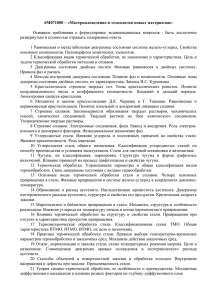
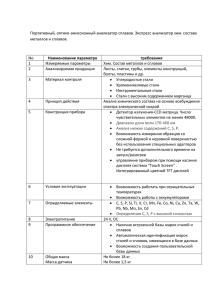
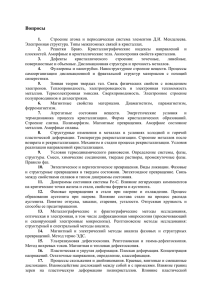
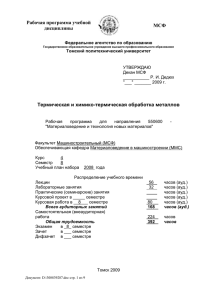
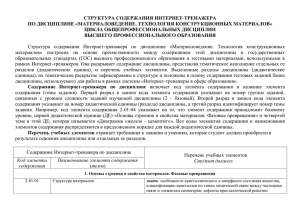
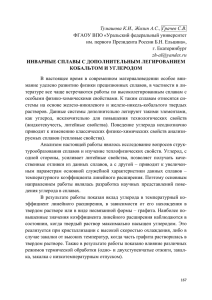
3 МИНИСТЕРСТВО ОБРАЗОВАНИЯ РОССИЙСКОЙ ФЕДЕРАЦИИ Сибирский федеральный университет Политехнический институт Л. А. Свечникова Е. А. Астафьева О. Ю. Фоменко МАТЕРИАЛОВЕДЕНИЕ ЛАБОРАТОРНЫЙ ПРАКТИКУМ Сборник методических указаний к выполнению лабораторных работ Красноярск 2012 4 ВВЕДЕНИЕ Материаловедением называют науку, изучающую взаимосвязь между составом, строением и свойствами материалов. Знание материаловедения необходимо для решения важнейших технических проблем, связанных с экономией материалов, уменьшением массы машин и приборов, повышением точности, надежности и работоспособности механизмов и приборов. Теоретической основой материаловедения являются соответствующие разделы физики и химии, но при этом в важнейшую роль в развитии науки о материалах выполняет эксперимент. В книге приведены лабораторные работы по разделам курса «Материаловедение» для студентов технических специальностей ВУЗов. Цель выполнения лабораторных работ – научить будущих специалистов лучше ориентироваться в выборе материалов для деталей машин и конструкций. Лабораторная работа № 1 МИКРОСКОПИЧЕСКИЙ АНАЛИЗ (МИКРОАНАЛИЗ) Цель работы: ознакомиться с методами микроскопического анализа. Приборы, материалы и инструмент Для проведения работы необходимо иметь: металлографический микроскоп; образцы для микроанализа; напильник; наждачное точило; шлифовальную шкурку различной зернистости; толстые стекла; полировальный станок; полировальную жидкость; реактивы для травления; спирт; фарфоровую чашку; фильтровальную бумагу, вату. Краткие теоретические сведения Под микроанализом понимают изучение строения (структуры) металлов и сплавов с помощью металлографического микроскопа. Под структурой понимают такие особенности материалов, которые обусловлены размером, формой и взаимным расположением кристаллов или зерен, их количественным соотношением. В зависимости от размеров структурных составляющих и применяемых методов их выявления используют следующие понятия: макроструктура, микроструктура и тонкая структура. Изучая строение кристаллов невооруженным глазом или при небольших увеличениях с помощью лупы выявляют макроструктуру материала. 5 Большинство материалов состоит из мелких кристалликов (зерен). Наблюдать такие мелкие структурные составляющие – микроструктуру возможно с помощью оптического (размером до 10-7 м) или электронного (размером до 2 х 10-10 м) микроскопа. Микроскопические методы дают возможность определить размеры и форму кристаллов, наличие различных по своей форме кристаллов, их распределение и относительные объемные количества, форму инородных включений и микропустот и др. Величина зерна поликристаллических материалов является одной из важных характеристик структуры и определяет большинство физико-механических свойств материалов. Тонкая структура описывает расположение элементарных частиц в кристалле и электронов в атоме. Изучается дифракционными методами (рентгенография, электронография, нейтронография). Микрошлифом называется образец металла, поверхность которого подготовлена для микроанализа. Место вырезки металлического образца (темплета) зависит от вида изделия и задачи исследования. Его часто определяют после макроструктурного анализа слитков, отливок, а также изделий, подвергнутых деформации, сварке, химико-термической обработки. При вырезке образца должна быть сохранена структура исследуемого металла. Размеры и форма образца. Удобной является цилиндрическая форма образца диаметром 10–12 мм и высотой 0,7–0,8 диаметра, например диаметром 12 мм и высотой 10 мм (рис. 1.1, а). Удобны также прямоугольные образцы с основанием 12х12 мм и высотой 10 мм (рис.1. 1, б). Образцы небольшого сечения (проволока, листы и т. д.) монтируются в зажиме или заливаются в металлическом кольце с помощью легкоплавких металлических сплавов или пластмасс (рис. 1.1, в, г). Приготовление микрошлифа включает операции шлифовки, полирования и травления. Наиболее распространен механический метод шлифования. Поверхность образца выравнивают на абразивном круге или напильником так, чтобы края не сминались, а затем шлифуют вручную на наждачных шкурках (бумагах) различных номеров с постепенным уменьшением крупности абразивных частиц при этом шкурки кладут на толстое стекло. Неровности поверхности образца постепенно срезаются абразивными частицами. При переходе от одного номера зернистости к другому необходимо очищать образец от абразива, промывая водой, и менять направление шлифовки на 90. Механическое шлифование может осуществляется на специальных шлифовальных машинах, имеющих несколько кругов диаметром 200–250 мм, приводимых во вращение от электродвигателя. На поверхность кругов надевают или наклеивают шлифовальную шкурку. Методика механического шлифования аналогична методике ручного шлифования 6 а б в г д е ж Рис. 1.1. Нормальные размеры металлографических образцов (а и б) и приспособления для монтирования образцов малого размера (в и г). Схема образования контраста в изображении структур: д – формирование контраста; е – граница зерен; ж – избирательное растравливание одной из фаз Чтобы получить хорошее качество подготавливаемой поверхности образца, шлифование с самого начала надо вести правильно и аккуратно. Нельзя переходить с крупнозернистой шлифовальной шкурки сразу на мелкозернистую. В этом случае грубые риски полностью не устраняются, промежутки между ними заполняются металлическими опилками, абразивными частицами, и поверхность образца только с виду кажется хорошо подготовленной. После дальнейшей обработки поверхности (полирования, травления) легко растворимые металлические опилки будут удалены, резко выступят грубые риски, которые придется удалять повторным шлифованием. Для приготовления шлифов материалов с мягкой основой и твердыми включениями, а также для эффективного удаления деформированного слоя при шлифовке применяют алмазные абразивы. Абразивные частицы одинаково хорошо шлифуют и полируют мягкие и твердые структурные составляющие, поэтому не происходит выкрашивания мелких твердых включений, четко выявляются границы в местах перехода от твердых к мягким слоям. После окончания шлифования, перед полировкой, образец следует промыть. Полированием достигается полное удаление рисок и формирование блестящей зеркальной поверхности образца. 7 Полировать можно механическим, химико-механическим и электролитическим способами. Механическое полирование осуществляют на вращающемся круге диаметром 200–250 мм, обтянутым сукном или фетром. Поверхность круга смачивают полировальным составом. Полировальными составами являются взвешенные в воде мелкие порошки окиси алюминия, окиси хрома, окиси железа и окиси магния. Чаще всего применяют окись хрома или окись алюминия. Чтобы получить хороший результат полирования, не следует сильно прижимать образец к сукну, так как могут произойти деформирование поверхностного слоя и искажение структуры, а также быстрое высыхание полировальной жидкости и возможное пригорание поверхности. Химико-механическое полирование осуществляется с помощью паст, которые наряду с тонкими абразивами содержат вещества, оказывающие химическое воздействие на металл. При этом на поверхности металла образуются тончайшие пленки химических соединений, при шлифовании эти пленки срываются абразивными частицами в первую очередь с выступов. Путем чередования окисления и срыва пленки производится полирование. Для черных сплавов применяют тонкую хромовую пасту ГОИ, в состав которой входят окись хрома, олеиновая кислота, сода, керосин, стеарин и хромоалюминиевая паста, содержащую кроме окиси хрома окись алюминия. При полировании пасту наносят на бумагу или сукно. Химико-механическое полирование позволяет получить шлифы лучшего качества, при этом трудоемкость их изготовления снижается. Электролитическое полирование – это процесс анодного растворения металла в соответствующем электролите. Механически отшлифованный образец в качестве анода помещают в ванну с электролитом напротив катода, которым служит пластина из свинца, нержавеющей стали и т. д. Электролитами являются водные растворы кислот, щелочей, солей. В результате электрополировки получается блестящая, гладкая, недеформированная поверхность образца. При нарушении режима электрополировки возможно локальное растворение поверхности шлифа или травление без полировки. После полирования образец промывают водой, полированную поверхность протирают ватой, смоченной спиртом, а затем просушивают прикладыванием фильтровальной бумаги или легким протиранием сухой ватой. Чтобы предохранить полированную поверхность от окисления, образцы хранят в эксикаторе с хлористым кальцием. Химическое травление – распространенный метод выявления микроструктуры металлов и сплавов. Он основан на различной скорости растворения отдельных участков металлической поверхности отличающихся по химическому составу или физическому строению. Поверхность шлифа, покрытую травителем можно рассматривать как гальванический элемент, состоя- 8 щий из большого числа соединенных между собой микроскопических электродов. Структурные составляющие сплава, имеющие наиболее электроотрицательный потенциал (границы зерен и разных фаз и т. д.), становятся анодами и растворяются в травителе, вызывая потемнение шлифа в этих местах. Структурные составляющие, с положительным электродным потенциалом, являются катодами и при травлении остаются неизменными. После травления гладкая поверхность превращается в совокупность плоскостей и узких впадин между ними характеризующих микроструктуру сплава. Угол отражения света падающего на зеркальную поверхность, равен углу падения. При наличии рельефа на отражающей поверхности (рис. 1.1, д) вместо зеркального отражения происходит рассеивание света. Оптический контраст в изображении структурных составляющих получается за счет того, что в объектив попадает неодинаковое количество света от разных структурных составляющих. Границы между отдельными зернами выявляются в виде тонких темных линий (рис. 1.1, е), образующих сетку. Фазы, имеющие различную скорость растворения, дают контрастную границу за счет избирательного растравливания одной из фаз (рис. 1.1, ж) Метод химического травления заключается в погружении образца в травитель полированной поверхностью вниз и выдержке оптимальное время. При этом можно совершать покачивания образца, чтобы обеспечить взаимодействие свежего реактива и кислорода воздуха с травимой поверхностью. Если травитель слабо взаимодействует с металлом или образует на поверхности шлифа пленки, препятствующие доступу раствора, применяют метод втирания реактива ватой. Когда полированная поверхность становится слегка матовой, травление считается законченным, и шлиф после травления быстро промывают в проточной воде и просушивают фильтровальной бумагой. В результате травления должно быть четкое выявление микроструктуры. Если структура недостаточно выявлена, следовательно, шлиф недотравлен, и его травят повторно. Если структура получается слишком темная и разъеденная, следовательно, шлиф перетравлен; тогда его нужно снова полировать и травить, уменьшив время выдержки или ослабив травитель. Подготовленный для исследования микроструктуры микрошлиф рассматривают в металлографический микроскоп. Порядок выполнения работы 1. Приготовить микрошлиф стали и рассмотреть его под микроскопом до и после травления. 2. Кратко описать методику приготовления микрошлифа. 3. Зарисовать микроструктуру образца стали. 9 4. Измерить величину микроскопического объекта при помощи окуляра-микрометра. 5. Написать отчет по работе в соответствии с пунктами 2, 3, 4. Контрольные вопросы 1. Что такое структура материала? 2. Какие методы исследования используются для изучения макро- микро- и тонкой структуры материалов? 3. Назовите операции и их последовательность для приготовления микрошлифа. 4. Какие принципы лежат в основе выявления микроструктуры методами травления? 5. Объясните, почему после травления на поверхности микрошлифа возникает система выступов и впадин. 6. Почему границы зерен на микрошлифе выглядят темными полосами? 7. Какими способами осуществляется полирование поверхности микрошлифа? 8. Назовите последовательность механического шлифования стального образца. Лабораторная работа № 2 ОПРЕДЕЛЕНИЕ КРИТИЧЕСКИХ ТОЧЕК СПЛАВОВ Pb–Sb Цель работы: ознакомиться с термическим методом исследования, научиться применять его для определения критических точек сплавов Pb–Sb. Приборы, материалы и оборудование Для проведения работы необходимо иметь: термоэлектрический пирометр; шихтовые материалы: Pb, Sb, порошок древесного угля; металлические тигли, щипцы, песочную ванну, шахтную электропечь. Краткие теоретические сведения Термический анализ основан на измерении теплового эффекта, сопровождающего все превращения (перестройки в расположении атомов, молекул) вещества при соответствующих температурах. Переход из одного агрегатного состояния в другое, изменение кристаллического строения или структурных составляющих сплава происходят с выделением тепла при ох- 10 лаждении или поглощением его при нагревании. Например, при охлаждении, когда пар конденсируется в жидкости, жидкость переходит в твёрдое состояние, процессы сопровождаются выделением тепла. И, наоборот, при нагревании процессы таяния льда, испарения жидкости сопровождаются поглощением тепла. Сущность метода термического анализа заключается в следующем: если вещество нагревать или охлаждать с заданной скоростью, изменяя непрерывно его температуру, то к моменту выделения или поглощения тепла температура вещества будет изменяться со скоростью, отличной от заданной. Это отражается на форме кривых охлаждения или нагревания, построенных в координатах температура – время. Вид кривой охлаждения (кристаллизации) для чистого железа представлен на рис. 2.1. Горизонтальный участок при температуре 1539 С соответствует кристаллизации жидкого металла, так как отвод тепла при охлаждении компенсируется выделением скрытой теплоты кристаллизации. Тепловые эффекты на кривых охлаждения (нагревания) наблюдаются не только на переходе одного агрегатного состояния в другое, но и в твёрдом состоянии. Выделение или поглощение тепла в этом случае связано с изменением формы кристаллической решётки железа. В твердом состоянии железо находится в двух полиморфных модификациях: и . -железо с объемно-центрированной кубической решеткой (ОЦК) существует в двух интервалах температур: от 1539 до 1392 С и от 911 С до 0 С. В интервале 1392–911 С появляется -железо с кубической гранецентрированной решеткой (ГЦК). Поэтому при охлаждении при 1392 С происходит превращение, а при 911 С превращение. На это указывают горизонтальные участки при соответствующих температурах. Процесс образования новой кристаллической решётки взамен старой называется вторичной кристаллизацией, которая происходит по тем же законам, что и первичная кристаллизация жидкости. Указанные температуры на кривых охлаждения (и нагревания) принято называть критическими точками. Металлический сплав обладает свойствами металлов и получается в результате взаимодействия двух или нескольких элементов. Основу любого металлического сплава составляют металлы. Составной частью может быть любой химический элемент, а также химическое соединение, не диссоциирующее при нагревании. Сплавы получают методом сплавления, порошковой металлургией, диффузией, осаждением из газовой среды различных металлов и неметаллов. В сплавах положение критических точек связано с их составом. Определение этой зависимости лежит в основе построения диаграмм состояния изучаемой системы сплавов. Термический анализ осуществляется следующим образом: готовится несколько сплавов исследуемой системы с различными соотношениями компонентов. Сплавы помещают в огнеупорные тигли и согревают в печи. После 11 расплавления тигли со сплавами медленно охлаждают и фиксируют скорость охлаждения с помощью термопары и секундомера. По полученным точкам строят термические кривые охлаждения в координатах температура–время. 1539 С 1392 С Немагнитное Температура, С 1600 1200 911С 768С 800 Магнитное 400 0 Время, с Рис. 2.1. Кривая охлаждения чистого железа Вид кривых охлаждения чистых металлов и сплавов различных концентраций для системы Pb, Sb показан на рис. 2.2. Кривая охлаждения III сплава с содержанием сурьмы 13 % (87 % Pb) подобна I кривой охлаждения чистых металлов (см. рис.2.2 ). На участке 2–2 жидкий расплав затвердевает с образованием смеси кристаллов свинца и сурьмы. Такие смеси называются эвтектикой. Кривая II на рис. 3 показывает охлаждение сплава с содержанием сурьмы менее 13 %. В точке 1 появляются первые зародыши кристаллов свинца, избыточного по отношению к эвтектическому составу, но так как процесс только начинается, на кривой охлаждения заметен лишь легкий перегиб за счет изменения скорости охлаждения. Выделение и рост зерен свинца продолжаются до точки 2 (кривая II на рис. 2.2). В точке 2 затвердевает вся оставшаяся жидкость, состав которой соответствует эвтектическому. Выделяющееся при кристаллизации тепло поддерживает температуру постоянной на участке 2–2. Ниже точки 2 твердый сплав охлаждается с заданной скоростью. Процесс поясняет схема структур для заданной кривой (см. рис. 2.2). В сплавах с содержанием сурьмы более 13 % (кривая IV на рис. 3) при кристаллизации в первую очередь выделяются избыточные зерна сурьмы (участок 1–2). На участке 2–2 происходит кристаллизация эвтектики. Ниже точки 12 2 идет охлаждение твердого сплава из эвтектической смеси и первичных кристаллов сурьмы (схема структур на рис. 2.2). Принцип работы пирометра Для термического анализа используется термоэлектрический пирометр (рис. 2.3), который представляет собой два разнородных проводника b и а сваренных в точке n0 (горячий спай). Пирометр состоит из термопары и гальванометра. При нагревании горячего спая на холодных концах термопары n1 и n возникает термоэлектродвижущая сила. Величина её зависит от температуры горячего спая. Если соединить проводниками холодные концы термопары с гальванометром, то через него потечет электрический ток, величина его зависит от термо-ЭДС, а следовательно, от температуры в точке n0. Пирометр предварительно градуируют в С. Порядок выполнения работы У каждого прибора в термической лаборатории работают два студента. В соответствии с заданием по составу сплава они получают шихтовые материалы. 1. Шихту загрузить в металлический тигель, который поместить в разогретую тигельную электропечь. 2. Сплав расплавить, нагреть до температуры 500–600 С и быстро извлечь из печи, установить на песочную ванночку, посыпать порошком древесного угля (толщиной 1–1,5 мм) и перемешать. Штатив приблизить к ванночке так, чтобы надёжно поддерживалась термопара, погруженная в тигель. 3. При охлаждении сплава произвести отсчет и записать показания гальванометра через каждые 15 секунд в интервале температур от 450–180 С. n1 b n a0 0 Гальванометр 2 n0 Рис. 2.3. Схема термоэлектрического пирометра 4. Охлажденный до 180 С сплав термопары перенести в печь и нагревать до 600 С, затем опыт повторить. 13 5. После повторного охлаждения тигель с термопарой снова поместить в печь, нагревать до 400 С, после чего извлечь из сплава термопару; тигель охладить до комнатной температуры. Содержание отчёта 1. Кратко описать ход работы, указать состав сплава из отчетов, привести данные, полученные при охлаждении сплавов (в виде таблицы). 2. По полученным результатам построить термические кривые охлаждения в масштабе: 10 С – 5 мм 15 С – 5 мм. 3. По кривым охлаждения определить критические точки сплава, соответствующие началу его кристаллизации и образованию эвтектики. 3 I 100 % Pb 6 % Sb I I I I 13 % SbI Ж Ж Ж Температура, С 25 % Sb I V Ж Ж + кр. Sb 1 1 1 1 Ж+ эвт. (Pb + Sb) Ж + кр. Pb 2 Ж + кр. Pb 2 2 2 Ж + кр. Sb +эвт. (Pb + 2 Sb) 2 Ж + кр. Pb + + эвт. (Pb + Sb) кр. Pb кр. Pb + эвт. (Pb + Sb) эвт. (Pb + Sb) Время, с. Рис. 2.2. Кривые охлаждения чистых металлов и сплавов системы Pb–Sb кр. Sb + эвт. (Pb + Sb) 34 Лабораторная работа № 3 ПОСТРОЕНИЕ ДИАГРАММЫ СОСТОЯНИЯ СВИНЕЦ–СУРЬМА Цель работы: на конкретном примере усвоить принцип построения диаграмм состояния, изучить простейшие типы диаграмм, изучить микроструктуру сплавов систем Рb–Sb. Приборы, материалы и оборудование 1. Микроскоп МИМ-7. 