ГОСУДАРСТВЕННОЕ ОБРАЗОВАТЕЛЬНОЕ УЧРЕЖДЕНИЕ ВЫСШЕГО
ПРОФЕССИОНАЛЬНОГО ОБРАЗОВАНИЯ «ДОНЕЦИЙ НАЦИОНАЛЬНЫЙ
ТЕХНИЧЕСКИЙ УНИВЕРСИТЕТ»
Факультет экологии и химических технологий
Реферат
По дисциплине: «Современные технологии переработки горючих ископаемых»
На тему: «гидрогенизация угля»
Подготовил: Студент 1 курса гр. ХТм-20
Громов Пётр Петрович
Руководитель: Семченко Светлана Александровна
Донецк-2020
2
Содержание
ВВЕДЕНИЕ .................................................................................................................. 3
1. ПРОМЫШЛЕННАЯ ПЕРЕРАБОТКА УГЛЯ В ЖИДКОЕ ТОПЛИВО ЗА
РУБЕЖОМ ................................................................................................................... 4
1.1. Экономическая оценка ................................................................................. 7
2. ХИМИЗМ ПРОЦЕССА ...................................................................................... 10
2.1. Катализаторы гидрогенизации угля........................................................ 11
2.2. Сравнение степени метаморфизма углей для гидрогенизации .......... 13
2.3. Состав продуктов ....................................................................................... 15
3. ТЕХНОЛОГИЧЕСКИЕ МЕТОДЫ ГИДРОГЕНИЗАЦИИ.............................. 18
3.1. Термическое растворение .......................................................................... 18
3.2. Каталитическая гидрогенизация............................................................. 22
3.2.1. Метод «H-Coal» ..................................................................................... 23
3.2.2. Метод ИГИ ............................................................................................. 25
3.3. Альтернативные методы гидрогенизации угля .................................... 32
ВЫВОДЫ ................................................................................................................... 36
СПИСОК ЛИТЕРАТУРЫ ......................................................................................... 37
3
ВВЕДЕНИЕ
В современном мире нефть и природный газ занимает одну из ключевых
позиций в топливно-энергетическом комплексе многих стран. Однако оценка
известных мировых залежей нефти и газа свидетельствует о том, что их запасы
уже практически исчерпаны.
Использование
угля
в
промышленности
и
энергетике
считается
альтернативным выходом из сложившейся ситуации. Значительное снижение
экологического ущерба от применения угля в промышленности и энергетике
можно достигнуть, используя синтетические топлива, полученные путем
химической переработки угля. Это может быть как синтетические газообразные,
так и жидкие топлива. Выбросы вредных веществ от использования такого
топлива значительно ниже, чем в случае применения просто угля.
В настоящее время цена на нефть может сильно колебаться на мировом
рынке, и проблема вовлечения твердого топлива, главным образом угля, в
переработку для получения жидких продуктов-заменителей нефти, стала вновь
актуальной.
Для
гидрогенизации
применяют
неокисленные
бурые
и
малометаморфизованные каменные угли.
В последние годы во многих странах мира продолжают проводиться
научноисследовательские
и
опытнопромышленные
работы
по
совершенствованию технологий и улучшению показателей отдельных стадий
разрабатываемых процессов переработки угля и метода в целом. Исследования
гидрогенизации углей в настоящее время широко проводятся во многих
развитых странах. Имея на своем счету не один десяток исследовательских работ
на эту тему.
Жидкие топлива (бензин, дизель, ракетное) имеют важное значение для
функционирования многих отраслей жизни и благоустройства общества, так как
является его неотъемлимой составляющей.
4
1. ПРОМЫШЛЕННАЯ ПЕРЕРАБОТКА УГЛЯ В ЖИДКОЕ ТОПЛИВО
ЗА РУБЕЖОМ
Проблема
потреблением
гидрогенизации
нефти
и
угля
возникла
необходимостью
в
связи
эффективно
с
возросшим
использовать
низкокалорийные и высокозольные ископае­мые угли, представляющие
сложности при их сжигании.
В
настоящее
время
в
различных
странах
работают
установки
деструктивной дегидрогенизации топ­лив производительностью от 200 до 1600
т/сутки.
Гидрогенизация угля – превращение высокомолекулярных веществ
органической массы угля (ОМУ) под давлением водорода в жидкие и
газообразные продукты при 400-500°С в присутствии различных веществ:
органических растворителей, катализаторов и т.д.
Теоретические основы воздействия водорода на органические соединения
под давлением были разработаны в начале XX в. академиком В. Н. Ипатьевым.
Первые широкие исследования по применению гидрогенизационных процессов
к переработке угля были проведены немецкими учеными в 1910—1920-х гг. В
период 1920— 1940-х гг. в Германии был создан ряд промышленных
предприятий на базе этой технологии. В 1930—1950-е гг. опытные и
промышленные установки по прямому ожижению угля методом гидрогенизации
были сооружены в СССР, Англии, США и некоторых других странах.
В настоящее время проводятся научно-исследовательские и опытнопромышленные работы, направленные на совершенствование и улучшение
показателей отдельных стадий разрабатываемых процессов гидрогенизационной
переработки угля и продуктов ожижения с целью повышения эффективности
метода.
Так, например,
в
Китае 2008
году начал
функционировать
промышленный завод (SH-1) по гидрогенизации углей в моторные топлива.
Завод использует 1,6 млн. тонн угля в год, чтоб производить 591900 тонн
дизельного топлива и 174500 тонн бензина.
5
Была подтверждена в опытно-промышленном масштабе возможность
применения технологии NEDOL для глубокой переработки угля и начата
разработка концепции промышлен-ного предприятия.
В 2001 г. совместно индонезийскими (ВРРТ) и японскими (КББО, ВСЬ)
организациями
на
основании
полученных
сведений
и
результатов
экспериментальных исследований была разработана концепция сооружения на
о. Суматра (угольное месторождение Вгапко) предприятия по переработке 30
тыс. угля/сутки для получения 140 тыс. баррелей/сутки жидких продуктов по
стоимости 20,0 долл. США за баррель, (стоимость угля 15,22 долл. США за
тонну).
Намечено осуществить следующие этапы работ: испытание угля Вгапко на
пилотной установке (0,1 т/сутки) в исследовательском центре в г. Таказадо
(Япония). Принято решение о разработке проекта и создании к 2011 г.
демонстрационной установки производительностью 30 тыс. т угля в сутки в
Индонезии, провинция Tanjung Enim (табл. 1).
Таблица 1. Результаты гидрогенизации углей в Индонезии и Австралии
(450 °С, 27,0 24,0 МПа, 60 мин., катализатор Fe2O3).
В
ЮАР
с
1983
г.
действуют
3
завода
Сасол
с
суммарной
производительностью около 33 млн т/год по углю или 4,5 млн т в год по
моторным топливам. В основу технологии положена газификация угля по методу
Лурги под давлением с последующим синтезом углеводородов по методу
Фишера—Тропша.
6
Из трех способов синтеза Фишера—Тропша (процесс во взвешенном слое
порошкообразного
катализатора
по
способу
фирмы
Келлог,
высокопроизводительный синтез на стационарном железном катализаторе по
способу Рурхеми— Лурги и жидкофазный синтез по способу Rheinpreuβen—
Koppers) только первый и частично второй, исходя из опыта работы
промышленного
предприятия
в
г.
