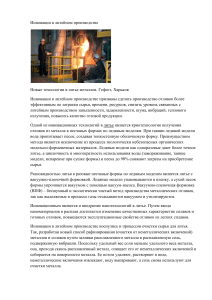
СОДЕРЖАНИЕ УЧЕБНОГО МАТЕРИАЛА Раздел 1. Металлургия черных металлов Доменная печь, ее устройство и работа. Исходные материалы для производства чугуна (топливо, руда, флюс), подготовка их к плавке. Основные процессы, протекающие в доменной печи. Восстановление железа углеродом и науглероживание железа в доменной печи Продукты доменного производства и их использование. Сущность процесса передела чугуна в сталь в условиях конвертерного производства, исходные материалы. Основные процессы, протекающие в конвертере. Получение стали в дуговых электропечах, принцип действия, исходные материалы. Процессы, протекающие в электропечах. Разливка стали в сталеплавильных цехах. Основные методы разливки. Строение доменной печи напоминает шахту. Ее диаметр в три раза меньше высоты. Монтаж высотной конструкции осуществляется на бетонном фундаменте толщиной 4 м. Необходимость в таком массивном фундаменте возникает изза массы домны, которая более 30 000 т. На фундаментной плите закрепляются колонны и цельный (монолитный) цилиндр, которые изготавливаются и термостойкого бетона. Внутреннее пространство конструкции обложено огнеупорными материалами, а верхняя часть шамотом. В районе заплечников, где температура достигает 2000°С — графитированными материалами, а под ванной с чугуном — футеровка из глинозема. Также на фундаменте монтируется печной горн. Состав конструкции производства литья: шихта (руда и известняк); коксовый уголь; загрузочный подъемник; колошник, предотвращающий попадание газов из домны в атмосферу; слой загруженного кокса; шихтовый слой; воздушные нагнетатели; отводимый шлак; литьевой чугун; емкость для приема шлака; приемный ковш для расплава; установка типа Циклон, очищающая от пыли доменный газ; кауперы, регенераторы газов; дымоотводящая труба; воздухоподвод в кауперы; угольный порошок; печь для спекания кокса; емкость для хранения кокса; отведение колошникового газа высокой температуры. Колошник – это затвор домны. От его исправной работы зависит экологическая обстановка вокруг производства. Основные виды сырья для производства чугуна – железные руды, кремнезем, глинозем, пустые породы с содержанием оксидов кальция и магния (Шихта). 1. 2. 3. 4. 5. 6. 7. 8. 9. 10. 11. 12. 13. 14. 15. 16. 17. 18. 19. Флюсы Минеральные вещества, которые добавляют в руду при выплавке, способствуют снижению температуры плавления и удалению шлака – золы, пустой породы, серы. Флюсами служат доломит, известняк, мартеновский шлак, кварц, кремнезем. Топливо При выплавке чугуна применяют прочные и стойкие к истиранию материалы. Основное топливо – кокс Его получают путем спекания без доступа кислорода из каменного угля. Принцип работы доменной печи таков. После загрузки доменную печь начинают разжигать газом. По мере повышения температуры подключается каупер и начинается продувка воздухом. Кокс – топливо для доменной печи – начинает интенсивнее гореть, и температура в шахте значительно увеличивается. При разложении флюса образуется большое количество углекислого газа. Угарный газ в химических реакциях выступает восстановителем. Схема производства чугуна После сгорания кокса и разложения флюса столб шихты опускается, сверху добавляется очередная порция. Снизу в самой широкой части шахты происходит полное восстановление железа при температурах 1850°С — 2000°С. Затем оно стекает в горн. Здесь происходит обогащение железа углеродом. Температура в доменной печи изменяется в сторону увеличения по мере опускания шихты. Процесс восстановления протекает при 280 °С, а плавка происходит после 1500 °С. Разлив расплава происходит в два этапа. На первом через летки сливается шлак. На втором через чугунные летки сливается чугун. Больше 80% выплавляемого чугуна идет на производство стали. Из остального чугуна отливают в опоках болванки. металлическое железо — продукт восстановления руд — появляется в нижней части шахты печи и распаре. При большом избытке углерода в печи получение чистого железа даже в начальный момент его появления затруднительно. При извлечении из шахты проб материалов в них находят губчатое железо (пористый полупродукт), содержащее около 1-2% С. По мере опускания материалов в доменной печи и их дальнейшего нагрева железо растворяет в себе углерод (все больше и больше). При этом температура плавления его снижается, металл плавится и в виде капель стекает в горн. Окончательный состав чугуна формируется в горне печи. Можно выделить 4 стадии науглероживания железа в современной ДП: 1.первая стадия — происходит выпадение сажистого углерода на поверхности свежевосстановленного железа; все факторы, способствующие протеканию реакций CO + H2 = Ссаж + H2O и 2CO = Ссаж + СО2 (400-1000 градусов), вызывают увеличение содержания углерода в чугуне (рост давления в печи, высокая восстановимость шихты, рост основности, повышение содержания водорода в газовой фазе); 2.вторая стадия — связана с первой и характеризуется диффузией Ссаж в массу металлического железа (950-1150 градусов) — 3Fe + 2СО = Fe3C + СО2; 3.третья стадия — плавление металла с содержанием ~2% С при температуре выше 1150 градусов и стекание капель по коксовой насадке с растворением углерода кокса в металле — 3Fe + Ск = Fe3Q 4.четвертая стадия — это процесс, протекающий в горне. В горне, с одной стороны, продолжается растворение углерода кокса в жидком металле (связано с температурой в горне, временем пребывания и составом чугуна в горне), а с другой — идет окисление углерода чугуна в фурменных очагах (связано с размером печи). содержание углерода в чугуне колеблется в интервале 4,3-5,3% Продуктами доменной плавки являются чугун, шлак, колошниковый газ и колошниковая пыль. Из литейного чугуна отливают фасонные детали, а ферросплавы используют в качестве добавок (раскислителей) при выплавке стали. Шлак — побочный продукт, он является очень дешевым строительным материалом высокого качества и идет на изготовление цемента, бетона, кирпича, на грунтовку дорог. Колошниковый газ —Это высококалорийное топливо. Очищенный газ используют для нагрева воздухонагревателей и мартеновских печей, для обогрева коксовых батарей, паровых котлов и т. д. Колошниковую пыль используют как сырье при агломерации. Так как она содержит руду и кокс в нужной пропорции, ее спекают вместе с мелкой рудой. Сущностью любого металлургического передела чугуна в сталь является снижение содержания углерода и примесей путем их избирательного окисления и перевода в шлак и газы в процессе плавки. Основными материалами для производства стали являются передельный чугун и стальной лом (скрап). Содержание углерода и примесей в стали значительно ниже, чем в чугуне. В процессе плавки стали происходит взаимодействие между металлической, шлаковой и газовой фазами и футеровкой плавильного агрегата, различными по агрегатному состоянию и химическому составу. В результате этого взаимодействия осуществляется переход химических элементов из одной фазы в другую. Сущность конвертерных процессов на воздушном дутье заключается в том, что залитый в плавильный агрегат (конвертер) чугун продувают снизу воздухом. Кислород воздуха окисляет примеси чугуна, в результате чего он превращается в сталь. Плавильные электропечи бывают дуговыми и индукционными. Дуговая плавильная электропечь питается трехфазным переменным током и имеет три цилиндрических электрода из графтизированной массы. Электрический ток от трансформатора кабелями подводится к электрододержателям , а через них — к электродам и ванне металла. Между электродами и металлической шихтой 3 возникает электрическая дуга, электроэнергия прекращается в теплоту, которая передается металлу и шлаку излучением. Рабочее напряжение 160......600 В, сила тока 1-10 кА. Во время работы печи длина дуги регулируется автоматически путем перемещения электродов. Стальной кожух печи футерован огнеупорным кирпичом , основным (магнезитовый, магнезитохромитовый) или кислым (динасовый). Подину печи набивают огнеупорной массой. Плавильное пространство ограничено стенками , подиной и сводом из огнеупорного кирпича. Для управления ходом плавки имеются рабочее окно и летка для выпуска готовой стали по желобу в ковш. +Печь загружают при снятом своде. Механизмом печь может наклоняться в сторону загрузочного окна и летки. Вместимость этих печей 0,5-400 т. В металлургических цехах используют электропечи с основной футеровкой, а в литейных с кислой. В дуговых печах тепло развивается при возникновении электрической дуги между расплавленным металлом и электродами, помещенными в печь При разливке выплавленную сталь выпускают в разливочный ковш и далее разливают в металлические формы изложницы или направляют на машины непрерывной разливки. В результате затвердевания получают стальные слитки, которые затем подвергают обработке давлением (прокатке, ковке). Изложницы представляют собой чугунные формы, используемые для изготовления слитков. Они могут быть с квадратным, прямоугольным, круглым и многогранным поперечным сечениями (рисунок 33). Слитки квадратного сечения переделывают на сортовой прокат (уголки, швеллеры, двутавровые балки). Слитки прямоугольного сечения переделывают на лист. Из слитков круглого сечения изготавливают трубы, колеса. Многогранные слитки используют для поковок. Способы разливки стали Применяют два основных способа разливки стали: разливка в изложницы; непрерывная разливка. Разливку в изложницы Разливку в изложницы подразделяют на два вида: разливка сверху; сифонная разливка. Разливка сверху При разливке сверху (рисунок 35) сталь из ковша непосредственно поступает в изложницы. После заполнения каждой изложницы ковш транспортируют к следующей изложнице и после заполнения ее цикл повторяется. Сифонная разливка При сифонной разливке (рисунок 36), основанной на принципе сообщающихся сосудов, сталью одновременно заполняют несколько изложниц (от двух до нескольких десятков). Жидкая сталь из ковша поступает в установленную на поддоне центровую, а из нее по каналам в поддоне в изложницы снизу. После наполнения всех установленных на поддоне изложниц ковш транспортируют к следующему поддону. Непрерывная разливка стали Сущность способа непрерывной разливки заключается в том, что жидкую сталь непрерывно заливают в водоохлаждаемую изложницу без дна - кристаллизатор, из нижней части которого вытягивают затвердевший по периферии слиток с жидкой сердцевиной (рисунок 37). Далее слиток движется через зону вторичного охлаждения, где полностью затвердевает, после чего его разрезают на заготовки определенной длины. Разливку ведут до израсходования металла в сталеразливочном ковше. До начала разливки в кристаллизатор вводят временное дно, называемое затравкой Раздел 2. Основы металловедения Тема 2.1. Кристаллическое строение металлов и методы определения их структуры и свойств Кристаллическое строение металлов. Типы кристаллических решеток, реальное строение кристаллов (дефекты кристаллического строения). Кристаллизация металлов. Образование и рост кристаллов. Влияние скорости охлаждения на размер кристаллов. Строение слитка. Аллотропия (полиморфизм) железа. Аустенит, феррит. Механические свойства металлов и методы их определения: статические испытания на растяжение (предел прочности, относительное удлинение и сужение); определение твердости металлов по Бринеллю и Роквеллу. Ударная вязкость и методы ее определения. Влияние содержания углерода на ударную вязкость стали. Кристаллические и аморфные тела. Типы кристаллических решеток. Все вещества в твердом состоянии могут иметь кристаллическое или аморфное строение. В аморфном веществе атомы расположены хаотично, а в кристаллическом – в строго определенном порядке. Все металлы в твердом состоянии имеют кристаллическое строение. Для описания кристаллической структуры металлов пользуются понятием кристаллической решетки. Кристаллическая решетка — это воображаемая пространственная сетка, в узлах которой расположены атомы. Наименьшая часть кристаллической решетки, определяющая структуру металла, называется элементарной кристаллической ячейкой. На рис.2 изображены элементарные ячейки для наиболее распространенных кристаллических решеток. В кубической объемно-центрированной решетке (рис. а) атомы расположены в узлах ячейки и один атом в центре куба. Такую решетку имеют хром, вольфрам, молибден и др. В кубической гранецентрированной решетке (рис.б) атомы расположены в вершинах куба и в центре каждой грани. Эту решетку имеют алюминий, медь, никель и другие металлы. В гексагональной плотноупакованной решетке (рис. в) атомы расположены в вершинах и центрах оснований шестигранной призмы и три атома в середине призмы. Такой тип решетки имеют магний, цинк и некоторые другие металлы. Реальное строение металлов. Дефекты кристаллического строения. Реальный металлический кристалл всегда имеет дефекты кристаллического строения. Они подразделяются на точечные, линейные и поверхностные. Точечные дефекты малы во всех трех измерениях. К точечным дефектам относятся вакансии, представляющие собой узлы кристаллической решетки в которых отсутствуют атомы (рис. 3а), а также замещенные атомы примеси (рис. 3б) и внедренные атомы (рис. 3в) которые могут быть как примесными, так и атомами основного металла. Точечные дефекты вызывают местные искажения кристаллической решетки, которые затухают достаточно быстро по мере удаления от дефекта. Рис 3. Линейные дефекты имеют малые размеры в двух измерениях и большую протяженность в третьем. Эти дефекты называют дислокациями. Краевая дислокация (рис. 4) представляет собой искажение кристаллической решетки, вызванное наличием «лишней» атомной полуплоскости. Рис 4 Поверхностные дефекты малы только в одном измерении. К ним относятся ,например, границы между отдельными зернами или группами зерен. Образование и рост кристаллов. Кристаллизация - это образование новой твердой фазы, выделяющейся из раствора, расплава или пара. Кристаллизация из раствора служит средством выделения из них целевых продуктов или загрязняющих примесей, то есть является методом разделения и очистки веществ. В технологии неорганических веществ преимущественно используется кристаллизация из растворов. Образование твердой фазы может происходить только в растворах, в которых концентрация кристаллизующегося вещества превышает концентрацию насыщения, то есть из пересыщенных растворов при соответствующем понижении температуры в жидком металле начинают образовываться кристаллики – центры кристаллизации или зародыши. Для начала их роста необходимо уменьшение свободной энергии металла, в противном случае зародыш растворяется. Минимальный размер способного к росту зародыша называется критическим размером, а зародыш – устойчивым. С увеличением скорости охлаждения степень переохлаждения возрастает и процесс кристаллизации протекает при температурах, лежащих значительно ниже равновесной температуры кристаллизации. Число центров кристаллизации и скорость роста кристаллов зависят от степени переохлаждения., число зародышей скорость роста их при равновесной температуре кристаллизации Тs равны нулю. При увеличении степени переохлаждения они возрастают и достигают максимума. При больших степенях переохлаждения число центров кристаллизации и скорость роста равны нулю, так как при низких температурах диффузионная подвижность атомов мала, а тем самым уменьшена способность системы к превращению. Чем больше скорость образования зародышей и меньше скорость их роста, тем меньше размер кристалла (зерна), выросшего из одного зародыша, и, следовательно, более мелкозернистой будет структура металла. Влияние скорости охлаждения на размер кристаллов. Число центров кристаллизации, самопроизвольно зарождающихся в металле, и скорость роста кристаллов зависит от степени переохлаждения системы, которая зависит от скорости охлаждения. При отсутствии переохлаждения число центров кристаллизации и скорость роста кристаллов равны нулю и процесс кристаллизации не идет. Для того чтобы начался процесс кристаллизации, необходимо некоторое переохлаждение. Для металлов вследствие слабой переохлаждаемости жидкостей на опыте удалось определить лишь восходящие ветви кривых числа центров кристаллизации и скорости роста. С изменением степени переохлаждения изменяются соотношения числа центров кристаллизации и скорость роста, что и определяет размер получившихся кристаллов. При кристаллизации с большими степенями переохлаждения это приводит к получению мелкозернистого металла. Значение скорости охлаждения подтверждается и практикой. Чем больше скорость охлаждения (например, отливка в охлаждаемую металлическую форму), тем мельче зерна. Таким образом, скоростью охлаждения можно в какой-то степени регулировать размер зерна. Однако на процесс кристаллизации, размер и форму кристаллов оказывают влияние и другие факторы: посторонние неметаллические примеси, инородные тела, газовые включения, механическое воздействие, теплоемкость и теплопроводность самого металла, температура заливаемого металл и формы, способы заливки, состояние поверхности изложницы и др. В технических металлах и сплавах большое влияние на размер зерна оказывают мельчайшие неметаллические взвеси, образующие при взаимодействии жидкого металла с материалом печи или изложницы окислы металлов, а также окислы, вводимые специально. Все эти нерастворимые включения играют роль центров кристаллизации, способствуя получению мелкозернистого металла. Процесс искусственного регулирования размеров зерна получил название модифицирования, а вещества, которые для этой цели используют – модификаторов. На форму образующихся кристаллов большое влияние оказывают скорость охлаждения, направление теплоотвода, наличие нерастворимых частиц, которые могут сыграть роль центров кристаллизации и т.д. При быстром и неравномерном теплоотводе металлы кристаллизуются в виде разветвленных, дендритных (древовидных) кристаллов (рисунок 11). Кристаллизация в этом случае начинается с образования оси кристалла, которая растет в направлении главного теплоотвода. При дальнейшей кристаллизации оси разветвляются и кристалл принимает дендритное строение. Процесс заканчивается тем, что заполняются все межосные пространства и кристалл принимает округлую форму, вытянутую в направлении главного теплоотвода. Такие кристаллы называются столбчатыми. В тех случаях, когда металла не хватает для заполнения всех межосных пустот, что встречается в усадочных раковинах, дендритная форма кристалла сохраняется. При медленном и равномерном теплоотводе, а также при большом числе центров кристаллизации кристаллы растут с одинаковой скоростью по всем направлениям и принимают равновесную форму; зернистую или полиэдрическую (многогранную). Рисунок 13. Дендрит (схема по Д.К. Чернову) Строение слитка. Кристаллы, образующиеся в процессе первичной кристаллизации, могут иметь различную форму в зависимости от скорости охлаждения, направления теплоотвода, а также от содержания примесей. Первичный древовидный кристалл называется дендритом. Максимальная скорость роста кристаллов наблюдается по таким плоскостям и направлениям, которые имеют наибольшую плотность упаковки атомов. В результате вырастают длинные ветви, которые называются осями первого порядка (рисунок 11). На осях первого порядка появляются и начинают расти ветви второго порядка, от которых ответвляются оси третьего порядка. В последнюю очередь идет кристаллизация в участках между осями дендрита. 1, 2 и 3 -оси соответственно первого, второго и третьего порядка Рисунок 11 — Схема строения дендрита: При заливке жидкого металла в форму и последующей кристаллизации получается слиток, отдельные зоны которого отличаются микроструктурой. Схема строения металлического слитка приведена на рисунке 12. Структура литого слитка состоит из трех основных зон. Первая зона — наружная мелкозернистая корка 1, состоящая из неориентированных мелких кристаллов — дендритов. При первом соприкосновении со стенками изложницы (форма, куда заливают жидкий металл) в тонком прилегающем слое жидкого металла возникают большой градиент температур и явление переохлаждения, ведущее к образованию большого количества центров кристаллизации. В результате корка получает мелкозернистое строение. Вторая зона слитка — зона столбчатых кристаллов 2. После образования самой корки условия теплоотвода меняются, градиент температур в прилегающем слое жидкого металла резко уменьшается и, следовательно, уменьшается степень переохлаждения стали. В результате из-за небольшого числа центров кристаллизации начинают расти в направлении теплоотвода столбчатые кристаллы. Третья зона слитка — зона крупных равноостных кристаллов 3. В центре слитка уже нет определенной направленности отвода тепла. В результате образуется крупная равноосная структура. 1 — мелкозернистая корка; 2 — столбчатые кристаллы (дендриты); 3 — крупные равноосные кристаллы; 4 — усадочная раковина Рисунок 12 — Схема строения металлического слитка Жидкий металл имеет больший объем, чем закристаллизовавшийся, поэтому залитый в форму металл в процессе кристаллизации уменьшается в объеме, что приводит к образованию пустот, называемых усадочными раковинами 4. Верхняя часть слитка с усадочной раковиной отрезается. В слитках небольших размеров зона 3 может отсутствовать. Кристаллизация, приводящая к стыку зон столбчатых кристаллов называется транскристаллизацией. Слитки сплавов имеют неоднородный состав.Неоднородность по химическому составу называется ликвацией. Ликвация может быть зональная (различная концентрация элементов по зонам сечения слитка), гравитационная (образуется в результате разницы в удельных весах твердой и жидкой фазы, а также при кристаллизации несмешивающихся жидких фаз), дендритная (более тугоплавкие и чистые элементы образуют оси 1 порядка, менее тугоплавкие — 2 и 3 порядка, а самые легкоплавкие и содержащие примеси — заполняют межосное пространство). Аллотропия (полиморфизм) железа. Кристаллизация металлов. Процесс образования в металлах кристаллической решетки называется кристаллизацией. Для изучения процесса кристаллизации строят кривые охлаждения металлов, которые показывают изменение температуры (t) во време ни (τ). На рис.1 приведены кривые охлаждения аморфного и кристаллического веществ. Затвердевание аморфного вещества (рис. 1а) происходит постепенно, без резко выраженной границы между жидким и твердым состоянием. На кривой охлаждения кристаллического вещества (рис. 1,б) имеется горизонтальный участок с температурой tкр), называемой температурой кристаллизации. Наличие этого участка говорит о том, что процесс сопровождается выделением скрытой теплоты кристаллизации. Длина горизонтального участка – это время кристаллизации. Рис. 1. Кривые охлаждения аморфного и кристаллического тел Кристаллизация металла происходит постепенно. Она объединяет два процесса, происходящих одновременно: возникновение центров кристаллизации и рост кристал лов. В процессе кристаллизации когда растущий кристалл окружен жидкостью, он имеет правильную геометрическую форму. При столкновении растущих кристаллов их правильная форма нарушается. Полиморфизм. Некоторые металлы в зависимости от температуры могут существовать в различных кристаллических формах. Это явление называется полиморфизм или аллотропия, а различные кристаллические формы одного вещества называются полиморфными модификациями. Процесс перехода от одной кристаллической фор мы к другой называется полиморфным превращением. Полиморфные превращения протекают при определенной температуре. Фазы и структурные составляющие железоуглеродистых сплавов Основными компонентами, от которых зависит структура и свойства железоуглеродистых сплавов, являются железо и углерод. Чистое железо – металл серебристо-белого цвета с температурой плавления в 1539 °С. Железо имеет две полиморфные модификации: альфа ( ) и гамма ( ) . Модификация альфа существует при температурах ниже 911 °С и выше 1392 °С; гамма-железо – при температуре 911-1392 °С. В зависимости от температуры и концентрации углерода в железоуглеродистых сплавах (сталях и чугунах) образуются следующие твердые фазы: феррит, аустенит, цементит, графит. 1. Феррит (Ф) – твердый раствор внедрения углерода в альфа-железе. Альфа-железо имеет ОЦК структуру, которая стабильна до 911 °С. Наибольшая растворимость углерода в альфа-железе – 0,02% при 727 °С. С понижением температуры снижается и растворимость углерода, и при комнатной температуре она составляет 0,005% по массе. По этой причине феррит называют технически чистым железом, он имеет незначительную твердость (HB = 80-100) и прочность (предел прочности в = 250 МПа), но высокую пластичность (относительное удлинение до 50%, относительное сужение до 80%). При температуре от 1392 °С до 1539 °С железо также имеет ОЦК структуру - это дельта-железо. Твердый раствор внедрения углерода в дельта-железе называют высокотемпературным ферритом. 2. Аустенит (А) – твердый раствор внедрения углерода в гамма-железе. Аустенит имеет ГЦК структуру. В железоуглеродистых сплавах аустенит может существовать только при высоких температурах. В гамма-железе углерод растворяется значительно лучше, чем в альфа-железе, максимальная растворимость углерода в гамма-железе составляет 2,14% и наблюдается при температуре 1147 °С. С пониженим температуры растворимость углерода снижается - до 0,8% при 727 °С. Аустенит имеет твердость HB = 160-200 и весьма пластичен (относительное удлинение 40-50%), наблюдается в сталях при температурах от 727 °С. Феррит Аустенит Сущность твердый раствор твердый раствор внедрения внедрения углерода в углерода в альфагамма-железе железе Обозначение Ф или -Fe(C) А или -Fe(C) Твердость HB 80-100 160-200 Содержание углерода до 2,14% до 0,02% Механические свойства металлов и методы их определения: статические испытания на растяжение (предел прочности, относительное удлинение и сужение); определение твердости металлов по Бринеллю и Роквеллу. Механические свойства характеризуют способность материалов сопротивляться действию внешних сил. К основным механическим свойствам относятся прочность, твердость, ударная вязкость, упругость, пластичность, хрупкость и др. Прочность — это способность материала сопротивляться разрушающему воз действию внешних сил. Твердость — это способность материала сопротивляться внедрению в него другого, более твердого тела под действием нагрузки. Вязкостью называется свойство материала сопротивляться разрушению под действием динамических нагрузок. Упругость — это свойство материалов восстанавливать свои размеры и форму после прекращения действия нагрузки. Пластичностью называется способность материалов изменять свои размеры и форму под действием внешних сил, не разрушаясь при этом. Хрупкость — это свойство материалов разрушаться под действием внешних сил без остаточных деформаций. Методы определения механических свойств металлов делятся на следующие группы: · статические, когда нагрузка возрастает медленно и плавно (испытания на растяжение, сжатие, изгиб, кручение, твердость); · динамические, когда нагрузка возрастает с большой скоростью (испытания на ударный изгиб); · циклические, когда нагрузка многократно изменяется (испытание на усталость); · технологические — для оценки поведения металла при обработке давлением (испытания на изгиб, перегиб, выдавливание). Испытания на растяжение (ГОСТ 1497-84) проводятся на стандартных образцах круглого или прямоугольного сечения. При растяжении под действием плавно возрастающей нагрузки образец деформируется до момента разрыва. Во время испытания образца снимают диаграмму растяжения (рис. 1.36, а), фиксирующую зависимость между действующей на образец силой Р, и вызванной ею деформацией Δl (Δl — абсолютное удлинение). Рис. 1.36. Диаграмма растяжения низкоуглеродистой стали (а) и зависимость между напряжением и относительным удлинением (б) Вязкость (внутреннее трение) — способность металла поглощать энергию внешних сил при пластической деформации и разрушении (определяется величиной касательной силы, приложенной к единице площади слоя металла, подлежащего сдвигу). Пластичность — способность твердых тел необратимо деформироваться под действием внешних сил. При испытании на растяжение определяют: · σв — границу прочности, МН/м2 (кг/мм2): где Рb — наибольшая нагрузка; F0 — начальная площадь сечения образца; · σпц — границу пропорциональности, МН/м2 (кг/мм2): где Pпц — нагрузка, соответствующая границе пропорциональности; · σпр — границу упругости, МН/м2 (кг/мм2): где Рпр — нагрузка, соответствующая границе упругости (при σпр остаточная деформация соответствует 0,05-0,005 % начальной длины); · σт — границу текучести, МН/м2 (кг/мм2): где Рт — нагрузка, соответствующая границе текучести, Н; · δ — относительное удлинение, %: где l0 — длина образца до разрыва, м; l1 — длина образца после разрыва, м; · ψ — относительное сужение, %: где F0 — площадь сечения до разрыва, м2; F — площадь сечения после разрыва, м2. Испытания на твердость Твердость — это сопротивление материала проникновению в него другого, более твердого тела. Из всех видов механического испытания определение твердости является самым распространенным. Испытания по Бринеллю (ГОСТ 9012-83) проводятся путем вдавливания в металл стального шарика. В результате на поверхности металла образуется сферический отпечаток (рис. 1.37, а). Твердость по Бринеллю определяется по формуле: где P — нагрузка на металл, Н; D — диаметр шарика, м; d — диаметр отпечатка, м. Чем тверже металл, тем меньше площадь отпечатка. Диаметр шарика и нагрузку устанавливают в зависимости от исследуемого металла, его твердости и толщины. При испытании стали и чугуна выбирают D = 10 мм и P = 30 кН (3000 кгс), при испытании меди и ее сплавов D = 10 мм и P = 10 кН (1000 кгс), а при испытании очень мягких металлов (алюминия, баббитов и др.) D = 10 мм и P = 2,5 кН (250 кгс). При испытании образцов толщиной менее 6 мм выбирают шарики с меньшим диаметром — 5 и 2,5 мм. На практике пользуются таблицей перевода площади отпечатка в число твердости. Метод Бринелля не рекомендуется применять для металлов твердостью более НВ 450 (4500 МПа), поскольку шарик может деформироваться, что исказит результаты испытаний. Испытания по Роквеллу (ГОСТ 9013-83). Проводятся путем вдавливания в металл алмазного конуса (α = 120°) или стального шарика (D = 1,588 мм или 1/16", рис. 1.37, б). Прибор Роквелла имеет три шкалы — В, С и А. Алмазный конус применяют для испытания твердых материалов (шкалы С и А), а шарик — для испытания мягких материалов (шкала В). Конус и шарик вдавливают двумя последовательными нагрузками: предварительной Р0 и общей Р: Р = Р0 + Р1, где Р1 — основная нагрузка. Предварительная нагрузка Р0 = 100 Н (10 кгс). Основная нагрузка составляет 900 Н (90 кгс) для шкалы В; 1400 Н (140 кгс) для шкалы С и 500 Н (50 кгс) для шкалы А. Рис. 1.37. Схема определения твердости: а — по Бринеллю; б — по Рoквеллу; в — по Виккерсу Твердость по Роквеллу измеряют в условных единицах. За единицу твердости принимают величину, которая соответствует осевому перемещению наконечника на расстояние 0,002 мм. Твердость по Роквеллу вычисляют следующим способом: НR = 100 – e (шкалы А и С); НR = 130 – e (шкала В). Величину e определяют по формуле: , где h — глубина проникновения наконечника в металл под действием общей нагрузки Р (Р =Р0+ Р1); h0 — глубина проникновения наконечника под действием предварительной нагрузки Р0. В зависимости от шкалы твердость по Роквеллу обозначают НRВ, НRС, НRА. Испытания по Виккерсу (ГОСТ 2999-83). В основе метода — вдавливание в испытываемую поверхность (шлифованную или даже полированную) четырехгранной алмазной пирамиды (α = 136°) (рис. 1.37, в). Метод используется для определения твердости деталей малой толщины и тонких поверхностных слоев, имеющих высокую твердость. Твердость по Виккерсу: где Р — нагрузка на пирамиду, Н; d — среднее арифметическое двух диагоналей отпечатка, измеренных после снятия нагрузки, м. Число твердости по Виккерсу определяют по специальным таблицам по диагонали отпечатка d. При измерении твердости применяют нагрузку