ФЕДЕРАЛЬНОЕ АГЕНТСТВО ПО ОБРАЗОВАНИЮ
ГОСУДАРСТВЕННОЕ ОБРАЗОВАТЕЛЬНОЕ УЧРЕЖДЕНИЕ
ВЫСШЕГО ПРОФЕССИОНАЛЬНОГО ОБРАЗОВАНИЯ
НИЖЕГОРОДСКИЙ ГОСУДАРСТВЕННЫЙ ТЕХНИЧЕСКИЙ
У Н И ВЕРС И ТЕТ им. Р. Е. А Л Е К С Е Е В А
В .Н . К А Й Н О В А , Г .И .Л Е Б Е Д Е В , Т .Н . Г Р Е Б Н Е В А
МЕТРОЛОГИЯ, СТАНДАРТИЗАЦИЯ
И СЕРТИФИКАЦИЯ
КОМ ПЛЕКС УЧЕБНО-М ЕТОДИЧЕСКИХ М АТЕРИАЛОВ
Часть 3
Рекомендовано Ученым советом Ниж егородского государственного
технического университета им. Р.Е. Алексеева в качестве
учебно-методического пособия для студентов заочной и дистанционной
форм обучения всех машиностроительных специальностей
Нижний Новгород 2007
УДК 621. 753. + 531.7
Кайнова В.Н., Лебедев Г.И., Т.Н.Гребнева Т.Н. М етрология, стан­
дартизация и сертификация: комплекс учебно-методических материалов:
Ч.3/ В.Н.Кайнова, Г.И. Лебедев Т.Н.Гребнева; НГТУ им Р.Е. Алексеева.
Н.Новгород, 2007.- 103с.
Содержит методические указания, варианты заданий для курсовых работ или
контрольных расчетно-графических работ и образец выполнения одного варианта,
вопросы для самоконтроля, а также список литературы.
Предназначен для студентов безотрывных и дистанционных форм обучения.
Рис. 44.Табл. 48. Библиогр:15 назв.
Научный редактор В.Н.Кайнова
Редактор Е.В. Комарова
Подписано в печать 11.07.2007. Формат 60х841/ 16.
Бумага офсетная. Печать офсетная. Усл. печ. л. 6,25
Уч-изд. л. 5,8. Тираж 300 экз. Заказ
Нижегородский государственный технический университет им. Р.Е.Алексеева.
Типография НГТУ.
Адрес университета и полиграфического предприятия:
603950, ГСП-41, Н. Новгород, ул. Минина, 24.
© Нижегородский государственный
технический университет
им. Р. Е. Алексеева, 2007
© Кайнова В.Н., Лебедев Г.И.,
Гребнева Т.Н. ,2007
СОДЕРЖ АН ИЕ
1. М етодические указания по выполнению курсовой работы ......................... 5
1.1. Нормирование точности гладких соединений................................................. 6
1.1.1. Соединения гладких валов и отверстий.................................................. 6
1.1.2. Контроль размеров гладкими калибрами.............................................. 8
1.1.3 Допуски и посадки подшипников качения на вал и в корпус..........9
1.1.4. Допуски размеров, входящих в размерные цепи................................ 10
1.2. Нормирование точности типовых соединений сложного профиля..........13
1.2.1. Нормирование точности метрической резьбы..................................... 13
1.2.2. Нормирование точности шпоночных соединений............................. 15
1.2.3 Нормирование точности шлицевых соединений................................ 16
1.2.4 Нормирование точности цилиндрических зубчатых передач..........17
1.3. Выбор универсальных средств измерения....................................................... 20
1.4. Памятка для самоконтроля по разделам работы.............................................23
2. Варианты заданий курсовых работ........................................................................26
2.1. Привод манипулятора промышленного робота.............................................. 26
2.2. Часть раздаточной коробки автомобиля............................................................29
2.3. Механизм поворота руки манипулятора.......................................................... 32
2.4. Редуктор смесителя бегунов................................................................................. 35
2.5. Механизм привода подач станка с ЧПУ........................................................... 38
2.6. Шпиндельная группа специального станка....................................................... 41
2.7. Часть коробки отбора мощности автомобиля.................................................. 44
2.8. Часть коробки перемены передач автомобиля................................................. 47
2.9. Часть коробки скоростей металлорежущего станка....................................... 50
2.10. Редуктор мундштучной стержневой машины................................................53
2.11. Часть узла включения кривошипа пресса....................................................... 56
2.12. Шпиндельная группа фрезерной головки станка........................................ 59
3
3. Пример выполнения курсовой работы ................................................................. 62
3.1. Исходные данные...................................................................................................... 62
3.2. Нормирование точности гладких соединений................................................. 64
3.2.1. Подбор посадки методом подобия.......................................................... 64
3.2.2. Назначение посадки расчетным методом.............................................. 67
3.2.3. Контроль размеров гладкими калибрами............................................. 70
3.2.4. Допуски и посадки подшипников качения на вал и в корпус........75
3.2.5. Допуски размеров, входящих в размерные цепи................................ 81
3.3. Нормирование точности типовых соединений сложного профиля..........84
3.3.1. Нормирование точности метрической резьбы..................................... 84
3.3.2. Нормирование точности шпоночных соединений.............................. 88
3.3.3. Нормирование точности шлицевых соединений............................... 91
3.3.4. Нормирование точности цилиндрических зубчатых передач.........94
3.4. Выбор универсальных средств измерения....................................................... 98
4. Контроль знаний......................................................................................................... 101
Список литературы .........................................................................................................102
П р и л о ж е н и е ....................................................................................................................103
4
1. М Е Т О Д И Ч Е С К И Е У К А З А Н И Я П О В Ы П О Л Н Е Н И Ю
КУРСОВО Й РАБОТЫ
По дисциплине "Метрология, стандартизация и сертификация" студенты маши­
ностроительных специальностей в соответствии со своими учебными планами вы­
полняют курсовую работу. Студенты остальных специальностей, в учебных пла­
нах которых по данной дисциплине курсовая работа не предусмотрена, выполняют
ее (полностью или частично) в виде индивидуальной расчетно-графической рабо­
ты в счет часов, отведенных на самостоятельную работу.
Студенты-заочники представляют указанную работу в виде двух контрольных
заданий по дисциплине. Номера вариантов задания для студентов выдаются препо­
давателем, консультирующим группу студентов.
Работа представляется студентами в виде расчетно-пояснительной записки со
схемами и эскизами в тексте.
Расчетно-пояснительная записка включает:
- титульный лист (см. приложение);
- задание, состоящее из сборочного чертежа механизма (ксерокопия),
описания его работы и таблицы с числовыми значениями исходных данных
в зависимости от номера варианта;
- содержание выполненной работы, состоящее из разделов с расчетами
пояснительными таблицами и эскизами;
- список использованной литературы.
В тексте должны быть указаны ссылки на использованную литературу.
Например: [1,5] или с указанием страницы и номера таблицы [3,с.12, табл.1.1].
Записка оформляется по требованиям СТП-1У-НГТУ-2004, который разрабо­
тан на базе стандартов ЕСКД, и заключается в обложку.
Задания по разделам студенты должны выполнять по мере изложения мате­
риала на лекциях и представлять их в предварительном варианте на просмотр
преподавателю. При этом студент должен сам, используя памятку для самокон­
троля, устранить типовые недочеты.
Преподаватель ставит дату просмотра после каждого предъявления студентом
очередной законченной части задания. Студенту при доработке тем замечания пре­
подавателя стирать НЕ РАЗРЕШАЕТСЯ.
Без зачтенной курсовой работы студент к экзамену не допускается. После
приема экзамена курсовая работа студенту не возвращается.
При введении в действие новых стандартов (о чем студентам сообщается на
лекциях) курсовая работа выполняется в соответствии с их требованиями.
5
1.1. НОРМ ИРО ВАНИЕ ТОЧНОСТИ ГЛАДКИХ СОЕДИНЕНИЙ
1.1.1. Соединения гладких валов и отверстий
Курсовая работа выполняется по выданному варианту задания.
Для В 1 и О 2 назначить посадки методом подобия, а для Дз посадку
определить расчетным методом по заданным предельным значениям зазоров
или натягов. Для всех трех соединений вычертить эскизы деталей и назначить
шероховатость, допуски формы и расположения поверхностей (расчетным ме­
тодом для более точных квалитетов).
Таблица
1.1
Карта исходных данных для гладких соединений
Наименования исходных данных
Значения исходных данных
А
А
А
Номинальный размер соединения
Название деталей, входящих в соединение
Заданные характеристики для расчетного метода на­
значения посадок, мкм: 5тах (Ытах),
*5тт (Ытт)
Требования, предъявляемые к работе соединения
при назначении посадок методом подобия (из опи­
сания к чертежу)
Для первых двух заданных соединений посадки подбираются методом подо­
бия, исходя из условий их работы. Алгоритм назначения посадки методом подобия
рассмотрен в [3, с.6]. На третье соединение посадка рассчитывается. Алгоритм
расчета приведен в [3, с. 7].
При назначении посадок необходимо особое внимание обратить на выбор
системы посадки. Предпочтительно использовать посадки в системе отверстия (СН),
посадки в системе вала (С И) должны быть экономически обоснованы.
Исходя из условий работы механизма, назначить тип посадки и вид сопряже­
ния, затем выбрать квалитет точности, учитывая условия эксплуатации соединения.
Методом подобия выбирается посадка из рекомендаций [1, табл. 1.6].
Рекомендации по выбору системы отверстия или вала, квалитета, подвиж­
ных или неподвижных посадок можно найти в учебной литературе [1, 9, 15].
При расчетном методе квалитет соединения определяется по заданным пре­
дельным характеристикам посадки, по которым рассчитывается допуск посадки:
с зазором: Т 8
^шах ^Ш1П ;
- с натягом: ТЫ = Ытах - ^ т т ;
- переходных: Т8Ы = *$тах + Ытах .
6
Далее по известному номинальному размеру определяется единица допуска и
находится число единиц допуска посадки, которое характеризует квалитет соеди­
нения:
Т5(ТN = а 5 (Л01 = ТБ + ТО = а в I + а а I = г(а в + а а),
а т = Т8(ТЫ) / 1,
где а ^ + а а = а$(н) - количество единиц допуска посадки с зазором (натягом),
выраженное через а р и а а - числа единиц допуска отверстия и вала соответст­
венно;
г = 0,1 1Т6 - единица допуска, значение определяется [1, табл. 1.1] для интер­
вала размеров, в котором находится номинальный размер отверстия или вала (в
посадке Б = О).
Можно принять одинаковые квалитеты для вала и отверстия или для отвер­
стия на один или два квалитета грубее, чем для вала. Назначить основные отклоне­
ния сопрягаемых деталей и подобрать стандартные поля допусков, учитывая задан­
ные предельные характеристики соединения. Например, для посадок:
- с зазором:
5 тах = Е з —ег; 5 т ш = Ег —ез;
- с натягом:
Д тах = е з —Ег; Д т т = ег —Е 5;
- переходных: Д тах = е з —Е1; 5 тах = Е 5 —ег.
Если для осуществления посадки с зазором назначена СН, тогда положение по­
ля допуска вала определится через известные величины Е1; Е 5; 5 тах; 5 т ^:
е з = — (5т т —Е1) —основное отклонение вала (верхнее);
ег = — (5тах —Е 5) или ег = е з —1 Т —второе отклонение вала (нижнее).
Посадки записать согласно ГОСТ 2.307 в смешанном обозначении на сбороч­
ном чертеже выданного задания. Числовые значения отклонений определить по
ГОСТ 25347 и ГОСТ 25346 или по учебным пособиям [1,9,11].
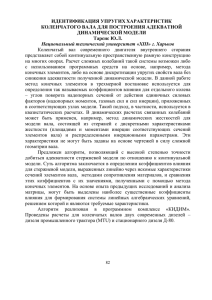
Схемы расположения полей допусков назначенных посадок следует изобра­
жать подобно примеру (рис. 1.1) или [1,9] (предельные отклонения допускается за­
давать в мкм или мм, соблюдая одну размерность по всей работе). Предельные
размеры поверхностей деталей определять по схеме и записывать в виде конечного
результата.
Проверить правильность назначенных посадок по величине допуска:
Т8(ТЫ) = ТЭ + ТО = 5тах - 5тт или ( Д ^ #тш).
Для посадок с зазором требуется выполнение условий:
5 шт табл. ~ 5 шт зад, а 5 тах табл. — 5 тах зад.
Для посадки с натягом должны выполняться следующие условия:
Д т т табл. — Д т т зад и Д тах табл. ~ Д тах зад..
Допускаемая погрешность может составлять ±10% [1, 9].
7
Наименьший зазор необходим для размещения смазки и для компенсации
температурных деформаций, а принятый наибольший зазор должен быть мень­
ше заданного, чтобы продлить срок службы изделия.
Наибольший натяг определяет прочность деталей (разрыв втулки), а наи­
меньший принятый - надежность выполнения соединения и может быть боль­
ше расчетного.
ЕЗ=+0,030
+Е
0
е'
Рис. 1.1. Схема расположения полей допусков
Выполнение эскизов
При составлении эскизов размеры элементов деталей назначать исходя из по­
лучающегося масштаба для заданного размера в соединении. Масштаб эскиза мо­
жет быть произвольным.
На эскизах деталей, входящих в соединение, к сопрягаемым поверхностям на­
нести требования по точности размеров (смешанным способом), требования по
шероховатости, допуски формы и расположения поверхностей. Правила нанесения
требований - см. ГОСТ 2.30 7, ГОСТ 2.308, ГОСТ 2.309.
Для первых двух соединений допуски формы и шероховатость поверхностей
определить методом подобия, для соединения с расчетной посадкой - расчетным
методом [1]. Назначение шероховатости в зависимости от квалитета и вида по­
верхности - см. рекомендации в учебном пособии [1] или в справочнике [9, т. 1,
с.525]. Назначение допусков формы - [1, 9, т. 1, с.385 и 376]. Назначение допусков
расположения - [1, 9, с.406].
1.1.2. Контроль размеров гладкими калибрами
Для одного из трех соединений спроектировать калибры для контроля вала
и отверстия (не рекомендуется проектировать калибры для посадки Н7/к6, так
как эта посадка встречается в большинстве вариантов).
8
По номинальному размеру и квалитету отверстия или вала выбранной посадки
(не рекомендуется проектировать калибры для посадки Н7/к6) найти из таблиц
стандарта ГОСТ 24853 [1,4] отклонения и допуски на калибры - пробку и скобу, а
также контркалибры К-И, К-ПР, К-НЕ.
Построить схемы расположения полей допусков калибров и контркалибров с
указанием условных обозначений и числовых значений допусков и отклонений
(мкм). Обозначить все имеющиеся на схеме поля допусков [1,4].
Вычертить эскизы калибров. В качестве исполнительного размера рабочих
поверхностей на эскизах калибров указать тот из двух его предельных размеров,
который соответствует максимуму металла (наименьший - для скоб, наибольший для пробок). При этом весь допуск всегда будет направлен "в тело", т.е. для скоб он
будет указан в виде положительного, а для пробок - отрицательного отклонения [4].
На эскизах калибров следует указать исполнительные размеры, допуски фор­
мы (для пробок), шероховатость рабочих поверхностей, основные размеры эле­
ментов конструкции калибра и маркировку. Маркировка калибров должна содер­
жать условное обозначение контролируемого поля допуска, обозначение вида из­
мерительных поверхностей (ПР; НЕ ) и ниже (у скоб - напротив ) величину соот­
ветствующего предельного отклонения контролируемой поверхности со знаком
"+" или "-". Размеры поверхностей с накаткой (ручки калибров-пробок) и толщина
по теплоизоляционным насеченным накладкам калибров-скоб должны иметь впе­
реди знак ~. Примеры эскизов даны в [1,4].
1.1.3. Допуски и посадки подшипников качения
на вал и в корпус
Для заданного подшипника назначить посадки внутреннего и наружного колец
на вал и в корпус. Вычертить эскизы подшипникового узла и посадочных поверх­
ностей вала и корпуса под подшипник.
Таблица
Карта исходных данных для подшипников
Наименования исходных данных
1.2
Значения исходных
данных
Условное обозначение подшипника
Номер позиции по чертежу
Радиальная нагрузка РК,, КН
Режим работы подшипника, перегрузки, %
Укажите, какая деталь вращается (вал, корпус, обе в разное
время)
Конструкция вала (по чертежу): сплошной?
Конструкция корпуса: разъемный?
9
Расшифровать условное обозначение подшипника, по ГОСТ 3189. Определить
внутренний диаметр подшипника, серию диаметров, тип подшипника, серию по
ширине, класс точности. Определить конструктивные размеры, необходимые для
последующих расчетов: присоединительный диаметр наружного кольца, ширину
колец и радиусы закругления торцов колец.. Предельные отклонения на наружные
и внутренние кольца подшипников определяют по ГОСТ 520 для среднего диаметра
по АОтр (АОтр ) в зависимости от типа и класса точности подшипника [1,табл.4.9].
Вычертить эскиз подшипника, с указанием размеров и предельных отклонений [1].
Алгоритм выполнения задания приведен в [3, с. 8].
Согласно условиям работы механизма далее следует определить вид нагру­
жения для каждого из колец.
Для циркуляционно-нагруженного кольца рассчитать интенсивность ради­
альной нагрузки и подобрать посадку по ее величине [1, табл. 4,12;9,12]. После
чего для кольца с местным нагружением подобрать посадку согласно таблицам
ГОСТ 3325 или [1, табл.4.13].
Построить схемы расположения полей допусков.
Графические иллюстрации по данной теме включают:
- схемы расположения полей допусков назначенных на кольца посадок, вы­
полняемые аналогично рис. 1.1;
- упрощенный эскиз собранного подшипникового узла с указанием в смешан­
ном обозначении назначенных посадок;
- эскизы посадочных поверхностей деталей, к которым присоединяется под­
шипник, с указанием для них размеров и точности в смешанном обозначении,
технических требований к форме и расположению цилиндрической и опорной
торцовой (заплечик) поверхностей и минимально необходимой шероховатости по­
верхностей.
Шероховатость посадочных и торцовых поверхностей деталей под кольца
подшипников определяют в зависимости от класса точности и номинальных диа­
метров В и О присоединительных поверхностей колец подшипника [1,12].
1.1.4. Допуски размеров, входящих в размерные цепи
Для сборочной единицы заданного варианта размерной цепи решить "пря­
мую задачу" методом максимума-минимума (методом полной взаимо­
заменяемости), т.е. по заданным предельным размерам замыкающего звена назна­
чить предельные отклонения на составляющие звенья, номинальные размеры ко­
торых установлены.
Порядок расчета приведен в [1,15].
Рассчитать номинальный размер А а замыкающего звена по формуле:
10
Определить верхние Е 8 Д и нижние Е /д предельные отклонения и допуск
Тд замыкающего размера (звена) по формулам:
Е ^Д~АДтах-АД; Е /Д=АДтт-АД;
ТД_ А Дтах- А Дтт
Е &Д- Е /д.
Найти средний квалитет составляющих размеров (звеньев) размерной цепи
по среднему числу единиц допуска
, приходящемуся на одно звено, исклю­
чая стандартизованные (размеры подшипников качения и т.д.), если таковые
имеются, по формулам:
Ч
Т’д -Ю3
а)' количество звеньев цепи меньше пяти: Ст1 , = т - 1, - к,— 5,
X «у
/=1
б) количество звеньев цепи больше пяти: а
т
Т ' -103
~ —-------т -1 -к
к
%
где Г ',
допуск замыкающего звена за вычетом суммы допусков стандартизо­
ванных размеров (при их наличии), мм;
^ _ значение единицы допуска [1, табл. 1.1] для каждого составляющего у-го
размера (звена), кроме стандартизированных размеров (их количество - к), мкм.
Назначить для составляющих размеров (звеньев) конкретный квалитет по
расчётному значению а т. Расчетные данные занести в табл. 1.3.
Найти стандартные поля допусков по ГОСТ 25346 [1, табл. 1.1] на состав­
ляющие размеры цепи по установленным для них квалитетам. Знаки отклоне­
ний следует указывать так, чтобы допуск по возможности был направлен «в те­
ло» детали, т.е для охватывающих - Н, охватываемых - И, остальных - ^ 5.
Таблица
1.3
Пример сводной таблицы к расчету размерной цепи
Обозначение
размеров
размерной
цепи
Л
^
А1
Принятые значения звеньев размерной цепи
Номиналь­ Значение
ный размер единицы
звена, мм допуска после назначения после согла­ окончательно
сования
полей допусков
после согласо­
У, мкм
вания предель­
по расчетному
величин
допусков ных отклонении
значению а т
30
1,3
11
Определить расчётный допуск замыкающего звена сод как сумму до­
пусков всех составляющих звеньев по формуле (решить обратную задачу):
С0Д = '^ Т ) и сравнить его с заданной величиной допуска Гд .
Необходимо обеспечить С0Д < ТА. Если расхождение 0)д и Гд значительное, то
следует сменить точность (квалитет) одного или двух размеров в размерной це­
пи, причем допуски на эти размеры должны остаться стандартными. Проверить
соответствие предельных отклонений размеров требованиям замыкающего зве­
на по уравнениям отклонений:
П ------*-
р
ч-----
Е8 = ^ Е 8 1 - ^ Е 1 }
Л
ЕТ
У -1
=
;
У-1
п -----►
р <-----
^
У-1
У-1
Если расчётные значения предельных отклонений отличаются от заданных
Е8'а ^ Е 8 а и ЕГд ^ Е1 д , то необходимо решить обратную задачу. Определить
новые верхнее и нижнее предельные отклонения одного из составляющих
звеньев ( Е 8]- и Е1 ), выбранного для корректировки в качестве согласующего
звена, стремясь при этом подобрать отклонения стандартного не основного по­
ля допуска. В качестве согласующего звена (компенсатора) выбирают самое
простое в изготовлении (при минимальных затратах на разборку и повторную
сборку): распорную втулку, буртик крышки, ступень вала и т.д.
Принимаем его отклонения за неизвестные и решаем уравнения отклоне­
ний размерных цепей относительно этих неизвестных, подставив в левую часть
уравнений требуемые отклонения замыкающего звена.
Если согласующее звено расположено в ветви уменьш ающих звеньев, то
пересчет его предельных отклонений выполнять по следующим зависимостям:
п
р -1
Е/Ап = - Е 8 а + 'Е1Е 8 А ^ ' ^ Е / А 1,
1
1
Е8Лп = - Е /д + ^ Е Щ - X Е8А1 .
1
1
Если согласующее звено расположено в ветви увеличивающих звеньев, то
пересчет его предельных отклонений выполнять по следующим зависимостям:
Е/ А2 = + Е / а - ^ Е / А + ^ Е 8 А ; ,
1
1
Е8А 2 = + Е 8 Д - % Е 8 А ,+ ^ Е / А г .