2. Комплект микрошлифов сплавов. Краткие теоретические сведения Свойства сплава зависят от многих факторов, но прежде всего они определяются составом фаз и их количественным соотношением. Эти сведения получают из анализа диаграмм состояния. По диаграмме состояния можно представить полную картину формирования структуры, определить оптимальную температуру заливки любого сплава в литейную форму, оценить жидкотекучесть выбранного сплава и возможности получения химической неоднородности, выбрать сплавы и условия для их обработки давлением. Для построения диаграммы состояния необходимо взять несколько сплавов с разной концентрацией компонентов, а также сами компоненты. Используя метод термического анализа, для каждого компонента и сплава, строятся кривые охлаждения. На них определяются положения критических точек. Зная критические точки большого числа сплавов, приступают к построению диаграммы состояния в координатах температура – химический состав сплава. Кривые охлаждения для двух компонентов и трех сплавов показаны в левой части рис. 3.1. Техника построения диаграммы состояния сплавов свинец–сурьма по критическим точкам показана на рис. 5. На горизонтальной оси откладывают концентрацию одного из двух компонентов, образующих сплав. В нашем случае отложена концентрация Sb. В точке, где 0 % Sb, сплав будет однокомпонентным – чистый свинец. Ордината, проведенная через точку 100 % Sb, также отвечает составу чистого компонента – сурьмы. Затем на оси концентраций находят точки, соответствующие составу каждого сплава. Через эти точки проводят вертикальные прямые, на которых проектируют полученные значения критических температур. На диаграмме эти вертикали обозначены цифрами II, III, IV и т. д. 35 Экспериментально построенные диаграммы состояния проверяют по правилу фаз, дающему возможность теоретически обосновать направление процессов превращения для установления равновесного состояния системы. Рис. 3.1. Построение диаграммы состояния Pb–Sb по критическим точкам Общие закономерности существования устойчивых фаз, отвечающих условиям равновесия, выражены в математической форме правилом фаз Гиббса. Правило фаз дает возможность предсказать и проверить процессы, происходящие в сплавах при нагреве и охлаждении. Оно показывает, происходит ли процесс кристаллизации при постоянной температуре или в интервале температур и какое число фаз может одновременно существовать в системе. Диаграммы состояния обычно строят при постоянном атмосферном давлении, и правило фаз выражается уравнением С = К + 1 – Ф, где С – число степеней свободы (вариантность) системы, под которым понимают число внешних и внутренних факторов (температура, давление и концентрация), которое можно изменять без изменения числа фаз в системе; К – число компонентов в системе: Ф – число фаз. 36 Проанализируем построенные кривые охлаждения, чтобы установить фазовый состав на отдельных их участках. Кривая охлаждения I относится к чистому свинцу. При температурах выше точки 1 (327 С) свинец находится в жидком состоянии. На горизонтальном участке кривой 1–1 идет кристаллизация свинца. Ниже точки 1 (ниже 327 С) идет охлаждение твердого слитка Кривая II относится к сплаву с 94 % Pb и 6 % Sb. Кристаллизация начинается в точке 1 (296 С), из жидкости выделяются кристаллы свинца. Это согласуется с правилом фаз, т. е. число степеней свободы в этом случае равно единице. В данном случае компонентов – два, фазы – две (жидкость и кристаллы свинца). Число степеней свободы в точке 1: С1 = К – Ф + 1 = 2 – 2 + 1= 1. Так как на участке кривой 1–2 из жидкости с понижением температуры выделяются кристаллы свинца, жидкость обогащается сурьмой. В момент начала выделения кристаллов свинца в точке 1 жидкость сплава содержала 6 % Sb, в точке 2 жидкость уже содержит 13 % Sb и 87 % Рb. Как только достигается это соотношение компонентов, выделение и рост кристаллов свинца прекращаются, а оставшаяся жидкость сплава кристаллизуется в виде смеси мелких кристаллов Рb и Sb. Реакция, в результате которой из жидкого сплава при постоянной температуре образуются кристаллы двух фаз, записывается и читается следующим образом: ЖС 246 Э (Рb + Sb). Жидкая фаза сплава состава точки С при t = 246 С кристаллизуется в виде смеси кристаллов свинца и сурьмы – эвтектики. В период эвтектического превращения в равновесии находятся три фазы: жидкая, кристаллы свинца и кристаллы сурьмы, поэтому на участке 2–2 число степеней свободы: С = К – Ф + 1 = 2 – 3 + 1 = 0. Система безвариантна (нонвариантна), т. е. температура и число фаз должны оставаться постоянными. Наличие горизонтального участка на кривой охлаждения отражает постоянство температуры. Температура остается постоянной до полного исчезновения одной из фаз – жидкости. У сплава III, содержащего сурьмы 13 %, из жидкости при постоянной температуре 246 С (на участке 1–1 кривой охлаждения) выделяются два вида кристаллов Рb и Sb в виде равномерной смеси. Сплав III называют эвтектическим, он имеет самую низкую температуру кристаллизации (слово эвтектика означает легкоплавкая). Если рассмотреть сплав с содержанием сурьмы более 13 % (IV), то в точке 1 начинают выделяться кристаллы сурьмы из жидкости (C = 2 – 2 + 1 = 1), а сплав обогащается свинцом. Когда температура снизится до 246 С (точка 2), 37 жидкость будет содержать 13 % Sb, и при постоянной температуре образуется эвтектика: С = К – Ф + 1= 2 – 3 + 1= 0. У рассмотренных пяти сплавов значения точек начала и конца кристаллизации наносятся на диаграмму. Диаграмма состояния представляет собой графическое изображение фазового состава сплавов данной системы в функции температуры и химического состава сплавов. На диаграмме состояния системы РbSb линия АСВ – линия ликвидуса, т. е. геометрическое место всех точек, которые определяют температуру начала кристаллизации сплавов. Линия солидуса – DСЕ, соответствует точкам, определяющим температуру конца кристаллизации сплавов. Сплавы, расположенные левее точки С и имеющие концентрацию сурьмы менее 13 %, называются доэвтектическими. Процесс их кристаллизации начинается с выделения кристаллов свинца, имеющего избыточную концентрацию по отношению к эвтектике. Сплавы, содержащие более 13 % сурьмы и лежащие правее точки С на диаграмме состояния, называются заэвтектическими. Процесс их кристаллизации начинается с выделения сурьмы. У всех сплавов системы РbSb процесс кристаллизации заканчивается при постоянной температуре с образованием эвтектики. Поэтому диаграмма состояния, показанная на рис. 4.4 – одна из простейших для сплавов, образующих эвтектические смеси из чистых компонентов. Порядок выполнения работы 1. Используя данные, полученные в лабораторной работе № 4.1, построить диаграмму состояния РbSb. Температура кристаллизации чистых металлов для Рb – 327 С, для Sb – 631 С. 2. Для изучения микроструктуры пяти исследуемых сплавов использовать микроскоп МИМ-7. Микрошлиф установить на предметном столике микроскопа. Наводку на фокус осуществить микрометрическим винтом, расположенным справа в верхней части микроскопа. Микрошлифы зарисовать в кружках d 25 или 50 мм. На микрошлифе стрелками указать структурные составляющие. 3. Записать вопрос индивидуального задания и дать на него ответ. Индивидуальное задание по варианту, полученному у преподавателя, смотри в приложении. Для практического пользования диаграммой выделют сплавы с компонентами, малорастворимыми в твердом состоянии, в отдельную группу и принимают их растворимость равной нулю. 38 Практическая работа* АНАЛИЗ ДИАГРАММ СОСТОЯНИЯ ДВОЙНЫХ СПЛАВОВ Цели работы: изучить основные типы диаграмм состояния двойных систем; приобрести практические навыки изучения превращений, протекающих при кристаллизации сплавов; проанализировать полученные данные и определить возможности их использования на практике. Знание диаграмм состояния различных систем, характеризующих превращения в сплавах, и умение анализировать эти превращения позволяют оценить свойства сплавов и в конечном итоге рационально выбрать материал для тех или иных изделий в зависимости от предъявляемых к ним требований. Диаграммы состояния изображаются в координатах температура – содержание компонентов. Линии, соединяющие критические точки аналогичных превращений в системе, разграничивают области существования равновесных фаз. Любая точка на диаграмме определяет фазовый и химический составы сплава, а также его структуру при данной температуре. Вертикальная линия соответствует определенному химическому составу сплава. В сплаве в процессе кристаллизации могут присутствовать следующие: твердые фазы: исходные компоненты; твердые растворы; химические соединения 3, 4. 1. Исходные компоненты, образующие сплав, могут не вступать в соединения и химические реакции друг с другом в твердом состоянии. В этом случае каждый компонент после кристаллизации сохраняет свою кристаллическую решетку. Структура сплава представляет собой смесь из зерен отдельных компонентов с пренебрежимо ничтожной взаимной растворимостью. 2. Твердые растворы – это кристаллы, образовавшиеся в результате распределения атомов одного компонента в кристаллической решетке другого компонента. У твердого раствора кристаллическая решетка одного из компонентов (растворителя) сохраняется, а атомы растворенного компонента располагаются в его решетке, изменяя только ее параметры. Кристаллическая решетка твердых растворов может состоять из атомов двух или нескольких компонентов. Различают твердые растворы замещения, когда атомы растворенного компонента замещают часть атомов растворителя в узлах кристал Продолжение лабораторной работы 3 лической решетки, и твердые растворы внедрения, когда атомы растворенного компонента располагаются в междоузлиях решетки растворителя. 39 Твердые растворы замещения бывают неограниченные и ограниченные, а твердые растворы внедрения, как правило, с ограниченной растворимостью (рис. 3.2). а б Рис. 3.2. Атомно-кристаллическая структура твердого раствора: а – твердый раствор замещения; б – твердый раствор внедрения 3. Химические соединения – это соединения, которые имеют: – свою кристаллическую решетку, отличную от решеток исходных компонентов; – кратное массовое соотношение элементов, что позволяет выразить их состав формулой АтВп, где А и В – компоненты сплава, а т и п – простые числа; – постоянную температуру плавления (диссоциации). В отличие от твердых растворов химические соединения обычно образуются между компонентами, имеющими большое различие в электронном строении атомов и кристаллических решеток. Если образующиеся в сплавах химические соединения оказываются стойкими веществами, не диссоциирующими при нагреве вплоть до температуры плавления, то их принято рассматривать в качестве самостоятельных компонентов, способных образовывать сплавы с химическими элементами. Большое число химических соединений, образующихся в металлических сплавах, отличается по некоторым особенностям от типичных химических соединений, так как не подчиняется законам валентности и не имеет постоянного состава. В зависимости от того, как взаимодействуют компоненты сплавов между собой в твердом состоянии (обладают различной взаимной растворимостью и образуют твердые растворы, химические соединения, эвтектические смеси), различают несколько типов диаграмм состояния. На рис. 7 представлена диаграмма состояния сплавов, компоненты которых ограниченно растворимы в твердом состоянии и образуют эвтектику. Линия АСВ рассматриваемой диаграммы является линией ликвидуса. Линия АDCFB – солидус. Ниже линии солидус в интервале концентрации от нуля до точки Е устойчив твердый раствор компонента В в А (α). В интервале концентрации от точки Е до точки К в твердых сплавах присутствуют кристаллы 40 двух фаз – α и - твердые растворы. При концентрации компонента В больше чем в точке К,. устойчива одна фаза – компонента А в В (). В доэвтектических сплавах, при охлаждении от линии АС, до температуры ТЭ из жидкости, выделяются кристаллы α-твердого раствора. В сплавах содержащих компонента В больше чем в точке С, при охлаждении ниже линии СВ до температуры ТЭ выделяются кристаллы – твердого раствора. Точка D характеризует предельную растворимость компонента В в А, а точка F – компонента А в В при температуре ТЭ, а точки Е и К характеризуют предельную растворимость соответственно компонентов В в А и А в В при комнатной температуре. Линия DE определяет предельную растворимость компонента В в А, которая не изменяется с понижением температуры, также не изменяется растворимость компонента А в В, что показывает линия FK. Сплав, соответствующий точке С (50 % В), затвердевает при постоянной температуре ТЭ, при этом из жидкого раствора выделяются предельно насыщенные кристаллы твердых растворов D и F, образуя эвтектическую смесь. Рассмотрим для доэвтектического сплава 1 (рис. 3.3) процесс формирования структуры. Построим кривую охлаждения для сплава 1 (35 % В) от жидкого состояния до комнатной температуры, учитывая, что в точках пересечения вертикали с любой линией фазового равновесия происходит превращение, сопровождающееся тепловым эффектом. При некотором переохлаждении ниже температуры Tж, жидкость становится насыщенной по отношению к α-твердому раствору, который будет выделяться до температуры ТЭ, при этом состав жидкой фазы будет изменяться по ликвидусу от точки 1 до точки С, а состав твердой фазы – по солидусу от точки 1´ до точки D. На кривой охлаждения при температуре Tж отмечается перегиб, связанный с уменьшением скорости охлаждения вследствие выделения скрытой теплоты кристаллизации. Процесс выделения кристаллов -твердого раствора из жидкого сплава идет в интервале температур, так как система имеет одну степень свободы: С К 1 Ф 2 1 2 1 . При достижении эвтектической температуры ТЭ кристаллы достигают предельной концентрации D (точки D), а жидкая фаза получает эвтектический состав ЖС (точки С). В этих условиях из жидкой фазы кристаллизуются предельно насыщенные твердые растворы D и F, образуя эвтектику: ЖС Э (D + F). 41 Эвтектическая реакция протекает изотермически и при постоянном составе реагирующих фаз, так как в двухкомпонентном сплаве одновременно сосуществуют три фазы (ЖС, D и F). Число степеней свободы системы равно нулю: С = K + 1– Ф = 2 + 1 – 3 =0, поэтому на кривой охлаждения (рис. 4.6) образуется площадка. После затвердевания сплав I состоит из первичных кристаллов α и эвтектики ( + ). Т,С В Т,С I Ж A 1´ + Ж 1 a d m C b + эвт. 0 10 2 2/ + Ж D2 t2 1 h E 20 эвт(+) TЖ t1 TЭ Ж +Ж F n + эвт. + эвт. ( + ) K 30 40 50 60 В,% 70 80 90 100 t, с. Рис. 3.3. Диаграмма состояния сплавов с постоянной ограниченной растворимостью компонентов в твердом состоянии В любой точке на диаграмме состояния, которая показывает фазовый состав сплава при данной температуре, можно определить весовое количество фаз. Если такая точка попадает в область однофазного состояния, то весовое количество данной фазы составляет 100 %, а её состав соответствует исходному составу сплава. Если точка попадает в область двухфазного равновесия, то здесь для определения состава фаз через эту точку необходимо провести горизонталь (коноду). Проекции точек пересечения на ось концентрации и дают состав фаз. Для определения весового состава фаз в двухфазной области необходимо воспользоваться правилом рычага. Согласно правилу отрезки, которые получают на горизонтали между данной точкой сплава и точками пересечения горизонтали с линиями диаграммы состояния, обратно пропорциональны количеству фаз. Рассмотрим сплав I в точке а (рис. 3.3) при температуре t1. Для этого проведем горизонтальную прямую dh через точку а. Ее левая точка d лежит на линии солидус и определяет состав твердой фазы при температуре t1. 42 Справа точка h, лежащая на линии ликвидус, показывает состав жидкости, находящейся в равновесии с -фазой. Используя правило рычага можно определить количество кристаллов твердой фазы в точке а: ha Qα 100 %, dh а количество жидкой фазы в этой точке – по формуле da Qж 100 %. dh Также правило рычага используют для определения количественного соотношения фаз в точке b (при температуре t2). Тогда весовое количество твердого раствора α составит bn Qα 100 %, mn а количество твердого раствора β bm Q 100 %. β mn Состав твердого раствора α при температуре t2 определится проекцией точки m, а состав твердого раствора β – проекцией точки n на ось концентраций. Задания к лабораторной работе 1. Начертить диаграмму состояния, построить кривую охлаждения из области жидкого состояния до комнатной температуры (с применением правила фаз). 2. Описать фазовые превращения при охлаждении и структуру сплава при комнатной температуре. 3. Пользуясь правилом отрезков, определить состав и количественное соотношение фаз для любой температуры, лежащей между линиями ликвидуса и солидуса. Вид диаграммы и состав указываются в индивидуальном задании: 1. Диаграмма Al–Cu 2. Диаграмма Al–Cu 3. Диаграмма Al–Cu 4. Диаграмма Cd–Zn сплав сплав сплав сплав 0,7 % Cu 5 % Cu 15 % Cu 8 % Zn 43 5. Диаграмма Cd–Zn 6. Диаграмма Cu–Ag 7. Диаграмма Cu–Ag 8. Диаграмма Cu–Ag 9. Диаграмма Cu–Ag 10. Диаграмма Cu–Ag 11. Диаграмма Cu–As 12. Диаграмма Cu–As 13. Диаграмма Cu–As 14. Диаграмма Pb–Sn 15. Диаграмма Pb–Sn 16. Диаграмма Pb–Sn 17. Диаграмма Mg–Cа 18. Диаграмма Mg–Cа 19. Диаграмма Al–Si 20. Диаграмма Al–Si 21. Диаграмма Al–Si 22. Диаграмма Cd–Zn 23. Диаграмма Mg–Cа 24. Диаграмма Mg–Cа 25. Диаграмма Cd–Zn сплав сплав сплав сплав сплав сплав сплав сплав сплав сплав сплав сплав сплав сплав сплав сплав сплав сплав сплав сплав сплав 50 % Zn 5 % Ag 15 % Ag 30 % Ag 85 % Ag 95 % Ag 2 % As 10 % As 25 % As 5 % Sn 30 % Sn 90 % Sn 40 % Cа 60 % Cа 10 % Si 45 % Si 70 % Si 90 % Zn 10 % Cа 90 % Cа 3 % Zn Диаграммы состояний двойных металлических сплавов Рис. 3.4. Диаграмма состояния системы Al–Si 44 Рис. 3.5. Диаграмма состояния системы Pb–Sn Рис. 3.6. Диаграмма состояния системы Mg–Ca 45 Рис. 3.7. Диаграмма состояния системы Cu–As Рис. 3.8. Диаграмма состояния системы Cu–Ag 46 Рис. 3.9. Диаграмма состояния системы Cd–Zn Рис.3.10. Диаграмма состояния системы Al–Cu 47 Рис.3.11. Диаграмма состояния системы Cu–Ni T °C 1000 959° 900 800 Ж 700 658 600 Ж+Ge 500 200 0 Al Ж+ α 2,8 α+Э +Ge 10 20 424° Э(Ge+α) 300 α+ Ge 400 α Ge+Э(Ge+α) 30 40 50 60 70 80 90 100 % Ge Ge Рис. 3.12. Диаграмма состояния системы Al–Ge 48 650° Ж 600 PbMg2 468° 500 Ж+β Ж+α 250° Э(α+PbMg2 ) α 200 100 0 0 Pb 10 20 β Э(PbMg2+β ) 400 327 300 32 30 40 50 60 70 % Mg 80 90 100 Mg Рис. 3.13.. Диаграмма состояния системы Pb–Mg Лабораторная работа № 4 ИЗУЧЕНИЕ МИКРОСТРУКТУРЫ И СВОЙСТВ УГЛЕРОДИСТЫХ СТАЛЕЙ Цель: изучить превращения в сплавах системы железо–цементит и структуры сталей различного состава в равновесном состоянии. Определить содержание углерода в исследуемых сталях и их марки. Приборы, материалы и оборудование 1. Микроскоп МИМ-7. 