от 10 до 500 Н. Микротвердость (ГОСТ 9450-84). Принцип определения микротвердости такой же, как и по Виккерсу, согласно соотношению: Метод применяется для определения микротвердости изделий мелких размеров и отдельных составляющих сплавов. Прибор для измерения микротвердости — это механизм вдавливания алмазной пирамиды и металлографический микроскоп. Образцы для измерений должны быть подготовлены так же тщательно, как микрошлифы. Испытание на ударную вязкость Для испытания на удар изготавливают специальные образцы с надрезом, которые затем разрушают на маятниковом копре (рис. 1.39). Общий запас энергии маятника будет расходоваться на разрушение образца и на подъем маятника после его разрушения. Поэтому если из общего запаса энергии маятника отнять часть, которая тратится на подъем (взлет) после разрушения образца, получим работу разрушения образца: K = Р(h1 – h2) или K = Рl(соs β – соs α), Дж (кг·м), де P — масса маятника, Н (кг); h1 — высота подъема центра масс маятника до удара, м; h2 — высота взлета маятника после удара, м; l — длина маятника, м; α, β — углы подъема маятника соответственно до разрушения образца и после него. Рис. 1.39. Испытание на ударную вязкость: 1 — маятник; 2 — нож маятника; 3 — опоры Ударную вязкость, т. е. работу, затраченную на разрушение образца и отнесенную к поперечному сечению образца в месте надреза, определяют по формуле: , МДж/м2 (кг·м/см2), где F — площадь поперечного сечения в месте надреза образца, м 2 (см2). Для определения KС пользуются специальными таблицами, в которых для каждого угла β определена величина работы удара K. При этом F = 0,8 · 10–4 м2. Для обозначения ударной вязкости добавляют и третью букву, указывающую на вид надреза на образце: U, V, Т. Запись KСU означает ударную вязкость образца с U-образным надрезом, KСV — с V-образным надрезом, а KСТ — с трещиной (рис. 1.40). Рис. 1.40. Виды надрезов на образцах для испытания на ударную вязкость: а — U-образный надрез (KCU); б — V-образный надрез (KСV); в — надрез с трещиной (KСТ) Испытание на усталость (ГОСТ 2860-84). Разрушение металла под действием повторных или знакопеременных напряжений называется усталостью металла. При разрушении металла вследствие усталости на воздухе излом состоит из двух зон: первая зона имеет гладкую притертую поверхность (зона усталости), вторая — зона долома, в хрупких металлах она имеет грубокристаллическое строение, а в вязких — волокнистое. При испытании на усталость определяют границу усталости (выносливости), т. е. то наибольшее напряжение, которое может выдержать металл (образец) без разрушения заданное число циклов. Самым распространенным методом испытания на усталость является испытание на изгиб при вращении (рис. 1.41). Рис. 1.41. Схема испытания на изгиб при вращении: 1 — образец; Р — нагрузка; Мвиг — изгибающий момент Применяют следующие основные виды технологических испытаний (проб). Проба на изгиб (рис. 1.42) в холодном и горячем состоянии — для определения способности металла выдерживать заданный изгиб; размеры образцов — длина l = 5а + 150 мм, ширина b = 2а (но не менее 10 мм), где а — толщина материала. Рис. 1.42. Технологическая проба на изгиб: а — образец до испытания; б — загиб до определенного угла; в — загиб до параллельности сторон; г — загиб до соприкосновения сторон Проба на перегиб предусматривает оценку способности металла выдерживать повторный изгиб и применяется для проволоки и прутков диаметром 0,8—7 мм из полосового и листового материала толщиной до 55 мм. Образцы сгибают попеременно направо и налево на 90° с равномерной — около 60 перегибов в минуту — скоростью до разрушения образца. Проба на выдавливание (рис. 1.43) — для определения способности металла к холодной штамповке и вытягиванию тонкого листового материала. Состоит в продавливании пуансоном листового материала, зажатого между матрицей и зажимом. Характеристикой пластичности металла является глубина выдавливания ямки, что соответствует появлению первой трещины. Рис. 1.43. Испытание на выдавливание: 1 — лист; h — мера способности материала к вытяжке Проба на навивку проволоки диаметром d ≤ 6 мм. Испытание состоит в навивке 5—6 плотно прилегающих по винтовой линии витков на цилиндр заданного диаметра. Выполняется только в холодном состоянии. Проволока после навивки не должна иметь повреждений. Проба на искру используется при необходимости определения марки стали при отсутствии специального оборудования и маркировки. Содержание углерода оказывает влияние на структуру стали, количество и соотношение фаз, поэтому определяет показатели твердости и пластичности металла. При повышении содержания углерода происходит снижение ударной вязкости, и повышается порог хладноломкости. Увеличение концентрации C приводит к изменению и электрических свойств: растет сопротивление и коэрцитивная сила, уменьшается магнитная проницаемость и плотность магнитной индукции. Тема 2.2. Основные сведения о металлических сплавах. Диаграммы состояния двойных сплавов Понятие «сплав», «компонент сплава», «фаза». Структурные образования при кристаллизации сплавов: механические смеси, твердые растворы, химические соединения: перлит, феррит, цементит в сталях и чугунах. Диаграмма состояния – это графическое изображение состояния любого сплава изучаемой системы в зависимости от его концентрации и температуры. Изучение любого сплава начинается с построения и анализа диаграммы состояния соответствующей системы. Диаграмма состояния дает возможность изучать фазы и структурные составляющие сплава. Используя диаграмму состояния, можно установить возможность проведения термической обработки и ее режимы, температуры литья, горячей пластической деформации. Для построения диаграммы используют кривые охлаждения чистых компонентов, образующих систему (в общем случае А и В), и их сплавов различного состава, полученные методом термического анализа (рис. 1.8, б). По кривым охлаждения определяют температуры фазовых превращений - критические точки. Диаграммы состояния позволяют определить состав фаз и их количественное соотношение в условиях равновесия при определенной температуре; проследить превращения, протекающие при охлаждении и нагревании; определить температуру начала и конца плавления (затвердевания) сплава; выяснить, будет ли сплав однородным, каковы его жидкотекучесть, пористость, а также выбрать необходимые виды термической обработки сплава. +В процессе кристаллизации любого сплава состав и количество каждой фазы изменяются: количество жидкой фазы уменьшается, а твердой - увеличивается. Количество фаз и их состав в любой точке диаграммы можно определить с помощью правила отрезков. Для определения концентрации компонентов в фазах через заданную точку, характеризующую состояние сплава, проводят горизонтальную линию до пересечения с линиями, ограничивающими данную область диаграммы. Точки пересечения указывают на фазы, находящиеся в равновесии, а проекции точек пересечения на ось концентраций показывают состав этих фаз. Сплавы — это сложные вещества, получаемые сплавлением или спеканием двух или более компонентов. Компоненты — простые вещества (часто это химические элементы), образующие сплав. При сплавлении все компоненты сплава первоначально находятся в жидком состоянии; при спекании, по крайней мере, один из компонентов находится в твердом состоянии. Сплавы могут состоять только из металлов Химические элементы, образующие сплав, называют компонентами Фаза – это однородная часть системы, которая отделена от других частей системы (фаз) поверхностью раздела при переходе через которую химический состав или структура вещества изменяется скачком. В зависимости от характера взаимодействия компонентов различают сплавы: 1) механические смеси; 2) химические соединения; 3) твердые растворы. Сплавы механические смеси образуются, когда компоненты не способны к взаимному растворению в твердом состоянии и не вступают в химическую реакцию с образованием соединения. Образуются между элементами значительно различающимися по строению и свойствам, когда сила взаимодействия между однородными атомами больше чем между разнородными Особенности этих сплавов: 1.Постоянство состава, то есть сплав образуется при определенном соотношении компонентов, химическое соединение обозначается Аn Вm/ 2.Образуется специфмческая, отличающаяся от решеток элементов, составляющих химическое соединение, кристаллическая решетка с правильным упорядоченным расположением атомов (рис. 4.2) 3.Ярко выраженные индивидуальные свойства 4.Постоянство температуры кристаллизации, как у чистых компонентов Кристаллическая решетка химического соединения Сплавы твердые растворы – это твердые фазы, в которых соотношения между компонентов могут изменяться. Являются кристаллическими веществами. Характерной особенностью твердых растворов является наличие в их кристаллической решетке разнородных атомов, при сохранении типа решетки растворителя. Твердый раствор состоит из однородных зерен Классификация сплавов твердых растворов По степеням растворимости компонентов различают твердые растворы: – с неограниченной растворимостью компонентов; – с ограниченной растворимостью компонентов. Для образования растворов с неограниченной растворимостью необходимы: 1.изоморфность (однотипность) кристаллических решеток компонентов; 2.близость атомных радиусов компонентов, которые не должны отличаться более чем на 8…13 %. 3.близость физико-химических свойств подобных по строение валентных оболочек атомов. При ограниченной растворимости компонентов возможна концентрация растворенного вещества до определенного предела, При дальнейшем увеличении концентрации однородный твердый раствор распадается с образованием двухфазной смеси. По характеру распределения атомов растворенного вещества в кристаллической решетке растворителя различают твердые растворы: – замещения; – внедрения; – вычитания. При неограниченной растворимости компонентов кристаллическая решетка компонента растворителя, по мере увеличения концентрации растворенного компонента, плавно переходит в кристаллическую решетку растворенного компонента. Твердые растворы внедрения образуются внедрением атомов растворенного компонента в поры кристаллической решетки растворителя (рис. 4.4 , б). Образование таких растворов возможно, если атомы растворенного элемента имеют малые размеры. Такими являются элементы, находящиеся в начале периодической системы Менделеева, углерод, водород, азот, бор. 1. Феррит (Ф) – твердый раствор внедрения углерода в альфа-железе. Альфа-железо имеет ОЦК структуру, которая стабильна до 911 °С. Наибольшая растворимость углерода в альфа-железе – 0,02% при 727 °С. С понижением температуры снижается и растворимость углерода, и при комнатной температуре она составляет 0,005% по массе. По этой причине феррит называют технически чистым железом, он имеет незначительную твердость (HB = 80-100) и прочность (предел прочности в = 250 МПа), но высокую пластичность (относительное удлинение до 50%, относительное сужение до 80%). При температуре от 1392 °С до 1539 °С железо также имеет ОЦК структуру - это дельта-железо. Твердый раствор внедрения углерода в дельта-железе называют высокотемпературным ферритом. 2. Аустенит (А) – твердый раствор внедрения углерода в гамма-железе. Аустенит имеет ГЦК структуру. В железоуглеродистых сплавах аустенит может существовать только при высоких температурах. В гамма-железе углерод растворяется значительно лучше, чем в альфа-железе, максимальная растворимость углерода в гамма-железе составляет 2,14% и наблюдается при температуре 1147 °С. С пониженим температуры растворимость углерода снижается - до 0,8% при 727 °С. Аустенит имеет твердость HB = 160-200 и весьма пластичен (относительное удлинение 40-50%), наблюдается в сталях при температурах от 727 °С. 3. Цементит (Ц) – химическое соединение железа с углеродом (карбид железа Fe3C). В цементите содержится 6,67% углерода. Температура плавления цементита около 1600 °С. Он очень тверд (HB порядка 800 единиц), хрупок и практически не обладает пластичностью. Выделяют цементит первичный, вторичный и третичный. Их отличия заключаются в происхождении: - первичный цементит образуется из жидкого расплава при кристаллизации железоуглеродистых сплавов (линия СD), - вторичный цементит выпадает из аустенита (по причине уменьшения растворимости углерода в аустените с понижением температуры линия SE) - третичный цементит выпадает из феррита с понижением температуры (по причине снижения растворимости углерода в феррите с понижением температуры линия PQ) Цементит - неустойчивая метастабильная фаза. При нагреве и длительной выдержке цементит распадается на феррит (альфа-железо) и графит (Fe3C -> 3Fe + C). 4. Графит – чистый углерод с гексагональной слоистой структурой. Графит очень мягок (HB = 3) и обладает низкой прочностью. В чугунах и графитизированной стали содержится в виде включений различных форм (пластинчатой, хлопьевидной, шаровидной). С изменением формы графитовых включений меняются механические и технологические свойства сплава. Помимо четырех вышеназванных фаз в струтуре сплавов железа с углеродом выделяют еще две самостоятельные структурные составляющие: перлит и ледебурит. 5. Перлит (П) – механическая смесь феррита и цементита, содержащая 0,8% углерода. Перлит образуется из аустенита при охлаждении его до температуры ниже 727 °С. Таким образом, перлит является эвтектоидом. Перлит может быть пластинчатым и зернистым (глобулярным), что зависит от формы цементита и определяет механические свойства перлита. При комнатной температуре зернистый перлит имеет предел прочности 800 МПа, относительное удлинение 15%, твердость HB = 160. 6. Ледебурит (Л) – механическая смесь аустенита и цементита (Л = А+ Ц), содержащая 4,3% углерода. Ледебурит образуется из жидкого расплава при температуре 1147 °С. Таким образом, ледебурит по своей сути является эвтектикой. Ледебурит образуется при затвердевании жидкого расплава при 1147 °С. Ледебурит имеет твердость HB = 600-700 HB и большую хрупкость. Ледебурит наблюдается в структуре чугунов, в сталях он образовывается только при большом количестве легирующих элементов и содержании углерода более 0,7%. При охлаждении ледебурита до температуры в 727 °С входящий в его состав аустенит становится неустойчивым и распадается, превращаясь в перлит. Таким образом, при температуре менее 727 °С вплоть до 20 °С ледебурит представляет собой механическую смесь перлита с цементитом. Феррит Аустенит Цементит Графит Перлит Ледебурит твердый раствор твердый раствор химическое механическая механическая внедрения внедрения соединение чистый Сущность смесь феррита и смесь аустенита и углерода в альфа- углерода в гамма- железа с углерод цементита цементита железе железе углеродом Обозначение Ф или -Fe(C) Твердость HB 80-100 Содержание до 0,02% углерода А или -Fe(C) Ц или Fe3C Г 160-200 800 3 П = Ф + Ц Fe?(C) + Fe3C 160 до 2,14% 6,67% 100% 0,8% =Л = А + Ц Fe?(C) + Fe3C 600-700 = 4,3% Фазы и структурные составляющие сплавов железа с углеродом Помимо перечисленных структурных составляющих, в железоуглеродистых сплавах могут быть нежелательные неметаллические включения: окислы, нитриды, сульфиды, фосфиды – соединения с кислородом, азотом, серой и фосфором. Тема 2.3. Диаграмма состояния железоуглеродистых сплавов Диаграмма состояния железо-цементит. Структурные составляющие железоуглеродистых сплавов: феррит, цементит, перлит, аустенит, ледебурит. Структура доэвтектоидных. эвтектоидной и заэвтектоидных сталей; доэвтектических, эвтектического и заэвтектических чугунов. Влияние содержания углерода на структуру и свойства сталей. Диаграмма состояния железо-цементит. Структурные составляющие железоуглеродистых сплавов: феррит, цементит, перлит, аустенит, ледебурит. Диаграмма состояния системы «железо – углерод» Диаграмма состояния железо – углерод (Рис.37.) дает представление о строении железоуглеродистых сплавов – сталей и чугунов. Первое представление о диаграмме железо – углерод дал Д.К.Чернов, который в1868 году отметил существование в стали критических точек, и их зависимость от содержания в стали углерода, т.е. по сути, впервые указал на полиморфизм железа. Содержание углерода в диаграмме Fe – C (цементит) ограничивается 6,67%, так как при этой концентрации образуется химическое соединение – карбид железа (Fe3C) или цементит, который и является вторым компонентом данной диаграммы. Железо – металл серебристо - белого цвета, мягкий. Чистое железо содержит 99,91% Fe. Температура плавления железа 1539ºС. До температуры 768ºС железо магнитное. Температура, при которой железо теряет свои магнитные свойства, называется точкой Кюри. Железо имеет две аллотропические модификации: Fe Железо и Fe . существует при температурах ниже 911ºС и выше 1401ºС. В интервале температур 911-1401ºС существует железо . Второй компонент сплава – углерод– также имеет несколько аллотропических разновидностей, отличающихся между собой по внешнему виду, а также по физико-химическим свойствам: графит, алмаз и уголь. Графит – мягкое вещество, пластичен. Алмаз – самое твердое в природе вещество, хрупок, обладает высокой износостойкостью. По диаграмме можно определить структуру сплавов как после медленного охлаждения, так и после нагрева. Согласно диаграмме состояния для железоуглеродистых сплавов характерны следующие фазовые и структурные составляющие. Однофазные составляющие. Феррит – твердый раствор углерода в железе . При комнатной температуре в феррите может раствориться не более 0,006 % углерода. Феррит (почти чистое железо) обладает небольшой прочностью и твердостью (НВ 80-100). Цементит – химическое соединение железа с углеродом (карбид железа), отвечающее формуле Fe3C. Содержание углерода в цементите составляет 6,67% и не изменяется вплоть до температуры плавления. это самая твердая структурная составляющая стали (НВ 750-800); цементит имеет высокую прочность но чрезвычайно хрупок ( магнитен. = 0%); Аустенит – твердый раствор углерода в железе . Максимальная растворимость углерода в аустените 2,14% при 1147º. Аустенит имеет невысокую твердость (НВ 170-200), достаточно высокую прочность наряду с хорошей пластичностью ( = 40-50%), большую стойкость против коррозии, высокое электросопротивление, немагнитен. Микроструктура аустенита представляет зерна в виде многогранников. Двухфазные структуры. Перлит – механическая смесь феррита и цементита (после травления эта структура имеет перламутровый отлив, отсюда и название перлит). Различают два вида перлита – пластинчатый (цементит в виде пластинок) и зернистый (цементит в виде зернышек). Зернистый перлит имеет более высокие механические свойства, чем пластинчатый, занимая промежуточное место между ферритом и цементитом ( НВ 200-250). Перлит содержит 0,83% углерода, обладает высокой прочностью и упругостью, но незначительной вязкостью. Ледебурит (эвтектика) – смесь аустенита и цементита. Ледебурит (по имени немецкого ученого А.Ледебура) образуется при кристаллизации жидкого раствора постоянного состава (4,3%С) при температуре 1147ºС. Ледебурит имеет очень высокую твердость (800HV), очень хрупок. В зависимости от содержания углерода железоуглеродистые сплавы подразделяются на стали и чугуны. Сталями называются железоуглеродистые сплавы, содержание углерода в которых не превышает 2,14%. Стали с содержанием углерода до 0,8% называются доэвтектоидными, 0,8% - эвтектоидными и более 0,8% - заэвтектоидными. Чугунами называются сплавы железа с углеродом, содержащие углерода более 2,14%. Чугуны, содержащие менее 4,3% углерода, называются доэвтектическими, содержащие 4,3% - эвтектическими и более 4,3% - заэвтектическими. Диаграмма состояния железо – углерод построена на координатных осях. По горизонтальной оси отложено процентное содержание углерода, по вертикальной – температура сплава. Превращение из жидкого состояния в твердое (первичная кристаллизация) для всех сплавов начинается по линии АСD, т.е. по линии ликвидуса. При этом сплавы, содержащие 0 – 4,3% С, начинают затвердевать по линии АС, выделяя зерна аустенита, а сплавы, содержащие более 4,3% С, начинают затвердевать по линии СD, выделяя из жидкого сплава зерна цементита. Точка С соответствует эвтектической точке. Сплав, содержащий 4,3% углерода, эвтектический сплав – затвердевает при постоянной температуре 1147ºС (ледебурит). Кривая AECF (линия солидуса) соответствует концу кристаллизации сплавов. Одной из наиболее важных точек диаграммы состояния Fe –Fe3C является точка Е, лежащая при температуре 1147º и соответствующая содержанию углерода 2,14%. Точка Е характеризует наибольшее количество углерода, которое может растворить в себе -железо при 1147ºС. С понижением температуры растворимость углерода в - железе уменьшается по линии ES и при температуре 727º (точка S) становится равной 0,83%.все сплавы содержащие более 2,14% С, имеют постоянную температуру конца затвердевания 1147º. Содержание углерода оказывает влияние на структуру стали, количество и соотношение фаз, поэтому определяет показатели твердости и пластичности металла. При повышении содержания углерода происходит снижение ударной вязкости, и повышается порог хладноломкости. Увеличение концентрации C приводит к изменению и электрических свойств: растет сопротивление и коэрцитивная сила, уменьшается магнитная проницаемость и плотность магнитной индукции. Тема 2.4. Термическая и химико-термическая обработка Сущность термической обработки, ее назначение. Упрочняющая и разупрочняющая термическая обработка сталей (закалка, отжиг). Превращения, протекающие в стали при нагреве (образование аустенита), перегреве и пережоге. Основные виды термической обработки (отжиг, нормализация, закалка, отпуск). Изменение механических свойств. Отжиг стали, его сущность, назначение. Структура и изменение механических свойств отожженной стали. Нормализация стали: сущность, назначение. Структура и механические свойства нормализованной стали после охлаждения на воздухе. Закалка стали: сущность, назначение. Температура нагрева при закалке, скорость охлаждения, охлаждающие среды. Закалка в воду, закалка в масло. Отпуск стали: сущность, назначение, виды. Влияние отпуска на структуру и свойства закаленной стали. Сущность и назначение химико-термической обработки металлов. Ее виды: цементация, азотирование, цианирование (нитроцементация). Термической обработкой металлических сплавов, находящихся в твердом состоянии называется совокупность операций нагрева, выдержки при данной температуре и охлаждения с заданной скоростью. Целью термической обработки является изменение свойств металла путем изменения его структуры. В современном машиностроении широко применяют термическую обработку стали, чугунов и цветных сплавов для создания необходимых свойств: прочности, твердости, износостойкости, обрабатываемости или особых химических и физических свойств. Различают первичную и вторичную термическую обработку. Назначение первичной термической обработки – подготовить структуру сплава к последующим операциям механической обработки и окончательной термической обработке. В результате вторичной термической обработки сплав получает окончательную структуру и приобретает необходимые механические и физико-химические свойства. Основными факторами воздействия при термической обработке являются температура и время. Поэтому режим любой термической обработки можно представить графиком в координатах температура-время. tн – время нагрева, tв – время выдержки при постоянной температуре, t0 – время охлаждения. Отжиг заключается в нагреве сталей до температур выше фазового превращения с последующей выдержкой и медленным охлаждением сплава вместе с печью. В результате отжига получают структуру перлит с ферритом или цементитом, и сталь приобретает высокую пластичность и низкую твёрдость. Отжигу подвергают отливки, поковки, прокат, заготовки из углеродистой и легированной стали. Различают следующие виды отжига: неполный, полный, низкотемпературный, диффузионный и рекристализационный. Если после нагрева охлаждение происходит не вместе с печью, а на воздухе, то такую операцию называют нормализацией. Получаемая структура после нормализации – мелкопластинчатая перлитного класса (перлит, сорбит, троостит). Для низкоуглеродистых сталей структура и свойства после отжига и нормализации ничем не отличаются. При этом операция нормализации дешевле отжига. По этой причине для низкоуглеродистых сталей рациональней проводит нормализацию. Отличия в структуре появляются с повышением содержания углерода. Также существенно может отличаться структура после отжига и нормализации у легированных сталей. Закалка – нагрев стали до температур выше фазовых превращений с последующим быстрым охлаждением со скоростью выше критической. Цель закалки – придать стали большую твердость. После закалки сталь приобретает неравновесную метастабильную структуру и обладает высокой прочностью, твердостью, износостойкостью и повышенной хрупкостью. Закалка не является окончательным видом термической обработки. Для устранения избыточных напряжений и повышенной хрупкости сталь после закалки обязательно подвергают отпуску. Отпуск – нагрев закаленной стали до температур ниже фазовых превращений с последующим охлаждением. В результате отпуска структура стали переходит к более равновесному состоянию, твердость снижается, а пластичность повышается. В зависимости от температуры нагрева отпуск подразделяется на: низкий (150–250 оС), средний (300-450 оС), высокий (500-700 оС). При нагреве стали выше критических точек с образованием аустенита исходной структурой чаще всего является смесь феррита и цементита - перлит. Превращение перлита в аустенит в точном соответствии с диаграммой железо - углерод происходит лишь при очень медленном нагреве. В реальных условиях нагрева при термообработке превращение перлита в аустенит запаздывает, и имеет место перегрев. Скорость превращения зависит от степени перегрева. Чем выше температура, тем больше степень перегрева и тем быстрее идет превращение. Превращение перлита в аустенит происходит в соответствии с общими закономерностями фазового превращения в твердом состоянии. Во-первых, движущей силой превращения является стремление системы достичь минимума свободой энергии. Во-вторых, кинетика фазовых превращений определяется двумя параметрами - скоростью зарождения центров превращения (зародыши аустенита) и линейной скоростью роста из этих центров (зерна аустенита) Химико-термической обработкой называют процесс изменения химического состава, структуры и свойств поверхностных слоев и металла. Такая обработка применима к деталям, от которых требуется твердая и износоустойчивая поверхность при сохранении вязкой и достаточно прочной сердцевины, высокая коррозионная стойкость, высокое сопротивление усталости. Химико-термическая обработка стали основана на диффузии (проникновении) в атомно-кристаллическую решетку железа атомов различных химических элементов при нагреве стальных деталей в среде, богатой этими элементами. Цементация. Цементация — процесс поверхностного насыщения стальных деталей углеродом. Цель цементации получить детали с вязкой сердцевиной и твердой поверхностью. Такие детали во время работы не разрушаются от ударов и хорошо сопротивляются истиранию. Цементации подвергают детали из углеродистой и легированной стали с содержанием углерода от 0,08 до 0,35%. Богатые углеродом смеси, применяемые для цементации, — карбюризаторы — могут быть твердыми, жидкими и газообразными. Цементация в твердом карбюризаторе производится путем нагрева деталей, упакованных в железные ящики (рис. 68) вместе с карбюризатором. Карбюризатор представляет собой порошкообразную смесь, состоящую из древесного угля (70%), углекислого бария ВаСO3 (20—25%) и углекислого кальция СаСO3 (3—5%). Температуру цементации принимают на 20—50° выше точки АC3 . Температура до 920—930° С позволяет почти в два раза сократить длительность процесса без ухудшения механических свойств стали. Насыщение стали углеродом происходит путем непосредственного соприкосновения частиц угля с поверхностью стальных деталей в газовой среде, которая служит передатчиком углерода Жидкостной цементации подвергают мелкие изделия; их погружают в расплавленные соляные ванны, состоящие из 75-85% Na2CO3 (сода), 10-15% NaCl(поваренная соль) и 6—10% SiC(карбид кремния). Газовая цементация в окиси углерода СО впервые была применена П. П. Аносовым. Сущность ее состоит в том, что цементируемые изделия нагревают и выдерживают при температуре 920—950° С в печи, куда в течение всего процесса непрерывно подается цементирующий газ. Для этой цели используют природный газ, состоящий в основном из метана СН4 Азотирование. Азотированием называется насыщение поверхности стали азотом. Основоположником азотирования стали является русский ученый проф. Н. П. Чижевский, который впервые исследовал и применил этот процесс. Для азотирования используют аммиак NH3. Сущность азотирования заключается в том, что аммиак при температуре 500—750° С разлагается на азот и водород, и активные атомы азота (атомарный азот), диффундируя в поверхностный слой, сообщают поверхности стали большую твердость, не влияя на механические свойства сердцевины деталей. В промышленности для изготовления деталей, подлежащих азотированию, в настоящее время широко применяют сталь марки 35ХМЮА или ее заменитель 35ХВФЮА. После окончательной механической обработки детали закаливают от температуры 960° С с охлаждением в воде или в масле и подвергают отпуску при 600 Азотирование имеет ряд преимуществ перед цементацией: она дает незначительное изменение размеров деталей, обеспечивает более высокую твердость и износоустойчивость (при нагреве до температуры 500—550° С твердость азотированных деталей не снижается); сообщает деталям хорошую сопротивляемость действию переменных нагрузок, высокий предел выносливости и коррозионную стойкость. Недостаток азотирования — длительность процесса. Цианирование — процесс одновременного насыщения поверхности стали углеродом и азотом для придания ей высокой твердости, сопротивляемости истиранию и коррозионной стойкости. Одновременное присутствие в среде углерода и азота ускоряет их совместную диффузию в поверхностные слои стали. Такими средами могут быть расплавленные цианистые соли (жидкостное цианирование), науглероживающие и азотирующие газы (газовое цианирование), твердые порошки и пасты (твердое цианирование). Цианированию подвергают углеродистые и легированные стали. Существует два вида цианирования: высокотемпературное и низкотемпературное. Высокотемпературное цианирование применяют для деталей из углеродистой и легированной стали с содержанием углерода 0,3—0,4% с целью получения твердого, хороша сопротивляющегося истиранию поверхностного слоя и вязкой сердцевины. Низкотемпературное цианирование применяют для инструментов из быстрорежущей стали при температурах 500—600° С, т. е. ниже точки AC1 Тема 2.5. Углеродистые стали Стали, их классификация по химическому составу, назначению, качеству, степени раскисления. Влияние углерода и постоянных примесей на структуру и механические свойства стали. Углеродистые конструкционные стали обыкновенного качества и качественные: состав свойства, применение, маркировка. Углеродистые инструментальные стали: классификация, состав, свойства, марки, применение. Доэвтектоидные, эвтектоидные, заэвтектоидные. Области применения. Сталь – сплав железа, содержащий менее 2,14% углерода и другим металлические и неметаллические компоненты. Она является одним из самых распространенных материалов и самым распространенным металлическим сплавом. Сталь применяется во всех отраслях хозяйства и во всех сферах жизни человека — от иголки шитья до корпуса атомного реактора и от винтика в дверном замке до пилона моста через пролив. За время развития металлургии для различных целей были разработаны сотни различных сортов, или марок сталей. Из них широко используются 7-8 десятков, остальные служат для специальных и редких применений. Классификации сталей Чтобы разобраться во всем многообразии