Сасолбурге
(ЮАР),
относительно
благоприятны для получения значительных количеств моторных топлив.
Наиболее интенсивно работы по созданию технологии гидрогенизации IIIго поколения в последние годы проводятся в Японии, где в рамках
государственной программы «Sunshain» фирмой Nippon Coal Oil Co., Ltd и
корпорацией NEDO успешно эксплуатируется опытно-промышленная установка
производительностью 150 т угля в сутки (г. Кашима). Процесс осуществляется
под давлением 17—19 МПа в присутствии железосодержащего катализатора
(3,0—5,0% в расчете на сырье). В качестве катализатора применяется природный
пирит, измельченный в шаровой мельнице в среде пастообразователя до размера
частиц менее 0,7 мм.
При гидрогенизации в опытном пробеге продолжительностью 1920 ч и
расходе водорода около 5,0% в расчете на уголь (17 МПа, 455 °С, соотношение
Н2/сырье 880 нм3 /т) выход жидких продуктов с т.кип. до 538 °С составил 52,0%,
газа — 19,0%; воды — 10,0%, твердого остатка (т.кип. > 538 °С + твердые) —
26,0% при расходе водорода 5% в расчете на уголь. При повышении давления до
19 МПа, температуры — до 462 °С и подачи водорода до 930 нм3 /т в пробеге
продолжительностью 1400 ч было получено 58,0% жидких продуктов при
газообразовании 22,0%, выходе воды 10%, остатка — 16% и расходе водорода
5,5%.
В Казахстане ведется строительство Приозерского экспериментального
углехимического комплекса по переработке 65 тыс. т в год каражиринского угля
в жидкое топливо и другие продукты топливного назначения. Разработка
проекта осуществлена НИИ новых химических технологий и материалов (г.
7
Алматы), Институтом органического синтеза и углехимии (г. Караганда) и
проектно-конструкторским
институтом
ДГП
ГНПОПЭ
«Казмеханобр».
Комплекс рассчитан на получение 9000 т бензина, 16000 т низкосернистого (S <
0,05%) дизельного топлива и 40000 т угольных брикетов в год для отопления
жилых домов.
В проекте для получения моторных топлив применен способ прямой
гидрогенизации углей при давлении водорода 4—5 МПа, температуре 400—420
°С и объемной скорости подачи сырья 1,0 ч–1. Выполненная казахскими
специалистами технико-экономическая оценка проекта показывает, что при
себестоимости 1 т каражиринского угля 1100 тэнге прибыль Приозерского
углехимического комплекса по получению жидкого топлива из угля составит
335,2 млн тэнге в год.
1.1.
Экономическая оценка
По мере накопления сведений о технических решениях отдельных стадий
производства осуществлялась их экономическая оценка и прогнозирование
направлений совершенствования с использованием современных достижений в
топливоперерабатывающей и химической промышленности.
Главными задачами являются: оценка технологической осуществимости
новых технологий, получение убедительных доказательств экономической
целесообразности производства моторных топлив по новой технологии,
прогнозирование путей накопления данных, необходимых для строительства
промышленного углеперерабатывающего комплекса.
В настоящее время единственно возможным путем реализации новой
промышленной технологии ожижения углей является строительство головного
предприятия мощностью, которая, с одной стороны, должна быть достаточной
для полномасштабной отработки немоделируемых или трудномоделируемых
элементов технологии, а с другой стороны - обеспечивать экономическую
эффективность эксплуатации и прибыль предприятия в рыночных условиях.
8
По ряду признаков наиболее отвечающей этим условиям является
мощность модуля в 500 тыс. т жидких продуктов в год. По данным
«Туланефтегаз, это мощность может быть обеспечена одной ниткой,
укомплектованной
оборудованием
для
процесса
гидрогенизации
угля,
выпускаемым российскими машиностроительными заводами.
Сводный товарный баланс (табл. 2) разработан Тулаинжнефтегаз
применительно к переработке бурых углей Канско-Агинского бассейна.
Технико-экономические
показатели
и
относительное
распределение
капитальных затрат промышленного производства по модулю приведены в табл.
3.
Таблица 2. Сводный товарный баланс модуля производительностью 500
тыс. т жидких продуктов в год.
Дальнейшее увеличение мощности модуля до 2-3 млн т моторных топлив
в
год
(мощность
основного
процесса
гидрогенизации
угля)
будет
осуществляться за счет строительства соответственно четырех и шести
параллельных линий освоенной мощности. Дальнейшее увеличение мощности
9
не приведет к пропорциональному увеличению стоимости оборудования и
заметному ухудшению технико-экономических показателей производства.
Таблица 3. Относительное распределение капитальных затрат
промышленного модуля по производствам
Для максимального снижения объема капитальных вложений на
строительство модуля снижено давление гидрогенизации бурого угля с 10 до 6
МПа, что привело также к снижению расхода электроэнергии на сжатие пасты и
водорода. Для этого же максимально упрощена технологическая схема всего
производства по сравнению с промышленным предприятием мощностью 3 млн
т жидких продуктов в год, ТЭО которого было выполнено институтом
«Грознефтехим» в 1991 г.
10
2. ХИМИЗМ ПРОЦЕССА
Гидрирование (гидрогенизация) твердого топлива - процесс превращения
органической части топлива в жидкие продукты, обогащенные водородом и
используемые как жидкое топливо.
Гидрогенизация
твердого
топлива
представляет
деструктивный
каталитический процесс, протекающий при температуре 400-560°С под
давлением водорода 20 - 70 МПа. В этих условиях происходит разрыв
межмолекулярных и межатомных (валентных) связей в органической массе
топлива и протекают реакции:
деструкции и деполимеризации высокомолекулярных структур угля
{С}n + пH2 → СnН2n;
гидрирования образовавшихся алкенов;
деструкции высших алканов с последующим гидрированием алкенов и
образованием
алканов
меньшей
молекулярной
массы
CnH2n+2→CmH2m+2CрH2p + H2 → CрH2p+2;
гидрирования конденсированных ароматических систем с последующим
разрывом цикла и деалкилированием
раскрытия пятичленных циклов с образованием изоалканов
Так как процесс гидрогенизации протекает в избытке водорода, то реакции
полимеризации
и
поликонденсации
первичных
продуктов
деструкции
подавляются и при достаточно высоком отношении водород/углерод продукты
уплотнения почти не образуются.
11
Одновременно с гидрированием углеродных соединений протекают
реакции гидрирования соединений, содержащих серу, кислород и азот по
реакциям, аналогичным реакци­ям гидроочистки нефтепродуктов.
При жидкофазной гидрогенизации углей в температурном интервале 300500°С происходит разрушение сложной матрицы угля, сопровождающееся
разрывом химических связей и образованием активных свободных радикалов.
Последние, стабилизируясь водородом, образуют молекулы меньшего размера,
чем исходные макромолекулы.
Рекомбинация свободных радикалов приводит также к образованию
высокомолекулярных соединений. Водород, необходимый для стабилизации
радикалов, частично обеспечивается за счет применения растворителей —
доноров водорода. Это — соединения, которые, взаимодействуя с углем, при
высоких температурах дегидрируются, выделяющийся при этом атомарный
водород присоединяется к продуктам деструкции угля.