1
1
Пример расчета размерной цепи дан в пособии [15], а порядок заполнения
таблицы - в учебном пособии [1].
12
1.2. НОРМИРОВАНИЕ ТОЧНОСТИ ТИПОВЫХ СОЕДИНЕНИЙ
СЛОЖ НОГО ПРОФИЛЯ
1.2.1. Н орм ирование точности метрической резьбы
Для заданной резьбы расшифровать условное обозначение, определить
основные размеры всех элементов профиля. Вычертить профиль резьбы с
указанием числовых значений.
Назначить посадку на резьбовое соединение, определить числовые зна­
чения основного отклонения и допуски на диаметры с учетом выбранной
степени точности. Рассчитать предельные размеры диаметров болта и гайки.
Построить номинальный профиль и схемы расположения полей допусков
болта и гайки.
По значениям погрешностей, заданных на размеры элементов профиля
резьбы болта, рассчитать приведенный средний диаметр, изобразить схему
полей допусков среднего и приведенного диаметров и сделать заключение о
годности резьбы.
Т а б л и ц а 1.4
Карта исходных данны х по метрической резьбе
Наименования исходных данных
Значения исходных данных
Условное обозначение резьбы
Номер позиции по чертежу
Наименование деталей, входящих в соединение
Длина свинчивания
Действительный средний диаметр ^2изм
Накопленная погрешность шага АР п\
Погрешности угла профиля
Аа/2пр
Д(х/2лев
Для заданной резьбы расшифровать условное обозначение, определить
ряд предпочтительности по ГОСТ 8724 [1, 9]. По ГОСТ 9150 и ГОСТ 24705
найти основные размеры всех элементов профиля. Вычертить профиль резь­
бы с указанием числовых значений.
Назначить степень точности (класс точности) резьбового соединения,
учитывая его назначение (нагрузка, точность центрирования и др.), шаг и
длину свинчивания.
Из ГОСТ16093 выписать числовые значения основных отклонений и до­
пусков на диаметры с учетом выбранной степени точности. Рассчитать пре­
дельные размеры диаметров болта и гайки. Результаты записать в табл. 1.5.
13
Таблица
1.5
Предельны е размеры диаметров болта и гайки по ГОСТ 16093
Номинальный
размер, мм
Обозна­
Величина
чение по­
допуска
ля допус­
Т.мкм
ка
з=
32 =
31 =
Б=
-
-
Е8,
мкм
Наибольший
предельный
размер, мм
Е/,
мкм
-
Наименьший
предельный
размер, мм
-
-
3
=
А =
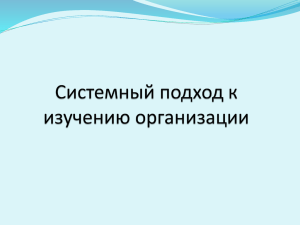
Вычертить в достаточно крупном масштабе профиль резьбы с полями допусков
по ее диаметрам (ГОСТ 16093). Указать элементы профиля резьбы: 3, 3ъ, 32, Р, а и
а/2 их числовые значения и основные отклонения Е8 и Е/.
Числовые значения диаметральных компенсаций в сумме с действительным
средним диаметром представлены на схеме рис. 1.2.
+Е
0
■е
■е
С
5
■8
Рис. 1..2. Схема полей допусков среднего и приведенного диаметров болта
Расчет приведенного среднего диаметра болта выполнен с учетом погрешно­
стей элементов болта по следующим зависимостям:
^2пр— ^2изм
{/р ,/а)->
где <^2изм - действительный средний диаметр;
/ р - диаметральная компенсация погрешностей по шагу;
/ р =АРпхсЩа/2, при а= 6 0 ° будем иметь / р = \,732А Р п;
АРп - погрешность шага, в мкм, на всей длине свинчивания;
14
/ а - диаметральная компенсация погрешностей половины угла профиля:
- _ 0 ,5 8 Я 1
/а:
А а /2
вша
Д а /2 =
ПрИ а =60°
будет /а =0,36РАа/2;
|Ла/2|пр+|Ла/2 лев
Сделать заключение о годности резьбы болта по среднему диаметру.
Условия годности резьбы по среднему диаметру болта:
условие прочности - О2 изм —О2 т ]п , условие свинчиваемости - О2 пр —О2 тах .
Из схемы видно, что болт не годен, так как О2изм < О2 т ]п . Не выполняется условие
прочности резьбы болта.
1.2.2. Нормирование точности шпоночных соединений
Для шпоночного соединения с призматической (или сегментной) шпонкой
подобрать посадки шпонки в пазы вала и втулки, исходя из условий работы; вы­
чертить эскизы поперечных сечений шпоночного соединения, вала, отверстия и
самой шпонки; изобразить схемы посадок шпонки по ширине в пазы вала и отвер­
стия.
Т а б л и ц а 1.6
Карта исходных данны х шпоночного соединения
Наименования исходных данных
Значения исходных
данных
Диаметр цилиндрического соединения О, мм
Ширина и высота шпонки Ъх И,мм, (ГОСТ 23360)
Шпонка: направляющая?
или крепежная?
Тип производства: массовое или серийное?
мелкосерийное или единичное?
Количество шпонок в соединении: одна?
или несколько?
Расположение шпонок в соединении под
углом: 180°? или 90°?
П р и м е ч а н и е . Если шпоночное соединение на чертеже не показано, то недостающие ис­
ходные данные назначить самостоятельно.
По ГОСТ 23360 [1,9] найти предельные отклонения на ширину шпонки
Ъ, высоту шпонки И, длину шпонки I, длину паза вала Ь..
По чертежу определить тип производства и характер шпоночного соедине­
ния (плотное, нормальное или свободное). Наибольшее распространение имеет
нормальное соединение, когда втулка (зубчатое колесо) расположено по сере­
15
дине вала. Свободное соединение применяется для направляющих шпонок
(зубчатое колесо перемещается вдоль вала). Плотное соединение используется
в случае реверсивного вращения вала или при расположении шпонки на конце
вала
Согласно рекомендациям [1,15], назначить посадки шпонки по ширине
Ъ в пазы вала и втулки. Значения предельных отклонений принимать как на
гладкие соединения по ГОСТ 25347. Предельные отклонения на глубину
пазов втулки и вала назначить по ГОСТ 23360.
Построить схемы расположения полей допусков, назначенных по ши­
рине шпонки Ъ. Вычертить эскиз поперечного сечения шпоночного соеди­
нения с указанием выбранных посадок в смешанном обозначении.
Вычертить раздельно поперечные сечения трех элементов шпоночного
соединения: шпонки, вала, втулки. Указать исполнительные размеры, шеро­
ховатость и точность расположения пазов во втулке и на валу (допуски сим­
метричности и параллельности) [ 1,9].
На глубину пазов в рабочих чертежах деталей должен проставляться
один размер:- для закрытых пазов вала
(предпочтительно), для открытых (3 -(1); для втулки - (3 + (2).
1.2.3. Нормирование точности шлицевых соединений
Для шлицевого прямобочного соединения по заданным условиям рабо­
ты (подвижное или неподвижное соединение) и наличию или отсутствию тер­
мообработки втулки выбрать способ центрирования и назначить посадки по
ГОСТ 1139.
Таблица
1.7
Карта исходных данны х ш лицевого соединения
Наименования исходных данных
Значения
исходных данных
Соединение работает: с реверсом?
или с вращением всегда в одну сторону?
Соединение вдоль оси: подвижное? или неподвижное?
Шлицы в отверстии втулки: закалены или не закалены?
П р и м е ч а н и е . Если шлицевое соединение на чертеже не показано, то недостающие исход­
ные данные назначить самостоятельно.
Исходя из указанных в задании размеров 2 , 3, О , по ГОСТ 1139 определить
серию шлицевого соединения, а также размер Ъ [1, 9]. Допуски и посадки
шлицевых соединений зависят от их назначения и принятой поверхности цент­
16
рирования втулки относительно вала. Стандартом предусматриваются три спо­
соба центрирования: по наружному диаметру О , по внутреннему - О, по боко­
вым поверхностям шлиц - Ъ.
Основные мотивы по выбору вида центрирования шлицевых соединений указаны в пособиях [1,9,15]. Посадки по центрирующим элементам
следует принять из предпочтительных сочетаний по ГОСТ 1139, поля доп ус­
ков нецентрирующих диаметров должны обеспечивать зазоры.
По ГОСТ 25347 или по справочникам [1,табл.1.1; 9] найти отклонения
для каждого из трех элементов шлицевых вала и втулки.
Построить схемы расположения полей допусков найденных посадок ана­
логично рис.1.1.
В соответствии с требованиями ГОСТ 2.409 вычертить эскизы попе речных сечений шлицевого соединения в сборе, шлицевого вала и отверстия.
На эскизе соединения указать его комплексное обозначение по ГОСТ 1139.
На эскизах поперечных сечений вала и втулки указать номинальные размеры,
обозначения полей допусков, предельные отклонения и шероховатость.
1.2.4. Н орм ирование точ н ости ц илиндрических зубчаты х передач
Определить степень точности и вид сопряжения прямозубой (Р=0) ци­
линдрической зубчатой передачи; назначить контрольные параметры для про­
верки ее годности. Определить их допустимые значения. В соответствии с
требованиями ЕСКД выполнить чертеж зубчатого колеса.
Таблица
1.8
Карта исходных данны х о зубчатой передаче и колесе
Наименования исходных данных
Вид изделия (автомобиль, пресс, робот и т.д.)
Значения исходных данных
Номер позиции по чертежу
Межосевое расстояние (МОР) а, мм
Модуль т, мм
Исходный контур по ГОСТ 13755-81
Число зубьев 2
Коэффициент смещение исходного контура /
Окружная скорость V, м/с
Допустимая температура нагрева передачи
Допустимая температура нагрева корпуса
Рассчитать геометрические параметры зубчатого колеса:
17
- диаметр делительной окружности О = т 2 ;
- диаметр окружности выступов Оа = О + 2т;
- диаметр окружности впадин с1/ = с1—2,5т ;
- диаметр основной окружности О/, = с1сош ;
- ширину зубчатого венца В ~ 10т ;
- количество охватываемых зубьев 2^ ;
- длину общей нормали Ж = Ж1 т [1, табл.6.1].
Расчет длины общей нормали производить до 0,001 мм [1,8].
Назначить степень точности зубчатой передачи
Степень точности и вид сопряжения зубчатого колеса назначить по алгорит­
му из рекомендаций [3, 9].
По заданной окружной скорости, согласно [1, табл.6.3], определить сте­
пень точности по нормам плавности. Учитывая тип передачи и условия работы,
назначить степени точности по нормам кинематической точности и по контакту
зубьев. Вид сопряжения определяется наименьшим гарантированным боковым
зазором ] п т ^ . Гарантированный боковой зазор рассчитать с учетом темпера­
турных деформаций. По межосевому расстоянию и минимальному зазору опре­
делить вид сопряжения [1, 9].
Записать полное обозначение точности передачи.
Определить исполнительный разм ер длины общей нормали
Верхнее отклонение Ежз находим [1, табл. 6.10] в зависимости от вида
сопряжения, степени точности и диаметра делительной окружности.
Допуск на длину общей нормали Т^, по [1,табл. 6.11] зависит от радиаль­
ного биения зубчатого венца Е г, найденного по [1, табл.6.6].
Нижнее отклонение определяется как сумма верхнего отклонения и допуска:
Ещ = I
|+ 7> .
Исполнительный размер длины общей нормали задается с двумя отрицатель­
ными отклонениями, чтобы избежать заклинивания зубчатых колес при работе
в машине.
Выбирать контрольный комплекс зубчатого венца
Выбрать контрольный комплекс по ГОСТ 1643 для оценки годности зуб­
чатого колеса и передачи, исходя из целевого назначения механизма [1, 9, 15].
При разных степенях точности норм кинематической точности и плавности
работы допуск на колебание измерительного МОР за оборот зубчатого колеса
одсчитать по формуле: ^ "]комб = № " - / " ] г + [/Л / ,
18
где индексы Р ф обозначают степень по норме кинематической точности (плавно­
сти работы), по которой принимаются значения величин, участвующих в расчете
[Р/ ]комб;
р- " и ф ” - допуски колебания МОР за оборот и на одном зубе соответственно.
Для контроля точности по норме контакта в качестве показателя на колесе же­
лательно использовать допуск на погрешность направления зуба (Ер), в корпусе допуски параллельности и перекоса осей (ф иф).
В качестве показателя для контроля вида сопряжения предпочтительно исполь­
зовать значение действительной величины длины общей нормали (Жг), а не среднее
(Жт), обязательно указать ее предельные отклонения, а для корпуса передачи допуск на МОР (±фа ). Найти числовые значения допусков на принятые параметры
по таблицам стандарта (ГОСТ1643) или по учебным пособиям [1, 9].
В работе следует кратко описать приборы, назначенные для контроля или из­
мерения каждого показателя.
Определить требования к базовым поверхностям зубчатого колеса
Требования к точности заготовок под операцию зубонарезание определяют­
ся по рекомендациям [1, табл.6.14]. Точность базового отверстия определяется
по нормам плавности работы передачи.
Точность диаметра вершин зубьев зависит от варианта его использования.
Наиболее часто - 2-й вариант, как измерительная база для выверки заготовки
на станке. Тогда имеем допуск на диаметр вершин зубьев:
Т3а = 0,01 т ,
а допуск на радиальное биение по вершинам зубьев: Р з = 0 ,6 Р г.
Торцовое биение базового торца на диаметре 0,753 находим расчетом, оп­
ределив Ер=9 мкм, по [1, табл.6.9]:
Р Т = (0,5 Ер 0,153)/В.
Расчетные значения округлить до ближайших стандартных величин по
[1, гл.2, табл.2.8 и табл.2.9].
Вычертить зубчатое колесо в соответствии с требованиями оформления рабо­
чих чертежей по ГОСТ 2.403. На чертеже обязательно указать точность базовых
поверхностей (посадочного отверстия, диаметра вершин зубьев, допускаемого
биения базового торца, биения окружности выступов).
Чертеж зубчатого колеса сопровождать таблицей его параметров в соответст­
вии с ГОСТ 2.403. Таблица помещается на поле чертежа в верхнем правом углу и
состоит из трех частей. Части должны быть четко выделены толстыми линиями
(обычно выделяется длина общей нормали или другие параметры, контролирую­
щие толщину зуба).
Контрольный комплекс указывают отдельно и помещают в записку. Примеры
таблиц с контрольными комплексами даны в пособии [1].
19
1.3 . ВЫ БОР УНИВЕРСАЛЬНЫ Х
СРЕДСТВ ИЗМ ЕРЕНИЯ
Для одной детали (вал или отверстие) из соединений, рассмотренных в
пп.1.1.1., требуется выбрать средство измерения. Согласно исходным дан­
ным, выбрать метод измерения (контактный или бесконтактный, абсолютный
или относительный, прямой или косвенный); указать целесообразность и с­
пользования универсальных средств измерения для однократных цеховых ус­
ловий измерения (операционный контроль).
По относительной точности изготовления (/7 7 а хех) определить парамет­
ры разбраковки.
Решить вопрос о значениях приемочных границ и показать их на схеме
полей допусков.
Т а б л и ц а 1.9
Карта исходных данных для выбора средств измерений
Наименования исходных данных
Значения исходных данных
Контролируемая поверхность (вал или
отверстие)
Исполнительный размер ( А и 02,
Оз или 3ъ, 32, 3з)
Допуск на контролируемый раз­
мер, мкм
Коэффициент технологической
точности /77(Ттех
Тип производства
Допускаемая погрешность измерения 8 = 5Изм определяется по ГОСТ8.051
или ГОСТ8.549 (для размеров с общими допусками) [1,табл.7.1; 5] в зависи­
мости от заданного размера и квалитета.
По установленной погрешности измерения в таблице [ 1, 5] выбрать уни­
версальное средство измерения для цеховых условий: А < 5ИЗМ [1,табл.7.2; 5].
При выборе конкретных средств измерений (СИ) учитывать конструктивные
особенности детали (вал или отверстие), а также значение номинального раз­
мера, от которого зависит диапазон измерения СИ.
Указать условное обозначение средства измерения и описать принцип его
действия. При выборе средств измерений необходимо обеспечить оптималь­
ные требования к точности измерений. Необходимо решить вопрос о значе­
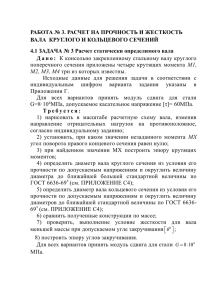
ниях приемочных границ на основе технико-экономического анализа
(рис.1.3).
20
Рис. 1.3. Варианты установления приемочных границ:
а - приемочные границы совпадают с предельными размерами (ТПр=Гизд);
б - смещены на половину допускаемой погрешности измерения (ГПр=ГИзд - 8);
в - смещены на вероятную величину с (Тпр=Тизд-2с)
21
Увеличение погрешности в два раза приводит к возрастанию потерь (рис­
ки потребителя, травматизм, загрязнения окружающей среды и др.) в четыре
раза, а затраты на измерения уменьшаются лишь на 50%, что ведет к повыше­
нию стоимости изделия.
Если используется относительный метод контроля, необходимо указать
требования к эталонной детали или концевым мерам длины.
Определить параметры разбраковки (т, п, с) для заданного коэффици­
ента технологической точности
/7 7 а хех и относительной погрешности ме­
тода измерения - А мех(о) = ^;хЮ 0% . Использовать в формуле предельную
погрешность выбранного средства измерения. Погрешности разбраковки (т,
п, с) определяются по прил. 2 к ГОСТ 8.051 или по графикам [1, рис.7,1; 5].
Возможны три варианта назначения приемочных границ. При первом ва­
рианте (рис.1.3,а) приемочные границы совпадают с нормируемыми предель­
ными значениями размера, то есть влияние погрешности измерения учитывается
конструктором при выборе квалитета и вида посадки. Этот вариант является
предпочтительным в отечественной и международной практике.
Во втором варианте (рис. 1,3, б) приемочные границы устанавливают вве­
дением так называемого производственного допуска, который меньше таблич­
ного допуска на величину погрешности измерения:
Гпр- 1Т ~ 8 - Гизд - 5.
При третьем варианте (рис.1.3,в) приемочные границы смещены внутрь
поля допуска на величину с, что учитывает возможное влияние погрешности
измерения, причем с < 0,55:
1Тпр = 1Т
11 - 2 с = 1Тизд - 2 с
Второй вариант применяется в условиях мелкосерийного производства
при выпуске особо ответственных изделий (авиация, космонавтика, приборо­
строение и другие), когда недопустимо поступление бракованных деталей на
сборку. Третий вариант применяется в условиях серийного и крупносерийного
производства при нестабильном технологическом процессе (/7Уохех < 6) с це­
лью расширения области использования грубых универсальных средств (таких,
как штангенциркуль, микрометр и др.).
При введении производственного допуска необходимо рассчитывать но­
вые значения приемочных границ, а на чертеже размер обозначается буквой
русского алфавита и в технических требованиях делается соответствующая
запись. Например, для стандартного размера 50^6:
«На размер Б вводится производственный допуск Б = 50|о ^ ».
Приемочные границы: 50,004... .50,016.
Допустимая погрешность измерения при арбитражной перепроверке д е ­
талей определяется по формуле: 5 аро = 0 ,3 5 .
Выбрать конкретное средство измерений для арбитражной проверки за­
бракованных деталей и указать метод измерения.
22
1.4. ПАМ ЯТКА ДЛЯ САМ ОКОНТРОЛЯ ПО РАЗДЕЛАМ РАБОТЫ
П о оформлению отчета
На обложке не указан номер варианта задания
Не указана дата сдачи записки на проверку и нет подписи студента.
Не указана фамилия и инициалы проверяющего преподавателя.
Г од выполнения отчета (внизу обложки) и года выпуска литературы следует указы­
вать без буквы "г".
В "Содержании" не проставлены номера страниц.
Общие замечания для всех разделов
Написание предельных отклонений должно: указываться в мм; симметричные
отклонения одним числом со знаком "±" шрифтом той же величины, что и номи­
нал; иметь в обоих отклонениях одинаковое количество знаков, не иметь лишних
нулей, нулевое отклонение вообще не указывается.
При ограничении отклонений формы или расположения не забывать соеди­
нительную линию от рамки с допуском к соответствующей поверхности заканчи­
вать стрелкой, а для допусков расположения - обязательно указывать базу (зачер­
ненным треугольником или буквой в третьем отделе рамки).
Числовые значения параметра шероховатости поверхности над выбранным
знаком должны читаться нормально, т.е. прямо или с правой стороны эскиза.
Во всех случаях, когда для обозначения какого-либо размера (например, в
шлицах, внутренней резьбе и т.п.) используется буква В. Прописная.
На схемах посадок в любых разделах наряду с предельными значениями зазо­
ров или натягов обязательно указывать средневероятные 8тили Ыт.
Поля допусков на схемах должны иметь условное обозначение (например, N6,
Р8, К-И, ЬО, 6 0 и т.д.).
При любых расчетах по каким-либо зависимостям, необходимо записать фор­
мулу в эмпирическом виде, затем подставить числовые значения и дать оконча­
тельный результат. Указать размерность.
Соединения гладких валов и отверстий
При назначении посадок по каждому из трех заданных размеров сначала сле­
дует текстом кратко описать вид соединения деталей: насадное зубчатое колесо на
шпонке, вилка переключения скоростей в пазу блока шестерен и т.п. и основное
эксплуатационное требование к нему. На схеме полей допусков указать: предель­
ные отклонения, предельные размеры, предельные значения получаемых зазоров
или натягов, а также средневероятное их значение.
Контроль гладкими калибрами
Проверьте, правильно ли указана маркировка на эскизах калибров, исполни­
тельные размеры, шероховатость рабочих поверхностей и допуски цилиндричности для калибров-пробок..
23
Посадки подшипников качения
Обязательно текстом должна быть дана расшифровка условного обозначения
подшипника.. На эскизах посадочных поверхностей вала и отверстия обязательно
указывать требования к форме, расположению и шероховатости поверхностей.
Проверить правильность выбора посадки для кольца с местным нагружением.
Расчет размерных цепей
Стрелку над замыкающим звеном, показывающую направление обхода со­
ставляющих звеньев, обязательно направлять влево и указывать пунктиром. Выбор
звена, используемого для согласования получающихся допусков и предельных от­
клонений, следует кратко мотивировать (простота и доступность обработки, сохра­
нение экономически приемлемой точности и т.п.).
Резьбовые соединения
На схеме исходного профиля указать элементы профиля резьбы: 3, 3ъ, 32, Р,
а и а/2. Обосновать выбор полей допусков болта и гайки
На рисунке дать расположение полей допусков болта и гайки.