марок, металлурги применяют несколько классификаций: Стали классифицируют: по химическому составу; по структуре; по назначению; по качеству; по степени раскисления. Существуют и другие классификации, но их применение ограничивается научными и узкоспециальными областями применения. Классификация по химическому составу По химическому составу классификацию проводя, подразделяя на: углеродистые и легированные стали, которые, в свою очередь, подразделяются на: углеродистые Содержание углерода, % < 0,2 низкоуглеродистые 0,2–0,45 среднеуглеродистые >0,45 высокоуглеродистые легированные Содержание присадок,% <2.5 низколегированные 2,5-10 среднелегированные >10 высоколегированные Содержание углерода не влияет на степень легирования, Если доля Mn превышает 1%, а Si- 0,9%, они также признаются легирующими добавками Классификация по структуре Структура стали, кроме ее химического состава, зависит от многих факторов, влиявших на нее на этапах отливки и термической обработки. Классификация по структуре после процедуры отжига, во время которого заготовку нагревают до температуры пластичности и медленно охлаждают прямо в печи, следующая: доэвтектоидные – с избыточными ферритовыми включениями; эвтектоидные – ферриты замещаются перлитами; заэвтектоидные – с включениями вторичных карбидов; ледебуритные – с включениями первичных карбидов; аустенитные; ферритные. После проведения процедуры нормализации, заключающейся в нагревании до температуры пластичности и остывании на открытом воздухе, классификация различает такие группы, как: перлитные; аустенитные; ферритные. Классификация по степени раскисления Процесс раскисления приводит к снижению содержания кислорода в расплаве. Классификация предусматривает такие классы, как: спокойные (сп); полуспокойные (пс); кипящие (кп). Основными раскислительными добавками служат Mn, Al, Si. Классификация стали по содержанию примесей Кроме классификации по содержанию углерода и по степени раскисления, применяется классификация по качеству, определяемому методом производства и содержанием вредных примесей, прежде всего, серы и фосфора. Классификация сталей по качеству: Группа Сера, % Фосфор, % Обыкновенные (рядовые) < 0,06 < 0,07 Качественные < 0,04 < 0,035 Высококачественные < 0,025 < 0,025 Особовысококачественные < 0,015 < 0,025 В некоторых классификациях особовысококачественные включают в состав высококачественных. Обыкновенного качества Большую часть рядовых сталей составляют углеродистые сплавы (С < 0,6%) Их производят мартеновским способом или конвертерным с использованием кислорода. Эти виды стали предназначены для самых массовых применений, недороги в производстве, хорошо поддаются обработке, но и не обладают особой прочностью или износостойкостью. Качественные К качественным относятся как углеродистые, так и легированные. Также производятся мартеновским или конвертерным способом с кислородным дутьем, но к составу сырья предъявляются намного более строгие требования, чем в случае рядовых. Также строже требования к соблюдению параметров плавки и розлива. Такие группы сталей стоят дороже и применяются для более ответственных деталей, работающих в условиях серьезных нагрузок. Высококачественные Эта группа производится более совершенными с точки зрения технологии способами, такими, как выплавка в электропечах. Особенности технологии производства позволяют добиться особо низкого содержания вредных примесей неметаллов и газовых включений, что гарантирует высокие механические свойства. Такие стали используются в особо ответственных узлах, а стоимость их в несколько раз выше, чем обычных. Особовысококачественные Они завершают классификацию сталей по качеству. Их производят, переплавляя электрошлаковым способом, что дает возможность в несколько раз снизить содержание примесей. Некоторые марки по цене приближаются к драгоценным металлам, и применяют такие легированные стали в уникальных случаях — в деталях атомных реакторов, криогенных установках, оборонной и аэрокосмической отрасли и некоторых других. Классификация стали по назначению Следующий вид классификации сталей — по назначению: конструкционные; инструментальные; с особыми физико-химическими характеристиками. Эта классификация в достаточной степени условна, в одной группе могут находиться десятки марок, а в другой — однадве. К тому же многие марки по своим механическим свойствам применимы и для смежных назначений. При выборе марки для конкретной конструкции или детали дизайнеры и технологи учитывают, кроме формального назначения, еще множество факторов, таких, как цена, обрабатываемость, совместимость с другими деталями по коэффициенту теплового расширения и других. Иногда конструктор применяет марку, заведомо превосходящую по своим параметрам и стоимости простую конструкционную марку, вполне подходящую для данной детали. Это допустимо в условиях уникального производства или особо малых серий, высоких транспортных расходах, и ряде других случаев. Любое такое решение должно быть оправдано с финансовой точки зрения. Конструкционные Конструкционные стали обыкновенного качества представляют собой одну из самых обширных групп. Классификация предусматривает: строительные; холодной штамповки; цементируемые; улучшаемые; высокопрочные; пружинно-рессорные; подшипниковые; автоматные; коррозионностойкие; износостойкие; жаропрочные и жаростойкие. Строительные Сюда входит большое количество марок рядовых углеродистых и сплавов низкого легирования. Из таких материалов создают сложные пространственные конструкции, нагрузка в которых равномерно распределяется между всеми элементами. К каждому из них не предъявляется особых требований, кроме хорошей свариваемости. Для холодной штамповки В ходе холодной штамповки форма заготовки и ее размеры существенно меняются, поэтому к этой группе низкоуглеродистых качественных сплавов основное требование другое — высокая пластичность и стойкость на разрыв. Цементируемые Эта группа используется для производства узлов и деталей, подверженных трению и переменным периодическим нагрузкам. Процедура цементации служит для повышения стойкости поверхности к износу. В нее входят низкоуглеродистые (0,1-0,3%) и часть легированных сплавов. Улучшаемые Эти марки предназначены для специальных видов термообработки, таких, как закалка и отпуск, применяемых для улучшения прочностных и других механических характеристик материала. В группу входят как среднеуглеродистые, так и хромистые, в том числе с присадками бора, марганца, никеля и молибдена. Высокопрочные Для высокопрочных среднеуглеродистых высоколегированных сплавов специально подбирается состав и соотношение присадок, а также специфические программы термообработки. В результате металлурги достигают прочностных характеристик, в два и более раза превосходящих параметры конструкционных марок. Применяются в особо ответственных узлах. Пружинные Главная особенность пружинно — рессорных марок — это способность к многократным упругим деформациям без накопления эффекта усталости. Очень широко применяются на транспорте и в машиностроении, везде, где требуется амортизация, гашение колебаний или обеспечение возврата частей механизма в исходное положение после выполнения рабочего движения. Для повышения предела упругости углеродистые сплавы легируются кремнием, марганцем, бором и другими элементами. Подшипниковые Чтобы обеспечить требуемый ресурс эксплуатации двигателей, станков и других механизмов, использующих подшипники, изделия из сплавов этой группы должны быть высокопрочными, износостойким и выносливыми. Должны быть минимизированы посторонние включения, неоднородности, все виды пор. Содержат около одного процента углерода и 0,8-1,5% хрома, подвергаются специальному уплотнению и термообработке Автоматные Главный параметр для сплавов этой группы — высокая обрабатываемость, образование легко отламывающейся короткой стружки и пониженное трение меду деталью и инструментом. Их применяют для производства массовых серий крепежных компонентов на автоматизированных производственных комплексах. В состав добавляют серу, свинец, селен и теллур. Минусом становится сниженная пластичность материала. Износостойкие Путем добавления в сплав больших количеств марганца получают износостойкие марки стали. Их назначение — производство узлов, подверженных сильному трению, в том числе и абразивному, большим статическим и динамическим нагрузкам. Это элементы стрелок на рельсовом пути, горного оборудования, ковшей погрузчиков, гусениц. Коррозионностойкие нержавеющие Эти низкоуглеродистые сплавы подвергают сильному легированию хромом и марганцем. При кристаллизации хром формирует тонкий поверхностный слой окислов, защищающий деталь от воздействия химически активных сред. Такие сплавы могут эксплуатировать как в слабоагрессивных (вода, пар), так и высоко агрессивных средах (растворы кислот, щелочей, морская вода) при температурах до 60 °С Внутри коррозионностойкой группы есть своя классификация Коррозионностойкие. Из них делают валы, пружины, клапаны, турбинные лопатки, выдерживающие высокие нагрузки и до 600 °С. Жаростойкие. Предназначены для работы в условиях высоких температур (до 1200 °С) при ограниченных нагрузках. Жаропрочные. Малоуглеродистые высоколегированные никелем, кремнием и другими присадками сплавы могут работать в условиях как высоких температур (до 75% от температуры плавления), так и высоких нагрузок. Криогенные. Сохраняют упругость и вязкость в условиях низких и особо низких температур (до -200 °С). Применяются для изготовления комплектующих промышленных и научных холодильных установок. По своим свойствам эти материалы значительно отличаются от широко известно пищевой нержавейки, из которой делают посуду и кухонное оборудование. Инструментальные стали К материалам из большой и разнообразной группы инструментальных марок предъявляются специфические требования, связанные с особенностями применения производимых из них изделий. Внутри группы также есть свои подгруппы. Основные – это сплавы для: режущих инструментов; измерительных инструментов; штамповые; валковые. Для режущих инструментов Главное требование к сплавам этой группы — способность сохранять заданную твердость, прочность и термостойкость при длительных механических и термических нагрузках. Такие сплавы отличаются весьма высокой стоимостью, поэтому режущий инструмент, как правило, не делают целиком из инструментальных материалов, а используют режущие пластины или поверхности другой формы, вплавляемые или закрепляемые на основе, сделанной из конструкционных марок. Это позволяет существенно снизить стоимость и продлить срок службы инструмента Группа также подразделяется на: Углеродистые инструментальные сплавы. В их состав входит от 0,5 до 1,3% углерода. Применяется для обычного режущего инструмента массового применения. Легированные инструментальные. Для повышения прочности и теплостойкости (до 300 °С) применяют легирующие добавки – хром, ванадий и другие от 1 до 3%. Из таких материалов делают сверла, фрезы и протяжки. Быстрорежущие. Применяются для высокоэффективного прогрессивного инструмента, обладающего высокой теплостойкостью — до 660 °С. Высокая стоимость прогрессивного инструмента с лихвой окупается в общем случае повышением производительности оборудования, сокращением износа станков в расчете на одно изделие, снижением трудоемкости и повышением темпа выпуска изделий. Экономический эффект зависит от размера серии. Стали для измерительных инструментов Основное требование к материалам этой группы — это стабильность формы и размеров в процессе измерения и хранения. Второе по значимости свойство — это исключительное качество поверхности, хорошая обрабатываемость и особенно шлифуемость. Разумеется, требования к износостойкости и твердости также остаются в силе. Применяют как недорогие углеродистые славы, так и легированные хромом, никелем и другими присадками. Изделия подвергают цементации и закалке для улучшения качества поверхности и повышения износостойкости. В последнее время, с развитием передовых бесконтактных способов и средств измерения, таких, как лазерные, ультразвуковые и программно-аппаратное интегрированные в обрабатывающие центры, потребность в сплавах этой группы несколько снизилась. Но они по-прежнему востребованы как на опытных производствах, так и при изготовлении и поверке тех самых прогрессивных средств измерения. Штамповые стали Сплавы этой группы должны отличаться особой твердостью, прокаливаемостью и термостойкостью. Главное же требование к ним — высокая износостойкость и постоянство формы изделия. Сюда входят сплавы: Холодной штамповки. К основным требованиям — твердости, износостойкости, стабильности формы и размеров — добавляются термостойкость и высокая вязкость, поскольку изделия работают в условиях высокого давления и ударов. Изготавливаются на основе хромосодержащих лигатур с добавлением других элементов. Многие сорта взаимозаменяемы с быстрорежущими. Горячей штамповки. К требованиям для сплавов холодной штамповки добавляется повышенная прочность и вязкость при сильном нагревании (до 500 °С) и высокая теплопроводность для избегания перегрева. Легируются высокими содержаниями хрома, ванадия, никеля и др. Валковые стали Применяются для изготовления разнообразных валков прокатных станов, ножей для резки металла, матриц и пуансонов. Применяются также для изготовления уникальных высоконагруженных узлов бумагоделательного и горного оборудования. К ним выдвигаются следующие требования: Высокая прокаливаемость для достижения необходимой прочности по всей детали, достигающей иногда десятка метров. При этом закалку проводят с медленным графиком охлаждения в масле. Глубокая прокаливаемость. Для обеспечения постоянства размеров и формы выпускаемого проката важно, чтобы зона высокой прочности не сосредотачивалась в приповерхностном слое, а равномерно проникала по всему объему изделия, достигающего в диаметре нескольких метров, гарантируя заданную жесткость всего валка. Этого добиваются доведением углерода до 0,8%, специальным подбором лигатур (включая кремний и бор) и тщательным соблюдением программы термообработки, в особенности в части графика охлаждения. Высокая износостойкость. Гарантирует долгую бесперебойную работу всего прокатного стана, стабильность параметров проката и снижение расходов на внеплановый ремонт и последующую настройку оборудования. Достаточная контактная прочность. Значение параметра с заданным запасом должно превышать напряжения, возникающие в ходе технологического процесса, учитывая как нагрузки от веса самого оборудования, так и возникающие вследствие сопротивления прокатываемого материала. Минимизация собственных деформаций, нарушения соосности и коробления в ходе термообработки, а также максимально возможная стабильность формы и размеров изделия при его работе. Завершается перечень требований приемлемой обрабатываемостью изделий и отличной шлифуемостью и полируемостью поверхностей. Это позволит получать прокат стабильно высокого качества. Что означает маркировка стали По маркировке стали можно легко определить ее назначение, химический состав, метод производства и некоторые другие параметры, иными словами, произвести исчерпывающую классификацию. В Российской Федерации и странах СНГ маркировка состоит из цифровых и буквенных позиционных обозначений. На первом месте располагаются одна или две цифры, показывающие процент содержания углерода. Если его больше одного процента, используют две цифры, если меньше — то одну, и значение показывается в десятых долях. Далее идут группы, обозначающие тип и содержание легирующих присадок Буквенные коды элементов можно посмотреть здесь: буквенные обозначения легирующих присадок Если содержание элемента больше одного процента, то указывается содержание в процентах, если меньше — остается только буква. В конце кода может быть добавлена буквы А или АА, обозначающая содержание фосфора и серы и соответствующая качественным и высококачественным категориям. Добавляют также и буквы, указывающие на степень раскисления: кп — кипящая; пс — полуспокойная; сп — спокойная. В США и Западной Европе, а также в Китае и Японии приняты свои способы классификации и маркировки сталей. Таблицы соответствия содержатся в марочниках. Тема 2.6. Легированные стали Классификация легированных сталей по химическому составу, структуре в равновесном состоянии, качеству, назначению, количеству легирующих элементов. Конструкционные легированные стали: их состав, свойства, маркировка, применение. Преимущества легированных сталей по сравнению с углеродистыми. Коррозионно-стойкие стали: марки, составы, свойства, примеры, применение. Инструментальные легированные стали, их химический состав, механические свойства, маркировка и область применения. Быстрорежущие стали: маркировка, состав, свойства, область применения, термическая обработка. В зависимости от состава легированные стали классифицируют на никелевые, хромистые, хромоникелевые, хромоникельмолибденовые и т. п. Классификация легированных сталей по равновесной структуре Перлитные стали: доэвтектоидные стали; эвтектоидные; заэвтектоидные стали. Сталь ледебуритного класса; Сталь ферритного класса; Сталь аустенитного класса; Стали полуферритного и полуаустенитного класса (аустенито-ферритная сталь). Таким образом, по количеству легирующих элементов легированная сталь подразделяется на: высоколегированную, с массой легирующих добавок более 10 % от общей массы; среднелегированную, с массой легирующих добавок от 2 до 10 % от общей массы; низколегированную, с массой легирующих добавок от 2,5 % от общей массы По назначению стали подразделяются на: конструкционные легированные стали, инструментальные легированные стали, стали с особыми свойствами. В состав обычного металла входит железо, углерод и различные примеси. При легировании, как уже указывалось ранее, в него добавляют еще другие компоненты, носящие название легирующих. Основные легирующие элементы отображены в таблице: Маркировка Элемент Маркировка Элемент Г Mn (Марганец) К Co (Кобальт) С Si (Кремний) Л Be (Берилий) Х Cr (Хром) М Mo (Молибден) Н Ni (Никель) Р B (Бор) Д Cu (Медь) Т Ti (Титан) А N (Азот) Ю Al (Алюминий) Ф V (Ванадий) Ц Zr (Цирконий) Б Nb (Ниобий) П P (Фосфор) В W (Вольфрам) Е Se (Селен) Ч Редкоземельные металлы Легирующие элементы в стали повышают ее прочность и снижают опасность ее хрупкого разрушения. В зависимости от хим. состава и свойств: качественная; высококачественная — А; особо высококачественная (сталь электрошлакового переплава) — Ш.(например ШХ15) По видам обработки: прокат горячекатаный и кованый (в том числе с обточенной или ободранной поверхностью); калиброванный; со специальной отделкой поверхности. По качеству поверхности: 1 группа; 2 группа; 3 группа. По состоянию материала: без термической обработки; термически обработанный — Т; нагартованный — Н. Марки стали: 15Х, 20Х, 30Х, 35Х, 38ХА, 40Х, 45Х, 50Г, 12ХН, 20ХН, 40ХН, 14ХГН, 19ХГН, 20ХГНМ, 30ХМ. Заменители некоторых марок стали: 20Х — 15Х, 20ХН, 12ХН2, 18ХГТ; 30ХГСА — 40ХФА, 35ХМ, 40ХН, 25ХГСА, 35ХГСА; 40Х — 45Х, 38ХА, 40ХН, 40ХС. Обозначение марок конструкционной легированной стали: две первые цифры указывают содержание углерода в сотых долях процента, цифры после букв указывают содержание легирующего элемента в целых единицах. ПРИМЕНЕНИЕ КОНСТРУКЦИОННОЙ ЛЕГИРОВАННОЙ СТАЛИ МАРКА СТАЛИ 60С2(А) ОБЛАСТЬ ПРИМЕНЕНИЯ Рессоры из полосовой стали толщиной 3-16мм и пружинной ленты толщиной 0,08-3мм; виты из проволоки диаметром 3-16мм. 70СЗА Тяжелонагруженные пружины ответственного назначения. Сталь склонна к графитизации. 50ХГ(А) Рессоры из полосовой стали толщиной 3-18мм. 50ХФА(ХГФА) Ответственные пружины и рессоры, работающие при повышенной температуре (до 30 подвергаемые многократным переменным нагрузкам. 60C2XA Большие высоконагруженные пружины и рессоры ответственного назначения. 60C2H2A(C2BA) Ответственные высоконагруженные пружины и рессоры из калиброванной стали и пружинно 20Х Кулачковые муфты, втулки, шпиндели, направляющие планки, плунжеры, оправки, копиры, валики и др. 40Х Зубчатые колеса, шпиндели и валы в подшипниках качения, червячные валы и др. 45Х, 50Х Зубчатые колеса, шпиндели, валы в подшипниках качения, червячные и шлицевые валы, и д работающие на средних скоростях при небольшом давлении. 38ХА Зубчатые колеса, работающие на средних скоростях при средних давлениях. 45Г2, 50Г2 Крупные малонагруженные детали: валы, зубчатые колеса тяжелых станков и т.п. 18ХГТ Детали, работающие на больших скоростях при высоких давлениях и нагрузках. 20ХГР Тяжелонагруженные детали, работающие при больших скоростях и нагрузках. 15ХФ Некрупные детали, подвергаемые цементации и закалке с низким отпуском. 40ХС Мелкие детали высокой прочности. 40ХФА 35ХМ Ответственные высокопрочные детали, подвергаемые закалке и высокому отпуску; средни детали сложной формы, работающих в условиях износа; ответственные сварные конструкции, работа знакопеременных нагрузках. Валы, детали турбин и крепеж, работающие при повышенной температуре. Существенным недостатком углеродистой стали является ее низкая прокаливаемость. Это не позволяет реализовать потенциальные возможности стали в крупногабаритных конструкциях. При закалке массивной детали термическому упрочнению подвергается только поверхностный слой детали толщиной в половину критического диаметра, который для углеродистых сталей не превышает 25 мм. Сердцевина детали сохраняет структуру, а, следовательно, и низкие механические свойства незакаленной стали. Не менее важное ограничение на технические возможности углеродистой стали накладывает резкое уменьшение ее пластичности и вязкости с увеличением содержания углерода. Это ограничение особенно наглядно выявляется в свойствах заэвтектоидной стали: инструмент из углеродистой стали хрупок, он не выдерживает ударных нагрузок. Приемлемую для режущего инструмента вязкость углеродистая сталь сохраняет только до содержания углерода 1,3%. При большем содержании углерода низкий уровень пластичных свойств не позволяет использовать углеродистые стали в качестве инструментального материала. Для устранения отмеченных недостатков в состав углеродистой стали вводят дополнительные химические элементы, т.е. ее легируют, а получаемые при этом стали называют легированными. Наряду с устранением путем легирования присущих углеродистой стали недостатков можно также достигать нужных свойств, т.е. получать стали со специальными свойствами, например коррозионно-стойкие, жаропрочные, немагнитные и др Нержавеющие свойства сталь приобретает при добавлении хрома. Марки 20Х13, 40Х13, 95Х18 широко используются для изготовления режущего инструмента (ножи т. д.). Такие стали являются коррозионно-стойкими, жаропрочными и жаростойкими. Коррозионно-стойкие стали содержат не менее 12 % Cr. Только при содержании хрома больше 12 % сталь из активного состояния переходит в пассивное (ее электрохимический потенциал резко изменяется от -0,6 до +0,2). При этом наилучшей стойкостью против коррозии сталь обладает при условии, что весь хром находится в твердом растворе. Коррозионная стойкость с увеличением содержания углерода ухудшается, т. к. образуются карбиды, уменьшающие содержание хрома в твердом растворе и создающие двухфазную структуру. В зависимости от химического состава коррозионно-стойкие, нержавеющие стали делятся на: *хромистые, *хромоникелевые. Хромистые стали. Стали мартенситного класса марок ст.20X13, ст.30X13, ст.40X13 содержат в среднем около 13% хрома. Это минимальное количество хрома, делающее сталь нержавеющей. Эти стали устойчивы против коррозии в атмосфере, слабых растворах органических кислот и солей и других агрессивных средах. Для повышения коррозионной стойкости стали подвергаются: *упрочняющей термической обработке, *шлифованию, *полированию. Чем больше в хромистых сталях углерода, тем сильнее снижается коррозионная стойкость. С повышением содержания углерода возрастает также хрупкость сталей. С понижением содержания углерода хромистые стали по структурному признаку переходят из мартенситного класса в мартенситно-ферритный (сталь марки ст.12X13) и даже чисто ферритный (сталь марки ст.08Х13) классы. Стали марок ст.08Х13, ст.12X13, ст.20Х13 являются не только коррозионно-стойкими, но и жаропрочными. Они могут использоваться при температурах 500-650 °С в нагруженном состоянии. Недостатком хромистых сталей с 13% хрома является низкая стойкость против коррозионного растрескивания и точечной коррозии в средах, содержащих ионы хлора. Хромоникелевые стали. Стали марок ст.20X17Н2 (мартенситного класса) и ст.14Х17Н2 (мартенситно-ферритного класса) имеют более высокие механические свойства и коррозионную стойкость, чем рассмотренные хромистые стали. Сталь марки ст.20X17Н2 хорошо штампуется, удовлетворительно обрабатывается резанием, сваривается всеми видами сварки. Удовлетворительные технологические свойства имеет и сталь марки ст.14X17Н2. Она устойчива по отношению к азотной кислоте, многим органическим кислотам. Сталь не только коррозионно-стойкая, но и жаропрочная и может применяться при температуре до 400 °С. Нержавеющая сталь применяется в сельхозмашиностроении, вагоностроении, автомобилестроении, в авиакосмической, нефтехимической, медицинской, пищевой промышленности (в т.ч. винодельческой промышленности для перекачивания вин, фруктовых соков, виноматериалов), при производстве инструмента сложной конфигурации (например, ножей для обработки кожи), в атомном машиностроении, в энергетическом машиностроении, в дизайне и оформлении, в судостроении, на заводах капитального ремонта транспорта, в производстве бытовой техники. Легированные стали для режущего и измерительного инструмента. По характеру легирования, свойствам и областям применения стали можно разделить на две группы: 1) небольшой прокаливаемости (7ХФ, 8ХФ, 9ХФ, 11ХФ, 13Х, ХВ4, ХВ5); 2) повышенной прокаливаемости (9Х, X, 9ХС, ХГС, 12X1, 9ХВГ, ХВГ, ХВСГ). Химический состав легированных инструментальных сталей приведен в ГОСТ 5950-2000 . Стали, входящие в первую группу, по устойчивости переохлажденного аустенита незначительно превосходят углеродистые стали У7-У13, но благодаря легированию хромом (0,2-0,7 %), ванадием (0,15-0,3%) и вольфрамом (до 4 %) имеют повышенные устойчивость против перегрева, износостойкость и теплостойкость. Так же как и углеродистые стали У7-У13, они после термической обработки содержат мало остаточного аустенита, что обеспечивает им высокий предел текучести. Большинство из этих сталей с успехом используют при изготовлении инструментов, подвергаемых поверхностной (местной) закалке. Некоторые из сталей небольшой прокаливаемости имеют специализированное применение: сталь 13Х предназначена главным образом для бритвенных ножей, лезвий, хирургического и гравировального инструмента; сталь ХВ4 рекомендуется для резцов и фрез, используемых для обработки резанием с небольшими скоростями материалов высокой твердости; сталь В2Ф используется для изготовления ленточных пил и ножовочных полотен для резки конструкционных сталей средней твердости. Стали второй группы имеют более высокое содержание хрома (0,8-1,7%), наряду с которым в ряде марок присутствуют марганец, кремний, вольфрам. Обозначение марки стали: первые цифры — массовая доля углерода в десятых долях процента, затем буквы — вещество, используемое в качестве легирующего элемента, цифры, стоящие после букв, — средняя массовая доля соответствующего легирующего элемента в целых единицах процентов. Начальную цифру опускают, если содержание углерода не менее 1%. Буква «А», в середине марки стали — содержание азота, в конце — сталь высококачественная. Например, сталь 5ХНМ — 0,5 С, 1 Cr, 1 N1, до 0,3 Mo. Быстрорежущая сталь относится к группе высоколегированных сталей. В состав ее входит вольфрам (17,5-19%), ванадий (1-2,6%), молибден (0,03-3%), хром (3,8-4,4%). Наличие этих элементов повышает прочность и красностойкость. Красностойкость обусловливается содержанием в составе стали вольфрама (или молибдена) и ванадия. Инструменты (сверла, метчики, развертки, резцы, фрезы и т. д.), изготовленные из быстрорежущей стали, не теряют своих режущих свойств при температуре, превышающей 600°, поэтому эта сталь применяется при скоростном резании металла. Марки и химический состав быстрорежущей стали приведены в табл. 10. Цифры в марке обозначают среднее содержание вольфрама в процентах, а буква М указывает на содержание молибдена. Например, в стали марки Р18 содержится в среднем 18% вольфрама, а в марке Р9 - около 9% и т. д., остальное составляют примеси (углерод, кремний, марганец, сера, фосфор и др.). Быстрорежущая сталь обладает малой теплопроводностью и склонна к образованию трещин, изделия из нее нагревают до 820—850° С медленно, чтобы не вызвать тепловых напряжений, а затем быстро до 1260—1280° С Тема 2.7. Твердые сплавы, минералокерамика, сверхтвердые инструментальные материалы Спеченные твердые сплавы. Минералокерамика. Сверхтвердые инструментальные материалы (СТМ). Классификация спеченных твердых сплавов: вольфрамовые (ВК), титановольфрамовые (ТК), титано-танталовольфрамовые (ТТК), безвольфрамовые. Их состав, свойства, марки, область применения. Твердые сплавы К твердым сплавам относится отдельная группа соединений, которые способны сохранять свои свойства при достаточно высоких температурах, длительном механическом воздействии на другие материалы. Даже при достижении температуры в 1150 °C твердый сплав сохраняет все физические и механические свойства. Они изготавливаются из тугоплавких металлов, обладающих повышенной твердостью. Характерные особенности и маркировка Характерной особенностью получения подобных соединений является применение специфических технологических процессов. Таким процессом является специальное прессование. Он осуществляется тщательным перемешиванием металлических порошков с добавлением порошкового кобальта. Затем производится процесс так называемого термического спекания. Применяют высокотемпературное сплавление специальной шихты. Такая шихта состоит из большого числа компонентов. В нее входят: вольфрам, кобальт, битое стекло, кокс, легирующие добавки, например, хром. Для идентификации всего многообразия таких соединений, ГОСТ установлена следующая маркировка твердых сплавов. Марки твердых сплавов состоят из заглавных букв русского алфавита и набора цифр. Каждая буква несет свою смысловую нагрузку. В качестве примера можно привести следующие марки: ВК2 – первая буква «В» указывает на наличие в составе вольфрама, вторая определяет наличие кобальта. Цифра указывает на процентное содержание каждого металла. В нашем случае это 2% приходится на кобальт, основу составляет вольфрам. Его содержание достигает 98%; ВК6М – это также вольфрамокобальтовый твердый слав. Шестерка означает процент имеющегося кобальта. Остальные 94 процента – это вольфрам. «М» конкретизирует область применения. Она указывает на применение данного материала при производстве инструмента для обработки металлов, которые трудно, практически невозможно обработать (например, нержавеющая сталь). Сплав ВК8 имеет состав: 92% стали, 8% вольфрама. Т5К10 – такая маркировка указывает — этот образец включает три элемента: вольфрам, титан, кобальт. В нем содержится: вольфрама – 85%, титана – 5%, кобальта -10%. Т14К8 – имеет такой же состав элементов. Но отличается их процентное содержание: вольфрам – составляет 78%, титан -14%, кобальт – 8%. ТТ7К12 – в его состав входят четыре основных металла: вольфрам, титан, тантал, кобальт. Вольфрам – 81%, кобальт – 12%, остальное приходится на сплав двух оставшихся металлов. Современные технологии позволили разработать уникальные соединения с добавлением таких элементов, как никель и молибден. Например, КТС-1 или ТН-20. Международная классификация ИСО все отечественные сплавы, зарубежные аналоги разделила на области применения. Эта классификация обозначается буквами латинского алфавита, которые указывают на обрабатываемый материал: Н – используются для закаленной стали; К – для всех видов чугуна; М – применяется для нержавеющей стали; N –используется для металлов, относящихся к категории цветных металлов или их соединений; P –отдельной категории отливок, у которых формируется так называемая сливная стружка; S – для металлов и соединений с повышенными жаропрочными характеристиками. Классификация Многообразие подобных материалов требует четкого разделения по характерным особенностям. Классификация твердых сплавов производится по таким признакам: составу химических элементов (наименованию, процентному содержанию); по технологии производства; области применения. По присутствующим химическим элементам их делят на следующие категории: вольфрамокобальтовые (маркировка ВК); титановольфрамокобальтовые (ТК); титанотанталовольфрамокобальтовые (ТТК). По применяемым технологиям получения разделяют на: спекаемые, литые, порошкообразные. Спекаемые, состоят из карбидов. Делятся на три группы: однокарбидные (карбид вольфрама); двухкарбидные (включающие карбиды двух металлов: титана и вольфрама); трехкарбидные (сваренные из трех элементов). По процентному содержанию каждого элемента их делят на следующие группы. К первой относятся материалы, состоящие из карбида вольфрама и кобальт. Они имеют обозначения ВК. К этой многочисленной группе относятся сплав: ВК4, ВК3М, ВК6М. очень популярным является твердый сплав ВК8 и ВК3. Расшифровывается ВК3 так же, как и все вольфрамовые сплавы. Вторая объединяет титановольфрамовые сплавы. Имеет аббревиатуру ТК. К ней относятся: Т5К10, Т14К8. Третья включает все титанотанталовольфрамовые сплавы. Обозначают ТТК. Например, ТТ7К12 и другие. Четвертая, объединяет материалы, у которых имеется износостойкое покрытие. Они обозначаются аббревиатурой ВП. В нее входят: ВП3115, ВП3325. В основу каждого из них заложена основа известного сплава. Например, у ВПЗ115 основа – ВК6. Вольфрамосодержащие твердые сплавы Их маркируют следующим образом — ВК6, ВКЗМ, ВК6М, ВК8. Основной областью применения является изготовление режущего инструмента. Сплав ВК8 применяется для изготовления резцов. Он позволяет обрабатывать чугун. Используют для производства инструмента, способного осуществлять так называемую безстружковую обработку материалов. Титановольфрамосодержащие твердые сплавы Из марок Т5К10, Т14К8, Т15К6 изготавливают инструмент для высокоскоростной обработки различных видов стали. С их помощью обрабатывают металлы, различные соединения с повышенными показателями твердости и теплостойкости. Самым характерным примером подобного инструмента являются различного рода резцы и буровые колонки. Характеристики твердых сплавов Характеристики определяют их свойства и область применения. К ним относятся: наименование и процентное содержание химических элементов; физические и механические свойства; особенности технологических процессов получения; Химический состав, процентное содержание основных элементов определяется по таблицам ГОСТ. К физико — механическим характеристикам относятся: допустимая прочность, которая проверяется при помощи изгиба (изменяется от 1200МПа ВК2, до 2150 МПа для сплава ВК25); твердость (возрастает от 89,5HRA — ВК3, достигает величины 91 HRA — ТТ20К9); плотность (этот показатель колеблется от 14,9г/см3 до 15,2г/см3); реализуемая теплопроводность — около 51 Вт/(м×°С); жаропрочность; коррозийная стойкость. Приведенный перечень характеристик позволяет определить область использования. Области применения Из них изготавливают оснастку к металлорежущим станкам, бурильному оборудованию. Перечень основных направлений использования выглядит следующим образом: изготавливают сверла, фрезы, резцы и другой инструмент металлорежущий инструмент; отдельные детали мерительного инструмента; изготовление специальных клейм, различных штампов; инструментов для вырубки; отдельных элементов станков для волочения и проката; инструменты для горнодобывающей техники; элементы износостойких подшипников; напыление на стальные корпуса подшипников; оборудование для рудообогатитегтных фабрик; напыление на поверхности деталей из более мягких материалов. Это позволяет значительно улучшить твердость, жаропрочность, коррозийную стойкость. Минералокерамика Минералокерамическим называют материал, полученный путем обработки порошкообразных минералов или их смесей с другими веществами и последующего обжига отформованного полуфабриката. Минералокерамические режущие пластины изготавливаются методами порошковой металлургии из исходного сырья дисперсностью 1...2 мкм. Инструментальная промышленность выпускает минералокерамический инструмент, оснащенный многогранными (трех -, четырех -, пяти -, и шести-гранными) неперетачиваемыми пластинами. Совраменная минералокерамика подразделяется на четыре группы: - оксидная; - оксидно-карбидная; - оксидно-нитридная; - нитридно-кремниевая. 