Растворитель-донор водорода является также пастообразователем. Чтобы
находиться в условиях гидрогенизационного процесса в жидкой фазе, он должен
иметь температуру кипения выше 260°С. Хорошими водородно-донорными
свойствами обладают конденсированные ароматические соединения, прежде
всего тетралин. Более высококипящие соединения этой группы (нафталин и
крезол) менее активны, но при их смешении с тетралином возникает эффект
синергизма: смесь равных частей тетралина и крезола обладает более высокой
донорной способностью, чем каждый в отдельности.
2.1.
Катализаторы гидрогенизации угля
Процесс
гидрогенизации
является
каталитическим.
В
качестве
катализаторов используют контактные массы на основе соединений молибдена,
никеля или железа с различными активаторами.
При гидрогенизации угля понятие катализатора имеет неопределенный,
часто условный смысл, т.к. в этом процессе протекает множество химических
12
реакций (деструкция угольного мультимера, активация молекулярного водорода
и др.), а применяемые в качестве катализатора вещества и смеси в ряде случаев
претерпевают в процессе необратимые изменения. Принято считать, что
катализаторами
гидрогенизации
угля
являются вещества, облегчающие
превращение угля в жидкие, растворимые в бензоле, продукты. К таким
соединениям относятся оксиды и сульфиды металлов переменной валентности
(Mo, W, Co, Sn, Ni, Fe и др.), а также природные образования и отходы
производств, содержащие их в количестве от десятых долей процента до 5—10%
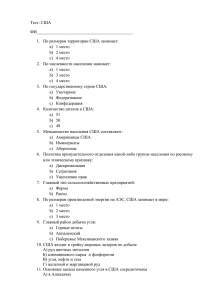
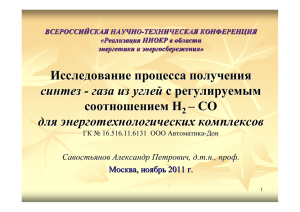
в расчете на уголь. Активность молибдена при гидрогенизации углей
представлена на рисунке 1.
Рисунок 1. Относительная активность молибдена в составе катализаторов
гидрогенизации углей
10 МПа, 425 °С; активность Мо в порошке промышленного Al-Co-Mo
катализатора принята за единицу. — превращение угля (90—93% от
органической массы угля); — выход жидких продуктов (82—85% от
органической массы угля); 1 — промышленный Al-Co-Mo катализатор,
порошок; 2 — природный молибденит, порошок; 3 — парамолибдат
аммония+сернокислое железо, пропитка; 4 — парамолибдат аммония,
эмульсия; 5 — парамолибдат аммония, эмульсия + сера
13
При изучении поведения соединений Мо (на примере гидрогенизации
углей Канско-Ачинского бассейна) установлено, что конечными продуктами их
превращений может быть дисульфид молибдена (МоS2) или молибдат кальция
(СаМоО4) — продукт превращений гуматов Са исходного угля. При мольном
отношении в системе СаО : S > 1 парамолибдат аммония превращается в
малоактивный СаМоО4. При СаО : S < 1 устойчивым соединением является
высокоактивный МоS2, т.е. для «нейтрализации» кальция в системе необходимо
повысить в углемасляной пасте концентрацию серы. Так, при добавлении в
пастообразователь 2—4% серы и 0,025— 0,12% молибдена глубина превращения
органической массы низкосернистых углей Канско-Ачинского бассейна
возрастает до 92—93%. Применение добавок серы в процессе способствует
также образованию Н2S, который сульфидирует кислородные соединения Мо.
Основной задачей в области катализа при гидрогенизации угля является не
столько традиционный подбор активных добавок или их комбинаций, сколько
создание научных основ и технологии формирования высокодисперсных
каталитических композиций, активирующих процесс, размеры частиц которых
соизмеримы с величиной ассоциатов угольных мультимеров; обеспечение
транспорта катализатора с пастообразователем к поверхности частиц угля в
начале процесса и в возникающие по мере превращения твердых угольных
веществ микротрещины, а также в пространство между ассоциатами,
образующимися из угольного мультимера.
Изменением
параметров
процесса
(температура,
давление,
время
контактирования) и состава катализатора процесс гидрогенизации может быть
направлен в сторону получения продуктов заданного состава. Выход жидких и
газообразных продуктов гидрирования твердого топлива существенно зависит от
содержания в нем летучих веществ, то есть от степени его углефикации.
2.2.
Сравнение степени метаморфизма углей для гидрогенизации
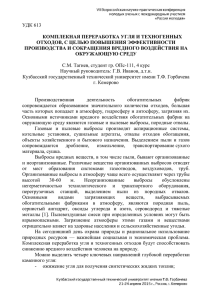
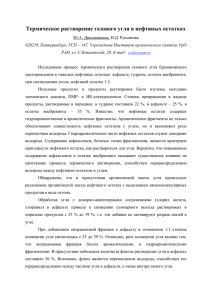
Выход жидких продуктов гидрогенизации зависит от стадии химической
зрелости углей, определяемой отношением водорода к углероду Н/С (рис.2).
14
Лучшим для получения искусственного жидкого топлива является уголь,
характеризующийся наименьшим содержанием в органической массе серы,
кислорода, азота и максимальным содержанием водорода. Ценными являются
угли с отношением углерода к водороду не более 16—17, например С —88%, Н
—5,5%.
Рисунок 2. Изменение выхода жидких продуктов гидрогенизации (на
органическую массу) от соотношения Н/С
Все горючие ископаемые по способности их в процессе гидрогенизации
давать жидкие продукты подразделены на пять групп: V – 100Н/С=12 (нефть);
IV – 100Н/С=9-12 (липтобиолиты, богхеды); III – 100Н/С=6,5-9 (бурые и
каменные угли с выходом летучих продуктов на сухую беззольную массу от 37%
и выше); II – 100Н/С=5,4-6,5 (каменные угли с выходом летучих веществ от 18
до 37%); I – 100Н/С=5,4 (тощие каменные угли с выходом летучих менее 18%).
Угли с высокой степенью углефикации (антрацит, тощие угли) не могут
быть использованы в качестве сырья для гидрогенизации. Из топлив для этой
цели пригодны бурые угли или каменные угли с отношением водород/углерод
не ниже 0,06 и содержанием золы не более 0,13 массовых долей, содержание
минеральной части в них не должно превышать 5-6%, отношение С : Н- 16, выход
летучих в-в должен быть более 35%, содержание петрографических компонентов
15
группы витринита и липтинита-более 80%. Высокозольные угли необходимо
предварительно подвергать обогащению.
Бурые угли должны содержать 65—86% (масс.) углерода, более 5% (масс.)
водорода и не менее 30% (масс.) летучих веществ в расчете на органическую
массу. Содержание золы в них не должно превышать 10% (масс.), так как
высокая зольность отрицательно сказывается на материальном балансе процесса
и затрудняет эксплуатацию оборудования.
Бурые угли легко подвергаются ожижению, но в них, как правило,
содержится много кислорода, на удаление которого требуется значительный
расход водорода. В то же время содержание в них азота, для удаления которого
также требуется водород, ниже, чем в каменных углях.