Ш поночные и шлицевые соединения
Учесть, что при закрытых шпоночных пазах на валу их глубину пред­
почтительно задавать размером ^,а не (3- ^).
На эскизах шлицевого вала и втулки поля допусков всех трех размеров (В, 3
и Ъ) следует указывать смешанным обозначением.
Зубчатые передачи
Исходная таблица к эскизу зубчатого колеса, согласно ГОСТ 2.403, разделена
толстыми линиями на три части. Таблица располагается в правом верхнем углу
чертежа (эскиза). Размеры таблицы: по ширине: 110= 65+10+35; высота строк не
менее 7 мм; отступ от верхнего края чертежа -2 0 мм; правый - без отступа от гра­
ниц чертежа.
Биение по окружности выступов зубьев (фактически - это диаметр заготовки)
должно быть не более 0,1 т (при условии, что эта поверхность не используется в
качестве измерительной или установочной базы). Привести формулы расчета ве­
личины допустимого торцового и радиального биений (в случаях использования
вершин зубьев в качестве контрольной или установочной базы).
Для контроля степени точности по норме контакта на колесе вместо
суммарного пятна контакта желательно использовать допуск на погрешность
направления зуба (Рр), в корпусе - допуски параллельности и перекоса осей фх
и ф). В качестве показателя для контроля вида сопряжения предпочтительно
использовать действительную величину длины общей нормали (Жг), а не
среднее ее значение (Жт); обязательно указать ее предельные отклонения, а в
корпусе передачи - допуск на МОР (±фа).
Чертеж зубчатого колеса оформить на формате А4, согласно требовани­
ям ЕСКД с основной надписью.
24
В ы бор средст в измерений
Обратить внимание на конструктивные особенности контролируемой
детали (вал или отверстие).
Обосновать целесообразность введения производственного допуска.
При расчете погрешностей разбраковки учитывать предельную погрешность
выбранного средства измерения, а не допускаемую по ГОСТ 8.051. Согласо­
вывать номинальный контролируемый размер и диапазон измерения выбран­
ного средства.
НОРМ АТИВНАЯ ДОКУМ ЕНТАЦИЯ
1. ГОСТ 2.307-68 ЕСКД. Нанесение размеров и предельных отклонений.
2. ГОСТ 2.308-79 ЕСКД. Указание на чертежах допусков формы и располо­
жения поверхностей.
3. ГОСТ 2.309-73 ЕСКД. Обозначение шероховатости поверхности.
4. ГОСТ 2.403-75 ЕСКД. Правила выполнения чертежей цилиндрических зуб­
чатых колес.
5. ГОСТ 2.409-74 ЕСКД. Правила выполнения чертежей зубчатых (шлицевых)
соединений.
6. ГОСТ 25346-89 ОНВ. Единая система допусков и посадок. Общие положе­
ния, ряды допусков и основных отклонений.
7. ГОСТ 25347-82 ОНВ. ЕСДП. Поля допусков и рекомендуемые посадки.
8. ГОСТ 24642-81 ОНВ. Допуски формы и расположения поверхностей.
Основные термины и определения.
9. ГОСТ 24643-81 ОНВ. Допуски формы и расположения. Числовые значения.
10. ГОСТ 24853-81 Калибры для размеров до 500 мм. Допуски.
11. ГОСТ 520-2002 Подшипники качения. Общие технические условия.
12. ГОСТ 3189-89 Подшипники шариковые и роликовые. Система условных
обозначений.
13. ГОСТ 3325-85 Подшипники качения. Поля допусков и технические
требования к посадочным поверхностям валов и корпусов. Посадки.
14. ГОСТ 8724-2002 ОНВ. Резьба метрическая. Диаметры и шаги.
15. ГОСТ 9150-2002 ОНВ. Резьба метрическая. Профиль.
16. ГОСТ 16093-2004 ОНВ. Резьба метрическая. Допуски. Посадки с зазором.
17. ГОСТ 24705-2004 ОНВ. Резьба метрическая. Основные размеры.
18. ГОСТ 1139-80 ОНВ. Соединения шлицевые прямобочные. Размеры и
допуски.
19. ГОСТ 23360-78 ОНВ. Соединения шпоночные с призматическими шпонка­
ми. Размеры шпонок и сечений пазов. Допуски и посадки.
20. ГОСТ 1643-81 ОНВ. Передачи зубчатые цилиндрические. Допуски.
21. ГОСТ 8.051-81 ГСИ. Погрешности, допускаемые при измерении линейных
размеров до 500 мм.
22. ГОСТ 8.549-86 ГСИ. Погрешности, допускаемые при измерении линейных
размеров до 500 мм с неуказанными допусками.
25
2. В А Р И А Н Т Ы З А Д А Н И Й К У Р С О В Ы Х Р А Б О Т
2.1. ПРИВОД М АНИПУЛЯТОРА ПРОМ Ы Ш ЛЕННОГО РОБОТА
На рис.2.1 представлен механизм привода вращательного движения
звеньев манипулятора промышленного робота. Он выполнен в виде комбини­
рованного червячно-зубчатого редуктора.
Параллельно работающие зубчатые передачи из колес 20 и 12 соединены
с шестерней 15, которая выполнена заодно со ступицей червячного колеса и
установлена на вал 5 с гарантированным зазором по Д?. Величина зазора ого­
ворена заданием.
Обод червячного колеса 17 точно сцентрирован по В 2 относительно сту­
пицы колеса 15, закреплен болтами и двумя коническими штифтами. Передача
крутящих моментов на валы 2 (или 14) производится через шлицевые соедине­
ния. Шлицы в отверстиях зубчатых колес 20 и 12 не закалены.
По 0 1 шестерня 4 имеет температуру окружающей среды +25 °С, установ­
лена на конце вала 2 по плотной посадке со шпонкой и закреплена шайбой с
винтом.
Зубчатое колесо 12 связано с шестерней 9 через торсион 14, который од­
ним концом жестко закреплен в отверстии вала. При монтаже редуктора произ­
водится закрутка торсиона 14 с последующей фиксацией его гайкой 8, которая
соединена со ступицей шестерни 9.Гайка 8 имеет резьбу с мелким шагом и ко­
роткой длиной свинчивания. Зубчатая передача тихоходная, но требуется обес­
печить точность угла поворота. Зубчатые колеса стальные, закаленные нагре­
ваются до +35 °С, корпус выполнен из силумина и может нагреваться до +30 °С.
Подшипники качения (поз.3;7;10;18), установленные на опорных шейках
валов, допускают перегрузку до 150%, толчки и вибрации умеренные, режим
работы - нормальный.
Закладные фланцевые крышки (поз.6; 16 и др.) установлены в корпус 1 с
гарантированным зазором и закреплены болтами с потайными головками
(поз. 13; 19; и др.). Резьба нормальной длины свинчивания.
Между торцами подшипника 7 и крышкой 6 предусмотрен гарантирован­
ный зазор, необходимый для компенсации температурных деформаций (тепло­
вой зазор). Величина заданного зазора обеспечивается расчетом размерной це­
пи.
Перечислим звенья размерной цепи:
А \ и А 4 - монтажная высота (ширина) подшипников;
А2 - длина ступицы зубчатого колеса 15;
А 3 - высота буртика вала;
А 5 и А 9- высота буртиков крышек;
А6 и А 8 - толщина прокладок;
А7 - размер корпуса 1.
26
Рис. 2.1. Привод манипулятора промышленного робота
Таблица
2.1
Исходные данные к рисунку
еН
й
К
ей
КР А
С
еИ
й
№ варианта
1
2
3
4
5
6
7
8
9
10
1
2
3
4
5
6
7
8
9
10
24 90
52
32 110 60
36 120 45
30 135 48
36 118 42
45 140 46
32 115 38
30 126 36
40 130 45
38 140 55
Шлицевое
соединение
2 а Б
№
поз.
мм
98
60
90
90
52
72
50
60
80
70
6
8
8
8
8
10
10
8
8
6
Мб
М6х0,75
М30х1,5
М10
М36х2
М12х1,5
М12
М6х0,75
М8
М52х2
№ ва­
рианта
1
2
3
4
5
6
7
8
9
10
28
Гладкие цилиндрические
соединения
Вал
А
XД
мм
мкм
1Щ
28
42
46
46
42
52
36
36
36
42
32
48
54
50
46
58
45
40
50
46
Адтах
3,5
3,8
3,2
3,5
3,5
3,2
3,0
3,5
3,0
3,2
11
11
8
19
8
19
13
19
13
8
Подшипники качения
№
поз
Условное
обозначе­
ние
Радиальная
нагрузка,
кН
5
18
6-305
4
10
180608
4,5
7
6-7206А
3
4
5-307
5
10
160508
3,5
7
6-7308А
3
18
180506
3
4
160504
5
7
6-7508А
4
10
60309
Резьбовое
соединение
Обозна­ а2изм АРп А“/2пр Ла/2лев №поз.
чение
мм мкм
мин
резьбы
Адтт
0,5
0,5
0,5
0,5
0,5
0,5
0,5
0,5
0,5
0,5
10
0
10
10
8
9
0
10
8
10
5,3
5,42
29,28
8,95
34,57
11,88
10,8
5,42
7,06
50,58
12
8
12
10
6
15
18
10
12
8
+10
0
+20
+40
-30
-20
+10
+12
+5
0
+12
-10
-5
0
+10
+20
0
-10
-5
-8
4
12
15
20
15
4
20
4
12
20
7,5
36
20
40
25
36
45
10
38
32
24
32
36
30
36
45
32
30
40
38
Зубчатая
передача
а
т
2
мм
160
120
225
224
144
165
108
119
150
120
Размерная цепь, размеры в мм
А5-А 9
А1-А 4
Аз
А2
27,25±0,25
24,75±0,25
17,25±0,25
25,25±0,25
18,25±0,25
25,25±0,25
17,25±0,25
21,25±0,25
24,75±0,25
24,75±0,25
100
162
92
120
105
170
116
90
116
102
8
10
9
14
10
9
8
6
8
10
8
10
6
10
8
8
8
10
8
10
Шпоночное
соединение
а
ъ
мм
4
5
3
3,5
3
5
4,5
2,0
4
3
8
10
10
8
10
14
10
8
12
10
V,
м/с
25
30
25
38
32
22
30
34
50
40
25
10
8
12
10
10
6
20
15
12
А6-А 8
А7
2
2
1,5
2,5
2
3
2,5
2
2
2
185
238
145
200
164
240
170
155
186
178
2.2. ЧАСТЬ РАЗДАТОЧНОЙ КОРОБКИ АВТОМ ОБИЛЯ
На рис.2.2 изображена часть раздаточной коробки автомобиля; эта короб­
ка служит для передачи крутящего момента к ведущим мостам автомобиля.
Зубчатое колесо 5 включения заднего моста перемещается по шлицам пе­
редаточного вала 1 с помощью вилки 4. Правый конец вала опирается на под­
шипник качения, установленный в гнездо зубчатого колеса 6, изготовленного
как одно целое с вторичным валом.
Левый конец вала 1 имеет подшипник 2, который закрыт крышкой 18, ко­
торая установлена на крыльчатке 19 по
с незначительным зазором и крепит­
ся винтами 3 с нормальной длиной свинчивания к корпусу 7.
Величина зазора должна быть строго выдержана (оговорено заданием).
Гайка 20, которая закрепляет крыльчатку, имеет короткую длину свинчивания.
На хвостовике вторичного вала 6 по В 2 на сегментной шпонке с незначи­
тельным зазором установлено зубчатое колесо 9 привода спидометра.
В корпус 10 установлен подшипник 8 вторичного вала. Корпус 10 точно
центрируется по
в корпусе раздаточной коробки 7.
На шлицевом валу 15 смонтированы промежуточное колесо 13 и зубчатое
колесо понижающей передачи 17. При положении, указанном на чертеже,
включена прямая передача; при введении зубчатого колеса 5 в зацепление с
зубчатым колесом 17, включается понижающая передача.
Шлицы в отверстиях зубчатых колес закаливаются.
Зубчатая передача среднескоростная, колеса стальные с нагревом до
+70 °С, корпус раздаточной коробки изготавливается из силумина и нагревается
до +60 °С.
Крышки подшипников 16 и 11 должны свободно устанавливаться в от­
верстия корпуса, так как их подтяжкой регулируются зазоры в конических
подшипниках 14. Крышки подшипников крепятся при помощи болтов, имею­
щих резьбу нормальной длины свинчивания.
Подшипники качения испытывают умеренные толчки и вибрации и при
работе имеют перегрузки до 300 %. Между крышкой 16 и подшипником 14
предусмотрен тепловой зазор, величина которого обеспечивается расчетом
размерной цепи.
Перечислим звенья размерной цепи:
А! и А 5- высота буртиков крышек 11 и 16;
А 2 и А 4 - толщина прокладок;
А 3 - корпусный размер;
А6 и А 8- монтажная высота подшипников;
А7 - длина шлицевой части ступени вала 15.
П р и м е ч а н и е . Призматическая шпонка на чертеже не показана.
29
Рис. 2.2. Часть раздаточной коробки автомобиля
№ варианта
Таблица
№ варианта
!
2
3
4
5
6
7
8
9
!0
2.2
Исходные данные к рисунку
Гладкие цилиндрические
Шпоночное
Подшипники качения
Соединения
соединение
а
Ъ
Вал. № Условное
Радиальная
В! &2 | А
^тах ^тт
оз
обозначе­
нагрузка,
кН
О Д
мм
мкм
мм
ние
®тех
82 34
58
!05
!0
8
60207
8,0
34
!0
3,0
80 40
65
!! 0
30
7307А
40
!2
4,0 !4
9,0
80 36
90
!25
35
8
60208
!3,0
36
!0
5,0
90 42
68
7!
!2
2
180608
38,0
42
!2
3,5
98 42
70
85
!0
8
60209
!4,0
42
!2
4,5
80 40
80
90
!5
7308А
!3,0
40
!2
5,0 !4
80 40
50
!00
!0
2
180607
28,0
40
!2
4,5
82 34
95
!25
35
8
60207
32,0
34
!0
4,0
90 42
64
! 50
30
2
180508
30,0
42
!2
3,5
80 42
68
!60
!0
7307А
37,0
42
!2
3,0 !4
Зубчатая
Шлицевое
Резьбовое
соединение
соединение
Передача
Ла /
/
2 а
Б
а
т
/2пр Аа/2лев
Обозначе­ а2изм ЛРп
№
№
г,
ние
2
поз.
поз.
м/с
мм
мм мкм
мин
мм
резьбы
! 8
2 8
3 8
4 8
5 !0
6 !0
7 8
8 !0
9 !0
!0 !0
№
вари­
анта
!
2
3
4
5
6
7
8
9
!0
36
42
36
46
42
36
42
32
42
42
42
48
42
54
52
45
48
40
52
52
3
3
!8
!8
!8
!8
3
3
!8
!8
М !0
М6х0,75
М !2х!,5
М !6х!,5
М !8х2
М20х2
М8
М6х0,75
М !4х!,5
М !8х!,5
Адтах
Адтт
2,5
2,5
2,5
3,0
2,8
3,5
2,5
2,5
2,5
2,8
0,5
0,4
0,6
!,0
0,8
0,6
0,8
0,7
0,7
0,6
8,88 3
+2
-8
5
5,42 6
+8
-5
5
!0,9 !0
-!0
+6
5
!4,9 !5
-8
-6
5
!6,6 !0
+7
+2
!3
!8,6 5
+4
-!2
!3
7,05 8
+5
-!0
!3
5,45 !5
-8
+ !2
!7
!2,9 !0
-!0
-2
!7
!6,9 !5
+ !2
+ !0
!7
Размерная цепь, размеры в мм
А!= Аз
5
6
6
6
5
8
6
5
6
6
!!2
!!4
!!6
!20
!!4
!!6
!20
!!2
!!6
!24
5
5
4,5
4
3
4
5
4,5
5
5
!6
!8
22
24
!8
22
24
20
22
24
!0
!5
!0
!2
!0
!2
!5
!0
!2
!5
А2- А4
А3
А6- А8
А7
2,5
3,0
2,0
2,0
2,5
2,0
3,0
2,5
2,5
2,5
!60
!70
!60
2 !6
!90
200
220
200
225
208
!7,25±0,25
22,75±0,25
20,75±0,25
23,75±0,25
!9,75±0,25
25,25±0,25
2!,75±0,25
!7,25±0,25
2!,25±0,25
22,75±0,25
!20
!! 8
!! 0
!60
!45
!37
!70
!60
!75
!55
3!
2.3. М ЕХА Н И ЗМ ПОВОРОТА РУКИ М АНИПУЛЯТОРА
На рис.2.3 представлен механизм поворота руки манипулятора промыш­
ленного робота «Универсал - 5». Рука манипулятора приводится во вращение
двигателем 2 постоянного тока через зубчатый и червячный редукторы.
Зубчатый редуктор включает в себя вал-шестерню 9, связанную муфтой с
ротором двигателя 12, и зубчатое колесо 15, установленное на вал 14 с призма­
тической шпонкой.
Передача 9-15 среднескоростная, обеспечивающая точность угла поворо­
та, колёса стальные закаленные и могут нагреваться до +35 °С, корпус из силу­
мина, нагревается до +30 °С. Вал 14 базируется на двух радиальных шариковых
подшипниках 16.
Червячное колесо 22 выполнено разъемным. Обод червячного колеса 8 по
диаметру Б 2 центрируется относительно ступицы 22. Обе части стягиваются
винтами 6 нормальной длины свинчивания. Ступица червячного колеса и коль­
цо 5 надеты на шлицы вала 4 с минимальным зазором.
Шлицы в отверстии ступицы 22 не закаливаются, так как шлицевое со­
единение неподвижное.
На конец вала 4 напрессована по Дз шестерня 1, работающая от привода
тахометра. Предельные значения натяга оговорены заданием. Зубчатая переда­
ча тахометра тихоходная и нагрев соответствует температуре окружающей сре­
ды +25 °С.
Вал 4 монтируется на радиально-упорных конических подшипниках 3 и
17, которые установлены в корпус 21 через промежуточные корпуса 2 и 20.
Промежуточный корпус 2 точно центрируется в корпусе 21 и крепится
болтами 7 с потайными головками. Подшипник 17 монтируется в промежуточ­
ном корпусе 20, который по А точно сцентрирован в корпусе 21, причем пред­
почтительно иметь натяг.
Подшипники качения допускают перегрузку до 150%, толчки и вибрации
умеренные, режим работы нормальный.
Регулировка осевого зазора подшипника 17 производится гайкой 18 с ко­
роткой длиной свинчивания и мелким шагом.
Осевой зазор между крышкой 13 и подшипником оговорен заданием и
обеспечивается расчётом размерной цепи.
Перечислим звенья размерной цепи:
А 1 и А 3 - высота(ширина) подшипников;
А 2 - длина ступени вала 14;
А 5 - размер корпуса 10;
А 4 - глубина расточки в корпусе 21;
А 6 - ширина прокладки;
А 7 - высота буртика крышки 13.
32
Рис. 2.3. Механизм поворота руки манипулятора
№ варианта
А
Т а б л и ц а 2.3
Исходные данные к рисунку______________________
Подшипники качения
Гладкие цилиндрические
Шпоночное
соединения
соединение
Отв.
а
ъ
№ Условное Радиальная
А
А
-^тах -^тт
поз
обозначе­
нагрузка,
мм
мкм
мм
!ТВ1
кН
ние
®тех
№ варианта
1 62 48
52
2 90 78
78
3 92 88
88
4 80 70
72
5 62 45
48
6 70 54
66
7 120 98 112
8 70 58
66
9 110 62 106
10 84 46
56
Шлицевое
соединение
2 а Б
№
поз.
мм
1
2
3
4
5
6
7
8
9
10
8 32
8 46
10 72
8 52
10 28
6 28
10 72
8 32
8 42
8 32
№
варианта
1
2
3
4
5
6
7
8
9
10
34
38
54
78
60
35
34
78
38
48
36
117
82
93
125
70
85
56
70
76
70
57
30
38
71
25
17
15
29
17
23
5
16
6-308
17
7208А
5,5
3
6-7316А
5,8
16 180510
4,6
3
7308А
4,5
17 6-7206А
4,8
5
16
80306
17
7305А
3,8
3
7311А
4,0
16
60208
3,6
Резьбовое
соединение
Обозначе­ а2изм ЛРп Л“/2Ир Ла/2лев
ние
мм мкм
мин
резьбы
8,0
26,0
20,0
38,0
25,0
12,0
13,0
10,0
26,0
18,0
№
оз.
6
М12
10,66 15 +12
-8
15
18 М42х2 40,57 10 +10
-2
9
7
М8
7,08 8
-5
+10
1
18 М36х1,5 34,88 12
0
-12
15
6
М8
7,12 6
+8
0
9
18 М30х1 29,25 8
+10
-2
1
6
+8
0
15
М10х1 9,24 15
18 М24х1 23,26 8
+5
-3
9
7
М10
8,88 12
+8
-4
1
6
М6
5,25 6
0
+8
15
Размерная цепь, размеры в мм
А4
А5
А2
-А-Атах -А-Дтт А 1- А 3
70
28
95
2,8
0,3
23-0,.12
56
25
78
2,8
0,2
20-0,.12
50
20
75
2,5
0,3
19-0,.12
100
25
128
2,5
0,3
23-0,.12
60
20
85
2,8
0,2
20-0,.12
50
18
70
0,5
3,5
17-0,.12
110
21
130
0,5
3,3
19-0,.12
75
26
95
0,4
3,2
21 -0,.12
60
24
80
2,8
0,3
19-0,.12
80
20
100
3,0
0,5
18-0,.12
24
36
50
55
38
35
36
34
30
30
Зубчатая
передача
а
т
2
мм
63
150
140
81
108
225
104
120
120
108
3
2,5
2
3
2
2,5
4
2
2
3
А6
2,0
2,0
2,0
2,0
1,0
2,0
3,0
2,0
3,0
3,0
28
70
105
35
36
70
26
40
90
48
8
10
14
16
10
10
10
10
8
8
V,
м/с
15
15
6
12
16
15
10
10
8
12
А7
8
8
8
5
6
4
6
5
8
6
2.4. РЕДУКТОР СМ ЕСИТЕЛЯ БЕГУНОВ
На рис.2.4 представлен редуктор смесителя бегунов, предназначенный
для приготовления формировочных и стержневых смесей.
Вращение от электродвигателя через муфту передается на коническую
зубчатую передачу 1-23, далее через прямозубую передачу 3-9 на выходную
шестерню 4 .
Зубчатые передачи стальные, тихоходные, тяжелонагруженные, макси­
мальный нагрев + 40 °С, корпус чугунный, нагревается до температуры +30 °С .
Обод зубчатого колеса 9 установлен по
на ступицу 7 с натягом, огово­
ренным заданием. Дополнительно предусмотрено крепление с помощью шести
болтов 8 с нормальной длиной свинчивания.