1.1. Оксидная минерапокерамика 1.1. Оксидная минералокерамика изготавливается из технического глинозема (А12О3) - полупродукта алюминиевой промышленности, получаемого химическим путем из естественных глиноземных пород (бокситов). Имеет твердость HRA 92...95, микротвердость до 32000 МПа, теплостойкость 12OO°C, предел прочности на сжатие 5000 МПа. Недостатком оксидной минералокерамики является ее низкая изгибная прочность, предел прочности на изгиб 450 МПа. Основными марками оксидной минералокерамики является традиционная марка ЦМ-332 (цементный материал, литер 332), новые марки ВО-13, ВО-14,ВШ-75идр. Особенно эффективно применение минералокерамики при точении термически необработанных сталей при скорости резании V=100 м/мин и выше. При этом обеспечивается шероховатость обработанной поверхности до Ra=0,63… 0.40 мкм. 1.2. Минералокерамика оксидно-карбидная Научный поиск, направленный на совершенствование дешевого мине-ралокерамического режущего материала, привел к созданию оксидно- карбидной минерапокерамики (марки ВЗ, ВОК-60. ВОК-63 и др.), имеющий предел прочности на изгиб до 700 МПа. При этом оксидно-карбидная минералокерамика сохраняет высокую твердость, теплостойкость, износостойкость и прочность на сжатие, присущие оксидной минералокерамике В состав оксидно-карбидной минералокерамики входят окись алюминия и карбиды тугоплавких металлов (минералокерамика ВОК-60 содержит 60% окиси алюминия AI2O3 и 40% карбида титана TiC). Отличительной чертой оксидно-карбидной минералокерамики является её способность работать в условиях прерывистого резания с ударными нагрузками например, при обработке плоских поверхностей торцевыми фреза ми. Стойкость торцовых фрез, оснащенных оксидно-карбидной минералокерамикой значительно выше стойкости фрез, оснащенных твердым сплавом. 1.3 Нитридно-кремниевая минералокерамика (НКК) Ппредставлена маркой силинит-Р. НКК (как инстpyментальный материал) обладает следующими отличительными свойствами по сравнению с другими видами режущей керамики: - высокая плотность; - высокое значение вязкости; - высокая термопрочность; - малый коэффициент линейного расширения. Эти характеристики дают хорошие предпосылки данного инструментального материала для использования его как альтернативного твердому сплаву. Плотность НКК (силинит-Р) находится в пределах 3,2...3,4 г/см3, проч-ность на изгиб 500...700 МПа, прочность на сжатие 2500 МПа, микротвердость-32000 МПа. Основу силинита Р составляет нитрид кремния Si3N4 с небольшим коли-чеством добавок карбидов и окислов. Опыт применения НКК Кіоn-2000 показывает, что инструмент, оснащенный данной керамикой, способен работать при точении чугуна (НВ147) на скоростях резания до V=500 м/мин при t =2,5 мм и подачах, превышающих значения S>1,3 мм/об. По предельным значениям используемых подач при резании пластинами Kion-2000 вполне сопоставим с твердосплавным инструментом при возможности повышения скорости резания в 2...3 раза. Инструмент, оснащенный мииералокерамикой, позволяет заменить операции шлифования токарной обработкой, причем качество обработанной поверхности не снижается и в большинстве случаев повышает эксплуатационные свойства деталей. Применение минералокерамики позволяет, наряду со значительным снижением трудоемкости, технологическим методом повысить долговечность работы деталей. Минералокерамическим режущий инструмент получил значительное применение в машиностроительных отраслях промышленности. Данный инструмент также можно широко использовать в практике лезвийной обработки восстановленных напеканием автоматической наплавкой поверхностей деталей машин при выполнении чистовых операций взамен операции шлифования. Увеличение номенклатуры деталей, обработанных инструментом, оснащенным минералокерамикой, является одной из важных задач при решении вопроса повышения качества и снижения трудоемкости обработки сверхтвердые инструментальные материалы Сверхтвёрдыми инструментальными считаются такие материалы, у которых твердость (по HV) превышает 35 ГПа при комнатной температуре. Наиболее твёрдый материал на нашей планете − природный алмаз. Но он, для использования в режущих инструментах, имеет ряд значительных недостатков. Теплостойкость инструмента из этого монокристалла сравнительно невелика и достигает лишь 700-750 С, ударная вязкость недостаточна. Более того, в процессе работы режущие кромки природного алмаза быстро выкрашиваются, не говоря уже о его высокой цене и дефицитности. Всё вышеперечисленное сужает использование этого минерала в качестве элемента режущего инструмента. Необходимость промышленности в легкодоступных и дешёвых сверхтвёрдых материалах заставила учёных-химиков заняться поисками подходящей альтернативы. И в 1959 г. в бывшем Советском Союзе (двумя годами ранее − в Соединённых Штатах) частицы графита, имеющие гексагональную (шестигранную) форму, синтезом в среде высокой температуры и давления, с применением катализаторов, удалось преобразовать в небольшие сверхтвёрдые кристаллики кубической формы искусственного алмаза с размерами до двух миллиметров. А в 70-х г. для выпуска лезвий к инструментам были изготовлены кристаллики круглой формы искусственных алмазов покрупнее. У синтетических алмазов достаточно высокий модуль упругости (Е = 700−800 ГПа), большой предел механопрочности на сжимающих нагрузках (σ–В ≈ 7−8ГПа). Тем не менее, у них сравнительно невысокий предел механопрочности при изгибе (σИ ≈ 0,8−1,1ГПа). С помощью подобной технологии из бора и азота учёные получили модификацию нитрида бора, схожую по свойствам и структуре с синтетическим алмазом. Решётку кристаллов можно представить как определённый набор микрокубиков. Её прочность (твёрдость) несколько ниже, чем у алмазной естественной решётки, но всё же достигает 40−45 ГПа. У традиционных режущих твёрдых сплавов и керамики она ниже в два раза. Эта модификация получила название: «поликристаллический кубический нитрид бора» (ПКНБ). Есть ещё названия: «кубанит», «эльбор», «боразон». У ПКНБ достаточно высокие упругие характеристики (Е = 700−800 ГПа). Механопредел прочности на сжатие почти аналогичен твёрдым сплавам (σ-В ≈ 2,5−5 ГПа), но на изгиб он также низок по сравнению с традиционными сверхтвёрдыми сплавами и искуственными алмазами (σИ ≈ 0,6−0,8 ГПа). ПКНБ опережает другие поликристаллические и естественные алмазы по теплостойкости. Её предел: почти 1000–1100 С. Из-за этого показателя и своего искусственного происхождения (меньшее химическое родство с углеродом), ПКНБ проявляет себя на практике значительно эффективнее во время чистовой обработки сталей резанием. Ему посильно и резание закалённых и цементованных сталей с незначительными сечениями срезаемых слоёв. На производстве применяется две разновидности технологий изготовления: фазовое химическое изменение состояния вещества − синтез, а также агломерация (спекание) ранее полученного порошка поликристаллических сверхтвердых материалов. В России синтезируются боро-азотовые марки: «Эльбор РМ» (композит 01), «Бельбор» (композит 02) и искусственные алмазы марок: «Баллас» (АСЕ), «Карбонадо» (АСПК). Разновидности поликристаллов из нитрида бора: кристаллы, полученные через синтез ГНБ (композит 01); кристаллы, образующиеся непосредственным переходом ГНБ в КНБ модификацию (композит 02); кристаллы, получаемые путём преобразования ГНБ модификации (вюрцитоподобной) в КНБ модификацию - ВМдф (композиты 09 и 10); кристаллы, получаемые агломерированием с каталитическими добавками (киборит, композит 05-ИТ и пр.). Эти поликристаллы немного уступают природному алмазу по степени твёрдости, но обладают высокой термостойкостью, а также некритичны к циклически высоким температурам и почти не взаимодействуют с железом − составной частью подавляющего большинства материалов для обработки резанием. Тема 2.8. Чугуны Классификация чугунов по состоянию углерода, форме включений графита, структуре металлической основы. Влияние углерода и постоянных примесей на свойства чугуна. Белый чугун, его состав, структура, свойства, область применения. Основные виды чугунов для отливок (серый, высокопрочный, ковкий, с вермикулярным графитом): форма графита, структура металлической основы, состав, механические и технологические свойства, технология получения, марки, области применения. В зависимости от состояния углерода в чугуне различают: -Белый чугун, в котором весь углерод находиться в связанном состоянии в виде корбида -Серый чугун в котором углерод в значительной степени или полностью находиться в свободном состоянии в форме пластинчатого графита -Высокопрочный чугун , в котором углерод в значительной степени или полностью находиться в свободном состоянии в форме шаровидного графита -Ковкий чугун, получающийся в результате отжига отливок из белого чугуна. В ковком чугуне весь углерод или значительная часть его находиться в свободном состоянии в форме хлопьевидного графита. В зависимости от формы графитных включений чугуны со свободным графитом подразделяются: • на чугун с пластинчатым графитом — серый чугун (рис. 4.2, а) • чугун с хлопьевидным графитом — ковкий чугун (рис. 4.2, б); • чугун с шаровидным графитом — высокопрочный чугун (рис. 4.2, • чугун с вермикулярным графитом (рис. 4.2, г). Рис. 4.2. Микроструктуры чугунов со свободным графитом: а — серый чугун; б — ковкий чугун; в — высокопрочный чугун; г — чугун с вермикулярным графитом; структурные составляющие — свободный графит (темные включения) в металлической (светло-серой) матрице; увеличение 200-кратное По сравнению с металлической основой графит имеет низкую прочность. Поэтому графитовые включения можно считать нарушениями сплошности (пустотами) в металлической основе, и чугун можно рассматривать как сплав, пронизанный включениями графита, ослабляющими его металлическую основу. Однако наличие свободного графита определяет и ряд преимуществ чугуна: хорошая жидкотекучесть и малая усадка; хорошая обрабатываемость резанием (графит делает стружку ломкой); высокие демпфирующие и антифрикционные свойства. признаком классификации чугунов по структуре является строение металлической основы. В микроструктуре чугунов, имеющих углерод в виде графита, различают металлическую основу и графитовые включения. В зависимости от строения металлической основы различают: ферритные чугуны, в которых количество связанного чугуна, т.е. находящегося в виде цементита, С = 0%; ферритно-перлитные (С < 0,8%); перлитные (С > 0,8%) чугуны. В зависимости от формы графитовых включений в структуре чугуны подразделяются на серые, высокопрочные и ковкие. Графит в чугуне может находиться в виде пластин, шаров и хлопьев. зависимости от формы графитовых включений в структуре чугуны подразделяются на серые, высокопрочные и ковкие. Графит в чугуне может находиться в виде пластин, шаров и хлопьев. В серых литейных чугунах обычно содержится до 3,8% С, в форме цементита — не более 0,8% С, остальной углерод имеет пластинчатую форму (см. рис. 2.2, б). Серый чугун маркируют СЧ10...СЧ25 и т.д. Буквы обозначают принадлежность данного сплава к чугунам, цифры показывают временное сопротивление. Серый чугун обладает высоким временным сопротивлением (100—450 МПа), малым относительным удлинением (0,2-0,5%), повышенной твердостью (Н В 140—283), хорошо работает при сжимающих нагрузках, не чувствителен к внешним надрезам, гасит вибрации, имеет высокие антифрикционные свойства, легко обрабатывается резанием. Серый чугун находит применение в станкостроении (базовые, корпусные детали, кронштейны, зубчатые колеса, станины, направляющие); в автостроении для изготовления блоков цилиндров, гильз, поршневых колец, распределительных валов, седел клапанов, дисков сцепления. Серый чугун также широко применяется в электромашиностроении и для изготовления товаров массового потребления. Серый чугун легко обрабатывается режущим инструментом, обладает хорошими антифрикционными и демпфирующими свойствами. Чугун с шаровидными включениями графита называют высокопрочным чугуном (рис. 2.2, в). В высокопрочных чугунах содержание углерода около 3—3,6%. Если использовать в качестве модификатора магний (до 0,5% от массы отливки), который вводят перед разливкой в жидкий чугун, то выделяющийся графит приобретает круглую форму. Механические свойства чугуна в результате этого улучшаются: сильно повышается его пластичность и заметно увеличивается прочность. Высокопрочный чугун маркируют как ВЧ35, ВЧ40 и т.д. Буквы обозначают принадлежность данного сплава к высокопрочным чугунам, цифры показывают временное сопротивление. Высокопрочный чугун обладает высокими временным сопротивлением (350—1000 МПа), относительным удлинением (2—22%), твердостью (НВ 140—360), износостойкостью, хорошей коррозионной стойкостью, жаростойкостью, хладостойкостью и т.д. Рис. 2.2, в. Высокопрочный чугун Обрабатываемость резанием при эквивалентной твердости отливок из высокопрочного чугуна выше, чем отливок из серого чугуна. Высокопрочные чугуны обладают удовлетворительной свариваемостью. Высокопрочный чугун находит применение как конструкционный материал, как заменитель углеродистой стали, ковкого и серого чугуна. Из высокопрочного чугуна изготавливают отливки коленчатых валов массой от нескольких килограммов до 2—3 т взамен кованых стальных валов. Такие валы по сравнению со стальными имеют более высокую циклическую вязкость, малочувствительны к внешним концентраторам напряжений, имеют лучшие антифрикционные свойства и значительно дешевле стальных валов. Из высокопрочного чугуна изготавливают трубы, валки прокатных станов, детали турбин, изложницы, суппорты, резцедержатели и другие детали. Чугун с хлопьевидными графитовыми включениями углерода отжига называется ковким чугуном (рис. 2.2, г). Термин «ковкий» является условным, поскольку изделия из него, так же как и из любого другого чугуна, изготавливают не ковкой, а путем литья. Такая форма графита является основной причиной высоких прочностных и пластических характеристик ковкого чугуна. Ковкий чугун получают отжигом белого чугуна при температуре 950—1000 °С в течение 70— 80 часов. При этом происходит разложение цементита на аустенит и графит. При последующем медленном охлаждении в интервале 760— 720 °С структура после отжига состоит из феррита и углерода отжига. Рис. 2.2, г. Ковкий чугун При относительно быстром охлаждении получается перлитный ковкий чугун. Ковкий чугун маркируют КЧЗО-6, КЧЗЗ-8, КЧ35-10, КЧ37-12 и т.д. (всего девять марок). Буквы обозначают принадлежность данного сплава к ковкому чугуну, первые две цифры показывают временное сопротивление, вторые (одна или две) — относительное удлинение. Ковкий чугун обладает высокими временным сопротивлением (300—630 МПа), относительным удлинением (2—12%) и твердостью (НВ 149—269); высокими износостойкостью и сопротивлением ударным нагрузкам, хорошо обрабатывается резанием. По механическим и технологическим свойствам ковкий чугун занимает промежуточное место между сталью и серым чугуном. Недостатком ковкого чугуна по сравнению с высокопрочным чугуном является ограничение толщины стенок для отливок и необходимость отжига. Белый чугун — это разновидность чугуна, которая в своём составе содержит углеродные соединения. В этом сплаве они называются цементитами Белый чугун состоит из так называемой цементитной эвтектики. В связи с этим его делят на три категории: Доэвтектические. Это такие сплавы, в которых углерод не превышает 4,3% от общего состава. Он получается после полного остывания. В итоге приобретает характерную структуру таких элементов как перлит, вторичный цементит и ледебурит. Эвтектические. У них содержание углерода равняется 4,3%. Заэвтектический белый чугун. Содержание превышает 4,35% и может достигать 6,67%. В зависимости от процентного содержания легированных добавок, различают следующие виды металла: низколегированные (в них содержится легирующих элементов не более 2,5%); среднелегированные (процент подобных элементов достигает 10%); высоколегированные (в них количество легирующих добавок превышает 10%). в качестве основных положительных свойств белого чугуна можно выделить: Высокую твёрдость. Это значительно затрудняет обработку деталей, в частности, резанием. Очень высокое удельное сопротивление. Отличную износостойкость. Хорошую стойкость к повышенному тепловому воздействию. Достаточную коррозийную стойкость, в том числе, к различным кислотам. Белые чугуны, с пониженным процентом углерода, обладают большей устойчивостью к высоким температурам. Это свойство используется для снижения количества трещин в отливках. К недостаткам следует отнести: Низкие литейные свойства. Он имеет плохое заполнение отливочных форм. Во время заливки могут образовываться внутренние трещины. Повышенная хрупкость. Плохая обрабатываемость самих отливок и деталей из белого чугуна. Большая усадка, которая может достигать 2%. Низкая стойкость к ударным воздействиям. Для маркировки белого чугуна применяют буквы русского алфавита и цифры. Если в нём имеются примеси, то маркировка начинается с буквы «Ч». Состав имеющихся легирующих добавок можно определить по последующим буквам П, ПЛ, ПФ, ПВК. Они свидетельствую о наличии кремния. Если полученный металл обладает повышенной износостойкостью, то его маркировка будет начинаться с буквы «И», например ИЧХ, ИЧ. Например, наличие в маркировке обозначения «Ш», означает, что в структуре сплава имеется графит шаровидной формы. Цифры указывают на количество дополнительных веществ, присутствующих в белом чугуне. Марка ЧН20Д2ХШ расшифровывается следующим образом. Это жаропрочный высоколегированный металл. Он содержит следующие элементы: никеля — 20%, меди — 2%, хрома — 1%. Остальные элементы — это железо, углерод, графит шаровидной формы. Этот сплав используют в следующих отраслях: машиностроение, станкостроение, судостроение. Из него производят некоторые элементы бытовых изделий. В машиностроении из него изготавливают: детали грузовых и легковых автомобилей, тракторов, комбайнов и другой сельскохозяйственной техники Влияние примесей на свойства чугуна Содержание и форма выделения углерода (в виде графита) в чугу- нах оказывает значительное влияние на их свойства. Так как графит обладает малой прочностью, то в первом приближении графитовые включения в микроструктуре чугуна можно считать пустотами. Чем больше содержание углерода в виде графита, тем, следовательно, ниже механические свойства чугуна. При одинаковом содержании графита свойства чугуна зависят также от формы графита. Графитовые включения в форме пластин в наибольшей степени снижают механические свойства. Шаровидная и, особенно, хлопьевидная формы графита в меньшей степени снижают механические свойства чугуна, и прежде всего временное сопротивление. Оптимальное содержание углерода в чугунах, используемых в машиностроении, металлообработке и строительстве, составляет 2,4—3,8%. Кроме углерода, значительное влияние на свойства чугунов оказывают постоянные примеси (Si, Mn, S, Р и др.), а также легирующие компоненты (Сг, Ni, Си, Al, Ti и др.). Кремний способствует графитизации чугуна и, следовательно, оказывает особенно большое влияние на его свойства. В чугунах содержится 0,5—4% кремния. Изменяя суммарное содержание углерода и кремния в чугуне, можно при равных условиях получить различную структуру и свойства чугуна. Марганец препятствует процессу графитизации и повышает способность чугуна к сохранению углерода в форме цементита, образуя карбиды. В чугунах содержится до 1,5% марганца. Сера — вредная примесь, ухудшает литейные свойства сплавов (понижает жидкотекучесть). Содержание серы в чугуне для мелкого литья допускается не выше 0,08%, для крупного — не выше 0,1 — 0,12%. Вредное влияние серы на свойства чугуна в значительной степени нейтрализуется марганцем, образующим химическое соединение MnS, большая часть которого переходит в шлак. Фосфор увеличивает жидкотекучесть чугуна благодаря образованию легкоплавкой тройной эвтектики Fe 3P—Fe3S—Fey, имеющей температуру плавления 950 °С. После затвердевания фосфидная эвтектика повышает твердость и износоустойчивость чугуна. Фосфора в чугунах содержится до 0,5%, а иногда и выше, когда требуется увеличить износоустойчивость чугуна и получить хорошую заполняемость формы (например, при художественном литье). Влияние легирующих элементов на свойства чугунов определяется главным образом их отношением к углероду. Графитообразующие элементы способствуют получению хорошо обрабатываемых чугунов, а карбидообразующие — получению отбеленных чугунов, плохо поддающихся обработке режущим инструментом. Производство чугуна из железосодержащих материалов производят путем выплавки в специальных шахтных печах (домнах) и называют доменным процессом. Специальные чугуны (доменные ферросплавы) выплавляют в небольших количествах и применяют для раскисления и легирования стали. +Для выплавки чугуна используют железную руду, а также марганцевые, хромовые и комплексные руды, топливо и флюсы, которые в необходимой пропорции образуют шихту. Железные руды содержат железо в виде оксидов, например Fe203 (красный железняк), Fe304 (магнитный железняк). В 2002 г. в России добыто примерно 84,2 млн т железных руд. Тема 2.9. Цветные металлы и их сплавы Медь, ее свойства, область применения, маркировка. Сплавы меди: латуни и бронзы. Их классификация, состав, свойства. Алюминий, его свойства, области применения, маркировка. Классификация алюминиевых сплавов, их состав, свойства. Антифрикционные (подшипниковые) сплавы: баббиты, сплавы на основе алюминия и меди, антифрикционные чугуны. Основные требования, предъявляемые к антифрикционным сплавам. Состав и маркировка. МЕДЬ Медь является наиболее распространенным цветным металлом. Она хорошо сопротивляется коррозии в обычных атмосферных условиях, в пресной и морской воде и других агрессивных средах, но обладает плохой устойчивостью в сернистых газах и аммиаке. Медь легко обрабатывается давлением, но плохо резанием, и имеет невысокие литейные свойства. Медь плохо сваривается, но легко подвергается пайке. Ее применяют в виде листов, прутков, труб и проволоки. В электротехнической промышленности, электронике и электровакуумной технике применяют бескислородную М0 ( 0,001 % O2) и раскисленную М1 (0,01 %О2). Медь хорошо сплавляется со многими металлами, образуя сплавы, которые обладают высокими механическими и техническими свойствами, хорошо сопротивляются износу и коррозии. В зависимости от чистоты медь изготавливают следующих марок: М00, М0, М1, М2 и М3. Марка меди М00 М0 М0б М1 М1р М2 М2р М3 М3р М4 Содержание меди, % 99,99 99,95 99,97 99,90 99,90 99,70 99,70 99,50 99,50 99,00 не менее Медь марок М1р, М2р и М3р отличается от М1, М2 и М3 тем, что содержание кислорода в них снижено до 0,01 % вместо 0,05-0,08 %. Кроме того, в них дополнительно содержится до 0,04 % фосфора. Марка М0б кислорода не содержит совсем, тогда как в марке М0 он быть в количестве до 0,02 %. Влияние различных примесей на свойства меди. По характеру взаимодействия примесей с медью их можно разделить на три группы. Никель, цинк, сурьма, олово, алюминий, мышьяк, железо, фосфор и др. (примеси, образующие с медью твердые растворы) Эти примеси (особенно сурьма и мышьяк ) резко снижают электропроводимость и теплопроводность меди, поэтому для проводников тока применяют медь М0 и М1, содержащую не более 0,002 Sb и не более 0,002 As . Сурьма, кроме того, затрудняет горячую обработку давлением. Свинец, висмут и другие (практически не растворимые в меди) Затрудняют обработку давлением. На электропроводимость эти примеси оказывают небольшое влияние. Кислород и сера. Образуют с медью хрупкие химические соединения. Кислород, находясь в растворе, уменьшает электропроводимость. Сера улучшает обрабатываемость меди резанием, а кислород, если он присутствует в меди, образует закись меди и вызывает «водородную болезнь» которая приводит к значительной потере прочности. БРОНЗА Бронза - сплав меди с оловом, алюминием, кремнием, бериллием и другими элементами, за исключением цинка. В зависимости от легирования бронзы называют оловянными, алюминиевыми, кремневыми, бериллиевыми и т.