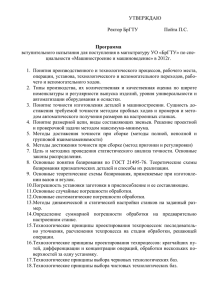
Федеральное агентство по образованию Псковский государственный политехнический институт С.И. Дмитриев ТЕХНОЛОГИЯ МАШИНОСТРОЕНИЯ Курс лекций для студентов механико-машиностроительного факультета по специальности 120100 «Технология машиностроения» Под редакцией заслуженного машиностроителя РСФСР профессора Н. П. Солнышкина Рекомендовано к изданию Научно-методическим советом Псковского государственного политехнического института Псков Издательство ППИ 2009 УДК 621 ББК 34.5 Д 53 Рекомендовано к изданию Научно-методическим советом Псковского государственного политехнического института Рецензенты: - В.А. Игнатьев – к. т. н., зам. генерального директора СП ЗАО «Альянс ПМФ»; - В.Е. Иванов – генеральный директор ОАО «Газприбор» Д53 Дмитриев С.И. Технология машиностроения. Курс лекций. / Под ред. Н. П. Солнышкина. – Псков : Издательство ППИ, 2009. – 128 с., – ил. Курс лекций предназначен для студентов специальности 120100 «Технология машиностроения» и базирующимся на ней специализациям. Излагаются материалы курса «Технология машиностроения» в соответствии с требованиями государственного образовательного стандарта по направлению «Технология, оборудование и автоматизация машиностроительного производства». В систематизированной последовательности излагаются принципы и методы проектирования технологических процессов изготовления основных деталей машин. Отражены сведения, опубликованные за последние годы в отечественной и зарубежной литературе, опыт работы передовых машиностроительных предприятий, учтены новые российские и международные стандарты. УДК 621.002 ББК 34.63 © Дмитриев С.И., 2009 © Псковский государственный политехнический институт, 2009 2 СОДЕРЖАНИЕ Содержание................................................................................................................... 2 Введение........................................................................................................................ 5 1. Технология изготовления валов ............................................................................. 6 1.1. Классификация валов, технологические задачи и технические требования ................................................................................... 6 1.2. Материалы, методы получения заготовок ..................................................... 7 1.3. Предварительная обработка заготовок для валов .......................................10 1.3.1. Правка заготовок ...................................................................................10 1.3.2. Резка заготовок из проката ...................................................................12 1.3.3. Центрование заготовок .........................................................................15 1.4. Методы обработки наружных цилиндрических поверхностей .................18 1.4.1. Точение ...................................................................................................18 1.4.2. Фрезерование и протягивание ..............................................................29 1.4.3. Отделочная обработка...........................................................................30 1.5. Методы обработки шпоночных и шлицевых поверхностей ......................53 1.5.1. Обработка шпоночных поверхностей .................................................53 1.5.2. Методы обработки шлицевых поверхностей .....................................54 1.6. Методы обработки резьбовых соединений ..................................................62 1.6.1. Основные сведения о резьбе ................................................................62 1.6.2. Нарезание резьбы лезвийным инструментом .....................................63 1.6.3. Шлифование резьбы ..............................................................................67 1.6.4. Накатывание резьбы ..............................................................................69 1.7. Особенности технологических процессов изготовления валов .................72 1.7.1. Основные схемы базирования ..............................................................72 1.7.2. Основные операции механической обработки ...................................72 2. Технология изготовления втулок .........................................................................75 2.1. Характеристика втулок...................................................................................75 2.2 Методы обработки внутренних цилиндрических поверхностей ................77 2.3 Типовые маршруты изготовления втулок .....................................................86 3. Технология изготовления дисков и фланцев ......................................................89 3.1 Типовой маршрут изготовления дисков и фланцев .....................................89 3.1.1. Типовой маршрут изготовления дисков .............................................89 3.1.2. Типовой маршрут изготовления фланцев ...........................................90 4. Технология изготовления корпусных деталей ....................................................94 4.1. Технологические задачи.................................................................................94 4.2. Материалы, методы получения заготовок ...................................................95 4.3. Основные схемы обработки и базирования .................................................95 4.4. Методы обработки плоских поверхностей ..................................................97 4.4.1. Строгание ...............................................................................................97 4.4.2. Фрезерование .........................................................................................98 4.4.3. Протягивание .......................................................................................100 4.4.4. Шабрение..............................................................................................100 4.4.5. Шлифование .........................................................................................101 4.4.6. Полирование и доводка.......................................................................102 3 4.5. Типовые маршруты изготовления корпусных деталей ............................ 103 5. Технология изготовления зубчатых колёс ........................................................ 105 5.1. Классификация зубчатых колёс, технологические задачи и технические требования ............................................................................... 105 5.2. Материалы, методы получения заготовок ................................................. 107 5.3. Основные схемы базирования ..................................................................... 108 5.4. Основные методы формообразования зубьев зубчатых колес ................ 108 5.5. Типовой маршрут изготовления зубчатых колес ...................................... 114 6. Технология изготовления рычагов .................................................................... 118 6.1. Классификация рычагов............................................................................... 118 6.2. Технологические задачи .............................................................................. 118 6.3. Материалы, методы получения заготовок ................................................. 119 6.4. Основные схемы базирования ..................................................................... 119 6.5. Типовой маршрут изготовления рычагов .................................................. 120 Список литературы .................................................................................................. 123 4 ВВЕДЕНИЕ Курс "Технология машиностроения" является завершающей частью комплекса инженерно–технологических дисциплин и базируется на ранее изученных предметах – "Инженерная графика", "Материаловедение", "Основы проектирования и конструирования", "Детали машин", "Машины и оборудование" и др. Технология машиностроения – наука о производстве машин – изучает технологические процессы, применяемые на машиностроительных предприятиях при изготовлении машин требуемого качества, в установленном производственной программой количестве при наименьших затратах материалов, наименьшей себестоимости. Технология машиностроения рассматривает методы разработки и построения рациональных технологических процессов, выбор способа получения заготовки, технологического оборудования, инструмента и приспособлений, назначение режимов резания и установление технически обоснованных норм времени. Основное содержание данного учебного пособия составляют разделы, посвященные разработке технологических процессов изготовления валов, втулок, дисков, корпусных деталей, зубчатых колес и рычагов, изложенные по единому плану в соответствии со стандартами разработки и постановки изделий на производство. За основу приняты типовые технологические процессы, прошедшие апробацию в промышленности и базирующиеся на результатах научных исследований и прогрессивном опыте машиностроительных заводов. 5 1. ТЕХНОЛОГИЯ ИЗГОТОВЛЕНИЯ ВАЛОВ 1.1. Классификация валов, технологические задачи и технические требования К валам относят детали, образованные наружными и внутренними поверхностями вращения, имеющими одну общую прямолинейную ось при отношении длины цилиндрической части к наибольшему наружному диаметру более двух. Соответственно при 2 L/D > 0.5 – детали относят к втулкам, при L/D 0.5 – к дискам. Валы классифицируются по различным признакам. По форме наружных поверхностей: • бесступенчатые; • ступенчатые; • с фасонными частями (конусами, шлицами, фланцами, зубчатыми венцами, кулачками, рейками и т.п.). По форме внутренних поверхностей: • сплошные; • полые. По соотношению размеров: • жесткие; • нежесткие. Жесткими считаются валы, у которых отношение длины к диаметру не превышает 10...12, валы с большим соотношением являются нежесткими. Особую группу составляют коленчатые, кулачковые валы, шпиндели и крупные валы (диаметром более 200 мм и массой более 1т.). Основные технологические задачи при обработке валов следующие: • выдержать заданные точность и шероховатость поверхностей; • выдержать прямолинейность общей оси; • выдержать концентричность поверхностей вращения; • выдержать соосность резьбы с наружными поверхностями или внутренними точными цилиндрическими отверстиями; • обеспечить параллельность шпоночных канавок и шлицев оси вала. Основные технические условия на изготовление валов следующие: • точность диаметральных размеров шеек – 6-7 квалитет, а в отдельных случаях по 5 квалитету; • допуск круглости и конусообразности шеек – не более 0.2...0.4 допуска на диаметр; • допуск радиального биения посадочных шеек относительно базирующих – не более 0.01...0.04 мм; • допуск торцевого биения опорных торцов – не более 0.02...0.03 мм; • допуск параллельности шпоночных канавок или шлицев оси вала – не более 0.03 мм на длине 100 мм; 6 • допуск симметричности оси шпоночного паза относительно оси вала – 0.02...0.03 мм; • допустимая искривленность оси вала – 0.03...0.05 мм/м; • шероховатость поверхностей посадочных шеек – Ra = 1.6...0.2 мкм, торцов и уступов – Ra = 6.3...1.6 мкм. 1.2. Материалы, методы получения заготовок Для изготовления валов применяют различные материалы. 1. Конструкционные стали: 25, 30, 35, 40, 45, которые характеризуются хорошей обрабатываемостью резанием и термообрабатываемостью, малой чувствительностью к концентрации напряжений. Валы из среднеуглеродистой стали термообрабатывают до твердости HB 230...260. Шейки валов из низкоуглеродистых сталей для повышения износостойкости цементируют с последующей термообработкой до твердости HRCэ 50...60. 2. Легированные стали: 40Г, 40Х, 18ХГТ, 35ХС, 30ХН3 и др., которые применяются для ответственных валов. Их применение ограничено ввиду большой стоимости и повышенной чувствительности к концентрации напряжений. 3. Чугуны: высокопрочные, ковкие, модифицированные, которые применяют для крупных и специальных валов (валки прокатные, шпиндели крупных металлорежущих станков). Эти материалы износостойки и гасят колебания. Заготовки для валов преимущественно получают следующими способами: • резкой проката; • пластическим деформированием. Прокат применяют в большинстве случаев для валов с малыми перепадами ступеней в любых типах производств. Наибольшее применение имеет горячекатаный прокат. Для длинных гладких валов применяют холоднотянутый калиброванный прокат, который на 50 процентов дороже горячекатаного. Точность горячекатаного проката соответствует 12...14-му квалитету, холоднотянутого – 9...12-му квалитету. В производстве с большим объемом выпуска и при изготовлении валов сложной конфигурации с большими перепадами ступеней (более 10 мм) заготовки получают методами пластического деформирования. Это позволяет получить заготовки по форме и размерам более близким к готовой детали, что повышает производительность механической обработки и снижает металлоемкость. Применяют следующие методы получения заготовок пластическим деформированием: • ковка; • штамповка; • прокатка поперечно-винтовая. Свободная ковка применяется в единичном производстве для получения заготовок тяжелых валов из слитка. В мелкосерийном производстве применяется ковка в подкладных штампах. В серийном производстве широкое распро7 странение имеет горячая штамповка заготовок в открытых штампах (облойная), в крупносерийном и массовом производствах – в закрытых штампах (безоблойная). При изготовлении заготовок с односторонним утолщением эффективна штамповка на горизонтально-ковочных машинах (ГКМ). Поковки, получаемые на ГКМ, как правило, без штамповочных уклонов из-за наличия двух взаимноперпендикулярных разъемов штампа. Для повышения точности штампованных заготовок применяют их калибровку (чеканку). Исходным материалом для кованых и штампованных заготовок служит круглый прокат. Наиболее прогрессивными современными способами получения заготовок пластическим деформированием являются штамповка на радиально-обжимных и ротационно-ковочных машинах. В процессе ротационного обжатия улучшается структура металла, повышаются его механические свойства, экономится металл. Сущность процесса состоит в том, что прутковая заготовка подвергается обжатию бойками, движущимися навстречу друг другу (рис. 1). 8 1 2 а) 1 2 б) Риc. 1. Схемы ковки на ротационно-ковочной (а) и радиальнообжимной (б) машинах : 1-бойки ; 2-поковка 1 3 2 Рис. 2. Схема поперечно-винтовой прокатки : 1-заготовка ; 2-валки ; 3-патрон 9 Основным преимуществом данного вида обработки является получение поковок высокой точности (при холодном обжатии – 6...8 квалитет, при горячем – 11...13 квалитет) с высокой чистотой поверхности (Rа = 0.63...0.32 мкм), что позволяет исключить из дальнейшей механической обработки точение, а в некоторых случаях и шлифование. Разновидностью холодной штамповки является редуцирование – протягивание металла через коническую матрицу. Применяется для формообразования сплошных и пустотелых ступенчатых валов из сталей. Достигаемая шероховатость поверхности Rа = 0.16...0.04 мкм. Прогрессивным процессом непрерывного изготовления заготовок ступенчатых валов является поперечно-винтовая прокатка на трехвалковых станах. Способ заключается в том, что три приводных валка (рис. 2) вращают заготовку, которая принудительно перемещается в осевом направлении со значительным натяжением, создаваемым натяжным устройством через свободно вращающийся патрон, захватывающий передний конец заготовки. Во время прокатки валки сближаются и разводятся на требуемый размер в соответствии с заданным профилем. Главные требования к заготовкам для валов – прямолинейность и минимальные припуски на обработку. Выбору метода получения заготовки должны предшествовать техникоэкономические расчеты. Метод получения заготовки выбирают, сравнивая суммарные затраты производства заготовок и их черновой механической обработки по сопоставляемым вариантам. 