Вал 14 имеет прямобочные шлицы, на которое установлено зубчатое ко­
лесо. Шлицы в отверстии ступицы не закаливаются.
Два подшипники 12 установлены в промежуточный корпус (стакан) 11.
Стакан точно сцентрирован по отверстию В 2 в крышке 21 и дополнительно за­
креплен болтами 13, выполненными с нормальной длинной свинчивания.
Тепловой зазор в подшипниках регулируется гайкой 16, имеющей корот­
кую длину свинчивания.
На конце вала 14 находится зубчатое колесо 4, установленное по 0 1 по
переходной посадке (преобладает натяг), так как используется шпоночное со­
единение. От продольного смещения зубчатое колесо 4 закреплено гайкой с
пружинной шайбой.
Вал-шестерня 3 смонтирован на радиально-упорных шариковых подшип­
никах.
Валы 1, 3 и 14 опираются на подшипники, которые при работе имеют пе­
регрузку до 300%, толчки вибрации, режим работы тяжёлый.
Смещение торцов зубчатых колес 3 и 9 оговорено заданием и обеспечи­
вается расчетом размерной цепи.
Перечислим звенья размерной цепи:
А! А2 А3А4 А 5А6 А 7А8 -
размер ото торца зубчатого колеса до упорного буртика по валу 3;
размер до подшипника 22;
глубина расточки в стакане 20 под подшипник;
высота стакана 20;
глубина расточки под подшипники в стакане 11;
ширина распорной втулки 10;
размер ступицы 7;
размер по зубчатому венцу 9 .
35
Рис. 2.4. Редуктор смесителя бегунов
№ варианта
2.4
А
Исходные данные к рисунку_______________________
Подшипники качения
Гладкие цилиндрические
Шпоночное
соединения
соединение
а
ъ
№ Условное Радиальная
А
А
-^шах #тш
Отв
поз
обозначе­
нагрузка,
мм
мкм
мм
1т 1
кН
ние
^тех
1
2
3
8
5
6
7
8
9
10
48
42
26
30
32
34
38
28
36
50
90
98
85
84
84
78
92
90
95
96
№ варианта
Таблица
Шлицевое
соединение
2 а Б
№
поз.
мм
1 10 32
2
8 \2
3 10 36
4
6 28
5 8 \6
6 8 32
7 8 36
8 8 \6
9 10 36
10 10 \2
№ вари­
анта
40
48
45
34
54
38
42
50
45
46
70
68
90
85
85
70
65
90
90
80
3
2
25
25
25
5
3
30
28
4
5
2
6-36210
4
12
180509
22
46312
3,5
12
160606
4,5
5
2
46316
3
12
6-80206
4
12
80307
22
66308
3,5
5
2
66410
22
66413
4,5
Резьбовое
соединение
Обозн. а2изм ЛРп Ла/2пр Ла/2лев №
резьбы
поз.
мм мкм
мин
16 М36х1,5 34,88 5
+10
0
3
8
М8
7,05 6
-5
+3
9
13
М6
5
-8
0
4
5,3
18
М10
8
12
-5
4
8,9
16 М24х1,5 22,96 10
-3
+7
3
8
М8
6
-5
+3
9
7,1
8
М6
5,25 5
+10
-6
9
16 М32х1,5 30,98 12
-8
+4
4
8
М10
8,97 8
-6
+6
9
13
М8
7,07 10
+5
-5
3
Размерная цепь, размеры в мм
32
28
26
25
24
35
25
36
38
27
48
42
30
30
32
34
38
28
36
50
Зубчатая
передача
а
т
2
мм
180
180
150
200
210
210
220
240
180
180
6
6
3
4,5
6
6
5
3
4,5
4,5
Адгтп
А1
А2
А3
А4
А5
+1,0
+1,5
+1,5
+1,5
+2,0
+1,0
+1,0
+1,5
+15
+1,0
-1 ,0
-1 ,5
-1 ,5
-1 ,5
-2 ,0
-1 ,0
-1 ,0
-1 ,5
-1 ,5
-1 ,0
54
62
64
60
56
56
50
60
52
68
20-0,25
26-0,3
31-0,6
27-0,35
39-0,6
48
45
42
45
40
30
30
40
35
30
60
70
70
75
75
55
60
65
60
70
52
60
47
42
55
60
50
50
50
55
со0,
Адтах
2
1
2
3
4
5
6
7
8
9
10
182
168
176
140
136
160
170
180
150
184
27-0,45
23-0,35
31 -0,35
37-0,5
15
45
20
18
20
50
52
18
60
20
А6
60
53
65
63
55
56
52
60
53
60
14
12
26
8
10
10
10
8
10
14
V,
м/с
5
5
10
10
8
8
7
10
6
6
А7
50
50
45
48
50
60
55
52
45
50
37
2.5. М ЕХАНИЗМ ПРИВОДА ПОДАЧ СТАНКА С ЧПУ
На рис.2.5 представлен механизм привода подач с автоматическим устра­
нением зазора специального станка с ЧПУ, который представляет собой редук­
тор, укрепленный на портале станка.
Зубчатое колесо 19 по В 2 установлено на вал 17 с помощью шпоночного
соединения, обеспечивается хорошее центрирование.
Зубчатое колесо 10 крепится на валу 8 с помощью прямобочных шлицев,
которые закаливаются. Между зубчатым колесом и подшипником установлена
распорная втулка 7.
Вал 8 монтируется на радиально-упорных конических подшипниках, осе­
вое смещение которых фиксируется гайкой 15 с короткой длиной резьбы.
Подшипники допускают перегрузку до 150%, толчки и вибрации умерен­
ные, режим работы - нормальный.
Фланцевая крышка 14 крепится болтами 12 (с потайными головками и
нормальной длинной свинчивания) к крышке редуктора 11, которая соединяет­
ся с корпусом 9 болтами и фиксируется коническими штифтами.
Радиальный, роликовый подшипник 2 монтируется в промежуточном кор­
пусе (стакане) 3 .
Стакан 3 точно сцентрирован по Д в корпусе 9 и крепится вместе с
крышкой 1 болтами 20 (с нормальной длинной свинчивания).
Зубчатое колесо 18 выполняет роль паразитной шестерни и на вал 17 уста­
новлено по Я 3 с гарантированным зазором, величина которого оговорена зада­
нием.
Зубчатые передачи среднескоростные, выполнены из стальных, термиче­
ски обработанных зубчатых колес, которые нагреваются до +45 °С, корпус
(станина) чугунный и нагревается до +30 °С
Смещение торцов зубчатых колес 10 и 18 оговорено заданием и обеспечи­
вается расчетом размерной цепи.
Перечислим звенья размерной цепи:
А ! - ширина зубчатого венца колеса 10;
А2 - высота распорной втулки 16;
А 3 и А6 - монтажная высота (ширина) подшипников;
А и А 5- высота буртиков крышек 14;
А7 - длина ступени вала с зубчатым колесом 18.
38
4
5
Рис. 2.5. Механизм привода станка с ЧПУ
Таблица
2.5
А
!
2
3
4
5
6
7
8
9
!0
!40
!! 0
!60
! 50
!20
200
!25
!00
!25
! 80
№ варианта
№ варианта
Исходные данные к рисунку
Гладкие цилиндрические
соединения
Вал
А
А
^тах ^тт
1та1
мм
мкм
^тех
42
66
50
52
46
52
58
50
45
40
!
2
3
4
5
6
7
8
9
!0
40
34
50
48
54
46
40
54
46
50
45
75
72
95
!30
65
80
!30
!80
!30
!20
№
поз
Условное
обозначе­
ние
Радиальная
нагрузка,
кН
5
4
6-7306А
4
2
2609
!3
7208А
3,5
4
6-75!0
5,5
2
2 6 !!
4,5
4
4
7308А
6
!3
7209А
2
6-2607
3,5
4
4
7208А
!3
7307А
5,5
Шлицевое
Резьбовое
соединение
соединение
2 а В
№ Обозначе­ а2изм АР„ 4“/2Пр Л“/2лев №
ние резьбы мм мкм
поз.
поз.
мм
мин
!
6 28
2
8 16
3 8 \2
4
8 16
5 !0 12
6 8 36
7 8 \6
8 !0 12
9 8 13
!0 !0 36
№ вари­
анта
34
50
48
34
32
40
36
42
34
45
Подшипники качения
27
27
25
50
!0
27
60
80
50
50
!5 М27х2 25,66 20 + !0
-!0
!0
20 М12х1,5 !0,88 28
-40
+35
!0
!2
М6
5,25 !2
+8
-!2
!9
20
М16
!4,60 !5
+ !8
-!5
!9
!2
М8
7,!0 30
-!5
+ !0
!9
!5 М36х2 34,62 20
+8
-4
!0
20
М14
!2,65 !5
+ !0
+8
!9
!2
М8
7,07 !5
0
+6
!9
!5 М36х1,5 35,85 !2
-2
+8
!0
20
М10
8,88 20
-4
+ !0
!9
Размерная цепь, размеры в мм
А!
А3-А 6
А2
Адтт
Адтах
30
6
20,75±0,25
1,0
-1,5
50
6
20,75±0,25
-!,0
!,5
40
5
!9,75±0,25
-!,0
!,5
-0,8
35
5
24,75±0,25
!,2
30
8
22,75±0,25
-!,6
!,0
50
8
25,25±0,25
-!,0
!,0
-2,0
60
!0
20,75±0,25
!,0
35
!0
21,75±0,25
!,5
-!,5
50
!0
19,75±0,25
-!,0
!,0
40
6
22,75±0,25
-!,2
!,2
Шпоночное
соединение
а
Ъ
мм
!5
8,5
20
!4,5
7
!2
!6
7
!8
!4
42
66
50
52
46
52
58
50
45
40
Зубчатая
передача
а
т
2
мм
8!
250
!60
2 !0
!80
!50
240
!80
2 !0
!40
3
5
4
3,5
3
5
6
3,5
5
4
А4-А 5
8
6
8
5
6
5
!0
5
8
6
!2
20
!4
!6
!4
!6
!6
!4
!4
!2
V,
м/с
36
66
52
50
48
40
36
50
56
42
!0
!2
!5
8
5
!8
!2
!5
8
!0
А7
36
56
45
40
38
58
70
45
60
46
2.6. ШПИНДЕЛЬНАЯ ГРУППА СПЕЦИАЛЬНОГО С ТАНКА
На рис.2.6 показана шпиндельная группа специального станка.
Шпиндель станка 5 установлен на основных подшипниках в гильзе 12.
Гайка 11 с короткой длиной свинчивания регулирует зазор в подшипниках
шпинделя. Особый механизм может перемещать гильзу 12 вместе со шпинде­
лем вдоль оси.
По диаметру В 3 необходим зазор, предельные значения которого преду­
смотрены заданием.
Зубчатые колеса 2 и 8 должны быть хорошо сцентрированы на валах. На
вал 13 по Дг установлено зубчатое колесо 2. Передача вращения обеспечивается
призматическими шпонками.
Зубчатое колесо 8 установлено на шлицевую втулку 9. Шлицевый хвосто­
вик шпинделя 5 должен свободно перемещаться вдоль оси шлицевой втулки 9 .
Шлицы в отверстии втулки закаливаются.
Зубчатая передача скоростная, испытывает значительные нагрузки и на­
гревается до +60 °С. Колёса выполняются из стали, а зубчатые венцы закалива­
ются и шлифуются. Станина станка (корпус 1) выполняется из чугуна и нагре­
вается не более + 30 °С
Промежуточный корпус 4 подшипника 6 монтируется в гнездо корпуса 1 с
точным центрированием по диаметру
после чего окончательно крепится
болтами 7 с нормальной длиной свинчивания.
Концы вала 13 опираются на шариковые подшипники 3 и 14.
Подшипники имеют перегрузку до 150%, толчки и вибрации умеренные,
режим работы нормальный.
Между крышкой и подшипником 3 предусмотрен тепловой зазор, величина
которого обеспечивается расчетом размерной цепи.
Перечислим звенья размерной цепи:
А 1и А 5 - высота буртиков крышек;
А 2 и А 4 - толщина прокладок;
А 3 - корпусной размер;
А 6 и А 10- ширина подшипников;
А 7 - длина ступени вала;
А 8 - ширина ступицы зубчатого колеса;
А 9 - высота распорной втулки.
41
Рис. 2.6. Шпиндельная группа специального станка
№ варианта
Т а б л и ц а 2.6
Исходные данные к рисунку______________________
Шпоночное
Подшипники качения
Гладкие цилиндрические соединения
соединение
Отв.
а
ъ
А
А
А
^шах ^тт
Условное Радиаль­
№
1ТВ1
обозначе­ ная на­
поз
мм
мкм
мм
ние
грузка кН
^тех
1
230
50
200
125
50
4
6
6-320
15
50
14
2
280
60
260
120
55
3
3
5-80310
10
60
18
3
250
70
220
90
15
3
3
5-312
25
70
20
4
220
60
200
90
15
5
10
660613
15
60
18
5
200
50
180
80
15
10
160612
13
50
14
4,5
6
190
55
180
110
45
6
160614
30
65
18
4,0
7
240
65
220
145
50
3
6-309
25
65
18
3,5
8
220
36
210
125
40
3
3
5-307
18
36
10
9
190
45
160
125
45
3
80208
15
45
14
3,5
10
220
65
200
110
40
4
6
6-318
20
65
18
Шлицевое со­
Зубчатая передача
ка
Резьбовое соединение
единение
Да//2пр Да//2лев
АРп
ей Н
а
т 2
а
В № Обзнаа2изм
№
V
И
2
чение
поз
м/с
поз
мм
мм
мкм
мин
мм
2
резьбы
1
10
82
88 7
М10
8,94
15
-8
+10
8
240 3 80 10
2
10
72
82 11 М80х2 78,58
60
+25
+45
2
200 4 40
15
3
8
62
68
7
М8
25
-10
+15
2
210 3 35
12
7,15
4
8
56
62 11 М76х2
74,6
26
+9
-9
8
228 3 78
10
5
8
52
60 11 М80х2
78,6
30
+8
-6
8
180 4 76
18
6
16 56
65 11 М90х2
88,6
60
+40
-45
2
225 5 45 20
7
10
72
78 7
М8
7,08
20
0
+10
8
225 3 75
15
8
10
82
92 7
М6
5,25
15
+8
-10
8
246 3 82 12
9
16 52
60 7
М8
7,12
18
+10
-5
2
140 4 35
10
10
10
72
78 7
М12
10,8
30
-30
+15
2
152 4 38
18
Размерная цепь, размеры в мм
№
варианта
1
2
3
4
5
6
7
8
9
10
Адтах
А дтт
2,8
2,5
2,5
3,5
3.0
2,8
3,2
2,8
2,6
2,8
0,8
0,5
0,5
1,0
0,5
0,6
0,8
0,5
0,5
0,5
А1=А5
5
6
5
7
8
10
7
8
5
7
А2-А 4
2,0
2,5
1,5
2,0
2,5
2,0
1,5
2,0
2,0
2,5
А3
218
245
267
258
275
264
270
290
226
270
А6-А 10
21 -0.12
27 -0.12
31 -0.12
25 -0.12
20 -0,12
23 -0,12
25 -0,12
21 -0,12
18-0,12
25 -0,12
А7
120
120
145
110
144
124
125
146
105
136
А8
40
52
48
70
65
60
72
80
65
60
А9
10
12
15
18
15
18
12
10
14
15
43
2.7. ЧАСТЬ КОРОБКИ ОТБОРА М ОЩ НОСТИ АВТОМ ОБИЛЯ
На рис.2.7 показана часть коробки отбора мощности автомобиля, которая
устанавливается в тех случаях, когда автомобиль имеет дополнительные агре­
гаты, получающие привод от двигателя.
Блок зубчатых колес 2 смонтирован на оси 1 на игольчатом подшипнике.
Неподвижность оси 1 в корпусе О! обеспечивается штифтом 4.
На конце вала 8 установлено по В 2 с точным центрированием зубчатое
колесо 7, имеющее шпоночное соединение, оно закреплено шайбой с винтом.
Зубчатое колесо 5 перемещается вдоль шлицевой части вала 8 вилкой 12.
Шлицы в отверстии зубчатого колеса закаливаются.
Зубчатые передачи среднескоростные, закаленные венцы, допустимый
нагрев до +60 °С, корпус силуминовый с допустимым нагревом до +55 °С.
Отбор мощности производится с вала 8, смонтированного на двух кони­
ческих роликовых подшипниках 6. Подшипники качения 6 испытывают уме­
ренные толчки и вибрации, имеют перегрузки до 300%.
Управление коробкой осуществляется водителем из кабины посредством
рычага, который перемещает шток 9 в пределах, ограниченных фиксаторами
11. Зазор между штоком 9 и корпусом 16 по
оговорен заданием.
На шток 9 установлены защитные гайки 10 и 13, имеющие резьбу с мел­
ким шагом и нормальной длиной свинчивания.
Крышка 15 крепится к корпусу 16 с помощью винтов 14, имеющих нор­
мальную длину свинчивания.
Между крышкой 15 и подшипником предусмотрен тепловой зазор, вели­
чина которого обеспечивается расчетом размерной цепи.
Перечислим звенья размерной цепи:
А ! и А 5- высота буртиков крышек;
А2 и А - толщина прокладок;
А 3 - корпусной размер;
А 6 и А 8 - монтажная ширина конических подшипников;
А 7 - длина ступени вала.
44
Шлицевое
соединение
2
а
В
46
3,5
3,0
2,8
3,2
2,8
3,5
2,5
2,8
2,5
3,5
т
С
п
!
2
3
4
5
6
7
8
9
!0
Адтах
Зубчатая передача
Обозна­
а
т
№
Л“/2Ир Ла/2лев №
а2изм АРп
чение
поз
поз
резьбы
мм
мкм
мин
мм
!0 М32х1 3!,3
8
+2
-8
7
84
2
!3 М32х2 3!,6
!5
-4
+6
5
250
5
!0 М36х1 35,3
5
-4
+ !2
2
!08
3
7,!2
!4 М8
!0
-5
+5
5
!60
4
8,9
!4 М10
!2
-2
+6
7
!75
5
!0 М42х1 4!,3
20
+8
-4
5
220 4
!3 М36х2 34,6
!0
+6
-5
7
92
2
!0 М32х1 3!,3
!2
+ !0
-6
2
!56
3
7,!4
!4 М8
8
+5
-8
2
!!4
3
!0 М42х1 4!,2
!5
-8
+ !0
7
88
2
Размерная цепь, размеры в мм
А3
Адп-пп
5
!32
18,25±0,25
1,0
!,0
6
!,5
! 80
25,25±0,25
0,5
5
!48
20,75±0,25
0,5
2,0
0,8
5
! 52
!8,25±0,25
2,0
0,6
6
!90
24,75±0,25
2,0
29,25±0,25
5
!90
2,0
!,0
5
!,5
! 50
2!,25± 0,25
0,5
6
!87
22,75±0,25
0,3
!,5
5
!40
20,75±0,25
0,5
!,5
0,8
6
!45
!7,25±0,25
!,0
<С
!
8
2
!0
3
8
4
!0
5
8
6
!6
7
!0
8
8
9
8
!0
8
№ вари­
анта
мм
36 42
42 52
46 54
36 45
46 54
52 60
32 40
36 42
46 54
42 48
Резьбовое соединение
ОС
!6
!2
!5
!4
20
!8
!6
!5
!2
!4
6А
6
А
!
2
3
4
5
6
7
8
9
!0
2А
4А4
№ варианта
А
№ варианта
Т а б л и ц а 2.7
Исходные данные к рисунку________________________
Шпоночное
Подшипники качения
Гладкие цилиндрические соединения
соединение
Отв.
а
Ъ
А
А
^шах ^тт
Условное Радиаль­
№
!ТВ1
обозначе­ ная на­
поз
мм
мкм
мм
ние
грузка кН
р тех
34
20
65
20
4
6
7207А
!0
34
!0
36
22
47
7
5
6
6-7308А
!3
36
!0
40
34
90
25
6
7209А
!4
40
!2
4,5
36
28
66
20
3
6
6-7207А
28
32
!0
42
30
95
40
4
6
6-7509А
!5
42
!2
40
32
!05
22
5
6
73!0А
30
40
!2
28
25
55
7
6
7506А
25
28
8
4,5
34
22
78
20
6
7307А
25
34
!0
3,5
40
20
85
20
5
6
6-7209А
28
40
!2
26
36
!05
25
4
6
7206А
20
26
8
2
V
м/с
42
50
36
40
35
50
46
52
38
44
!0
!5
!2
8
!6
!2
!0
!5
8
!0
А7
86
!20
!00
!06
!30
!25
!00
!34
92
!00
2.8. ЧАСТЬ КОРОБКИ ПЕРЕМ ЕНЫ ПЕРЕДАЧ АВТОМ ОБИЛЯ
На рис.2.8 изображена часть коробки перемены передач автомобиля, кото­
рая имеет несколько пар зубчатых колес, вводимых в зацепление в разных со­
четаниях для изменения крутящего момента и скорости.
С помощью вилки 4 производится переключение 1, 2, 3, 4 передач. Вилка 4
закреплена неподвижно болтами с нормальной длиной свинчивания на штоке
переключения передач 3, который рычагом свободно перемещается вдоль оси в
отверстиях В 3 корпуса коробки передач. Предельные значения зазора даны в
задании.
Промежуточный вал 13 с блоком шестерен свободно вращается в подшип­
никах.
Крышка 1 подшипника 2 крепится к корпусу болтами 15 с нормальной дли­
ной свинчивания и по размеру В 2 сопрягается с основным корпусом, обеспечи­
вается точное центрирование.
Подшипники качения испытывают толчки и вибрации и при работе имеют
перегрузки до 300%, режим работы тяжелый.
Шпоночное соединение используется при установке зубчатого колеса 9
на вал 13; по
обеспечивается хорошее центрирование.
Зубчатые колёса 12 и 14 имеют направляющую шпонку. Зубчатые пере­
дачи среднескоростные имеют закалённые венцы и могут нагреваться до +65°С,
а корпус силуминовый с нагревом до +50°С.
Гайка 11 имеет короткую длину свинчивания. Болт 10 с нормальной
длинной свинчивания.
Зазор между ступицей зубчатого колеса 9 и торцом наружного кольца
подшипника 8 указан в задании и обеспечивается на производстве согласно
расчету размерной цепи.
Перечислим звенья размерной цепи:
А 1 - ширина ступицы зубчатого колеса 9 ;
А 2 - длина ступени вала-шестерни 13;
А 3 - высота стопорного кольца;
А 4 и А8 - ширина подшипников;
А 5 - размер корпуса;
А6 -толщина прокладки;
А 7 - высота крышки корпуса.