д. Марку бронз составляют из букв «Бр», характеризующих тип сплава (бронза), букв, указывающих перечень легирующих элементов в нисходящем порядке их содержания, и цифр, соответствующих их усредненному количеству в процентах. Например: маркой Бр. ОЦС4-4-2,5 обозначают бронзу, содержащую 4% олова, 4% цинка, 2.5% свинца и 89,5% меди (100-(4+4+2.5)=89,5% ). Принято все бронзы делить на оловянные и безоловянные. Оловянные бронзы. Сплавы меди с оловом обладают высокой антикоррозионной стойкостью и хорошими антифрикционными свойствами. Этим обусловливается применение бронз в химической промышленности для изготовления литой арматуры, а также в качестве антифрикционного материала в других отраслях. Оловянные бронзы легируют цинком, никелем и фосфором. Цинка добавляют до 10%, в этом количестве он почти не изменяет свойств бронз, но делает их дешевле. Свинец и фосфор улучшают антифрикционные свойства бронзы и ее обрабатываемость резанием. Применение некоторых литейных оловянных бронз Деформируемые бронзы: БрОФ6,5-0,4 - пружины, барометрические коробки, мембраны, антифрикционные детали БрОЦ4-3 - плоские и круглые пружины БрОЦС4-4-2,5 - Антифрикционные детали Литейные бронзы: БрО3Ц12С5 - Арматура общего назначения БрО5ЦНС5 - Антифрикционные детали, вкладыши подшипников и арматура БрО4Ц4С17 - Антифрикционные детали (втулки, подшипники, вкладыши, червячные пары) Бронзы безоловянные. В настоящее время существует ряд марок бронз, не содержащих олова. Это двойные или чаще многокомпонентные сплавы меди с алюминием, марганцем, железом, свинцом, никелем, бериллием и кремнием. Алюминиевые бронзы. Алюминиевые бронзы хорошо сопротивляются коррозии в морской воде и тропической атмосфере, имеют высокие механические и технологические свойства. Однофазные бронзы, обладающие высокой пластичностью, применяют для глубокой штамповки. Двухфазные бронзы подвергают горячей деформации, или применяют в виде фасонного литья. Литейные свойства алюминиевых бронз ниже, чем литейные свойства оловянных бронз, но они обеспечивают высокую плотность отливок. Кремнистые бронзы. При легировании меди кремнием (до 3,5%) повышается прочность, а так же пластичность. Никель и марганец улучшает механические и коррозионные свойства кремнистых бронз, эти бронзы легко обрабатываются давлением, резанием и свариваются. Благодаря высоким механическим свойствам, упругости и коррозионной стойкости их применяют для изготовления пружин и пружинящих деталей приборов и радиооборудования, работающих при температуре до 2500С, а также в агрессивных средах (пресная, морская вода). Бериллиевые бронзы. Эти бронзы относятся к сплавам, упрочняемые термической обработкой. Обладая высокими значениями временного сопротивления, пределами текучести и упругости, бериллиевые бронзы хорошо сопротивляются коррозии, свариваются и обрабатываются резанием. Бериллиевые бронзы применяют для мембран, пружин, пружинящих контактов, деталей, работающих на износ, в электронной технике Свинцовые бронзы. Свинец практически не растворяется в жидкой меди. Поэтому сплавы после затвердевания состоит из кристаллов меди и включения свинца. Такая структура бронзы обеспечивает высокие антифрикционные свойства. Это предопределяет широкое применение свинцовой бронзы для изготовления вкладышей подшипников скольжения, работающих с большими скоростями и при повышенных давлениях. По сравнению с оловянными подшипниковыми бронзами теплопроводность бронзы БрС30 в 4 раза больше, поэтому она хорошо отводит теплоту, возникающую при трении. Нередко свинцовые бронзы легируют никелем и оловом и повышают механические и коррозионные свойства. Применение безоловянных бронз: Алюминиевые бронзы БрАЖ9-4 - Для обработки давлением ( прутки, трубы, листы) БрАЖН10-4-4 - Детали химической аппаратуры БрА9Ж3Л - Арматура, антифрикционные детали БрА10Ж3Мц2 - Арматура, антифрикционные детали Кремнистые бронзы БрКМц3-1 - Прутки, ленты, проволока для пружин Бериллиевая бронза БрБ2 - Полосы, прутки, лента, проволока для пружин Свинцовая бронза БрС30 - Антифрикционные детали ЛАТУНЬ Латунь - сплав меди с цинком (от 5 до 45%). Латунь с содержанием от 5 до 20% цинка называется красной (томпаком), с содержанием 20–36% Zn – желтой. На практике редко используют латуни, в которых концентрация цинка превышает 45%. Обычно латуни делят на: - двухкомпонентные латуни или простые, состоящие только из меди, цинка и, в незначительных количествах, примесей. - многокомпонентные латуни или специальные – кроме меди и цинка присутствуют дополнительные легирующие элементы. Двухкомпонентные латуни. Марка латуни составляется из буквы «Л», указывающей тип сплава - латунь, и двузначной цифры, характеризующей среднее содержание меди. Например, марка Л80 - латунь, содержащая 80 % Cu и 20 % Zn. Классификация латуней дана в таблице. Сплав Марка Химический состав, % Примеси, Медь не более Томпак Л96 95-97 0,2 Л90 88-91 0,2 Полутомпак Л85 84-86 0,3 Л80 79-81 0,3 Латунь Л70 69-72 0,2 Л68 67-70 0,3 Л63 62-65 0,5 Л60 59-62 1,0 Все двухкомпонентные латуни хорошо обрабатываются давлением. Их поставляют в виде труб и трубок разной формы сечения, листов, полос, ленты, проволоки и прутков различного профиля. Латунные изделия с большим внутренним напряжением (например, нагартованные) подвержены растрескиванию. При длительном хранении на воздухе на них образуются продольные и поперечные трещины. Чтобы избежать этого, перед длительным хранением необходимо снять внутреннее напряжение, проведя низкотемпературный отжиг при 200-300 C. Многокомпонентные латуни. Количество марок многокомпонентных латуней больше, чем двухкомпонентных. Марку этих латуней составляют следующим образом: - первой, как в простых латунях, ставится буква Л; - вслед за ней - ряд букв, указывающих, какие легирующие элементы, кроме цинка, входят в эту латунь; - затем через дефисы следуют цифры, первая из которых характеризует среднее содержание меди в процентах, а последующие - каждого из легирующих элементов в той же последовательности, как и в буквенной части марки. Порядок букв и цифр устанавливается по содержанию соответствующего элемента: сначала идет тот элемент, которого больше, а далее по нисходящей. Содержание цинка определяется по разности от 100%. Например: марка ЛАЖМц66-6-3-2 расшифровывается так: латунь, в которой содержится 66 % Cu, 6 %Al, 3 % Fe и 2 % Mn. Цинка в ней 100-(66+6+3+2)=23 %. Основными легирующими элементами в многокомпонентных латунях являются алюминий, железо, марганец, свинец, кремний, никель. Они по-разному влияют на свойства латуней: Марганец повышает прочность и коррозионную стойкость, особенно в сочетании с алюминием, оловом и железом. Олово повышает прочность и сильно повышает сопротивление коррозии в морской воде. Латуни, содержащие олово, часто называют морскими латунями. Никель повышает прочность и коррозионную стойкость в различных средах. Свинец ухудшает механические свойства, но улучшает обрабатываемость резанием. Им легируют (1-2 %) латуни, которые подвергаются механической обработке на станках-автоматах. Поэтому эти латуни называют автоматными. Кремний ухудшает твердость, прочность. При совместном легировании кремнием и свинцом повышаются антифрикционные свойства латуни и она может служить заменителем более дорогих, например оловянных бронз, применяющихся в подшипниках скольжения. Применение специальных латуней: Деформируемые латуни: ЛАЖ60-1-1 - Трубы, прутки ЛЖМц59-1-1 - Полосы, прутки, трубы, проволока ЛС59-1 - То же Литейные латуни: ЛЦ40С - Арматура, втулки, сепараторы шариковых и роликовых подшипников и др. ЛЦ40Мц3Ж - Сложные по конфигурации детали, арматура, гребные винты и их лопасти и др. ЛЦ30А3 - Коррозионно-стойкие детали Алюминий и его сплавы: характеристика, свойства, применение Алюминий — серебристо-белый легкий парамагнитный металл. Впервые получен физиком из Дании Гансом Эрстедом в 1825 году. В периодической системе Д. И. Менделеева имеет номер 13 и символ Al, атомная масса равна 26,98. Производство алюминия Для производства алюминия используют бокситы — это горная порода, которая содержит гидраты оксида алюминия. Мировые запасы бокситов почти не ограничены и несоизмеримы с динамикой спроса. Боксит дробят, измельчают и сушат. Получившуюся массу сначала нагревают паром, а затем обрабатывают щелочью — в щелочной раствор переходит большая часть оксида алюминия. После этого раствор длительно перемешивают. На этапе электролиза глинозем подвергают воздействию электрического тока силой до 400 кА. Это позволяет разрушить связь между атомами кислорода и алюминия, в результате чего остается только жидкий металл. После этого алюминий отливают в слитки или добавляют к нему различные элементы для создания алюминиевых сплавов. Алюминиевые сплавы Наиболее распространенные элементы в составе алюминиевых сплавов — медь, марганец, магний, цинк и кремний. Реже встречаются сплавы с титаном, бериллием, цирконием и литием. Алюминиевые сплавы условно разделяют на две группы: литейные и деформируемые. Для изготовления литейных сплавов расплавленный алюминий заливают в литейную форму, которая соответствует конфигурации получаемого изделия. Эти сплавы часто содержат значительные примеси кремния для улучшения литейных свойств. Деформируемые сплавы сначала разливают в слитки, а затем придают им нужную форму. Происходит это несколькими способами в зависимости от вида продукта: 1. Прокаткой, если необходимо получить листы и фольгу. 2. Прессованием, если нужно получить профили, трубы и прутки. 3. Формовкой, чтобы получить сложные формы полуфабрикатов. 4. Ковкой, если требуется получить сложные формы с повышенными механическими свойствами. Марки алюминиевых сплавов Для маркировки алюминиевых сплавов согласно ГОСТ 4784-97 пользуются буквенно-цифровой системой, в которой: А — технический алюминий; Д — дюралюминий; АК — алюминиевый сплав, ковкий; АВ — авиаль; В — высокопрочный алюминиевый сплав; АЛ — литейный алюминиевый сплав; АМг — алюминиево-магниевый сплав; АМц — алюминиево-марганцевый сплав; САП — спеченные алюминиевые порошки; САС — спеченные алюминиевые сплавы. После первого набора символов указывается номер марки сплава, а следом за номером — буква, которая обозначает его состояние: М — сплав после отжига (мягкий); Т — после закалки и естественного старения; А — плакированный (нанесен чистый слой алюминия); Н — нагартованный; П — полунагартованный. Виды и свойства алюминиевых сплавов Алюминиево-магниевые сплавы Эти пластичные сплавы обладают хорошей свариваемостью, коррозийной стойкостью и высоким уровнем усталостной прочности. В алюминиево-магниевых сплавах содержится до 6% магния. Чем выше его содержание, тем прочнее сплав. Повышение концентрации магния на каждый процент увеличивает предел прочности примерно на 30 МПа, а предел текучести — примерно на 20 МПа. При подобных условиях уменьшается относительное удлинение, но незначительно, оставаясь в пределах 30–35%. Однако при содержании магния свыше 6% механическая структура сплава в нагартованном состоянии приобретает нестабильных характер, ухудшается коррозийная стойкость. Для улучшения прочности в сплавы добавляют хром, марганец, титан, кремний или ванадий. Примеси меди и железа, напротив, негативно влияют на сплавы этого вида — снижают свариваемость и коррозионную стойкость. Алюминиево-марганцевые сплавы Это прочные и пластичные сплавы, которые обладают высоким уровнем коррозионной стойкости и хорошей свариваемостью. Для получения мелкозернистой структуры сплавы этого вида легируют титаном, а для сохранения стабильности в нагартованном состоянии добавляют марганец. Основные примеси в сплавах вида Al-Mn — железо и кремний. Сплавы алюминий-медь-кремний Сплавы этого вида также называют алькусинами. Из-за высоких технических свойств их используют во втулочных подшипниках, а также при изготовлении блоков цилиндров. Обладают высокой твердостью поверхности, поэтому плохо прирабатываются. Алюминиево-медные сплавы Механические свойства сплавов этого вида в термоупрочненном состоянии порой превышают даже механические свойства некоторых низкоуглеродистых сталей. Их главный недостаток — невысокая коррозионная стойкость, потому эти сплавы обрабатывают поверхностными защитными покрытиями. Алюминиево-медные сплавы легируют марганцем, кремнием, железом и магнием. Последний оказывает наибольшее влияние на свойства сплава: легирование магнием значительно повышает предел текучести и прочности. Добавление железа и никеля в сплав повышает его жаропрочность, кремния — способность к искусственному старению. Алюминий-кремниевые сплавы Сплавы этого вида иначе называют силуминами. Некоторые из них модифицируют добавками натрия или лития: наличие буквально 0,05% лития или 0,1% натрия увеличивает содержание кремния в эвтектическом сплаве с 12% до 14%. Сплавы применяются для декоративного литья, изготовления корпусов механизмов и элементов бытовых приборов, поскольку обладают хорошими литейными свойствами. Сплавы алюминий-цинк-магний Прочные и хорошо обрабатываемые. Типичный пример высокопрочного сплава этого вида — В95. Подобная прочность объясняется высокой растворимостью цинка и магния при температуре плавления до 70% и до 17,4% соответственно. При охлаждении растворимость элементов заметно снижается. Основной недостаток этих сплавов — низкую коррозионную стойкость во время механического напряжения — исправляет легирование медью. Авиаль Авиаль — группа сплавов системы алюминий-магний-кремний с незначительными добавлениями иных элементов (Mn, Cr, Cu). Название образовано от сокращения словосочетания «авиационный алюминий». Применять авиаль стали после открытия Д. Хансоном и М. Гейлером эффекта искусственного состаривания и термического упрочнения этой группы сплавов за счет выделения Mg2Si. Эти сплавы отличаются высокой пластичностью и удовлетворительной коррозионной стойкостью. Из авиаля изготавливают кованые и штампованные детали сложной формы. Например, лонжероны лопастей винтов вертолетов. Для повышения коррозионной стойкости содержание меди иногда снижают до 0,1%. Также сплав активно используют для замены нержавеющей стали в корпусах мобильных телефонов. Физические свойства Плотность — 2712 кг/м3. Температура плавления — от 658°C до 660°C. Удельная теплота плавления — 390 кДж/кг. Температура кипения — 2500 °C. Удельная теплота испарения — 10,53 МДж/кг. Удельная теплоемкость — 897 Дж/кг·K. Электропроводность — 37·106 См/м. Теплопроводность — 203,5 Вт/(м·К). Химический состав алюминиевых сплавов Алюминиевые сплавы Марка ГОСТ АД000 Массовая доля элементов, % A199,8 A199,7 1070A АД00Е 1010Е (Si) 1080A АД00 1010 Кремний ISO 2091-89 ЕА199,7 1370 Применение алюминия Железо (Fe) Медь (Cu) Марганец (Mn) Магний (Mg) 0,15 0,15 0,03 0,02 0,02 0,2 0,25 0,03 0,03 0,03 0,1 0,25 0,02 0,01 0,02 Ювелирные изделия В далеком прошлом из-за высокой стоимости алюминия его использовали для изготовления ювелирных изделий. Так, весы с алюминиевыми и золотыми чашами были подарены Д. И. Менделееву в 1889 г. Когда себестоимость алюминия снизилась, мода на ювелирные изделия из этого металла прошла. Но и в наши дни его используют для изготовления бижутерии. В Японии, например, алюминием заменяют серебро при производстве национальных украшений. Столовые приборы По-прежнему пользуются популярностью столовые приборы и посуда из алюминия. В частности, в армии широко распространены алюминиевые фляжки, котелки и ложки. Стекловарение Алюминий широко применяют в стекловарении. Высокий коэффициент отражения и низкая стоимость вакуумного напыления — основные причины использования алюминия при изготовления зеркал. Пищевая промышленность Алюминий зарегистрирован как пищевая добавка Е173. Ее используют в качестве пищевого красителя, а также для сохранения продуктов от плесени. Е173 окрашивает кондитерские изделия в серебристый цвет. Военная промышленность Из-за небольшого веса и низкой стоимости алюминий широко применяют при изготовлении ручного стрелкового оружия — автоматов и пистолетов. Ракетная техника Алюминий и его соединения используют в качестве ракетного горючего в двухкомпонентных ракетных топливах и в качестве горючего компонента в твердых ракетных топливах. Алюмоэнергетика В алюмоэнергетике алюминий используют для производства водорода и тепловой энергии, а также выработки электроэнергии в воздушно-алюминиевых электрохимических генераторах. Ан тифрикционные сплавы на основе цве тных ме таллов. Назначение. Марк ировка Антифрикционные сплавы предназначены для работы в режиме жидкостного трения, сочетающемся в реальных условиях эксплуатации с режимом граничной смазки. Из-за перегрева возможно разрушение граничной масляной пленки. Поведение материала в этот период работы зависит от его сопротивляемости схватыванию. Оно наиболее высоко у сплавов, имеющих в структуре мягкую составляющую. Металлические материалы по своей структуре подразделяются на два типа сплавов: 1) сплавы с мягкой матрицей и твердыми включениями; 2) сплавы с твердой матрицей и мягкими включениями. К сплавам первого типа относятся баббиты и сплавы на основе меди -бронзы и латуни. Мягкая матрица в них обеспечивает не только защитную реакцию подшипникового материала на усиление трения и хорошую прирабатываемость, но и особый микрорельеф поверхности, улучшающий снабжение смазочным материалом участков трения и теплоотвод с них. Твердые включения, на которые опирается вал, обеспечивают высокую износостойкость. Трение происходит в подшипниках скольжения между валом и вкладышем подшипника. Поэтому для вкладыша подшипника подбирают такой материал, который предохраняет вал от износа, сам минимально изнашивается, создает условия для оптимальной смазки и уменьшает коэффициент трения. Антифрикционными сплавами служат сплавы на основе олова, свинца, меди или алюминия, обладающие специальными антифрикционными свойствами (табл. 1). Антифрикционные свойства сплавов проявляются при трении в подшипниках скольжения. Это, в первую очередь, низкий коэффициент трения, хорошая прирабатываемость к сопрягаемой детали, высокая теплопроводность, способность удерживать смазку и др. Из антифрикционных сплавов наиболее широко применяют баббит, бронзу, алюминиевые сплавы, чугун и металлокерамические материалы. Таблица 1 Условия МатериалМарка Назначение применения окружная V скорость, Si MfC Подшипники быстроходных дизелей Подшипники Баббит Б88 БС6 20 15 50 автотракторных двигателей БрОЦС5-5Бронза 8 3 Подшипники электродвигателей центробежных насосов 4 2 Подшипники рольгангов, конвейеров, редукторов 5 ЛМцЖ52-4Латунь 1 Антифрикционные сплавы хорошо прирабатываются в парах трения благодаря мягкой основе -- олову, свинцу или алюминию. Более твердые металлы (цинк, медь, сурьма), вкрапленные в мягкую основу, способны выдерживать большие нагрузки. После приработки и частичной деформации мягкой основы в ней образуются углубления, способные удерживать смазку, необходимую для нормальной работы пары. Сплавы: Баббиты -- антифрикционные материалы на основе олова или свинца. Их применяют для заливки вкладышей подшипников скольжения, работающих при больших окружных скоростях и при переменных и ударных нагрузках. По химическому составу баббиты классифицируют на три группы: оловянные (Б83, Б88), оловянно-свинцовые (БС6, Б16) и свинцовые (БК2, БКА). Последние не имеют в своем составе олова. Лучшими антифрикционными свойствами обладают оловянные баббиты. Микроструктура оловянносурьмяномедного баббита Б83 (рис. 1) состоит из мягкой основы, представляющей собой твердый раствор на базе олова. Твердыми частицами являются кубические включения SnSb и игольчатые кристаллы включений Cu3Sn. Рис. 1. Микроструктура оловянного баббита Б83 при 200х увеличения: 1 - мягкая основа, 2 -- кубические включения, 3 -игольчатые кристаллы. Баббиты на основе свинца имеют несколько худшие антифрикционные свойства, чем оловянные, но они дешевле и менее дефицитны. Свинцовые баббиты применяют в подшипниках, работающих в легких условиях. В марках баббитов цифра показывает содержание олова. Например, баббит БС6 содержит по 6% олова и сурьмы, остальное -- свинец. По антифрикционным свойствам баббиты превосходят все остальные сплавы, но значительно уступают им по сопротивлению усталости. В связи с этим баббиты применяют только для тонкого (менее 1 мм) покрытия рабочей поверхности опоры скольжения. Наилучшими свойствами обладают оловянистые баббиты. Из-за высокою содержания дорогостоящею олова их используют для подшипников ответственного назначения (дизелей, паровых турбин и т. п.), работающих при больших скоростях и нагрузках. Структура этих сплавов состоит из твердого раствора сурьмы в олове и твердых включений P(SnSb) и Cu3Sn. Бронзы относятся к лучшим антифрикционным материалам. Особое место среди них занимают оловянистые и оловянисто-цинково-свинцовистые бронзы. Для оловянных и оловянно-фосфористых бронз характерны высокие антифрикционные свойства: низкий коэффициент трения, небольшой износ, высокая теплопроводность, что позволяет подшипникам, изготовленным из этих материалов, работать при высоких окружных скоростях и нагрузках. Алюминиевые бронзы, используемые в качестве подшипниковых сплавов, отличаются большой износостойкостью, но могут вызвать повышенный износ вала. Их применяют вместо оловянных и свинцовых баббитов и свинцовых бронз. Свинцовые бронзы в качестве подшипниковых сплавов могут работать в условиях ударной нагрузки. Бронзы применяют для монолитных подшипников скольжения турбин, электродвигателей, компрессоров, работающих при значительных давлениях и средних скоростях скольжения. В последнее время бронзы широко используют как компоненты порошковых антифрикционных материалов или тонкостенных пористых покрытий, пропитанных твердыми смазочными материалами. Латуни используют в качестве заменителей бронз для опор трения. Однако по антифрикционным свойствам они уступают бронзам. Их используют для подшипников, работающих при малых скоростях и умеренных нагрузках. Из-за дефицитности олова и свинца применяют сплавы на менее дефицитной основе, например алюминиевые сплавы. Алюминиевые сплавы обладают хорошими антифрикционными свойствами, высокой теплопроводностью, хорошей коррозионной стойкостью в масляных средах и достаточно хорошими механическими и технологическими свойствами. Их применяют в виде тонкого слоя, нанесенного на стальное основание, т. е. в виде биметаллического материала. В зависимости от химического состава различают две группы сплавов: 1. Сплавы алюминия с сурьмой, медью и другими элементами, которые образуют твердые фазы в мягкой алюминиевой основе. Наибольшее распространение получил сплав АСМ, содержащий сурьму (до 6,5%) и магний (0,3-- 0,7%). Этот сплав хорошо работает при высоких нагрузках и больших скоростях в условиях жидкостного трения. Сплав АСМ широко применяют для изготовления вкладышей подшипников коленчатого вала двигателей тракторов и автомобилей. 2. Сплавы алюминия с оловом и медью, например АО20-1 (20% олова и до 1,2% меди) и А09-2 (9% олова и 2% меди). Они хорошо работают в условиях сухого и полужидкого трения и по антифрикционным свойствам близки к баббитам. Их используют для производства подшипников в автомобилестроении, транспортном и общем машиностроении. В настоящее время наибольшее распространение получили многослойные подшипники, в состав которых входят многие из рассмотренных выше сплавов. Сплавы или чистые металлы в них уложены слоями, каждый из которых имеет определенное назначение. В качестве примера разберем строение четырехслойного подшипника (рис.2), применяемою в современном автомобильном двигателе. Он состоит из стального основания, на котором находится слой (250 мкм) свинцовистой бронзы (БрСЗО). Этот слой покрыт тонким слоем (~ 10 мкм) никеля или латуни. На него нанесен слой сплава Pb--Sn толщиной 25 мкм. Стальная основа обеспечивает прочность и жесткость подшипника, верхний мягкий слой улучшает прирабатываемость. Когда он износится, рабочим слоем становится свинцовистая бронза. Слой бронзы, имеющей невысокую твердость, также обеспечивает хорошее прилегание шейки вала, высокую теплопроводность и сопротивление усталости. Слой никеля служит барьером, не допускающим диффузию олова из верхнего слоя в свинец бронзы. Тема 2.10. Коррозия металлов Типы и виды коррозии, их сущность. Методы защиты металлов от коррозии: нанесение защитных покрытий; применение электрохимической (протекторной) защиты; изготовление специальных антикоррозионных сплавов путем легирования их элементами, повышающими коррозионную стойкость. Виды коррозии по механизму протекания процесса: - химическая - это вид коррозионного разрушения, связанный с взаимодействием металла и коррозионной среды, при котором одновременно окисляется металл и происходит восстановление коррозионной среды; - электрохимическая - процесс взаимодействия металла с коррозионной средой, при котором восстановление окислительного компонента коррозионной среды протекает не одновременно с ионизацией атомов металла и от электродного потенциала металла зависят их скорости.  Виды коррозии по условиям протекания: - атмосферная коррозия - наиболее распространенный вид коррозии, связанный с разрушением металлов в атмосфере воздуха; - газовая - коррозионное разрушение металла под воздействием газов при высоких температурах; - жидкостная - вид коррозии металла в жидкой среде, который подразделяется на коррозию в электролитах и неэлектролитах; - почвенная - коррозия металла в грунтах и почвах; - биокоррозия - вид коррозии, связанный с разрушением под влиянием живых микроорганизмов; - структурная - связанная с неоднородностью структуры металлов; - коррозия блуждающими токами - вид электрохимического разрушения под воздействием блуждающих токов; - внешним током - электрохимическое разрушение металла под влиянием тока от внешнего источника; - контактная коррозия - возникает при контакте разнородных металлов (имеющих разные стационарные потенциалы в данном электролите); - щелевая коррозия - явление повышения скорости коррозионного разрушения в зазорах и щелях в металле; - коррозия под напряжением - разрушение металла при одновременном воздействии агрессивной среды и механических напряжений; - кавитация - разрушение металла при одновременном воздействии ударного воздействия внешней среды и коррозионного процесса; - фреттинг-коррозия - вид коррозии, возникающий при колебательных перемещениях двух поверхностей относительно друг друга в условиях коррозионной среды; - коррозия при трении (коррозионная эрозия) - происходит при одновременном воздействии на металл трения и коррозионной среды; Виды коррозии по характеру разрушения: - сплошная (общая коррозия) - охватывающая всю поверхность металла, которая находится под воздействием коррозионной среды; - местная - распространяется лишь на некоторых участках поверхности металла. Сплошная коррозия подразделяется на: равномерную, неравномерную и избирательную. Местный вид коррозии бывает: пятнами, питтинговой, язвенной, сквозной, нитевидной, межкристаллитной, подповерхностной, ножевой, коррозионным растрескиванием и коррозионной хрупкостью. Самыми надежными и эффективными защитными мерами с проявлениями ржавчины считаются следующие методы: Защитные покрытия; Легирование; Металлизация; Изменение состава материала Использование защитных покрытий Поверхностная защита металлических балок может выполняться как нанесением специальных пленок, так и окрашиванием конструкций. В быту чаще всего для этих целей используется краска, содержащая в своем составе алюминий. Задача такого способа – перекрыть поступление кислорода к поверхности стали, тем самым защитить ее от разрушений. Вне зависимости от состава покрытий к ним предъявляется ряд требований: отличные адгезионные качества, возможность сохранять свои характеристики в агрессивной среде. Главными достоинствами защитных покрытий является простота реализации и доступная цена. Но вот только долговечность их, к сожалению, невелика. Химические покрытия металла Основываются на покрытии металлических конструкций специальной пленкой, устойчивой к воздействию кислорода, влаги, перепаду температур. Речь идет о оксидировании, сульфидировании и т.п. Процедура выполняться может в горячем и холодном состоянии и требует наличия специального оборудования. Есть у этого метода один недостаток — защитная пленка изменяет цвет изделия, что в некоторых ситуациях не совсем уместно. Легирование Выполняется на стадии производства изделий. При изготовлении детали, конструкции в металл вводятся специальные добавки. Чаще всего ими является марганец, хром, которые придают стали устойчивости к агрессивной среде. Например, для возведения высоток используется исключительно легированная сталь для максимальной надежности и защиты от экстремальных климатических условий. Металлизация Заключается в покрытии поверхностного слоя деталей присадком расплавленного металла. Процедура выполняется с помощью пульверизатора. Раздел 3. Неметаллические конструкционные материалы Пластмассы. Классификация по составу: простые и сложные (композиционные); по реакции на нагрев: термореактивные и термопластичные; по виду и составу наполнителей: слоистые, листовые, волокнистые, порошковые, газонаполненные; по назначению: конструкционные, электротехнические, фрикционные. Термопластичные и термореактивные пластмассы. Состав, физикомеханические свойства, назначение пластмасс, наиболее широко применяемых в машиностроении. Способы изготовления изделий из пластмасс. 1. Строение и структура пластических масс Пластмассы (пластические массы) — это материал, полученный на основе высокомолекулярного органического соединения (полимера), выполняющего роль связующего и определяющего основные технические свойства материала. Полимеры — высокомолекулярные вещества с очень большой молекулярной массой — 105…107. Основа структуры полимеров — микромолекулы, которые построены из многократно повторяющихся звеньев — мономеров. Получение полимеров связано с образованием химически активных групп и их последующим соединением, в результате чего получаются макромолекулы. Это происходит в результате реакции полимеризации. Полимеризация — это соединение в макромолекулы одинаковых мономеров, обладающих двойной связью. Структура макромолекул полимера может быть линейной, разветвленной и пространственной, встречаются и другие виды. Мономеры в макромолекуле связаны между собой сильной ковалентной связью. У полимеров с линейной и разветвленной структурами связь между молекулами слабая. Поэтому при повышении температуры такие полимеры легко размягчаются, становятся пластичными. Это термопластичные полимеры — термопласты. После охлаждения термопласты вновь затвердевают, приобретая первоначальные свойства. Никаких необратимых химических превращений в процессе нагрева и охлаждения термопласты не претерпевают. Полимеры с пространственно замкнутой (сетчатой) структурой образуются мономерами, имеющими более двух активных связей, все звенья структуры в этом случае соединены ковалентными связями. На первой стадии образования такие полимеры получают линейную структуру. Пространственная структура образуется на второй стадии в процессе отверждения (оно происходит под воздействием температуры, давления, отвердителей) вследствие протекания необратимых химических реакций, вызывающих возникновение связей между ранее разобщенными макромолекулами (сшивание). Такие полимеры называются термореактивными, или реактопластами. В зависимости от количества связей между макромолекулами различают густосетчатые (с большим количеством связей) и редкосетчатые (с малым количеством связей) полимеры. Термопласты при нагреве сначала размягчаются, а затем образуют высоковязкие жидкости. Пластмассы могут быть монолитными и газонаполненными (ячеистой структуры). Последние подразделяются на пено- и поропласты. 2. Классификация пластмасс Пластмассы — это искусственные материалы, основой которых являются полимеры. При нагреве пластмассы размягчаются, становятся пластичными. В таком состоянии им под давлением придается необходимая форма, сохраняющаяся после охлаждения. Если связующее — термопластичный полимер, переход отформованной массы в твердое состояние совершается при охлаждении. Если связующим является термореактивный полимер, то отверждение происходит при нагреве. Пластмассы по этому признаку делят на две группы: термопластичные и термореактивные. Основа термопластичных пластмасс — полимеры с линейной или разветвленной структурой. Температура эксплуатации наиболее распространенных термопластов не превышает 60…200°С, при более высоких температурах начинается резкое снижение свойств. Термореактивные пластмассы. Связующие вещества в этих пластмассах — термореактивные полимеры. Используются фенолформальдегидные, кремнийорганические, эпоксидные смолы. Теплостойкость этих полимеров составляет 200…350°С. В зависимости от эластичности пластмассы делят на три группы: 1. жесткие (модуль упругости 700 МПа и выше); 2. полужесткие (70…700 МПа); 3. мягкие (до 70 МПа). Пластмассы могут быть одноили многокомпонентными. Состав однокомпонентных представлен только одним полимером. В состав многокомпонентных пластмасс, помимо связующего, могут входить наполнители, пластификаторы, отвердители, красители. Наполнители повышают механические свойства, снижают усадку при прессовании и придают материалу специальные свойства. По виду наполнители пластмасс делят на: 1. порошковые (наполнитель — древесная мука, графит, тальк и др.); 2. волокниты с наполнителем в виде волокон (очесы хлопка и льна), в том числе стеклои асбоволокниты; 3. слоистые с листовым наполнителем (бумага — гетинакс, ткань хлопчатобумажная — текстолит, а также асбои стеклотекстолиты со стеклянной тканью и асбестом); 4. газонаполненные — пенои поропласты (наполнитель — воздух или нейтральные газы). Пластификаторы повышают эластичность, а также морозои огнестойкость и облегчают прессование. В качестве пластификаторов используют олеиновую кислоту, стеарин. Отвердители — оксиды некоторых металлов, уротропин. Они способствуют отверждению термореактивных пластмасс. Красители и пигменты придают пластмассам определенную окраску. 3. Полиэтилен, поливинилхлорид Полиэтилен и поливинилхлорид относятся к конструкционным полимерным материалам. Это термопластичные пластмассы. Полиэтилен (ПЭ) (-СH2—CH2-)n — плотный и прочный материал, стойкий к действию органических растворителей, хорошо окрашивается в различные цвета. Применяется, в основном, при изготовлении детской мебели, стульев, кресел различных емкостей, крепежной фурнитуры. Производится полиэтилен высокого (ПЭВД) и низкого (ПЭНД) давления (полимеризация при давлении 100 и 0,1…0,6 МПа и температуре 200…300 и 150°С соответственно). Макромолекулы имеют линейную структуру, что обеспечивает их упаковку в пачки и таким образом облегчает кристаллизацию. Степень кристалличности ПЭНД — 75…95%, ПЭВД — 55…65%. Большая степень кристалличности ПЭНД определяет его большие прочность и теплостойкость. Среднее значение предела прочности при растяжении составляет для ПЭНД около 30МПа, для ПЭВД — 13 МПа. ПЭ обладает довольно высокой химической стойкостью, при комнатной температуре нерастворим ни в одном известном растворителе. ПЭ также обладает высокими диэлектрическими свойствами. Длительное применение ПЭ ограничено температурой 60…100°С. Морозостойкость до –70°С. Поливинилхлорид (ПВХ) (-CH2—CHCl-)n. На основе поливинилхлорида производятся два вида пластмасс — винипласт и пластикат, в состав которых, в отличие от винипласта, входят пластификаторы. Поливинилхлорид — один из наиболее распространенных синтетических материалов. Он негорюч, обладает высокой химической стойкостью, большой механической прочностью, почти не набухает, устойчив к старению, не имеет запаха, безвреден, легко окрашивается. Он наиболее дешевый и наименее дефицитный, поэтому получил широкое применение при производстве ящиков из погонажных профильных элементов, раскладок, емкостей и т.