2. Комплект микрошлифов сталей. Краткие теоретические сведения Микроструктуру сталей изучают в равновесном состоянии, т. е. в таком состоянии, когда процессы фазовых превращений полностью закончились, что достигается только при очень медленном охлаждении. Структурные составляющие железоуглеродистых сплавов в равновесном состоянии определяют по диаграмме состояния "железо–цементит". Особенность диаграммы – 49 наличие на оси составов двух шкал, показывающих содержание углерода и цементита (рис. 4.1). Железоуглеродистые сплавы, содержащие углерода менее 2,14 %, называются сталями, а более 2,14 % – чугунами. Структура стали в равновесном состоянии, зависит от содержания в ней углерода. После полного отжига в углеродистой стали присутствуют следующие фазы и структурные составляющие: феррит, цементит, перлит. Феррит (Ф) – твердый раствор углерода в α-железе. Он является продуктом диффузионного превращения аустенита, при его охлаждении ниже температур линии GPSK (рис. 4.2). Под микроскопом феррит наблюдается в виде светлых зерен неодинаковой яркости (рис. 19). Последнее объясняется неодинаковой травимостью вследствие анизотропии свойств феррита. Растворимость углерода в феррите изменяется с изменением температуры, что отражает на диаграмме состояния (рис. 18) линия GPQ. Максимальное содержание углерода в феррите при комнатной температуре достигает 0,006 %. Феррит является пластичной фазой. Его относительное удлинение = 50 %, твердость зависит от концентрации углерода и других растворенных примесей и изменяется в пределах НВ 45 –80. Феррит обладает ферромагнитными свойствами, в парамагнитное состояние переходит при температуре 768 С. Аустенит (А) – твердый раствор внедрения углерода в решетке -Fe. Кристаллы аустенита присутствуют в железоуглеродистых сплавах от температуры 727 ºC до температур плавления или превращения в высокотемпературный феррит. На диаграмме состояния системы железо–углерод область однофазного аустенита обозначены точками NIESG. Растворимость углерода в аустените может достигать 2,14 % при 1147 ºC. Аустенит парамагнитен и обладает высокими пластичностью и вязкостью.. Рис. 4.1. Диаграмма состояния сплавов системы железо–углерод 50 Цементит (Ц) – химическое соединение углерода с железом – карбид железа Fe3C. Кристаллическая решетка цементита очень сложная ромбическая. Цементит обладает металлическим блеском, тепло- и электропроводностью, малыми магнитными свойствами до температуры 210 С, высокой твердостью 800 HV а б Рис. 4.2. Структура феррита: а – фотография микроструктуры; б – схема зарисовки Температура плавления при атмосферном давлении у цементита не установлена, так как он является неустойчивым химическим соединением и при высоких температурах распадается на железо и углерод. В зависимости от условий охлаждения аустенита, цементит может иметь зернистую или пластинчатую форму. Цементитная сетка из пластинок, охватывающих зерна перлита в структуре заэвтектоидной стали, снижает ее пластичность и прочность, и увеличивает твердость. Цементит – самая твердая составляющая, НВ = 8000. Его пластичность практически равна нулю. Поэтому с возрастанием количества цементита в стали, при увеличении концентрации в ней углерода твердость стали возрастает, а пластичность падает. Перлит (П) – эвтектоидная смесь из кристаллов цементита и феррита, образующаяся при диффузионном распаде аустенита в результате медленного охлаждения последнего. Содержание углерода в перлите 0,8 % (точка S, рис. 4.1). При изготовлении шлифа пластинки цементита, более твердого, чем феррит, сошлифовываются меньше и поэтому выступают из остальной массы перлита. Феррит как мягкая составляющая сошлифовывается больше, что усиливается при травлении. Поэтому при косом освещении перлит под микроскопом просматривается в виде темных и светлых полосок. В зависимости от формы цементита различают: а) зернистый перлит, в котором цементит имеет форму зерен, расположенных в феррите (рис. 4.3, а); 51 б) пластинчатый перлит, в котором цементит и феррит имеют форму пластин; последние образуют смесь чередующихся пластин цементита (рис. 4.3, б, в) и феррита. Форма и размер цементитных частиц в перлите существенно влияют на свойства стали. Так, например, зернистый перлит более пластичен и имеет меньшую твердость, чем пластинчатый. С уменьшением размера цементитных частиц твердость и прочность перлита возрастают. а б в Рис. 4.3. Структура перлита: а – схема зарисовки зернистого перлита; б – схема зарисовки пластинчатого перлита; в – фотография микроструктуры пластинчатого перлита Обыкновенный пластинчатый перлит имеет предел прочности в = 820 МПа и относительное удлинение = 15 %, а крупнопластинчатый – в = 550 МПа и = 5 %. Зернистый перлит имеет в = 630 МПа и = 20 %. Твердость пластинчатого перлита НВ 2000–2500, а зернистого – НВ 1600–2200. На микрошлифе в обычном оптическом микроскопе при малом увеличении (до 200 крат) перлит наблюдается в виде темных зерен, в которых не видно ни пластин, ни зерен цементита, так как размер цементитных частиц очень мал. Структура стали в равновесном состояния зависит от содержания в ней углерода. Техническое железо содержит не более 0,02 % углерода и является как двухфазным, так и однофазным сплавом. Технически чистое железо называют армко–железом. Его получают в больших количествах промышленным способом с суммарным содержанием примесей около 0,15 %. Сплавы с содержанием углерода до 0,006 % состоят из феррита, и в интервале концентрации 0,006–0,02 % – из феррита и цементита третичного, который выделяется по границам ферритных зерен вследствие изменения растворимости углерода в феррите при изменении температуры. Доэвтектоидные стали содержат от 0,02 до 0,8 % углерода. Стали состоят из феррита (светлые зерна) и перлита (темные зерна) (рис. 4.4). Количество перлита увеличивается, а феррита уменьшается пропорционально увеличению со- 52 держания углерода. По соотношению площадей, занимаемых в исследуемой структуре перлитом и ферритом, что с определенной степенью точности соответствует соотношению их объемов, можно определить содержание углерода в стали. Для того чтобы подсчитать содержание углерода в доэвтектоидной стали, необходимо определить площадь fп, занимаемую перлитом на микрошлифе относительно всего поля зрения, и умножить на содержание углерода в перлите (0,8 % – см. рис. 4.4). а б Рис. 4.4. Доэвтектоидная сталь, в структуре перлит и феррит: а – фотография микроструктуры; б – схема зарисовки Пример: площадь, занятая перлитом, fп = 0,6 (относительно 1). Тогда содержание углерода в данном образце будет: 0,8 х 0,6 = 0,48 %. Зная процентное содержание углерода, можно определить марку стали (приложение 1). Эвтектоидная сталь содержит 0,8 % углерода, в ее структуру входит только перлит (рис. 4.3). Заэвтектоидные стали содержат углерода более 0,8 %. Они состоят из перлита и цементита вторичного, который расположен обычно в виде светлой сетки или светлых вытянутых зерен (цепочки) по границам зерен перлита (рис. 4.5). а б Рис. 4.5. Заэвтектоидная сталь, в структуре перлит и цементит: а – фотография микроструктуры; б – схема зарисовки Содержание цементита вторичного в структуре заэвтектоидной стали возрастает с увеличением концентрации углерода от 3,4 % (при % С = 1 %) до 20,4 (при % С = 2 %) от всей массы сплава. Если известно относительное 53 содержание вторичного цементита на микрошлифе, можно определить содержание углерода в данном образце. Для этого к углероду, содержащемуся в перлите, нужно добавить углерод, содержащийся во вторичном цементите. Например, площадь, занятая вторичным цементитом, fц = 0,04 (относительно 1), тогда площадь, занятая перлитом, fп = 0,96 относительно площади микрошлифа. Содержание углерода определяют следующим образом: 0,04 х 6,67 % + 0,96 х 0,8 % = 1,1 %. Химический состав и маркировка сталей приведены в табл. 4.1, 4.2,4 3. Рис. 4.6. Зависимость механических свойств сталей от химического состава и примерные марки сталей Влияние углерода на свойства стали в основном определяются свойствами цементита и связано с изменением содержания основных структурных составляющих – феррита и цементита. При увеличении углерода до 1,2 % (рис. 4.6) возрастают прочность σв, твердость HB, предел текучести σт, при этом снижаются вязкость KCU и характеристики пластичности – относительное удлинение (δ, %) и относительное сужение (ψ, %). Технологические свойства, такие как деформируемость, свариваемость и др., зависят также от содержания углеро- 54 да. Хорошей свариваемостью и пластичностью отличаются низкоуглеродистые стали. Хорошими режущими свойствами обладают высокоуглеродистые стали. Таблица 4.1 Сталь углеродистая обыкновенного качества по ГОСТ 380–88 Марки стали Ст0 Ст1кп Ст1пс Ст1сп Ст2кп т2пс Ст2сп Ст3кп Ст3пс Ст3сп Ст3Гпс Ст3Гсп Ст4кп Ст4пс Ст4сп Ст5пс Ст5сп Ст5Гпс Ст6пс Ст6сп Массовая доля элементов, % Углерода Марганца Кремния Не более – – 0,23 Не более 0,06–0,12 0,25–0,50 0,05 0,06–0,12 0,25–0,50 0,05–0,15 0,06–0,12 0,25–0,50 0,15–0,30 Не более 0,09–0,15 0,25–0,50 0,05 0,09–0,15 0,25–0,50 0,05–0,15 0,09–0,15 0,25–0,50 0,15–0,30 Не более 0,14–0,22 0,30–0,60 0,05 0,14–0,22 0,40–0,65 0,05–0,15 0,14–0,22 0,40–0,65 0,15–0,30 Не более 0,14–0,22 0,80–1,10 0,15 0,14–0,20 0,80–1,10 0,15–0,30 Не более 0,18–0,27 0,40–0,70 0,05 0,18–0.27 0,40–0,70 0,05–0,15 0,18–0,27 0,40–0,70 0,15–0,30 0,28–0,37 0,50–0,80 0,05–0,15 0,28–0,37 0,50–0,80 0,15–0,30 Не более 0,22–0,30 0,80–1,20 0,15 0,38–0,49 0,50–0,80 0,05–0,15 0,38–0,49 0,50–0,80 0,15–0,30 Примечания: 1. Буквы Ст обозначают "Сталь", цифры – условный номер марки в зависимости от химического состава стали, буквы "кп", "пс", "сп" – способ раскисления стали ("кп" – кипящая, "пс" – полуспокойная, "сп" – спокойная сталь). 2. Способ раскисления, если он не указан в заказе, устанавливает изготовитель. 3. Массовая доля серы в стали всех марок, кроме Ст0, должна быть не более 0,05 %. фосфора не более 0,04 %, в стали марки Ст0 серы – не более 0,06 %, фосфора – не более 0,07 Таблица 4.2 Сталь углеродистая качественная конструкционная по ГОСТ 1050–88 Массовая доля элементов, % Марка стали Углерода Кремния Марганца 05кп Не более 0,06 Не более Не более Хрома, не более 0,10 55 08кп 0,05–0,12 08пс 08 0,05–0,11 0,05–0,12 10кп 0,07–0,14 10пс 10 0.07–0.14 0,07–0,14 11кп 0,05–0,12 15кп 0,12–0,19 15пс 15 0,12–0,19 0,12–0,19 18кп 0,12–0,20 20кп 0,17–0,24 20пс 20 25 30 35 40 45 50 55 0,37–0,24 0,17–0,24 0,22–0,30 0,27–0,35 0,32–0,40 0,37–0,45 0,42–0,5 0,47–0,55 0,52–0,60 0,03 Не более 0,03 0,05–0,17 0,17–0,37 Не более 0,07 0,5–0,17 0,17–0,37 Не более 0,06 Не более 0,07 0,05–0,17 0,17–0,37 Не более 0,06 Не более 0,07 0,05–0,17 0,17–0,37 0,17–0,37 0,17–0,37 0,17–0,37 0,17–0,37 0,17–0,37 0,17–0,37 0,17–0,37 58(55пс) 0,55–0,63 0,10–0,30 60 0,57–0,65 0,17–0,37 0,40 0,25–0,50 0,10 0,35–0,65 0,35–0,65 0,10 0,10 0,25–0,50 0,15 0,35–0,65 0,35–0,65 0,15 0,15 0,30–0,50 0,15 0,25–0,50 0,25 0,35–0,65 0,35–0,65 0,25 0,25 0,30–6,50 0,15 0,25–0,50 0,25 0,35–0,65 0,35–0,65 0,50–0,80 0,50–0,80 0,50–0,80 0,50–0,80 0,50–0,80 0,50–0,80 0,50–0,80 Не более 0,20 0,50–0,80 0,25 0,25 0,25 0,25 0,25 0,25 0,25 0,25 0,25 0,15 0,25 Примечания: 1. Цифры в обозначении марки показывают среднюю массовую долю углерода в сотых долях процента. 2. Массовая доля серы в сталях должна быть не более; 0,040 %, фосфора – не более 0,035 %. Таблица 4.3 Инструментальная нелегированная сталь по ГОСТ 1435-90 Марка стали У7 У8 У8Г У9 У10 У11 Углерода 0,65–0,74 0,75–0,84 0,80–0,90 0,85–0,94 0,85–1,04 1,05–1,14 Массовая доля элемента, % Кремния Марганца Серы 0,17–0,33 0,17–0,33 0,028 0,17–0,33 0,17–0,33 0,028 0,17–0,33 0,33–0,58 0,028 0,17–0,33 0,17–0,33 0,028 0,17–0,33 0,17–0,33 0,028 0,17–0,33 0,17–0,33 0,028 Фосфора 0,030 0,030 0,030 0,030 0,030 0,030 56 У12 У13 У7А У8А У8ГА У9А У10А У11А У12А У13А 1,15–1,24 1,25–1,35 0,65–0,74 0,75–0,84 0,80–0,90 0,85–0,94 0,95–1,04 1,05–1,14 1,15–1,24 1,25–1,35 0,17–0,33 0,17–0,33 0,17–0,33 0,17–0,33 0,17–0,33 0,17–0,33 0,17–0,33 0,17–0,33 0,17–0,33 0,17–0,33 0,17–0,33 0,17–0,33 0,17–0,28 0,17–0,28 0,33–0,58 0,17–0,28 0,17–0,28 0,17–0,28 0,17–0,28 0,17–0,28 0,028 0,028 0,018 0,018 0,018 0,018 0,018 0,018 0,018 0,018 0,030 0,030 0,025 0,025 0,025 0,025 0,025 0,025 0,025 0,025 Примечание. В обозначении марки стали: буква У – углеродистая; следующая за ней цифра – средняя массовая доля углерода в десятых долях процента; Г – повышенная массовая доля марганца, А – высококачественная сталь. Порядок выполнения работы Каждый студент получает коллекцию микрошлифов углеродистых сталей в равновесном отожженном состоянии, протравленных 4 %–ным раствором азотной кислоты о спирте. В работе нужно: 1) изучить и зарисовать микроструктуру каждого микрошлифа; 2) определить структурные составляющие стали и их объемную долю; 3) рассчитать по объемной доле структурных составляющих процентное содержание углерода в заданной стали. Количество углерода определяют по формулам: для доэвтектоидной стали, %, С = fп×0,8 %; для заэвтектоидной стали, %, С = fп×0,8 % + fц×6,67 %, где fц – площадь, занятая цементитом; fп – площадь, занятая перлитом. По найденному значению количества углерода и в соответствии с приложением 1 в каждом образце определяют марку стали. Содержание отчета по лабораторной работе 1. Зарисовка всех микрошлифов полученной коллекции. 2. Определение марки стали по рассчитанному количеству углерода для всех образцов. 3. Ответ на вопросы индивидуального задания. Контрольные вопросы 1. Привести классификацию углеродистой стали по назначению и качеству. 57 2. Как изменяются структура, механические и технологические свойства стали при увеличении количества углерода? Привести конкретные примеры. 3. Перечислить все структурные составляющие, встречающиеся в сталях, и дать характеристику их свойств. 4. Какие стали называются доэвтектоидными, эвтектоидными, заэвтектоидными? Какова их структура и свойства? Задания к лабораторной работе 1. Вычертить диаграмму Fe–Fe3C, построить кривую охлаждения и описать процесс кристаллизации стали марки 20 из области жидкого состояния до комнатной температуры. 2. Привести классификации углеродистой стали по назначению и качеству. 3. Вычертить диаграмму Fe–Fe3C, построить кривую охлаждения и описать процесс кристаллизации стали марки У12 из области жидкого состояния до комнатной температуры. 4. Привести классификацию и маркировку по ГОСТу углеродистых конструкционных сталей. Дать их характеристику. 5. Вычертить диаграмму Fe–Fe3C, описать превращения, протекающие в сплаве железа с 0,5 % С при медленном охлаждении от 1600 °С до комнатной температуры. Построить для данного сплава кривую охлаждения. Что это за материал? 6. Привести классификацию и маркировку по ГОСТу углеродистых инструментальных сталей. Дать их характеристику. 7. Вычертить диаграмму Fe–Fe3C, описать превращения, протекающие в сплаве с 1,5 % С при медленном нагревании от 0 °С до 1600 °С. Построить для данного сплава кривую нагревания. 8. Указать структурные составляющие в сплавах с содержанием углерода до 1,7 % при комнатной температуре и дать их характеристику. 9. Вычертить диаграмму состояния Fe–Fe3C, описать превращения, происходящие в сплаве с 1,3 % С при медленном охлаждении от 1600 °С до комнатной температуры. Построить для данного сплава кривую охлаждения. 10. Полиморфизм железа. Привести кривые охлаждения и нагрева для железа и дать характеристику всех модификаций железа. 11. Вычертить диаграмму Fe–Fe3C, описать превращения, протекающие в сплаве с 0,8 % С при медленном нагревании от 0 °С до 1600 °С. Построить кривую нагрева для данного сплава. Что это за сплав? 12. Описать механизм и основные параметры процесса кристаллизации. 13. Вычертить диаграмму Fe–Fe3C, описать превращения при нагреве и построить кривую нагрева для сплава, содержащего 1,0 % С в интервале температур от 0 °С до 1600 °С. 58 14. Как изменяются структура, механические и технологические свойства стали при увеличении количества углерода. Привести конкретные примеры. 15. Вычертить диаграмму Fe–Fe3C, описать превращения при нагревании и построить кривую нагрева для сплава, содержащего 0,6 % С в интервале температур от 0 °С до 1600 °С. 16. Перечислить все структурные составляющие, встречающиеся в сталях, и дать характеристику их свойств. 17. Вычертить диаграмму Fe–Fe3C, описать превращения, происходящие в стали марки У8 при медленном ее охлаждении от 1600 °С до комнатной температуры. Построить для нее кривую охлаждения. 18. Указать структуру, маркировку и свойства углеродистых конструкционных сталей. Привести примеры. 19. Вычертить диаграмму Fe–Fe3C, описать превращения, происходящие в стали марки У10 при медленном ее нагревании от 0 °С до 1600 °С. Построить для нее кривую нагрева. 20. Описать строение и дать характеристику свойств структурных составляющих стали: феррита, аустенита, перлита, цементита. 21. Вычертить диаграмму Fe–Fe3C, описать превращения при охлаждении и построить кривую охлаждения для сплава, содержащего 0,35 % С. Что это за сплав? 22. Указать структуру, маркировку и свойства углеродистых инструментальных сталей. Привести примеры. 23. Вычертить диаграмму Fe–Fe3C, описать превращения при нагреве и построить кривую нагрева для сплава, содержащего 0,5 % С в интервале температур от 0 °С до 1600 °С. 24. Какие стали называются доэвтектоидными, эвтектоидными, заэвтектоидными? Какова их структура и свойства? 25. Вычертить диаграмму Fe–Fe3C, описать превращения, происходящие в сплаве, содержащем 0,18 % С, при его медленном нагревании от 0 °С до 1600 °С. Построить для него кривую нагрева. Что это за сплав? Лабораторная работа № 5 ИЗУЧЕНИЕ МИКРОСТРУКТУРЫ ЧУГУНОВ Цель: изучить микроструктуру различных видов чугунов: белого, серого, ковкого, высокопрочного. Приборы, материалы и оборудование 1. Микроскоп МИМ-7. 2. Комплект микрошлифов чугунов. 59 Краткие теоретические сведения Чугуны широко используются в машиностроении, что обусловлено экономической целесообразностью их применения и хорошими технологическими свойствами: они пригодны для отливки самых различных деталей, могут обрабатываться резанием, изменять свое строение и свойства в процессе термической обработки. В зависимости от того, в каком состоянии находится углерод, в связанном или свободном, чугуны подразделяются на белые и серые. К последним относятся: серые, высокопрочные, ковкие. Белый чугун получил свое название по матово-белому цвету излома. Цвет объясняется присутствием значительного количества цементита Fе3С, который образуется при быстром охлаждении сплава (охлаждение в сырых земляных формах, металлических формах-кокилях). В белом чугуне присутствует эвтектика – ледебурит, состоящая из перлита и цементита (рис. 5.1), по которой отличают белые чугуны от углеродистых сталей с помощью микроскопа. В белых чугунах практически весь углерод находится в химически связанном состоянии в виде цементита. Эвтектике свойственна повышенная хрупкость, поэтому чугуны, в отличие от сталей, не подвергаются прокатке, ковке, штамповке. Из-за сравнительно низкой температуры кристаллизации чугунов наблюдается малый пригар поверхности формы к отливке. Вследствие высокой жидкотекучести они хорошо заполняют формы. а б Рис. 5.1. Эвтектический белый чугун: а – фотография микроструктуры; б – схема зарисовки Перечисленные свойства чугунов определяют использование их в качестве литейных сплавов. В зависимости от содержания углерода различают три класса белых чугунов: доэвтектический, с содержанием углерода менее 4,3 %, эвтектический – с 4,3 %, заэвтектический – более 4,3 %. 