П р и м е ч а н и е . Шлицевое соединение на чертеже не показано, при­
нять, что шлицы в отверстии колеса не закаливаются, соединение неподвижное.
47
400^
4/ЛУКЧЧЧЧЧЧ^
Рис. 2. 8. Часть коробки перемены передач автомобиля
Таблица
Исходные данные к рисунку
Гладкие цилиндрические
Подшипники качения
соединения
Отв. № Условное обо­ Радиальная
А
А
йт
значение
нагрузка,
мм
мкм
1 Ш поз
кН
С
тан
а
и А
р
ав
№ варианта
1
2
3
4
5
6
7
8
9
10
1
2
3
4
5
6
7
8
9
10
42
62
36
72
28
90
36
80
18
85
30
75
28
90
35
62
40
72
38
80
Шлицевое
соединение
2
а
Б
мм
10
10
8
10
16
10
10
8
10
10
23
36
42
42
52
36
46
46
52
32
№ вариан­
та
1
2
3
4
5
6
7
8
9
10
29
45
48
52
60
45
56
54
60
40
14
15
16
18
14
16
20
22
18
20
125
130
100
105
125
120
135
150
110
130
30
20
32
35
20
40
40
40
20
20
3,5
2
60207
4,0
8
6-80206
5,0
2
60208
4,5
8
5-80208
5,0
8
80206
4,5
2
6-60108
4,0
8
80108
5,0
2
5-60208
4,5
2
60206
4,0
8
80105
Резьбовое
соединение
№ Обозначе­ а2изм ЛРп Л“/2Ир Ла/2лев №
поз.
ние
поз.
мм мкм
мин
резьбы
6
М8
7,12 6
+30
0
9
10
М10
8,86 2
+8
+2
12
10
М12
10,76 2
+3
+5
14
10
М16
14,53 10
-2
+2
9
10
М20
18,35 5
+3
-5
12
11 М22х1 21,25 6
+5
-5
14
11 М24х1 23,27 2
+6
-4
9
11 М22х1 21,3 2
-8
+2
12
11 М27х1,5 25,76 30
-10
+10
9
11 М24х1,5 22,88 40
-20
+30
12
Размерная цепь, размеры в мм
А,
А,Атах А,Лтш
А1
А2
А3
А6
5,3
2,4
45
230
3
250
2
5,5
2,5
46
238
4
245
2
3
5,3
2,4
46
220
4
246
5,5
2,6
48
225
3
250
3
5,5
2,5
50
230
4
260
3
5,6
2,6
44
230
3
250
3
5,4
2,4
42
240
4
248
2
5,5
2,5
42
200
4
238
2
2,6
5,6
40
230
3
240
3
5,5
2,5
50
222
4
240
3
Шпоночное
соединение
а
ъ
мм
10,0
9,0
13,0
12,0
14,0
10,0
11,0
10,0
14,0
15,0
42
36
28
36
18
30
28
35
40
38
Зубчатая
передача
а
т
2
мм
130
150
120
150
130
150
120
130
150
150
3,5
3,5
3,5
3,5
3,5
4,0
4,0
4,0
4,0
4,0
А7
63
75
60
60
60
64
70
45
65
60
2.8
30
36
30
36
36
40
40
43
40
36
12
10
8
10
6
8
8
10
12
10
V,
м/с
10
6
16
6
16
10
16
10
6
16
А4—А»
17-0,12
16. 0,12
18 0,12
17-0,12
18- 0,12
18-0,12
15-0,12
18, 0,12
16-0,12
12- 0,12
49
2.9. ЧАСТЬ КОРОБКИ СКОРОСТЕЙ М ЕТАЛЛОРЕЖ УЩ ЕГО
СТАНКА
На рис. 2.9 представлена часть коробки скоростей металлорежущего стан­
ка.
Вращение с вала 1 на вал 13 обеспечивается зубчатой передачей, состоя­
щей из колёс 5 и 15. Зубчатые колёса установлены на валы с помощью шпо­
ночных соединений. Обеспечивается точное центрирование по диаметру В 2.
Зубчатые передачи скоростные, стальные, закаленные, могут нагреваться
до температуры +70°С. Корпус 8 (станина) из чугуна и нагревается не более,
чем до +30°С.
Крышки подшипников крепятся к станине болтами 17 и 12 с нормальной
длиной свинчивания.
Подшипник 7 установлен в корпус 8 с помощью стакана 6, который точно
сцентрирован в отверстии 0 1 корпуса и крепится болтами с потайными голов­
ками и нормальной длиной свинчивания.
Осевое перемещение подшипника 3 ограничено втулкой 4, установленной
на вал с гарантированным зазором по Д?, величина которого оговорена задани­
ем. Г айки 16 имеют мелкий шаг и короткую длину свинчивания.
Подшипники работают в нормальном режиме, толчки и вибрации умерен­
ные, допускается перегрузка до 150%.
Относительное осевое смещение торцов зубчатых колёс 5 и 15 обеспечива­
ется путём расчёта размерной цепи.
Перечислим звенья размерной цепи:
А! - размер на валу;
А 2 - ширина подшипника 3 ;
А 3 - глубина расточки в корпусе 8 ;
А - корпусный размер;
А 5 - размер глубины расточки в корпусе;
А 6 - ширина распорной втулки;
А 7 - ширина ступицы зубчатого колеса 15.
П р и м е ч а н и е . Шлицевое соединение на чертеже не показано, принять,
что шлицы в отверстии колеса закаливаются, соединение подвижное.
50
Рис. 2.9. Часть коробки скоростей металлорежущего станка
Таблица
2.9
№ варианта
Исходные данные к рисунку
!
2
3
4
5
6
7
8
9
№ варианта
!0
А
Гладкие цилиндрические
соединения
А
А
-^тах
мм
мкм
60 24
28
62 26
30
85 40
36
50 28
46
72 30
45
75 36
48
82 34
38
85 42
52
75 36
48
95 50
58
Шлицевое со­
единение
2 а
В
№
поз.
мм
!
6
8
6
8
8
8
6
8
6
8
2
3
4
5
6
7
8
9
!0
№
варианта
!
26
32
23
36
46
52
30
36
28
42
50
60
!8
22
42
26
32
46
32
38
!! 0
8
75
90
!30
!45
7
!0
!0
20
!! 0
25
!30
!0
!20
30
25
30
! 50
! 80
!6
!7
!2
!6
!7
!2
!6
!7
!2
!6
Обозна­
чение
резьбы
М24х1
М8
М6
М42х2
М6
М8
М36х1,5
М10
М8
М56х3
6
Адтах
+ 1,8
+!,5
+!,85
+!,75
+!,9
+2,0
АЛтт
- 1,8
-!,5
-!,85
-1,75
-!,9
-2,0
7
+ !,0
-!,0
8
+!,75
-!,75
9
+ !,6
-!,6
!0
+!,7
-!,7
2
3
4
5
52
А!
!45
!45
!30
!72
!30
!45
! 88
! 80
!45
! 50
Подшипники качения
Шпоночное
соединение
а
Ъ
мм
Вал №поз Условное обо­ Радиальная
значение
нагрузка,
1та1
кН
Ртех
4
3
!80506
20
24
5
7
6-204
!5
26
5.5
9
307
!2
40
3.5
3
!805!0
!8
28
4
7
6-305
22
30
4.5
9
!60506
24
36
4.5
3
!60608
!8
34
5.5
7
207
20
42
5
9
!80506
!5
36
4
3
!805!2
25
50
Зубчатая
Резьбовое
соединение
передача
а
т
№
поз.
4“/2пр Л“/2лев
а2изм Р
2
мм мкм
мин
мм
23,3
8
+ !0
-5
5
7,!6 !0
0
+!5
!5
5,23
5
+5
-5
5
40,6 !2
-!5
+5
!5
5,25
6
+5
0
5
7,08 !2
+8
-!0
!5
34,9 !0
+!5
-!0
5
8,92
6
0
+ !2
!5
5
-!0
0
5
7,!
53,9 !5
+ !2
-!0
!5
эазмерная цепь, размеры в мм
А3
А2
А4
25
282
20 -0,!2
25
280
20 -0,!2
28
290
2 ! -0,!2
30
3!5
23 -0,!2
35
320
23 -0,!2
30
330
20 -0,!2
35
380
33 -0,!2
30
350
25 -0,!2
28
345
20 -0,!2
32
360
28 -0,!2
!!7
!35
!68
! 80
!44
!40
! 50
200
!44
225
Аз
96
94
!08
!04
!40
!30
! 50
!! 0
!45
! 50
3
3
4
2
3
4
3
5
4
5
8
8
!2
!0
8
!0
!0
!2
!0
!4
V,
м/с
26
60
24
60
32
50
25
60
24
60
!0
!5
!8
!2
!5
!6
!0
!2
!5
!0
А6
А7
30
30
40
6
6
22
!0
8
30
40
30
50
40
50
5
5
!0
5
7
6
2.10. РЕДУКТОР МУНДШ ТУЧНОЙ СТЕРЖ НЕВОЙ МАШИНЫ
На рис.2.10 представлен редуктор, который является частью мундштучной
стержневой машины, предназначенной для изготовления стержней постоянного
сечения.
Вращение редуктору передаётся электродвигателем на шкив 12 через кли­
ноременную передачу. Шкив закреплён на валу 11 с помощью шлицевого со­
единения и двух гаек 13 с мелким шагом и короткой длиной свинчивания.
Шлицы в отверстии шкива не закаливаются, так как соединение неподвиж­
ное.
На конце вала 18 на шлицах установлена смотровая муфта 4, в которую по
диаметру 0 1 запрессован палец 1, закреплённый гайкой 22 с короткой длинной
свинчивания.
Головка шатуна 2 имеет гайку 3 с увеличенной длиной свинчивания, необ­
ходимой для регулировки хода шатуна. Шлицы в отверстии муфты не закали­
ваются.
Вращение с вала 11 на вал 18 передаётся с помощью косозубой зубчатой
передачи, состоящей из колёс 9 и 19. Зубчатые колёса на валы установлены с
помощью шпоночных соединений и имеют хорошее центрирование по Дг.
Зубчатые передачи скоростные, выполнены из закаливаемых марок сталей
и могут нагреваться до температуры +60 °С. Корпус редуктора 8 и крышка (на
рисунке не показана) выполнены из серого чугуна и нагреваются не более чем
до +30 °С.
Вал 18 установлен на опоры из радиально-упорных подшипников. Под­
шипники при работе имеют перегрузку до 150% вибрации умеренные, режим
работы нормальный.
Крышки подшипников крепятся болтами 5 с нормальной длиной свинчи­
вания (по 4 штуки на каждую крышку) к корпусу. В крышках находятся уплот­
нительные кольца 14, необходимые для удержания смазки.
В корпусе 8 между подшипниками установлена втулка по Дз с зазором, ве­
личина которого оговорена заданием. При расчёте посадки учесть, что по этому
диаметру выполнена посадка наружных колец подшипников.
Между крышкой 15 и подшипником 16 предусмотрен тепловой зазор, ве­
личина которого обеспечивается расчётом размерной цепи.
Перечислим звенья размерной цепи:
А 1 и А 5- высота буртиков крышек;
А2 и А - толщина посадок;
А 3- размер корпуса;
А6, А 7, А 9- монтажная высота подшипников;
А8- размер ступени вала.
53
Рис. 2.10. Редуктор мунштучной стержневой машины
Т а б л и ц а 2.10
Исходные данные к рисунку________________________
№ варианта
№ варианта
Подшипники качения
Гладкие цилиндрические
Шпоночное
соединения
соединение
а
ъ
А
А
А йтах йтш Отв. № Условное обо­ Радиальная
поз
значение
нагрузка,
мм
мкм
мм
1т 3
кН
Стех
1
16 36
62 90
7
5
20
46206
15,0
36
10
2
18 54
130 120 15
3
16
66410
18,7
54
16
3 20
50
80 88 10
7
6-36208
20,5
50
14
3,5
4 22 62
72 95 15
4
16
46306
16,0
32
10
5 18 47
90 110 12
20
46308
45,0
47
14
4,5
6
15 58
90 95 10
5
7
6-36210
12,0
58
16
7
14 36
72 90 10
16
46306
32,0
36
10
5,5
8
28 47
80 90 12
4
20
36208
26,0
47
14
9
16 38
72 88 10
7 6-36207
20,0
38
10
3,5
10 30
60
110 120 15
3
16
46310
30,0
60
18
Зубчатая
Шлицевое
Резьбовое
соединение
соединение
передача
2
а Б
а
т
№ бозна- а2изм ЛРп Л“/2Ир Ла/2лев №
V,
чение
I
2
поз.
юз.
м/с
мм
мм мкм
мин
мм
резьбы
1 6 18 22
3 М18 16,27 2
+5
-3
19 200 4
80 15
2 8 42 46
5
М 8 7,15 3
-6
0
19 220
5
66
10
3 6 26 30 22 М16х1 15,28 4
+8
0
9 200 4
20
12
4 6 23 28
3
М20 18,18 5
-6
+3
19 180 3
80 25
5 8 32 36 22 М18х2 16,6 4
+5
-2
19 250 5
75 20
6 8 36 42
5
М 6 5,25 2
0
+6
9 250 5
25 22
7 6 23 28
13 М30х2 28,6 5
+10
-5
19 300 6
70 15
8 8 32 36
5
М10 8,95 3
+2
-3
19 280 5
72 12
9 6 16 20 22 М 12х 1 11,23 2
+4
-1
9 240 4
40 30
10 10 36 45
3
М16 14,67 5
-6
+3
19 240 4
80 20
№ вари­
Размерная цепь, размеры в мм
анта
А2—А4
А3
А8
А9
А6—А7
Адтах Адтт А1—Аз
1
5
106
50
0,5
3,5
1,5
16-0,25
16-0,25
2
5
160
60
3,0
0,3
2,0
31 -0,35
31 -0,35
3
4
112
52
3,0
0,4
1,5
18-0,25
18-0,25
4
5
104
40
3,7
0,5
2,0
19-0,45
19-0,45
5
0,6
4
135
60
3,8
1,5
23 -0,45
23 -0,45
6
5
143
74
3,0
0,5
1,0
20-0,25
20-0,25
7
6
138
72
3,8
0,4
2,0
19-0,45
19-0,45
8
4
126
66
0,5
3,5
1,5
18-0,25
18-0,25
9
5
110
52
3,0
0,4
2,0
17-0,25
17-0,25
10
5
148
60
3,7
0,5
2,0
27 -0,45
27 -0,45
55
2.11. ЧАСТЬ УЗЛА ВКЛЮ ЧЕНИЯ КРИВОШ ИПА ПРЕССА
На рис.2.11 изображена часть узла включения кривошипа пресса.
При включении муфты 17 шкив 15 посредством клиноременной передачи
вращается вокруг неподвижного вала 19 на двух шариковых подшипниках 18.
При выключенной муфте шкив вращается вместе с валом.
Шкив 15 установлен с небольшим зазором на полумуфте 16 и дополни­
тельно закреплен болтами. Гарантированный зазор по Дз оговорен заданием.
На конце вала 19 находится зубчатое колесо 5, установленное по диаметру
А на две диаметрально расположенные шпонки.
Осевое перемещение колеса 5 ограничено по торцу вала шайбой и болтом
6 с мелким шагом и нормальной длиной свинчивания.
Зубчатые передачи тихоходные, колеса выполнены из стали, не закалива­
ются, так как работают в условиях окружающей среды с температурой от +10
до + 30 °С.
Зубчатое колесо 9 смонтировано на шлицевом валу 10, шлицы в отверстии
не закаливаются. С колеса 9 движение передаётся ползуну пресса (на рисунке
не показано).
В корпус 1 установлен стакан 3, который точно сцентрирован по отвер­
стию 0 2 в корпусе и закреплён болтами 8 с нормальной длиной свинчивания.
Радиально-упорные подшипники 4 и шариковые подшипники 18 фиксиру­
ются на валу 19 с помощью втулки 13. Подшипники 18 испытывают колеба­
тельный режим нагружения, а внутреннее кольцо подшипника 4 - циркуляци­
онную нагрузку, оговоренную заданием,
Подшипники работают в тяжёлом режиме, толчки и вибрации значитель­
ные, допускаются перегрузки до 300%.
Тепловой зазор между крышкой 2 и подшипником 4 обеспечивается расчё­
том размерной цепи.
Перечислим звенья размерной цепи:
А! - размер до фланца крышки 2;
А2- толщина прокладки 11
А3- глубина расточки в стакане 3;
А4 и А6 - монтажная высота подшипников 4;
А5- высота распорной втулки 12.
56
Рис. 2.11. Часть узла включения кривошипа
Шпоночное
соединение
а
Ъ
мм
^тах ^тш Отв. № Условное обо­ Радиальная
значение
нагрузка,
мкм
1ТV 1 поз
кН
отех
!00 220 306 ! 80
!5
4
4
7522А
20
!00
!!0 290 386 225
0
5
!8
6-326
30
!!0
75 200 398 !45
20
4
73!8А
25
75
4,5
96 230 346 2!0
50
3
!8
6-324
26
96
!!0 288 340 !90
!6
4
4
7324А
32
!!0
82 220 376 285
50
5
!8
6-220
!5
82
85 220 320 230
0
4
722! А
23
85
4,5
!30 290 356 260
20
!8
230
20
!30
3,5
95 280 330 280
0
5
4
7322А
35
95
!08 296 308 280
!5
4
!8
6-226
!8
!08
Резьбовое
Зубчатая
Шлицевое со­
единение
Соединение
передача
а
т
2 а
В
№
4“/2пр Ла/2лев №
а2изм Р
2
поз.
поз.
мм
мм мкм
мин
мм
А
мм
А
1
ы
ееи б
ь
ЛЛ
Адтах
2,5
3,0
2,8
3,5
3,2
4,0
2,8
3,0
2,5
3,5
6
8
6
8
8
8
6
6
8
6
М18х1
М8
М14х1,5
М10
М20
М24
М6
М16х1
М8
М10х1
АЛтт
1,0
!,2
!,0
2,0
!,2
2,0
!,0
!,2
0,5
!,2
А!
!2
8
6
8
!2
!0
8
!0
8
!0
!7,28 8
+!5
-8
5 200
7,25 !2 -!0
+5
9 200
!2,95 !2
-8
+!5
5 2!0
8,92 !5 -!5
+5
9 250
! 8,25 !0 -20 +!5
5 360
2!,9 !6 +!2
-!8
9 360
5,25
6
-8
+4
5 250
! 5,23 !5 +!2
-!0
9 250
+8
-5
5 240
7,!5 !2
9,28 20
-5
+!0
9 240
Размерная цепь, размеры в мм
А3
А2
3
!46
56,0±0,5
3
!40
54,5±0,5
2
!25
46,5±0,5
2
!!5
37,0±0,5
2
!45
54,5±0,5
3
!52
54,5±0,5
2
!28
39,5±0,5
3
!20
42,5±0,5
3
!60
54,5±0,5
3
!55
56,0±0,5
6
82
92
72
!02
!!2
82
!02
!25
!!5
82
4А
4
I
6А
А
! !0 72
2 20 82
8 !6 62
4 !0 92
5 !0 !02
6 !6 72
7 20 92
8 !0 !!2
9 20 !02
!0 !6 72
№ вариан­
та
!
2
3
4
5
6
7
8
9
!0
58
Подшипники качения
^
№ варианта
!
2
3
4
5
6
7
8
9
!0
Гладкие цилиндрические соединения
р О
е н з
чеа
№ варианта
Т а б л и ц а 2 .!!
Исходные данные к рисунку________________________
4
4
5
5
6
4
5
5
4
4
50
75
52
80
60
90
40
60
48
72
Аз
25
25
28
34
25
36
32
28
45
35
28
28
20
28
28
22
22
32
25
28
V,
м/с
8
8
6
6
!0
!0
8
8
6
6
2.12. ШП И Н ДЕЛЬНАЯ ГРУППА ФРЕЗЕРНОЙ ГОЛОВКИ СТАНКА
На рис. 2.12 представлена шпиндельная группа фрезерной головки специ­
ального станка. Фрезерная головка симметрична
На обоих концах шпинделя установлены фрезы 11, периодически снимае­
мые для заточки или переналадки станка. Зазор по посадочному диаметру Б 3
оговорен заданием. При выборе посадки следует учесть, что по В 3 установлены
еще регулировочная шайба и защитное кольцо.
Передача крутящего момента от шпинделя 6 на фрезы осуществляется по­
средством торцевых шпонок (на рисунке не показаны).
Крышка 7 установлена в корпус по 0 1 с незначительным зазором и крепит­
ся болтами 12 с нормальной длиной свинчивания.
Косозубое зубчатое колесо 4 по В 2 хорошо сцентрировано относительно
оси шпинделя и имеет две диаметрально расположенные призматические
шпонки. Косозубое колесо 1 установлено на шлицевом валу 3. Шлицы в отвер­
стии зубчатого колеса не закаливаются.
Зубчатая передача 1-4 скоростная, крупномодульная. Зубчатые колёса вы­
полнены из закаливаемых марок сталей и могут нагреваться до температуры
+65°С. Станина выполнена из серого чугуна и нагревается не более чем до
+30°С.
Шпиндель и ведущий вал 3 монтируются на радиально-упорных подшип­
никах. Подшипники при работе имеют перегрузки до 300%, толчки и вибрации
значительные, режим работы тяжёлый.
Гайки 14 ограничивают осевое смещение подшипников и имеют короткую
длину свинчивания.
Между крышкой 7 и подшипником 5 предусмотрен тепловой зазор, вели­
чина которого обеспечивается расчётом размерной цепи.
Перечислим звенья размерной цепи:
А 1 и А 6- монтажная высота подшипников 5 и 9;
А2 и А 5- высота распорных втулок 8;
А4 - ширина зубчатого колеса 4;
А 7 и А 11 - высота буртиков фланцев 7;
А 8 и А 10- толщина прокладок 13;
А 9- корпусный размер.
59
Рис. 2.12. Шпиндельная группа фрезерной головки станка
№ варианта
1
2
3
4
5
6
7
8
9
10
1
2
3
4
5
6
7
8
9
10
№ вариан­
та
1
2
3
4
5
6
7
8
9
10
АЛтах
3,5
3,5
2,8
3,2
3,0
3,5
3,0
2,7
2,5
3,5
■~
г
3
Гладкие цилиндрические
соединения
№
А
^шах йтш Отв.
поз
мм
мкм
1т 3
Стех
100 50
30 30
7
2
5,5
130 65
32 25
0
5
5
130 80
40 55
25
4
9
110 60
32 38
10
2
4,5
120 70
60 50
10
3
5
140 85
42 40
0
9
3,5
150 75
35 55
25
4
2
100 55
28 40
5
5
4,5
130 80
38 52
8
9
5,5
110 65
36 42
2
5
5
Шлицевое со­
Резьбовое
единение
Соединение
2 а
В
№ Обозначе­ а2изм ЛРп
поз.