д. Винипласт имеет высокие прочность и упругость, из него изготавливают строительную облицовочную плитку, защитные покрытия металлических емкостей. Недостатки — низкая длительная прочность и малый интервал температур (от –10 до 60…70°С). Введение пластификаторов расширяет интервал рабочих температур (от –50 до 160–195°С), повышает эластичность. Пластикат — полярный пластик, он обладает высокими диэлектрическими свойствами в области низких частот. Основное применение пластиката — изоляция проводов, кабелей. 4. Полиамиды и полистирол Полиамиды и полистирол относятся к термопластичным пластмассам. Используются в качестве конструкционных материалов. Полиамиды — твердые термопластичные полимеры с широко известными названиями: капрон, нейлон, лавсан, в состав которых входят амидная группа (-NH-CO-), а также этиленовые группы (-CH2-), повторяющиеся от 2 до 10 раз. Полиамиды — кристаллизующиеся полимеры. При одноосной ориентации из них получают волокна, нити, пленки. Свойства разных видов полиамидов близки, они являются хорошим антифрикционным материалом, обладают вибрационными свойствами, высокими показателями прочности при ударных нагрузках и изгибе, имеют высокую жесткость, твердость поверхности, морозостойки. Недостатки полиамидов — гигроскопичность и подверженность старению. Применяются полиамиды в электротехнической промышленности, для изготовления фурнитуры, стяжек, полкодержателей и других мелких деталей, работающих под большими нагрузками. Их используют также для антифрикционных покрытий металлов. РЕКЛАМА Полистирол (ПС) (-CH2—CHC6H5-)n является производной этилена. Это твердый, жесткий, прозрачный материал, хорошо окрашивается. Полистирол наиболее стоек к воздействию ионизирующего излучения по сравнению с другими термопластами. Полистирол растворим в бензоле, но стоек к кислотам, щелочам, маслам. Недостатки полистирола — низкая теплостойкость, склонность к старению и образованию трещин. Полистирол применяют при изготовлении деталей радиотехники, приборов. Ударопрочный полистирол — один из основных конструкционных материалов. Он обладает высокой твердостью, прочностью к ударным нагрузкам, эластичностью, сопротивлением на разрыв; стоек к действию температуры от +65 до –40°С. Применяется при изготовлении ящиков, погонажных элементов детской мебели, крепежной фурнитуры и др. Модификацией полистирола являются акрилонитрилбутадиеностирольные (АСБ) пластики — сополимеры полистирола с синтетическими каучуками. Они являются ударопрочным материалом, превосходят обычный полистирол по ударной вязкости в 3–5 раз, а по относительному удлинению — в 10 раз. АСБ-пластики имеют высокую прочность, твердость, жесткость, устойчивость к истиранию, ударопрочность. Изделия из этого тройного сополимера хорошо сохраняют форму и размеры во время эксплуатации. Применяются при изготовлении каркасов кресел, стульев, детской мебели и др. 5. Фторопласты и полиметилметакрилат К фторопластам относят полимеры, состоящие, в основном, из углерода и фтора. Это, например, фторопласт-3 и фторопласт-4, обладающие непрозрачностью и высокой химической стойкостью. Фторопласт-4 абсолютно химически стоек, имеет низкий коэффициент трения, но обладает хладотекучестью и поэтому в машиностроении применяется при незначительных нагрузках. Этот материал работает при температуре от –250 до +260°С. Он не перерабатывается обычными методами, так как не переходит в вязкотекучее состояние. Изделия из фторопласта-4 получают спеканием спрессованного порошка. Фторопласт-3 при нагреве до температуры 210°С размягчается и плавится, что дает возможность перерабатывать его методом литья под давлением. Фторопласт-3 может работать при температуре от –80 до +70°С, химически стоек, но набухает в органических растворителях; более тверд и механически прочен, чем фторопласт-4, не обладает холодной текучестью. Фторопласты широко применяются для изготовления уплотнительных деталей — прокладок, набивок, работающих в агрессивных средах, деталей клапанов кислородных приборов, мембран, химически стойких деталей, самосмазывающихся вкладышей подшипников, реакторов, насосов, тары пищевых продуктов. Их используют в восстановительной хирургии, для защиты металла от воздействия агрессивных сред. Полиметилметакрилат — это термопластический материал (органическое стекло), обладающий прозрачностью, твердостью, стойкостью к атмосферным воздействиям, водостойкостью, стойкостью ко многим минеральным и органическим растворителям, высокими электроизоляционными и антикоррозионными свойствами. Он выпускается в виде прозрачных листов и блоков. К положительным свойствам органического стекла относятся: 1. низкая плотность; 2. упругость; 3. отсутствие хрупкости вплоть до –50…60°С; 4. более высокая по сравнению со стеклом светопрозрачность; 5. легкая формуемость в детали сложной формы; 6. простота механической обработки; 7. свариваемость и склеиваемость. Но по сравнению с минеральными стеклами органические стекла обладают более низкой поверхностной твердостью. Теплостойкость органического стекла ниже, чем у минерального. Кроме того, органическое стекло легко загорается. Органическое стекло применяется для изготовления санитарно-технического оборудования, светильников, фонарей, деталей приборов управления. 6. Поликарбонаты, пенопласт и полиимиды Поликарбонаты — это термопластические материалы, обладающие ценными свойствами: 1. высокой поверхностной твердостью; 2. ударной прочностью; 3. теплостойкостью. Поликарбонаты водостойки и стойки к окислительным средам при повышенных температурах. Они совершенно прозрачны и могут быть использованы вместо силикатного стекла для изготовления фонарей, светильников, деталей приборов, посуды, тары для жидких веществ. Поликарбонаты применяют для изготовления зубчатых колес, втулок, клапанов, кулачков и других подобных деталей. Поликарбонаты перерабатывают в изделия всеми способами, применяемыми для изготовления изделий из термопластов: литьем под давлением, штамповкой, вакуум-формованием, экструзией, механической обработкой, сваркой. Пенопласт — это полимер, отличающийся химической стойкостью и атмосферостойкостью. По водостойкости пенопласт аналогичен фторопластам, полиэтилену и полистиролу. Из пенопласта изготовляют химически стойкие трубы, клапаны, вентили, сепараторные кольца, подшипники, детали часовых механизмов, детали отделки помещений. Полиимиды — это новый вид термопластичных пластмасс. Его свойства: 1. высокая нагревостойкость (220…250°С); 2. хорошие электрические характеристики; 3. большие значения механических характеристик. Полиимидные пластмассы могут использоваться при температурах до –155°С, т.е. их можно применять в холодильных установках большой мощности. Полиимиды химически стойки. Они не растворяются в большинстве органических растворителей, на них не действуют разбавленные кислоты, минеральные масла и вода. Разрушение полиимидов вызывают концентрированные кислоты, щелочи и перегретый водяной пар. Из полиимидов получают электроизоляционные пленки светло-желтой или коричневой окраски. Полиимидные пленки выпускаются толщиной от 5 до 100 мкм и более. На основе полиимидов изготовляют различные пластмассовые изделия электроизоляционного (изоляционные ленты, изоляционное покрытие и др.) и конструкционного назначения (прокладки, детали). Для этого используют как чистые полиимиды, так и наполненные стекловолокном и другими нагревостойкими наполнителями. Изделия из полиимидов изготовляют литьем и прессованием при температурах 356…400°С. 7. Термореактивные полимеры и пластмассы Связующее вещество в этих пластмассах — термореактивные полимеры. Используются фенолформальдегидные, кремнийорганические, эпоксидные смолы. Теплостойкость этих полимеров 200…350°С. Термореактивные пластмассы являются многокомпонентными, в их состав входят наполнители, а также могут быть введены пластификаторы и красители. Пластмассы с порошковым наполнителем. В качестве наполнителя используют органические и минеральные вещества. Минеральные наполнители придают материалу волокнистость, химическую стойкость, повышенные электроизоляционные свойства. Такие пластмассы изотропны, так как относятся к аморфным материалам, их механические свойства невысоки. Основное применение — несиловые детали, в основном электоизоляционного назначения. К пластмассам с волокнистым наполнителем относятся волокниты, асбои стекловолокниты. Наполнитель волокнитов — хлопковая целлюлоза. Их применяют для изготовления деталей технического назначения — направляющих втулок, фланцев и т.д. Для асбоволокнитов (наполнитель — асбест) в качестве связующего используют, в основном, формальдегидную смолу. Их преимущество — повышенная теплостойкость. Асбест обладает высокими фрикционными свойствами, что наряду с высокой теплостойкостью обусловливает применение асбоволокнитов для изготовления деталей тормозных устройств. Стекловолокниты обладают высокой удельной прочностью, хорошо сопротивляются вибрационным и знакопеременным нагрузкам. Их свойства зависят от характеристик стекловолокна — диаметра и длины волокон, состава стекла. Слоистые пластмассы состоят из связующего и листового наполнителя, что определяет их слоистую структуру и анизотропные свойства. Гетинакс — это материал, наполнителем которого служат разные сорта бумаги. Его можно применять при температуре до 120…140°С, он устойчив к действию растворителей. Гетинакс применяют как материал для внутренней отделки транспортных средств. Текстолит (наполнитель — хлопчатобумажные ткани) обладает хорошими виброгасящими и антифрикционными свойствами. Применяется в машиностроении для изготовления подшипников скольжения, корпусных деталей и т.д. Асботекстолит содержит около 40% связующего, остальное — асбестовая ткань. Его применение определяется высокими фрикционными и теплоизолирующими свойствами. Наполнителем стеклотекстолитов является стеклоткань. Используют их в самолетои судостроении, радиои электротехнике. 8. Газонаполненные и фольгированные пластмассы К газонаполненным пластмассам относят легкие пластмассы— пенопласты и поропласты, которые состоят из мельчайших ячеек или пор, отделенных друг от друга тонкой пленкой полимера. Материалы, состоящие из замкнутых, несообщающихся ячеек, называют пенопластами, а материалы, в которых преобладают сообщающиеся между собой поры, — поропластами. Когда от материала требуются высокие теплои электроизоляционные свойства и водонепроницаемость, применяют пенопласты. Для звукоизоляции используют поропласты. Пенопласты и поропласты получают насыщением расплавленной смолы газами под давлением, при этом происходит вспенивание полимера. В пенопластах 90…95% объема занимают газы. Наибольшее применение получили пенополиуретаны, обладающие высокими диэлектрическими, тепло-, эвукои виброизоляционными свойствами, высокой удельной прочностью, большой влагостойкостью, стойкостью к кислотам и щелочам, малым коэффициентом теплопроводности, низкой плотностью (до 20 кг/м3). Фольгированные пластмассы имеют специальное назначение: их применяют при изготовлении плат с печатным монтажом, кодовых переключателей, печатных якорей электродвигателей и других деталей. Фольгированные пластмассы представляют собой слоистый пластик (гетинакс, стеклотекстолит), облицованный с одной или двух сторон медной фольгой толщиной 35 или 50 мкм. Медную фольгу получают электролитическим осаждением, что обеспечивает ей однородный состав. Для улучшения сцепления с пластиком одну сторону фольги обрабатывают в щелочном растворе (оксидируют). Склеивание фольги с пластиком производят клеем БФ-4 в процессе прессования. Фольгированные пластики (табл. 1) должны удовлетворять требованиям, связанным с технологией производства печатных схем, и условиям их эксплуатации. Фольгированный пластик должен выдерживать воздействие повышенных температур в процессе производства печатных плат (взаимодействие припоя при пайке схем) и обеспечивать достаточную прочность сцепления фольги при длительной эксплуатации изделий. Таблица 1. Фольгированные пластики Ма Название Толщ ина, мм рка Пре дел прочности при растяжении σв, МПа Прочн ость сцепления с фольгой, Н/см Плотн ость, г/см3 Рабо чие температур ы, °С От – Гетинакс фольгированный Стеклотекс толит фольгированный Низкочасто тный фольгированный диэлектрик Фольгиров анный диэлектрик для многослойных плат Фольгиров анный стеклопластик ГФ -1-П 1,5… 3,0 11,5 13,5 1,5…1, 60 до +100 1,9…2, 60 до +120 1,8…2, 60 до +180 3,5…4, 60 до +100 1,9…2, 60 до +120 1,8…2, 60 до +180 85 От – СФ -2 0,8… 3,0 280 13,5 9 От – НФ Д-180-2 0,8… 3 320 18,0 0 От – ФД М-2 0,25 180 12,5 0 От – СФ ЭД 0,7… 2,0 260 26 9 От – Фольгиров анный асбопластик АФ ЭД 1,7… 2,0 280 9,5 9 Способы получения изделий из пластмасс Переработка пластмасс в изделия осуществляется одним из следующих способов: экструзией, литьем под давлением, формованием в прессформах, формованием в штампах, вакуумным и пневматическим формованием, сваркой, склейкой, механической обработкой. На выбор способа оказывает влияние вид пластмасс (термореактивные или термопластичные), конфигурация и геометрические размеры изделия, вязкость или текучесть пластмассы и т. д. Экструзией (формование выдавливанием) получают изделия из термопластов в виде бесконечных труб, стержней, лент и т. п. на червячных прессах (экструдеpax). Исходные материалы, загружаемые в пресс через бункер, нагреваются с помощью вмонтированных в пресс водяных, паровых или электрических нагревателей, перемешиваются и нагнетаются шнеком в формообразующий мундштук. Выходящее из пресса изделие охлаждается воздухом или водой и разрезается на части нужной длины. Литье под давлением — способ формования изделий из термопластов в вязко-текучем состоянии в литьевых машинах. Исходный материал из бункера через дозатор поступает определенными порциями в обогреваемый цилиндр машины. Разогретый до вязко-текучего состояния материал подается поршнем или шнеком через сопло цилиндра в прессформу, заполняет ее полость и выдерживается в ней в течение некоторого времени (1—2 минуты) для фиксации формы изделия. Затем прессформа раскрывается и из нее извлекается готовое изделие. Формование в прессформах — наиболее широко распространенный способ изготовления изделий из термореактивных пластмасс. Прессование производится на гидравлических прессах под давлением 10—25 МН/м2 (100—250 кгс/см2). Прессматериал поступает в нагретую до 130—2000С прессформу. Под действием температуры и давления прессматериал размягчается и заполняет всю полость прессформы, которая через некоторое время, достаточное для отверждения материала, раскрывается, и изделие выталкивается. Формование в штампах применяется для изготовления изделий незамкнутого контура (стекла кабин, обтекателей, козырьков и др.) из листовых термопластов (винипласта, органического стекла, полиэтилена). При формовке детали выдерживают в штампах под определенным давлением до температуры 40—45°С. Затем отформованное изделие охлаждается в штампе для фиксации полученной им конфигурации. Для получения поверхности лучшего качества применяют штампы, изготовленные из дерева или песчано-клеевой массы, а рабочие поверхности пуансона и матрицы оклеивают замшей или байкой. Вакуумное и пневматическое формование используется для изготовления деталей сложной пространственной формы (колпаков и деталей для оптики и светотехники) из листового термопласта (органического стекла) с достаточно высокими оптическими свойствами так как во время формования предварительно подогретый материал не скользит по оформляющей поверхности ‘штампа. Роль пуансона или матрицы выполняет упругая среда — атмосферное давление или сжатый воздух. Вакуумное и пневматическое формование применяется также при изготовлении крупногабаритных изделий и из некоторых термореактивных пластмасс с высокопрочными наполнителями (стеклянным волокном, стеклянной тканью). Сварка как — метод обработки пластмасс применяется для соединения деталей из термопластов контактным методом с присадочным материалом или без него. Термопласты, имеющие ограниченную пластичность при нагревании (винипласт, фторопласты и др.) свариваются с применением присадочного материала в виде прутков или пасты. Реактопласты (например, стеклопластики) свариваются с присадочным материалом ТВЧ и без него или ультразвуком. Присадочные материалы в виде прутков, подогретые горячим воздухом, а присадочные пасты в холодном состоянии плотно укладываются в паз между соединяемыми деталями. После этого детали прижимают друг к другу и прогревают. Без присадочного материала свариваются термопласты, приобретающие высокую пластичность в нагретом состоянии (полиэтилен, полиамиды и др.). В этом случае свариваемые поверхности, тщательно пригнанные, прижимают друг к другу под давлением 0,2—-0,3 МН/м2 (2—3 кгс/см2) и прогревают токами высокой частоты, ультразвуком или другим способом. Взаимная диффузия макромолекул приводит к соединению свариваемых поверхностей с прочностью, равной прочности основного материала. Склеивание является одним из способов соединения пластмасс между собой, а также с металлом и другими материалами. Клеевое соединение прочнее, надежнее и экономичнее соединений на заклепках. Органическое стекло также хорошо склеивается 3%-ным раствором полиметилметакрилата в дихлорэтане, однако склеенная им поверхность становится матовой, что является существенным недостатком. Прочность клеевого соединения зависит от правильного подбора клея, качества подготовки склеиваемых поверхностей, толщины клеевой пленки, точности соблюдения режимов склеивания, конструкции соединения. Раздел 4. Литейное производство Тема 4.1. Общие положения Сущность литейного производства. Операции получения литой заготовки. Достоинства и недостатки литейного производства по сравнению с другими способами получения заготовок. Формовочные и стержневые материалы, их назначение. Формовочные и стержневые смеси, их состав, предъявляемые к ним требования. Литейное производство – отрасль машиностроения, занимающаяся изготовлением заготовок или деталей путем заливки расплавленного металла в специальную форму, полость которой имеет конфигурацию заготовки или детали. При охлаждении расплавленный металл затвердевает, сохраняя конфигурацию той полости, в которую он был залит. Заготовки или деталь, получаемые литьем, называются отливкой. В процессе кристаллизации и последующего охлаждения металла формируются механические и эксплуатационные свойства отливок. Литье является одним из наиболее распространенных методов формообразования +Технологический процесс получения отливки нз металла состоит из следующих основных операций: 1) изготовление литейной формы; плавка металла; заливка металла в форму; затвердевание металла и охлаждение отливки; термическая обработка отливки; контроль качества отливки; сдача отливки на механическую обработку. Литейная форма представляет собой устройство, предназначенное для заливки металла и образования отливки (рис. 3.1). Она состоит из рабочей полости (8) и литниковой системы. На рис. 3.1 литейная форма разделена на верхнюю и нижнюю полуформы. В рабочей полости непосредственно фор мируется тело заготовки, поэтому ее конфигурация и размеры должны соот ветствовать очертаниям и размерам изготовляемой отливки. При этом необ ходимо учитывать то, что размеры рабочей полости должны превышать раз меры отливки на величину литейной усадки металла. В свою очередь, разме ры отливки должны быть больше размеров детали на величину снимаемого при механической обработке технологического припуска. Таким образом, окончательные размеры рабочей полости литейной формы включают в себя соответствующие размеры деталей, припуски на механическую обработку и на литейную усадку металла. Внутри некоторых отливок, а также на их наружной поверхности могут быть различные отверстия, полости и выемки. Для их выполнения при сборке формы в ней устанавливают соответствующие керамические или металличе ские элементы, нашваемые стержнями (7). Стержни удаляются из отливки при выбивке, оставляя в ней после себя необходимые отверстия или углубле ния Основными преимуществами литья перед другими способами получения заготовок и деталей являются: а) возможность получения заготовок и деталей различной конфигурации, из различных металлов и сплавов; б) возможность получения фасонных изделий сложной конфигурации (полых, объемных и т. д.), которые невозможно и экономически нецелесообразно изготавливать другими методами (например, резанием – большой расход металла в стружку, значительные затраты времени и др.); в) универсальность технологий – возможность изготовления заготовок от нескольких граммов до сотен тонн; г) возможность переработки отходов производства и брака: д) относительная простота получения и низкая стоимость отливок. Наряду с достоинства литье имеет и недостатки: а) трудность получения однородного химического состава отливки; б) точность и качество поверхности детали ниже, чем при обработке её резанием или пластическим деформированием; в) неоднородность состава и пониженная плотность материала заготовок, а следовательно, их более низкие, чем заготовок, полученных обработкой давлением, прочностные характеристики (ред.) Материалы, применяемые для изготовления форм и стержней, подразделяются на следующие виды: 1) исходные: основные и вспомогательные; 2) формовочные; 3) вспомогательные. Основные исходные материалы — это чаще всего 80—90% песка и 10—20% глины. Вспомогательные материалы — графит, опилки, тальк, уголь, торф, а также связующие материалы для изготовления стержней. Формовочные смеси подразделяются на собственно формовочные и стержневые. Они образуются при смешении исходных материалов. Вспомогательные формовочные составы применяются для изготовления и отделки форм (краски, клей, натирки и др.). К формовочным смесям для получения литейных разовых форм предъявляют следующие требования: 1) достаточная пластичность для получения отпечатка модели; 2) газопроницаемость; 3) достаточная огнеупорность и теплопроводность; 4) достаточная прочность и вязкость; 5) однородность; 6) химическая инертность к заливаемому металлу и неспособность с ним сплавляться; 7) низкая цена. Формовочные смеси классифицируются по следующим признакам: 1) по сплавам: для чугунного, стального или цветного литья; 2) по характеру изготовляемых форм: сырые и сухие; 3) по их назначению при изготовлении форм: наполнительные и облицовочные. Обычно отливки получают в сырых формах. В этом случае формовочную смесь приготовляют с малым (до 6%) содержанием глины («тощая земля»), так как глина снижает газопроницаемость смеси. Сухие формы с большим содержанием глины применяют для ответственных стальных отливок. Такие формы сушат при температуре 300—400° С. Для предупреждения пригара в формовочную смесь добавляют пыль каменного угля, а в «сухие» формы — торф, опилки или другие органические вещества для увеличения газопроницаемости смеси. Стержни изготовляют в специальных стержневых ящиках. Стержень в форме кругом заливается жидким металлом, нагретым до высокой температуры. Поэтому к материалам, из которых изготовляют стержни, предъявляют особые требования: высокая сухая прочность, малая гигроскопичность, легкая выбиваемость из отливки. Массивные крупные стержни простой конфигурации изготовляют из следующих материалов: 20—60% горелой земли, 40—80% глинистого песка, 2—3% торфяного пека или другого дешевого связующего вещества. К вспомогательным формовочным материалам относятся припылы, краски и клеи. Припылы применяют для припудривания форм и стержней тонким слоем вещества, устраняющего пригорание формовочной смеси к поверхности отливки. Для сырых форм при изготовлении чугунных отливок применяют измельченный древесный уголь или графит, а при изготовлении стальных отливок — кварцевый порошок. При изготовлении сухих форм для этих же целей применяют формовочные краски, в основном состоящие из кварцевого песка или графитовой пыли, жидкого стекла и воды. Тема 4.2. Специальные способы литья Назначение и классификация специальных способов литья: литье в кокиль, центробежное литье, литье под давлением, литье по выплавляемым моделям, литье в оболочковые формы. Сущность различных способов литья, их преимущества, недостатки и области применения. Виды литья Литье в землю (литье в песчано-глинистые формы) Литье в землю является сравнительно простым и экономичным технологическим процессом. Во многих отраслях машиностроения (автомобилестроение, станкостроение, вагоностроение и др.) при массовом производстве отливок чаще всего применяется этот метод. Его технологические возможности: в основном, в качестве материала отливок используется серый чугун, обладающий хорошей жидкотекучестью и малой усадкой (1%), малоуглеродистая сталь (< 0,35%С). Весьма ограничено производятся таким способом отливки из медных и алюминиевых сплавов. Качество металла отливок весьма низкое, что связано с возможностью попадания в металл неметаллических включений, газовой пористостью (из за бурного газообразования при заливки металла во влажную форму). форма отливок может быть весьма сложной, но все же ограничена необходимостью извлечения модели из формы. размеры отливки теоретически неограниченны. Таким способом получают самые крупные отливки (до сотни тонн). Это станины станков, корпуса турбин и т. д. точность получаемых отливок обычно грубее 14 квалитета и определяется специальными нормами точности. шероховатость поверхности отливок превышает 0,3 мм, на поверхности часто наличествуют раковины и неметаллические включения. Поэтому сопрягаемые поверхности деталей, заготовки которых получают таким методом, всегда обрабатывают резанием. Литье по выплавляемым моделям - это процесс, в котором для получения отливок применяются разовые точные неразъемные керамические оболочковые формы, получаемые по разовым моделям с использованием жидких формовочных смесей. Литье по выплавляемым моделям обеспечивает получение сложных по форме отливок массой от нескольких грамм до десятков килограмм, со стенками толщиной от 0,5 мм и более, с поверхностью, соответствующей 2—5-му классам точности (ГОСТ 26645-85), и с высокой точностью размеров по сравнению с другими способами литья. По выплавляемым моделям отливают лопатки турбин, режущий инструмент (фрезы, сверла), кронштейны, карабины, мелкие детали автомобилей, тракторов. Габариты: максимальный диаметр, высота, длина, ширина – 300 мм; толщина стенок – от 3 мм. Масса: от 2 г до 20 кг (при художественном литье масса не ограничена) Марки выплавляемых металлов: стали 25Л, 45Л, 35НГМЛ, 40ХНГМЛ, 7Х3, 30Х13, 95Х18, 20ХМЛ, 25ГСЛ; стали со специальными свойствами 75Х28Л, 75Х24ТЛ, 45Х26Н2СЛ, 12Х18Н9ТЛ,40Х24Н12СЛ, 20Х14Н15С4Л, 20Х25Н19С2Л, 35Х25Н35С2Л, быстрорез Р6М5ЦЛ; чугуны серые, высококачественные всех марок, АЧС – 2, ИЧХ17НМФЛ, ЧХ25МФТЛ; бронзы БрАЖ9 – 4, БрА10Ж3Мц2, БрОЦС –4 –4 –17; алюминий АК7ч, АК8л Применение точного литья целесообразно для изготовления деталей: из стали и сплавов, трудно поддающихся или не поддающихся механической обработке (режущий инструмент, нуждающийся только в заточке его режущей кромки на наждачном круге); сложной конфигурации, требующей длительной и сложной механической обработки, большого количества приспособлений и специальных режущих инструментов, с неизбежной потерей ценного металла в виде стружки при обработки (турбины лопатки, части механизма швейных машин, охотничьих ружей, счетных машин); художественной отливки из черных и цветных сплавов. Литье в кокиль Кокильное литье – это литье металла, осуществляемое свободной заливкой кокилей. Кокиль – металлическая форма с естественным или принудительным охлаждением, заполняемая расплавленным металлом под действием гравитационных сил. После застывания и охлаждения, кокиль раскрывается и из него извлекается изделие. Затем кокиль можно повторно использовать для отливки такой же детали. Данный метод широко применяется при серийном и крупносерийном производстве. Точность отливок обычно соответствует классам 5 -9 для отливок из цветных металлов и классам 7-11 для отливок из черных металлов (ГОСТ 26645-85). Точность отливок, полученных в кокиле. По массе примерно на один класс выше по сравнению с песчаными формами. Литье в кокиль ограничено возможностью изготовления крупногабаритных кокилей и обычно масса отливок не превышает 250кг. Широкая гамма изделий для всех отраслей промышленности (детали двигателей, заготовки венцов зубчатых колес, корпусных деталей и т. д.). Марки выплавляемых металлов: алюминиевые сплавы: АЛ2, АЛ4, АЛ9, АК12, АК9, АК7; магниевые сплавы МЛ5, МЛ6, МЛ12, МЛ10; медные сплавы; отливки из чугуна; отливки из стали: 20Л, 25Л, 35Л, 45Л, также некоторые легированные стали 110Г13Л, 5ХНВЛ Литье под давлением Принцип процесса литья под давлением основан на принудительном заполнении рабочей полости металлической прессформы расплавом и формировании отливки под действием сил от пресс-поршня, перемещающегося в камере прессования, заполненной расплавом. Высокая точность, класс 1- 4 по ГОСТ 26645-85 (10 квалитет), низкая шероховатость поверхности (практически не требует обработки). Возможность изготовления отливок значительной площади с малой толщиной стенок (менее 1 мм). Сплавы для литья: цинковые сплавы: ЦАМ4-1, ЦА4М3; алюминиевые сплавы АК12, АК9, АК7, АЛ2, АЛ9, АЛ4; магниевые сплавы: МЛ3, МЛ5; медные сплавы: ЛЦ40Сд, ЛЦ16К4. Литье под давлением является наиболее прогрессивным способом изготовления отливок из цветных сплавов (цинковых, алюминиевых, магниевых, латуни), в последнее время широко применяется в точном приборостроении, автомобильной, тракторной, электротехнической и других отраслях промышленности. Весьма разнообразны конструктивные особенности отливок, получаемых в формах литья под давлением: от простых типа опорных плит, колосников, болванок и втулок, до сложных типа картеров двигателей, головок блоков цилиндров, ребристых корпусов электродвигателей и стоек плугов. Литьем под давлением получают детали с особыми свойствами: повышенной герметичности, износостойкости (например, чугунные с поверхностным и местным отбелом), окалиностойкости и др. Важно подчеркнуть, что под давлением производят детали различного, в том числе весьма ответственного назначения. Литье под давлением является рациональным только в серийном — массовом производстве из-за трудностей изготовления формы и её высокой стоимости. Литье под регулируемым давлением К литью под регулируемым давлением относят способы литья, сущность которых заключается в том, что заполнение полости формы расплавом и затвердевание отливки происходит под действием избыточного давления воздуха или газа. В практике наибольшее применение нашли следующие процессы литья под регулируемым давлением: литье под низким давлением, литье под низким давлением с противодавлением, литье вакуумным всасыванием, литье вакуумным всасыванием с кристаллизацией под давлением (вакуумно-компрессионное литье). Главными преимуществами являются возможность получения заготовок с минимальными припусками на механическую обработку или без неё и минимальной шероховатостью необработанных поверхностей, а также обеспечение высокой производительности и низкой трудоёмкости изготовления деталей. Литье в оболочковые формы Литье в оболочковые формы появилось как попытка автоматизировать изготовление разрушаемых форм. На нагретую модель, выполненную из металла, насыпается смесь песка с частицами неполимеризованного термореактивного материала. Выдержав эту смесь на