60 а б Рис. 5.2.. Доэвтектический белый чугун: а – фотография микроструктуры; б – схема зарисовки Доэвтектический чугун включает три структурных составляющих: перлит, ледебурит, вторичный цементит (рис. 5.2). Перлит наблюдается под микроскопом в виде темных зерен, а ледебурит наблюдается в виде отдельных участков, колоний. Каждый такой участок представляет собой смесь мелких округленных или вытянутых темных зерен перлита, равномерно расположенных в цементитной основе. С увеличением концентрации углерода в доэвтектическом чугуне доля ледебурита в структуре увеличивается постепенно, за счет уменьшения участков, занимаемых перлитом и вторичным цементитом. Вторичный цементит наблюдается в виде светлых зерен. Эвтектический чугун (рис. 5.1) представляет собой равномерную механическую смесь перлита с цементитом – ледебурит. Заэвтектический чугун (рис. 5.3) характеризуется двумя структурными составляющими – первичным цементитом и ледебуритом. С увеличением содержания углерода количество первичного цементита в структуре возрастает. Серые, высокопрочные, ковкие чугуны характеризуются тем, что весь углерод в них или часть его находится в свободном состоянии в виде графита, равномерно распределенного в металлической основе. а б Рис. 5.3. Заэвтектический белый чугун: а – фотография микроструктуры; б – схема зарисовки 61 Формы выделения графита (Г) у них различные. По структуре металлической основы эти чугуны могут быть: а) ферритными (из феррита и графита); б) феррито–перлитными (из феррита, перлита, графита); в) перлитными (из перлита, графита). Таким образом, их структура представляет собой металлическую основу, похожую на доэвтектоидную и эвтектоидную сталь, пронизанную графитными включениями (рис. 5.10). На графитизацию чугуна существенное влияние оказывает количество присутствующих в нем элементов, наличие центров кристаллизации графита и скорость охлаждения. Все элементы, вводимые в чугун, делятся на графитообразующие (С, Si, Al, В, Br и др.) и карбидообразующие (Мn, Сr, V, W, Ti, Mo и др.). Скорость охлаждения оказывает существенное влияние на графитизацию чугуна. Чем меньше скорость охлаждения, тем полнее протекают процессы графитизации. В серых чугунах графит присутствует в форме пластинок (чешуек) (рис. 27). Свойства серых чугунов при одинаковой металлической основе зависят от размеров, количества и распределения графитных включений. Их можно рассматривать как трещины, поры, внутренние разрезы, нарушающие целостность металлической основы. Чем больше графита в чугуне, чем грубее его включения и чем меньше они изолированы друг от друга, тем ниже качество чугуна. С увеличением количества перлита при одной и той же форме графитных включений механические свойства (прочность, твердость) чугуна повышаются. Серые чугуны но ГОСТ 1412–85 маркируются буквами: С – серый и Ч – чугун, после буквы следуют цифры, указывающие величину сопротивления при растяжении – в (табл. 5.1). Модифицированные чугуны получают введением в расплав специальных примесей – модификаторов, так как процесс графитизации (форма выделения графита) зависят от числа центров кристаллизации. Этими центрами могут быть мельчайшие нерастворенные частицы окислов. Вводят в чугун модификаторы перед разливкой, обычно это: ферросилиций, алюминий, силико-кальций, магний и др. Металлическая основа Форма графитных включений 62 Пластинчатая Хлопьевидная Шаровидная Феррит Феррит + Перлит Перлит Рис. 5.4. Форма графитных включений Их назначение: получить мелкие, изолированные, равномерно распределенные включения графита, изменить форму графитных включений, получить перлитную металлическую основу. Высокопрочный чугун получают из обычного серого перлитного чугуна двойным модифицированием: добавкой магния и ферросилиция (рис. 5.4). Под действием магния графит приобретает форму шаров (глобулей), кроме того, магний повышает прочность металлической основы. По ГОСТ 7293–85 высокопрочные чугуны маркируются буквами ВЧ и цифрой – в (табл. 5.2). Ковкие чугуны получают отжигом отливок, изготовленных из белого чугуна. В процессе отжига цементит, входящий в структуру белого чугуна, распадается на железо, и графит, имеющий хлопьевидную форму (при затвердевании отливок – обычного серого чугуна – такую форму графит не принимает). Хлопьевидная форма графита улучшает пластические свойства чугуна: такой чугун не разрешается при ударах и изгибе. Таблица 5.1 Свойства серых чугунов по ГОСТ 1412–85 Марка чугуна СЧ10 СЧ15 СЧ18 Твердость по HB при толщине стенки отливки 15 мм 190 210 – Временное сопротивление при растяжении в МПа (кгс/мм2), не менее 100(10) 150(15) 180(18) 63 СЧ20 СЧ21 СЧ24 СЧ25 СЧ30 СЧ35 230 – – 245 260 275 200(20) 210(21) 240(24) 250(25) 300(30) 350(35) В зависимости от строения металлической основы различают перлитный, феррито-перлитный и ферритный ковкие чугуны. Последний из них наиболее пластичен, твердость его минимальна. Маркируется ковкий чугун буквами: К – ковкий, Ч – чугун и цифрами. Первые две цифры – в, вторые – относительное удлинение % (табл.5.3). Таблица 5.2 Свойства высокопрочных чугунов по ГОСТ 7293–85 Марка чугуна ВЧ35 ВЧ40 ВЧ45 ВЧ50 ВЧ60 ВЧ70 ВЧ80 ВЧ100 Временное соУсловный противление предел тепри кучести 0,2, растяжениив МПа МПа (кгс/мм2) (кгс/мм2) не менее не менее 350(35) 220(22) 400(40) 250(25) 450(45) 310(31) 500(50) 320(32) 600(60) 370(37) 700(70) 420(42) 800(80) 480(48) 1000(100) 700(70) Относительное удлинение %, не менее 22 15 10 7 3 2 2 2 Твердость по Бринеллю, HB 140–170 140–202 140–225 153–245 192–277 228–302 248–351 270–360 Таблица 5.3 Свойства ковкого чугуна по ГОСТ 1215–79 Марка ковкого чугуна ферритного и перлитного класса КЧ30–6 КЧ33–8 КЧ35–10 КЧ37–12 КЧ45–7 Временное сопротивление разрыву МПа (кгс/мм2), не менее 294(30) 323(33) 333(35) 362(37) 441(45) Относительное удлинение %, не менее Твердость по Бринеллю, HB 6 8 10 12 7 100–163 100–163 100–163 110–163 150–207 64 КЧ50–5 КЧ55–4 КЧ60–3 490(50) 539(55) 588(60) 5 4 3 170–230 192–241 200–269 Порядок выполнения работы 1. Получить коллекцию микрошлифов различных чугунов в равновесном состоянии до и после травления 4 %-ным раствором азотной кислоты в спирте. 2. Изучить и зарисовать микроструктуру всех микрошлифов. 3. По наличию и форме графитных включений определить вид чугуна. 4. Определить структуру металлической основы чугунов, подвергнутых травлению и указать на микрошлифе структурные составляющие. Содержание отчета по лабораторной работе 1. Ход работы – см. «Порядок выполнения работы». 2. Ответить на вопрос индивидуального задания. Контрольные вопросы 1. Чем отличается структура и свойства серых и ковких чугунов? 2. Как получают высокопрочные чугуны? Указать их структуру, свойства и маркировку. 3. Как построена эвтектика и эвтектоид в белом чугуне? 4. Как влияет структура серого чугуна на его свойства? 5. Как влияют размеры и форма графитных включений на свойства чугунов? 6. В чем различие между белым и серым чугунами (структура, механические свойства)? 7. Чем отличается структура и свойства серых и высокопрочных чугунов? Задания к лабораторной работе 1. Сравнить структуру и свойства серых и ковких чугунов. 2. Вычертить диаграмму Fe–Fe3C, описать превращения при охлаждении и построить кривую охлаждения в интервале температур от 1600 °С до 0 °С для сплава, содержащего 3,2 % С. 3. Как производится модифицирование серых чугунов? Какую структуру и свойства они имеют до и после модифицирования? 65 4. Вычертить диаграмму Fe–Fe3C, описать превращения при охлаждении и построить кривую охлаждения в интервале температур от 1600 °С до 0 °С для сплава, содержащего 5,2 % С. 5. Как получают высокопрочные чугуны? Указать их структуру, свойства и маркировку. 6. Вычертить диаграмму Fe–Fe3C, описать превращения при охлаждении и построить кривую охлаждения в интервале температур от 1600 °С до 0 °С для сплава эвтектического состава. 7. Как построена эвтектика и эвтектоид в сером и белом чугунах? 8. По диаграмме железо-углерод описать изменение микроструктуры доэвтектического чугуна при медленном и быстром охлаждении от 1500 °С до комнатной температуры. Состав чугуна выберите сами. 9. Привести классификацию серых чугунов по их микроструктуре и дать характеристику их механических свойств. 10. Вычертить диаграмму Fe–Fe3C, описать превращения при охлаждении и построить кривую охлаждения в интервале температур от 1600 °С до 0 °С для сплава, содержащего 4,6 % С. 11. Указать структурные составляющие, получаемые в сплавах с содержанием углерода от 2,0 % до 6,67 % при комнатной температуре и дать характеристику их механических свойств. 12. Вычертить диаграмму Fe–Fe3C, описать превращения при охлаждении и построить кривую охлаждения в интервале температур от 1300 °С до 0 °С для сплава, содержащего 4,3 % С. 13. Перечислить структурные составляющие, встречающиеся в белых чугунах и дать характеристику их механических свойств. 14. Вычертить диаграмму Fe–Fe3C, описать превращения при охлаждении и построить кривую охлаждения для сплава, содержащего 2,7 % С в интервале температур от 1600 °С до 0 °С. 15. Как влияет структура серого чугуна на его свойства? 16. По диаграмме железо-углерод описать изменение микроструктуры заэвтектического чугуна при медленном и быстром охлаждении от 1600 °С до комнатной температуры. Состав чугуна выберите сами. 17. Перечислите все формы, в которых может находиться углерод в сталях и чугунах. Пользуясь диаграммой железо-углерод, привести примеры соответствующих микроструктур. 18. Вычертить диаграмму Fe–Fe3C, описать превращение при охлаждении и построить кривую охлаждения в интервале температур от 1600 °С до 0 °С для сплава, содержащего 3,8 % С. 19. Описать влияние размеров и формы графитных включений на свойства чугуна. 66 20. Вычертить диаграмму Fe–Fe3C, описать превращения при охлаждении и построить кривую охлаждения в интервале температур от 1600 °С до 0 °С для сплава, содержащего 6 % С. 21. Как получают ковкий чугун? Указать его структуру, свойства и маркировку. 22. По диаграмме железо–углерод описать превращения, происходящие при медленном и быстром охлаждении в сплаве эвтектического состава в интервале температур от 1300 °С до 0 °С. 23. В чем различие между белыми и серыми чугунами? Структура, механические свойства. 24. Вычертить диаграмму Fe–Fe3C, описать превращения при охлаждении и построить кривую охлаждения для сплава, содержащего 3 % С в интервале температур от 1600 °С до 0 °С. 25. Сравнить структуру и свойства серых и высокопрочных чугунов. 69 Лабораторная работа № 6 ЗАКАЛКА УГЛЕРОДИСТОЙ СТАЛИ Цель работы: ознакомиться с технологическим процессом закалки стали, изучить влияние температуры нагрева и скорости охлаждения на структуру и свойства закаленной стали Приборы, материалы и инструмент Камерная печь, щипцы, набор отожженных образцов из стали 45, набор микрошлифов, микроскоп МИМ-7, твердомер ТШ для определения твердости по методу Бринелля и твердомер ТК для определения твердости по методу Роквелла. Краткие теоретические сведения охлаждение Закалка – операция термической обработки, включающая нагрев стали выше температуры фазового превращения, выдержку при этой температуре и ускоренное охлаждение, в результате чего формируется неравновесная структура, упрочняющая сталь. В процессе ускоренного охлаждения при превращении γ-твердого расFe твора в α-твердый раствор углерод остается в твердом растворе, заметно исC кажая кристаллическую решетку α-Fe. Поэтому структура закаленной стали – а мартенсит – является пересыщенным твердым раствором внедрения углерода в α-Fe и имеет тетрагональную кристаллическую решетку, где отношение ребер с/а > 1 (рис. 6.1). Повышение содержания углерода в аустените увеличивает искажение пространственной решетки мартенсита. Это является важнейшим фактором его б высокой твердости. Структура мартенсита и схема его зарисовки показаны на Рис. 6.1 Превращения кристаллической рис. 5.2. решетки при закалке: а - кристаллическая ячейка аустенита; б – кристаллическая ячейка мартенсита 70 а б в Рис. 6.2 Структура мартенсита: а – мелкоигольчатый; б – крупноигольчатый; в – схема зарисовки мартенсита и остаточного аустенита Для углеродистых доэвтектоидных сталей (например, марки 45) выбирается такая температура нагрева, при которой возможен перевод всех структурных составляющих стали в аустенит, т. е. выше соответствующей точки Асз, лежащей на линий GS диаграммы состояния железо–углерод. Температура закалки углеродистых конструкционных (доэвтектоидных) сталей назначается по диаграмме состояния железо–углерод согласно формуле Т = Асз + (30 ÷ 50) °С, где Т – температура закалки. Перегрев стали должен быть минимальным. Температуру выше точки АС3 больше чем на 30 ÷ 50° поднимать не рекомендуется, чтобы зёрна аустенита (рис. 6.3). Cледовательно и иглы мартенсита оставались мелкими (рис. 6.2, а). Нагрев под закалку заэвтектоидных сталей должен обеспечить получение в стали двухфазного состояния: аустенит и карбиды. Следовательно, температура наАс3 грева для заэвтектоидных сталей должна быть выше точки Ас1 (линия Ас1 РSК), но ниже точки Аcm (линия ЕS). При последующем быстром охлаждении аустенит превращается в мартенсит, а оставшиеся нерастворённые Рис. 6.3 Оптимальный интервал закалочных частицы карбидной фазы дополнитемператур углеродистой стали тельно повышает твёрдость и износона участке диаграммы Fe–Fe3C стойкость стали. E 71 Температура закалки заэвтектоидных сталей назначается по диаграмме железо–углерод (см. рис. 5.3): Т = Аc1 + (30 ÷ 50) °С. В случае нагрева заэвтектоидной стали (см. рис. 6.3) до температуры, лежащей выше соответствующей точки Асm, карбиды в стали растворятся. Закалка с повышенных температур является причиной образования крупноигольчатого мартенсита, который получается в результате охлаждения крупных зерен аустенита, а это в свою очередь повышает хрупкость стали. Время выдержки образца в печи при нагреве под закалку выбирают из расчёта 1 минута на 1 мм диаметра образца. Выбор охлаждающей среды для закалки сталей Для закалки доэвтектоидной и эвтектоидной сталей необходимо выполнить три условия. 1. Нагреть сталь до аустенитного состояния. 2. Выдержать при температуре нагрева определенное время. 3. Охладить со скоростью, не менее критической. Тогда аустенит превратится в мартенсит (рис. 5.4). На диаграмму изотермического распада переохлажденного аустенита накладываются кривые непрерывного охлаждения: V1, V2, V3, V4 (см. рис. 2.4). Диаграмма представлена двумя линиями в виде буквы С. Слева от Собразных кривых находится область переохлажденного аустенита. Левая кривая – начало превращения аустенита в феррито-цементитную смесь, а правая – конец этого превращения. При охлаждении со скоростями V1, V2 и V3 получают пластинчатые феррито-цементитные смеси, перлит, сорбит и троостит. Ниже температуры МН начинается бездиффузионное превращение аустенита в мартенсит. При температуре МК образование мартенсита заканчивается. Мартенситное превращение протекает при непрерывном охлаждении в интервале температур от МН до МК со скоростью выше критической, например, при закалке стали в воде (V4). Критической скоростью закалки (VКР) называют скорость охлаждения, при которой аустенит превращается только в мартенсит. 72 HRC t,С A1 A 11 V1 Перлит Сорбит 38 V2 40 43 Троостит 50 A Ф+Fe3C V3 Mн 57 0 64 Mк 0 1 10 V4 102 103 104 lg VКР Рис. 6.4 Диаграмма изотермического распада аустенита для эвтектоидной стали Углерод в значительной степени снижает температуру начала и конца мартенситного превращения, уже при содержании углерода 0,5 % конец мартенситного превращения МК лежит в области отрицательных температур. Поскольку обычно закалка стали заканчивается при комнатной температуре, то в стали с таким содержанием углерода мартенситное превращение не доходит до конца и наряду с мартенситом сталь после закалки содержит и некоторое количество аустенита, который называется аустенитом остаточным (просматривается в виде светлых полей (рис. 6.2) между мартенситными иглами закаленной стали). Аустенит обладает гораздо меньшей твёрдостью, чем мартенсит, поэтому закаленную сталь, имеющую в структуре аустенит остаточный (а его количество колеблется от 20 % до 60 %), подвергают обработке холодом (до –70 С, –80 С), т. е. по сути дела продолжают закалку до температуры конца мартенситного превращения, когда аустенит остаточный превращается в мартенсит. Порядок выполнения работы 1. Каждый студент получает один образец конструкционной углеродистой стали замеряет его твёрдость на приборе Бринелля. 2. Определяет время выдержки образца в печи, помещает образец в нагретую до заданной температуры муфельную электропечь с автоматическим регулированием. 73 3. По окончании выдержки студент быстро переносит клещами образец в охлаждаемую жидкость (вода, масло) для закалки, где интенсивно перемешивает вверх–вниз во избежание образования паровой рубашки. 4. Замеряет твёрдость образца после закалки на приборе Роквелла, данные сводятся в табл. 6.1. 5. Исследует и зарисовывает микроструктуры стали на микроскопе МИМ-7, полученные при всех режимах закалки. Содержание отчета 1. Ход работы – см. «Порядок выполнения работы». 2. Построение графической зависимости твёрдости стали от температуры закалки в координатах НRС – Т C закалки (по данным таблицы). 3. Изображение всех структур исследуемых образцов cтали 45 в кружках диаметром 25 или 50 мм. 4. Ответы на индивидуальные вопросы. Таблица 6.1 Данные лабораторных испытаний Температура закалки, C Охлаждающая среда 650 740 850 850 950 Вода Вода Вода Масло Вода Твёрдость до закалки, НВ Твердость после закалки НВ НRС Контрольные вопросы 1. Назовите основные элементы режима закалки и ее цели. 2. Какую структуру должны получить доэвтектоидные стали при нагреве под закалку? 3. Что такое мартенсит? Какими особенностями строения его кристаллической решетки можно объяснить его высокую твердость и хрупкость? 4. От чего зависит степень тетрагональности мартенсита? 5. Почему при закалке заэвтектоидных сталей нагрев производят до температуры АС1 + (30 50) С. 6. Какой структурой будет обладать инструментальная сталь У8 после закалки до комнатной температуры. 7. От чего зависит количество остаточного аустенита при закалке? 74 Задания к лабораторной работе 1. После закалки стали 40 со скоростью охлаждения больше критической, была получена структура, состоящая из феррита и мартенсита. По диаграмме Fe–Fe3C указать принятую в данном случае температуру нагрева под закалку и описать превращения, происходящие в стали при такой обработке (нагреве и охлаждении). Как называется такой вид закалки. 2. Углеродистая сталь У12 после закалки в одной охлаждающей среде приобрела структуру мартенсит + цементит. Используя диаграмму Fe–Fe3C, указать температуру нагрева данной стали под закалку. Описать превращения, происходящие в процессе закалки и образующуюся структуру. 3. Углеродистые стали 35 и У8 имеют после закалки структуру мартенсит, используя диаграмму Fe–Fe3C, указать температуру закалки для каждой стали. Описать превращения, происходящие в этих сталях в процессе закалки. Какая сталь имеет более высокую твердость и почему? 4. Изделия из стали 40 были недогреты при закалке. Чем характеризуется недогрев? Чем он вреден и как исправить этот дефект? 5. С помощью диаграммы состояния Fe–Fe3C определить температуры полной и неполной закалки для стали 45. дать краткое описание микроструктуры и свойств стали после каждого из этих видов термической обработки. 6. Шестерни из стали 45 закалены: первая от температуры 740 °С, а вторая от температуры 830 °С. Используя диаграмму Fe–Fe3C, объяснить, какая из этих шестерен имеет более высокую твердость и лучшие эксплутационные свойства и почему? 7. Режущий инструмент из стали У10 был перегрет при закалке. Чем характерен перегрев? Чем он вреден? Как можно исправить такой дефект? 8. Назначить режим закалки (температуру, время выдержки и охлаждающую среду) детали сечением 20 мм из стали 50. Описать сущность превращений, происходящих при закалке, микроструктуру и свойства детали. 9. Метчики из стали У8 закалены: первый от температуры 760 °С, а второй – 850°С. Используя диаграмму Fe–Fe3C, объяснить, какой из этих метчиков закален правильно, имеет высокие режущие свойства и почему? 10. Изделия из стали 45 были перегреты при закалке. Что такое перегрев? Чем он вреден и как исправить этот дефект? 11. В чем заключается отрицательное влияние цементитной сетки на свойства инструментальной стали У10 и У12. какой термической обработкой можно ее уничтожить? Дать обоснование выбранного режима. 12. Как изменяются структура и свойства стали 45 и У10 в результате закалки от температур 750 °С и 850 °С? Объяснить изменение структуры с помощью диаграммы состояния Fe–Fe3C. 75 13. Образцы из стали марок 50 и У8 закалены с температур 710 °С, 780 °С, 850 °С. Указать необходимую среду охлаждения, получаемый микроструктуры и твердость. Пояснить результаты каждой из этих видов закалки. 14. Инструмент из стали У12 имеет структуру перлита и вторичного цементита, расположенного в виде сетки и игол. Как провести закалку такого инструмента? дать обоснование выбранного режима. 15. Назначить режим термической обработки (температуру нагрева, время выдержки и охлаждающую среду) зубил сечением 25 мм из стали У7. описать сущность происходящих превращений, микроструктуру и твердость инструмента после обработки. 16. Назначить режим закалки (температуру, время выдержки, охлаждающую среду) фрез диаметром 18 мм из стали марки У10. Описать сущность происходящих превращений, микроструктуру и твердость инструмента после закалки. 17. При непрерывном охлаждении стали У8 получена структура троостит. Нанести на диаграмму изотермического превращения аустенита кривую охлаждения, обеспечивающую получение данной структуры. При каком охлаждении можно получить мартенсит? Описать характер превращений в каждом случае. 18. Изделия после закалки имеют твердость более низкую, чем предусмотрено техническими условиями. Чем вызван этот дефект и как его можно устранить? 19. С какой целью производится закалка в двух средах и как она практически осуществляется? Каковы ее преимущества и недостатки? 20. Как выполняется обычная и ступенчатая закалка? В чем их преимущество и недостатки? 21. Вычертить диаграмму изотермического превращения аустенита для стали 50. Нанести на нее кривую режима изотермической обработки, обеспечивающей получение твердости 500 НВ. Указать, как этот режим называется, описать сущность происходящих превращений, микроструктуру, получаемую в данном случае. 22. Какие причины вызывают коробление и трещины изделий при закалке? Как можно предохранить изделия от образования закалочных трещин и коробления? 23. Какие факторы определяют результаты закалки? Дать характеристику возможных видов закалки. 24. Доэвтектоидная углеродистая сталь имеет крупнозернистую структуру перегрева. Какой вид термической обработки следует применить для устранения перегрева и какие изменения происходят в структуре стали при этой термообработке. 