ние
мм
мм
мкм
резьбы
8 62 68 14 М48х2 46,54
12
10 72 82 10 М20х2 18,55
10
10 82 88 12
М6
5,28
5
8 56 62 12
М8
7,12
8
10 72 78 10 М16х1 15,26
12
10 82 92 14 М56х2 54,58
15
20 82 92 10 М18х1,5 16,95
14
8 46 54 12
М8
7,13
8
10 72 78 14 М52х2 50,58
16
16 62 72 12 М8х1 7,28
12
2
№ варианта
Т а б л и ц а 2.12
Исходные данные к рисунку________________________
АЛтт
0,5
0,5
0,3
0,6
0,4
0,5
0,5
0,4
0,5
0,5
Шпоночное
соединение
а
ъ
Условное обо­ Радиальная
значение
нагрузка, кН
мм
подшипника
Подшипники качения
6-7211А
7312А
7513А
7310А
6-7213А
7516А
6-7314А
7309А
6-7514А
7512А
4“/2пр Л“/2лев
мин
+5
+8
-3
+5
0
+15
+10
+5
+8
-6
-3
-5
+5
+10
-12
-10
-8
-5
+6
+4
18
20
22
15
18
30
25
16
28
25
№
поз.
1
4
1
4
1
4
1
4
1
4
50
65
80
60
70
85
75
55
80
65
Зубчатая
передача
а
т
2
мм
150
150
144
144
225
225
200
200
140
140
Размерная цепь, рэазмеры в мм
А3
А1—А6
А2—А5
А4 Ат—Ац
22,75±0,25
45
6
50
4
33,5±0,25
48
6
50
5
33,5±0,25
42
6
45
5
29,25±0,25
40
4
45
4
24,75±0,25
55
5
60
5
35,25±0,25
60
4
60
5,5
38,0±0,25
50
3
50
5
27,25±0,25
48
4
50
5
33,5±0,25
46
4
40
4
29,75±0,25
44
7
40
5
5
5
4,5
4,5
6
6
5
5
4
4
14
18
22
18
20
22
20
16
22
18
V,
м/с
36
24
40
24
45
30
48
32
42
28
Ав—Аю
2,0
2,5
2,5
2,0
2,5
3,0
2,0
2,5
2,5
2,5
30
15
18
10
16
28
16
25
10
30
А9
196
235
200
192
230
260
236
210
210
210
61
3. П Р И М Е Р В Ы П О Л Н Е Н И Я К У Р С О В О Й Р А Б О Т Ы
3.1. ИСХОДНЫЕ ДАННЫЕ
Тема курсовой работы: «Нормирование точности и контроль деталей сбо­
рочной единицы».
На рис.3.1 показана часть конструкции шпиндельной коробки станка
мод.1740РФ3. Шпиндельная коробка располагается в литом чугунном неразъ­
емном корпусе 21. Комбинация включения блоков шестерен позволяет полу­
чать на шпинделе 3 четыре диапазона частот вращения. Вращение шпинделя
должно быть плавным и бесшумным при высоких окружных скоростях. Зубча­
тые передачи, выполненные из стали, работают при повышенном температур­
ном режиме с нагревом до +70 °С, а корпус может нагреваться до +40 °С. Зуб­
чатый венец 1 соединен с зубчатым колесом 4 с помощью винтов 5.
Вращение на шпиндель с промежуточного вала 9 передается через блок
зубчатых колес 1 и 4, который точно сцентрирован относительно оси шпинде­
ля по
и закреплен на нем длинной шпонкой 2. Зубчатый венец 1 соединен с
зубчатым колесом 4 с помощью винтов 5, имеющих нормальную длину свин­
чивания и выполненных с потайной головкой.
На промежуточный вал 9 по диаметру В 3 установлен подвижный зубча­
тый блок с колесами 13 и 14, который перемещается по валу вдоль длинной на­
правляющей шпонки. Предельные значения зазоров оговорены заданием.
Вращение на промежуточный вал передается через шестерню 11 и под­
вижный блок шестерен 12, который перемещается по шлицевой поверхности
входного вала (на чертеже не показан). Шлицы в отверстии блока закалены.
Подшипники левой опоры промежуточного вала 9 установлены в стакан
17, который запрессован в корпус по диаметру В 2 с небольшим натягом и имеет
дополнительное крепление болтами 20 с нормальной длиной свинчивания.
Режим работы подшипников тяжелый, испытывают значительные толчки и
вибрации, имеют перегрузку до 300%.
Регулирование зазоров в подшипниках левой опоры шпинделя выполняет­
ся гайками 22 и 23, имеющими короткую длину резьбы с мелким шагом. Во
всех резьбовых соединениях указаны результаты измерения для наружной
резьбы.
Между крышкой 8 и подшипником 10 предусматривается тепловой зазор,
величина которого обеспечивается расчетом размерной цепи.
Перечислим звенья размерной цепи:
А 1 - ширина кольца подшипника 10; А2 -длина ступени вала 9; А3 - высо­
та ступицы зубчатого колеса 15, А4 и А6 - ширина распорных втулок 16 и 18;
А5 и А7- ширина колец двух подшипников 19; А8 -глубина расточки в стакане
11; А9 - размер между наружными стенками корпуса 21; А10 - толщина про­
кладки 7; А11 - высота буртика крышки 8.
62
Рис. 3.1. Шпиндельная коробка станка
Т а б л и ц а 3.1
Числовые значения заданных параметров
Шпоноч­
еН
й
Подшипники качения
ное соеди­
Гладкие цилиндрические соединения
К
нение
ей
К
с
с 1.П Отв.
Радиаль­
а
ъ
А
А
^шах
°Ш
еСй
Условное
О А
№
ная нагруз­
1ТБЪ
обозна­
ка,
поз
мм
мкм
мм
чение
а тех
кН
6
100
еН
й
К
ей
К
еСй
О
200
68
75
Шлице­
вое соедине­
ние
2
а
Б
мм
6 6 28
34
3,0
318
10
20
а 2 изм
Аа
А
---лев №
АРп — пр
№ Обозна­
2
чение
поз
поз. резьбы
мм мкм
мин
23
0,5
М68х2 66,62
16
68
20
Зубчатая передача
Резьбовое соединение
№ вари­
анта а
А
Атах А
Атт
6
4,5
10
+12
-10
4
а
т
2
V,
м/с
42
15
мм
168
4
Размерная цепь, размеры в мм
А1
А2
А3 А4 А5 А7
37-0,2
162
45
5
39--0,2
А6
А8
А9 А 10 Ац
6
10
325
4
5
3.2. НОРМ ИРОВАНИЕ ТОЧНОСТИ ГЛА ДКИХ СОЕДИНЕНИЙ
3.2.1. Подбор посадки методом подобия
Таблица
3.2.
Карта исходных данных по 0 1
Наименования исходных данных
Значения исходных данных
Номинальный размер соединения и его значение
А=100 мм
Название деталей, входящих в соединение
Шпиндель 3 и зубчатое колесо 4
Требования, предъявляемые к работе соединения (из
описания к рисунку)
Зубчатое колесо 4 установлено с
точным центрированием на шпин­
дель по Б 1
64
Выбрать систему посадки
В соединение входит зубчатое колесо 4 и шпиндель (вал) 3. Так как внут­
ренние поверхности более сложны в обработке, то выбираем систему отверстия
СН с основным отверстием в зубчатом колесе.
Определить тип посадки
Переходные посадки обеспечивают точное центрирование, поэтому прини­
маем переходную напряженную посадку -Н/к.
Методом подобия подбираем вид сопряжения, назначаем предпочтительную по­
садку Н7/к6 [1,табл.1.6] или [9,11]. В соединениях по переходной посадке Н7/к6,
вероятность получения зазоров и натягов одинакова. При Ь<3& зазоры не ощу­
щаются. Она применяется для установки зубчатых колес на валах редукторов, в
станках и других машинах, передача крутящего момента обеспечивается шпон­
кой.
Определить предельные отклонения сопрягаемых деталей
Для отверстия: Б = 100Н7; ТБ = 0,035 мм; Е1 = 0; Е8 = 0,035 мм;
Б = 100Н7(+ 0,035)
Для вала: & = 100^6; Ш = 0,022 мм; в1 = 0,003 мм.
Т й = \в8 - е/| ^ в8 = Ш + ег = 0,022+ 0,003 = 0,025 мм; & = 100^
Н
Назначена посадка
+ 0,025 ^ .
7 ( + 0 ,0 3 5 )
[1,табл.1.1 и 1.2].
0 1 00
к6(
,
)
ч+ 0 , 0 0 3 у
Определить предельные размеры отверстия и вала
Предельные размеры отверстия:
Б тах = Б + Е8 = 100 + 0,035 = 100,035 мм;
Б т т. = Б + Е1 = 100 + 0 = 100 мм;
Бт = Бт т. + ТБ/2 = 100,0175 мм.
Предельные размеры вала:
&
= & + е з = 100 + 0,025 = 100,025 мм;
тах
& . = & + е1 = 100 + 0,003 = 100,003 мм;
тт
& = & . + Т&/2 = 100,0155 мм.
т
тт
Выполнить расчет характеристик посадки
Определение величины зазоров (натягов) выполнять по формулам [1].
Максимальный зазор:
г
Максимальный натяг:
Ятах = Бтах - &т т. = 100,035 -100,003 = 0,032 мм.
Nтах = &тах - Б т т. = 100,025 -100 = 0,025 мм.
65
Средневероятный зазор:
ст = (Стах - Nтах )/2 = (0,032 - 0,025)/2 = 0,0035 мм или
С = Б - а = 100.0175 -100.0140 = 0,0035.
т
т т
Рассчитать допуск посадки по двум формулам:
Т8Ы = ТВ + Тё = 35 + 22 = 57 мкм или
Т8И = 8 тах + N тах = 0,032 + 0,025 = 0,057 мм.
Построить схему расположения полей допусков
Е3=+0,035
в5=+0,025
+Е
Н7
+0,0175г
+0,0114
к 6
0
§
-е’
ЕЗ=0
о§
сэ
со
со
'ЕЕ
■О
Рис.3.2 Схема расположения полей допусков вала и отверстия посадки по Б1
Назначить шероховатость и допуски формы поверхностей
Значение шероховатости поверхностей сопрягаемых деталей определяем
методом подобия. Для соответствующих квалитетов при нормальном уровне от­
носительной геометрической точности (А) [1, табл. 2.3 и табл.2.4]:
— для отверстия 7-го квалитета 0100: Ка =1,6 мкм;
— для вала 6-го квалитета:
Ка =0,8 мкм .
Допуск формы поверхности - цилиндричности (круглости и допуск профи­
ля продольного сечения) назначить по [1, табл. 2.3]; [1, табл. 2.9]:
— для отверстия диаметром 100Н 7 рекомендуется 6-я степень, при относитель­
ной геометрической точности А допуск формы имеет значение:
Тф =10 мкм,
— для вала 0100^6 требуется 5-я степень, которая при относительной геомет­
рической точности А - Тф =6 мкм.
Подбор посадки методом подобия для соединения по В 2 выполняется
аналогично описанной методике по В 1.
66
Ка0,8
К аЛ б
0,01
■
ы
^
V//
/«слчГ"О
г^3
о
§
О
^+5
о
о
0
/
а)
б)
Рис.3.3. Эскизы: а - шпинделя (вала) 3; б - зубчатого колеса 4
3.2.2. Назначение посадки расчетным методом
Т а б л и ц а 3.3
Карта исходных данных по Дз
Наименования исходных данных
Значения исходных данных
Номинальный размер соединения и его значение
Б3=68 мм
Название деталей, входящих в соединение
Вал 9 и зубчатое колесо 13
Заданные характеристики для расчетного метода на­
значения посадок, мкм: Ятах ^ тах);
Ятт (Nт^п)
Ятах=75
Ятт=10
Выбрать систему посадки
В соединение (рис.3.1) входит зубчатое колесо 13, которое перемещается
по валу 9 вдоль длинной шпонки, так как внутренние поверхности более слож­
ны в обработке и измерении, выбираем систему отверстия СН.
Рассчитать относительную точность посадки и определить квалитет
Рассчитать допуск посадки: Т§ = 8 тах - 8т т = 75 -10=65 мк м
По номинальному размеру 0 6 8 находим единицу допуска [1, табл. 1.1]:
/'=1,9 мкм.
Средняя точность по числу единиц допуска посадки:
аз = Т 8 /1= 65/1,9 =34.
67
Исходя из того, что а 8 = ав + аа , принимаем ав = аа = 16, что соответствует
7-му квалитету для обеих деталей.
Определить предельные отклонения сопрягаемых деталей
Принята система отверстия, следовательно, отверстие - 0 6 8 Н 7(+003).
Верхнее отклонение по модулю для вала равно минимальному зазору
ез ~ 8 т;п, что соответствует основному отклонению-^ [1, табл.1.2]
ез = - 1 ° , следовательно, вал имеет поле допуска - 068д7.
Нижнее отклонение вала определим по формуле:
е\ = ( ез| + Т7)= -(0,010 + 0,030)= -0,040 мм.
Н 7( +0,030)
Посадка будет в следующем виде 0 6 8 - . - 0,010ч .
§ 7(-0,040)
_
Расчет характеристик посадки
Предельные размеры отверстия:
Бтах = Б + ЕС = 68 + 0,030 = 68,030 мм;
Бт т. = Б + Е1 = 68 + 0 = 68 мм;
Бт = Бт т. + ТБ/2 = 68,015 мм.
Предельные размеры вала:
атах = а + в8 = 68 - 0,010 = 67,99 мм;
ат т. = а + ег = 68 - 0,040 = 67,96 мм;
ат = ат т. + та/2 = 67,975 мм.
Максимальный зазор:
г
Минимальный зазор:
г
Стах = Б тах - ат т. = 68,03 - 67,96 = 0,07 мм.
Ст т. = Бт т. - атах = 68 - 67,99 = 0,01 мм.
Средний
зазор:
г
г
Расчетный допуск посадки
Ст = (Стах +Ст т. )/2 = (0,07 + 0,010)/2 = 0,040мм.
Т8 = ТВ + Тё = 30 + 30 = 60 мкм.
Т 8 = 8 тах - 8 т т. = 0,07 - 0,01 = 0,06 мм.
Проверка правильности расчета посадки производится путем сравнения таб­
личных (стандартных) значений предельных зазоров с заданными:
Стах
табл = 70 < Стах = 75 ,
Сттабл
т = 10 » Ст т. = 10 .
Условия правильности расчета выполнены.
Схема расположения полей допусков посадки по диаметру Дз представлена
на рис.3.4.
68
^Б=+0,030
Рис 3.4. Схема расположения полей допусков вала и отверстия посадки по ^з
Назначить шероховатость и допуски формы поверхностей
Технические требования на рабочие чертежи деталей определить расчетным
методом для нормального уровня относительной геометрической точности (А).
Коэффициенты соотношения допусков размеров к допускам шероховатости и
формы поверхностей принимают значения [1, табл.2.11]: Кг = 0,05; Кф = 0,3.
Для отверстия и вала допуск размера ТБ =Та = 30 мкм
Ка = Кг Та =0,05^30 = 1,5 мкм, принимаем для отверстия и вала: 1,6 мкм
по [1, табл. 2.2].
Расчет допуска формы (допуска цилиндричности):
Тф = Кф х Та = 0,3x30 = 0,009, округляем до Тф = 10 мкм [1, табл.2.9].
0т
о
о+"
0ю0
та
а)
\/Ка1,6
б)
Рис. 3.5. Эскизы: а - вала 9; б - зубчатого колеса 13
69
3.2.3. Контроль размеров гладкими калибрами
Т а б л и ц а 3.4
Карта исходных данных для проектирования калибров
Контролируемая поверх­
Контролируемый размер
ность
Отверстие
Вал
Калибр
Пробка
068Н7(+ °,°30)
ГХ/-0 п(- 0,010ч
068д7(- 0040)
Скоба
Определить допуски и отклонения гладких калибров
По номинальному размеру вала (отверстия) и по квалитету точности вы­
бранной посадки найти отклонения и допуски для калибра-скобы (пробки), а так­
же на контркалибры К-И, К-ПР, К-НЕ. Допуски и отклонения гладких калибров
определены по ГОСТ 24853-81 [4, табл. 1] или [1, табл. 8.1].
Найденные значения указаны в табл. 3.5.
Т а б л и ц а 3.5
Допуски и отклонения гладких калибров, мкм
Наименование параметров
Размер сдвига поля допуска проходных ка­
либров внутрь поля допуска детали
Размер выхода допуска на износ за границу
поля допуска детали
Допуск на изготовление калибра
Допуск на изготовление контркалибра
Пробка
Скоба
Обозначе­ Величи­ Обозначе­ Вели­
ние
на
ние
чина
2
4
21
4
У
3
У1
3
Н
5
Н1
5
Нр
—
Нр
2
Проектирование калибра-пробки
Для калибра-пробки выбираем схему расположения полей допусков для
размеров до 180 мм, квалитетов с 6-го по 8-й [4, рис.1,а] или [1, рис.8.1,а].
Схема представлена на рис.3.6.
Расчет исполнительных размеров калибра-пробки
Исполнительные и предельные размеры пробки согласно схеме располо­
жения полей допусков (рис. 3.6), подсчитываются по формулам [1, табл. 8.2]:
ПР тах = Вт т. + 2 + НА.
/2 = 68 + 0,004 + 0005
2 = 68,0065 мм,
ПР т т. = Вт т. + 2 - Н/2
/ п = 68 + 0,004 - 0005
2 = 68,0015 мм,
ПР исп = (ПР
у т а х )'- Н = 68,006- 0.005 мм,’
70
НЕ тах = Бтах + Н/
/ 2 = 68,030 + 0005
2 = 68,0325 мм,
НЕ . = Б
- Н/ = 68,030 - 0005 = 68,0275 мм,
тт
тах / 2
’
2
НЕ исп = (НЕ
тт= 68,032- 0.005 мм.
у тах7)- Н
Размер предельного износа пробки определяется по следующей формуле:
ПР
= В . - Г = 68 - 0,003 = 67,997 мм
изн
тт
Рис. 3.6. Схема расположения полей допусков отверстия и калибра-пробки
Технические требования к калибрам
Допуск цилиндричности (для круглых пробок) [1, 4]:
Т0 =
Н =у
= 1,667 мкм. Округляем до ближайшего числа из ряда чи-
сел:(0,8; 1; 2; 2,5; 3; 4; 5; 6; 8; 10...) Т = 2 мкм.
Шероховатость рабочих поверхностей Ка по ГОСТ 2015-84 [1, табл. 8.3]:
пробки и скобы - Ка = 0,05 мкм, контркалибров -К а = 0,025 мкм.
Шероховатость торцов — Ка= 1,6 мкм, фасок — Ка = 0,8 мкм.
Размер контролируемого отверстия свыше 50 мм, поэтому выбираем калибрыпробки с насадками:
проходную по ГОСТ 14815-69,
непроходную - ГОСТ14816-69.
71
Т а б л и ц а 3.6
Конструктивные размеры калибра-пробки
Пробка проходная по ГОСТ 14815
Обозначение ^ном
пробки
отв.
8136-0009
68
ь
1
147
32
Пробка непроходная по ГОСТ 14816
Масса, Обозначение ^ном
кг
пробки
отв.
1,07
8136-0109
68
11 Масса, кг
137
а)
22
0,82
б)
Рис 3.7. Эскизы пробок:
а - пробка проходная - 8136-0009 Н7, ГОСТ 14815-69;
б - пробка непроходная - 8136-0109 Н7, ГОСТ 14816-69
Проектирование калибра - скобы
Для калибра-пробки выбираем схему расположения полей допусков для
размеров до 180 мм, квалитетов с 6-го по 8-й [4, рис.2,а] или [1, рис.8.2,а]
Схема представлена на рис.3.8.
Расчет исполнительных размеров калибра-скобы
Исполнительные и действительные размеры скобы, согласно схеме распо­
ложения полей допусков (рис.3.8.), подсчитываются по формулам [1, табл. 8.2]:
Т
Н /
0,005
ПР тах = а тах - 2 1+ /К2 = 67,99 - 0,004 + -----=
2 67,9885 * 67,989 мм
т
Н /
0,005
ПРт т. = &тах - 2 1- /К2 = 67,99
0,004
—
,----=
67,9835
"
67,984 мм,
’
22
72
+ Нл
+ 0 005
ПР
= (ПР . ) 1 = 670984 + 0,005 мм,
исп
тт
т
Н /
0,005
НЕ тах = а т т. + / 2 = 67,96 + ------=
2 67,9625 * 67,962 мм,
т
Н /
0,005
НЕ т т. = а т т. - /К2 = 67,96
’ — ,----=
2 67,9575 * 67,957 мм,
НЕ
= (НЕ . )+Н = 67,957+ 0005 мм.
исп
тт
Размер предельного износа скобы определяется по следующей формуле
[ 1, табл. 8.2; 4, с. 8]:
ПР
= а т а х + Г1 = 67,99 + 0,003 = 67,993 мм.
-1
изн
Рис.3.8. Схема расположения полей допусков вала, калибра-скобы и контркалибров
Размер контролируемого вала до 100 мм, поэтому выбираем калибр-скобу
односторонную, двухпредельную по ГОСТ18360-93, которая компактна, удоб­
на в обращении. Конструктивные размеры калибра-скобы определяем по посо­
бию [1, табл.8.4] и приводим в табл.3.7. Эскиз калибра - скобы дан на рис.3.9.
73
Т а б л и ц а 3.7
Конструктивные размеры скобы
Обозначение
скобы
8113-0149
^ном
вала
68
А
Н
140 118
И
В
С
1
11
12
г
Г1
50
18
6
28
17
4
40
6
Масса,
кг
0,47
На каждом калибре должна быть маркировка, включающая:
- номинальный размер контролируемого отверстия (вала),
условное обозначение поля допуска заданного размера,
числовые величины предельных отклонений контролируемого отвер­
стия (вала) в мм,
- обозначение типа калибра ПР или НЕ;
- товарный знак предприятия-изготовителя (на калибрах для собственных
нужд не указывается).
Маркировка производится на лыске ручки пробки или на переднем торце
вставки, у скобы - на лицевой стороне.
Рис. 3.9. Эскиз скобы 8113-0149 §7, ГОСТ 18360-93
Расчет контркалибров для контроля скобы
Для контроля размеров калибров-скоб используют контркалибры. Исполни­
тельные размеры контркалибров, согласно схеме расположения полей допусков
(рис. 3.8), подсчитываются по формулам [1, табл. 8.2; 4, с. 8]:
74
0,002,
К- И = (&
+ К + Н^ )'- Нр
„ =
= (68,°21
(68,021 +' 0,003
+
0,°02)
.
