – "0". Максимальное значение: "999999".
- Установка деактивирована.
- Единица измерения – час (COUNT). Когда тип TYPE не выбран, символы в ряде
отображаются светло-синим цветом.
- Когда в TYPE (тип) выбрано ALL TIME (все время), час отсчитывается с того дня,
когда было проведено техобслуживание при включенном питании.
6103-Е 347
РАЗДЕЛ 42. ФУНКЦИЯ ОБСЛУЖИВАНИЯ ДЛЯ ПОЛЬЗОВАТЕЛЯ
Когда выбраны другие типы, отсчет начинается с последнего значения (когда
TYPE не выбран, отсчет начинается с "0").
[TYPE]
- По умолчанию тип не выбран.
- При изменении типа TYPE загружается значение по умолчанию "0/0/0" для
CHANGE (замена), где час так же обнуляется ("0").
Режим замены
Завершение режима
Во время выполнения
режима
-
Резервное сохранение
o
Установка
Не активна
Примечания
Активна
Пункты TYPE даны следующим образом.
TYPE (тип)
Пусто
ALL TIME
POWER ON
RUNNING
CUTTING
SPDL REV
AXIS MOV
ATC COUNT
Подробная информация
(Тип не был выбран.)
Общее время, прерванное включением/выключением питания
Накопленное время во время включения питания
Накопленное время во время выполнения программы
Накопленное время во время выполнения программы
Накопленное время во время вращения шпинделя
Накопленное время во время перемещения оси
Количество замен АТС (дополнительно)
[TYPE]
- Значение по умолчанию: "0/0/0". Установка активируется в любое время.
- Когда ALL TIME выбрано для TYPE, время отсчета начинается с того дня, когда
было выполнено техобслуживание. При другом выборе время отсчета
начинается с "0".
6103-Е 348
РАЗДЕЛ 42. ФУНКЦИЯ ОБСЛУЖИВАНИЯ ДЛЯ ПОЛЬЗОВАТЕЛЯ
42-2-2. РЕЖИМ ЗАМЕНЫ
Чтобы изменить ITEM (пункт) и TYPE (тип) на экране User Maintenance
(техобслуживание пользователем), необходимо переключиться между режимами:
"change mode" и "end mode change" путем нажатия клавиши [F1] (CHANGE MODE)
(режим замены), которая показана при нажатии функциональной клавиши
расширения (учтите, что ITEM нельзя изменить, когда файл техобслуживания
пользователя обеспечен так, как указано в "подробно информации о параметрах").
- При нажатии [F1] (CHANGE MODE) (режим замены) в режиме END MODE
CHANGE появляется сообщение "Change mode OK?", как показано на экране
далее. Выберите YES (да), чтобы выбрать режим "change mode".
- При нажатии [F1] (CHANGE MODE) (режим замены) в режиме "change mode",
режим прерывается.
- Данные, установленные в режиме "change mode", сохраняются.
В режиме "change mode" индикация CHANGE MODE появляется в правой верхней
части экрана.
6103-Е 349
РАЗДЕЛ 42. ФУНКЦИЯ ОБСЛУЖИВАНИЯ ДЛЯ ПОЛЬЗОВАТЕЛЯ
42-2-3. ФАЙЛ ОПРЕДЕЛЕНИЯ ТЕХОБСЛУЖИВАНИЯ ПОЛЬЗОВАТЕЛЯ
Можно установить данные ITEM на экране User Maintenance с помощью текстового
файла.
Данный файл называется "user maintenance definition file" (файл определения
техобслуживания пользователя). Он сохраняется в и с наименованием:
"D://MD1/USERMAINTE/USERMAINTE.TXT".
В каждой строке файла подготовьте данные следующим образом (в строке можно
записать до 250 байт символов, размер файла не должен превышать 10Кб).
<<№ пункта ITEM>>, <<сообщение для ITEM>>, <<комментарий>>
- <<№ пункта ITEM>>
Номера от 1 до 24
Если номера или символы (включая пробел и табулятор) не от 1 до 24, то строка
игнорируется.
Если такой же номер существует, то используется первый присутствующий номер.
- <<Сообщение для ITEM>>
Сообщение до 16 байт символов
Символы более 16 байт игнорируются. Таким образом, 2-байтный символ,
используемый после 15 байтов, может быть показан наполовину.
На этот пункт не распространяется мультиязычная спецификация. Сообщение не
будет отображаться неверно, если переключить язык.
Когда сообщение не вводится (как показано в "1.."), то сообщение не
отображается
- <<Комментарий>>
Не используется.
В дополнение, если <<NO. of ITEM>> и первый знак "," даны последовательно
сначала строки и выбран номер от 1 до 24 для <<NO. of ITEM>>, то ITEM считается,
как определено.
Пример:
→ ПУНКТ для №11: "ITEM-A".
→ (Игнорируется из-за пробела напротив <<NO. of
ITEM>>)
→ (Игнорируется, так как № пункта за пределами
диапазона).
→ Нет сообщения для ПУНКТА №2 (игнорируется,
так как №2 уже зарегистрирован).
→ ПУНКТ
для
№3:
"user.period.name"
("A"
игнорируется, так как превышает 16 байтов)
→ (Другие пункты показаны пустыми, так как они не
определены)
(ТИП не выбран).