25. Какова технология закалки токами высокой частоты, в чем ее преимущество? Какие механические свойства имеет сталь после такой обработки? 76 Лабораторная работа № 7 ОТПУСК УГЛЕРОДИСТОЙ СТАЛИ Цель работы: исследование влияния температуры отпуска на структуру и свойства конструкционной углеродистой стали. Приборы, материалы и инструмент Камерная печь, щипцы, набор закаленных образцов из стали 45, набор микрошлифов, микроскоп МИМ-7, твердомер ТШ для определения твердости по методу Бринелля и твердомер ТК для определения твердости по методу Роквелла. Краткие теоретические сведения Отпуск заключается в нагреве закаленной стали ниже температуры первого фазового превращения (Ас1), выдержке при заданной температуре и последующем охлаждении с определенной скоростью (чаще всего на воздухе). Отпуск делается для уменьшения величины внутренних напряжений, возникших в изделии при закалке, а также для получения нужного комплекса механических свойств стальных изделий. В практике термической обработки стали, наиболее часто применяют три вида отпуска: низкий (150–200 С), средний (350–500 С) и высокий (500–650 С). Основными фазами закаленной доэвтектоидной стали являются мартенсит и остаточный аустенит. В заэвтектоидных сталях кроме этих фаз присутствуют еще карбиды. В процессе отпуска в закаленной стали протекают диффузионные процессы, ведущие к распаду мартенсита и остаточного аустенита. В углеродистых сталях, при температурах 120–200 С, уменьшается концентрация углерода в мартенсите, возникают микроучастки структуры с неоднородным распределением углерода в -твердом растворе и образуются весьма дисперсные частицы карбидов (ε-карбид), когерентные (неразрывные) с кристаллами твердого раствора. Такая структура называется отпущенным мартенситом (рис. 6.1, а), а этот вид отпуска низким. Его осуществляют для сохранения высокой твердости необходимой инструментальным сталям. Одновременно с превращениями в мартенсите углеродистой стали при температурах 200–300 С происходит распад остаточного аустенита, продукты которого аналогичны структуре отпущенного мартенсита. Примерно при 350 С мартенсит исчезает, так как степень тетрагональности решетки α-Fe становится равной единице, одновременно частицы ε-карбида теряют коге- 77 рентность с α-фазой и превращается в обычный карбид железа – цементит (Fе3С). Такой вид отпуска называется средним. Полученная в результате структура состоит из ферритокарбидной смеси, сохранившей игольчатое строение, и носит название троостит отпуска (рис. 7.1, б). Если нужно обеспечить соотношение высокой прочности в с высокими значениями условного предела упругости у и ударной вязкости, стали подвергают среднетемпературному отпуску при температурах350–500 С. Его назначают для пружинно-рессорных и штамповых сталей. а б в Рис. 7.1 Схемы зарисовки структур, возникающие после отпуска: а – мартенсит отпуска; б – троостит отпуска; в – сорбит отпуска При температурах более 500 С наблюдаются изменения в строении ферритокарбидной смеси стали: происходит округление цементитных частиц (процесс сфероидизации) и укрупнение их размеров (процесс коагуляции). 200 Сорбит у KCV Троостит в Мартенсит+Цементит HRC 400 600 С Рис. 7.2 Зависимость механических свойств отпущенной углеродистой стали от температуры отпуска 78 Отпуск при температурах 500–650 С называют высоким, а полученную зернистую феррито-карбидную смесь сорбитом отпуска (рис. 7.1, в). При этом твердость стали снижается, а возрастают показатели ударной вязкости и предела упругости. Получить хорошее сочетание достаточной прочности, вязкости и пластичности (стали для ответственных деталей машин) позволяет высокий отпуск. Взаимосвязь между механическими свойствами отпущенной стали, ее структурой и температурой отпуска представлена на рис. 7.2. Каждый вид отпуска имеет определенный температурный режим и применяется для сталей различного назначения. Порядок выполнения работы 1. Каждый студент получает один образец закаленной стали 45, замеряет твердость на приборе Роквелла. 2. Помещает в муфельную печь на отпуск при заданной температуре. Время нагрева образца – 30 мин. с последующим охлаждением на воздухе. 3. После остывания замеряет твердость отпущенной стали на приборе Роквелла. Данные по всем режимам отпуска сводятся в табл. 6.2. Таблица 7.1 Данные лабораторных испытаний Температура отпуска, С 180 350 450 650 Охлаждающая среда Твердость до отпуска, HRC Твердость после отпуска, HRC Воздух Воздух Воздух Воздух Содержание отчета 1. Кратко описать ход работы. 2. По данным табл. 6.2 построить графическую зависимость твёрдости от температуры отпуска в координатах HRC – T отпуска. 3. Изобразить все исследуемые образцы стали 45 в кружках диаметром 25 или 50 мм и указать структурные составляющие. 4. Ответить на индивидуальный вопрос. 79 Контрольные вопросы 1. Каково назначение отпуска стали? Перечислите виды отпуска и их применение. 2. Чем мартенсит закалки отличается от мартенсита отпуска? 3. Как влияет повышение температуры отпуска на пределы прочности и упругости стали? 4. Какую структуру должны иметь после термической обработки (закалка и отпуск) рессоры, пружины и пилы? 5. При каких температурах отпуска заканчивается распад аустенита остаточного? 6. Как изменяются структура и свойства стали в связи с коагуляцией карбидной фазы при отпуске? Задания к лабораторной работе 1. Назначьте режим термической обработки (закалка, отпуск) фрез из стали У12. Описать сущность происходящих превращений, микроструктуру и твердость инструмента после обработки. 2. Используя диаграмму Fe–Fe3C и кривую изменения твердости в зависимости от температуры отпуска, назначить для стали 50 температуры закалки и отпуска, необходимые для обеспечения твердости 400 НВ. Описать превращения, которые происходят в данной стали в процессе закалки и отпуска и конечную структуру. 3. Назначить режимы термической обработки (закалка, отпуск) рессор из стали 65, которые должны иметь твердость 40–45 НRС. Описать сущность происходящих в процессе термообработки превращений, микроструктуру и свойства рессор в готовом виде. 4. Назначить режим термической обработки (закалка, отпуск) метчиков из стали У10. описать сущность происходящих превращений, микроструктуру и твердость инструмента после термообработки. 5. Изделия из стали 60 закалки и последующего отпуска имеют твердость, превышающую обусловленную техническими условиями. Чем вызван этот дефект? Как его можно устранить? Описать сущность превращений, происходящих при термической обработке. 6. После закалки и отпуска углеродистой стали получена структура цементит + мартенсит отпуска. Нанесите на диаграмму Fe–Fe3C (примерно) ординату заданной стали и укажите температуру нагрева этой стали под закалку. Укажите температуру отпуска и опишите превращения, которые произошли в процессе закалки, отпуска. 7. Назначьте режим термической обработки (закалка, отпуск) изделий из стали 45, которые должны иметь твердость 230–250 НВ. Описать превра- 80 щения происходящие при термической обработке, микроструктуру и твердость изделий в готовом виде. 8. Описать сущность и назначение отпуска. Дать характеристику всех видов отпуска и область применения каждого из них. Привести примеры изделий, подвергаемых различным видам отпуска. 9. Назначить режим термической обработки (закалка, отпуск) пружин из стали 70, которые должны иметь твердость 40–45 НRС. Описать сущность происходящих превращений и микроструктуру стали после термообработки. 10. Углеродистые стали 35 и У8 имеют после закалки и отпуска структуру – мартенсит отпуска и твердость: первая – 52 НRC, вторая – 60 НRC. Используя диаграмму Fe–Fe3C, указать температуру закалки и отпуска каждой стали. Описать превращения, происходящие в этих сталях в процессе закалки и отпуска и объяснить почему мартенсит отпуска стали У8 имеет большую твердость, чем мартенсит отпуска стали 35. 11. Назначить режим термической обработки (закалка, отпуск) стяжных болтов из стали марки Ст5, которые должны иметь твердость 210–230 НВ. Описать превращения при термообработке, микроструктуру и свойства болтов в готовом виде. 12. При какой температуре производится отпуск закаленных рессор из стали 65? Описать сущность превращений, происходящих в процессе закалки и отпуска рессор, их микроструктуру и свойства. 13. Указать микроструктуру и свойства образцов из стали 45, подвергнутых правильной закалке и отпуску: 1 – при 200 °С в течение 1 часа, 2 – при 550 °С в течение 1 часа. Описать сущность превращений, происходящих при отпуске. 14. Используя диаграмму Fe–Fe3C и кривую изменения твердости в зависимости от температуры отпуска, назначить для стали 40 температуру закалки и отпуска, необходимую для обеспечения твердости 500 НВ. Описать превращения, которые произошли в стали в процессе закалки и отпуска и микроструктуру после термообработки. 15. Что собой представляет термообработка холодом закаленных изделий? С какой целью она проводится? Как изменяется структура и свойства стальных изделий после такой обработки? 16. Образцы из стали 45 должны иметь твердость: один 40 HRC; второй 30 HRC. Укажите режим термической обработки, обеспечивающий получение заданной твердости. Опишите превращения, происходящие при обработке и микроструктуре изделий в готовом виде. 17. Указать микроструктуру и свойства двух закаленных образцов из углеродистой стали с 0,8–0,9 % С, если один из них подвергался отпуску при 200 °С в течение одного часа, а другой отпуску при 350 °С в течение 1 часа. Объясните различие в микроструктуре закаленной и низкоотпущенной стали. 81 18. Назначить режим термической обработки (закалка, отпуск) штампов из стали У8. Описать сущность происходящих превращений, микроструктуру и твердость инструмента после термообработки. 19. Назначить режим термической обработки (закалка, отпуск) зубил из стали У7. Описать сущность происходящих превращений, микроструктуру и твердость инструмента после термообработки. 20. Назначить режим термической обработки (закалка, отпуск) резьбовых калибров из стали У9. Описать сущность происходящих превращений, микроструктуру и твердость инструмента после термообработки. 21. Указать микроструктуру и свойства образцов из стали У8, подвергнутых правильной закалке и отпуску: 1 – при 180 °С в течение 1 часа, 2 – при 350 °С в течение 1 часа. Описать сущность превращений, происходящих при отпуске. 22. Назначить режим термической обработки (закалка, отпуск) пружин из стали 65, которые должны иметь твердость 40–45 HRC. Какие превращения происходят в стали в процессе термообработки? Какую структуру и свойства имеют пружины в готовом виде? 23. Назначить режим термической обработки (закалка, отпуск) валов из стали 40, которые должны иметь твердость 300 HВ. Описать превращения, которые произошли в стали в процессе закалки и отпуска и описать полученную структуру. 24. Изделия из стали 55 должны иметь твердость 450 НВ. Назначить режим термической обработки (закалка, отпуск), обеспечивающий получение заданной твердости. Какие превращения происходят в стали при данной термообработке? Какая получается микроструктура? 25. Назначить режим термической обработки (закалка, отпуск) метчиков из стали У10. Описать сущность превращений, происходящих при термообработке микроструктуру и свойства инструмента в готовом виде. 82 Лабораторная работа № 8 ИЗУЧЕНИЕ МИКРОСТРУКТУРЫ И СВОЙСТВА КОНСТРУКЦИОННЫХ ЛЕГИРОВАННЫХ СТАЛЕЙ Цель работы. Изучить: – назначение легирования; – состав, классификацию и маркировку легированных сталей; –структуру и свойства представленных образцов конструкционных машиностроительных низколегированных сталей после различной термической обработки. Приборы, материалы и инструмент 1. Оптический микроскоп МИМ-7. 2. Коллекция микрошлифов легированных конструкционных сталей. 3. Плакаты, альбомы с изображением различной микроструктуры легированной конструкционной стали. Краткие теоретические сведения Элементы, специально вводимые в сталь с целью изменения ее строения и свойств, называют легирующими элементами – Л.Э. По химическому составу стали могут быть распределены на следующие группы: – низколегированные – Л.Э. < 5 %; – среднелегированные – Л.Э. > 5 %; – высоколегированные – Л.Э. ≥ 10 %. В обозначении марок первые цифры указывают среднюю массовую долю углерода: в сотых долях процента для конструкционных сталей или в десятых долях процента для инструментальных сталей. Буквы за цифрами означают: Р – бор, Ю – алюминий, С – кремний, Т – титан, Ф – ванадий, Х – хром, Г – марганец, Н – никель, М – молибден, В – вольфрам. Цифры, стоящие после букв, указывают примерную массовую долю легирующего элемента в целых единицах, процентах. Отсутствие цифры означает, что в марке содержится до 1,5 % этого легирующего элемента. Буква А в конце наименования марки означает «высококачественная сталь». «Особовысококачественная сталь» обозначается буквой Ш через тире в конце наименования марки. Например, качественная – 30ХГС, высококачественная – 30ХГСА, особовысококачественная – 30ХГС-Ш. Назначение легирования. Легирование проводится для получения у сталей особых свойств: 83 магнитных; высокого электросопротивления; заданного коэффициента линейного расширения; коррозионной стойкости; жаропрочности; жаростойкости; износостойкости; окалиностойкости; теплостойкости. Перечисленные свойства можно достичь лишь у высоколегированных сталей. Введение в сталь небольшого количества легирующих элементов и получение низколегированных сталей осуществляется для повышения прокаливаемости. В отожженном состоянии легированные стали по механическим свойствам практически не отличаются от углеродистых. Влияние легирующих элементов на повышение механических свойств сталей достигается при использовании сталей в термически упрочненном состоянии. а б в Рис. 8.1 Диаграмма изотермического распада аустенита при охлаждении на воздухе: а – углеродистой стали; б – низколегированной стали; в – среднелегированной стали Чем выше устойчивость переохлажденного аустенита, тем меньше критическая скорость закалки Vкр и выше прокаливаемость стали. Легированные стали (рис. 8.1, б, в) имеют более высокую устойчивость переохлажденного аустенита, если в нем растворены легирующие элементы, т. к. диаграмма изотермического распада с повышением содержания легирующих элементов смещается вправо. Легирование стали, даже небольшим количеством легирующих элементов, повышает прокаливаемость. Эффективно повышает прокаливаемость 84 введение нескольких элементов (хрома и марганца; хрома и никеля; хрома, никеля и молибдена и т. д.). Влияние легирующих элементов на полиморфные превращения железа. Легирующие элементы могут изменять температуру полиморфных превращений железа, образуя с ним твердые растворы замещения. При этом меняются температуры линий А3 (GS) и А4 (NJ) определяющие область существования α и γ железа на диаграмме Fe–Fe3C. Поэтому диаграммы Fe – легирующий элемент имеют свою конфигурацию по сравнению с диаграммой Fe–Fe3C. Легирующие элементы по влиянию на полиморфизм железа делятся на две группы: а б Рис. 8.2. Схема диаграммы состояния железо–легирующий элемент: а – Fe–Л.Э. (Mn, Ni); б – Fe–Л.Э. (Cr, Mo, W и др.) 1. При высоком содержании Ni и Mn повышается температура А4 (NJ) до линии солидус и понижается температура А3 (GS) до комнатной (рис. 8.2, а). При определенной концентрация легирующих элементов сплавы не имеют α↔γ превращения при всех температурах, а представляют собой твердый раствор легирующих элементов в γ – железе. Такие стали называют аустенитными. 2. При большом количестве в стали Cr, Mo, W, V, Si, Ti, Al, S и т. д. понижается температура А4 (NJ) и повышается температура А3 (GS). Это сужает и замыкает область существования γ – модификации (рис. 8.2, б). При определенном содержание легирующих элементов, сплавы при всех температурах, состоят из твердого раствора легирующих элементов в α – железе. Такие стали называют ферритными, если содержание углерода в них пониженное. Классификация легированных сталей по структуре: При классификации сталей по структуре учитываются особенности ее строения в нормализованном и отожженном состояниях 85 1. В нормализованном состоянии – после охлаждения на воздухе, стали подразделяются на стали перлитного, мартенситного, аустенитного и ферритного классов. Стали перлитного класса. Кривая скорости охлаждения на воздухе (рис. 8.3, а) пересекает область перлитного превращения с образованием структур: перлит, сорбит и тростит (из-за невысокой устойчивости переохлажденного аустенита). К этому классу относятся углеродистые и низколегированные стали. Стали мартенситного класса. Они отличаются высокой устойчивостью переохлажденного аустенита. Так как с увеличением содержания легирующих элементов область перлитного распада сдвигается вправо и охлаждение на воздухе приводит к мартенситному превращению (рис. 8.3, б). К этому классу относятся средне и высоколегированные стали. t° t° A1 t° A1 V М V V М 0 τ 0 0 М τ τ а б в Рис. 8.3 Диаграмма изотермического распада аустенита для сталей трех структурных классов: а – перлитного; б – мартенситного; в – аустенитного Стали аустенитного класса. Эти стали получают при увеличении содержания легирующих элементов (Mn, Ni), сдвигая вправо область перлитного превращения (рис. 8.3, в). Также у них интервал мартенситного превращения ниже 0 °С, поэтому аустенитная структура сохраняется ниже Т = 20–25 °С. Стали ферритного класса. Эти стали получают введением элементов хром, кремний, вольфрам, ванадий и др. расширяющих α-область. Легирующие элементы значительно влияют на фазовые превращения в сталях. На рис. 8.4. показаны изменения вида диаграммы Fe–Fe3C, т. к. элементы Cr, Si, V, Ti и др. уменьшают эвтектоидную концентрацию углерода и его предельную растворимость в аустените при всех температурах, сдвигая точки S и Е влево. 86 Повышение содержание легирующих элементов в составе сталей смещает точку S на диаграмме Fe–Fe3C влево (см. рис. 7.4), что способствует формированию заэвтектоидной структуры при невысоком содержании углерода. Например, ее имеет сталь 40Х13. Рис. 8.4 Диаграмма состояния Fe-Fe3C 2. В отожженном состоянии – по структуре, полученной в условиях равновесия, легированные стали делят на классы: – доэвтектоидный – структура: эвтектоид и легированный феррит; – эвтектоидный – с перлитной структурой; – заэвтектоидный – структура эвтектоид и избыточные вторичные карбиды; карбидный – стали этого класса в литом состоянии имеют в структуре эвтектику – ледебурит при 0,8–1,2 % С, т. к. высокое содержание легирующих элементов смещает точку Е на диаграмме Fe–Fe3C влево (рис. 8.4). Например, в стали Х12Ф1, легированной 12 % Cr, ледебурит появляется в структуре при содержании углерода ≈ 1,3 %. Небольшое количество ледебуритной эвтектики при пониженном содержании углерода, не снижает способности сплава обрабатываться давлением в горячем состоянии, тогда как нелегированный белый чугун (С > 2,14 %) теряет способность к обработке давлением даже при малых количествах ледебурита. По взаимодействию с углеродом в стали, легирующие элементы подразделяют на две группы: 1) элементы: Si, Ni, Cu, Al, Со растворяются в аустените и не взаимодействуют с углеродом (нейтральные); 2) карбидообразующие элементы: Fe, Mn, Cr, Mo, W, V, Nb, Zr, Ti, (взаимодействующие с углеродом). При введении в сталь карбидообразующего элемента в небольшом количестве (1–2 %) образования его карбида не произойдет, но атомы легирующих элементов частично заменяют атомы железа в решетке цементита. 