Установлено, что легкость переработки в условиях гидрогенизации
снижается в ряду: торф → молодые бурые угли → старые бурые угли →
каменные угли → антрацит. Эта закономерность объясняется тем, что
ароматические и полиароматические структуры являются более стабильными
при гидрогенизации, чем олефины, алканы, S-, О-, N-производные.
2.3.
Состав продуктов
Кратко остановимся на проблеме, имеющей весьма важное значение для
организации промышленной переработки угля в моторное топливо. Жидкие
продукты
гидрогенизации
гетероциклических
угля
соединений
содержат
значительное
в
своем
составе
количество
помимо
ароматических
углеводородов.
Если
удаление первых
улучшенными
экологическими
и получение углеводородных
характеристиками
на
топлив с
существующих
промышленных катализаторах гидроочистки не вызывает трудностей, то для
уменьшения содержания ароматических углеводородов в составе дизельных
топлив с 45—50% до необходимых 20% и менее, как это требуют стандарты,
16
принятые во многих европейских странах, необходимо применение новых
каталитических систем на стадии гидрооблагораживания угольных дистиллятов.
Исследования по гидрооблагораживанию проводились с применением
отечественных и зарубежных стационарных катализаторов на примере
продуктов ожижения бурых углей Канско-Ачинского бассейна.
Установлено, что для получения экологически безопасных компонентов
моторных
топлив
из
угольных
дистиллятов
наиболее
эффективен
никельвольфрамсульфидный катализатор (НВС-30), позволяющий при давлении
(5—6 МПа) достигать в одну ступень 92%-ное обессеривание сырья и 75%-ное
гидрирование ароматических углеводородов по сравнению с 75 и 35% для
существующих промышленных катализаторов, соответственно (табл. 4-5).
Таблица 4. Характеристика автомобильного бензина из угольных
дистиллятов.
Показатели
Октановое число
Содержание
свинца,
мг/дм3, не более
Содержание
свинца,
мг/дм3, не более
Массовая доля серы, %, не
более
Объемная доля
бензола, %, не более
Внешний вид
Плотность при 15 °С, кг/м3
Индукционный
период
бензина, мин., не менее
Нормы на автобензин
Бензин после
По ГОСТ Р 51105-97
гидроочистки
91,0
84,0
0,01
отсутствует
18
отсутствует
0,05
0,05
5
0,25
прозрачный
прозрачный
725
749
360
415
Бензиновые фракции применены как высокооктановый компонент
автомобильного бензина или сырье для получения бензола, ксилолов. С
17
целью увеличения выхода бензина более высококипящие фракции далее
подвергают гидрокрекингу.
Таблица 5. Характеристика дизельного топлива из угольных дистиллятов.
Показатели
Нормы на дизельное
Компонент дизельного
топливо ЕВРО, класс 1
топлива
по ГОСТ Р 52368-2005
Цетановое
число,
не
менее
Плотность при 15 °С,
кг/м3
51
51
820-845
839
-16
-22
55
40
0,05
0,03
200
нет
выдерживает, класс 1
Выдерживает, класс 2
Предельная
температура,
помутнения °С,
Температура вспышки в
закрытом тигле, °С
Содержание
серы,
%(масс.), не более
Содержание воды, мг/кг,
не более
Коррозия
медной
пластинки (3 ч при 50
°С)
18
3. ТЕХНОЛОГИЧЕСКИЕ МЕТОДЫ ГИДРОГЕНИЗАЦИИ
Процесс гидрогенизации твердых топлив может проводиться в жидкой или
паровой
фазе.
Известны
два
способа
осуществления
жидкофазной
гидрогенизационной переработки углей с целью получения синтетических
моторных топлив — термическое растворение и каталитическая гидрогенизация.
Целевыми продуктами могут быть бензин, дизель, моторные топлива и ряд
других жидких веществ.
3.1.
Термическое растворение
Термическое растворение представляет собой мягкую форму химического
преобразования угля. При взаимодействии с растворителем-донором водорода
часть органического вещества угля переходит в раствор и после отделения
твердого остатка обычно представляет собой высококипящий экстракт угля,
освобожденный от минеральных веществ, серо-, кислород- и азотсодержащих
соединений и других нежелательных примесей.
Для повышения степени конверсии угля в раствор может подаваться
газообразный водород. В зависимости от типа исходного угля, растворителя и
условий процесса методом термического растворения могут быть получены
продукты различного назначения.
Впервые технология термического растворения угля была предложена А.
Поттом и X. Броше в 1920-х годах. К началу 1940-х годов в Германии на базе
этой технологии действовала установка производительностью 26,6 тыс. т в год
экстракта. На этой установке паста, состоящая из одной части измельченного
каменного угля и двух частей растворителя, нагревалась в трубчатой печи до 430
°С под давлением 10—15 МПа.
Жидкие продукты отделялись от перастворившегося угля и его
минеральной части фильтрованием при температуре 150 °С и давлении 0,8 МПа.
В качестве растворителя применяли смесь тстралина, крезола и среднего масла
жидкофазной гидрогенизации пека каменноугольной смолы. Выход экстракта с
19
температурой размягчения 220 °С и содержанием 0,15—0,20% (масс.) золы
составлял около 75% (масс.) от органического вещества угля. Экстракт
использовали в основном как сырье для получения высококачественного
электродного кокса.
Начиная с 1960-х годов, в ряде стран были разработаны и реализованы на
опытных и демонстрационных установках процессы нового поколения,
основанные на термическом растворении угля. По целевому назначению их
можно разделить на два типа:
процессы, в которых получаются лишь первичные твердые или жидкие в
обычных условиях продукты, предназначенные, как правило, для
сжигания в топках электростанций,
процессы, предусматривающие переработку первичных продуктов в более
квалифицированные (в первую очередь, в моторные) топлива с помощью
вторичных
процессов
термопереработки,
гидрогенизации
и
облагораживания.
Разработанный в США процесс экстракционной очистки угля SRC
(«Solvent Refined Coab) в базовом варианте SRC-I проводится при температуре в
реакторе 425—470°С, давлении 7—10 МПа и времени пребывания в зоне
реакции «30 мин. Главным продуктом процесса является очищенный от серы
угольный экстракт, затвердевающий при температуре 150—200 °С.
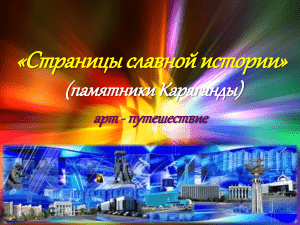
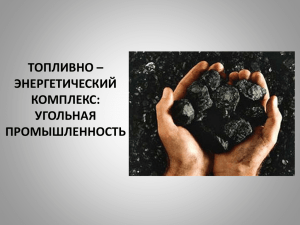
В модифицированном варианте процесса SRC-II, схема которого
приведена на рис. 3, за счет повышения давления до 14 МПа и увеличения
времени пребывания угольной пасты в реакционной зоне в качестве главного
целевого продукта получают жидкое топливо широкого фракционного состава.
Исходный уголь после измельчения и сушки смешивается с горячей
угольной суспензией. Полученную пасту вместе с водородом пропускают через
нагреватель с огневым обогревом и затем направляют в реактор. Требуемые
температура и парциальное давление водорода поддерживаются подачей в
несколько точек реактора холодного водорода. Продукты реакции вначале
20
разделяются в газосепараторах. Выделенный из жидких продуктов газ,
содержащий
преимущественно
(I
ступень)
водород
и
газообразные
углеводороды с примесью сероводорода и диоксида углерода, после охлаждения
до 38°С направляется в систему очистки от кислых газов.