поверхности нагретой заготовки определенное время, получают слой смеси, в котором частицы пластмассы расплавились и полимеризовались, образовав твердую корку (оболочку) на поверхности модели. При переворачивании резервуара излишняя смесь ссыпается, а корка, с помощью специальных выталкивателей, снимается с модели. Далее, полученные таким образом оболочки , соединяют между собой склеиванием силикатным клеем, устанавливают в опорах и засыпают песком, для обеспечения прочности при заливке металла. Также получают керамические стержни для формирования внутренних полостей отливок. Литье в оболочковые формы по сравнению с литьем в песчано-глинистые формы имеет существенное преимущество — простоту автоматизации получения форм. Но надо отметить, что литьем в оболочковые формы невозможно получать крупногабаритные отливки и изделия особо сложной формы. Литье в оболочковые формы отливают: радиаторы парового и водяного отпления, детали автомобилей и ряда машин. Центробежное литье Принцип центробежного литья заключается в том, что заполнение формы расплавом и формирование отливок происходят при вращение формы либо вокруг горизонтальной, вертикальной или наклонной оси, либо при её вращение по сложной траектории. Технология центробежного литья обеспечивает целый ряд преимуществ, зачастую недостижимых при других способах, к примеру: высокая износостойкость. высокая плотность металла. отсутствие раковин. в продукции центробежного литья отсутствуют неметаллические включения и шлак. Центробежным литьем получают литые заготовки, имеющие форму тел вращения: втулки венцы червячных колес барабаны для бумагоделательных машин роторы электродвигателей. Наибольшее применение центробежное литье находит при изготовлении втулок из медных сплавов, преимущественно оловянных бронз. По сравнению с литьем в неподвижные формы центробежное литье имеет ряд преимуществ: повышаются заполняемость форм, плотность и механические свойства отливок. Однако для его организации необходимо специальное оборудование; недостатки, присущие этому способу литья: неточность размеров свободных поверхностей отливок, повышенная склонность к ликвации компонентов сплава, повышенные требования к прочности литейных форм. Литье по газифицируемым моделям Технология литья по газифицированным моделям является одной из самых перспективных и развивающихся в настоящее время технологий литья. Эту технологию можно отнести к способу литья по выплавляемым моделям, но отличие в отличии от данных сходных способов модель удаляется (газифицируется) не до заливки, а в процессе заливки формы металлом, который вытесняя (замещая) «испаряющуюся модель» из формы, занимает освободившиеся пространство полости формы. Основными преимуществами отливок, изготовленных по этой технологии являются следующие: высокая точность получаемых отливок даже при сложной конфигурации. (7-12 класс по ГОСТ 26645-85) качество и плотность металла в отливке обеспечивается за счет частичного вакуумирования в процессе литья. высокое качество поверхности отливок (RZ 80) позволяет в некоторых случаях совсем отказаться от механической обработки, которая была бы необходима при другом способе изготовления. минимальный припуск на механическую обработку если она всё же необходима. полная идентичность отливок в серии. Области применения литья по газифицированным моделям – это отливки различной серийности, от единичного производства до промышленных серий. Материалы отливок – это практически все марки чугунов от СЧ15 до ВЧ-50, износостойкие ИЧХ. Стали – от простых углеродистых ст. 20-45 до высоколегированных, теплостойких и жаропрочных. Бронзы – практически все литейные марки бронз. Основной развес отливок от 1 до 300 кг. Штучное изготовление – до 1 тн. Непрерывное литье Сущность способа состоит в том, что жидкий металл равномерно и непрерывно заливают в охлаждаемую формукристаллизатор с одного конца и в виде затвердевшего слитка (прутка, трубы, заготовки квадратного, прямоугольного или другого сечения). Затем его вытягивают специальным механизмом с другого конца. С помощью этого способа можно получать отливки из всех известных черных и цветных сплавов. При непрерывном литье возможно получение слитка, трубы, профиля неограниченной длины и требуемого поперечного сечения. Способ непрерывного литья используют также и для получения слитков из цветных и черных сплавов. Практически все алюминиевые сплавы для передела прокаткой в листы, профили и другие изделия разливают в слитки данным методом. Литье металла в XTC - формы из холодно-твердеющих смесей. COLD-BOX-AMIN -технология. Холодно-твердеющие смеси – это специальные смеси, которые после изготовления не требуют нагрева в сушильных печах. Благодаря связующим составляющим и отвердителям, они самозатвердевают на воздухе за 10-15 мин. Эта технология очень похожа на традиционную (литье металла в песчано-глинистые формы), только в виде связующего вещества для смесей песка применяют искусственные смолы. Для отверждения смол применяется продувка стержневых ящиков различными третичными аминами. Возможность получать отливки 7 класса точности по ГОСТ 26645-85. Холодно-твердеющие смеси крайне редко применяются в качестве общих формовочных материалов вследствие высокой стоимости связующих и затруднительной регенерации смесей. Применение ХТС для изготовления форм экономически оправдано в том случае, когда отношение массы формы к массе заливки металла не превышает 3:1. Поэтому эти смеси используются преимущественно для изготовления стержней, позволяющих формовать полости в отливке. Технология литья в ХТС позволяет обеспечить высокое качество поверхности литья, отсутствие газовых дефектов и засоров в отливке. Материалы отливок Способ литья Форма и размеры Литье в песчано- Чугун, сталь, Крупногабаритные, глинистые формы цветные металлы сложной формы Точность (квалитеты), Область применения шероховатость (Rz, мкм) Грубее 14 кв Rz =300 Все отрасли машиностроения, от массового до единичного производства Литье в оболочковые Чугун, сталь, Масса менее 1т. Грубее 14 кв формы цветные металлы Размеры и форма Rz =300 ограниченны Серийное и массовое производство Литье в кокиль Алюминиевые медные сплавы Серийное и массовое производство Литье под давлением Алюминиевые, Масса до 200 кг, форма 7-12 кв цинковые, реже ограниченна условиями Rz =0,63…40 медные сплавы раскрытия прессформы Литье выплавляемым моделям по Сталь, сплавы, сплавы Центробежное литье Литье газифицируемым моделям спец. Форма ограниченна, 10-14 кв медные масса до 20 кг, в Rz =2,5…40 художественном литье не ограничена Чугун, сталь, Форма тел вращения, 9-11 кв цветные металлы трубы диаметром до 1200 мм и длинной 7000 мм по Чугун, бронза Литье металла в ХТС и Масса до 250 кг, форма 12-14 кв ограниченна условиями Rz >40 извлечения отливки из кокиля сталь, Масса от 1 до 300 кг 12-14 кв Возможность получать Rz =40 детали сложной формы стали Rz =80) Чугун, сталь, Масса от 5 кг до 5 т. 10-12 кв цветные металлы Максимальные Rz>40 габариты 2500x2200x1200 Крупносерийное массовое производство Серийное производство сложных по форме изделий, в том числе тугоплавких сплавов Серийное и массовое производство От единичного (для массового производства до От единичного массового производства до Раздел 5. Обработка металлов давлением Тема 5.1. Основы теории обработки металлов давлением Классификация способов обработки металлов давлением. Пластическая деформация, ее влияние на структуру и свойства металлов. Холодная и горячая деформация металлов. Наклеп металла при пластической деформации. Связь температуры рекристаллизации с температурой обработки давлением. Обработка металлов штамповкой В соответствии с этой технологией обработка металлов давлением и придание им необходимых форм осуществляется в штампах, а следовательно, определяется их конфигурациями. Штамповка предназначена для серийного производства заготовок, и осуществляется она на молотах или прессах. Может производиться как с предварительным нагревом, так и без нагрева заготовок. В зависимости от требований, предъявляемых к готовым изделиям, штамповка бывает листовой или объемной. Свободная ковка металлов Свободная ковка плохо подходит для массового производства, но при изготовлении отдельных деталей она незаменима. Суть технологии заключается в том, что заготовку нагревают до необходимой температуры в специальной печи, а затем помещают на наковальню и придают ей требуемую форму и размеры ударами молота. Ковка может быть ручной или машинной – оба варианта востребованы сегодня на рынке. С ростом степени холодной пластической деформации усиливаются прочностные свойства металла (увеличиваются пределы прочности и текучести, твердость), а пластические свойства ослабевают (уменьшаются относительное удлинение и сужение, ударная вязкость) (рис. 3.7).  Рис. 3.7. Влияние холодной пластической деформации на механические свойства низкоуглеродистой стали Холодная пластическая деформация сопровождается искажением кристаллической решетки металла — образованием новых дислокаций, дроблением зерен, их сплющиванием и удлинением в направлении наибольшего течения металла. В результате искажений кристаллической решетки и появления остаточных напряжений изменяются физико-химические свойства металла, например уменьшаются электро- и теплопроводность. В результате холодной деформации в металле возникают также преимущественная ориентировка (текстура) и анизотропия свойств, т. е. их неоднородность в зависимости от направления преимущественного течения металла. При горячей пластической деформации, совершающейся при температуре, превышающей температуру рекристаллизации, в металле протекают одновременно процессы упрочнения и разупрочнения. Если за время деформации рекристаллизация произойдет полностью, то вызываемого упрочнением изменения свойств металла не произойдет. Скорость процесса разупрочнения, вызванного рекристаллизацией, значительно меньше скорости процесса упрочнения. В результате рекристаллизации металл в процессе горячей обработки несколько разупрочняется и стремится приобрести равноосную неориентированную структуру. Наклеп металла является одним из способов упрочнения металлического изделия. Происходит это благодаря пластической деформации, которой такое изделие подвергают при температуре, находящейся ниже температуры рекристаллизации. Деформирование в процессе наклепа приводит к изменению как внутренней структуры, так и фазового состава металла. В результате таких изменений в кристаллической решетке возникают дефекты, которые выходят на поверхность деформируемого изделия. Естественно, эти процессы приводят и к изменениям механических характеристик металла. В частности, с ним происходит следующее: повышается твердость и прочность; снижаются пластичность и ударная вязкость, а также сопротивляемость к деформациям, имеющим противоположный знак; ухудшается устойчивость к коррозии. Увеличение прочности приводит к тому, что поверхность металла становится и более хрупкой, что является очень нежелательным последствием обработки. Улучшение механических свойств металлов и сплавов связано с приданием им мелкозернистой структуры. Рост же зерна в процессе рекристаллизации зависит от степени деформации и температуры нагрева, осуществляемого для обработки металла давлением. Критической деформацией называют такую, после которой при нагреве (отжиге, рекристаллизации) получается наиболее крупнокристаллическое строение металла. Для получения мелкокристаллического строения, очевидно, при обработке давлением нужно осуществлять деформации, большие, чем критические. Получение нужных результатов после горячей обработки металлов давлением возможно лишь при правильном назначении температур начала и конца этой обработки, а также при выборе правильной скорости нагрева металла. Нагрев заготовки начинается с поверхности и благодаря теплопроводности металла распространяется в глубь него. При слишком быстром нагреве могут возникнуть трещины. При недостаточно высокой температуре нагрева пластичность металла для осуществления его деформации будет недостаточна. При слишком высокой температуре нагрева может получиться перегрев или даже пережог. В первом случае будет чрезмерный рост зерен металла, а при пережоге — окисление по границам зерен и расплавление межкристаллического вещества. В результате этого ослабляется связь между зернами металла. При ковке пережженного металла он разрушается. Тема 5.2. Прокатка Сущность прокатки, основные ее виды. Продукция прокатного производства. Прокатные станы, их классификация, конструкция, назначение. Прокатные валки. Прокатка-способ обработки давлением, при котором металл деформируется путем обжатия его между двумя вращающимся валками (прокатного стана). Прокатке подвергают до 80 – 90 % всей выплавляемой стали и до 50 – 60 % выплавляемого цветного металла. Широкое применение прокатки объясняется рядом преимуществ ее по сравнению с другими видами ОМД (прессованием, волочением), а также высокой производительностью и меньшей стоимостью изготовления изделий. Различают три основных вида прокатки (рис.3.6): 1) Продольную прокатку. Валки вращаются в этом способе в разные стороны. Это наиболее распространенный способ. Применяется для изготовления профильного и листового проката. 2) Поперечную прокатку. Валки вращаются в одну сторону и придают вращение заготовке, которая формируется вдоль оси валков. Используется для изготовления круглых профилей. 3) Поперечно-винтовую. Валки располагаются под углом друг к другу, вращаясь в разные стороны. Заготовка получает вращательное и поступательное движение. Применяется для получения бесшовных труб и проката с периодическим профилем. Прокатка-способ обработки давлением, при котором металл деформируется путем обжатия его между двумя вращающимся валками (прокатного стана). Рис.3.6. Основные способы прокатки: продольная (а), поперечная (б) и поперечно-винтовая (в). Продукция (сортамент) прокатного производства. Профиль прокатанного изделия – форма его поперечного сечения; Cортамент – совокупность различных профилей разных размеров. Сортамент прокатываемых профилей делится на 4 основные группы: 1. Сортовой прокат: профили общего назначения (круглого, квадратного сечения, швеллеры, двутавры и т.п.) и профили специального назначения (рельсы, профили, применяемые в судостроении, строительстве и др. областях). 2. Листовой прокат: фольга (толщиной до 0,2 мм), тонколистовой (0,2…4 мм), толстолистовой (4…160 мм) броневые плиты (до 550 мм). 3. Трубы бесшовные и сварные (например, бесшовные стальные трубы имеют диаметр 30…650 мм, а сварные – диаметром 10…1420 мм). 4. Специальные виды проката: колеса; кольца; зубчатые колеса; периодические профили, у которых форма и площадь поперечного сечения периодически изменятся вдоль оси. Характеристики деформации при прокатке. При прокатке металл подвергается деформации только на некотором участке, который по мере вращения валков и движения заготовки вперед как бы перемещается по прокатываемому металлу. Этот участок называется очагом деформации. Дуга АВ – дуга захвата (дуга, по которой валок соприкасается с прокатываемым металлом). Центральный угол α, соответствующий дуге захвата – угол захвата.ЕСТЬ ПРОТИВОПОКАЗАНИЯ. ПОСОВЕТУЙТЕСЬ С ВРАЧОМ Коэффициент вытяжки , где L – длина заготовки после прокатки; l – длина заготовки до прокатки. Коэффициент обжатия , где H и h – высота заготовки до и после прокатки. Коэффициент уширения , где B и b – ширина заготовки после прокатки и до прокатки соответственно. Рис.3.7. Деформация заготовки между валками. Так как при пластической деформации объём металла практически не изменяется, то можно записать l·H·b = L·h·B, здесь l·H·b – объём заготовки до деформации, L·h·B – объем заготовки после обработки давлением, а значит верным является следующее равенство: λ = β·μ, т. е. металл, обжатый по высоте, идет в вытяжку и уширение. Условия захвата металла валками. Различают две ситуации: неустановившийся процесс прокатки, когда болванка только подводится к валкам, но не втянута между ними, и установившийся процесс – когда заготовка уже втянута в валки. а) Неустановившийся процесс (рис.3.8). При соприкосновении заготовки с вращающимися валками последние будут оказывать на нее действие в виде сил N перпендикулярных поверхности валков в точках соприкосновения А, и сил трения Т, направленных по касательной к поверхности валков. Проекции сил N и Т на горизонтальное направление обозначенв соответственно Nx и Tx. Рис.3.8. Силы, действующие на прокатываемый металл со стороны валков, в начальный момент захвата. Валки захватят заготовку, если . (3.1) Согласно рис.3.8 и . (3.2) Причем T = ƒ ·N, (3.3) где ƒ – коэффициент трения. Подставим в (3.1) сначала (3.2), а потом (3.3), получим основное условие захвата заготовки ƒ > tgα. Так как ƒ = T/N = tgβ, где β – угол трения, то условие захвата можно представить, как β > α, т. е., если равнодействующая R направлена вертикально или отклонена влево от вертикали (как на рис.3.8), то захвата не будет. б) Установившийся процесс. В этом случае передний конец полосы вышел из валков на определенную величину, контакт полосы с валками происходит по всей дуге захвата (рис.3.7), что приводит к изменению соотношения между углами α и β. В этом случае условие захвата: , где n ≈ 2, т. е. при установившемся процессе прокатки захват заготовки происходит примерно в 2 раза легче, чем при неустановившемся. На коэффициент трения влияют пластичность металла, его температура, скорость вращения валков, материал валков и состояние их поверхности, химический состав металла заготовки. При горячей прокатке блюмов из слитков на обжимных станах αmax = 24 … 32º; ƒ = 0,45…0,62. При горячей обработке сортового металла αmax = 20 … 25º; ƒ = 0,36…0,47. При горячей прокатке листов и полос αmax = 15 … 20º; ƒ = 0,27 … 0,36. При холодной прокатке листов на валках с чистой поверхностью αmax = 5 … 10º ƒ = 0,009 … 0,18. При холодной прокатке листов на отшлифованных валках со смазкой αmax = 3 … 5º; ƒ = 0,003 … 0,09. Оборудование и инструмент для прокатки. Инструмент прокатки – валки (рис.3.9), которые делятся на гладкие, применяемые для прокатки листов, лент и ручьевые (калиброванные) для получения сортового проката (квадрат, круг, рельс, швеллер и т. д.). Валки состоят из бочки 3, шейки 2 и трефы 1. Шейки валков служат размещения валков в подшипниках, устанавливаемых в станинах. Трефы – фигурный хвостовик для соединения с приводом станка. Вырез на боковой поверхности калиброванного валка называется ручьём. Совокупность двух ручьев пары волков образует калибр. Калибры прокатных валков, через которые пропускается металл, по своему поперечному сечению отвечают той форме профиля, которая должна получаться при каждом пропуске. Калибры могут быть открытыми и закрытыми. Рис.3.9. Ручьевой (а) и гладкий (б) валки. Для получения какого-либо профиля (проката) необходимо произвести калибровку валков. Калибровка – расчет режима обжатия металла по проходам, конструирование формы и размеров калибров и определение последовательности расположения их на валках. Калибровка – самый важный и трудный вопрос прокатного дела, вследствие сложности процесса деформации металла при прокатке. От правильности расчета и выбора формы последовательных калибров зависит качество прокатываемого профиля. Размеры сечения исходной заготовки значительно больше размеров сечения готового профиля, и поэтому, как правило, последний почти никогда не удается получить сразу в один проход между валками. Поэтому прокатку проводят в несколько проходов (пропусков). В каждом проходе сечение прокатываемого металла уменьшается, при этом форма и размеры ее постепенно приближаются к требуемому профилю. В случае прокатки листов и полос (на гладких валках) уменьшение толщины прокатываемого металла в каждом проходе достигается соответствующим сближением валков. Прокатка слитков или заготовок производится последовательно в калибрах следующих типов: · Обжимные (вытяжные). Имеют выпуск 5 – 10%. Служат для изготовления из отливки полуфабриката под дальнейшую прокатку. Обжимные калибры: прямоугольные, ромбические, квадратные и овальные. · Черновые (подготовительные). Имеют выпуск 2 – 4%. Изменяют форму поперечного сечения полупродукта, приближая ее к сечению готового профиля. · Предотделочные (предчистовые). В ряде случаев эти калибры отсутствуют. · Отделочные (чистовые). Имеют выпуск 1 – 1,5%. Обеспечивают окончательное формирование профиля. Выпуск – величина тангенса угла наклона боковых стенок калибра, выраженная в процентах. Исключительно важное значение имеют расположение калибров в валках. В целях предупреждения возникновения значительных напряжений в металле, а также удара при захвате заготовки калибр должен быть врезан так, чтобы воздействия верхнего и нижнего валков на прокатываемый профиль были примерно одинаковыми. Поэтому естественным является такое расположение калибров, при котором их нейтральные линии находятся посередине между осями верхнего и нижнего валков. Для симметричных профилей (прямоугольных, полосовых, овальных) нейтральной линией калибров служит их горизонтальная ось симметрии. Нейтральная линия фасонных калибров проводится через их центр тяжести. При неправильной калибровке прокатываемый металл или не заполнит весь калибр – тогда размеры профиля не будут соответствовать требуемым, или, наоборот, переполнит калибр – тогда на краях профиля неизбежно появятся заусеницы. Кроме того, в прокатываемом металле могут возникнуть значительные напряжения, которые вызовут трещинообразование или другие виды брака. Чередующееся сочетание калибров получило название системы калибров (рис.3.10), например, ромб-квадрат, овалквадрат, ромб-ромб и т. д. Наиболее широко применяемыми системами вытяжных калибров являются системы: а) Прямоугольных калибров. Эту систему используют для прокатки блюмов в крутые заготовки. б) Ромб-квадрат и овал-квадрат. Эти для прокатки в более мелкие заготовки. в) Овал-круг. Эта система для прокатки малопластичных металлов. Расчет каждой из систем вытяжных калибров проводится по специальным методикам. Рис.3.10. Схема прокатки стали круглого сечения диаметром 5…20 мм (а), круглого сечения диаметром более 20 мм (б) и квадратного сечения (в) в калибрах определённых систем. Наиболее удобным для прокатки круглого профиля являются системы: квадрат-овал-квадрат (рис.3.10, а) или квадратромб-квадрат (рис.3.10, б). В обоих случаях квадратные калибры в валках расположены на ребре. Подобное распределение и чередование калибров способствует лучшему обжатию и проработке всех слоев прокатываемого металла. Прокатку изделий квадратного сечения производят в чередующихся калибрах системы ромб-квадрат-ромб (рис.3.10, в). Основное оборудование прокатного производства – прокатный стан (рис.3.11), состоящий из привода и одной или нескольких рабочих клетей. В привод входит электродвигатель 8, редуктор 7, шестеренная клеть 5, муфты 6 и шпинделей 4. Рабочая клеть состоит из валков 2 и станины 1. В станине имеются нажимные механизмы 3 для изменения расстояния между валками и регулированием взаимного расположения их осей. Рис.3.11. Схема прокатного стана. Прокатные станы классифицируют: 1. По числу и расположению валков в рабочих клетях: а) Станы дуо (рис.3.12 а, б), имеющие 2 валка, вращающиеся в одну (нереверсивные станы) либо в обе стороны (реверсивные станы). Последние позволяют пропускать обрабатываемый металл в обе стороны. б) Станы трио (рис.3.12 в, г). б) Станы кварто (рис.3.13 а). в) Многовалковые станы – шестивалковые, двенадцативалковые и двадцативалковые (рис.3.13 б, в, г). Рис.3.12. Схема расположения валков в двухвалковых и трёхвалковых станах. Рис.3.13. Схема расположения валков в многовалковых станах. Конструкции на рис.3.12 (в, г) позволяют применять рабочие валки малого диаметра, благодаря чему растёт давление металла на валки и увеличивается вытяжка. г) Универсальные станы, имеющие кроме горизонтальных валков также и вертикальные (с одной или обеих сторон). 2. По числу и расположению рабочих клетей: а) Одноклетьевые. б) Многоклетьевые (с линейным расположением клетей и с последовательным расположением клетей). В станах с линейным расположением клетей валки всех клетей кинематически связаны друг с другом и вращаются с одной скоростью, что препятствует значительному увеличению скорости прокатки по мере увеличения длины прокатываемой заготовки. В станах с последовательным расположением клетей (непрерывные станы) каждая клеть имеет свой привод. Окружная скорость каждой последующей пары валков больше скорости предыдущей пары на строго определенную величину. На непрерывных станах можно прокатывать полосу с натяжением, что увеличивает обжатие. 3. По назначению: а) Станы для производства полупродукта: блюминги – обжимные станы для обжатия крупных стальных слитков в блюмы; слябинги – обжимные станы для обжатия слитков в слябы. Блюм – заготовка квадратного сечения от 150 150 мм до 450 450 мм. Сляб – полуфабрикат, имеющий прямоугольное сечение толщиной 65 … 300 мм и шириной 600 … 1600 мм. б) Заготовочные станы для получения полупродукта более мелкого сечения из блюмов или слитков небольшой массы. в) станы для выпуска готового проката: сортовые, листопрокатные, трубопрокатные и. т. д. Размер блюмингов, слябингов, заготовочных, рельсобалочных, сортовых станов характеризуется диаметром рабочих валков. Например, стан 500 имеет валки диаметром 500 мм. Для листовых станов основной параметр – длина бочки валка. Например, стан 3000 имеет длину бочки рабочих валков 3000 мм. Технология производства основных видов проката. Наиболее общая схема технологического процесса прокатки включает следующие операции: 1. Подготовка исходного материала к прокатке; 2. Нагрев металла перед прокаткой; 3. Собственно прокатку; 4. Отделку и контроль качества проката. Для прокатки блюмов и слябов исходным материалом служат слитки спокойной, полуспокойной или кипящей стали массой до 60 т или из цветных металлов и сплавов массой до 10 т. При прокатке сортового или листового проката исходный материал – блюм или сляб или полупродукт после заготовочного стана. При подготовке исходного материала к прокатке удаляют поверхностные дефекты: плены, шлаковые включения на слитках или неглубокие трещины, лампасы, закаты, волосовины и др. дефекты. Удаляют их огневой зачисткой, обдиркой на металлорежущих станках, пневматической вырубкой, зачисткой абразивными кругами, электродуговой зачисткой и др. способами. В ряде случаев в технологическом потоке обжимных станов устанавливают машины огневой зачистки для удаления дефектов на прокатанном полупродукте, но чаще всего эти операции выполняются в складских помещениях. Удаление поверхностных дефектов повышает качество поверхности прокатанной продукции, увеличивает выход годного продукта и улучшает технико-экономические показатели работы стана. Подготовленный исходный материал нагревают в разных нагревательных устройствах. Листы тоньше 2 мм в горячем состоянии прокатывать сложно из-за их быстрого остывания, такие листы, как правило, получают холодной прокаткой (чаще рулонным способом) из горячекатаных листов – заготовок. Количество нагрева оказывает большое влияние на макрокроструктуру и микроструктуру металла, а механические свойства и качество металла – на производительность стана и величину брака. Нагретый металл транспортируют к стану для прокатки по рольгангу, пропуская по пути через окалиноломатели, в которых окалина дробится при деформировании в валках с небольшими обжатиями. К отделочным операциям относятся: правка, осуществляемая на роликовых правильных машинах для устранения общей и кромочной неплоскостности; термическая обработка, заключающаяся, как правило, в нормализации или отжиге для перераспределения и снятия остаточных после прокатки напряжений и обеспечения однородности показателей механических свойств в любом сечении проката, термообработка необходима для легированных сталей и для листов или профилей значительной толщины (более 12…14 мм); резка на листы и профили заказанной длины на дисковых или гильотинных ножницах; у листов обрезают также продольную кромку, удаляя узкую полосу, которую может получиться непрямолинейной после прокатки, иметь недостаточную толщину и кромочные дефекты (трещины, расслоения, подрезы и т. п); испытание; взвешивание; маркирование с указанием марки стали, шифра металлургического завода, номера плавки и простановкой клейма ОТК с помощью керна и дублированием накерненной маркировки надписью краской. Сортамент прокатки. Форма поперечного изделия называется профиль. Совокупность всех профилей которые можно получать прокатом называется сортамент. Весь сортамент стального проката делят на 4 группы. 1) Сортовой прокат А) прокат простых геометрических фигур (круг, треу., кв, тр-гр.) Б) сложной геометрической фигуры (уголок, тавр, двутавр, рельсы, сивеллер (П)) при этом специализируют сортовой прокат для разных отраслей (машиностроительная) 2) листовой прокат А) тонко листовой (толщина 4 мм) Б) толсто листовой (толщин от 4 до 60 мм) 3) трубный прокат А) бесшовные трубы Б) сварные трубы 4) специальный прокат СУЩНОСТЬ в том что изделие имеет закономерную геометрическую форму (колеса трамвая, бандажи ж/д) Периодический прокат- это прокат форма поперечного сечения периодически меняется. Тема 5.3. Прессование и волочение Сущность прессования и волочения. Продукция, получаемая прессованием и волочением. Методы прессования. Инструмент и оборудование, применяемые при прессовании и волочении. Технологические схемы прессования и волочения. Волочением называют процесс протягивания прутка или проволоки через отверстие в волоке (матрице), размеры поперечного сечения которого меньше размеров исходной заготовки. Волочение проводят на волочильных станах для получения тонкой и тончайшей проволоки, калибрования прутков и труб круглого и фасонного сечения из стали и цветных металлов. Прессование — процесс, в результате которого металл выдавливают через круглое или фасонное очко в матрице. Форма и размеры очка определяют форму и сечение прессуемого изделия — прутков, труб и фасонных профилей из цветных металлов и их сплавов, а также сталей. Прессование производят на гидравлических или механических прессах.