87 Следовательно, образуется легированный цементит например, (Fe, Mn)3С, мало отличающийся по свойствам от обычного цементита. Хром образует растворимые в аустените карбиды: в среднелегированных сталях Cr7C3; в высоколегированных сталях Cr23C6. Хром влияет на общий процесс карбидообразования. При его введении в сталь с W и Мo в соответствующем количестве, появляются сложные карбиды содержащие Cr, W, Mo и Fe. Их формула М6С, где символ М показывает сумму металлических элементов в составе карбида. Карбиды М6С могут растворяться в аустените при температурах более высоких, чем карбиды хрома и легировать его. В зависимости от свойств легированных сталей в них присутствуют различные виды и сочетания карбидов. Низколегированные конструкционные стали перлитного класса. Важное значение в машиностроении имеют конструкционные низколегированные стали. Эти стали относятся к сталям перлитного класса, потому что при охлаждении на воздухе приобретают перлитную структуру. Совместное воздействие термической обработки и легирования является эффективным способом повышения механических характеристик стали. Содержание углерода является еще одним фактором влияющим не только на структуру и свойства стали, но и на принципы ее классификации по типу термической, химико-термической обработки и назначению. По количеству углерода низколегированные конструкционные машиностроительные стали делятся на: – цементуемые С – 0,1–0,3 %; – улучшаемые С – 0,3–0,5 %; – рессорно-пружинные С – 0,55–0,8 %; – шарикоподшипниковые С – 0,9–1,1 %. Цементуемые стали. Стали с содержанием углерода 0,1–0,25 % являются низкоуглеродистыми и слабо упрочняются закалкой. Упрочнение этих сталей достигается химико-термической обработкой (ХТО) – цементацией. Поверхность заготовки подвергают диффузионному насыщению углеродом в твердой и газообразной среде при Т = 1000–950 °С. Функциональное назначение низкоуглеродистых сталей – работа в условиях трения (зубчатые колеса, кулачки, валы, пальцы и т. д.). Для получения заданного комплекса механических свойств после цементации необходима дополнительная термическая обработка деталей: двойная закалка и низкий отпуск, после чего поверхностный слой приобретает структуру отпущенного мартенсита с включениями карбидов и твердость 58– 62 HRC (рис. 8.5). 88 После цементации поверхностный слой содержит более 0,8 % С и имеет структуру заэвтектоидных сталей – перлит и вторичный цементит. Под поверхностным слоем изделие имеет эвтектоидную концентрацию углерода и перлитную структуру. По направлению к сердцевине концентрация углерода уменьшается, структура соответствует доэвтектоидной стали и количество Рис. 8.5. Цементованный термообработанный слой зубчатого перлита уменьшается. Мартенсит отпуска колеса Сердцевина может приобрести структуру бейнита или троостита, сорбита и твердость 30–42 HRC. Примерные марки 15Х, 20Х, 15Х2, 25ХГМ, 12ХМ3А Улучшаемые стали. Среднеуглеродистые (0,3–0,5 % С) низколегированные стали приобретают высокие механические свойства после термического улучшения – закалки при температуре 820–880 °С и высокого отпуска при температуре 550–650 °С. Структура стали после улучшения – сорбит. Улучшаемые стали имеют высокий предел текучести σ0,2, малую чувствительность к концентраторам напряжений, высокий предел выносливости σв и достаточный запас вязкости KCU. Детали машин из этих сталей работают при ударных и циклических нагрузках (валы, штоки, шатуны и т. д.) иногда при пониженных температурах. Выбор марки стали (степени легирования) определяется размером термически обрабатываемой заготовки и условиями ее работы. Примерные марки 40Х, 45Х, 35ХГСА, 40ХН, 45ХН. Повышение количества легирующих элементов позволяет повысить прокаливаемость, а значит увеличить поперечное сечение изделий из этих сталей. Рессоро-пружинные стали. Для обеспечения работоспособности силовых упругих элементов применяют стали с повышенным содержанием углерода (0,5–0,7 %). Недорогие и достаточно технологичные рессорно-пружинные стали широко используют в авто- и тракторостроении, железнодорожном транспорте и станкостроении. Эти стали должны иметь высокий предел упругости (текучести), что обеспечивает трооститная структура. Полученная закалкой при 800–850 °С в масле или воде с последующим средним отпуском при 350–520 °С. Примерные марки для рессор сечением до 20 мм – 55С2, 70С3А, а 60С2ХА, 60С2Н2А для пружин и рессор сечение 50–80 мм. 89 Подшипниковые стали. Она относится к специальным сталям, что показывает ее маркировка, но используется для ответственных деталей машин и конструкций и является низколегированной сталью перлитного класса. Для производства шариков, роликов и колец подшипников применяют недорогие технологичные высокоуглеродистые (0,95–1,1 % С) – шарикоподшипниковые стали. Работоспособность этих изделий зависит от скорости поверхностного усталостного выкрашивания. Основная защита – высокая твердость и износостойкость рабочей поверхности. Эти свойства обеспечивает структура мелкоигольчатого мартенсита отпуска с равномерно распределенными избыточными карбидами после закалки в масле и низкого отпуска. Примерные марки сталей ШХ9, ШХ15, а для деталей, прокаливающихся на большую глубину (свыше 30 мм), применяют сталь ШХ15СГ. Порядок выполнения и содержание отчета лабораторной работы 1. Рассмотреть под микроскопом все шлифы коллекции. 2. Определить микроструктуру образцов представленных в таблице, сопоставить эту структуру с термической или термохимической обработками, которым подвергался каждый образец. 3. Зарисовать структуры в кружке диаметром 50 мм. Подписать наименование структурных составляющих за пределами кружка и соединить их стрелками с соответствующими частями рисунка. 4. Определить виды сталей, представленных в коллекции в зависимости от содержания в них углерода. 5. Сделать вывод какой вид термической обработки для исследуемых сталей оптимальный. Контрольные вопросы 1. Что называется легированными сталями? 2. Как классифицируются легирующие элементы по их влиянию на существование α и γ модификаций? 3. Отношение легирующих элементов к углероду. 4. Влияние легирующих элементов на свойства феррита. 5. Влияние легирующих элементов на превращения при закалке и отпуске стали. 6. Классификация легированных сталей. 7. Влияние марганца, хрома, молибдена, никеля на свойства конструкционных легированных сталей. 3 Таблица 8.1 Химический состав сталей для определения вида термической обработки Марка стали 30Г 40Х 35ХМА Химический состав, в процентах С 0,25–0,35 0,35–0,45 0,32–0,40 45ХНМФА 0,34–0,48 Мn 0,7–1,0 0,5–0,6 0,4–0,7 Si 0,17–0,37 0,17–0,37 0,17–0,37 Cr 0,3 0,8–1,1 0,8–1,1 Ni Mo 1 2 0,3 0,3 0,3 0,5–0,6 0,17–0,37 0,8–0,11 1,3–1,8 № образца 0,15–0,25 Вид термической обработки Твердость по Бринеллю, НВ До терм. обработки – 137 прокат Закалка 830–850 °С, отпуск 350–380 °С 430 1 Отжиг 830 °С 170 2 1 2 Закалка 830–860 °С, отпуск 550–600 °С Отжиг 850 °С Закалка 820 °С 269 207 600 1 Закалка 860 °С 670 2 Отпуск 560 °С 235 0,2–0,3 92 Задания к лабораторной работе 1. В результате термической обработки пружины должны получить высокую упругость. Для изготовления их выбрана сталь 55ГС: а) расшифруйте состав и определите, к какой группе относится данная сталь по назначению; б) назначьте режим термической обработки, приведите подробное его обоснование, объясните влияние входящих в данную сталь легирующих элементов на превращения, происходящие на всех этапах термической обработки. 2. В результате термической обработки рычаги должны получить повышенную прочность по всему сечению (твердость НВ 230–280). Для изготовления их выбрана сталь 40ХН: а) расшифруйте состав и определите, к какой группе относится данная сталь по назначению; б) назначьте режим термической обработки, приведите подробное его обоснование, объясните влияние входящих в данную сталь легирующих элементов на превращения, происходящие на всех этапах термической обработки. 3. В результате термической обработки тяги должны получать повышенную прочность по всему сечению (твердость НВ 230–280). Для изготовления их выбрана сталь 30ХГС: а) расшифруйте состав и определите, к какой группе относится данная сталь по назначению; б) назначьте режим термической обработки, приведите подробное его обоснование, объясните влияние входящих в данную сталь легирующих элементов на превращения, происходящие на всех этапах термической обработки. 4. Сталь 40ХНМА применяется для изготовления ответственных деталей больших сечений: а) расшифруйте состав стали; б) назначьте режим термической обработки готовых деталей, обоснуйте его. Объясните роль молибдена в данной стали в связи с явлением отпускной хрупкости. 5. Для изготовления молотовых штампов выбрана сталь 4ХС: а) расшифруйте состав и определите, к какой группе относится данная сталь по назначению; б) назначьте режим термической обработки, приведите подробное его обоснование, объясните влияние входящих в данную сталь легирующих элементов на превращения, происходящие на всех этапах термической обработки. 6. В результате термической обработки рычаги должны получить повышенную прочность по всему сечению (твердость НВ 230–280). Для изготовления их выбрана сталь 30ХГСНА: а) расшифруйте состав и определите, к какой группе относится данная сталь по назначению; 93 б) назначьте режим термической обработки, приведите подробное его обоснование, объясните влияние входящих в данную сталь легирующих элементов на превращения, происходящие на всех этапах термической обработки. 7. Для некоторых деталей (щеки барабанов, шары дробильных мельниц и т. д.) выбрана сталь 110Г13: а) расшифруйте состав и определите группу стали по назначению; б) назначьте режим термической обработки изделий. 8. Назначьте марку стали для изготовления пружин с пределом прочности 1200–1300 МПа: а) расшифруйте состав и определите, к какой группе относится данная сталь по назначению; б) назначьте режим термической обработки, приведите подробное его обоснование, объясните влияние входящих в данную сталь легирующих элементов на превращения, происходящие на всех этапах термической обработки. 9. Для деталей, работающих в окислительной атмосфере при 800 °С, применяется сталь 12Х17: а) расшифруйте состав и определите группу стали по структуре; б) объясните назначение хрома в данной стали; в) обоснуйте выбор стали для данных условий работы. 10. Для изготовления деталей, работающих в активных коррозионных средах, выбрана сталь 12Х18Н9Т: а) расшифруйте состав и определите группу стали по назначению; б) объясните назначение введения легирующих элементов в эту сталь; в) назначьте и обоснуйте режим термической обработки и опишите структуру стали после обработки. 11. Назначьте марку стали для изготовления пружин с пределом прочности 1600 МПа: а) расшифруйте состав стали; б) опишите влияние легирующих элементов, входящих в сталь, на режим термической обработки и структурные превращения, происходящие при термической обработке. 12. Для изготовления деталей горячих штампов выбрана сталь 5ХНМ: а) расшифруйте состав и определите, к какой группе относится данная сталь по назначению; б) назначьте режим термической обработки, приведите подробное его обоснование, объясните влияние входящих в данную сталь легирующих элементов на превращения, происходящие на всех этапах термической обработки. 13. В результате термической обработки рессоры должны получить высокий предел упругости. Для изготовления их выбрана сталь 60С2А: а) расшифруйте состав и определите, к какой группе относится данная сталь по назначению; 94 б) назначьте режим термической обработки, приведите подробное его обоснование, объясните влияние входящих в данную сталь легирующих элементов на превращения, происходящие на всех этапах термической обработки. 14. В результате термической обработки рессоры должны обладать высоким пределом упругости. Для изготовления их выбрана сталь 60СГ: а) расшифруйте состав и определите, к какой группе относится данная сталь по назначению; б) назначьте режим термической обработки, приведите подробное его обоснование, объясните влияние входящих в данную сталь легирующих элементов на превращения, происходящие на всех этапах термической обработки. 15. В результате термической обработки оси должны получить повышенную прочность по всему сечению (твердость НВ 230–280). Для изготовления их выбрана сталь 40Х: а) расшифруйте состав и определите, к какой группе относится данная сталь по назначению; б) назначьте режим термической обработки, приведите подробное его обоснование, объясните влияние входящих в данную сталь легирующих элементов на превращения, происходящие на всех этапах термической обработки. 16. В результате термической обработки валы 60 мм должны получить повышенную прочность по всему сечению (твердость НВ 230–280). Для изготовления их выбрана сталь 40ХНМА: а) расшифруйте состав и определите, к какой группе относится данная сталь по назначению; б) назначьте режим термической обработки, приведите подробное его обоснование, объясните влияние входящих в данную сталь легирующих элементов на превращения, происходящие на всех этапах термической обработки. 17. Опишите технологию термо-механической обработки (ВТМО) стали 35ХМА для буровых штанг. 18. В результате термической обработки рессоры должны получить высокую упругость. Для их изготовления выбрана сталь 70СЗА: а) расшифруйте состав и определите, к какой группе относится данная сталь по назначению; б) назначьте режим термической обработки, приведите подробное его обоснование, объясните влияние входящих в данную сталь легирующих элементов на превращения, происходящие на всех этапах термической обработки. 19. В результате термической обработки шестерни должны получить твердый износоустойчивый поверхностный слой при вязкой сердцевине. Для их изготовления выбрана сталь 18ХГТ. а) расшифруйте состав и определите, к какой группе относится данная сталь по назначению; б) назначьте режим термической и химико-термической обработки, приведите его обоснование, объяснив влияние легирования на превращения, 95 происходящие на всех этапах обработки данной стали. Опишите структуру и свойства стали после термической обработки. 20. Для изготовления матриц штампов холодной штамповки выбрана сталь 4ХВ2С. Выполните применительно к данной стали все условия задания, приведенные в вопросе 19, а также укажите, какие свойства материала инструмента обеспечивают его нормальную работу. 21. Для изготовления фрез выбрана сталь Р18. Укажите, какие свойства материала инструмента обеспечивают его нормальную работу. а) расшифруйте состав и определите, к какой группе относится данная сталь по назначению; б) назначьте режим термической обработки, приведите подробное его обоснование, объясните влияние входящих в данную сталь легирующих элементов на превращения, происходящие на всех этапах термической обработки. 22. Для изготовления фрез выбрана сталь Р10К5Ф5. Укажите, какие свойства материала инструмента обеспечивают его нормальную работу. а) расшифруйте состав и определите, к какой группе относится данная сталь по назначению; б) на значьте режим термической обработки, приведите подробное его обоснование, объясните влияние входящих в данную сталь легирующих элементов на превращения, происходящие на всех этапах термической обработки. 23. В результате термической обработки шестерни должны получить твердый износоустойчивый поверхностный слой при вязкой сердцевине. Для их изготовления выбрана сталь 12ХН3А. а) расшифруйте состав и определите, к какой группе относится данная сталь по назначению; б) назначьте режим термической и химико-термической обработки, приведите его обоснование, объяснив влияние легирования на превращения, происходящие на всех этапах обработки данной стали. Опишите структуру и свойства стали после термической обработки. 24. Для изготовления пресс-форм выбрана сталь 3Х2В8. а) расшифруйте состав и определите, к какой группе относится данная сталь по назначению; б) назначьте и обоснуйте режим термической обработки, объяснив влияние легирования на превращения, происходящие на всех этапах термической обработки данной стали. Опишите структуру и свойства стали после термической обработки. 25. В машиностроении используется сталь ШХ15. а) расшифруйте состав и определите, к какой группе относится данная сталь по назначению; б) назначьте режим термической обработки и приведите его обоснование. Опишите структуру и свойства стали после термической обработки. 96 Лабораторная работа № 9 ИЗУЧЕНИЕ МИКРОСТРУКТУРЫ И СВОЙСТВ ИНСТРУМЕНТАЛЬНЫХ СТАЛЕЙ Цель работы: изучить влияние легирующих элементов и различных видов термической обработки на структуру и свойства инструментальных сталей. Приборы, материалы и инструмент 1. Оптический микроскоп МИМ-7. 2. Коллекция микрошлифов инструментальных сталей. 3. Плакаты, альбомы с изображением различной микроструктуры легированной стали. Краткие теоретические сведения Инструментальные стали – это большая группа сталей, которые в результате термической обработки обладают высокой твердостью, прочностью и износостойкостью необходимыми для обработки материалов резание и давлением. Многие инструментальные стали, кроме того, обладают теплостойкостью (красностойкостью), т. е. способностью сохранять эти свойства при нагреве, часто возникающим в рабочей кромке инструментов, например, при резании с повышенной скоростью, при деформировании в горячем состоянии и т. д. Многочисленные инструментальные стали по химическому составу, могут быть распределены условно на две группы: 1) углеродистые и малолегированные, содержащие до 5 % легирующих элементов – это нетеплостойкие стали; 2) высоко- и сложнолегированные, содержащие более 5 % (и даже до 40–45 %) легирующих элементов, – это теплостойкие стали. Классификация инструментальных сталей Классификация по свойствам. Классификация по свойствам и прежде всего по теплостойкости является наиболее важной, так как она одновременно характеризует природу упрочнения, вызываемого термической обработкой, и определяет условия использования сталей для инстументов. Инструментальные стали подразделяются на три группы: нетеплостойкие; полутеплостойкие; теплостойкие. 97 Нетеплостойкие стали. Эти стали приобретают высокую твердость, износостойкость и прочность в результате мартенситного превращения при закалке. Однако эти свойства сохраняются лишь при невысоком нагреве. Отпуск выше 200–300 ºС вызывает почти полный распад мартенсита и значительную коагуляцию выделившихся карбидов; это снижает твердость, износостойкость и прочность (рис. 8.1). По химическому составу нетеплостойкие стали – углеродистые или малолегированные, по структурному признаку – заэвтектоидные, эвтектоидные, доэвтектоидные. Нетеплостойкие стали – высокой твердости и повышенной вязкости – как менее легированные различают по прокаливаемости. Рис. 9.1 Твердость инструментальных сталей при нагреве Это обусловлено тем, что изготовляемые из этих сталей инструменты имеют различные размеры: от 0,1 до 1 мм и менее – мелкие сверла, пилы и т. д. до 200–250 мм – штампы. Нетеплостойкие стали делят на подгруппы: а) стали небольшой прокаливаемости – углеродистые, низколегированные, прокаливающиеся в образцах диаметром 10–15 мм, б) стали повышенной прокаливаемости (с большим содержанием легирующих элементов), прокаливающиеся в образцах до 50–80 мм, в) стали высокой прокаливаемости, прокаливающиеся в образцах диаметром 80–110 мм. Полутеплостойкие стали. Характерные стали – высокохромистые 3– 18 % Cr), высокоуглеродистые (1–1,5 % C), главным образом ледебуритные. Часть из них имеет, кроме того, повышенное содержание ванадия. Подобно сталям предыдущей группы, они приобретают высокую твердость и прочность в результате мартенситного превращения при закалке. Однако при отпуске 250–400 °С в них выделяются карбиды хрома и легированный цементит, обладающий большой устойчивостью против коагуляции, вследствие чего эти стали сохраняют повышенную твердость до более высоких температур. Теплостойкие стали. К этой группе относятся высоколегированные стали, приобретающие высокую твердость, прочность и износостойкость в 98 результате двойного упрочнения: а) мартенситного при закалке и б) дисперсионного твердения при относительно высоком отпуске (500–625 °С ), вызываемом выделением упрочняющих фаз. Такими фазами для большинства сталей являются сложные карбиды вольфрама, молибдена, а также карбиды ванадия, создающие карбидное упрочнение, а у некоторых сталей и сплавов – интерметаллиды, создающие интерметаллидное упрочнение. Карбиды названных элементов выделяются из мартенсита и коагулируют при 500–650 °С, а интерметаллиды – при 650–720 °С. Свойства, полученные термической обработкой, сохраняются при высоком нагреве. Стали с карбидным упрочнением при повышенном содержании углерода (> 0,6 %) – ледебуритные, их называют быстрорежущими, они представляют одну из наиболее характерных и часто применяемых групп инструментальных сталей. При меньшем содержании углерода и легирующих элементов стали с карбидным упрощением – заэвтектоидные (их используют преимущественно как штамповые для горячего деформирования). Таким образом, нетеплостойкие и теплостойкие стали незначительно различаются по твердости, прочности и износостойкости при нормальных температурах, но при нагреве эти важнейшие свойства изменяются. Классификация по назначению. По назначению инструментальные стали делятся на следующие группы: – для режущего инструмента (углеродистые, низколегированные и быстрорежущие стали); – для штампового инструмента при холодной деформации; – для штампового инструмента при горячей деформации; – для измерительного инструмента. В данной лабораторной работе рассматриваются стали для режущего инструмента. По теплостойкости стали материалы для режущего инструмента подразделяются на: 1) углеродистые и низколегированные (Т до 250 °С); 2) высоколегированные (быстрорежущие) (Т до 650 °С). Их используют только после закалки и отпуска (вид отпуска определяется степенью легирования стали), когда стали имеют: – высокую твердость в режущей кромке HRC 62–68; – высокую износостойкость, для сохранения размеров и формы режущей кромки; – прочность и вязкость для предупреждения поломки инструмента; – теплостойкость при работе с повышенной скоростью. 