Рисунок 3. Схема процесса термического растворения угля:
1 — смеситель для приготовления пасты; 2 — печь для нагрева пасты; 3
— реактор; 4 — блок газосепараторов; 5 — абсорбер кислых газов; 6 —
криогенное разделение газа; 7 — блок очистки топливного газа; 8 —
разделение газообразных углеводородов; 9—блок очистки сннтез-газа н
выделения водорода; 10 — блок получения серы; II —реактор газификации
остатка; 12 — атмосферная колонна; 13 — вакуумная’колонна;
І — осушенный порошкообразный уголь; II — водород; III — угольная
суспензия; IV — технологическое топливо; V — сера; VI — кислород: VII —
водяной пар; VIII — инертный остаток; IX — остаток минеральной части угля;
X — жидкий продукт после сепарации газов; ЛУ — топливный газ; ХЦ — этан;
XIII — пропан; XIV — бутаны; XV — бензиновая фракция на очистку н
риформинг; XVI — средний дистиллят на облагораживание; XVII — тяжелый
дистиллят
21
На криогенной установке выделяются газообразные углеводороды С3—С4
и очищенный водород (он возвращается в процесс). Оставшаяся метановая
фракция после метанирования содержащегося в ней оксида углерода подается в
топливную
сеть.
Жидкие
продукты
из
газосепараторов
поступают
в
атмосферную колонну, где разделяются на бензиновую фракцию (28—193°С),
средний дистиллят (193—216°С) и тяжелый дистиллят (216—482°С). Выход
продуктов описан в таблице 6.
Образующаяся на I ступени разделения в газосепараторах угольная
суспензия разделяется на два потока: один подается на смещение с исходным
углем, другой — в вакуумную колонну. С верха вакуумной колонны часть
жидкого дистиллята, содержащегося в суспензии, отводится в атмосферную
колонну, а остаток с низа идет на получение синтез-газа, используемого для
производства водорода или в качестве топлива
Таблица 6. Выход продуктов термического растворения при расходе
водорода 4,4% массовых долей
Продукт
Выход, % (масс. дол.)
Метан
5,8
Этан
4,4
Газы С3 -С4
6,3
Бензиновая фракция
10,2
Зола
12
Вода
6,2
Остаточная сера
3,6
Нерастворимые в пиридине оргинические
вещества
4,6
Оксиды углерода
1,0
Аммиак
0,4
Средний дистиллят
17,9
Тяжелый дистиллят
7,9
Остаток > 482°C
24,0
22
К достоинствам процессов термического растворения следует отнести
более низкую, чем при пиролизе углей, рабочую температуру и возможность
варьирования в относительно широких пределах качества получаемого жидкого
продукта за счет изменения параметров процесса. Вместе с тем при термическом
растворении глубокое превращение угля достигается при высоком давлении
процесса и в составе получаемых продуктов преобладают высокомолекулярные
соединения. Присутствие последних вызвано тем, что уже при невысоких
температурах начинают протекать процессы рекомбинации образующихся
свободных радикалов, сопровождающиеся формированием вторичных структур
ароматического характера, менее реакционно-способных, чем исходное
органическое вещество угля. Наличие в реакционной смеси доноров водорода и
растворенного в пасте молекулярного водорода не может в достаточной степени
препятствовать протеканию этих процессов.
При промышленной реализации этого метода возникает ряд трудностей.
Недостатками этого метода являются: сложная техническая проблемой
является отделение непрореагировавшего угля и золы от жидких продуктов;
получаемый целевой продукт в условиях процесса жидкий, а в нормальных
условиях может быть полутвердым и даже твердым веществом, которое трудно
транспортировать, хранить и перерабатывать в конечные продукты.
3.2.
Каталитическая гидрогенизация
Увеличение степени конверсии угля, улучшение состава получаемых
жидких продуктов и снижение давления процесса гидрогенизации возможно при
применении катализаторов. Последние способствуют передаче водорода от
растворителя к углю и активируют молекулярный водород, переводя его в
атомарную форму.
В Советском Союзе исследования по гидрогенизации отечественных углей
были начаты Н. М. Караваевым и И. Б. Рапопортом в 1929 г. Позднее
значительный вклад в развитие этих работ внесли А. Д. Петров, А. В. Лозовой,
Б. Н. Долгов, Д. И. Орочко, А. В. Фрост, В. И. Каржев и ряд других советских
23
ученых. В 1937 г. был запроектирован и введен в эксплуатацию первый в нашей
стране завод по гидрогенизационной переработке бурых углей в г. Харькове. К
началу 1950-х годов было сооружено еще несколько подобных предприятий.
К настоящему времени предложено около 20 вариантов технологического
оформления
ожижения
процессов
угля
на
прямого
вяз
гидрогенизационного
личных
установках-от
каталитического
лабораторных
до
демонстрационных" имеющих производительность от 50 до 600 т/сутки.
3.2.1. Метод «H-Coal»
Среди
разработанных
за
рубежом
процессов
каталитической
гидрогенизации угля одним из наиболее подготовленных к промышленной
реализации является процесс «Н-Соа1» (США). По этой технологии
жидкофазную гидрогенизацию проводят с применением псевдоожиженного
слоя активного мелкодисперсного Со—Мо-катализатора по схеме, приведенной
на рис. 4
Сухой измельченный уголь смешивается с рециркулирующим продуктом
гидрогенизации до образования пасты с содержанием 35—50% (масс.) угля, в
которую затем вводится сжатый водород. Полученная смесь нагревается и
подается под распределительную решетку в реактор с псевдоожиженным слоем
катализатора.
Процесс осуществляется при температуре 425—480 °С и давлении около
20 МПа. Продукты реакции и непревращенный уголь непрерывно отводятся из
реактора сверху, а отработанный катализатор — снизу. Постоянный Вывод и
регенерация катализатора обеспечивают поддержание его высокой активности.
Пары, выводимые из реактора, после конденсации разделяются на
водород, углеводородные газы и легкий дистиллят. Газы направляются на
очистку, а водород на рециркуляцию. Жидкие продукты с верха реактора
поступают в сепаратор, в котором отделяется фракция, подвергаемая затем
24
разгонке с получением легкого и тяжелого дистиллятов. Из первой получают
бензиновые и дизельные фракции.
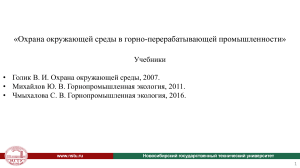
Рисунок 4. Схема процесса каталитической гидрогенизации угля ”Н-Соа1”
1 стадия подготовки угля; 2 — подогреватель; 3 — реактор с
псевдоожиженным слоем катализатора; 4 — конденсатор; 5 — блок извлечения
водорода; 6 — скоростной сепаратор; 7 — атмосферная колонна; 8 —
гидроциклои; 9 — сепаратор; 10 — вакуумная колонна; 1 — уголь; II —
водород; III — рециркулирующий тяжелый дистиллят;. IV — паста; V —
уровень гидрогенизата; VI — уровень псевдоожиженного катализатора; VII —
регенерированный катализатор; VIII — парогазовая фаза; IX —
конденсированная фаза; X — отработанный катализатор; XI — жидкость; XII
— смолы; XIII — газообразные углеводороды, аммиак и сероводород на
разделение и получение серы; XIV — легкий дистиллят на облагораживание;
XV — тяжелый дистиллят; XVI — иепрореагнровавшнй жндкнй остаток на
производство водорода; XVII—тяжелый дистиллят на облагораживание; XVIII
— остаточное топливо
Остаточный продукт, выводимый с низа сепаратора, делится в
гидроциклонах на два потока: с малым и высоким содержанием твердых
25
веществ. Первый поток используют в качестве пастообразователя, а второй
обрабатывают осадителем и выделившийся шлам с содержанием до 50% твердых
частиц газифицируют для получения водорода.