6103-Е 350
РАЗДЕЛ 42. ФУНКЦИЯ ОБСЛУЖИВАНИЯ ДЛЯ ПОЛЬЗОВАТЕЛЯ
42-2-4. НЕПОЛАДКА
Неполадка С
3122 Maintenance be necessary
Подсчитанное время превысило предупредительное время в функции
техобслуживания пользователя (в режиме установки параметра).
[Индекс]
Нет
[Строка символов]
Нет
[Код]
№ ПУНКТА, который превысил предупредительное время.
[Необходимые меры]
Примите необходимые меры согласно коду. Установите дату, когда меры были
предприняты в пункт CHANGE (изменение) № ПУНКТА кода.
Неполадка D
4122 Maintenance be necessary
Подсчитанное время превысило уведомительное время в функции техобслуживания
пользователя (в режиме установки параметров).
[Индекс]
Нет
[Строка символов]
Нет
[Код]
№ ПУНКТА, который превысил уведомительное время.
[Необходимые меры]
Примите необходимые меры согласно коду. Установите дату, когда меры были
предприняты в пункт CHANGE (изменение) № ПУНКТА кода.
6103-Е 351
РАЗДЕЛ 43. ФУНКЦИЯ АВАРИЙНОГО ПРЕДЕЛА В ПРОГРАММЕ
РАЗДЕЛ 43. ФУНКЦИЯ АВАРИЙНОГО ПРЕДЕЛА В ПРОГРАММЕ
43-1. ОБЗОР
Данная функция проверяет предел с помощью текущих положений (АРА). Когда
предел превышен, появляется неполадка А, чтобы выключить питание блока,
останавливая перемещение оси.
43-2. ПОДРОБНАЯ ИНФОРМАЦИЯ О ФУНКЦИИ
43-2-1. ЭКРАН PARAMETER
Экран Emergency Limit
Выберите экран PARAMETER (параметр), а затем экран EMERGENCY LIMIT
(аварийный предел), где можно установить параметры для P EMERGENCY LIMIT
(аварийный предел Р) и N EMERGENCY LIMIT (аварийный предел N).
Рис. 43-1 Экран Emergency Limit
Пункт
P EMERGENCY LIMIT
N EMERGENCY LIMIT
Минимальное значение
-99999,999
-99999,999
Максимальное значение
99999,999
99999,999
- Диапазон установки со спецификацией 0,1 м составляет от -99999,9999 до
99999,9999.
- Когда для обоих пределов (Р и N) установлено "0,000" ("0,0000" со спецификацией
0,1 м), то предел проверяется следующим образом: значение установки предела
перемещения P/N + величина сдвига.
При сдвиге по линейно оси: предел хода Р + 1,0 мм предел хода N – 1,0мм
Для вращения оси с пределом: предел хода Р + 1° предел хода N – 1°
- Установите значение, прибавляя 0,5 мм или более к пределу хода P/N, учитывая
возможный выход за пределы, вызванный остановкой оси, когда превышен
аварийный предел.
6103-Е 352
РАЗДЕЛ 43. ФУНКЦИЯ АВАРИЙНОГО ПРЕДЕЛА В ПРОГРАММЕ
Ввод/вывод параметра
АВАРИЙНЫЙ ПРЕДЕЛ P/N можно ввести, вывести и изменить.
Снятие блокировки аварийного предела программы
Когда текущее положение (АРА) превышает аварийный предельный диапазон
программы, положение можно переместить в аварийный предельный диапазон
программы с помощью следующей процедуры.
Операция
(Когда текущее положение превысило аварийный
предел программы)
Нажмите кнопку снятия блокировки
предела Emergency Release.
Примечания
Появляется неполадка А "Emergency limit over" (превышен
аварийный предел). Перемещение оси прекращается.
В автоматическом режиме или в режиме MDI (ручной ввод
данных) появляется неполадка А "Emergency limit being released"
аварийного
(блокировка аварийного предела снята)
В ручном режиме работы появляется неполадка D "Emergency
limit being released" (блокировка аварийного предела снята)/
Выберите ручной режим работы.
Пока нажата кнопка Emergency Release, ручной режим работы,
Переместите ось в аварийный предельный диапазон с
отличный от импульсной ручки деактивирован.
помощью импульсной ручки.
6103-Е 353
РАЗДЕЛ 43. ФУНКЦИЯ АВАРИЙНОГО ПРЕДЕЛА В ПРОГРАММЕ
43-2-2. НЕПОЛАДКА
Неполадка А
1342 Emergency limit over
Значение, определенное осью, превысило аварийный предел.
[Индекс]
Ось
[Строка символов]
Нет
[Код]
1-> Превышен положительный аварийный предел.
2-> Превышен отрицательный аварийный предел.
[Возможные местоположения неполадки]
Неверная установка значения аварийного предела.
[Необходимые меры]
Установите верное значение для аварийного предела.
[Связанные технические условия]
Функция аварийного предела программы
Неполадка В
2676 Emergency limit over
Команда оси превысила аварийный предел.
[Индекс]
Ось
[Строка символов]
Нет
[Код]
1-> Превышен положительный аварийный предел.
2-> Превышен отрицательный аварийный предел.
[Возможные местоположения неполадки]
Неверная установка значения аварийного предела.
[Необходимые меры]
Установите верное значение для аварийного предела.
[Связанные технические условия]
Функция аварийного предела программы
Перевод с английского выполнили: Астапова Н. В., Миннехаирова Н. А.