99 n (Vрез) заготовка t S A токарный резец теплостойкость твердость прочность Рис. 9.2 Требования к инструменту Углеродистые стали не обладают теплостойкостью. Их используют для изготовления режущего инструмента, работающего без разогрева режущей кромки. Для деревообрабатывающего инструмента: стамесок, ножей, пил, ножовок, сверл по дереву применяют стали марок У9, У9А. Для слесарного инструмента: напильников, шаберов, ручных метчиков используют стали марок У10, У10А, У11, У12, У12А. Для гравировального инструмента используют стали марок У13, У13А. После отжига углеродистые стали имеют в структуре зернистый перлит (НВ 185–215). Невысокая твердость позволяет обрабатывать эти стали резанием и давлением, изготавливать инструмент накаткой и насечкой. Из–за низкой прокаливаемости углеродистые стали применяются для инструмента с поперечным сечением до 25 мм с незакаленной сердцевиной (метчики, напильники) Несквозная закалка уменьшает деформацию инструмента и увеличивает устойчивость к ударам. Инструмент из заэвтектоидных подвергают неполной закалке и низкому отпуску, для получения структуры мартенсит и цементит. Режущие инструменты из низколегированных сталей изготавливаются больших размеров и сложной формы. По структуре они относятся к сталям перлитного класса. Их подвергают неполной закалки и низкому отпуску. Структура – мартенсит и карбиды. Как углеродистые инструментальные стали, низколегированные не обладают теплостойкостью, хорошо обрабатываются резанием и давлением. 100 Пилы, метчики, шаберы из сталей 9ХФ, 11ХВ, 13Х, В2Ф получают лучшую прокаливаемость и закаливаемость. Теплостойкость сталей обеспечивается введением большого количества вольфрама (W) совместно с молибденом (Mo), хромом (Cr) и ванадием (V). Введение этих легирующих элементов в сталь формирует класс высоколегированных быстрорежущих сталей, работающий при скорости резания 40–60 м/мин. Увеличение количества легирующих элементов снижает опасность растрескивания и коробления, а прокаливаемость составляет: Рис. 9.3 Увеличение прокаливаемости при возрастании степени легирования 9Х1, 9ХС – 35 мм; ХВГ – 45 мм; ХВСГФ – 100 мм. Эти стали характеризуются малой деформацией при закалке, используют для изготовления длинных стержневых инструментов – сверла, развертки, протяжки. Хром способствует образованию с W и Мо сложного карбида М6С, растворяющегося в аустените и задерживающего распад мартенсита. Карбид VC выделяется из мартенсита при отпуске, усиливая дисперсное твердение стали. Повышению теплостойкости способствует кобальт. Он не образует карбидов, но уменьшает размеры карбидных частиц других элементов. В результате комплексного легирования инструмент из быстрорежущих сталей сохраняет высокую твердость до 560–640 °С. Существует достаточно много марок быстрорежущих сталей. Они делятся на две группы: 1) группа сталей нормальной производительности включает: – вольфрамовые стали Р18, Р12, Р9; – вольфрамомолибденовые стали Р6М5, Р6М3. Их твердость не ниже 58 HRC до Т = 620 °С. Из них изготавливают сверла, зенкеры, развертки, метчики, протяжки, фрезы, фасонные резцы для обработки сплавов с твердостью НВ 210–280. 2) группа сталей повышенной производительности включает стали, содержащие кобальт и повышенное количество ванадия (Р6М5К5, Р9М4К8, Р9К5, Р10К5Ф5). 101 Твердость до 64 HRC они сохраняют до Т = 640 °С. Отличаются высокой стоимостью. Предназначены для обработки высокопрочных сталей, коррозионностойких и жаропрочных сталей, труднообрабатываемых сплавов. Особенности технологии изготовления инструмента и его термической обработки целесообразно рассмотреть на примере стали Р18. В литом состоянии структура изделий из Р18 – ледебурит. Ледебуритная (скелетная) эвтектика, увеличивающая хрупкость, устраняется горячей деформацией – ковкой. Кованные изделия из Р18 подвергаются изотермическому отжигу для снижения твердости до 200–250 НВ. Структура отожженной стали – сорбитообразный (мелкозернистый) перлит, а также первичные и вторичные карбиды в количестве 22–25 %. Карбиды содержат 80–95 % W+V и 50 % Cr. Остальная часть легирующих элементов растворена в феррите. Рис. 9.4 Микроструктура быстрорежущей стали Р18 (состояние литое) х400 Высокие эксплутационные свойства инструменты из быстрорежущих сталей приобретают после закалки и трехкратного отпуска (рис. 9.5). Мелкие инструменты охлаждают на воздухе, крупные в масле. Степень легирования аустенита возрастает с повышением температуры закалки и растворения в нем карбидов легирующих элементов. При 1300 °С аустенит предельно насыщается легирующими элементами, оставаясь мелкозернистым, первичные карбиды WC, VC тормозят рост его зерен. При охлаждении легированный аустенит превращается в теплостойкий мартенсит. Но закалкой не достигается максимальная твердость сталей, из–за присутствия 30–40 % остаточного аустенита, т. к. температуры конца мартенситного превращения снижаются. Остаточный аустенит превращают в мартенсит при отпуске (550–570 °С), выделяя дисперсные карбиды М6 С, в составе которых хром и вольфрам. Мартенсит при отпуске также выделяет карбиды, повышающие твердость стали. 102 Рис. 9.5 Схема термообработки сталей Р6М5 и Р18 Рис. 9.6. Быстрорежущая сталь Р18 после закалки и трехкратного отпуска Для снижения количества аустенита до 3–5 % применяют 3–х кратный отпуск. Порядок выполнения работы и содержание отчета 1. Рассмотреть под микроскопом все шлифы коллекции. 2. Определить микроструктуру образцов всей коллекции сведения об этих образцах приведены в таблице. Сопоставить их структуру с видами термической обработки, которым подвергался каждый образец коллекции. 3. Зарисовать структуры в кружке диаметром 50 мм. Подписать наименование структурных составляющих за пределами кружка и соединить их стрелками с соответствующими частями рисунка. 103 4. Определить виды сталей, представленных в коллекции в зависимости от содержания в них углерода. 5. Сделать выводы о влиянии степени легирования на структуру и свойства режущих сталей. 6. Ответить на вопросы в соответствии с индивидуальным заданием. Контрольные вопросы 1. Что называется легированными сталями? 2. Как классифицируются легирующие элементы по их влиянию на существование α и γ модификаций? 3. Отношение легирующих элементов к углероду. 4. Влияние легирующих элементов на свойства феррита. 5. Влияние легирующих элементов на превращения при закалке и отпуске стали. 6. Классификация легированных сталей. 7. Влияние марганца, хрома, молибдена, никеля на свойства конструкционных легированных сталей. 3 Таблица 9.1 Химический состав сталей для определения вида термической обработки Марка стали C 1,15– 1,24 Mn 0,15– 0,35 9ХС 0,85– 0,95 ХВГ 0,9– 1,05 У12 Р18 Номер образца Химический состав, в процентах 0,7– 0,8 Si Cr Ni 0,15 0,2 0,25 0,6– 0,9 1,2– 1,6 0,95– 1,25 0,25 0,8– 1,1 0,15– 0,35 0,9– 1,2 0,4 0,4 3,8– 4,4 Mo V 1 2 1 2 1 2 1,2– 1,6 0,25 0,3 W 0,3 17,5– 19,0 1,0– 1,4 1 2 Вид термической обработки Отжиг 750 °С Отжиг 800 °С Отжиг 850 °С Закалка 850–870 °С, отпуск 180 °С Горячекатаная Закалка 820–840 °С Отожженая Закалка 1260–1280 °С, отпуск 550–580 °С Твердость, НВ 183 190 196 627 207 667 179 680 105 Задания к лабораторной работе 1. Укажите температуру, при которой производится процесс цианирования. Объясните, при какой температуре сталь насыщается азотом и при какой – углеродом и почему? 2. Изложите сущность процесса цементации в твердом карбюризаторе. Каковы его недостатки? Какая термическая обработка применяется после цементации? 3. Опишите режим и назначение низкотемпературного цианирования. Какие стали подвергаются такой обработке? 4. Какие стали применяются для цементации, азотирования, цианирования? Объясните, причины выбора стали для каждого из перечисленных видов химико-термической обработки. 5. Опишите процесс диффузии, происходящий при химикотермической обработке и влияние основных факторов на этот процесс. 6. Какова сущность, процесса низкотемпературного цианирования и какая термическая обработка применяется при этом? 7. Какой термической обработке подвергаются изделия, из легированной стали после цементации? Дайте обоснование каждого из приведенных режимов. 8. Опишите теорию, технологию и назначение процесса азотирования. 9. Изложите сущность процесса азотирования, производимого для улучшения антикоррозийных свойств стали. 10. Для каких целей применяются цементация, цианирование и азотирование? Опишите достоинства и недостатки этих видов химикотермической обработки. 11. Кратко изложите сущность процессов, происходящих при диффузионной металлизации, и приведите пример одного из видов такой обработки. 12. При какой температуре производится процесс азотирования? Дайте обоснование выбранного режима. Каковы свойства азотированного слоя? 13. Опишите процессы термической обработки, применяемой после цементации. Какова структура и свойства цементированных изделий? 14. Как влияет температура цементации и время при обработке на глубину цементированного слоя и содержание углерода в нем? 15. Какие стали применяются для азотирования с целью повышения износоустойчивости? Как выполняется вид азотирования? 16. В чем заключается преимущества и недостатки жидкостного цианирования по сравнению с цементацией? 17. Какие стали применяются для азотирования с целью повышения коррозионной устойчивости? Опишите режим такого процесса. 106 18. При какой температуре производится процесс цементации? Дайте обоснование выбранного режима и объясните, как влияет температура цементации на глубину слоя и свойства изделий. 19. Объясните физическую сущность процессов химико-термической обработки. 20. В чем состоит отличие процесса цементации в твердом карбюризаторе от процесса газовой цементации? Как можно исправить крупнозернистую структуру перегрева у цементированных изделий? 21. Опишите теорию, технологию и назначение процесса цианирования. 22. Изложите сущность процесса нитроцементации стали. Технология, свойства, область применения. 23. Изложите сущность процесса азотирования, производимого для повышения износоустойчивости изделий. 24. Опишите назначение и виды цементации, механизм образования цементированного слоя и его свойства. 25. Опишите назначение, виды, режим и область применения процесса борирования стали. 107 Лабораторная работа № 10 МИКРОСТРУКТУРА АЛЮМИНИЕВЫХ СПЛАВОВ Цели работы: 1. Изучить микроструктуру алюминиевых сплавов в равновесном состоянии. 2. Изучить влияние термической обработки на структуру и свойства алюминиевых сплавов. Приборы, материалы и инструмент 1. Металлографический микроскоп МИМ-7 (4–5 шт). 2. Объективы к микроскопу х9, х21, х40; 3. Комплект образцов. Краткие теоретические сведения Алюминий – самый распространенный металл в природе (решетка – ГЦК, = 4,0413 А), обладающий сочетанием целого ряда ценных свойств; температурой плавления 661 °С, малой плотностью – 2,72 г/см3, высокой тепло- и электропроводностью, высокой пластичностью, до 50 , высокой коррозионной стойкостью благодаря наличию на поверхности металла тонкой очень прочной окисной пленки Al2O3, высокими полируемостью и свариваемостью. Перечисленные свойства определяют применение алюминия во многих областях техники. В электротехнической промышленности алюминий заменяет медь при производстве массивных проводников, в пищевой и химической промышленности алюминий используют как материал для оборудования, хранения и транспортировки пищевых продуктов, воды, азотной, уксусной кислот и т. д., а также для изготовления предметов домашнего обихода. В металлургии алюминий используют для раскисления сталей и как легирующую добавку к сплавам, применяемым в машиностроении и других отраслях. Алюминий непрочен и поэтому как конструкционный материал в неупрочненном состоянии не применяется. Прочность алюминия повышается наклепом. Кроме того, прочность алюминия можно значительно повысить легированием, благодаря чему становится возможным применение упрочняюшей термической обработки. В машиностроении и особенно в авиастроении широко используются сплавы на основе алюминия. Они обладают малым удельным весом – 2,5–2,8 г/см3 (у cталей, чугунов, медных сплавов = 7,2–8,5); высокими значениями 108 удельной прочности, коррозионной стойкостью (не во всех случаях), теплопроводностью. Классификация алюминиевых сплавов Алюминиевые сплавы обладают высокой технологичностью. По способу производства алюминиевые сплавы подразделяют на деформируемые и литейные (рис. 10.1). Из деформируемых сплавов методом полунепрерывного литья получают круглые или плоские слитки, которые подвергают горячей и холодной обработке давлением (прессованию, прокатке, ковке, штамповке и др.). Рис. 10.1 Области составов деформируемых и литейных сплавов: А – деформируемые сплавы; В – литейные сплавы; I – сплавы, неупрочняемые термообработкой; II – сплавы, упрочняемые термообработкой. Главной структурной составляющей деформируемых сплавов является твердый раствор на основе алюминия, а объемная доля хрупких интерметаллидов сравнительно невелика, что обеспечивает высокую деформируемость этих сплавов. Литейные сплавы, предназначенные для отливки фасонных изделий в песчаные формы, кокиль, методом литья под давлением и другими способами, должны обладать хорошими литейными свойствами – высокой жидкотекучестью, сопротивлением образованию горячих трещин, малой склонностью к рассеянной пористости и др. Для этого к концу кристаллизации они должны иметь достаточно большое количество эвтектической жидкости, кристаллизующейся при постоянной температуре. Для повышения прочности большинство алюминиевых сплавов подвергают закалке и старению. 109 При нагреве под закалку происходит растворение всех или отдельных избыточных фаз, называемых фазами-упрочнителями, а при последующем ускоренном охлаждении эти фазы не успевают выделиться и фиксируется пересыщенный твердый раствор легирующих элементов в алюминии. При старении закаленного сплава в зависимости от температуры и продолжительности процесса в пересыщенном твердом растворе образуются участки, обогащенные легирующими элементами (зоны Гинье -Престона), дисперсные частицы промежуточных метастабильных фаз или выделяются стабильные фазы. На этих стадиях старения из-за высокой дисперсности продуктов распада микроструктура состаренного алюминиевого сплава под световым микроскопом обычно такая же, как и у закаленного сплава. Промышленные алюминиевые сплавы являются многокомпонентными, многофазовыми системами. Расшифровки фазового состава таких сплавов являются часто непростой задачей. В настоящее время для этих целей используют спектральные фазоанализаторы с применением компьютерной техники. Наиболее широко используемым травителем в алюминиевых сплавах является реактив Келлера – смесь 5-процентных водных растворов кислот HCl, HNO3 и HF в объемном соотношении 1:1:2. Часто применяют также однопроцентный раствор HF в воде. Деформируемые сплавы Область составов деформируемых сплавов простилается от алюминия до сплавов вблизи точки предельной растворимости (см. рис. 10.1). В этом состоянии главная структурная составляющая деформируемых сплавов – дендриты -раствора на базе алюминия. Под микроскопом обычно видны границы светлых дендритных ячеек. По этим границам располагаются двойные, тройные и более сложные эвтектики и фазы перитектического происхождения. К избыточным фазам, образованным основными легирующими элементами и алюминием и наиболее часто встречаемым в структуре слитков, относятся Mg2Si, CuAl2, Al3Mg2, MgZn2. Деформируемые сплавы подразделяют на термически неупрочненные и термически упрочняемые. К первой группе относятся технический алюминий, сплавы на основе Al– Mn и сплавы на основе Al–Mg. Технический алюминий марок АД00 (99,7 Al), АД0 (99,5 Al), АД1 (99,3 Al). В таких сплавах отсутствуют специально введенные легирующие элементы, но содержатся примеси, в которых главные – железо и кремний. Примеси в значительной степени снижают пластические свойства алюминия и 110 сплавов. В настоящее время по специальной технологии получают алюминий более высокой чистоты – алюминий марок АВЧ (АСВЧ). Сплавы на основе системы Al–Mg содержат 2–7 Mg. Сплавы АМг (2–2,8 Mg), АМг 6 (5,8–6,8 Mg) и др. обладают по сравнению с другими алюминиевыми сплавами самым высоким пределом усталости. Сплавы на основе системы Al–Mn (АМц) в отожженном состоянии характеризуются высокой пластичностью, но малой прочностью (в = 110 МПа; = 30 ). К сплавам, упрочняемым термической обработкой, относятся сложные алюминиевые сплавы на основе тройных и многокомпонентных систем: сплавы на основе Al–Cu–Mg, называемые дуралюминами: Д1, Д16, Д20 Ковочные сплавы системы (Al–Cu–Mg–Si, АК6, АК8)отличаются от дуралюминов повышенным содержанием кремния и более высокой пластичностью в горячем состоянии. Сплавы повышенной пластичности и коррозионной стойкости системы (Al–Mg–Si, АВ, АД31, АД33, АД35) известны под названием авиаль (авиационный алюминий). Высокопрочные сплавы системы (Al–Zn–Mg–Cu, В95, В94) обладают высокой прочностью и пониженной пластичностью. Свариваемые сплавы системы (Al–Zn–Mg, 1915, 1925 и др.) удовлетворительно свариваются аргонно-дуговой сваркой, обладают достаточной прочностью при комнатной и криогенных температурах, имеют высокую пластичность в горячем состоянии и удовлетворительную общую коррозионную стойкость. Жаропрочные сплавы системы (Al–Cu–Mg–Fe–Ni, АК4, АК4–1) по своей природе близки к дуралюминам, но вместо марганца дополнительно легированы железом и никелем, что способствует сохранению механических свойств при повышенных температурах. Они используются для деталей и сварных конструкций, работающих при температурах до 300 °С. Все перечисленные сплавы упрочняются термической обработкой – закалкой – с последующим искусственным или естественным старением. Литейные сплавы Область составов литейных сплавов обозначена буквой В на рис. 10.1. Большинство литейных сплавов являются доэвтектическими. В состоянии после литья они содержат две главные структурные составляющие – первичные кристаллы раствора на базе алюминия и эвтектику. Силумины – сплавы системы Al–Si (АК12, АК13, АК9, АК8, АК7, АК21М2 и др.). Для повышения прочности и особенно пластичности проводят модифицирование силумина (NaCl + NaF) сотые доли процента натрия. 