1.3. Предварительная обработка заготовок для валов Для подготовки заготовок к механической обработке производится их предварительная обработка. Заготовки из проката проходят следующую предварительную обработку: • правка прутка; • обдирка; • разрезание; • обработка торцев, центровых отверстий, иногда – крайних шеек. Поковки и штамповки проходят операции: • термическая обработка (отжиг) для улучшения обрабатываемости и снятия остаточных напряжений; • обработка торцов и центровых отверстий; • обдирка. 1.3.1. Правка заготовок Заготовки для валов правят с целью устранения искривления осей. Различают правку в холодном и горячем состоянии. Холодная правка применяется для проката. Правка в горячем состоянии применяется для поковок и штамповок при значительном их диаметре и длине, при большом отклонении от прямолинейности оси заготовок или при отсутствии оборудования требуемой мощности. Общий нагрев заготовки для правки осуществляется в печах, местный – газовой 10 или плазменной горелкой. В некоторых случаях правят готовые валы в холодном состоянии. Перед правкой валы проверяют в центрах и при этом определяют места, подлежащие правке. Способы правки заготовок приведены в таблице 1.1 [12]. Таблица 1.1. Способы правки заготовок Оборудование или Отклонение при правспособ ке, мм на 1 м длины 1 2 Вальцеправильные станы Листоправильные От ± 1 до ± 2 Углоправильные Прессы Горизонтально гибочные Вертикально-гибочные До ± 1 До ± 1 До ± 1 Винтовые Пневматические Местная кривизна Кривошипные, фрикционные и реечные до ± 0.15 Гидравлические Область применения 3 Листовой прокат от 10 * 3000 до 40 * 3000 Угловой прокат до № 20 Балки и швеллеры до № 60 Балки и швеллеры до № 45 Прутки и заготовки диаметром до 30 мм Прутки и заготовки диаметром до 50 мм Прутки и заготовки диаметром до 100 мм Прутки и заготовки диаметром 150 мм и более Машины Листы толщиной до 0.6 мм и тонкая мягкая проволока Прутки и заготовки диаметром Роликовые правильные От ± 0.5 до ± 1 до 200 мм Прутки и заготовки диаметром Косовалковые От ± 0.5 до ± 0.8 до 100 мм Правка и резка проката круглого, шестигранного и квадратного размером Правильно-отрезные От ± 0.5 до ± 0.7 до 16 мм. Правка материала, поставляемого в мотках и бухтах. Длина заготовки 0.16-9 м Без обработки – от ± 0.5 Правка и калибровка проката диадо ± 1; предварительно метром 5-100 мм. Длина обрабатываобточенного – от ± 0.05 емых прутков 2-7 м Правильно-калибровочные до ± 0.2. Точность по диаметру 0.03 – 0.05 мм. Резьбонакатные (прокатка Правка коротких цилиндрических между гладкими плашкаОт 0.05 до 0.10 заготовок и проката (оси, пальцы, цими) линдры и т.п.) На плитах посредством Правка проката и заготовок небольударов кувалды, ручника От 2 до 3 шого диаметра в мелкосерийном и или молотка единичном производстве Правильно- растяжные 11 Продолжение табл. 1.1 Оборудование или Отклонение при правспособ ке, мм на 1 м длины 1 2 Ручная правка в зажимных приспособлениях с помощью рычаОт 0.10 до 0.25 гов. Плоские элементы – до Ацетилено-кислородная 0.5; биение валов от 0.4 до 0.6 Область применения 3 Правка заготовок для деталей (шатуны, рычаги, тяги и т.п.) Правка листов, сортового фасонного проката, сварных конструкций 1.3.2. Резка заготовок из проката Способы резки заготовок из проката приведены в таблице 1.2 [12]. Таблица 1.2. Способы резки заготовок Способ и оборудование 1 Газовая резка Ацетилено-кислородная Кислородная Кислородно-флюсовая Плазменно-дуговая Резка на ножницах Пресс-ножницах с прямыми и фасонными ножами Точность резки, мм Область применения 2 3 Резка заготовок различной конфигурации из листового проката толщиной до 200 мм Резка заготовок различной конфигурации из листоПри ручной резке вого проката толщиной 100 мм, профильного прокаот ± 4 до ± 10;при та, труб (с наружным диаметром 150-300 мм и толмашинной от ± 1 щиной стенок до 16 мм), листового проката с однодо ± 2 временной подготовкой X- или U- образных кромок Резка заготовок из проката, выполненного из хромоникелевых и коррозионно-стойких сталей (толщиной до 450 мм), чугуна, цветных металлов и сплавов Резка заготовок из проката толщиной до 100 мм, выполненного из низкоуглеродистых, легированных сталей и цветных металлов Резка листового и полосового проката толщиной до 25 мм, квадратного и круглого проката диаметром до 200 мм, углового проката Резка листового и полосового проката толщиной до Гильотинных От ± 0.25 до ± 3 20 мм и шириной до 1500 мм Резка листового проката толщиной до 20 мм и Дисковых с параллельОт ± 0.25 до ± 0.6 шириной до 300 мм ными осями Резка листового проката толщиной 6 – 8 мм для загоДисковых с наклонными товок с контурами, очерчёнными кривыми и прямыОт ± 0.4 до ± 1 осями ми линиями. Наименьший радиус кривизны составляет 0.4 – 0.7 диаметра дискового ножа Одновременная резка широкой ленты (до 1500 мм) Многодисковых с паралДо ± 0.25 на узкие и листов на полосы. Толщина проката лельными осями 0.5–4 мм Резка листового проката для заготовок с малым аадиусом кривизны (R < 12 мм) и вырезка отверВибрационных От ± 0.25 до ± 0.6 стий без предварительного сверления (толщина проката не более 3 мм) От ± 1 до ± 6 12 Продолжение табл. 1.2 Способ и оборудование Точность резки, мм Область применения 1 2 Угловых От ± 0.6 до ± 1.3 3 Резка углового проката размером до 200 * 200 * 25 мм Резка балок и швеллеров до № 60 Профильных От ± 0.6 до ± 1.9 Резка на прессах Механических и гидравОт ± 2 до ± 4 лических Резка на пилах и ножовках Дисковых Ленточных Приводных ножовках От ± 0.4 до ± 3 От ± 1.5 до ± 5 От ± 2 до ± 4.5 Разрезка в штампах проката диаметром до 30 мм Резка круглого проката больших сечений Резка проката любого профиля из стали и цветных металлов диаметром до 250 мм. Ширина реза 0.8-1.3 мм Резка круглого и профильного проката диаметром до 300 мм. Ширина реза 1-3.5 мм Фрикционных и электрофрикционных ножов- От ± 1.6 до ± 5 ках Отрезка на отрезных станках и установках Фрезерно-отрезных От 2.5 до 4.5 Токарно-отрезных Горизонтальнофрезерных От 0.3 до 0.8 От 0.4 до 0.7 Абразивно-отрезных От 0.3 до 0.7 Анодно-механических От ± 0.15 до ± 0.3 Ультразвуковых От ± 0.1 до ± 0.5 Электроэрозионных Черновая от ± 0.5 до ± 2; чистовая от ± 0.03 до ± 0.2 Электронно-лучевых От ± 0.01 до ± 0.05 Лазерных От ± 0.001 до ± 0.05 Отрезка круглого и профильного проката диаметром до 500 мм на универсальных станках и диаметром до 800 мм на специальных Отрезка прутков и труб диаметром до 80 мм Отрезка проката размером до 60 мм Отрезка проката с высокой твёрдостью. Применяют абразивные круги диаметром 30-500 мм и толщиной 0.5-4 мм и алмазные круги диаметром 50-320 мм и толщиной 0.15-2 мм Отрезка проката с высокой твёрдостью диаметром 200-250 мм. При применении вместо дисков стальной ленты толщиной 1-2 мм и шириной 15-20 мм или стальной проволоки диаметром 2-2.5 мм можно осуществлять фигурную вырезку заготовок Отрезка твёрдых и хрупких материалов (керамика, кварц, кремний, стекло, германий, алмаз, рубин и т.п.) Отрезка круглого проката и труб, выполненных из стальных и твёрдосплавных материалов. При применении латунной проволоки диаметром 0.05-0.3 мм можно осуществлять фигурную вырезку Отрезка небольших заготовок из металлов, полупроводниковых и изоляционных материалов. Можно осуществлять фигурную вырезку Отрезка небольших заготовок из любых материалов. Можно осуществлять фигурную вырезку Характеристика некоторых основных способов резки приведена ниже. Резка на приводных ножовках применяется в единичном и мелкосерийном производствах, в ремонтных цехах. Это самый простой и дешевый способ, не требующий высокой квалификации из-за простоты обслуживания. Материал 13 разрезается ножовочным полотном из быстрорежущей стали толщиной 2 мм, которое совершает возвратно-поступательные движения от механического привода. Резание производится во время рабочего хода, при обратном ходе полотно приподнимается, что уменьшает его износ. Ширина прореза не превышает 4 мм. Однако, из-за получения прореза косым снижается эффект применения тонких полотен, так как после отрезки требуется подрезать торцы заготовки для придания им перпендикулярности к оси. По сравнению с другими отрезными станками производительность приводных ножовок самая низкая. Резка дисковыми пилами имеет наиболее широкое применение. Резание производится тонкой фрезой толщиной 4...8 мм, которая при большом диаметре (500...1500 мм) изготовляется составной: диск из углеродистой стали, к которому крепятся зубчатые сегменты из быстрорежущей стали. Разрезание прутков производится по одному или пакетом. При разрезании круглого прутка и фасонного профиля площадь сечения постоянно изменяется по мере движения пилы, вследствие чего изменяется сила резания. Для стабилизации силы резания отрезные станки имеют специальный механизм гидравлической подачи, который позволяет производить резание с переменной величиной подачи. Для закрепления разрезаемого материала на станках имеется гидравлическое зажимное приспособление. Резка ленточными пилами применяется значительно реже. Это связано с высокой стоимостью инструмента – пильной ленты толщиной не более 2 мм. В основном ленточные пилы ввиду малой ширины реза применяются при разрезании материала из цветных сплавов и для вырезания фасонных профилей (кривошипов, шатунов и т.п.). Резка на фрикционных пилах производится тонким (2...3 мм) стальным диском большего диаметра (1000...1800 мм) вращающимся со скоростью 100...140 м/с. При трении диска о разрезаемый материал происходит нагрев металла в прорезе до температуры плавления. Расплавляемый металл удаляется из прореза вращающимся диском, который охлаждается воздухом и водой. Способ резки имеет большую производительность и позволяет разрезать закаленные стальные детали. Недостатком данной резки является большая мощность привода. Разновидностью фрикционной резки является резка на электрофрикционных пилах. Отличием данного способа является совмещение работы фрикционной пилы с вольтовой дугой, так как вращающийся диск и разрезаемый материал соединены с электрическим источником. Температура в зоне резания увеличивается за счет электрической дуги. Анодно-механическая резка производится диском, лентой или проволокой, которые с небольшим давлением скользят по плоскости реза. Инструмент и разрезаемая заготовка соединены с источником постоянного тока, проходящего через электролит. В месте контакта возникают микроэлектродуги, материал расплавляется и уносится струёй электролита, подаваемого в зону резания. Применяется для разрезания материала высокой твердости и фигурной вырезки. Резка на абразивно-отрезных станках производится абразивным кругом толщиной 0.5...4 мм или алмазным толщиной 0.15...2 мм диаметром 200...500 мм. Отрезные круги диаметром до 500 мм изготовляют с упрочняющей стекло14 сеткой, круги диаметром более 500 мм – с упрочняющими элементами внутри круга и по его боковым поверхностям. На торцевых поверхностях кругов диаметром 150 мм и более, высотой 1.5 мм и более предусматривают рифления или поднутрения, уменьшающие высоту круга от периферии к центру, что улучшает условия резания (снижает боковое трение), качество поверхности реза (отсутствуют прижоги и подкаливание) и снижает потребляемую энергию. Абразивно-отрезные станки могут быть с ручным управлением, полуавтоматическим и автоматическим. Режимы резания: рабочие скорости вращения кругов без упрочняющих элементов – 50...60 м/с, с упрочняющими элементами – 60...80 м/с; подачи – 60...2500 мм/мин. Резка применяется для труб, прутка, фасонного проката, для материалов высокой твердости (отбеленных чугунов, твердого сплава и др.) или для труднообрабатываемых жаропрочных и титановых сплавов, когда нерационально (или невозможно) использование ленточных или дисковых пил. Недостатком способа является наличие абразивной пыли. Резка на токарных станках производится отрезным резцом. В единичном и мелкосерийном производстве применяются универсальные токарные станки, в крупносерийном и массовом – специальные токарно-отрезные. Токарноотрезные станки имеют два суппорта и работают одновременно двумя резцами, что повышает производительность. Увеличение производительности отрезных станков достигается также устройством, регулирующим и поддерживающим постоянную скорость резания. По мере приближения резцов к оси прутка число оборотов шпинделя станка увеличивается, что ускоряет отрезание. Рубка на прессах является производительной операцией. Применяется для прутка диаметром до 30 мм. При рубке прутков большего диаметра необходим предварительный надрез. Недостатком способа является смятие торца заготовки, что требует дополнительной его обработки. Плазменно-дуговая резка производится сжатой плазменной дугой, которая горит между заготовкой (анодом) и плазменной горелкой (катодом). Низкотемпературная плазма генерируется дуговыми или высокочастотными плазмотронами. Процесс высокопроизводительный и применяется в поточном производстве. 1.3.3. Центрование заготовок Механическую обработку валов начинают с операции подготовки технологических баз – обработки торцов и их зацентровки. Центровые отверстия у валов являются искусственными технологическими базами. Применение центровых отверстий в качестве технологических баз позволяет обеспечить при обработке наружных поверхностей (точение, шлифование, обработка шлицев и шпоночных канавок) принцип постоянства баз. Центровые отверстия могут использоваться для контроля и правки валов, для заточки и переточки режущего инструмента, при ремонтных работах. Ввиду значимости центровых отверстий к ним предъявляются следующие требования: • соблюдение правильной формы и размеров; • достаточная площадь опоры; 15 • соосность; • постоянство глубины центровых отверстий в партии заготовок. Форма центровых отверстий зависит от их служебного назначения, размеры – от габаритов и массы вала. Форма и размеры центровых отверстий стандартизованы. Основные формы центровых отверстий приведены на рис. 3. Центровые отверстия формы А применяются в случаях, когда: • после обработки необходимость в центровых отверстиях отпадает; • сохранность центровых отверстий в процессе эксплуатации гарантируется соответствующей термообработкой. Центровые отверстия формы В (с предохранительной фаской) применяются когда: • являются технологической базой для многократного использования; • сохраняются в готовых изделиях. Центровые отверстия формы Т применяются для оправок и калибровпробок. Центровые отверстия формы F (с резьбой в цилиндрической части) применяются: • для монтажных работ; • для транспортирования, хранения и термообработки валов в вертикальном положении. Центровые отверстия формы Н применяются в тех же случаях, что и формы F с учетом случаев применения центровых отверстий с предохранительной фаской формы В. Центровые отверстия формы R применяются при повышенных требованиях к точности обработки. В отличии от остальных форм контакт центра станка с поверхностью центрового отверстия формы R происходит не по поверхности конуса, а по линии. Это позволяет самоустанавливаться заготовке при закреплении в центрах при несоосности центровых отверстий. На практике чаще всего применяются центровые отверстия с углом конуса 60 градусов. При обработке крупных, тяжелых валов этот угол увеличивают до 75 или 90 градусов. Для того, чтобы центр станка соприкасался с центровым отверстием заготовки только по поверхности конуса, центровые отверстия всегда имеют цилиндрическую часть малого диаметра. В зависимости от масштаба выпуска валов обработку торцев и центровых отверстий выполняют на различном оборудовании или с последовательным или с параллельно-последовательным выполнением переходов. В единичном и мелкосерийном производствах обработку производят последовательно на универсальных токарных и токарно-револьверных станках за два установа. В серийном производстве при раздельной обработке торцов и отверстий применяют: продольно-фрезерные, горизонтально-фрезерные станки для обработки торцов; вертикально-сверлильные, односторонние или двусторонние центровальные станки – для обработки центровых отверстий. 