Волочения осуществляют главным образом в холодном состоянии и очень редко в горячем. Сортамент изделий, изготовленных волочением, очень разнообразен: проволока 0,002-10 мм и фасонные профили (рис. 3.47, б), трубы диаметром от 0,3 до 500 мм с толщиной стенки от 0,05 до 5-6 мм. +Волочение труб можно выполнять без оправки, для уменьшения только внешнего диаметра (редуцирование), и с оправкой (для уменьшения внешнего диаметра и толщины стенки) Продукция получаемая прессованием. Таким способом обработки металла давлением изготавливают: прутки диаметром от 3 до 350 мм; трубы диаметром от 20 до 400 мм, имеющие толщину стенки от 1,5 до 15 мм; профили сложного сечения полые и сплошные. Для прессования могут быть использованы слитки цветных металлов (медь, латунь, бронза), легированной или углеродистой стали. Технологический процесс прессования включает операции: – подготовка заготовки к прессованию (разрезка, предварительное обтачивание на станке, так как качество поверхности заготовки оказывает влияние на качество и точность профиля); – нагрев заготовки с последующей очисткой от окалины; – укладка заготовки в контейнер; – непосредственно процесс прессования; – отделка изделия (отделение пресс-остатка, разрезка). Прессование производится на гидравлических прессах с вертикальным или горизонтальным расположением плунжера, мощностью до 10000 т. Применяются два метода прессования: прямой и обратный (рис. 8.9.) При прямом прессовании движение пуансона пресса и истечение металла через отверстие матрицы происходят в одном направлении. При прямом прессовании требуется прикладывать значительно большее усилие, так как часть его затрачивается на преодоление трения при перемещении металла заготовки внутри контейнера. Пресс-остаток составляет 18…20 % от массы заготовки (в некоторых случаях – 30…40 %). Но процесс характеризуется более высоким качеством поверхности, схема прессования более простая. Рис. 8.9. Методы прессования: а) – прямым; б) – обратным; в) – прессование трубы При обратном прессовании заготовку закладывают в глухой контейнер, и она при прессовании остается неподвижной, а истечение металла из отверстия матрицы, которая крепится на конце полого пуансона, происходит в направлении, обратном движению пуансона с матрицей. Обратное прессование требует меньших усилий, пресс-остаток составляет 5…6 %. Однако меньшая деформация приводит к тому, что прессованный пруток сохраняет следы структуры литого металла. Конструктивная схема более сложная Прессование выполняется на гидравлических прессах – вертикальных и горизонтальных. Вертикальные прессы строятся усилием; до 1000 т, горизонтальные – до 20 тыс. т. Последние рассчитаны на производство крупных профилей и труб большого диаметра. Весь процесс производства профилей и труб автоматизирован. +Процесс прессования характеризуется следующими основными параметрами: коэффициентом вытяжки, степенью деформации и скоростью истечения металла из очка матрицы. Тема 5.4. Холодная штамповка Холодная листовая штамповка: достоинства, область применения, применяемый материал, оборудование и инструмент. Основные операции холодной штамповки. Разделительные операции: резка на ножницах, применяемые ножницы; резка в штампах – отрезка, вырубка, пробивка, рабочий инструмент; раскрой металла. Формоизменяющие операции: гибка, вытяжка, отбортовка, их сущность. Разновидности холодной объемной штамповки: холодная высадка, холодное выдавливание, холодная объемная формовка, их сущность и назначение. Листовой штамповкой называют штамповку изделий или заготовок из листового или фасонного проката без обусловленного значительного перераспределения металла в поперечном сечении исходной заготовки. Листовой штамповкой обрабатывают стали, деформируемые цветные металлы и их сплавы, а также некоторые неметаллические материалы. Тонколистовой материал (толщиной до 4 мм) штампуют главным образом в холодном состоянии, а толстолистовой (толщиной свыше 4 мм) — как в холодном, так и горячем. Холодная листовая штамповка представляет собой сложный комплекс различных технологических этапов, включающих раскрой материалов, выбор последовательности операций, проектирование штампов и т. д. Широкое применение этот вид обработки металлов давлением нашел в машиностроении, производстве товаров массового потребления, металлургии и других отраслях промышленности. Листовой штамповкой изготовляют более 70 % деталей легковых автомобилей, около 95 % металлических изделий широкого потребления и т. д., а также обрабатывают металлические и неметаллические материалы (картон, пластики, кожа и другие). При этом она имеет технические и экономические преимущества перед другими методами обработки металлов давлением и резанием, которые дают возможность: получать детали весьма сложных форм, изготовление которых другими способами невозможно или затруднительно; изготавливать прочные и жесткие детали с малой массой; штамповать взаимозаменяемые детали при соблюдении точности их изготовления в пределах установленных допусков; достигать высокой производительности с широкой возможностью механизации и автоматизации процесса штамповки иметь сравнительно малый процент отходов и брака (коэффициент использования металла достигает в среднем 75 %). Технологии листовой штамповки позволяют так разрабатывать конструкцию детали, что при изготовлении ее потребуется минимальное количество штампов — инструмента для деформации металла. Общие технологические требования к конструкции листовых штампованных деталей заключаются в следующем: Механические свойства листового материала должны удовлетворять требованиям прочности и жесткости изделия, а также эффективности формоизменения при пластической деформации, поэтому следует отдавать предпочтение более пластичному материалу для изготовления сложных по форме деталей. Толщину заготовки для детали необходимо выбирать не только по прочности материала и степени упрочнения, полученной им в процессе деформации, но и с учетом возможности создания в конструкции детали элементов жесткости (бортов, ребер, рифтов и т. д.). Конфигурация детали должна обеспечивать максимальный коэффициент использования металла при раскрое. Материалы, используемые для деталей, следует унифицировать по толщине листа и маркам. Количество штампованных деталей в штампосварной конструкции рекомендуется сводить к минимуму за счет усложнения объемной конструкции отдельной детали. Допуски на размеры штампованных деталей назначают так, чтобы обеспечить взаимозаменяемость большинства штампованных деталей. Все операции листовой штамповки делят на разделительные, формоизменяющие, прессовочные и штампосборочные. Поскольку имеются разновидности операций внутри каждой группы, а также разночтения в разных источниках, касающиеся названий одних и тех же операций, то с целью конкретизации терминологии в отечественной практике листовой штамповки названия операций должны соответствовать ГОСТ 18970-84. Операции листовой штамповки Разделительные операции листовой штамповки Все разделительные операции листовой штамповки заключаются в полном или частичном отделении одной части заготовки от другой по замкнутому или незамкнутому контуру. В листовой штамповке принято использовать следующие термины. Операция — это часть технологического процесса, осуществляемая одним или несколькими рабочими (бригадой) на одной машине и охватывающая собой все последовательные действия по обработке данной заготовки (например, вырубка, вытяжка, гибка и др.). При штамповке в комбинированных штампах операция осуществляется в несколько переходов. Так, в совмещенном или последовательном штампе можно за одну операцию выполнить два или несколько переходов, например вырубку и пробивку, вырубку и гибку и т. д. Приемом называют законченное действие рабочего (например, установка заготовки в штампе, перемещение заготовки на другую позицию в штампе и т. п.). При штамповке операции подразделяют на переходы, а переходы могут состоять из нескольких приемов. Производственный процесс состоит из операций: технологических, контрольных и транспортных (перемещение заготовок или полуфабрикатов от одной машины к другой). Заготовкой называют материал, предназначенный для первой технологической операции, а полуфабрикатом называют частично обработанную заготовку, предназначенную для последующей обработки. Рис. 10.1. Схемы разделительных операций листовой штамповки: а — отрезка; б — разрезка; в — надрезка; г — обрезка; д — вырубка; е — пробивка; ж — высечка; з — просечка в штампе; и — проколка; к — зачистка; л — чистовая вырубка; м — чистовая пробивка В листовой штамповке используют разделительные операции, схемы которых представлены на рис. 10.1. Отрезка — полное отделение заготовки по незамкнутому контуру путем сдвига. Разрезка — разделение заготовки на части по незамкнутому контуру путем сдвига. Надрезка — неполное отделение части заготовки путем сдвига. Обрезка — удаление излишков металла путем сдвига. Вырубка — полное отделение заготовки или изделия от исходной заготовки по замкнутому контуру путем сдвига. Пробивка — образование в заготовке отверстия или паза путем сдвига с удалением части металла в отход. Высечка — полное отделение заготовки или изделия от исходной заготовки по замкнутому контуру путем внедрения инструмента. Просечка в штампе — образование отверстия в заготовке путем внедрения инструмента с удалением части металла в отход. Проколка — образование в заготовке отверстия без удаления металла в отход. Зачистка — удаление технологических припусков с помощью штампа с образованием стружки для повышения точности размеров и уменьшения шероховатости поверхности штампованной заготовки. Кроме уже перечисленных операций в листовой штамповке предусмотрены операции, являющиеся производными от основных. Чистовая вырубка — это вырубка в условиях всестороннего неравномерного сжатия в зоне разделения материала. Чистовая пробивка — пробивка в условиях всестороннего неравномерного сжатия в зоне разделения материала. Поставка металла потребителю производится в пакетах или в рулонах из прокатных цехов металлургических заводов. В штамповочных цехах листы и ленты разрезают на полосы или заготовки на ножницах с параллельными или наклонными ножами, на дисковых ножницах с одной или несколькими парами ножей или на другом оборудовании. Вырубку, пробивку, зачистку, разрезку и надрезку выполняют в штампах на прессах. Листовые детали штампуются из заготовок по схемам: одна заготовка — одна деталь; одна заготовка — несколько деталей; полоса в рулоне — много деталей. Поэтому разделительные операции должны соответствовать указанным схемам штамповки. Наиболее распространенным способом резки заготовок из листа в единичном, мелкосерийном и серийном производстве является резка на кривошипных ножницах. Разделение листового металла в штампах происходит аналогично процессу резки на ножницах. В данном случае поверхность разделения может быть как прямолинейной, так и криволинейной, а в большинстве случаев замкнутой. Для отделения одной части заготовки от другой по замкнутому контуру применяют преимущественно операции вырубки и пробивки. Обычная вырубка и пробивка дает поверхность среза, которая по качеству в большинстве случаев дает удовлетворительную точность. Полученные вырубкой тонколистовые детали применяются для сборки узлов, использующихся, например, в тракторо- и автомобилестроении. У этих деталей поверхности разделения не требуют дальнейшей доработки. Для небольших деталей обычная вырубка (пробивка) дает криволинейную шероховатую поверхность со сколом. Поэтому для таких поверхностей требуется дополнительная обработка на механических станках, имеющих по сравнению с прессом значительно меньшую производительность. Во многих случаях улучшить поверхность среза можно за счет дополнительной операции в специальных зачистных штампах. Сущность технологии заключается в снятии пуансоном или матрицей небольшого слоя металла с поверхности разделения. Качество зачищаемой поверхности в значительной степени зависит от толщины срезаемого слоя или припуска на зачистку. Чем меньше толщина срезаемого слоя, тем выше качество зачистки. Операция зачистки мелких отверстий представлена на рис. 10.2. Рис. 10.2. Схема зачистки: а — мелких отверстий; б — зачистки, проводимой одновременно с пробивкой отверстия: 1 — пуансон; 2 — деталь; 3 — матрица; d1 — диаметр вырубленного отверстия; d2 — диаметр пуансона Для разделительных операций большое значение имеет рациональный раскрой, под которым понимают такое расположение на листовом материале заготовок для последующей штамповки (карточек, полос) или деталей, которое обеспечивает максимальное использование металла. Для оптимизации раскроя применяют различные математические методы, что позволяет повысить экономию металла, особенно в массовом и крупносерийном производстве. Показателем, характеризующим экономичность раскроя, является коэффициент раскроя Кр — безразмерная величина, определяемая при листовой штамповке отношением масс изделий, получаемых из исходной заготовки, к массе исходной заготовки. При листовой штамповке исходной заготовкой является лист, полоса или лента, поступающая на операцию штамповки. В практике расчетов Кр, учитывая постоянную толщину листов, часто вместо соотношения масс пользуются соотношением площадей. Формоизменяющие операции листовой штамповки Формоизменяющие операции листовой штамповки применяются для изменения формы заготовок путем пластического деформирования. В листовой штамповке используются следующие формоизменяющие операции, схемы которых представлены на рис. 10.3. Рис. 10.3. Схемы формоизменяющих операций листовой штамповки: а — гибка; б — вытяжка без утонения; в — вытяжка с утонением через две матрицы; г — отбортовка; д — обжим в штампе; е — раздача; ж — скручивание; з — обтяжка; и — рельефная формовка; к — закатка; л — завивка; м — калибровка; н — правка давлением; о — ротационная вытяжка; п — комбинированная вытяжка Гибка — образование или изменение углов между частями заготовки или придание ей криволинейной формы (рис. 10.3, а). Гибку листового материала проводят поворотом одной части заготовки относительно другой вокруг некоторой линии, которая называется линией гиба. При этом обеспечивается заданное расположение частей детали в двух или более плоскостях под определенными углами и закруглениями по дуге окружности или по дуге другой кривой. Различают одноугловую, двухугловую и многоугловую виды гибки (рис. 10.4). В качестве разновидностей гибки также выделяют закатку (рис. 10.3, к) и завивку (рис. 10.3, л). При возможности в штампе совмещают гибку с другими операциями (отрезкой, вырубкой, пробивкой). Рис. 10.4. Виды гибки: а — одноугловая; б — двухугловая, в -многоугловая; R — наружный радиус изогнутой детали; r — внутренний радиус изогнутой детали; В — ширина заготовки; Н — высота загнутой части; толщина заготовки; φ — угол гибки В процессе гибки в изгибаемой части заготовки происходит последовательно упругая, упруго-пластическая и пластическая деформация, протекающая различно с каждой из сторон изгибаемой заготовки. Слои металла внутри угла изгиба (со стороны пуансона) сжимаются и укорачиваются в продольном и растягиваются в поперечном направлении. Наружные слои (со стороны матрицы) растягиваются в продольном и сжимаются в поперечном направлении. Между растянутыми и укороченными слоями находится нейтральный слой, длина которого равна длине заготовки догибки. Этот слой можно представить условной криволинейной поверхностью, разделяющей деформированные слои металла. Для определения размеров (развертки) плоской заготовки, подвергающейся гибке, используют равенство длины заготовки длине нейтрального слоя изогнутой детали. Вытяжка — образование полого изделия из плоской или полой исходной листовой заготовки (рис. 10.3, б). Детали, получаемые вытяжкой, могут иметь форму тел вращения, коробчатую форму и сложную форму. Детали с формой тел вращения бывают с фланцем, без фланца, с плоским и фасонным дном. Детали коробчатой формы получают с квадратными, прямоугольными, криволинейными боковыми стенками с фланцем или без фланца, а дно у них может быть плоское или фасонное. Детали сложной формы изготавливают полусимметричными, имеющими только одну плоскость симметрии, и несимметричными. К особой группе относят обтяжку (рис. 10.3, з), которую проводят путем растяжения материала и обтягивания его вокруг специального шаблона. Вытяжка бывает без утонения стенки (рис. 10.3 с утонением стенки (рис. 10.3, в) и комбинированная (рис. 10.3, п). Вытяжка с утонением — вытяжка полой заготовки с обусловленным уменьшением толщины стенок исходной полой заготовки без изменения ее внутреннего диаметра. При этом способе вытяжка осуществляется за счет заранее предусмотренного уменьшения стенки вытягиваемого полуфабриката при незначительном уменьшении его диаметра. Комбинированная вытяжка — вытяжка плоской или полой заготовки с обусловленным уменьшением толщины стенок или с изменением диаметра полой заготовки. Ротационная вытяжка — это вырубка в условиях всестороннего неравномерного сжатия в зоне разделения материала (рис. 10.3, о). Отбортовка — образование борта по внутреннему и (или) наружному контуру заготовки (рис. 10.3, г). Отбортовку применяют в качестве замены операции вытяжки с последующей отрезкой дна для достижения параллельности торца и дна вытянутой детали, образования фланца у трубчатой детали, создания бортов под резьбу. Кроме того, отбортовкой соединяют детали при проведении штампосборочных операций. В зависимости от характера деформации, схемы напряженного состояния и назначения различают внутреннюю отбортовку (вокруг отверстия) и отбортовку наружного контура. Сущность второго способа заключается в образовании бортов или фланцев по наружному краю заготовки. Обжим в штампе (обжим) — уменьшение размеров поперечного сечения части полой заготовки путем одновременного воздействия инструмента по всему ее периметру (рис. 10.3, д). Обжим широко применяется в производстве гильз. Для выполнения этой операции открытый конец полой заготовки или трубы вталкивается в рабочую часть матрицы, имеющую форму готового изделия или промежуточного полуфабриката. Раздача — увеличение размеров поперечного сечения части полой заготовки путем одновременного воздействия инструмента по всему периметру (рис. 10.3, е). Раздачу полой заготовки ведут с помощью конического пуансона. Этой операцией, в частности, производится закатка краев в штампе. Скручивание — поворот части заготовки вокруг продольной оси (рис. 10.3, ж). Обтяжка — образование заготовок заданной формы приложением растягивающих усилий к ее краям (рис. 10.3, з). Рельефная формовка — образование рельефа в листовой заготовке за счет местных растяжений без обусловленного изменения толщины металла (рис. 10.3, и). Закатка — образование закругленных бортов на краях полой заготовки (рис. 10.3, к). Завивка — образование закругленной на концах плоской заготовки или заготовки из проволоки (рис. 10.3, л). Калибровка — повышение точности размеров штампованной заготовки и уменьшение шероховатости ее поверхности (рис. 10.3, м). Правка давлением — устранение искажений формы заготовки (рис. 10.3, н). Раздел 6. Сварочное производство Основы сварки. Понятие свариваемости. Характеристика свариваемости металлов и сплавов. Влияние содержания углерода и легирующих элементов на свариваемость сталей. Типы сварных соединений и типы сварных швов (стыковые, тавровые, нахлесточные, угловые). Сущность электродуговой сварки металлов. Сварочная дуга, источники ее питания. Сварочные электроды и сварочная проволока. Ручная дуговая сварка. Электродуговая сварка в среде защитных газов. Электродуговая резка металлов. Сущность процессов сварки давлением. Точечная, шовная и стыковая сварки, область применения, оборудование. Сущность и область применения газовой сварки и резки металлов. Газы, применяемые при сварке и резке. Технология, оборудование и аппаратура, применяемая при газовой сварке и резке. Во время электродуговой сварки металлические кромки деталей, которые примыкают одна к другой, плавятся под воздействием высокой температуры. Ее источником является электрическая дуга, которая образуется в результате замыкания цепи. Во время работы сварщик перемещает электрод по стыку. Вслед за ним перемещается и расплав, называемый сварочной ванной. Со временем расплавленный металл стынет и образует монолитное прочное соединение, которое называется сварным швом Свариваемость – способность металла образовывать качественные сварные соединения, удовлетворяющие эксплуатационным требованиям конструкции. Различают физическую и технологическую свариваемость Так как повышение содержания углерода в сталях ухудшает их свариваемость, а в низколегированных сталях, применяемых в свар ных конструкциях, количество углерода ограничивают до 0,23%. Этим достигается хорошая или удовлетворительная свариваемость сталей +При С, > 0,45 сварка сталей может сопровождаться образовани ем трещин и поэтому необходимо применять меры, предупреждаю щие их возникновение, в том числе снижение содержания углерода в шве (не более 0,15%). +Низколегированные стали по сравнению с углеродистыми более чувствительны к сварочному нагреву. Они склонны к образованию закалочных структур, перегреву, разупрочнению +Низколегированные стали обладают меньшей склонностью к об разованию пор из-за выделения в металле при сварке оксида углерода, так как в металле содержится достаточное количество раскислителей. +Среднелегированные стали. Содержание одного леги рующего элемента в этих сталях не превышает 2—5% , а суммарное содержание всех элементов — 5—10%. Указанные стали относятся к перлитному (25ХГСА, 30ХГСА, 35ХГСА и др.) или мартенситному классам (30ХГ2Н2СВМА, 30Х2НМФА и др.). В целом свариваемость среднелегированных сталей оценивается как ограниченная. При свар ке приходится учитывать их повышенную чувствительность к сва рочному нагреву, склонность к образованию горячих и холодных трещин. +Основными методами сварки среднелегированных,низколегированных сталей является сварка в углекислом газе, аргоне (ред.) +Стали с повышенным содержанием хрома при сварке могут окис- I литься и образовывать тугоплавкий оксид хрома, который в раде I случаев препятствует хорошему формированию обратной стороны I шва. Этого можно избежать, защищая шов от окисления сваркой на подкладках, плотно прилегающих к шву, с подачей снизу аргона или нанесением специальных флюсов на свариваемые кромки с об ратной стороны шва. Особенностью сплавов алюминия и магния является наличие на их поверхности плотной пленки оксидов +Особенностью сплавов алюминия и магния является наличие на их поверхности плотной пленки оксидов Физическая свариваемость металлов – свойство материалов давать монолитное соединение, т.е. способность их к взаимной кристаллизации с образованием твердых растворов Технологическая свариваемость металлов – технологическая характеристика металла, определяющая его реакцию на воздействие сварки и способность образовывать неразъемное сварное соединение с заданными эксплуатационными свойствами с наименьшими затратами ЧТО ПРЕДСТАВЛЯЕТ СОБОЙ СВАРОЧНОЕ СОЕДИНЕНИЕ Прежде всего, это неразъемное соединение, которое выполняется сваркой. Существует множество способов выполнения таких работ. Их популярность легко объясняется отличным качеством и высокой прочностью. Низкая стоимость и высокая скорость выполнения позволили этой технологии проникнуть во все сферы народного хозяйства. При этом интерес к сварке не снижается и множество ученых и инженеров продолжают работать над усовершенствованием процесса. ТИПЫ СВАРНЫХ СОЕДИНЕНИЙ В сварочной технологии рассматривают следующие типы: стыковое – этот тип соединения предполагает сваривание торцевых поверхностей деталей; нахлесточное – в этом случае детали располагают параллельно, с частичным заходом одной на другую; угловое – детали устанавливают под углом и сваривают вдоль линии примыкания; тавровое – торец одной детали приваривают к боковой поверхности другой детали; торцевое – сваривание производится по примыкающим боковым поверхностям. Наибольшее распространение имеет стыковое. Оно не требуют высокой квалификации сварщика, отличается надежностью и качеством. От пространственного положения шва зависит технология и сложность его выполнения. По этому признаку выделяют следующие виды сварных швов: нижние, горизонтальные, вертикальные и потолочные Разделение по конфигурации не требует особых разъяснений и не отличается особыми приемами. По этому признаку их делят на следующие виды: прямолинейные, криволинейные и кольцевые. Сварные швы получаются вогнутыми, выпуклыми или плоскими. На этом признаке создали еще одно разделение: по степени выпуклости. по виду сварки сварные соединения разделяют по методу: дуговой сварки; автоматической и полуавтоматической сварки под флюсом; дуговой сварки в защитных газах; электрошлаковой сварки; электрозаклепочные; контактной электросварки; паяных соединений. Электроды и их особенности Сварочная проволока и электроды, тая под действием высокой температуры, наполняют сварочную ванну присадочным металлом. Однако, в отличие от проволоки, электрод может быть не только неплавким, но даже и неметаллическим. Подробности ниже по тексту. Плавкие электроды И в зависимости от состава присадок к железоуглеродистому сплаву, прутки (а равно и сами плавкие электроды) разделяются на: Высоколегированные сорта (содержание присадок до 20-25 процентов). Легированные сорта (содержание присадок до 5-7 процентов). Низкоуглеродистые сорта (содержат до одного процента легирующих присадок и состоят из конструкционной стали). Диаметры электродов измеряются по диаметру прутка и бывают разными Неплавкие электроды используются в процессе сварки в среде защитного газа, то есть при TIG и MIG технологии. Неплавкий электрод не является источником присадочного материала – он работает как проводник электрического тока Основа неметаллических электродов – технически чистый графит, из которого делают прутки диаметром до 18 миллиметров и длиной до 0,7 метра. Этот тип является частным случаем неплавких электродов. Поэтому его используют в процессе резки, наплавки, сварки под флюсом. Проволока изготавливается из сталей, цветных металлов и сплавов. По ГОСТ 2246-70 стальная проволока бывает легированной, высоколегированной и низкоуглеродистой (как электроды). Проволока из цветных металлов используется для сварки соответствующих материалов и имеет тот жен состав, что и стыкуемые заготовки. То есть, для сварки алюминия нужна алюминиевая проволока и так далее. Способ дуговой сварки в защитных газах заключается в том, что в зону дуги поступает защитный газ. Выделяемое дугой тепло расплавляет основной металл и электрод. Остывая, металл сварочной ванны образует сварочный шов. Защитный газ изолирует расплавленный металл от газов в воздухе, препятствуя их взаимодействию. Электрическую дугу активно используют не только при сварке, но и при резке металла. Существует несколько разновидностей дуговой резки металлических деталей: ручная дуговая резка плавящимся и неплавящимся электродами, а также воздушно- и кислородно-дуговая резка. Дуговая резка неплавящимся электродом При данном способе работа проводится как на переменном, так и на постоянном токе прямой полярности. Сила тока должна составлять 400-800 А. При этом используются угольные и графитовые электроды. (ред.) Дуговая резка плавящимся электродом Этот метод позволяет достичь большей точности и чистоты, а сам разрез выходит более узким в отличие от предыдущего метода. Для резки применяют те же электроды и того же диаметра, что для сварки, повысив при этом силу тока на 20-30%. Воздушно- и кислородно-дуговая резка Такой способ разделения металлических частей отличается от предыдущих тем, что расплавленный электрической дугой металл сразу выдувается струёй сжатого воздуха или чистого кислорода. Обычно этот метод применяют с целью избавления от дефектов места сварки и разделения заготовок из нержавеющей стали толщиной не более 20 мм Сварка давлением-это вид сварки при котором детали свариваются по средствам их пластической деформации, возможен дополнительный разогрев или сплавление с помощью трения " Диффузионная сварка металла происходит за счёт взаимной диффузии атомов в кромках свариваемых изделий. Процесс происходит с нагревом ниже температуры плавления, то есть сваривание происходит в твердом состоянии (ред.) " Ультразвуковая сварка металлов является одниз из видов сварки давлением и происходит она при помощи ультразвуковых колебаний. Сварное соединение формируется при сжатии свариваемых кромок, происходящих при небольшом усилии и одновременном воздействии ультразвуковых волн (ред.) Стыковая сварка – вид контактной сварки, при которой заготовки свариваются по всей поверхности соприкосновения. Применяется при сварке деталей круглого, квадратного, трубчатого поперечного сечения из углеродистых и нержавеющих сталей, меди, латуни. Свариваемые детали закрепляют в медных зажимах стыковой машины с усилием РЗ. Один из зажимов установлен на подвижной плите, перемещающейся по направляющим станины, а второй зажим на неподвижной плите. Вторичный виток сварочного трансформатора (вторичная обмотка состоит из одного или двух витков) соединен с зажимами медными гибкими шинами. Питание трансформатора осуществляется от сети переменного тока. Перемещение плиты и сжатие свариваемых деталей осуществляется механизмом осадки Точечная сварка – вид контактной сварки, при котором изделия, наложенные одно на другое, свариваются в отдельных точках. Применяется для изделий, где не требуется герметичность конструкции (для сварки арматуры – каркасы, сетки, кузовов автомашин, листовых конструкция и др. Шовная сварка или роликовая применяется для получения прочных и плотных швов при изготовлении тонкостенных сосудов, предназначенных для хранения жидкостей, газов и других продуктов, а также в производстве тонкостенных труб. Листы 1 толщиной 0,3–3 мм собирают внахлестку и затем зажимают усилием Р между двумя медными роликами 2 (электродами), к которым подводят электрический ток от сварочного трансформатора. При протекании тока в сварочной цепи и отсутствии вращения роликов образуется сварная точка. Если роликам сообщить вращательное движение, то точка будет превращаться в сплошной герметичный шов. С помощью стыкового соединения методом оплавления сваривают детали общей площадью компактного и развитого сечения 10 000 и 5 000 мм2. Это полые трубы, пруты и металлическая полоса, применяемые при изготовлении режущего инструмента, Точечная контактная сварка применяется для соединения тонкого, в том числе листового металла с диапазоном 0.013.00 мм. Сфера ее применения радиоэлектронная, авиационная, автомобильная промышленность, +При газопламенной обработке металлов в качестве источника теплоты используется газовое пламя – пламя горючего газа, сжигаемого для этой цели в специальных горелках. В качестве горючих газов используют ацетилен, водород, природные газы, нефтяной газ, пары бензина, керосина и др. Наиболее высокую температуру по сравнению с пламенем других газов имеет ацетиленокислородное пламя, поэтому оно нашло наибольшее применение. Газовая сварка- это сварка плавлением, при которой метал в зоне соединения нагревается до расплавления газовым пламенем (рис.8). При нагреве газовым пламенем 4 кромки свариваемых заготовок 1 расплавляются вместе с присадочным металлом 2,который может дополнительно вводиться в пламя горелки Газовую сварку применяют при изготовлении и ремонте изделий из тонколистовой стали толщиной 1-3 мм, монтаже труб малого и среднего диаметров, сварке соединений и узлов, изготовляемых из тонкостенных труб, сварке изделий из алюминия и его сплавов, меди, латуни и свинца, сварке чугуна с применением в качестве присадки чугунных, латунных и бронзовых прутков, наплавке твердых сплавов и латуни на стальные и чугунные детали. Газовой сваркой могут соединяться почти все металлы и сплавы, применяемые в настоящее время в промышленности. Наиболее широкое применение газовая сварка получила при строительно-монтажных работах, в сельском хозяйстве и при ремонтных работах. Схема газового поста с питанием от баллонов: 1 — стол; 2 — свариваемые детали; 3 — присадочный металл; 4 — горелка; 5 — шланг; 6 — ацетиленовый редуктор; 7 — кислородный редуктор. Сварочные посты газовой сварки (рис. 2) должны иметь следующее оборудование и инвентарь: ацетиленовый генератор или баллон с горючим газом; кислородный баллон; редукторы (кислородный и для горючего газа); сварочную горелку с набором сменных наконечников; шланги для подачи горючего газа и кислорода в горелку; сварочный стол; приспособления, необходимые для сборки изделий под сварку; комплект инструментов; очки с защитными стеклами; спецодежду для сварщика. Отметка в баллах Показатели оценки 0 (ноль) Отказ от ответа. Нет ответа; неполное (до 15%) изложение материала с многочисленными существенными ошибками (есть ответ, но не по существу вопроса, т.е. ответ по другому вопросу программы предмета). 1 (один) Частичный (или поверхностный) ответ по существу вопроса, без существенных ошибок; отсутствуют необходимые формулы, графики, рисунки и их пояснения. Осознанное воспроизведение большей части программного учебного материала, наличие несущественных ошибок. 2 (два) Полный ответ по существу вопроса, с необходимыми формулами, графиками, рисунками и их пояснениями, но без существенных ошибок. Полное системное знание и изложение учебного материала, описание, как основ, так и деталей рассматриваемой темы, отсутствие ошибок по существу вопроса. Экзаменационный билет содержит 5 вопросов. Каждый вопрос оценивается в баллах в соответствии с представленными критериями. Оценка за задание по экзаменационному билету производится по десятибалльной шкале и состоит из суммы баллов за каждый вопрос.