Жидкий продукт, остающийся после отделения шлама, подвергают
вакуумной
разгонке
с
получением
тяжелого
дистиллята
и
остатка,
используемого в качестве котельного топлива.
Выход целевых продуктов в процессе «Н-Соа1» достигает 51,4% (масс.) на
органическую массу угля, в том числе бензиновая фракция (28—200°С)—25,2%
(масс.), средний дистиллят (200—260°С) — 12,9% (масс.) и тяжелый дистиллят
— 13,3% (масс.). Расход водорода на жидкофазную гидрогенизацию составляет
4,7% (масс.). Процесс отработан на опытной установке мощностью по углю 600
т в сутки.
3.2.2. Метод ИГИ
В нашей стране Институтом горючих ископаемых (ИГИ) совместно с
институтами Грозгипронефтехим и ВНИИнефтемаш в 1970-х годах был
выполнен широкий комплекс исследований в области гидрогенизационной
переработки угля в жид кие топлива.
Результатом исследований стал новый технологический процесс (процесс
ИГИ), в котором благодаря использованию регенерируемого активного
катализатора и ингибирующих добавок, применению усовершенствованной
технологии переработки шлама и ряда других технологических решений
удалось' снизить давление до 10 МПа при обеспечении высокого выхода жидких
продуктов
гидрогенизации.
Снижение
давления
процесса
существенно
сократило удельные капитальные и эксплуатационные затраты и позволило
использовать высокопроизводительные реакторы вместимостью 250—500 м3,
которые уже применяются в нефтеперерабатывающей промышленности.
Процесс ИГИ проходит стадию отработки на крупных опытных установках.
26
Главной особенностью отечественной технологии является ее высокая
экономическая эффективность. Она отличается от промышленной технологии
Германии 30- 40-х годов ХХ столетия и соответствующих разработок,
выполненных в США, Японии, Германии, Великобритании и других странах в
последнее время, возможностью получения моторных топлив из угля по
конкурентоспособным ценам в сравнении с производством их из нефтяного
сырья. Технология включает ряд процессов, которые были усовершенствованы
с использованием новейших достижений отечественной и зарубежной науки и
практики последних лет.
По технологии ИГИ уголь предварительно измельчается дроблением до
крупности кусков 5—13 мм, подвергается высокоскоростной сушке в вихревых
камерах до остаточной влажности 1,5% (масс.), затем вторично измельчается
методом вибропомола до крупности частиц менее 100 мкм. На измельченный
уголь наносят катализатор 0,2% Мо и 1,0% Fе(III). Такое сочетание позволяет
достичь степени конверсии органической массы угля до 83%. Максимальная
активность катализатора обеспечивается при его нанесении из раствора на
высушенный уголь.
Наиболее
эффективным
способом
в
процессе
ИГИ
оказалось
формирование и применение псевдогомогенных катализаторов, образующихся
из водных растворов солей Мо или Ni, эмульгированных в пастообразователях
нефтяного или угольного происхождения. В этом случае при нагреве
реакционной смеси за счет «микровзрывов» капель эмульсии происходит
равномерное распределение катализатора в ее объеме, затем протекает
сульфидирование катализатора до сульфидных производных (MoS2 и NiS)
образующимся при гидрогенизации Н2S. При этом резко повышается
эффективность использования катализатора (см. рисунок), т.к. размеры
образующихся кластерных структур (5—7 нм) существенно меньше размеров
угольных ассоциатов, частицы угля многократно покрываются катализатором,
активирующим молекулярный водород, растворенный в объеме.
27
Эффективен также совместный вибропомол угля и солей катализатора, так
как при этом происходит раскрытие микропор структуры органической массы
угля и обеспечивается полное и равномерное нанесение катализатора на
поверхность угля.
Помимо катализатора, в реакционную зону могут вводиться ингибиторы,
такие как хинолин, антрацен и другие соединения, которые стабилизируют
свободные радикалы и активизируют деструкцию органической части угля
вследствие выделения при их разложении атомарного водорода. Введение 1—
5% таких добавок обеспечивает рост степени конверсии угля и выхода жидких
продуктов на 10—15%. Уголь с нанесенным на него катализатором поступает в
систему приготовления пасты.
В качестве пастообразователя используют угольный дистиллят с
температурой кипения 300— 400°С, который предварительно гидрируется под
давлением 10 МПа на отдельной стадии. Для нормального ведения процесса
паста приготавливается при равном соотношении угля и растворителя; при
большем содержании угля затрудняется транспорт пасты в системе вследствие
ее высокой вязкости.
Углемасляная паста, в которую вводится газообразный водород,
предварительно нагревается в трубчатой печи и поступает в систему пустотелых
необогреваемых реакторов с объемной скоростью 1,0—1,5 ч-1. За время
пребывания пасты в реакторе (30—60 мин) протекают реакции гидрогенизации
угля с образованием углеводородных газов (%—С4, аммиака, сероводорода и
оксидов углерода [до 10% (масс.)], воды [3—5% масс.)] и жидких продуктов
[80—90% (масс.)].
Так как процесс протекает с выделением тепла, для регулирования
температуры в реакторы подается холодный водородсодержащий газ; он служит
также перемешивающим агентом.
Продукты реакций гидрогенизации из реактора направляются в горячий
сепаратор. С верха сепаратора выводится парогазовый поток, содержащий газы
28
и легкие жидкие продукты, а с низа — шлам, состоящий из жидких продуктов,
выкипающих
выше
300—325°С,
непрореагировавшего
угля,
золы
и
катализатора.
Общее содержание твердых веществ в этом шламе составляет 10—15%
(масс.). Парогазовый поток охлаждается и разделяется на жидкую часть и
углеводородный газ, содержащий 75—80% (об.) водорода, углеводороды С1—
С4, аммиак, сероводород и оксиды углерода. После отделения других газов
методом короткоцикловой адсорбции водород возвращается в процесс.
Углеводородный газ используется для получения водорода в количестве
50—60% от его потребления в процессе. Остальной необходимый водород
получают на отдельной установке путем газификации угля или остатков от
переработки шлама.
Переработка шлама —одна из наиболее сложных с технической точки
зрения стадий процесса — в схеме ИГИ проводится в две ступени. На первой
шлам фильтруется до остаточного содержания твердых веществ около 30%
(масс.), а на второй он подвергается вакуумной дистилляции до содержания в
получаемом остатке 50—70% (масс.) твердых веществ.
Этот остаточный продукт сжигается в циклонной топке с жидким
шлакоудалением. В процессе сжигания молибден на 97—98% переходит в
газовую фазу (1Мо2О3) и осаждается на золе, из которой затем извлекается
методами
гидрометаллургии
для
повторного
использования.