16 0 120 60 max Форма B d L L1 Форма R Форма T Форма H 60 d D Форма F 60 D L d3 L3 120 D Форма А L1 L Рис. 3. Основные формы центровых отверстий При совмещении обработки торцов и отверстий на одном станке применяют двусторонние фрезерно-центровальные полуавтоматы. Эти станки имеют две позиции для установки заготовок, на которых производится последовательно фрезерование и центрование одновременно двух торцов (рис. 4). В крупносерийном и массовом производствах обработка торцов и центрование производится на фрезерно-центровальных станках барабанного типа или на центровально-подрезных станках. При раздельной обработке применяются 17 двусторонние торцефрезерные автоматы и двусторонние центровальные автоматы. Двусторонние станки обеспечивают при обработке более высокую точность взаимного положения торцов и центровых отверстий. Двусторонние центровально-подрезные станки позволяют также обтачивать крайние шейки валов, снимать фаски, сверлить и растачивать отверстия в торцах и нарезать резьбу. Применение данного оборудования позволяет в дальнейшем обработать вал за один установ, поскольку наружные поверхности крайних шеек уже обработаны и нет необходимости переустанавливать вал. После обработки на центровально-подрезных станках не требуется дополнительная подрезка торцев на токарном станке, в то время как после фрезерования чаще всего такая подрезка требуется. Поэтому, если токарная операция выполняется на станках с ЧПУ, то обработку технологических баз целесообразно выполнять на центровально-подрезных станках. При последующей обработке валов (после термической обработки) требования к точности центровых отверстий повышаются. Для повышения точности коническая поверхность центровых отверстий шлифуется на специальных центро-шлифовальных станках или притирается на токарных станках. Центрование заготовок может производиться: • специальными комбинированными центровочными сверлами; • спиральным сверлом и зенковкой, применяемыми последовательно; • специальной инструментальной головкой, состоящей из одного или двух широких твердосплавных резцов и комбинированного центровочного сверла, которая позволяет одновременно подрезать торец и сверлить центровое отверстие (на центровально-подрезном станке). 1.4. Методы обработки наружных цилиндрических поверхностей Классификация основных методов обработки наружных цилиндрических поверхностей приведена на рис. 5 [9]. Приведенные данные относятся к деталям из стали. Для деталей из чугуна и цветных сплавов допуски на размер следует принимать на один квалитет точнее. 1.4.1. Точение Наиболее распространенным методом обработки наружных цилиндрических поверхностей является точение резцами на токарных станках. Для точения применяют проходные, подрезные (прямые и отогнутые), отрезные, канавочные и другие резцы с пластинками из быстрорежущей стали или твердого сплава. В зависимости от назначения точение подразделяется на черновое, чистовое и тонкое. Такое разделение позволяет использовать при черновом точении менее точное оборудование, сохраняя прецизионные станки для окончательной обработки. 18 а) б) Рис. 4. Схема обработки вала на фрезерно-центровальном станке: а) позиция фрезерования торцев; б) позиция сверления центровых отверстий 19 Черновое Чистовое 10 - 9 - 8 6,3 - 0,4 Тонкое Чистовое 7 - 6 3,2 - 0,2 Хонингование Предварительное 20 Доводка (притирка) Получистовое 5 - 3 0,16 - 0,01 4 - 3 0,1 - 0,01 5 - 3 0,1 - 0,012 Суперфиниширование 5 - 4 0,4 - 0,08 Полирование Рис. 5. Классификация основных видов обработки наружных цилиндрических поверхностей: цифры в числителе означают достигаемые квалитеты, в знаменателе – параметр шероховатости Ra, мкм 8-7-6 1,6 - 0,2 Тонкое 6 - 5 1,6 - 0,1 Отделочная обработка 7-6-5 0,8 - 0,05 Размеры рифлений Обработка давлением 10 - 9 - 8 0,8 - 0,1 Обкатывание 9 - 8 6,3 - 0,4 Шлифование Выглаживание 13 - 12 - 11 25 - 1,6 14 -13 -12 50 - 6,3 Точение Основные методы и виды обработки Наружные цилиндрические поверхности Накатывание Черновое точение применяется для удаления с максимальной производительностью припусков на обработку и приближения формы и размеров заготовки к форме и размерам готовой детали. Повышение производительности чернового точения достигается за счет увеличения глубины резания до 3...10 мм (припуски снимаются за один рабочий ход) и подачи до 0.3...2 мм/об. При черновом точении подача ограничена: • жесткостью детали; • способом её крепления; прочностью и жесткостью резца; • возможностями механизма подач станка. Скорость резания при точении быстрорежущими резцами не превышает 60 м/мин, при точении твердосплавными резцами не превышает 200 м/мин для стали и 140 м/мин при обработке чугуна. Целью чистового точения является получение заданной точности обработки. Глубина резания не превышает 0.5 мм. Подача ограничивается заданной шероховатостью обрабатываемой поверхности и не превышает 0.3 мм/об. Повышение производительности достигается за счет увеличения скорости резания до 270 м/мин при обработке твердосплавными резцами стали и до 190 м/мин для чугуна. При повышенных требованиях к точности обработки может применяться промежуточная обработка – получистовое точение, что позволяет уменьшить влияние технологической наследственности. Способы установки заготовок на токарных станках приведены в табл. 1.3 [5]. Таблица 1.3. Способы установки заготовок на токарных станках Заготовки Способ установки Точность обработки, мм Жёсткие цилиндричеВ центрах – ские; l/d = 5...12 Нежёсткие цилиндри- В центрах и на люне– ческие; l/d > 12 тах В патронах (крепле- При установке; без выверки – Жёсткие небольшой ние за наружную и 0.1; в термически необрабодлины; l/d < 5 внутреннюю поверх- танных кулачках – 0.03; с выность веркой, в четырёх кулачковом патроне – 0.05 С предварительно обНа оправках – работанным базовым отверстием Большого диаметра и В патроне и заднем 0.05-0.10 длины центре Нежёсткие сложной В патроне и на непо- 0.03-0.05 (установка с выверконфигурации; l/d > 12 движном люнете кой) Корпусные сложной На планшайбе – формы Корпусные На угольнике 0.1 21 Установка в центрах наиболее часто применяется при точении валов, а также втулок, закреплённых на оправках. Мелкие и средние по массе валы устанавливают на цельные упорные центры. При необходимости подрезания торца заготовки со стороны задней бабки используют полуцентры. При точении с высокими скоростями резания применяют вращающиеся задние центры. Точность установки на таких центрах ниже, чем на неподвижных. Заготовки с отверстием устанавливают на центры увеличенного диаметра со срезанной вершиной конуса (грибковые центры). Рифленые центры применяют для возможности обработки валов без переустановки, так как обработка происходит без поводка. Установка на рифленые центры не обеспечивает высокой точности обработки (радиальное биение – до 0.5 мм) и допускает только однократное использование центровых отверстий из-за их повреждения. При обработке валов с одной установки по всей длине заготовки без повреждения центрового отверстия применяются специальные торцевые поводковые центры. Заготовки малого диаметра устанавливают на обратные центры, используя при этом конусные фаски на наружной поверхности. Точность обрабатываемых валов по длине зависит от постоянства размеров передних центровых отверстий в партии деталей (при обработке на настроенных станках). При колебании размеров центровых отверстий торцы валов при обработке окажутся на разных расстояниях от торца шпинделя, что приведет к возникновению погрешности размеров длин ступеней валов. Поэтому необходимо или обеспечивать постоянство размеров отверстий или применять плавающий передний центр. Заготовки с отверстием большого диаметра устанавливают на центры с помощью пробок или крестовин. При обработке заготовок нежестких валов в качестве дополнительной опоры, повышающей жесткость технологической системы, применяют люнеты (подвижные и неподвижные). Неподвижные люнеты применяются при обработке тяжелых заготовок. Они могут быть открытого и закрытого типа. Для установки неподвижного люнета необходимо протачивание пояска или применение специальной регулируемой муфты. При обработке нежестких легких заготовок применяются подвижные люнеты, которые устанавливаются на каретку токарного станка. Для обработки наружных поверхностей вращения применяют центровые и бесцентровые токарные станки. Бесцентровые токарные станки применяют для точения труб и круглого проката. Обработка производится вращающимися многорезцовыми головками при продольной подаче заготовок. Концентрические поверхности деталей валов, втулок обрабатывают на токарно-центровых и патронных токарных станках. Детали типа дисков (со значительными по размеру торцевыми поверхностями) обрабатывают на лоботокарных станках. Лоботокарные станки имеют устройства для поддержания постоянной скорости резания и занимают меньшую площадь, чем центровые станки. 22 Наиболее широкое применение среди центровых станков в единичном и мелкосерийном производстве нашли универсальные токарные патронноцентровые станки горизонтальной компоновки. Осевые и диаметральные размеры у ступенчатых валов при обработке первой заготовки партии получают настройкой станка на каждый из размеров методом пробных рабочих ходов. Остальные заготовки партии обрабатывают по лимбу или по установленным упорам. Для увеличения производительности универсальных станков в мелкосерийном производстве ступенчатые валы можно обрабатывать с помощью копировальных приспособлений или гидрокопировальных суппортов методом копирования эталонной детали или специального копира. Обработка на токарно-карусельных станках применяется для заготовок больших диаметров при относительно малой длине (l/d1). Токарнокарусельные станки делятся на одностоечные с одним вертикальным суппортом с пятипозиционной револьверной головкой и боковым суппортом с четырехрезцовым поворотным резцедержателем и двустоечные с двумя вертикальными и одним боковым суппортом. Выпускаются как универсальные токарно-карусельные станки, так и с ЧПУ. Наружные цилиндрические и торцевые поверхности обрабатывают как вертикальным, так и боковым суппортом. Заготовки тел вращения устанавливают по отверстию и торцу или по наружному диаметру и торцу на планшайбе станка. Обработка на токарно-револьверных станках применяется для разнообразных деталей типа тел вращения, изготавливаемых из прутка или из штучных заготовок от мелкосерийного до крупносерийного производств. В мелкосерийном производстве данные станки эффективны для групповой обработки заготовок. Токарно-револьверные станки отличаются возможностью концентрации большого числа переходов в одну операцию, в которой данные переходы выполняются последовательно (рис. 6). Характерной особенностью токарно-револьверных станков является наличие револьверной головки с режущим инструментом и одного или двух поперечных суппортов. Различают токарно-револьверные станки с вертикальной осью вращения револьверной головки и с горизонтальной осью вращения. Револьверные головки имеют возвратно-поступательное движение, а с горизонтальной осью ещё и поперечное перемещение. Обработка на токарноревольверных станках ведется по методу автоматического получения размеров, так как станок предварительно настраивают по регулируемым упорам. Для токарно-револьверных станков типично совмещение переходов (чаще черновых): обтачивание и сверление, растачивание и обтачивание, подрезание торцов и снятие фасок и т.п. Обработка на токарных многорезцовых и многорезцовых копировальных станках характеризуется совмещением переходов операций и автоматическим получением размеров. Эти станки предназначены для обработки в патроне или центрах заготовок различных тел вращения в среднесерийном и крупносерийном производствах. Станки одношпиндельные с горизонтальной или вертикальной компоновками, имеют два суппорта и работают в полуавтоматическом 23 режиме. Установка, закрепление и съем детали осуществляется вручную, а подвод суппортов с резцами, обработка заготовки, возврат суппортов в исходное положение и остановка станка – автоматически. 1 4 2 5 6 3 Рис. 6. Схема обработки вала на токарно-револьверном станке: 1-подача прутка до упора; 2-зацентровка торца; 3,4-точение наружной поверхности; 5-точение канавки; 6-отрезка вала 24 S ng S Рис. 7. Схема обработки вала на многорезцовом полуавтомате Рис. 8. Схема обработки вала на копировальном полуавтомате : 1-барабан ; 2-копир ; 3-щуп ; 4-продольный суппорт ; 5-поперечный суппорт 25 На многорезцовых полуавтоматах используют большое число одновременно работающих резцов, которые движутся по одинаковым траекториям. Эти резцы устанавливают на продольном и поперечном суппортах (рис. 7). На точность многорезцового обтачивания влияет погрешность взаимного положения резцов в наладке, их неравномерный износ, переменные отжатия технологической системы при разновременном вступлении резцов в работу, жесткость заготовки. На копировальных многорезцовых полуавтоматах (рис. 8) профиль заготовки обрабатывается одним резцом копировального суппорта с управлением его работы по копиру. Точение канавок производится канавочными резцами с поперечного суппорта. Копировальные полуавтоматы при переходе на обработку другой заготовки переналаживаются путем смены копира. При наличии копирного барабана с несколькими копирами возможна многопроходная обработка. Обработка основного профиля заготовки только одним резцом значительно упрощает наладку и подналадку резцов по сравнению с многорезцовыми станками. Использование меньшего числа инструментов позволяет обрабатывать нежесткие валы и применять повышенные режимы резания. Обработка на одношпиндельных и многошпиндельных токарных автоматах и полуавтоматах применяется в крупносерийном и массовом производствах для деталей тел вращения, требующих применения большого числа разнообразных инструментов. Автоматы и полуавтоматы, в зависимости от компоновки, делятся на горизонтальные и вертикальные, а по числу шпинделей – на одношпиндельные и многошпиндельные. Горизонтальные одношпиндельные автоматы подразделяются на автоматы продольного точения и токарноревольверные. На одношпиндельных автоматах продольного точения изготавливают детали из прутка диаметром до 30 мм и длиной до 100 мм чаще всего в часовой, радио- и приборостроительной промышленностях. На этих станках шпиндельная бабка имеет продольное поступательное перемещение. Все суппорты (четыре-пять) расположены веерообразно вокруг обрабатываемого прутка и имеют только поперечные перемещения. Шпиндель всегда вращается в одну сторону (левое вращение), поэтому правая резьба нарезается методом обгона. Одношпиндельные токарно-револьверные автоматы предназначены для обработки деталей сложной формы диаметром 10...63 мм. Автоматы имеют три-четыре поперечных суппорта и продольный суппорт с шестипозиционной револьверной головкой. В одном из гнезд револьверной головки устанавливается упор, до которого подается пруток на необходимую длину. Многошпиндельные горизонтальные автоматы и полуавтоматы подразделяются на горизонтальные прутковые и патронные полуавтоматы. Токарные многошпиндельные прутковые автоматы применяются для обработки прутков диаметром 12...100 мм и длиной до 160 мм. На токарных многошпиндельных патронных полуавтоматах обрабатывают штучные заготовки диаметром до 200 мм и длиной до 200 мм. На многошпиндельных горизонтальных автоматах и полуавтоматах обработка проводится последовательно на четырех, шести или 26 восьми позициях по числу шпинделей станка. Четырехшпиндельные автоматы имеют четыре поперечных и один продольный суппорт, остальные – шесть поперечных и один продольный суппорт. Все многошпиндельные станки выпускаются с одинарной индексацией, а шести и восьмишпиндельные выпускаются также с двойной индексацией, т.