= 68,025
0,003 ' ~ 2^ )- 0.002
,025- 0.002
4 тах 1 / 2 ’- Н р у
0,002,
К- ПР = (&
2
+
)
и
=
(68,021
0,004
+
0002)
.
= 68,018
'Нр
=
(68,°21
0,00,
'
~
0.002
,018- 0.002'
4 тах
1 / 2 ’- Н р к
?^ )--0.002
К- НЕ = (&
„ р= (68,002
+ 0,°02)
. „_ .
4 т т. +Н^/ 2 )’- Н
у
2
0.002 = 68,003 -0.002
Рис. 3.10. Эскиз контркалибров для скобы
3.2.4. Д оп уски и посадки п о д ш и п н и ко в к а ч е н и я н а в а л
и корп ус
Для колец заданного подшипника назначить посадки на вал и в корпус.
Расшифровать условное обозначение подшипника. Построить схемы полей до­
пусков. Вычертить эскизы подшипникового узла и посадочных поверхностей
вала и корпуса под подшипник.
Т а б л и ц а 3.8
Карта исходных данных для подшипников качения
Наименования исходных данных
Условное обозначение подшипника
Номер позиции по чертежу
Радиальная нагрузка К, кН
Режим работы подшипника, допустимые
перегрузки, в %
Вращающаяся деталь
Конструкция вала (по чертежу)
Конструкция корпуса (по чертежу)
Значения исходных
данных
318
18
20
Режим работы подшипников промежуточно­
го вала тяжелый, перегрузки могут дости­
гать 300%
Вал
сплошной
сплошной
75
Расшифровать условное обозначение подшипника
Условное обозначение подшипника- 318- подшипник шариковый радиаль­
ный однорядный по ГОСТ 8338.
Расшифровка условного обозначения:
- код внутреннего диаметра
18;
- серия по наружному диаметру
3;
- тип подшипника
0;
- конструктивное исполнение
0;
- серия по ширине
0;
- класс точности
0.
Конструктивные размеры подшипника
Определяем параметры подшипника: [1, табл. 4.3].
Внутренний диаметр подшипника а = 90 мм.
Наружный диаметр подшипника В = 190 мм.
Ширина подшипника
В = 43-02 мм.
Радиусы закруглений
г = 4,0 мм.
Рис. 3.11. Эскиз подшипника 318
По ГОСТ 520 определим отклонения внутреннего и наружного колец
подшипника:[1, табл.4.9.] для нулевого класса: Ь0=Ьв = Латр= еЗ=°20 мкм;
Ю= 1а = Л^тр= е/= -30 мкм.
Определить вид нагружения колец
Вращающаяся деталь - вал, следовательно, внутренне кольцо подшипника
испытывает циркуляционную нагрузку, наружное кольцо испытывает местное
нагружение.
Расчет интенсивности радиальной нагрузки
Вращающееся кольцо подшипника испытывает циркуляционный вид на­
гружения, что требует обеспечения неподвижного соединения с сопрягаемой
76
деталью. Величина минимального натяга зависит от интенсивности радиальной
нагрузки, определяемой по формуле:
о
Р = -------------- к . к к
В - (г + г ) 1 2 3’
где Р - интенсивность радиальной нагрузки, кН/м;
К- радиальная нагрузка на подшипник, кН;
В - ширина подшипника, мм;
г и г1 - радиусы закруглений внутреннего кольца подшипника, мм;
К1 - динамический коэффициент посадки, зависящий от допустимой пере­
грузки, Р 1=1,8 при перегрузке до 300%;
К2 - коэффициент, учитывающий ослабление посадочного натяга при пони­
женной жесткости вала или корпуса. Для жесткой конструкции К2=1
[1,табл.4.10; 9];
К 3 - коэффициент неравномерности распределения радиальной нагрузки ме­
жду рядами тел качения в двурядных роликоподшипниках и сдвоенных
шарикоподшипниках при наличии осевой нагрузки на опору, для одно­
рядных подшипников К3=1 [1, табл.4.11; 9]:
р = ------ 2 0 - 1 0 --------- 1 ^1 ^1 = 1029 кН
(43 - (4,0 + 4,0))----------------------- м .
Выбор полей допусков
Для циркуляционно-нагруженного кольца подберем посадку в зависимости
от диаметра, интенсивности радиальной нагрузки и класса точности [1,табл.
4.12] .Посадка для внутреннего кольца подшипника
090 ,
.
6( + 0,0 0 3 )
Для местно-нагруженного кольца подберем посадку в зависимости от диаметра,
класса точности и величины перегрузки [1,табл. 4.13]
Л 7(+0,023)
Посадка для наружного кольца подшипника
0190
10( - 0,030 )
к
Определить предельные размеры
Внутреннее кольцо подшипника:
^ + Е^ = 90 + 0 = 90 мм,
Вал:
й
тах
О . = О + Е1 = 90 + (-0 ,0 2 0 ) = 89,980 м м .
тт
= й + в8 = 90 + 0,025 = 90,025 м м ,
й
= й + ег = 90 + 0,003 = 90,003 м м .
тт
Минимальный натяг: N . = й . - П
= 90,003 - 90 = 0,003 мм.
тт
тт
тах
Максимальный натяг: N
=й
- Б . = 90,025 - 89,980 = 0,045 мм.
тах
тах
тт
Средний
натяг:
Nт = (Итах +Nт т. )/2 = (0,003 + 0,045)/2 = 0,024 мм.
г
77
В
Отверстие корпуса:
В
ё
N
^
Максимальный зазор:
Средний зазор:
та х
тах
=ё
тах
=В
= ё + ез = 190 + 0 = 190 мм,
= ё + ег = 190 + ( - 0 ,0 3 0 ) = 189,970 мм.
тт
тах
т
= В + Е1 = 190 - 0,023 = 189,977 мм.
тт
Наружное кольцо подшипника: ё
Максимальный натяг:
= В + Е 8 = 190 + 0,023 = 190,023 мм,
тах
тах
^
тах
- ё
- В
тт
тт
= 190 -1 8 9 ,9 7 7 = 0 ,0 2 3 мм.
= 190,023 -1 8 9 ,9 7 0 = 0,053 мм.
_ ) / 2 = (0,053 - 0 ,0 2 3 )/2 = 0,015 мм.
тах
Построить схемы расположения полей допусков
е5=+0,025
+Е
Е5=0
0
ю
-е’
Ь
а
II
б?
0
В =-0,020
м.
3
С5
II
Рис.3.12. Схема расположения полей допусков внутреннего кольца
подшипника и вала
Е5=+0,023
+Е
0
-е’
Рис. 3.13. Схема расположения полей допусков наружного кольца
подшипника и отверстия
78
Технические требования на рабочие поверхности вала и корпуса
Методом подобия назначаем параметры шероховатости поверхностей сопря­
гаемых деталей [1, табл. 2.3]: для вала, отверстия в корпусе и торцов заплечи­
ков Ка= 1,6 мкм
Допуски формы и расположения посадочных поверхностей валов и отвер­
стий корпусов установлены ГОСТ 3325 и приводятся в [1, табл. 4.15].
Допуски круглости и профиля продольного сечения:
- для вала Тф= 6 мкм;
- для отверстия: Тф= 11,5 мкм.
Допуск торцового биения заплечиков:
- вала: Т б= 35 мкм;
- отверстия Т б= 72 мкм.
Размеры заплечиков и канавок определены ГОСТ 20226 и зависят от ра­
диуса закругления торца подшипника [1, табл.4.14].
При радиусе 4 мм определим:
высоту заплечика -7 мм;
глубину канавки - 0,5 мм;
ширину канавки на валу - 4,7 мм;
ширину канавки в корпусе - 6 мм.
Рабочие чертежи вала и корпуса представлены на рис. 3.14 и рис.3.15, а
сборочный чертеж узла с подшипником на рис. 3.16.
Рис. 3.14. Рабочий чертеж вала
79
у'^
1 1 Ш
////
Ш
5x45 °
0191
с
ш
3,2 (д /)
\/ка1,6
'л'
сч
о
о
гг # 0,0115
о
о
0
у
■
■
Рис. 3.15. Рабочий чертеж корпуса
Рис. 3.16. Сборочный чертеж узла с подшипником:
1 - вал; 2 - подшипник; 3 - корпус; 4 - крышка
80
3.2.5. Допуски размеров, входящих в размерные цепи
На рис.3.1 между крышкой 8 и подшипником 10 предусматривается тепло­
вой зазор, величина которого обеспечивается расчетом размерной цепи.
Обозначения
Наименования
Размеры, мм
А1
Ширина кольца подшипника 10
О.2
1>3
А2
Длина ступени вала 9
160
Аз
Длина ступицы зубчатого колеса 15
45
а4
Ширина упорного кольца 1б
5
а= а 7
Ширина колец подшипников 20
3
9
О
2
Т а б л и ц а 3.9
Карта исходных данных по расчету размерной цепи
Аб
Ширина распорной втулки 18
6
А8
Глубина расточки в стакане 17
10
Ад
Размер корпуса 21
325
А10
Толщина прокладки 7
2
Ац
Высота буртика крышки 8
5
АДтах
Максимальный зазор
3,0
Ад тт
Минимальный зазор
0,5
Составить схему размерной цепи (рис. 3.17), а также определить увеличи­
вающие и уменьшающие звенья методом замкнутого потока.
Рис. 3.17. Схема размерной цепи
Размерная цепь состоит из т= 12 звеньев, включая и замыкающее звено
А8; А9; А10 - увеличивающие звенья; п=3
А1; А2; А3; А4; А5; А6; А7; А11 - уменьшающие звенья р=8, из них
к=3—стандартные звенья.
т= п+ р+ 1= 12.
81
Рассчитать номинальный размер, допуск и предельные отклонения
замыкающего звена
п
Л
_„
Л
р
„_
Л
*
*
*
*
<
<
<
<
<
<
<
АД = 2 4 - ^ 4 = ( А + 4 + ^10 ) - ( А1+ Л + А3 + А4 + А5 + А6 + А7 + А11)=
1
1
(10+325+2)- (39+6+39+5+45+160+37+5) =1 мм,
ТД АДтах АДт1п 3,0 0,5 2,5 мм^ Е8д Адтах Ад 3,0 - 1 +2,0 мм;
Е1А А Дтт А Д 0,5 1
Замыкающее звено имеет вид - А д = 1+20.
0,5 мм.
Определить средний квалитет размерной цепи
Средний квалитет размерной цепи определяется по среднему числу еди­
ниц допуска, приходящемуся на одно звено, исключая стандартные (подшип­
ники):
а т = Тт Д^10
-1-к ф3 ,7 = [ 2 ’ 5 - 0 1Д1 8• 3 ) ] • 103 * 1 6 1 .
2 1]
] =1
Назначаем квалитет по расчётному значению а [1, табл. 1.1]: принимаем 12 и
11 квалитеты, так как а
получилось промежуточным: для 12-го квалитета а12
= 160, а для 11-го квалитета а 11 = 100 .
Найти стандартные поля допусков по назначенным квалитетам для каждо­
го размера. Основные отклонений следует назначать так, чтобы допуск был на­
правлен «в тело» детали, то есть в зависимости от вида поверхности (размера):
охватываемый, охватывающий, остальные. Таким образом назначаем основные
отклонения для размеров А2, А 3 , А4 , А 6 , А9, А 10 как на основной вал (И) и поле
допуска И12, а на размеры А 8 , А 11 - как на остальные (],) и поле допуска ф 12.
Результаты расчётов сводим в табл. 3.10.
Согласовать расчетное поле допуска с заданным
Определить расчётное поле допуска замыкающего звена:
т -1
Юд =
= (0,2+0,4+0,25+ 0,12+0,2+0,12+0,2+0,15+0,57+0,10 +0,12) = 2,43.
] =1
Необходимо обеспечить выполнение условия: расчетный допуск замыкаю­
щего звена должен быть меньше или равен заданному допуску замыкающего
звена. Если условие не выполняется, то требуется изменить точность одного
или двух размеров, изменив квалитет.
По расчету получилось: Юд < т , т.е. 2,43 < 2,5. Разность юд - Тд = 0,07.
Для более точного согласования допусков изменим квалитет звена А 11 с 12­
го на 13-ый. Разница допусков при этом составит: 1Т12 - 1Т13 = 120-180 = 60
мкм. Таким образом, юД = 2,49 - 2,5.
82
Проверить соответствие предельных отклонений размеров
составляющих звеньев требованиям замыкающего звена
Расчетное верхнее отклонение замыкающего звена:
е 8 а=
X Е$! - И Е1з = (0,075+0+0)-[(-0,2)+(-0,4)+(-0,25)+(-0,12)+(-0,2)+
з=1
]=1
+(-0,12)+(-0,2)+(-0,09)] = +1,655 мм;
Расчетное нижнее отклонение замыкающего звена:
Е1\ = Ъ Е11- 2 е ^ ' = [(-0,075)+(-0,10)+(-0,57)] - (0+0+0+0+0+0+0+0,09) =
]=1
]=1
-0,835 мм.
Предельные отклонения замыкающего звена Ад = 1,0 _0,835 , полученные в
результате расчёта, не соответствуют заданным Ад = 1,0 +0 5 .
Расчётные значения предельных отклонений замыкающего размера (звена)
должны удовлетворять требованию поставленной задачи Е8 'д = Е8 д и
Е1 'д= Е1д . Таким образом, расчётные значения предельных отклонений отли­
чаются от заданных Е8'д ф Е8а и Е1 'д ф Е1д . Для согласования предельных от­
клонений необходимо решить обратную задачу. Для этого нужно в формулы
предельных отклонений замыкающего звена ( Е8Аи Е1 ) подставить их тре­
буемые значения и определить новые верхнее и нижнее предельные отклоне­
ния одного из составляющих звеньев ( Е 8 и Е 1 ), выбранного для корректи­
ровки в качестве согласующего.
Для этих целей выбирают самое простое в изготовлении звено: высоту бур­
тика крышки А11= 5 13(±0,09). Это звено уменьшающее.
Пересчет выполняется по следующим зависимостям:
+ 2 ,0 = X Е 8 ] ~ Х Е 1 ) = (0,075+0+0)-[(-0,2)+(-0,4)+(-0,25)+(-0,12)+(-0,2)+
1=1
1=1
+(-0,12)+(-0,2)+ Е1аи]= +1,64 мм;
Е1А11 = - 2,0+0,075+0,2+0,4+0,25+0,12+0,2+0,12+0,2 = -0,435
- 0 , 5 = Х Е ^ - Х Е ^ = [(-0,075)+(-0,10)+(-0,57)] - (0+0+0+0+0+0+0+ЕСап);
Н
Н
ЕСА11 = +0,5-0,075-0,10-0,570 =- 0,245. Расчетный допуск получился ТА11=
0,19 мм, а по 13-у квалитету имеем - 0,18 мм.
^-0,435
Таким образом, для звена А11= 5 - 0,245 устанавливается нестандартное поледопуска.
Результаты поэтапных и окончательных расчетов представлены в табличной
форме (табл.3.10).
83
Т а б л и ц а 3.10
Сводная таблица к расчету размерной цепи
2,5
160И12(-04)
160И12(-04)
160И12(-04)
45
5
1,6
0,8
-
45И12( -0,25)
45И12( -0,25)
45И12( -0,25)
5И12(-0,12)
5И12(-0,12)
5И12(-0,12)
Л
6
6И12(-0,12)
А
сс*
э
3
0,8
-
А
10
0,9
10/Д2(±0,075)
10/Д2(±0,075)
10/Д2(±0,075)
А
325
3,6
325И12(-0,57)
325И12(-0,57)
325И12(-0,57)
А10
2
0,6
2И12(-0,1)
2И12(-0,1)
А11с
5
0,8
5/;12(±0,06)
5 /Д3(±0,09)
2И12(-0,1)
^-0,435
5-0,245
X 1 = 11,6
юД= 2,43
-
-
юД= 2,49
1п+ 1,655
0,835
,20
6И12(-0,12)
юД= 2,5
10+ 2,0
1,0~ 0,5
3.3. Н О Р М И Р О В А Н И Е Т О Ч Н О С Т И С О Е Д И Н Е Н И Й
СЛОЖ НОГО ПРОФ ИЛЯ
3.3.1. Н о р м и р о в а н и е т о ч н о с т и м е т р и ч е с к о й р е зь б ы
Т а б л и ц а 3.11
Карта исходных данных для метрической резьбы
Наименования исходных данных
Значения исходных данных
Условное обозначение резьбы
М68х2
Номер позиции по чертежу
Наименование деталей,
входящих в соединение
23
Длина свинчивания
84
Вал 1 и гайка 23
$ (короткая)
до 32 мм
,20
3
,20
3
,20
10+ 2,0
1,0~ 0,5
3
Ад
6И12(-0,12)
,20
2.0
1
Г-3
160
3
2.0
1
Г3
4
А
А
4
,20
37- 0.2
3
-
3
4
5,
С<Г
Значение
единицы
допуска \]
с<эч
3
Принятые значения звеньев размерной цепи
После назначе­
ния полей до­ После согласо­ После согласования
предельного откло­
пусков по рас­
вания значе­
четному значе­
ний допусков
нений
нию ат
Номи­
нальный
размер
звена, мм
о1
г-3
Обозначе­
ние и
вид, А
Окончание
т а б л .3.11
Действительный средний диаметр
а 2изм = 63,86 мм
Накопленная погрешность шага
ДР п = 16 мкм
ДО /2пр = +3 мин
Погрешности угла профиля
АО /2лев = -4 мин
Расшифровать условное обозначение резьбы и определить ряд
предпочтительности
Резьба метрическая, номинальный диаметр а = 68 мм, шаг мелкий р =2 мм
По ГОСТ 8724 [1, табл.5.1] определяем ряд предпочтительности диаметров второй.
Определить размеры резьбового соединения и построить
профиль резьбы
По ГОСТ 24705 [1, табл.5.2] определяем основные размеры профиля
резьбы в зависимости от шага:
наружный диаметр резьбы: а = 68 мм;
внутренний диаметр:
Б 1= а 1= а - 3+ 0,835 = 68 - 3 + 0,835 = 65,835 мм;
средний диаметр: Б 2 = а 2 = а - 2+ 0,701 = 68 - 2+ 0,701 = 66,701 мм:
- диаметр по дну впадин: а 3 = а - 3 + 0,546 = 68 - 8 + 0,639 = 65,546 мм;
- теоретическая высота витка: Н = 0,866 хР =0,866 х2 = 1,732 мм;
- рабочая высота витка: Н 1= 0,541хР =0,541x2= 1,082мм.
\ \ \ \ \ \ \ \ \ \ \ \
\ \ \ \ \ Р 8=0,2 \ /
\ \ \ \ \ \ \ у
5К \
Рис. 3.18 Профиль резьбы
85
Назначить степень точности и поля допусков на детали
резьбового соединения
Определим поля допусков резьбы по ГОСТ 16093 [1, табл.5.8].
Учитывая, что средний класс точности по ГОСТ16093 получил наибольшее
распространение, а задана короткая длина свинчивания, выбираем предпочти­
тельные поля допусков: резьбы болта -5§6§; резьбы гайки-5Н.
Определяем числовые значения допусков и отклонений и заносим в табл. 3.12.
Т а б л и ц а 3.12
Значение отклонений и допусков резьбового соединения
Номинальный
размер, мм
68
=
^5
а2= 66,701
а1 = 65,835
68
=
С)
О 2 = 66,701
0 1 = 65,835
Обозна­ Величина
чение
поля допуска Т,
мкм
допуска
280
6§
140
5§
5Н
190
5Н
300
Е8,
мкм
-38
-38
190
300
Наибольший
предельный
размер,
мм
67,932
66,663
65,835
66,891
66,135
Е1,
мкм
Наименьший
предельный
размер, мм
-318
-178
0
0
0
67,682
66,523
68
66,701
65,835
Допуск среднего диаметра болта 5 степени для диаметра 68 и шага 2 ра­
вен 140 мкм [1,табл.5.3].
Допуск среднего диаметра гайки 5 степени для диаметра 68 и шага 2 ра­
вен 190 мкм [1,табл.5.4].
Допуск наружного диаметра болта для 6 степени с шагом 2 равен 280 мкм
[1,табл.5.5].
Допуск внутреннего диаметра гайки для 5 степени с шагом 2 равен
300 мкм [1,табл.5.5].
Основные отклонения диаметров болта в$=-38 мкм, а для гайки Е1= 0
[1,табл.5.6].
Рассчитать приведённый средний диаметр резьбы болта и сделать
заключение о годности резьбы
Рассчитываем приведенный средний диаметр и строим схему расположе­
ния полей допусков по среднему диаметру (рис. 3.19) и по профилю (рис. 3.20):
а 2пр а 2изм + (/р + / ° )
Погрешность наклона боковой стороны половины угла профиля:
86
д„,-, 1Д а/21пр + |д а / ^лев
|12| + |- 1 0 | _
да /2 = -------------------------- =
= 11,0 мин.
2
2
Диаметральная компенсация погрешностей половины угла профиля / о :
/ о = 0,36РхДо/2 = 0,36'2^ 11 = 7,92 мкм ~ 8,0мкм.
Диаметральная компенсация погрешностей по шагу /р :
/р = 1,732хДРп = 1,732' 16 = 27,712 мкм ~28мкм,
02пр= а 2изм + / р + / о) = 66,62 + (0,028 + 0,008) = 66,656 мм.
Условие годности резьбы по среднему диаметру для болта:
а 2изм— а 2ш1п,
а 2пр— а 2шах*
Условие прочности выполняется:
66,62 > 66,523 .
Условие свинчиваемости также обеспечивается: 66,656 < 66,663.
Таким образом, болт годен.
ез=-0,038
Рис.3.19.Схема расположения полей допусков по среднему диаметру болта
87
Р/2=1
Рис.3.20. Расположение полей допусков по профилю резьбы болта 5д6д и гайки 5Н
3.3.2. Нормирование точности шпоночных соединений
Т а б л и ц а 3.13
Карта исходных данных шпоночного соединения
Наименования исходных данных
Диаметр соединения, ё мм
Ширина и высота шпонки (ГОСТ 23360), Ъх И, мм
Шпонка:
Тип производства:
Количество шпонок в соединении:
Значения исходных данных
68
20x12
направляющая
серийное
одна
Определение размеров соединения с призматической шпонкой
Найдем размеры шпоночного соединения по ГОСТ 23360-78 [1, табл. 3.1].
& = 68 мм
диаметр вала;
Ъ = 20 мм
ширина шпонки;
И = 12 мм
высота шпонки;
*$шт = 0,6 мм
фаска;
$1 тах = 0,6 мм радиус закругления г или фаска;
88
I = 56...220 мм
II = 7,5+0'2 мм
_|_0 л
12 = 4,9 . мм
-
интервал длин шпонки;
глубина шпоночного паза с отклонением на валу;
глубина шпоночного паза с отклонением во втулке.