Тепло,
выделяющееся при сжигании, может быть использовано для выработки 2,5—2,8
тыс. кВт-ч электроэнергии, или 11т пара в расчете на каждую тонну шламового
остатка.
В схеме процесса ИГИ гидроочистка широкого дистиллята жидкофазной
гидрогенизации угля с температурой кипения до 400 °С проводится под
давлением 10 МПа последовательно в двух температурных зонах реактора во
избежание протекания нежелательных реакций полимеризации, ведущих к
образованию высококипящих соединений. В первой зоне при 230—250°С
29
гидрируется часть алкенов, наиболее склонная к полимеризации. Затем при
температуре
400°С
гидрируется
основная
масса
алкенов
и
частично
ароматические соединения, происходит также разрушение серо-, кислород- и
азотсодержащих соединений.
Гидроочистка
дистиллята
алюмокобальтмолибденовых
осуществляется
катализаторов,
в
широко
присутствии
применяемых
в
нефтепереработке. Однако в ряде случаев из-за высокого ¦содержания в
угольных
дистиллятах
гетероатомных
соединений
эти
катализаторы
недостаточно эффективны или быстро отравляются. Поэтому требуются новые
стабильные
катализаторы.
Характеристики
исходного
дистиллята
гидрогенизации бурого угля по технологии ИГИ и продуктов его гидроочистки
приведены в таблице 7.
Таблица
7.
Характеристика
и
выход
дистиллята
жидкофазной
гидрогенизации бурого угля и продуктов его гидроочистки
Показатель
Дистиллят
Продукты гидроочистки дистиллята
гидрогенизации
<180°C
180-300°С
>300°C
Плотность, кг/м3
896,2
761,5
864,0
866,0
Фенолов, %
10,9
следы
следы
-
Азотистых оснований, %
2,8
следы
-
следы
Йодное число
18,7
0,2
0,7
2,6
45,0
24,0
41,8
56,1
Групповой
углеводородный состав,
%
Фракция <180°С гидроочищенного дистиллята имеет октановое число 66
(моторный метод) и характеризуется повышенным содержанием фактических
смол и азотистых соединений. Для получения компонента высокооктанового
автомобильного бензина требуется ее глубокая гидрочистка и последующий
риформинг. Дизельная фракция вследствие высокого содержания ароматических
углеводородов отличается относительно низким цетановым числом.
30
При гидрогенизации 100 % бурого угля Канско-Ачинского бассейна по
технологии ИГИ было получено: бензина - 18,2%; дизельное топливо - 34,8%;
фенолы – 1,2%; котельное топливо 40,1%; вода – 4,9%; газ для производства –
12,5%.
Рисунок 5 Схема производства моторных топлив гидрогенизацией угля
по технологии ИГИ
1—подготовка угля; 2 — ожижение угля; 3 —- производство водорода; 4
— выделение твердого остатка; 5 6, 10— ректификация; 7 — блок утилизации
шлама; 8 — выделе-лие фенолов; 9 — гидрирование; 11 — гидроочистка и
риформинг; 12, 14 — гидрокрекинг; 13 — изомеризация и гидрирование;
І — уголь; ІІ— пастообразователь; III — катализатор; IV—водород; V — газы
С4 и СО; VI — жидкие продукты гидрогенизации; VII — Газы, Н2S и СО2; VIII
— Фракция >400 °С; IX — твердый остаток; X — вода; XI — феиол, крезолы;
XII — «фракция н. к. — 180 °С; XIII — фракция 180—300 °С; XIV — фракция
300—400 °С; XV — зола на производство строительных .материалов; XVI —
технологический пар; XVII — электроэнергия; XVIII —бензин; XIX —
реактивное топливо; XX — дизельное топливо
31
Из продуктов ожижения угля методом ИГИ может быть также получено
реактивное топливо типа ТС-1(рис.5). Для этого выделенная из суммарного
дистиллята жидкофазной гидрогенизации фракция 120—230 °С после
«обесфеноливания»
должна
низкотемпературное
ароматических
пройти
последовательно
гидрирование,
углеводородов
(6
гидроочистку
МПа,
290
три
и
°С,
стадии:
гидрирование
промышленный
алюмопалладийсульфидный катализатор). Третья стадия необходима в случае,
если в гидроочищенной фракции 120—230°С содержится более 22%.
При организации производства по этой схеме (рис.5) 3 млн. т в год
моторных топлив потребуется 19,7 млн. т в год бурого угля Канско-Ачинского
бассейна, в том числе 9 млн. т на гидрогенизацию, 3 млн. т на газификацию для
производства водорода и 7,3 млн. т на энергетические нужды. При этом может
быть обеспечена выработка следующих продуктов (в млн. т. в год): бензина—
1,45, дизельного топлива—1,62, сжиженных газов — 0,65, аммиака — 0,07 и
серы — 0,066. Термический к. и. д. такого производства составляет 55%.
Основные преимущества технологии ИГИ по получению моторных топлив
гидрогенизацией углей при невысоком давлении водорода по сравнению с
зарубежными процессами, заключаются в следующем:
1. Снижение давления процесса до 6 МПа для некоторых бурых углей и
до
10
МПа
для
высокоэффективного
каменных
углей
псевдогомогенного
вследствие
Мо
применения
катализатора,
что
позволяет сократить удельные капитальные вложения примерно в 5 раз
по сравнению с гидрогенизацией угля под давлением 30 МПа,
уменьшает расход водорода до 5—6% вместо 13—14% у зарубежных
аналогов вследствие образования меньших количеств воды и газа.
2. Сушка угля в вихревых камерах вместо трубчатых сушилок в 22 раза
снижает расход металла на этой стадии.
32
3. Вибропомол угля в диспергаторах снижает в 5,5 раз расходы на
измельчение угля по сравнению с шаровыми мельницами в зарубежных
процессах.
4. Использовано высокоскоростное сжигание шлама в циклонных топках
с жидким шлакоудалением взамен его полукоксования.
5. Применение
высокоактивных
широкопористых
или
вольфрамникельсульфидного катализатора для гидрооблагораживания
первичных угольных дистиллятов сокращает количество ступеней
гидрооблагораживания в 2 раза при получении товарных автобензинов,
реактивного и дизельного топлив.
6. Очистка циркулирующего водородсодержащего газа (ВСГ) методом
короткоцикловой адсорбционнй очистки позволяет в 12 раз сократить
затраты на этой стадии по сравнению с известными абсорбционными
методами очистки.
7. Производство водорода и топливных газов (энергетического и
технологического) методом газификации в кипящем слое под
давлением с горячей очисткой газа позволяет повысить кпд процесса с
60—70 до 85% и снизить на 20% капитальные затраты по сравнению с
известными промышленными методами газификации углей (Лурги,
Копперс—Тотцек и Винклер).
3.3.
Альтернативные методы гидрогенизации угля
С помощью механического воздействия на уголь можно увеличить
количество
извлекаемых
веществ.