е. они могут работать соответственно как два трехшпиндельных или два четырехшпиндельных станка. При двойной индексации имеются две загрузочные позиции, при одинарной – одна загрузочная позиция. Восьмишпиндельные автоматы и полуавтоматы можно настраивать как на одинарную, так и на двойную индексацию, в последнем случае шпиндельный блок поворачивается сразу на две позиции. В отличие от восьмишпиндельных, шестишпиндельные автоматы и полуавтоматы с двойной индексацией не могут быть переналажены на обработку с одинарной индексацией. При обработке на многошпиндельных станках имеются особенности: • продолжительность обработки на всех позициях должна быть одинаковой; • частота вращения шпинделей для каждой наладки одинакова и не изменяется в процессе изготовления детали; • величина продольной подачи на всех позициях одинакова и назначается по лимитирующему переходу; • направление вращения рабочих шпинделей правое и не меняется в процессе обработки; • правую резьбу нарезают вращающимся инструментом с отставанием от вращения прутка, а свинчивание и нарезание левой резьбы методом обгона. В зависимости от сложности изготовляемой детали на многошпиндельных станках можно применять три варианта обработки. 1. Последовательная обработка одной детали с одинарной индексацией. Применяется, если деталь имеет сложную конфигурацию; все переходы равномерно распределяют по всем позициям. 2. Последовательно – параллельная обработка с одинарной индексацией двух одинаковых или разных деталей: на одной половине позиций обрабатывают одну заготовку, на другой половине – другую. 3. Последовательно-параллельная обработка с двойной индексацией двух одинаковых или разных деталей с поворотом шпиндельного блока на две позиции. Многошпиндельные вертикальные полуавтоматы применяются для обработки заготовок диаметром до 630 мм. Они имеют шесть-восемь шпинделей. Многошпиндельные вертикальные полуавтоматы делятся на два типа: последовательного и непрерывного действия. На многошпиндельных полуавтоматах последовательного действия (рис. 9) обрабатываются заготовки деталей типа втулок и дисков, которые крепятся в патронах или в специальных приспособлениях. Обрабатываемая заготовка перемещается последовательно из одной позиции в другую и на каждой позиции, 27 кроме загрузочной, выполняются переходы обработки. Обработка проводится как бы на нескольких одношпиндельных полуавтоматах с различными наладками. Все шпиндели расположены на общем шпиндельном блоке, выполненном в виде поворотного стола. Во время поворота стола шпиндели не вращаются. Обработка в каждой позиции осуществляется после поворота стола с заготовками. На первой позиции готовая деталь снимается и устанавливается новая заготовка. Шпиндель в первой позиции не вращается. Режущий инструмент устанавливается в продольных суппортах, смонтированных на колонне. Для получения поперечной подачи инструментов применяют специальные суппорты, в которых продольное движение преобразуется в поперечное. За один оборот стола заготовка последовательно перемещается с одной позиции на другую, подвергаясь полной обработке. Время цикла работы полуавтоматов складывается из времени обработки на наиболее трудоемкой позиции и времени, необходимого на выполнение вспомогательных ходов: поворот и фиксацию стола, подвод и отвод инструмента и т.п. При обработке несложных деталей с небольшим числом переходов полуавтоматы последовательного действия могут быть налажены на параллельнопоследовательную обработку двух или трех одинаковых или разных деталей. При этом можно обрабатывать детали с двух сторон с переустановкой. Многошпиндельные токарные полуавтоматы непрерывного действия (рис. 10) предназначены для изготовления деталей несложной формы, которые устанавливаются в центрах или патроне. На этих станках за одну установку заготовку обрабатывают только на одной позиции, причем в обработке находится одновременно несколько (по числу шпинделей без одного) заготовок. Обрабатывается несколько заготовок как бы одновременно на нескольких одношпиндельных полуавтоматах, налаженных на одну и ту же операцию. Вертикальные многошпиндельные полуавтоматы непрерывного действия построены по принципу роторных автоматов. Закрепленные и вращающиеся в шпинделях заготовки и суппорты с инструментами установлены на общей карусели, которая в процессе работы станка поворачивается. Время поворота карусели должно быть равно времени обработки заготовки. Суппорты на каждой позиции оснащаются одной и той же наладкой инструментов. Съем готовой детали и установка новой заготовки производится на ходу, когда очередная позиция со шпинделем проходит мимо рабочего в зоне загрузки. При подходе к этой зоне вращение шпинделя прекращается, а суппорт отходит в верхнее положение. Производительность полуавтомата равна отношению времени поворота карусели к числу позиций. Многошпиндельные станки отличаются от одношпиндельных большей производительностью и позволяют обрабатывать более сложные детали, однако, точность обработки на них ниже. Переналадка многошпиндельных станков на обработку другой детали занимает не менее 3...5 часов, поэтому применяются эти станки при длительной обработке больших партий одинаковых заготовок в крупносерийном и массовом производствах. 28 а) б) Рис.9. Схемы работы полуавтоматов последовательного действия:с одной загрузочной позицией;б-с двумя загрузочными позициями б) в) а) Рис.10. Схема обработки детали на вертикальном шестишпиндельном полуавтомате непрерывного действия при двухцикловой обработке : а-схема расположения позиций ; б-обработка с одной стороны; в-обработка с другой стороны 1.4.2. Фрезерование и протягивание При обработке неполных поверхностей вращения применяется контурное фрезерование периферией концевой фрезы, которое заменяет точение. Его выполняют на вертикально-фрезерных станках при закреплении заготовки на поворотном столе (рис. 11) или на фрезерных станках с ЧПУ по программе. Фрезерование шеек ступенчатых валов производится путем внешнего (рис. 12-а) или внутреннего касания фрез (рис. 12-б). При внешнем касании 29 применяют дисковые фрезы, при внутреннем – кольцевые. Подача при этом может быть врезная (радиальная) или круговая (при вращении заготовки или планетарном движении инструмента). Примером фрезерования поверхностей вращения является обработка коренных и шатунных шеек коленчатых валов на специальных фрезерных станках с двумя фрезерными роторами. Фрезерование обеспечивает точность по 9-10 квалитету и Rа = 8...5 мкм. Протягивание наружных цилиндрических поверхностей является производительным методом и применяется в массовом производстве на станках специального назначения. Примером применения является протягивание шеек коленчатого вала. При протягивании заготовка вращается (рис. 13), а плоская протяжка прямолинейно перемещается. Каждый зуб протяжки работает как тангенциальный резец. Ширина протяжки соответствует ширине обрабатываемой поверхности. Протягивание обеспечивает точность по 7-8 квалитету и Rа = 6.3...0.2 мкм. 1.4.3. Отделочная обработка К методам отделочной обработки относятся: тонкое точение, абразивные методы (шлифование, притирка (доводка), суперфиниширование, полирование), обработка давлением. 1.4.3.1. Тонкое (алмазное) точение Тонкое (алмазное) точение обеспечивает точность размеров по 6 квалитету, шероховатость Rа = 0.5...0.16 мкм. Тонкое точение применяется главным образом для отделочной обработки деталей из цветных металлов и сплавов, реже из чугуна и стали. Это связано с тем, что шлифование цветных металлов значительно труднее, чем стали и чугуна, вследствие быстрого засаливания шлифовального круга. Кроме этого применение тонкого точения для деталей из стали и чугуна сдерживается из-за большой хрупкости алмазов и его заменителей, а также недостаточной жесткости и виброустойчивости технологической системы. Тонкое точение имеет преимущества перед шлифованием. Во-первых, оно производительнее шлифования. Во-вторых, при тонком точении отсутствует шаржирование (внедрение абразивных зерен в обрабатываемую поверхность), характерное для шлифования. Тонкое точение применяется как окончательная обработка, а также перед суперфинишированием и притиркой. Исторически первоначально при тонком точении применялись алмазные резцы. Впоследствии, после появления новых твердых инструментальных материалов, они стали применяться вместо алмазных резцов. Метод алмазного точения сохранил свое название при замене алмазных резцов резцами из твердых материалов при применении режимов резания аналогичных для алмазных резцов. Для тонкого точения применяются твердые сплавы, композиционные материалы, минералокерамика и синтетические сверхтвердые материалы (см. табл. 1.4). 30 nd S Рис. 11. Схема контурного фрезерования концевой фрезой nd nd nФ nф б) а) Рис. 12. Схемы круглого фрезерования: а-внешним касанием;б-внутренним касанием nd S Рис. 13. Схема протягивания поверхности вращения 31 Таблица 1.4. Инструментальные материалы для тонкого точения и растачивания Инструментальный материал Деталь Из серого, ковкого и высокопрочного Вольфрамокобальтовые твёрдые сплачугуна, цветных сплавов, баббитов, вы ВК2, ВК3, ВК4, ВК8 пластмассы и порошкового материала Титановольфрамовые твёрдые сплавы Из легированных и конструкционных Т14К8, Т15К6, Т30К4, Т60К6 сталей Безвольфрамовые твёрдые сплавы Из легированных и конструкционных КНТ16, ТН20 сталей Алмазы природные и поликристалли- Из цветных сплавов, пластмасс и немеческие типа "карбонадо" АРК4, АРВ1 таллических материалов Композиционные материалы компакс Из цветных сплавов СВБН Свехтвёрдые материалы гексанит-Р, Из закалённых сталей, серого, ковкого эльбор-Р и высокопрочного чугуна Из конструкционных и закалённых сталей, ковкого, серого и высокопрочМинералокерамика и керметы ного чугуна, цветных сплавов при высокой жёсткости технологической системы Синтетические сверхтвердые материалы изготавливаются из микропорошков кубического нитрида бора под общим названием – композиты марок: эльбор-Р, бельбор-Р, гексанит-Р и др. Тонкое точение проводится на быстроходных станках классов точности: высокой-В, особо высокой-А и особо точных-С при отбалансированных вращающихся заготовках, с кинематикой, обеспечивающей высокую частоту вращения шпинделя (до 4000 об/мин) и небольшие продольные подачи S = 0.005...0.1 мм/об. Скорость резания в зависимости от обрабатываемого материала составляет от 100 до 1000 м/мин и выше, глубина резания – 0.05...0.1 мм. В крупносерийном и массовом производстве для тонкого точения применяются специальные быстроходные станки, в других типах производства применяются модернизированные универсальные станки, обладающие необходимыми кинематическими характеристиками и высокой точностью. 1.4.3.2. Шлифование Шлифование – метод обработки поверхностей деталей при помощи абразивных инструментов (шлифовальных кругов или абразивных лент). Рабочая поверхность ленты значительно превышает рабочую поверхность круга; при этом происходит значительное рассеяние тепла, возникающего при шлифовании. В зависимости от требований, предъявляемым к обрабатываемым поверхностям, применяют следующие виды шлифования: 32 • обдирочное; • предварительное; • чистовое; • тонкое. Обдирочное шлифование применяется вместо предварительной лезвийной обработки после прокатки, литья, штамповки и сварки, когда снимается увеличенный припуск от 1 мм и более на диаметр при скорости круга 50...60 м/с. Обеспечивает большую точность, чем токарная обработка (8...9 квалитет, Rа = 2.5...5 мкм). Целесообразно применение обдирочного шлифования для точных заготовок или заготовок, имеющих плохую обрабатываемость лезвийным инструментом. Предварительное шлифование производится после точения при скорости круга 40...60 м/с. Применяется до термической обработки в качестве промежуточной операции для подготовки поверхности к окончательной обработке. Достигается точность 6...9 квалитета и шероховатость Rа = 1.2...2.5 мкм. Чистовое шлифование обеспечивает точность 5...7 квалитета и шероховатость Rа = 0.2...1.2 мкм при скорости круга 35...40 м/с. Тонкое шлифование применяется для достижения шероховатости Rа = 0.025...0.1 мкм и осуществляется мягким мелкозернистым шлифовальным кругом при скорости его вращения более 40 м/с при малой глубине резания (до 5 мкм) с усиленным охлаждением обрабатываемой детали. Наружное шлифование поверхностей вращения, называемое "круглым", производится двумя методами: • центровое шлифование; • бесцентровое шлифование. Центровое круглое шлифование Круглое центровое шлифование выполняется на круглошлифовальных или торцекруглошлифовальных станках при установке обрабатываемой детали в центрах, патроне, цанге или специальном приспособлении. Установка в центрах может производится как при неподвижных, так и вращающихся центрах. При неподвижных центрах обеспечивается более высокая точность шлифования. Во вращающихся центрах шлифуют только тяжелые детали и детали с осевыми отверстиями и узкими центровыми фасками. Технологической базой при обработке валов в центрах являются центровые отверстия на торцах заготовки. От точности и качества центровых отверстий зависит точность обработки. Поэтому перед шлифованием (особенно после термообработки) центровые отверстия исправляют путем шлифования конусным кругом на центрошлифовальных станках или путем притирания на доводочных или токарных станках. При обработке нежестких валов применяют дополнительные опоры в виде люнета. Применяют двух- и трехопорные люнеты. Двухопорный люнет устанавливают непосредственно в зоне шлифуемой поверхности, а трехопорный – для создания центрирующей опоры по ранее шлифованной поверхности. 