111 Сплав АК12 (АЛ2 - старая маркировка) является единственным промышленным силумином, принадлежащим к двойной системе Al–Si. Для повышения прочности к двойным сплавам Al–Si добавляют магний и медь, образующие фазы упрочнители Mg2Si; CuAl2 и др. Сплавы системы Al–Si–Mg. Типичными представителями данной группы легированных силуминов является сплав АК7. В литом состоянии структура сплава содержит две главных структурных составляющих: первичные кристаллы -раствора кремния и магния в алюминии и эвтектику ( + Si). Силинид магния входит в состав тройной эвтектики ( + Si + Mg2Si), (рис. 10.2), количество которой мало из-за небольшого содержания магния в сплаве. Эту эвтектику легко опознать по черным сколотым кристаллам Mg2Si. Рис. 10.2. Диаграмма состояния системы Al–Si Сплавы системы Al–Mg – литейные магналии (АМг4К1,5М, АМг5К, АМг10). Главным представителем литейных магналиев является сплав АМг10, который находится левее точки предельной растворимости магния в алюминии. В литом состоянии структура сплава состоит из первичных кристаллов магния в алюминии и вырожденной эвтектики + (Al3Mg2), образовавшейся в результате неравновесной кристаллизации и снижающей коррозионную стойкость под напряжением. Для улучшения свойств сплава производят гомогенизационный отжиг (12–20 ч) при температуре закалки (410–420 °С), в результате которого вырожденная эвтектика и избыточная фаза растворяются 112 в -растворе. После старения снижается пластичность и коррозионная стойкость. Поэтому сплав АЛ8 подвергают только закалке в масле. Сплавы системы Al–Cu. Одним из представителей данной группы является АМ5. Применяется для неответственного литья из-за низких литейных свойств. Основной структурной составляющей сплава является -раствор меди в алюминии. В литом сплаве по границам дендритных ячеек -раствора находятся вытянутые светлые включения CuAl2 из неравновесной эвтектики. К сплаву применяют упрочняющую термическую обработку – закалку с 545 °С и искусственное старение. -фаза (CuAl2) является упрочняющей. Сплавы системы Al–Si–Cu–Mg. Одним из представителей группы является сплав АК8М3 (ВАЛ8- старая маркировка, гле буква «В» означает «вторичный», т. е. получаемый переплавкой лома алюминиевых сплавов. Он относится к высокопрочным литейным сплавам. В литом состоянии структура состоит из первичных кристаллов -раствора меди, магния, кремния в алюминии, эвтектики ( + Si) и светлых вытянутых кристаллов (CuAl2). Таблица 10.1 Химический состав, механические свойства и области применения алюминиевых сплавов Марка сплава Химический состав, Режимы термообработки 1 2 0,45–0,9 Mg 0,15–0,35 Мn 0,1–0,5 Сu 3 Т1 Т1 АК12 3,8–4,9 Сu 1,2–1,8 Mg 0,3–1,9 Мn 5,0–7,0 Zn 1,8–2,8 Mg 1,4–2,0 Сu 10,0–13,0 Si – 15 4 1 АМ5 2 4,5–5,3 Сu 3 Т4 4 20 (19,6) 5 6 АВ Д16 В95 Т6 Механические свойства Области применения δ, НВ, в 2 2 кгс/мм кгс/мм 7 (107, (10 , Н/м2) Н/м2) 4 5 6 7 30 (29,3) 9 95 (93,2) Листы, плиты, профили, трубы, прутки, поковки 45 (44,2) 17 105 Листы, плиты, (103) профили, прутки, трубы 56 (54,9) 8 150 Листы, плиты, (147,1) профили, трубы Малонагруженные детали сложной формы Окончание табл. 9.1 6 7 60 (58,7) Детали с повышенной 50 113 АМг10 9,5–11,5 Mg Т4 29 (28,3) 9 6,0–8,0 Si 0,2–0,4 Mn Т4 18 4 АК5М7 5,0–8,0 Сu 4,0–6,0 Si 0,2–0,5 Mg Т6 20 – АК7 прочностью и пластичностью 60 (58,7) Детали повышенной прочности и коррозионной стойкости 50 (49,0) Тонкостенные детали сложной формы с повышенной пластичностью и коррозионной стойкостью 80 (78,5) Поршни автотракторных двигателей, нагревающиеся до 250 °С. Примечание. Режимы термообработки соответственно: Т1 – искусственное старение подкаленных при литье деталей; Т2 – отжиг; ТЗ – закалка; Т4 – закалка и естественное старение; Т5 – закалке и кратковременное (неполное) искусственное старение; Т6 – закалка и полное искусственное старение; Т7 – закалке и стабилизирующий отпуск; Т8 – закалка и смягчающий отпуск; Т9 – термомеханическая обработка. Порядок выполнения работы Для проведения работы группа студентов (2–3 человека) получает комплект готовых образцов, деформируемых и литейных алюминиевых сплавов после различных видов термической обработки. 1. Изучить структуру каждого образца следующим образом: а) визуально изучить протравленный шлиф с целью выявления строения в состоянии поставки; б) изучить строение сплавов, зарисовать микроструктуры и идентифицировать структурные составляющие; в) зарисовать структуры в кружки диаметром 40 мм. Подписать наименование всех структурных составляющих за пределами кружка и соединить их стрелками с соответствующими частями рисунка. 2. Пользуясь табл. 9.1, определить по характеру микроструктуры, какой термической обработке подвергался каждый образец, сделать подпись под каждым рисунком 114 3. В характеристике механических свойств указать в каком направлении (повышение, понижение) меняются твердость, прочность, пластичность) в зависимости от легирующего элемента и термической обработки. Содержание отчета 1. Зарисованные исследуемые структуры. 2. Описание структуры представленных микрошлифов. 3. Выводы о влиянии легирующих элементов на структуру и свойства алюминиевых сплавов 4. Ответы на вопросы в соответствии с индивидуальным заданием. Контрольные вопросы 1. Охарактеризовать основные свойства алюминия. 2. Классификация алюминиевых сплавов. 3. Связь свойства алюминиевых сплавов с диаграммой состояния. 4. Основные группы деформируемых алюминиевых сплавов. 5. Алюминиевые сплавы, упрочняемые термической обработкой. 6. Принципы упрочнения алюминиевых сплавов. 7. Литейные алюминиевые сплавы. 8. Маркировка алюминиевых сплавов. Лабораторная работа № 11 МИКРОАНАЛИЗ МЕДИ, ЛАТУНЕЙ И БРОНЗ Цели работы: 1. Изучить микроструктуры меди, латуней и бронз. 2. Установить связь между структурами и диаграммами состояния этих сплавов. Приборы, материалы и инструмент Для проведения работы необходимо иметь металлографический микроскоп; коллекцию микрошлифов меди, латуней и бронз; циркуль и линейку. Краткие теоретические сведения Медь – металл красновато-розового цвета, кристаллическая кубическая гранецентрированная решетка (ГЦК) с периодом а = 0,3608 нм, удельным ве- 115 сом р = 8,9 г/см, температурой плавления 1083 °С, полиморфных превращений нет. Медь – технологический металл. Она прокатывается в тонкие листы, ленту, из нее получают тонкую проволоку. Медь легко полируется, паяется и сваривается. Механические свойства меди приведены в таблице 11.1. Таблица 11.1 Механические свойства технической меди M1 в 0,2 1 МПа Состояние меди 1 % НВ KCU, МДж/м2 Литая 160 35 25 – 400 – Деформированная 450 400 3 35 1250 – Отожженная 220 75 50 75 550 1,2–1,8 Медь характеризуется высокой теплопроводностью и электропроводностью, пластичностью и коррозионной стойкостью. Примеси снижают все эти свойства. По ГОСТ 859–78 в зависимости от содержания примесей различают следующие марки меди: МОО (99,9 % Cu), МО (99,97 Cu %), M1 (99,9 Cu %), M2 (99,7 Cu %), M3 (99,5 Cu %). Наиболее часто встречающиеся в меди примеси подразделяют на три группы. 1. Растворимые в меди элементы – Al, Fe, Ni, Sn, Ag, повышающие прочность и твердость. 2. Нерастворимые элементы – Pb и Bi, ухудшающие свойства меди и однофазных сплавов на её основе. 3. Нерастворимые примеси O, S, Se, Tl, присутствующие в меди и её сплавах в виде промежуточных фаз (например, Cu2O, Cu2S) [8. Общая характеристика и классификация медных сплавов Кроме высокой теплопроводности, коррозионной стойкости и др. медные сплавы обладают хорошими механическими, технологическими и коррозионными свойствами. Для легирования медных сплавов в основном используются элементы, растворимые в меди: Zn, Al, Be, Si, Ni. Повышая прочность сплавов, легирующие элементы практически не снижают, а некоторые из них (Zn, Al, Sn) увеличивают пластичность. Высокая пластичность – отличительная особен- 116 ность медных сплавов. Относительное увеличение некоторых медных сплавов достигает 65 %. По прочности медные сплавы уступают сталям: в = 1100–1200 МПа, что соответствует свойствам нелегированных сталей в нормализованном состоянии. И только временное сопротивление наиболее прочных бериллиевых бронз после закалки и старения находится на уровне среднеуглеродистых легированных сталей, подвергнутых термическому улучшению (в = 1100–1200 МПа). По технологическим свойствам медные сплавы подразделяют на деформируемые (обрабатываемые давлением) и литейные. По способности упрочняться с помощью термической обработки – на упрочняемые и не упрочняемые термической обработкой. По химическому составу медные сплавы делятся на две группы – латуни и бронзы. Латунями называются сплавы меди с цинком. Они бывают двойными (простые) и многокомпонентными (легированные). Двойные деформируемые латуни маркируют буквой Л (латунь) и цифрой, показывающей содержание меди в процентах. В марках легированных латуней, кроме цифры, показывающей содержание меди, даются буквы и цифры, обозначающие название и количество в процентах легирующих элементов. Алюминий обозначают буквой А, никель – Н, олово – О, фосфор – Ф, железо – Ж, кремний – К, марганец – Мц, бериллий – Б, цинк – Ц. В марках литейных латуней указывается содержание цинка, количестве каждого легирующего элемента ставится непосредственно за буквой. Например, ЛЦ40Мц3А – содержит 3 % Mn, 40 % Zn, 1 % Al. Бронзами называют сплавы меди со всеми элементами, кроме цинка. Название бронзам дают по основным элементам. Их подразделяют на оловянные, алюминиевые, бериллиевые и др. Деформируемые бронзы маркируют буквами Бр (бронза), за которыми следуют буквы, а затем цифры, обозначающие название и содержание легирующих элементов. В марках литейных бронз содержание каждого легирующего элемента ставится сразу после буквы. Микроструктура меди Микроструктура деформированной и отожженной меди дана на рис. 11.2. Структура зернистая, с наличием двойников. 117 а б Рис. 11.2 Деформированная и отожженная медь: а – микроструктура (х200); б – схема микроструктуры В структуре недостаточно хорошо раскисленной меди наблюдается закись меди, образующая с медью эвтектику, которая располагается по границам зёрен меди, имеет точечное строение (рис. 11.3) и предает ей хрупкость. а б Рис. 11.3 Литая медь с содержанием 0,15 % кислорода. По границам зерен меди видны значительные участки эвтектики Cu–Cu2О: а – микроструктура (х150); шлиф не травлен; б – схема микроструктуры Микроструктура латуней Диаграмма состояния системы медь–цинк дана на рис. 11.4. Практическое применение находят однофазные латуни с содержанием цинка до 39 % (α-латуни) и двухфазные латуни с содержанием цинка от 39 до 45 % (α+латуни). Микроструктура α-латуней с содержанием 30 % цинка (Л70) дана на рис. 9.6 и 9.7. 118 а б Рис. 11.4. Медь–цинк: а – диаграмма состояния медь–цинк; б – влияние цинка на механические свойства латуней Микроструктура литой α-латуни имеет дендритное строение. Светлые участки – дендриты, богатые медью, затвердевшие первыми из жидкого состояния; темные участки – междендритные пространства, обогащенные цинком. Структура деформирована и отожженной α-латуни (см. рис. 11.6) имеет зернистое строение и характерные полоски двойников. Вследствие различной ориентировки зерен (анизотропии) они травятся с разной интенсивностью, поэтому получают различную окраску. а б Рис. 11.5. Литая α-латунь с 30 % цинком (тип Л70): а – микроструктура (х150); б – схема микроструктуры 119 а б Рис. 11.6. Деформированная и отожженная α-латунь: а – микроструктура (х100); б – схема микроструктуры а б Рис 11.7. Литая α+β -латунь с 40 % цинка (типа Л63): а – микроструктура (х150); б – схема микроструктуры Граница между однофазной – α-латунью и двухфазной α+β-латунью соответствует 39 % цинка (см. рис. 11.4). Микроструктура α+β-латуни с содержанием цинка 40 % в литом состоянии дана на рис. 9.8. Микроструктура бронз Микроструктура оловянной бронзы. Часть диаграммы состоянии системы Сu–Sn дана на рис. 11.8. Сплошная линия характеризует состояние, получающееся при очень медленном охлаждении или отжиге после отливки; такие условия при обычной отливке не достигаются. Штриховая линия характеризует состояние, которое получается в обычных условиях отливки. Штриховая линия характеризует состояние, получающееся при очень длительном (тысяч часов) отжиге. 120 При содержании до 6–7 % Sn микроструктура литой бронзы состоит из неоднородного твердого α-раствора; строение дендритное. а б Рис. 11.8 Медь–олово: а – часть диаграммы состояния медь–олово; б – влияние олова на механические свойства бронз Микроструктура этой бронзы после отжига представляет однородные по составу зерна твердого α-раствора (рис.11.9). При содержании больше 6–7 % Sn, но меньше 14 % (левее точки), например при содержании 10 % Sn, для равновесных условий должна быть структура твердого α-раствора, а для обычных условий отливки такая бронза будет иметь двухфазную структуру – неоднородного α-раствора и эвтектоида α + Cu31 Sn8. Микроструктура такой бронзы (с содержанием 10 % Sn) в литом состоянии приведена на рис. 11.9. На светлом фоне химического соединения Cu31Sn8 видны темные точечные включения твердого α-раствора. Микроструктура алюминиевой бронзы. Часть диаграммы состояния системы медь–алюминий дана на рис. 11.11. При содержании до 9,8 % Al образуется α-фаза (однофазная бронза). Микроструктура такой бронзы (например, БрА5 с содержанием 5 % Al) после деформации и отжига состоит из зерен однородного раствора меди алюминия в меди (рис. 11. 12). При содержании 10 % Al и более образуется α-фаза и эвтектоид α+γ’ (двухфазная бронза). Микроструктура такой бронзы в литом состоянии дана на рис. 11.13; белые участки – α-фаза, тёмные – эвтектоиды α+γ’. Двухфаз- 121 ные алюминиевые бронзы могут подвергаться закалке и отпуску. Если такую бронзу нагреть до области существования β-фазы и затем охладить в воде, то образуется игольчатая структура, подобная мартенситу. Микроструктура закаленной алюминиевой бронзы БрАЖН 10-4-4 приведена на рис. 11.14. а б Рис. 11.9. Деформированная и отожжённая оловянная бронза с 6 % Sn: а – микроструктура (х250); б – схема микроструктуры а б Рис. 11.10. Литая оловянная бронза с 10 % Sn: а – микроструктура (х1000); б – схема микроструктуры 122 а б Рис. 11.1.2 Медь–алюминий: а – часть диаграммы состояния медь–алюминий; б – влияние алюминия на механические свойства бронз . а б Рис. 11.12. Алюминиевая бронза БрА5 после деформации и отжига: а – микроструктура (х250); б – схема микроструктуры 123 а б Рис. 11.13 Литая алюминиевая бронза БрАЖН 10-4-4: а – микроструктура (х500); б – схема микроструктуры а б Рис. 11.14. Закаленная алюминиевая бронза БрАЖН10-4-4: а – микроструктура (х500); б – схема микроструктуры Микроструктура бериллиевой бронзы. Часть диаграммы состояния системы медь–бериллий дана на рис. 11.15. На диаграмме отмечены области существования кристаллов α, β и γ. Фаза γ является химическим соединением CuBe. В структуре литой бериллиевой бронзы (рис. 11.16) в междендритных пространствах α-твёрдого раствора видны включения эвтектоид [α+ γ(CuBe)] 124 Рис. 11.15. Медь–бериллий: а – часть диаграммы состояния медь–бериллий; б – влияние бериллия на механические свойства бронз а б Рис. 11.16. Литая берилливая бронза БрБ2: а – микроструктура (х150); б – схема микроструктуры Практически важным является то, что растворимость бериллия в меди уменьшается с 2,7 % при 866°С до 0,2 % при 300 ° С. При закалке в воде с 800 °С фиксируется неустойчивое состояние α-фазы, а при последующем старении при 300–350 °С из пересыщенного твёрдого раствора выделяются включения γ-фазы (CuBe), располагающиеся по границам и внутри зёрен и αфазы (рис. 11.17). 125 а б Рис. 11.17. Берилливая бронза БрБ2 после закалки и старения: а – микроструктура (х250): б – схема микроструктуры. Порядок выполнения работы 1. Изучить микроструктуры меди, латуней, бронз (оловянной, алюминиевой, бериллиевой) в литом, деформированном и в термически обработанном состоянии (в зависимости от сплава) на металлографическом микроскопе. 2. Зарисовать микроструктуры рассматриваемых сплавов. 3. Начертить диаграммы состояния (или их части) сплавов меди с цинком, оловом, алюминием, свинцом, бериллием, провести на них линии, соответствующие рассматриваемым сплавам, и дать описание процессов превращении, происходящих при охлаждении сплавов. 4. Написать отчёт по работе в соответствии с пунктами 2 и 3. Контрольные вопросы 1. Охарактеризовать строение и свойства меди. 2. Классификация медных сплавов по составу. 3. Деформируемые медные сплавы, принципы легирования. 4. Основные принципы термической обработки медных сплавов. 5. Литейные медные сплавы, принципы легирования. 6. Методы повышения прочности медных сплавов. 7. Маркировка медных сплавов. Задания к лабораторной работе 1. Описать состав и физико-механические свойства латуни Л62. 2. Для изготовления деталей путем глубокой вытяжки применяется латунь Л80. Расшифровать состав, описать структуру и механические свойства 126 сплава, назначение, режим промежуточной термической обработки между операциями вытяжки. Охарактеризовать механические свойства сплава. 3. Для деталей арматуры выбрана бронза БрОЦС4-4-2,5. Расшифровать состав, описать структуру и механические свойства сплава, объяснить назначение легирующих элементов. 4. Описать влияние цинка на свойства меди. 5. Для изготовления деталей самолета выбран сплав Д16. Описать способ упрочнения этого сплава, расшифровать его состав. Указать характеристики его механических свойств. 6. Указать состав, механические и технологические свойства силуминов, цель их модифицирования. Привести примеры маркировки силуминов. 7. Изложить основы теории термической обработки алюминиевых сплавов в применении к промышленному сплаву типа дуралюмин. 8. Указать различие в микроструктуре, механических и технологических свойствах однофазной и двухфазной латуни и область их применения. 9. Для изготовления деталей самолета выбран сплав Д19. Расшифровать состав, описать способ его упрочнения и указать характеристики его механических свойств. 10. Для изготовления прутков выбрана латунь ЛС59-1. Расшифровать ее состав, описать структуру. Описать влияние свинца на свойства латуни. 11. Для изготовления деталей самолета выбран сплав АМг3. Расшифровать состав, указать механические свойства сплава. Описать, каким способом производится упрочнение этого сплава. 12. Для отливок сложной конфигурации используется бронза БрО10Ф1. Расшифровать состав и описать структуру сплава. Привести термическую обработку, применяемую для снятия внутренних напряжений, возникающих в результате литья. 13. Для изготовления слабонагруженных деталей избран сплав АК12 (АЛ2). Расшифровать состав сплава и привести его механические свойства. Указать способ изготовления изделий из данного сплава (ковка, литье и т. д.). 14. Для изготовления деталей двигателя внутреннего сгорания выбран сплав АК6. Расшифровать состав сплава. Указать способ изготовления деталей из данного сплава (ковка, литье и т. д.). Привести характеристики механических свойств сплава при повышенных температурах и объяснить, за счет чего они достигаются. 15. Для изготовления деталей самолета выбран сплав АМц. Расшифровать состав, указать механические свойства сплава. Описать, каким способом производится упрочнение этого сплава. 16. Для изготовления токопроводящих упругих элементов выбран сплав БрБНТ-1,9. Привести химический состав, режим термической обработки и получаемые механические свойства материала. Описать процессы, происходящие при термической обработке. 127 17. Назначить марку алюминиевой бронзы для изготовления мелких ответственных деталей (втулок, фланцев и т, д.). Расшифровать ее состав, описать структуру и основные свойства сплава. 18. Для деталей самолета использован сплав АМг. Расшифровать его состав. Объяснить способ его упрочнения. Указать механические свойства сплава. 19. Для отливок сложной конфигурации используется бронза БрО3Ц7С5Н1. Расшифровать состав и описать структуру сплава, привести термическую обработку, применяемую для снятия внутренних напряжений, возникающих в результате литья; описать механические свойства этой бронзы. 20. Для изготовления деталей самолета выбран сплав В95. Расшифровать состав, указать механические свойства сплава. Описать, каким способом производится упрочнение этого сплава. 21. Для изготовления деталей выбрана латунь ЛАЖ60-1-1. Расшифровать ее состав, описать структуру. Описать влияние на свойства латуни. 22. Для изготовления токопроводящих упругих элементов выбран сплав БрБНТ-1,7. Привести химический состав, режим термической обработки и получаемые механические свойства материала. Описать процессы, происходящие при термической обработке. 23. Указать состав и физико-механические свойства латуни ЛЦ23А6Ж3Мц2. Написать известные еще марки латуни. Указать области применения латуни. 24. Для изготовления деталей самолета выбран сплав В95-2. Расшифровать состав, указать механические свойства сплава. Описать, каким способом производится упрочнение этого сплава. 25. Для изготовления слабонагруженных деталей избран сплав АК9ч (АЛ4). Расшифровать состав сплава и привести механические свойства сплава. Указать способ изготовления изделий из данного сплава (ковка, литье и т. д.) 128 ОГЛАВЛЕНИЕ Введение Лабораторная работа № 1. Микроскопический анализ 3 3 Лабораторная работа № 2 Определение критических точек сплавов Pb–Sb 8 Лабораторная работа № 3 Построение диаграммы состояния Pb–Sb 34 Лабораторная работа № 4. Изучение микроструктуры и свойств углеродистых сталей 49 Лабораторная работа № 5. Изучение микроструктуры чугунов 60 Лабораторная работа № 6. Закалка углеродистой стали 69 Лабораторная работа № 7. Отпуск углеродистой стали 76 Лабораторная работа № 8. Изучение микроструктуры и свойств конструкционных легированных сталей 82 Лабораторная работа № 9. Изучение микроструктуры и свойств инст- 96 рументальных легированных сталей Лабораторная работа № 10. Изучение микроструктуры и свойств алюминиевых сплавов 107 Лабораторная работа № 11. Изучение микроструктуры и свойств медных сплавов 114