Существуют
различные
методы
механического воздействия: одностороннее давление, сжатие, растяжение,
дробление, измельчение в шаровой мельнице, вибропомол, диспергация в
дезинтеграторе и т.д. Однако, в случае угля, значительный эффект дает
измельчение в вибрационной мельнице и в дезинтеграторе. Так при
механическом воздействии на уголь, органическая составляющая которого
представляет
высокомолекулярное
образование,
происходит
изменение
межатомных и межмолекулярных расстояний. Это приводит к ослабеванию
33
внутри- и межмолекулярных связей, что ускоряет различные химические
реакции.
Из многочисленных технологических схем жидкофазной гидрогенизации
наиболее экономичной является циклическая схема. Она отличается от других
меньшим расходом водорода, более низкими температурой и давлением
процесса
и
позволяет
перерабатываемого
сырья.
полностью
использо­вать
Принципиальная
схема
все
подобной
компоненты
установки
гидрогенизации приведена на рисунке 5.
Рисунок 5. Циклическая схема жидкофазной гидрогенизации топлива: 1 аппарат подготовки сырья; 2 - насос для пасты; 3 - реактор гидрирования; 4 центрифуга; 5, 6 - ректификационные установки; 7 - нейтрализатор; 8 - реактор
гидроочистки
В результате гидрогенизации всех видов твердого топлива образуются
жидкий продукт, содержащий изоалканы и нафтены, используемый в качестве
сырья для каталитического риформинга и гидрокрекинга, а также котельное
топливо и газ.
Еще одна распространенная технология гидрогенизации углей состоит из
нескольких стадий. Первой является деструктивное растворение угля в
34
органических растворителях. Собственно гидрогенизация диспергированных
веществ угля в растворителе является второй стадией процесса, при этом
образуется так называемая широкая фракция, состоящая из соединений меньшей
молекулярной массы и с большим содержанием водорода. Третьей стадией
процесса является гидролитическое расщепление углеводородов широкой
фракции в бензин и тяжелые продукты.
В качестве активного катализатора применяют смесь солей молибдена (0,2
%) и железа (0,5-1 %), наносимых на уголь из раствора или в сухом виде в
процессе измельчения угля. Донором водорода служат дистиллятные фракции
продуктов ожижения угля с температурой кипения 300-400°С после насыщения
их водородом до 1,0-1,5 % при 10 МПа. Процесс гидрогенизации осуществляется
при сравнительно небольшом давлении 10 МПа и температуре 425°С, которая
может изменяться в зависимости от свойств исходных углей.
Альтернативный метод получения синтетического топлива – это
низкотемпературная гидрогенизация угля при атмосферном давлении. Такой
метод более безопасный, но скорость протекания реакции занимает больше
времени. Увеличение скорости протекания реакции возможно при оказании на
уголь вибрационного воздействия. Также широкие исследования по экстракции
угля при атмосферном давлении с различными растворителями провел М.И.
Кузнецов. Результаты его исследования приведены в таблице 6.
Таблица 6 – Результаты экстракции каменного угля без давления
Растворитель
Температура
Количество экстракта,%
Технический тетралин
204
14,4
Крезол
176
28,2
Фенол
181
32,8
Технический хинолин
238
54,9
Технический нафталин
228
54,4
Технический антрацен
306
61,4
Хинолин + фенол
194
61,0
Нафталин + хинолин
230
54,0
35
Имея сведенья о составе и структурных особенностях угля, при правильно
подобранном растворителе, частоте и амплитуде вибрационных воздействий на
уголь, достигается максимальный выход экстракта, при минимальных
энергетических и временных затратах.
Проанализировав возможные методы повышения скорости протекания
реакции, можно сделать вывод, что наиболее приемлемыми являются методы
вибрационного воздействия на процесс гидрогенизации угля и метод ИГИ.
Применение этих технологий в процессе гидрогенизации угля являются
перспективными направлениями в научноисследовательской деятельности и
позволит снизить энергозатраты, а также повысить эффективность процесса
гидрогенизации угля.
Продолжающиеся во многих странах исследовательские и опытноконструкторские работы в области гидрогенизационной переработки углей
направлены
на
совершенствование
технологического
и
аппаратурного
оформления процессов, разработку новых катализаторов и добавок, повышение
энергетической эффективности всех стадий. Эти поиски могут обеспечить
снижение удельных затрат на получение моторных топлив из угля.
36
ВЫВОДЫ
Из вышеперечисленного можно сделать вывод, что гидрогенизация угля
является перспективным методом получения синтетического топлива. Но из-за
дороговизны
и
технологической
сложности
процессов,
при
которых
осуществляется ожижение угля, а именно большие температура и давление,
синтетическое топливо не является конкурентным по сравнению с топливом,
полученным из нефти и газа. Вот почему очень важна оптимизация процесса
гидрогенизации угля.
Существует большое разнообразие способов гидрогенизации угля. Все они
направлены на усовершенствование и оптимизацию данного процесса. Но до сих
пор синтетические жидкие топлива не являются конкурентоспособными из-за
своей дороговизны. Тем не менее такому способу получения жидких топлив/
моторных масел имеет месту быть, так как общие запасы нефти истощаются с
каждым годом все больше и больше.
37
СПИСОК ЛИТЕРАТУРЫ
1. Новые подходы в химической переработке ископаемых углей / Б.Н.
Кузнецов // Соросовский образовательный журнал. – 1996. – №6. – С.
50 – 57.
2. Интенсификация растворимости углей в органических растворителях /
С.И. Баранов, Н.К. Неронин, Г.В. Самойленко // Изменение свойств
угля при химических и физических воздействиях: сб. науч. трудов /
Институт физико-органической химии и углехимии. – Киев, 1984. – С.
102 – 110 .
3. Глущенко,
И.М.
Теоретические
основы
технологии
горючих
ископаемых / И.М. Глущенко. – М.: Металлургия, 1990. – 296 с.
4. Еремин, И.В. Химия твердого топлива / И.В. Ерѐмин, М.Н. Жарова, Г.Б.
Скрипченко. – М.: Химия, 1978. – 322 с.
5. Печуро, Н.С. Химия и технология синтетического жидкого топлива и
газа / Н.С. Печуро, В.Д. Капкин, О.Ю. Песин. – М.: Химия, 1986. – 352с.
6. Липович, В.Г. Химия и переработка угля / В.Г. Липович, Г.А. Калабин,
И.В. Калечиц. – М.: Химия, 1988. – 336 с.
7. Калечиц, И.В. Химические вещества из угля / И.В. Калечиц. – М.:
Химия, 1980. – 616 с.
8. Юркевич, Я. Углехимия / Я. Юркевич, С. Росиньский. – М.:
Металлургия, 1973. – 360 с.
9. Малолетнев
А.С.,
Кричко
А.А.,
Гаркуша
А.А.
Получение
синтетического жидкого топлива гидрогенизацией углей. М.: Недра,
1992, 129 c.
10. Дьякова М.К., Лозовой А.В. Гидрогенизация топлива в СССР. Под ред.
акад. С.С. Наметкина. М-Л.: Изд. АН СССР, 1940, 270 c.
11. Каржев В.И., Орочко Д.И. В кн: Химия и технология искусственного
жидкого топлива и газа. Тр. ВНИГИ. М-Л.: Гостоптехиздат, 1951, вып.
3, с. 71—116.
12.Hartiniati S. Proc. of the 6th Japan-China Symp. on Coal and C1 Chemistry,
Zao, Miyagi, Japan, October 1998, p. 180—183.