33 Для устранения влияния на точность шлифования упругих отжатий и с целью получения низкой шероховатости после снятия припуска производят "выхаживание" – рабочие ходы (3-4 хода) осуществляются без подачи на глубину. При шлифовании деталей в центрах вращение детали передается от поводковой планшайбы станка с помощью хомутика, который закрепляется на детали вблизи от торца при помощи винта и гаечного ключа. Для уменьшения времени на закрепление и открепления применяют самозажимающие хомутики или поводковые патроны. Поскольку часть детали используется для крепления хомутика или патрона, при этом невозможна обработка всей длины детали за один установ. При шлифовании шеек предусматривают канавки для выхода шлифовального круга. Для облегчения обработки шейки вала, имеющие один и тот же размер, но разные посадки, разграничивают канавками. Если по условию прочности вала канавки недопустимы, то на размер, определяющий протяжённость данной посадки, дают допуск 3...5 мм. Различают следующие способы круглого центрового шлифования: • шлифование с продольной подачей (продольное); • шлифование с поперечной подачей (врезное); • комбинированное. Продольное шлифование Шлифование с продольной подачей применяется когда длина шлифуемой поверхности (обычно свыше 50 мм) превышает высоту круга. Способ заключается в том, что обрабатываемая деталь (рис. 14-а) вращается и совершает продольные возвратно-поступательные движения; поперечная подача шлифовального круга на глубину производится дискретно в конце каждого или двойного продольного хода. Величина припуска на шлифование составляет в зависимости от диаметра и длины заготовки 0.25...0.5 мм. Глубина резания при предварительном шлифовании 0.01...0.025 мм, при чистовом 0.005...0.015 мм. Продольная подача при предварительном шлифовании составляет 0.5...0.8 высоты круга на один оборот детали, при чистовом – 0.2...0.5 высоты круга. Скорость вращения заготовки при предварительном шлифовании 10...25 м/мин, при чистовом 15...50 м/мин. Метод продольного шлифования более универсальный, чем метод врезного шлифования. Он не требует специальной наладки, одним кругом можно обработать поверхности разной длины. Круг изнашивается более равномерно и его износ мало влияет на отклонение от цилиндричности шлифуемой поверхности. При этом методе применяют более мягкие круги, работающие в режиме самозатачивания, которые не требуют частой правки. При продольном шлифовании достигается более низкая шероховатость, минимальные тепловыделения и лучшее качество шлифуемой поверхности. 34 nкр Sпоп ng а) Sпрод Sпоп ng б) Рис. 14. Схемы круглого центрового шлифования: а-с продольной подачей ; б) с поперечной подачей 35 nкр Врезное шлифование Шлифование с поперечной подачей (врезное) применяется: когда длина шлифуемой поверхности меньше или равна высоте круга, при шлифовании фасонных поверхностей и при необходимости одновременного шлифования, шейки и торца. При врезном шлифовании (рис. 14-б) отсутствует продольная подача, шлифовальный круг имеет только поперечную подачу по направлению к оси обрабатываемой детали. Одновременно обрабатывается вся шлифуемая поверхность. Этот способ производительнее продольного шлифования; для его осуществления применяют более широкие круги и станки повышенной мощности и жесткости. Износ круга непосредственно влияет на точность шлифуемой поверхности. Поэтому при врезном шлифовании применяют круги повышенной твердости, которые быстрее затупляются и требуют более частой правки. Врезное шлифование наиболее целесообразно в серийном и массовом производстве. Рекомендуемая скорость заготовки: для предварительного шлифования 30...50 м/мин, для чистового – 20...40 м/мин. Величина радиальной подачи при предварительном шлифовании 0.0025...0.075 мм/об, при чистовом – 0.001...0.005 мм/об. Остальные режимы аналогичны продольному шлифованию. Глубинное шлифование Разновидностью шлифования с продольной подачей является глубинное шлифование (рис. 15). Оно характеризуется большой глубиной резания (0.1...0.3 мм) и малой продольной подачей (не более 200 мм/мин). Припуск снимается за один рабочий ход. Шлифовальный круг имеет пористую структуру и в передней части заправляется на конус (около 2 градусов) или ступенями. При такой форме передняя часть производит снятие припуска, а остальная – выхаживание. При этом способе шлифования меньше, чем при врезном, сказывается влияние погрешности формы исходной заготовки и колебания припуска на обработку. Глубинное шлифование применяют для обработки жестких заготовок без предварительной лезвийной обработки, при больших неравномерных съемах металла и шлифования деталей из труднообрабатываемых жаропрочных и титановых сплавов. Производительность выше в 1.2...1.3 раза, чем при продольном шлифовании. Совмещенное шлифование При необходимости обеспечения точного взаимного положения цилиндрической поверхности и торца уступа применяют одновременное (совмещенное) врезное шлифование этих поверхностей на торцекруглошлифовальных станках (рис. 16). При такой обработке ось вращения шлифовального круга устанавливают под углом (10...45 градусов) к оси вращения обрабатываемой заготовки. При этом торец заготовки и шейка шлифуются периферийной частью круга, которая заправляется по профилю. Для профильной правки необходимо специальное правящее устройство. Шейки и торцы уступов можно обрабатывать также на универсальном круглошлифовальном станке, применяя круг с поднутрением на торце (тип ПВ, 36 ПВК). При этом сначала обрабатывают цилиндрический участок с получением необходимого размера, затем стол перемещается для шлифования торца бурта с ручной поперечной подачей. В условиях крупносерийного и массового производства и при обработке сложных фасонных деталей применяют врезной способ совмещенного шлифования с применением многокруговых наладок. В конструкциях станков для совмещенного многокругового шлифования применяют специальные правящие устройства, позволяющие одновременно править все круги в процессе шлифования или во время смены обрабатываемой детали. В отличие от шлифования одним кругом, при котором дисбаланс круга компенсируется перемещением балансировочных грузиков на фланцах, при многокруговой наладке балансировка осуществляется при сборке комплекта кругов на шпинделе путем поворота каждого круга относительно другого с тем, чтобы тяжелые части каждого круга располагались равномерно по окружности. Для стабилизации режущих свойств кругов станки с многокруговыми наладками имеют механизм автоматического увеличения частоты вращения по мере изнашивания кругов, чтобы сохранять постоянную скорость резания. Совокупность данных технических решений позволяет стабильно обеспечивать качество многокругового шлифования, превышающее качество раздельного шлифования. Бесцентровое круглое шлифование Бесцентровое шлифование отличается от шлифования в центрах тем, что обрабатываемые детали шлифуются без крепления в центрах. Технологической базой является обрабатываемая поверхность. Сущность бесцентрового шлифования заключается в том, что шлифуемая заготовка (рис. 17) помещается между шлифовальным и ведущим кругами и поддерживается опорой (ножом), имеющей скос в сторону ведущего круга. Нож устанавливается так, чтобы центр детали находился выше центров кругов примерно на половину диаметра детали (но не более чем на 14 мм) или ниже их (при шлифовании длинных тонких деталей) на ту же величину во избежание получения огранки на детали. Шлифовальный круг имеет скорость 30...65 м/с, а ведущий 10...40 м/мин. Ввиду разности скоростей и вулканитовой связке ведущего круга коэффициент трения между этим кругом и обрабатываемой заготовкой больше, чем между заготовкой и шлифовальным кругом, ведущий круг сообщает заготовке вращение со скоростью круговой подачи. Из-за скоса ножа (20...30 градусов), направленного в сторону ведущего круга, заготовка прижимается к этому кругу. Обрабатываемая деталь вращается свободно, без закрепления в призме, образованной опорным ножом и ведущим кругом. Благодаря этому исключаются деформации детали, возникающие при ее зажиме. Поскольку обрабатываемая поверхность является технологической базой, то ее исходное состояние влияет на точность обработки. Применяются два способа бесцентрового шлифования: • проходное (с продольной подачей); • врезное (с поперечной подачей). 37 nкр a ng S а) б) Рис. 15. Схема глубинного шлифования S nкр ng Рис. 16. Схема совмещённого шлифования a 3 1 2 Vg Vвк Vшк Vвк n Vg Sпрод 4 Рис. 17. Схема бесцентрового шлифования: 1-шлифовальный круг; 2-ведущий круг ; 3-деталь ; 4-опорный нож Шлифование способом продольной подачи применяется для гладких деталей цилиндрической формы без буртиков. Шлифуемая деталь подается с одной стороны станка, а выходит с другой. Для получения продольной подачи ось ведущего круга повернута на угол 1...5 градусов к оси шлифуемого круга. Окружная скорость ведущего круга раскладывается на две составляющие: ско38 рость вращения детали (круговую подачу) и продольную подачу. С изменением угла наклона ведущего круга изменяется величина продольной подачи. Чтобы обеспечить линейный контакт ведущего круга с цилиндрической поверхностью детали, ведущему кругу в процессе правки придают форму гиперболоида. Глубина резания при предварительном шлифовании – 0.02...0.2 мм, при чистовом – 0.0025...0.01 мм. Продольная подача при предварительном шлифовании – 0.5...3.8 м/мин, при чистовом – 1.2...2.0 м/мин. Скорость заготовки при предварительном шлифовании 20...120 м/мин, при чистовом – 40...120 м/мин. Врезным шлифованием обрабатывают заготовки цилиндрических деталей с уступами, конусные и фасонные поверхности. При этом способе оси кругов параллельны или ведущий круг устанавливается под малым углом (0.2...0.5 градусов), чтобы создать поджим к неподвижному упору, который препятствует осевому перемещению. В этом случае ведущий круг имеет цилиндрическую форму. При врезном шлифовании на обрабатываемой детали копируется профиль шлифовального круга, поэтому для повышения кромкостойкости круга его твердость выбирают на одну-две единицы больше, чем при шлифовании на проход. При бесцентровом врезном шлифовании за одну операцию можно снять любой заданный припуск. Рекомендуемая скорость вращения заготовки – 10...45 м/мин. Величина поперечной подачи – 0.001...0.005 мм/об. Кроме данных способов бесцентрового шлифования на производстве применяются бесцентровое ленточное шлифование (вместо шлифовального круга шлифовальная лента) и бесцентровое шлифование на жестких опорах. Бесцентровое шлифование по сравнению с обработкой на круглошлифовальных станках имеет ряд преимуществ: • более высокая производительность (сокращается время на установку и снятие детали, не требуется зажим); • не требуется центрование деталей; • не требуется высокая квалификация рабочего; процесс легко автоматизируется и может использоваться на автоматических линиях; • можно шлифовать нежесткие заготовки без люнетов. Некоторые особенности бесцентрового шлифования ограничивают его применение – к ним относятся: • нельзя получить высокую концентричность наружной и внутренней поверхностей; • нежелательно шлифовать ступенчатые детали, так как при раздельной шлифовке ступеней не обеспечивается их концентричность; • нельзя шлифовать детали с продольными пазами; • трудоемкость настройки и регулировки бесцентрово-шлифовального станка. 1.4.3.3. Суперфиниширование Это отделочный метод обработки абразивными брусками на универсальных и специализированных суперфинишных станках. 39 Суперфинишированием можно обрабатывать цилиндрические, конические, плоские и сферические поверхности деталей из закаленной стали, реже – из чугуна и цветных сплавов. При этом шероховатость поверхности снижается до Rа = 0.012...0.1 мкм, опорная поверхность увеличивается с 20...30 до 80...90 %. Суперфиниширование применяется после шлифования и тонкого точения. Так как при суперфинише удаляется поверхностный слой глубиной 40...50 мкм, содержащий дефекты, приобретенные при шлифовании, то износостойкость поверхности шеек валов из закаленной стали увеличивается на 10...20 %, а микротвердость на 10...15 %. Обработка происходит без существенного изменения размеров и макрогеометрии поверхности. Различают суперфиниширование: • с упругим прижимом брусков к детали; • с жестким замыканием бруска и детали (размерное). При суперфинишировании с упругим прижимом бруска к детали частично уменьшается отклонение формы в поперечном сечении (огранка 0.5...1 мкм) и значительно снижается волнистость. При размерном суперфинишировании отклонение от круглости уменьшается на 20...80 %, волнистость удаляется полностью, значительно снижается огранка (до 0.7 мкм) и частично уменьшается овальность. Отклонения формы обрабатываемой поверхности в продольном сечении, получаемые при суперфинише, зависят от соотношения ее длины и длины бруска, а также от наличия перебега бруска за край обрабатываемой поверхности. Конусообразность и бочкообразность поверхности, как правило, не исправ-ляются. При суперфинишировании осуществляются следующие движения (рис. 18): вращение заготовки (окружная скорость 10...80 м/мин), возвратнопоступа-тельное (колебательное) движение брусков (амплитуда 2...6 мм, число двойных ходов 200...1000 в мин), перемещение инструмента вдоль обрабатываемой поверхности заготовки (скорость 2 м/мин). Припуск на обработку: 0.01...0.03 мм. Обработка производится мелкозернистыми брусками, собранными в специальную головку при наличии смазочно-охлаждающей жидкости (смесь керосина с маслом) с небольшой скоростью (до 2.5 м/с) и с малыми давлениями инструмента на поверхность детали (0.1...0.3 мПа). Вследствие этого поверхность при обработке не нагревается и структурно не изменяется. Процесс обработки прекращается автоматически при достижении определенной шероховатости так как по мере снятия вершин гребешков увеличивается контактная поверхность, уменьшается давление брусков, стружка заполняет поры и режущая способность брусков снижается. В начальный период обработки следующей детали абразивные бруски, соприкасаясь с шероховатой поверхностью, самозатачиваются и восстанавливают режущие свойства. Идея суперфиниширования основана на так называемом принципе "неповторяющегося следа" (рис. 19), заключающемся в том, что каждое зерно абразива не проходит дважды по одному и тому же пути. Развернутая цилиндрическая поверхность после суперфиниширования имеет сетку пересекающихся 40 следов. Угол сетки этих следов зависит от соотношения величин скоростей вращения детали и колебания брусков. Наибольшая производительность по съему металла достигается при работе с углом сетки 40...50 градусов. Различают следующие способы суперфиниширования: • центровое с продольной подачей брусков; • центровое врезное; • бесцентровое на проход; • бесцентровое врезное. Центровое суперфиниширование осуществляется суперфинишными головками на токарных, круглошлифовальных и суперфинишных станках. Бесцентровое суперфиниширование производится на специализированных суперфинишных станках. Наибольшее применение суперфиниширование нашло в автомобильной промышленности для обработки шеек коленчатых валов, для обработки желобов колец подшипников, клапанов, золотников и т.