Выбор посадок шпонки в пазы вала и втулки
Предельные отклонения шпонки:
- на ширину шпонки Ъ=20Н9( -0 052 );
- на высоту шпонки И= 16М1(-0110) ;
- на длину шпонки /=90И 14(-0.87);
- на длину паза под шпонку на валу Ь = 118Н15(+14).
Посадка шпонки в пазы вала и втулки производится по системе вала.
Выбор посадок шпонки в пазы вала и втулки зависит от типа производства и
назначения шпонки. В данном соединении шпонка направляющая, соединение
свободное, производство - серийное.
Принимаем по [1, табл. 3.2]: паз вала - 20 Н 9(+0,052) ;
паз втулки - 20 ^10(+0,149;+0,065).
+0,149
Рис. 3.21. Схема полей допусков по ширине шпонки
В соединении шпонки с валом $т^ =0; $тах =0,104 мм; в соединении с пазом
втулки $тт =0,065; $тах =0,201 мм, что обеспечивает свободное перемещение
зубчатого колеса вдоль вала.
Расчет допусков взаимного расположения шпоночного паза
Допуск параллельности равен 0,5 Т9, а допуск симметричности - 2Т9.
Рассчитываем и округляем до стандартных значений [1, табл.2.8 и 2.9], указы­
ваем на эскизах вала и втулки. Т11=0,5^52=26 мкм; по номинальной длине шпо­
ночного паза, ближайший допуск - 25мкм.
89
Т==2^52=104мкм, по номинальному диаметру ближайшим допуском будет
100мкм. Допуск симметричности зависимый, так как производство серийное.
Ка3.2
20Н 9(+0.52) — Т 0.1
А
0.025 А
//
%
г 0.6тах
Ка3.2
2 0 ^ 1 0 ( : 0.0649 ) - Т 0.1 (м> А
0.025 А
//
а)
б)
Рис. 3.22. Поперечные сечения: а- вала; б-втулки
+0.1494
+0.065 |
г 0.052
(
)
\ / Ка6,3(\/)
+0.03 Ч
(-ШЛО|
-0.040 /
а)
б)
Рис. 3.23. Шпоночное соединение:
а - поперечное сечение (1 - втулка; 2 - шпонка; 3 - вал); б - сечение шпонки
90
3.3.3. Нормирование точности шлицевых соединений
Т а б л и ц а 3.14
Карта исходных данных шлицевого соединения
Наименования исходных данных
2 х & х О , мм
Соединение работает: с реверсом или с вращением
в одну сторону
Соединение вдоль оси:подвижное или неподвижное
Шлицы в отверстии втулки: закалены или не закалены
Значения исходных
данных
6x28x34
Вращение в одну сторону
неподвижное
не закалены
Определить параметры шлицевого соединения
^ =6
количество шлиц;
&= 28 мм
внутренний диаметр шлиц;
В = 34 мм
наружный диаметр шлиц;
Ъ =7 мм
ширина шлиц;
с = 0,4+°'2 мм фаска;
г = 0,3 мм
радиус закруглений.
Шлицевое соединение 6х28х34 относится к средней серии ГОСТ 1139
[1, табл.3.3].
Выбор вида центрирования, назначение посадок
В зависимости от условий работы механизма (отсутствие реверса) и от­
сутствия закалки шлиц выбираем вид центрирования шлицевого соединения и
назначаем посадки по ГОСТ 1139-80 [1,табл.3.4].Выбираем центрирование по
наружному диаметру - В, так как втулка не закалена.
Назначаем посадки на элементы шлицевого соединения:
Н11( +0,130)
- по внутреннему диаметру &: 0 2 8
0160 - посадка предпочтительная;
Ъ12(-0,370)
Н 7( +°,°25)
- по внешнему диаметру В: 034 у^(+0 008) - посадка предпочтительная;
7 7 0 ^ + 0,035 \
8( + 0,013 )
7 у^7(+о 007) - посадка предпочтительная.
п
- по ширине Ъ:
Г
Таким образом, условная комплексная запись шлицевого соединения будет
иметь вид:
ГЛ 1/+0,130\
гт'7/+0,025 ч
^ й /^ 035
Б - 6х28 Н11(
>х34—Н7(----- Ь х7 Р8(+°-°ц)
Ъ12(:0,3<700)
У^6(±0,008) у*7(±0,007) .
Строим схемы расположения полей допусков и рассчитываем предельные
значения зазоров и натягов.
91
Е5=+0,025
+
0
Рис. 3.24. Схема расположения полей допусков по наружному диаметру Б
Е8=+0,035
+
в8=+0,007
>
Е1=+0,013
0
20
'о0
,0
й
хата
>7
в1- -0,007 >
,0
Рис.3.25. Схема расположения полей допусков по ширине Ъ
Рис. 3.26. Схема расположения полей допусков по внутреннему диаметру а
92
а)
б)
1*31,6 (ч/)
Б ( 2 :1)0
Рис. 3.27. Поперечное сечение шлицевого соединениям- шлицевое соединение в сборке;
б- сечение вала Б - 6 х 28Ы2 х 34]&6 х 7 ; в- сечение втулки Б - 6 х 28Н11 х 34Н7 х 1Р8
93
3.3.4. Нормирование точности цилиндрических зубчатых передач
Т а б л и ц а 3.15
Карта исходных данных для зубчатой передачи
Наименования исходных данных
Вид изделия(автомобиль, пресс, специальный станок)
Номер позиции по чертежу
Межосевое расстояние а, мм
Модуль зубчатой передачи т, мм
Исходный контур
Коэффициент смещения исходного контура х
Окружная скорость V, м/с
Число зубьев 2
Температура допустимого нагрева зубчатой передачи
Температура допустимого нагрева корпуса
Значения исходных данных
Шпиндельная коробка станка
4
150
4
ГОСТ 13755-81
0
15
42
11= +70°С
12= +40°С.
Определить геометрические параметры зубчатого колеса
Диаметр делительной окружности а = т х- 2 = 4 х 42 = 168 мм.
Диаметр окружности выступов а а = а + 2 х т = 168 + 2 х4 = 176 мм.
Диаметр окружности впадин а/ = а - 2,5 х т = 168 - 2,5 х 4 = 158 мм.
Диаметр основной окружности аЪ= а х со§ о = 168 х-со§ 20 = 157,9 мм.
Ширина зубчатого венца В = 10 х т = 10 х 4 = 40 мм.
Количество охватываемых зубьев при измерении длины общей нормали ^ = 5.
Длина общей нормали Ж = 4 х 13,873 = 55,492 мм [1, табл.6.1].
Назначить степень точности зубчатой передачи
Передача является кинематической. В этом случае наиболее важной явля­
ется кинематическая точность, она назначается на одну степень точнее, чем
нормы плавности и контакта зубьев.
По заданной окружной скорости, согласно [1, табл.6.3], рекомендуется сте­
пень точности по нормам плавности - 6.
Принимаем степень кинематической точности - 5, степень точности по нор­
мам контакта зубьев - 6
Вид сопряжения определяется наименьшим гарантированным боковым
зазором
. Гарантированный боковой зазор получается как сумма:
]п т т —]п1 + ]п2.
Для кинематической передачи ] т = 0,01 т = 0,01 * 4 = 0,04 мм.
Боковой зазор соответствующей температурной компенсации определя­
ется по формуле:
=а
'(^ - 2 0 °) - а 2((2 - 2 0 °)]• 2 § т а ,
где а - межосевое расстояние в передаче, мм;
- 0 1 и О2 - коэффициенты линейного расширения для материалов зубчатых ко­
лес и корпуса;
94
—(1 и (2 - предельные температуры, для которых рассчитывается боковой зазор,
для зубчатых колес и корпуса соответственно.
При (1=+70°С, (2=+40°С, а 1= а2=11,3^10-6 получим:
7й2 = 168 [11,3 •10- 6 •( 70° - 20°) -11,3 •10- 6 •( 40° - 20°)] •0,684 = 0,025 мм,
]п т т =0,04 + 0,025 = 0,065 мм.
Определяем вид сопряжения В с учетом межосевого расстояния в переда­
че по [1, табл. 6.4].
Полное обозначение точности передачи:
5 - 6 - 6 - В ГОСТ 1643.
Определить исполнительный размер длины общей нормали
Верхнее отклонение Е ^= 40 мкм по [1, табл. 6.10]для вида сопряжения В,
6-й степени точности, &=168 мм.
Допуск на длину общей нормали Т^=40 мкм, по [1, табл. 6.11] для
Ег=25 мкм [1, табл.6.6].
Нижнее отклонение Ет= Е ^ \+Т^ =40+40=80 мкм.
Исполнительный размер длины общей нормали - № = 55,792 _0,080 .
Определить требования к базовым поверхностям зубчатого колеса
Требования к точности заготовок под операцию зубонарезание определя­
ются по рекомендациям [1, табл.6.14].
Базовое отверстие должно быть выполнено по 6-му квалитету,
068Н6(+0,019), так как по нормам плавности 6-я степень.
Диаметр вершин зубьев используется по 2-му варианту (как измерительная
база для выверки заготовки на станке), следовательно, его точность Т&а = 0,01 х- т = 0,04 мм;
0176И7(-0040).
Допуск на радиальное биение по вершинам зубьев: Е&=0,6Ег=0,6-25=15 мкм.
Принимаем Е&=20 мкм по[1, табл.2.9(гл.2)].
Торцовое биение базового торца на диаметре 0,75&=0,75-168=126 мм нахо­
дим расчетом, определив Е = 9 мкм, по [1, табл.6.9]:
ЕТ = (0,5 Ер &б)/В = (0,5-9-126)/40 = 14,175 мкм, по[1, табл.2.9] принимаем
ЕТ=16 мкм.
Все расчетные параметры указываем на чертеже зубчатого колеса (рис 3.28).
Выбираем контрольный комплекс зубчатого венца
Учитывая, что плавность работы и контакт зубьев заданы по 6-й степени,
выбираем 1-й комплекс. Для контроля кинематической точности зубчатого ко­
леса принимаем кинематическую погрешность зубчатого венца Е'.. Числовые
значения Е ' определяются как сумма: Е ' = Ер + . Накопленная погрешность
шага зубчатого колеса Ер = 28 мкм [1, табл.6.5].
Погрешность профиля зуба / = 11мкм [1, табл.6.7], следовательно, Е ' = 28 + 11
= 39 мкм. Контрольный комплекс и необходимые приборы указаны в табл. 3.16.
95
Т а б л и ц а 3.16
Контрольный комплекс для зубчатой передачи 5-6-6-0
Наименования контролируе­
мых параметров
Обозначения
допусков
Допускаемые зна­
чения, мкм
Колебание длины общей
нормали
Применяемые
средства измерения
18
Длина общей нормали, мм
Ж
Ж
492 -0,080
-°,°40
ГГ = 55
55,492
Допуск на длину общей нор­
мали
Тж
40
Р'г
39
Гг
25
Прибор для одно­
профильного кон­
троля
//
11
Эвольвентомер
по высоте
-
50%
по длине
-
70%
Контрольно­
обкатной станок
РР
9
Ходомер
Кинематическая погрешность
зубчатого колеса
Местная кинематическая по­
грешность зубчатого колеса
Погрешность эвольвентного
профиля
Суммарное пятно
контакта, %
Погрешность направления
зуба
Нормалемер
На корпус передачи
Отклонение от параллельно­
сти осей
/х
9
Перекос осей
/у
4,5
Предельные отклонения межосевого расстояния
+/ а
30
Специальное при­
способление для
контроля располо­
жения отверстий в
корпусе
Для контроля точности по нормам плавности принимаем местную кинема­
тическую погрешность зубчатого колеса /^ = 25 мкм [1, табл.6.7].
Измерение обоих параметров производится на приборе для однопрофильно­
го контроля.
По нормам контакта зубьев принимаем Рр для колеса (прибор ходомер), а
для передачи / х и/ у: Рр = / х = 9 мкм;/у = 4,5 мкм [1, табл.6.9 ].
Контроль контакта зубьев также может быть выполнен по суммарному
пятну контакта, которое составит для 6-й степени точности 50% по высоте
зубьев и 70% по ширине зубьев [1, табл. 6.9].
Нормы бокового зазора косвенно оцениваются по предельным отклонени­
ям межосевого расстояния / а = +30 мкм [1, табл. 6.4] или по измерению длины
общей нормали нормалемером.
96
Рис 3.28. Рабочий чертеж зубчатого колеса
97
3.4. ВЫ БОР УНИВЕРСАЛЬНЫ Х СРЕДСТВ ИЗМ ЕРЕНИЯ
Т а б л и ц а 3.17
Карта исходных данных по выбору средств измерения
Наименования исходных данных
Контролируемая поверхность
Исполнительный размер
Коэффициент технологической точности
/Щ
Значения исходных данных
Отверстие
68Н7 (+0,030)
4,5
а тех
Тип производства
серийное
Выбрать универсальное средство измерения для цехового контроля
Выбор средств измерений зависит (СИ) от ряда факторов:
- организационно - экономических (тип производства, вид взаимоза­
меняемости, стабильность технологического процесса, стоимость, наличие
СИ и др.);
- конструкторских параметров изделия (габариты, масса, жесткость,
вид контролируемой поверхности и др.);
- метрологических (пределы и диапазон измерения, цена деления,
класс точности, погрешность СИ и др.).
Универсальные СИ находят широкое применение во всех типах производств,
так как имеют низкую себестоимость.
Произведем выбор СИ по метрологическим факторам, учитывая, что
контролируется отверстие. Считаем, что некоторые систематические по­
грешности (температурная, погрешность базирования и др.) устранены до
начала процесса измерения. Допускаемая погрешность метода измерения
должна быть больше неисключенной систематической погрешности СИ.
По ГОСТ 8.051 определим для размера 68 допуск на изготовление (1Т) и до­
пускаемую погрешность измерения (5), согласно [1, табл. 7.1]:
/Т=0,030 мм; 5=9 мкм.
Выбираем возможное измерительное средство: [1, табл. 7. 2].
Это код 18 - нутромер индикаторный НИ-70 ГОСТ 9244 со следующими
техническими характеристиками:
- цена деления отсчетного устройства: I = 0,001мм;
- предельная погрешность измерительного средства: Д=5,5мкм;
Метод измерения прямой, контактный, относительный.
Для настройки на ноль требуются концевые меры длины 3-го класса точно­
сти.
98
Определить значения параметров разбраковки
Оценка влияния погрешностей измерения на результаты разбраковки
выполняется по относительной точности метода измерения:
А мет(о) = а мет х100/ 1Т = 2,8 100/ 30 ~ 10%
где Омет =Д/2=5,5/2=2,8 мкм - среднее квадратичное отклонение погрешно­
сти измерения принятого средства измерения.
Для 7-го квалитета стандарт рекомендует принять
Амет(а) 16 %•
/Щ
По заданному коэффициент технологической точности-------= 4,5 по графикам
а тех
[1, рис. 7.1] определяем параметры разбраковки:
- необнаруженный брак (риск заказчика) т=1,2%;
- ложный брак (риск изготовителя) п=4,3%;
- вероятностный выход размера за границу поля допуска с//Т=0,1%,
С=1Тх с/1Т =30х0,1=3 мкм.
Оценка годности деталей производится по предельно допустимым разме­
рам:
Дпах=68,030 мм; Д 11Ш
=68 мм.
Среди годных деталей могут оказаться бракованные детали (не более
1,2%), у которых размеры выходят за границы поля допуска на величину до
3 мкм. Это риск заказчика.
Риск изготовителя не более 4,3%.
Выполнить расчет производственного допуска
Принимаем условие недопустимости риска заказчика при Д>5 и про­
водим расчет производственного допуска для измерения СИ по коду 17. Это
индикаторный нутромер НИ-70 ГОСТ 868, который имеет цену деления ин­
дикатора 0,01 мм и предельную погрешностью Д=20 мкм:
Тпр=1Т - 2хС = 3 0 -2 х3=24 мкм
Предельно допустимые размеры с учетом производственного допуска:
Л тах=68,030-0,003 = 68,027 мм,
Р Шщ=68+0,003 = 68,003 мм.
Варианты установления приёмочных границ даны на рис. 3.29.
Выбор средств измерения для арбитражной перепроверки
При разногласиях между рабочим и контролером требуется арбитраж­
ная перепроверка.
Допускаемая погрешность при арбитражной перепроверке :
Дарб= 0,3-5=0,3-9=2,7 мкм.
Выбираем измерительное средство с кодом 21 [1,табл. 7. 2].
Пневмопробки с отсчетным прибором с ценой деления 0,0005 мм и пре­
дельной погрешностью 3 мкм. Настройка прибора производится по устано­
вочным кольцам. Метод измерения: относительный, прямой, бесконтактный.
99
б)
Рис.3.29. Варианты установления приёмочных границ: а - границы совпадают
с конструкторским допуском; б - смещены на вероятную величину с
100
К О Н Т Р О Л Ь ЗН А Н И Й
1. Что называется посадкой и типы посадок?.
2. Как определить допуск посадки?
3. Методы назначения посадок и области их применения.
4. Области применения системы отверстия и системы вала.
5. В курсовой работе какие соединения выполнены по системе вала?
6. Чем отличаются и что общего у заданных соединений (50Н8-е8; 50Е8-И8);
(72Н9-/9; 72Е9-И9; 72Н6-к5); (24Н7-р6; 24Я7-г6); (120Н8-/8; 120Н9-/9)?
7. По какому принципу проектируются калибры?
8. Как расшифровать маркировку на калибре?
9. Как оценивается годность деталей при допусковом контроле?
10. Что является замыкающим звеном в размерной цепи?
11. Как определить номинал и допуск замыкающего звена?
12. Чем отличается прямая и обратная задачи при решении размерной цепи?
13. Как определить увеличивающие и уменьшающие звенья в цепи?
14. Как расшифровать условное обозначение подшипника?
15. Что определяет выбор посадки для колец подшипника?
16.Если вращается вал, какую нагрузку испытывает внутреннее (наружное)
кольцо подшипника?
17. Как расшифровать условное обозначение резьбы М36х 1,56Н-6д?
18. Основные элементы профиля резьбы.
19. Что называется средним диаметром?
20. С какой целью вводится приведенный средний диаметр?
21. Условия годности среднего диаметра резьбы.
22. Области применения шпоночных и шлицевых соединений.
23. Что влияет на выбор посадок в шпоночном соединении?
24. Какие требования предъявляются к расположению шпоночных пазов?
25. Что влияет на выбор способа центрирования в шлицевом соединении?
26. Как обозначается на чертеже шлицевое соединение?
27. Что означает модуль зубчатой передачи?
28. Как указывается точность зубчатой передачи?
29. Что означает понятие «вид сопряжения» зубчатой передачи?
30. Параметры, характеризующие кинематическую точность (плавность рабо­
ты, контакт зубьев)
31. Что означает понятие «длина общей нормали» зубчатого колеса?
32. Какие факторы определяют выбор средств измерений?
33. Основные метрологические характеристики средств измерений.
34. С какой целью вводится производственный допуск?
35. Какие погрешности необходимо устранить до начала процесса измерений?
36. Чем отличается контроль от измерения?
37. Какие элементы резьбы контролируют резьбовые калибры?
38. Можно ли рычажной скобой измерить отверстие?
39. Основные принципы построения ЕСДП.
101
СПИСОК ЛИТЕРАТУРЫ
Основная
1 К а й н о в а , В .Н . Нормирование точности изделий машиностроения: учеб. по­
собие / В.Н. Кайнова [и др.]; НГТУ. Н.Новгород, 2007.-207с.
2. Нормирование точности деталей машин: метод. указ./ сост.: Л.А. Болдин [и
др.]; НГТУ. Н.Новгород, 1999.
3. Нормирование точности деталей машин: метод. указ./ сост.: В.Н. Кайнова,
И.Н. Фролова [и др.]; НГТУ. Н. Новгород, 1996.
4. Проектирование гладких калибров для контроля валов и отверстий: метод.
указ. / сост.:В.Н.Кайнова [и др.]; НГТУ. Н.Новгород, 2004.
5. Выбор универсальных средств измерения: метод. указ./ сост.: В.Н. Кайнова,
[и др.]; НГТУ. Н. Новгород, 1996.
Дополнительная
6. Белкин, И.М. Допуски и посадки /И.М.Белкин.- М.:Машиностроение, 1992.
7. Марков, Н.Н Нормирование точности в машиностроении: - учеб. для машиностр. спец. вузов / Н.Н.Марков [и др.], под ред. Ю.М. Соломенцева. - 2-е
изд., испр. и доп..- М.: Высш. шк., 2001.
8. М арков, А.Л. Измерение зубчатых колес / А.Л.Марков. - Л.: Машинострое­
ние, 1977.
9. Допуски и посадки: справочник в 2-х ч. / под ред. В.Д. Мягкова. - Л.: Маши­
ностроение, 1983.
10. Дунаев, П.Ф. Расчет допусков размеров / П.Ф.Дунаев, О.П.Леликов. - М.:
Машиностроение, 1992.
11. Палей, М.А. Допуски и посадки: справочник в 2-х ч./ М.А.Палей [и др.]. Л.: Политехника, 1991.
12. Черменский,О.Н. Подшипники качения: справочник-каталог/ О.Н. Черменский, Н.Н. Федотов. - М.: Машиностроение, 2003.
13. Радкевич, Я. М. Метрология, стандартизация и сертификация: учеб для ву­
зов / Я.М.Радкевич [и др.]. - М.: Высш. шк., 2004.
14. Варианты заданий курсовых работ по дисциплине «Метрология, стандарти­
зация и сертификация» Ч.2: метод. указ./ сост.: В.Н. Кайнова [и др.]; НГТУ.
Н.Новгород, 2006.
15. Кайнова, В.Н., Гребнева Т.Н. Метрология, стандартизация и сертифика­
ция: комплекс учебно-методических материалов: Ч1/ В.Н. Кайнова,
Т.Н.Гребнева; НГТУ, Н.Новгород,2006.
102
ПРИ ЛО Ж ЕН И Е
Образец оформления титульного листа
Нижегородский государственный технический университет
им. Р.Е.Алексеева
Кафедра «Технология машиностроения»
КУРСО ВА Я РА БО ТА
по дисциплине
М ЕТРОЛОГИЯ, С ТАНДАРТИЗАЦИЯ И СЕРТИФИКАЦИЯ
ТЕМА: «Нормирование точности и контроль деталей сборочной единицы»
Вариант________
Выполнил студент_________________________________________________
(подпись)
(Фамилия и инициалы)
Ф акультет__________________
Г руппа или шифр_________________
Руководитель_
(Фамилия и инициалы преподавателя)
Сдана на проверку_
(дата)
Зачтено_
(Оценка, дата и подпись преподавателя)
Нижний Новгород 2007
103