п. 1.4.3.4. Доводка (притирка) Это метод окончательной обработки деталей, обеспечивающий высокое качество поверхностного слоя: шероховатость – до Rа = 0.01...0.002 мкм, отклонения размеров – по 3...5 квалитету. Параметры качества и точности после доводки выше, чем после тонкого шлифования и суперфиниширования. Абразивная доводка – сложный процесс удаления припуска с обрабатываемой поверхности в результате массового воздействия абразивных зерен при перемещении детали по поверхности притира при взаимном абразивном изнашивании детали и притира. При доводке одновременно протекают физические, химические и физикохимические процессы. В состав паст и суспензий, используемых при доводке, кроме абразивных материалов, входят химически активные вещества, которые ускоряют процесс притирки. Эти вещества окисляют обрабатываемую поверхность и образующаяся пленка удаляется абразивными зернами. Абразивные пасты и суспензии содержат 20...30 % абразивного материала, остальное – парафин, стеарин, олеиновая кислота, керосин, масла и т.д. Для доводки заготовки из твердых сплавов, закаленной стали, керамики и т.п. применяют алмазные пасты и суспензии. Различают два метода доводки в зависимости от типа инструмента (притира): • доводка незакрепленными зернами абразивного материала в составе абразивных паст и суспензий; • доводка закрепленными зернами абразива (шаржированными материалами или шлифовальными кругами). Материал притира и его свойства выбирают в зависимости от обрабатываемого материала и требуемых производительности и качества. Для доводки шаржированными притирами выбирают материал притира, который хорошо шаржируется абразивом (под шаржированием понимают внедрение в поверхность притира абразивных частиц). Для доводки деталей из труднообрабатываемых материалов материалом притира является серый чугун. При доводке за41 готовок из цветных металлов и сплавов, отожженных сталей материалом притира служит оптическое стекло, перлитный чугун и цветные сплавы. При доводке заготовок из закаленной стали, твердых сплавов, керамики применяют притиры из цветных металлов и их сплавов и пластмасс. Для повышения производительности обработки при доводке в качестве притира применяют абразивные круги. При использовании абразивных паст последняя или периодически наносится на поверхность притира (намазыванием) или предварительно шаржируется на притир специальными устройствами. При доводке абразивными суспензиями применяется их непрерывная или периодическая подача в зону резания. В зависимости от применяемого оборудования различают два вида притирки: • ручная на универсальных станках; • машинная на доводочных станках. Ручная доводка применяется в единичном производстве и в ремонтных целях на токарных станках притиром в виде разрезной втулки. Разрезная втулка закрепляется в специальном держателе (рис. 20), на ее рабочую поверхность наносят доводочную пасту. Держатель с притиром вручную перемещается рабочим вдоль вращающейся обрабатываемой поверхности при периодическом подтягивании разрезной втулки. Припуск на доводку составляет 0.005...0.02 мм на диаметр. Скорость вращения детали при доводке – 10...20 м/мин. Ручная доводка является трудоемкой операцией и требует высокой квалификации рабочего. Механическая (машинная) доводка на доводочных станках применяется в крупносерийном и массовом производствах. Доводочные станки подразделяются на станки для односторонней и двухсторонней доводки как плоских, так и цилиндрических поверхностей. Доводка на станках осуществляется плоскими притирами в виде дисков, плит или трубчатыми притирами. Одностороннюю доводку деталей осуществляют на однодисковых станках, двустороннюю – на двухдисковых. Двухдисковые доводочные станки имеют наладки двух типов: • планетарную (с планетарным приводом для нескольких сепараторов); • эксцентриковую (с эксцентриковым приводом одного общего сепаратора). В качестве примера рассмотрим схему доводки на двухдисковом станке с эксцентриковой наладкой. 42 A-A s прод V КОЛ P P A A ng Рис. 18. Схема суперфиниширования a Обрабатываемые детали (рис. 21) располагаются в окнах специального сепаратора между двумя чугунными или абразивными дисками-притирами. Вращение дисков производится в противоположных направлениях с разной частотой. Сепаратор располагают с эксцентриситетом относительно дисков. При вращении дисков детали совершают сложные движения качения со скольжением. Скорость относительного движения детали по притиру при предварительной доводке 50...250 м/мин и давлении притира – 2000...4000 Н/м, при окончательной доводке – 15...30 м/мин и давлении – 1000...2000 Н/м, при тонкой доводке – 2...10 м/мин. 43 Доводка применяется при обработке высокоточных деталей: поршневых пальцев, шариков и роликов подшипников качения, золотников клапанов гидро- и пневмоаппаратуры, деталей измерительных средств. Кроме абразивной доводки применяется безабразивная доводка твердосплавными дисками. Этот способ применяется для доводки поверхностей прецизионных деталей с целью увеличения ресурса работы изделия, так как отсутствует шаржирование зернами абразива поверхностного слоя детали. В некоторых случаях притирка является единственным методом достижения требуемой точности, в частности, точности сопряжений клапанов и золотников пневмо- и гидроаппаратуры, двигателей внутреннего сгорания и т.п. 1.4.3.5. Полирование Это окончательная отделочная обработка; предназначена для снижения шероховатости до Rа = 0.16...0.01 мкм без устранений отклонений формы деталей. Полирование наибольшее применение имеет: • для декоративной отделки; • для отделочной обработки фасонных поверхностей (например, дорожек качения подшипников). В качестве инструмента при полировании применяют эластичные круги, ленты или абразивные шкурки. Полировальные круги изготовляют из войлока, фетра, кожи, бязи или поропласта. На поверхность эластичного элемента наносят с помощью клея или жидкого связующего вещества слой абразивных зерен или полировальной пасты. Одним из перспективных видов эластичных абразивных инструментов являются лепестковые круги, представляющие собой цилиндрический корпус с закрепленными по его периферии или торцу лепестками абразивной или алмазной шкурки. В качестве абразива при полировании применяются: электрокорунд, карбид кремния, карбид бора, окись хрома, окись железа, окись алюминия, паста ГОИ (Государственного Оптического Института). Полирование в зависимости от состава применяемых полирующих материалов представляет собой сочетание механических и химико-механических процессов удаления частиц обрабатываемого материала, сглаживания микронеровностей путем пластического их деформирования абразивными частицами при высокой температуре и давлении инструмента на обрабатываемую поверхность. Входящие в состав полировальных паст химически активные вещества окисляют обрабатываемую поверхность и образующаяся окисная пленка удаляется абразивом. Припуски на полирование кругами составляют 0.01...0.03 мм, скорость вращения полировальных кругов – 10...40 м/с. Полирование шкуркой и лентой применяется по двум основным схемам резания. Первая схема основана на применении высоких скоростей резания (10...40 м/с), приближающихся к скорости шлифования. 44 A A A ng A Рис. 20. Схема машинно-ручной доводки : 1-деталь;2-притир;3-держатель 1 A A 3 4 2 A A 5 e Рис. 21. Схема доводки на двухдисковом станке: 1,2-дисковые притиры;3-сепаратор;4-деталь;5-траектория перемещения детали при доводке 45 Вторая схема предусматривает полирование на низких скоростях (10...60 м/мин), соответствующих скоростям суперфиниширования. При низкоскоростном полировании заданная скорость резания достигается вращением обрабатываемой детали. Шлифовальная шкурка получает лишь осциллирующее движение. Этим упрощается конструкция полировального станка и улучшаются условия равномерного прилегания шкурки к обрабатываемой поверхности. Припуски низкоскоростного полирования 0.01...0.015 мм. Полирование лентами производится на ленточно-шлифовальных станках и применяется для снятия больших припусков (до 0.1...0.3 мм) с одновременным снижением шероховатости. Скорость съема металла и шероховатость определяются скоростью резания, зернистостью ленты и силой ее прилегания к обрабатываемой поверхности. Давление ленты при полировании составляет 0.05...0.2 мПа. Полирование на ленточно-шлифовальных станках производится на свободной ветви ленты или с поджатием ленты к обрабатываемой поверхности с помощью контактного ролика, жесткого корпуса соответствующей формы или упругого элемента. Обработку на свободной ветви ленты применяют при низких требованиях к качеству поверхности или для декоративной обработки. Промышленностью выпускаются различные ленточно-шлифовальные станки: широкополотенные; циклического действия с ручным прижимом; бесцентрового и конвейерного типов; с приводом вращения контактного ролика; полуавтоматы и автоматы. Станки предназначены как для окончательного полирования и шлифования плоскостей, фасонных поверхностей, так и обработки под гальванопокрытия и декоративного полирования. Эффект полирования достигается также при обработке деталей во вращающихся барабанах, виброконтейнерах и при струйно-абразивной обработке, где инструментом служит свободный абразив. 1.4.3.6. Струйно-абразивная обработка Струйно-абразивная обработка применяется для: • очистки поверхностей заготовок; • снижения шероховатости внутренних и наружных поверхностей сложных деталей (штампов, пресс-форм); • очистки отливок; • декоративного полирования поверхностей под гальваническое покрытие. Струйно-абразивная обработка осуществляется зернами абразивного материала, введенными в струю жидкости или газа, подаваемую под давлением на обрабатываемую поверхность. Выбрасываемые из сопла форсунки вместе с жидкостью или газом абразивные зерна с большой скоростью (50 м/с и выше) ударяются об обрабатываемую поверхность, срезая на ней микронеровности предшествующей обработки. Для повышения эффективности обработки применяют распыление струи жидкости сжатым воздухом. На эффективность обработки оказывает влияние: 46 • • • • марка абразивного материала; зернистость; соотношение твердой и жидкой составляющих струи; угол, под которым струя направлена на обрабатываемую поверхность (угол атаки). В качестве абразивного материала применяют электрокорунд и карбид кремния. Для очистки литых заготовок из легких сплавов применяют гранулированный кварцевый песок. Для зачистки и снятия заусенцев применяют абразивный материал зернистостью 10...40, для полирования – зернистостью М5...М20. Соотношение массовых долей жидкой и твердой составляющих колеблется от 4:1 до 1:1. В качестве жидкости применяют содовую эмульсию. Наибольший съем обрабатываемого материала обеспечивается при угле атаки 30...45 градусов. Для уменьшения шероховатости обрабатываемой поверхности угол уменьшают до 15...20 градусов. Струйно-абразивная обработка внутренних поверхностей состоит в прокачивании под давлением рабочей жидкости. 1.4.3.7. Виброабразивная обработка Виброабразивная обработка применяется для очистных, отделочных и шлифовально-полировальных операций для мелких и средних деталей сложных форм. Обработка производится в вибрационных барабанах и камерах, в которые загружают заготовки и абразив. Барабану или камере сообщают вибрации в двух или трех направлениях с частотой колебаний 900...3000 кол/мин и амплитудой 0.5...0.9 мм. Обрабатываемые заготовки и абразив совершают относительные перемещения с переменными по величине и знаком ускорениями. Заготовки и абразив участвуют в двух движениях: колебательном и циркуляционном (медленном вращении всей массы). Вибрационная обработка в зависимости от рабочей среды представляет собой механический и химико-механический процессы удаления частиц обрабатываемого материала, сглаживания микронеровностей путем пластического их деформирования. Обработку осуществляют либо с использованием СОЖ, либо без неё. При обработке без СОЖ продукты износа удаляют продувкой или отсосом. Применение СОЖ обеспечивает удаление продуктов износа с поверхности заготовок и способствует равномерному распределению заготовок в среде. Эффективность обработки зависит от следующих факторов: • характера движения камеры и абразивных зерен; • скорости и ускорения относительного движения; • силы микроударов; • контактного давления, напряжения и температуры, возникающих в поверхностном слое при воздействии абразивных зерен. 47 В качестве абразивных наполнителей применяют: зерна из электрокорунда и карбида кремния зернистостью 25...40, дробленые отходы абразивных кругов зернистостью 6...25 и степенью твердости СТ...ВТ на керамической связке. Жидкая составляющая рабочей среды – водные растворы щелочей, кислот и солей с различными химическими добавками. Содовые растворы применяют при абразивной обработке поверхностей, снятия заусенцев и окалины с чугунных и стальных деталей. На отделочных операциях используют мыльносодовые растворы и водные растворы аммиака. Соотношение обрабатываемых деталей и рабочей среды при полировании 1:3, при обработке нежестких деталей – 1:2, при обработке жестких деталей – 1:1. Время обработки партии деталей составляет 0.5...2 часа. 1.4.3.8. Обработка поверхностей пластическим деформированием При изготовлении деталей машин применяют поверхностное пластическое деформирование – обработку давлением, при котором пластически деформируется только поверхностный слой материала детали. Цель обработки: • уменьшение параметра шероховатости поверхности (сглаживание); • изменение размеров заготовки (калибрующее деформирование); • изменение структуры материала (поверхностный наклеп); • создание определенного напряженного состояния; • упрочнение поверхностного слоя. Обработка поверхностным пластическим деформированием является эффективным методом получения поверхностей с регулируемым микрорельефом. Классификация основных способов поверхностного пластического деформирования, достигаемая точность и шероховатость поверхности приведена на рис. 22. Обкатывание Это обработка поверхности давлением путем трения качения. Обкатывание осуществляют роликами или шариками, оказывающими давление на поверхность обрабатываемой детали при их взаимном перемещении (рис. 23). При определенном усилии в зоне контакта деформирующих элементов и детали превышается предел текучести материала детали и происходит пластическая деформация микронеровностей, изменяются физико-механические свойства и структура поверхностного слоя (увеличивается микротвердость, возникают остаточные сжимающие напряжения). При исходных значениях параметров шероховатости Rа = 0.8...6.3 мкм обкатывание обеспечивает Rа = 0.2...0.8 мкм. Операции, предшествующие обкатыванию – точение (чистовое, тонкое) или шлифование. Припуск на обработку 0.005...0.02 мм. Обкатывание применяется для деталей из незакаленных сталей и чугуна. Применение в качестве деформирующего элемента шарика позволяет уменьшить усилие обкатывания, однако по производительности обкатка шариком уступает обкатыванию роликом. Ролики и шарики изготовляют из сталей 48 (легированных, углеродистых, инструментальных, быстрорежущих) и твердого сплава; используют также ролики и шарики от подшипников качения. В единичном и мелкосерийном производстве применяют приспособления с одним роликом или шариком. Шарики и ролики во избежание заклинивания опираются на шарикоподшипники или вставки из фторопласта. Приспособление крепят в резцедержателе токарного или карусельного станка. Для разгрузки узлов станка от односторонне приложенного усилия, при обработке нежестких деталей в крупносерийном и массовом производстве применяют инструмент с несколькими деформирующими элементами с установленными на заданный размер шариками или роликами (для обработки шеек валов – трехроликовые обкатки). Производительность процесса обкатывания определяется диаметром ролика или шарика. Обкатывание по способу закрепления обкатывающих элементов делится на два вида: • обкатывание упругими элементами; • обкатывание жесткими элементами. Обкатывание упругими элементами обеспечивает постоянное усилие в любой точке обрабатываемой поверхности. При обкатывании упругими элементами инструмент копирует исходный профиль заготовки и не изменяет погрешности формы в продольном и поперечном сечении детали. Происходит лишь изменение размеров из-за уменьшения микронеровностей на обрабатываемых поверхностях. Величина изменения размера после обкатывания зависит от состояния исходной поверхности и не превышает 0.01...0.06 мм при предварительной обработке точением и 0.005...0.03 мм при предварительной обработке шлифованием. Обкатывание жесткими инструментами применяется для точно обработанных поверхностей. Это позволяет получать поверхности с высокой точностью размеров и геометрической формы. Но из-за погрешностей предыдущей обработки пластическая деформация поверхностного слоя оказывается неравномерной. Обкатывание производится, как правило, за один рабочий ход. Скорость не оказывает заметного влияния на результаты обработки и выбирается с учетом требуемой производительности, конструкции детали и оборудования и составляет 30...150 м/мин. Значение усилия обкатывания выбирают в зависимости от цели обработки. Усилие может подбираться опытным путем или по специальным номограммам и рассчитываться по формулам [13]. При увеличении усилия обкатывания до определенного критического значения происходит уменьшение параметра Rа шероховатости. При превышении критической величины усилия происходит излишнее деформирование (перенаклеп) и, как следствие, шелушение обрабатываемой поверхности, что резко увеличивает шероховатость. 49 50 Черновое Получистовое Чистовое 10 - 9 - 8 6,3 - 0,4 Тонкое 8-7-6 1,6 - 0,2 Предварительное 9 - 8 6,3 - 0,4 7 - 6 3,2 - 0,2 Тонкое 6 - 5 1,6 - 0,1 4 - 3 0,1 - 0,01 5 - 3 0,1 - 0,012 5 - 3 0,16 - 0,01 5 - 4 0,4 - 0,08 Полирование Рис. 5. Классификация основных видов обработки наружных цилиндрических поверхностей: цифры в числителе означают достигаемые квалитеты, в знаменателе – параметр шероховатости Ra, мкм 13 - 12 - 11 25 - 1,6 14 -13 -12 50 - 6,3 Чистовое Отделочная обработка Доводка (притирка) Шлифование Суперфиниширование Точение Хонингование Основные методы и виды обработки Обкатывание 10 - 9 - 8 0,8 - 0,1 7-6-5 0,8 - 0,05 Размеры рифлений Обработка давлением Выглаживание Наружные цилиндрические поверхности Накатывание ng S a) б) Рис. 23. Схема процесса обкатывания:а-шариком ; б-роликом Величина подачи при обкатывании одноэлементным инструментом не превышает 0.2...0.6 мм/об, для многоэлементных инструментов подача составляет 0.1...3.0 мм/об. Уменьшение величины подачи до определенного критического значения сопровождается уменьшением шероховатости обрабатываемой поверхности. При дальнейшем уменьшении величины подачи из-за перенаклепа и шелушения поверхности шероховатость ее начинает увеличиваться. Обкатывание сталей производится с применением смазочно-охлаждающей жидкости в виде машинного масла или его смеси с керосином (по 50 %). Обработку чугуна рекомендуется вести без охлаждения. Обкатывание применяется как окончательная обработка, так и под последующую обработку для получения заданной точности и шероховатости. Эффект обработки при снятии малых припусков после обкатывания снижается незначительно. Разновидностью обкатывания шариком является вибрационное обкатывание, которое позволяет получить на поверхности детали регулярный микрорельеф с заданными параметрами. Выглаживание алмазное Это процесс пластического деформирования обрабатываемой поверхности алмазным зерном путем трения скольжения. 51 Применение алмаза в качестве выглаживающего инструмента обусловлено его высокой твердостью и износостойкостью, малым коэффициентом трения скольжения и хорошей теплопроводностью. Алмазное выглаживание выполняют после операции точения или шлифования для снижения шероховатости, создания однородного, пластически упрочненного поверхностного слоя с остаточными напряжениями сжатия и не шаржированного абразивом. При алмазном выглаживании достигается шероховатость Rа = 0.04...0.01 мкм при исходной шероховатости до выглаживания Rа = 0.63...0.02 мкм. Упрочнение поверхностного слоя составляет до 80 %. Глубина упрочненного слоя и шероховатость зависят от усилия выглаживания, радиуса рабочей части алмаза и режимов обработки. Глубина упрочненного слоя составляет до 0.4 мм. Опорная поверхность детали после выглаживания в 2...4 раза больше, чем после суперфиниширования, шлифования или полирования. Детали с поверхностью, обработанной алмазным выглаживанием, обладают высокой износостойкостью и усталостной прочностью. Преимущества алмазного выглаживания – высокая производительность обработки, универсальность, простота наладки оборудования и технологической оснастки. Выглаживанием можно обрабатывать наружные и внутренние поверхности вращения, торцевые поверхности на токарных, карусельных, сверлильных и расточных станках. Алмазным выглаживанием обрабатывают стали (в том числе закаленные), цветные металлы и их сплавы. Инструмент для выглаживания состоит из наконечника с алмазом и державки. Алмаз, природный или синтетический, массой 0.2...0.85 карата крепится в корпусе наконечника пайкой серебряным припоем или латунью. Рабочая часть алмаза выполняется сферической с радиусом 3.0...3.5 мм для выглаживания незакаленных стальных заготовок и из цветных металлов, и с радиусом 1...2 мм для обработки закаленных стальных деталей. Державка при работе крепится на суппорте станка или в пиноли задней бабки. По степени деформирующего воздействия на поверхность алмазное выглаживание подразделяется на: • сглаживающее; • сглаживающе-упрочняющее; • упрочняющее. В зависимости от способа крепления выглаживателя различают алмазное выглаживание: • упругое; • жёсткое. При упругом выглаживании погрешности формы детали в поперечном и продольном сечении копируются. При выглаживании с жестким закреплением выглаживателя повышается точность формы обрабатываемой поверхности до 15...50 %. 52 Размеры деталей после выглаживания изменяются незначительно (на 0.001...0.003 мм). Для выглаживания используют станки классов точности В, А и С, обеспечивающие малые подачи и безвибрационную работу. Качество поверхности после выглаживания зависит от режимов выглаживания – в основном усилия выглаживания и подачи. Число рабочих ходов и скорость выглаживания мало влияют на шероховатость и микротвердость обработанной поверхности. Скорость вращения детали при выглаживании – 10...80 м/мин для цветных сплавов и мягких сталей и – 200...280 мм/мин для закаленных сталей. При уменьшении подачи качество обработанной поверхности повышается; наиболее целесообразна подача 0.005...0.1 мм/об. Качество обработанной поверхности повышается с увеличением усилия выглаживания. Усилие выглаживания не должно превышать 300 Н; при больших величинах возможно получение перенаклепа и шелушения обработанной поверхности. Наибольшее упрочнение достигается при усилии 100...200 Н. При применении алмазного выглаживания режимы уточняются экспериментально. Выглаживание с применением индустриального масла снижает износ алмаза в 5 раз по сравнению с выглаживанием всухую. Применение керосина или эмульсии приводит к интенсивному износу алмаза. Обработка дробью Сущность процесса заключается в том, что обрабатываемая поверхность подвергается многочисленным ударам дроби, выбрасываемой на обрабатываемую поверхность пневматическим или механическим способом. В результате такой обработки упрочняется поверхностный слой, а обрабатываемая поверхность покрывается сетью микролунок. Получаемый микрорельеф увеличивает износостойкость трущихся поверхностей, так как микролунки удерживают смазку. Увеличивается сопротивление детали переменным нагрузкам. Стальные детали обрабатываются чугунной или стальной дробью, детали из цветных сплавов – алюминиевой или стеклянной. Обдувка дробью применяется для упрочняющей обработки деталей сложной конфигурации и для очистки литых заготовок от окалины и формовочных смесей. 1.5. Методы обработки шпоночных и шлицевых поверхностей 1.5.1. Обработка шпоночных поверхностей Шпоночные и шлицевые соединения применяются для передачи крутящего момента деталям, сопрягаемым с валом. Шпоночные канавки на валах изготавливаются для призматических или сегментных шпонок. Шпоночные канавки для призматических шпонок могут быть закрытыми с двух (глухие) или с одной стороны, или сквозными. 53 Шпоночные канавки в зависимости от их формы обрабатывают концевыми или дисковыми фрезами. Канавки для сегментных шпонок и канавки для призматических шпонок сквозные и закрытые с одной стороны изготавливаются фрезерованием трехсторонними дисковыми фрезами на горизонтальнофрезерных станках (рис. 24-а). Это наиболее производительный способ фрезерования. Менее производительным способом является фрезерование канавок для призматических шпонок сквозных и закрытых с одной стороны многозубыми концевыми фрезами на вертикально-фрезерных станках. Глухие канавки фрезеруются концевыми двузубыми фрезами на вертикально-фрезерных станках. При невысоких требованиях по ширине канавок фрезерование концевой фрезой производится за один ход. Для получения точных по ширине канавок в серийном и массовом производстве применяют шпоночно-фрезерные полуавтоматы с "маятниковой" подачей, работающие концевыми двухзубыми фрезами. За один рабочий ход фреза подаётся на глубину резания 0.2...0.3 мм и фрезерует паз на всю длину, затем вновь подается на эту же глубину и фрезерует паз в другом направлении и так до получения полной глубины паза (рис. 24-б). Сквозные шпоночные канавки валов кроме фрезерования можно обработать на строгальных станках. Шпоночные канавки под сегментные шпонки фрезеруют концевыми дисковыми или насадными дисковыми трехсторонними фрезами (рис. 24-в). Точность глубины шпоночных канавок и параллельность образующих их поверхностей относительно оси вала во многом зависит от выбора технологических баз при установке вала на станке. Максимальная точность обработки получается при использовании в качестве технологической базы поверхностей центровых отверстий (вал в центрах). Если в качестве технологических баз используют наружные цилиндрические поверхности вала (вал на призмах), то появляется погрешность базирования, связанная с колебаниями установочного диаметра вала в партии. Шпоночные канавки в отверстиях обрабатываются в единичном и мелкосерийном производствах на долбежных станках, в серийном и массовом на протяжных станках. 1.5.2. Методы обработки шлицевых поверхностей Шлицевые соединения применяют для передачи больших крутящих моментов. Шлицевые соединения валов и втулок представляют собой многошпоночные соединения, у которых шпонки (шлицы) выполнены за одно целое с валом. Это повышает жесткость вала и обеспечивает требуемое направление и легкость перемещения монтируемых на нем деталей. По конструкции шлицы могут быть прямобочными, эвольвентными, треугольными и трапецеидальными. Наиболее часто применяются прямобочные и эвольвентные шлицы. Шлицевое соединение с прямобочными шлицами может выполняться с центрированием втулки по внутреннему диаметру, наружному диаметру или по боковым сторонам шлицев. 54 Dф nф а) s nф б) nф S в) s Рис. 24. Способы фрезерования канавок: а-дисковой фрезой с продольной подачей ; б-концевой фрезой с маятниковой подачей ; в-дисковой фрезой с вертикальной подачей 55 Соединения с эвольвентными шлицами центрируются по профилю. Встречается центрирование по вспомогательной цилиндрической поверхности. Технологический процесс обработки шлицев зависит от метода центрирования шлицевого соединения и термической обработки. Шлицы на валах изготовляются следующими способами: • фрезерованием с последующим шлифованием; • протягиванием; • строганием; • накатыванием. Наиболее распространенными способами изготовления шлицев является фрезерование с последующим шлифованием и накатывание. Шлицестрогание и шлицепротягивание являются прогрессивными высокопроизводительными способами для крупносерийного и массового производства. При шлицестрогании шлицы изготовляют на шлицестрогальных станках с одновременным строганием всех шлицев специальной головкой, которая имеет радиальную подачу резцов (контурное строгание). Количество и профиль резцов соответствуют числу и профилю впадин между шлицами. Шлицестрогальные станки используются как отдельно работающие станки или, что особенно эффективно, встроенные в автоматическую линию. Шлицепротягивание производят двумя блочными протяжками одновременно двух диаметрально противоположных впадин с последующим поворотом вала после каждого хода протяжки. Блок протяжки состоит из набора резцов – зубьев, которые могут независимо перемещаться в радиальном направлении. По производительности шлицестрогание и шлицепротягивание производительнее шлицефрезерования в 5...8 раз. 1.5.2.1. Фрезерование шлицев Фрезерование шлицев производится двумя методами: • копированием; • обкаткой. Метод копирования применяется на горизонтально-фрезерных станках с делительным устройством и осуществляется следующими способами: • фрезерование одной впадины шлицев дисковой фасонной фрезой (рис. 25-а); • фрезерование двумя дисковыми двусторонними фрезами и профильной фрезой (рис. 25-б); • фрезерование одновременно двух канавок шлицев двумя дисковыми фасонными фрезами (рис. 25-в). Более совершенным и точным методом является фрезерование методом обкатки червячными шлицевыми фрезами на шлицефрезерных и зубофрезерных станках. В процессе нарезания осуществляется согласованное вращение фрезы (рис. 25-г) и нарезаемого вала (для обеспечения заданного числа шлицев) и перемещение фрезы вдоль оси вала, согласованное с его вращением. Конструкция червячных фрез аналогична конструкциям червячных фрез для 56 нарезания цилиндрических зубчатых колес. Для каждого диаметра и числа зубьев требуется отдельная фреза. Профиль фрезы зависит от вида центрирования шлицевого соединения и может быть обычный или с усиками. Фрезы с усиками, в том числе и дисковые, применяют для обработки валов при центрировании по внутреннему диаметру. Усики образуют канавки у основания шлица, чтобы не было заедания во внутренних углах; эти канавки необходимы также при шлифовании по боковым сторонам и внутреннему диаметру. В зависимости от требуемой точности шлицы фрезеруют за один или два рабочих хода. При диаметре вала более 80 мм шлицы фрезеруют за два рабочих хода. Метод обкатки трудоемкий, так как режимы резания сравнительно невысокие: скорость резания 20...30 м/мин, подача 20 мм/мин. В качестве технологических баз при нарезке шлицев используют поверхности центровых отверстий. Валы с короткими опорными шейками, к которым выходят шлицы, нельзя устанавливать в центрах с хомутиком, так как он не дает выхода фрезе. В этом случае шлицевой вал со стороны шпинделя базируется по наружной поверхности опорной шейки вала в специальной оправке с обратным конусом. 1.5.2.2. Шлифование шлицев При центрировании шлицев вала по наружному диаметру шлифуют наружную цилиндрическую поверхность вала на круглошлифовальных станках. При центрировании по внутреннему диаметру шлифуют поверхности впадин (т.е. внутренний диаметр) и боковые поверхности шлицев. Шлицешлифование является разновидностью плоского шлифования и производится на плоскошлифовальных станках с прямоугольным столом, с делительным приспособлением или на шлицешлифовальных станках. Различают следующие способы шлицешлифования. 1. Шлифование одним фасонным кругом дна и боковых поверхностей шлицев (рис. 26-а). Способ наиболее точный и производительный. Характеризуется простотой наладки, точным взаимным расположением обрабатываемых поверхностей. Применяется для валов, имеющих до шести шлицевых канавок. Недостатки: неравномерный износ круга из-за разных условий шлифования дна и боковых поверхностей, требуется частая правка круга. 2. Шлифование дна и боковых поверхностей шлицев тремя кругами, закрепленными на одной оправке (рис. 26-б). Одновременно тремя кругами шлифуются три разные канавки. При этом способе, в отличие от первого, возможно применение кругов разных характеристик для обработки дна и боковых поверхностей. Применяется для валов, имеющих больше шести канавок. Недостатки: усложнение наладки, удлинение шпинделя с кругами, увеличение отжатия и вибрации. 57 б) а) в) nф ng s г) Рис. 25. Способы фрезерования шлицев : а-шлицевой дисковой фрезой ; б-двумя дисковыми фрезами ; в-раздельное фрезерование тремя фрезами г-шлицевой червячной фрезой 58 3. Раздельное шлифование дна и боковых поверхностей шлицев (рис. 26-в). При этом способе возможно применение кругов разных характеристик; улучшаются условия шлифования дна и боковых поверхностей; упрощается правка кругов. Недостатки: необходимость обработки в две операции на разных станках или с переналадкой, в результате чего снижается точность взаимного расположения поверхностей и увеличивается трудоемкость. 1.5.2.3. Обработка шлицев пластическим деформированием Накатывание шлицев является производительным методом и применяется для изготовления эвольвентных шлицев (для прямобочных шлицев значительно сложнее профиль инструмента для накатки). Эксплуатационные характеристики валов с накатанными шлицами выше, чем получаемых резанием. Повышается прочность, износостойкость; в ряде случаев накатывание позволяет избегать термической обработки валов и дальнейшей механической обработки шлицев. Накатывание шлицев производится в холодном или горячем состоянии. Холодная накатка применяется для заготовок твердостью не более НВ 220 и с модулем до 2.5 мм. Накатка выполняется роликами, рейками и многороликовыми головками (рис. 27). Диаметр заготовки под накатывание меньше наружного диаметра детали; точность диаметра под накатку значительно выше, чем при фрезеровании шлицев. Предпочтительнее накатывание валов с большим числом шлицев (не менее 18),так как процесс протекает более плавно. Накатывание шлицев рейками за один рабочий ход на всю длину производительнее, чем накатывание роликами, но вследствие больших сил рейками накатывают шлицы длиной не более 80...100 мм. Существует и другое высокопроизводительное накатывание эвольвентных шлицев на валах – планетарным методом двумя роликовыми головками. 59 б) а) в) Рис. 26. Способы шлифования шлицев : а-одним кругом; б-тремя кругами ; в-раздельное шлифование 60 а) б) в) Рис. 27. Схемы накатывания шлицев : а-круглыми роликами ; б-рейками ; в-многороликовой головкой 61 1.5.2.4. Последовательность обработки шлицев У закаливаемых валов, центрируемых по наружному диаметру, обработка шлицев включает следующие операции: • шлифование наружного диаметра с припуском под окончательное шлифование; • фрезерование шлицев с припуском на шлифование боковых поверхностей; • термическая обработка; • исправление центровых отверстий; • шлифование наружного диаметра; • шлифование боковых поверхностей шлицев. У незакаливаемых валов обработка шлицев состоит только из двух операций: • шлифование наружного диаметра; • фрезерование шлицев. У шлицевых валов с центрированием по внутреннему диаметру последовательность операций до термообработки та же. После термической обработки и зачистки центровых отверстий шлифуются боковые поверхности шлицев и внутренний диаметр. 1.5.2.5. Обработка шлицевых поверхностей в отверстиях Маршрут изготовления шлицевых поверхностей в отверстиях зависит от способа центрирования. При центрировании по внутреннему диаметру вала можно применять закаленные втулки, так как центрирующие выступы втулок удобно шлифовать на внутришлифовальном станке. При центрировании по наружному диаметру упрощается обработка вала, но втулки должны быть сырыми или улучшенными, так как их надо обрабатывать на протяжном станке. Шлицы в отверстиях, как правило, протягивают. Шлицевое отверстие диаметром до 50 мм протягивают одной комбинированной протяжкой. При большем диаметре протягивание цилиндрической поверхности и шлицев осуществляется раздельно круглой протяжкой и затем шлицевой протяжкой – обычной или прогрессивной. Протягивание высокопроизводительно, обеспечивает шероховатость Rа = 1.7...0.8 мкм. Внутреннюю поверхность шлицев в отверстиях шлифуют на внутришлифовальных станках. Для получения точного наружного диаметра впадин шлицевого отверстия его калибруют или притирают. 1.6. Методы обработки резьбовых соединений 1.6.1. Основные сведения о резьбе В машиностроении применяют цилиндрические и конические резьбы. Цилиндрические резьбы подразделяют на крепежные и ходовые. Основной крепежной резьбой является метрическая резьба треугольного профиля с уг62 лом профиля 60 градусов. Крепежная дюймовая резьба (угол профиля 55 градусов) применяется при изготовлении запчастей и ремонте зарубежного оборудования. Ходовые резьбы изготовляют с прямоугольным или трапецеидальным профилем; они могут быть однозаходные и многозаходные. Кроме указанных резьб при меняют и специальные резьбы: трубную, упорную, круглую и др. Различают резьбы правые и левые. Стандартом предусмотрены соединения резьбовых деталей с гарантированным зазором, с гарантированным натягом и с переходными посадками. Для получения посадок резьбовых деталей с гарантированным зазором стандартом предусмотрены пять (d, c, f, g, h) основных отклонений для наружных и четыре (E, F, G, H) для внутренних резьб. Степени точности изготовления диаметральных размеров резьбовых деталей следующие: наружный диаметр болта – 4, 6, 8-я; средний диаметр болта – 3, 4, 5, 6, 7, 8, 9, 10-я; внутренний диаметр гайки – 4, 5, 6, 7, 8, 9-я; средний диаметр гайки – 4, 5, 6, 7, 8, 9-я. По точности метрические резьбы условно делятся на три класса: грубый – 8g, 8h, 7G, 7H; средний – 6d, 6e, 6f, 6g, 6h, 6G, 6H; точный – 4g, 4h, 4H, 5H. При изготовлении резьбы, кроме точности среднего диаметра и шероховатости, необходимо выдержать угол профиля и шаг. Изготовление резьбы производится двумя методами: нарезанием и давлением. Основные способы изготовления резьбы с указанием границ степеней точности и шероховатости приведены на рис. 28. 1.6.2. Нарезание резьбы лезвийным инструментом 1.6.2.1. Нарезание резьбы резцами и резьбовыми гребёнками Наружную и внутреннюю резьбы нарезают резцами на универсальных токарно-винторезных станках с ручным и числовым программным управлением, револьверных автоматах, резьботокарных и специальных станках. Резьбовые резцы имеют соответствующий профиль (60 градусов) и делятся на плоские (стержневые); призматические и круглые (типа призматических и круглых фасонных резцов). Призматические и круглые резцы обеспечивают более точный профиль резьбы, так как затачиваются по передней поверхности, а задние поверхности сохраняют профиль неизменным. Для улучшения качества поверхности резьбы применяют пружинные державки. Предложены разнообразные конструкции резьбовых резцов со специальной заточкой. При нарезании резьб резцами высокие требования предъявляются не только к заточке резца и сохранению правильного профиля, но и к установке резца относительно детали: перпендикулярность к оси детали и расположение передней поверхности на высоте центров станка. Нарезание резьбы резцами является малопроизводительным процессом, так как обработка осуществляется за несколько рабочих ходов и требует высокой квалификации рабочего. Достоинством способа является универсальность оборудования, инструмента и возможность получить резьбу высокой точности. Для повышения точности резьбы осуществляют как черновые, так и чи63 стовые рабочие ходы. При черновых ходах профиль резцов может совпадать или отличаться от профиля чистовых резцов. При нарезке резьбы резцами применяют три схемы: профильную (при шаге резьбы менее 2.5 мм), генераторную и смешанную профильно-генераторную. Профильная схема может реализовываться двумя способами: с радиальной (рис. 29-а) и радиальноосевой подачами (рис. 29-б). Первый способ более точный, но менее производительный, поэтому рекомендуются черновые рабочие ходы делать вторым способом, а чистовые – первым. Для скоростного нарезания резьбы применяют резцы, оснащенные твердым сплавом, а также наборы резцов. Скорости резания при нарезании резьбы резцами составляют: при обработке сталей – 20...40 м/мин резцами из быстрорежущей стали и 80...100 м/мин резцами из твердого сплава. Для повышения производительности обработки резьбы применяют резьбовые гребенки – плоские тангенциальные и круглые. Гребенки изготавливают из быстрорежущей стали. Ширина гребенки равна не менее чем шести шагам. При нарезании резьбы гребенкой снятие стружки распределяется между несколькими зубьями и число рабочих ходов может быть уменьшено до одного. Применение гребенок позволяет нарезать резьбы среднего класса точности. 1.6.2.2. Нарезание резьбы плашками и резьбонарезными головками По конструкции плашки делятся на круглые, трубчатые и призматические. Плашками нарезают резьбу как вручную, так и на различных станках токарной, сверлильной, резьбонарезной группы в единичном и мелкосерийном производстве. Круглые плашки предназначены для нарезания правых и левых метрических резьб диаметром 1...76 мм, правой и левой трубной цилиндрической резьбы, дюймовой конической резьбы и трубной конической резьбы. Круглые плашки устанавливаются на станках в специальных патронах. Точность нарезаемой метрической резьбы соответствует среднему и грубому классу. Диаметры стержней под нарезание метрической резьбы выбирают по ГОСТ 19258-73. Плашки круглые изготовляют из стали 9ХС или ХВСГ. Рекомендуемые скорости резания при работе круглыми плашками для стали составляют 2...4 м/мин. Основной недостаток всех типов плашек – необходимость свинчивания их после нарезания, что снижает производительность и ухудшает качество резьбы. Нарезание резьбы резьбонарезными самооткручивающимися головками значительно производительнее и точнее. Производительность повышается за счет исключения вспомогательного хода на обратное свинчивание, так как после окончания нарезания головка раскрывается и быстро отводится назад. Преимуществами нарезания резьбы головками являются: более высокая скорость резания; обеспечивается точность нарезания резьбы 6g, 4h; допускается большое число повторных заточек; возможно регулирование диаметра нарезаемой резьбы. 64 Резьбовой головкой Плашкой круглой Резцами или гребенкой 65 Фрезой 6 6 ,3 -1 ,6 Шлифование однопрофильное 6 1, 6 -0 ,8 4 0 ,8 - 0, 2 Бесцентровое шлифование 4 0 , 8 -0 ,2 О б ра б о тк а д а вл е н и е м В ну т р ен н и х 6 0 ,8 -0 , 4 Роликами 6,4 0, 8 -0 ,2 6 3 ,2 -0 ,8 Бесстружечным метчиком 6 1 ,6 -0 , 8 Р и с. 28 . К ла сси ф и к а ц и я о сн овн ы х м етод ов фо рм ооб р азова н и я р езь бы : ц и ф р ы в ч и сл и тел е о зн ач а ю т сте п ен и точ н о сти р езь б ы : в зн а м е н ател е - п а р ам етр ш ер охов атости R а, м к м 8 1 2 ,5 -6 ,3 Метчиком 6 6 , 3 -3 ,2 Шлифование многопрофильное 6 ,4 6 ,3 - 1, 6 А б р а зи вн ы м и н с тр у ме н то м С к во зн ы х , гл у х их Плоскими плашками 6, 4 6 , 3- 0 ,8 Л е зви й н ы м и нс т ру м е н то м Р е за н и е Н ар у ж н ы х О с но в н ы е м е тод ы ф о р м о о б р азо в ан и я р ез ьб о вы х п о ве р хн о с те й Накатными головками Резьбонарезные головки применяются в серийном и массовом производстве. Их делят на два типа: • винторезные с круглыми гребенками (вращающиеся и невращающиеся); • головки с тангенциальными плоскими гребенками. Винторезные головки с круглыми гребенками невращающиеся применяются для токарных и револьверных станков; вращающиеся – для автоматов и револьверных станков. Данные головки обеспечивают нарезание резьбы среднего класса (метрических и дюймовых) с номинальным диаметром 4...60 мм и шагом до 4 мм. Головки с тангенциальными плоскими плашками предназначены для нарезания метрических, трубных цилиндрических и конических резьб среднего класса на болторезных, трубонарезных, токарных, револьверных станках. Скорость резания при использовании головок с гребенками из быстрорежущей стали составляет 7...17 м/мин (при обработке сталей). 1.6.2.3. Нарезание резьбы вращающимися резцами (вихревыми головками) Вихревые головки применяются на специально приспособленных токарновинторезных и резьбофрезерных станках для нарезания одно- и многозаходных наружных и внутренних резьб и червяков в условиях крупносерийного и массового производства. Диаметр нарезаемой резьбы 20...200 мм с шагом 4 мм и более, классы точности грубый и средний. При нарезке резьбы деталь закрепляется в центрах или в патроне и приводится во вращение. Вихревая головка (рис. 30-а), оснащенная одним или несколькими резцами с пластинками из твердого сплава, вращается от специального привода и расположена эксцентрично относительно оси детали. При вращении головки резец описывает окружность, диаметр которой больше диаметра детали. Один раз за каждый оборот головки резец прорезает серповидную канавку, имеющую профиль резьбы. За каждый оборот вращающейся детали, при перемещении головки вдоль оси детали на величину шага резьбы, на детали образуется один виток резьбы. Нарезание резьбы вихревыми головками может производиться с внешним касанием по схеме рис. 30-б. Нарезание резьбы по этой схеме применяется реже из-за образования более короткой стружки и получения менее чистой поверхности резьбы. Скорость резания при нарезании составляет 100...450 м/мин. 1.6.2.4. Фрезерование резьбы Фрезерование резьбы применяется в серийном и массовом производстве для нарезания наружных и внутренних резьб на резьбофрезерных станках. Оно осуществляется двумя способами: дисковой фрезой (рис. 31-а) и групповой (гребенчатой) фрезой (рис. 31-б). Фрезерование дисковой фрезой применяется при нарезании резьб с большим шагом (свыше 4 мм) и крупным профилем, предварительного нарезания трапецеидальных резьб. После фрезерования окончательную обработку резьб 66 выполняют резцом или профильным шлифовальным кругом. Профиль фрезы соответствует профилю резьбы; ось фрезы располагается по отношению к оси детали под углом подъема резьбы. При нарезании резьбы фреза вращается и имеет поступательное движение вдоль оси вращающейся детали. Продольная подача фрезы соответствует шагу резьбы. Гребенчатые групповые фрезы применяют для нарезания коротких остроугольных резьб с мелким шагом. Групповая фреза представляет собой несколько дисковых резьбовых фрез, сложенных торцами. Длина фрезы должна быть на две-три нитки больше длины нарезаемой резьбы и нарезание выполняется за 1.2 оборота заготовки (0.2 оборота необходимо для полного врезания и перекрытия места врезания). Групповая фреза устанавливается параллельно оси детали, а не под углом, как дисковая фреза; поэтому резьбу с большим подъемом групповой фрезой нарезать нельзя. Гребенчатые фрезы могут быть концевого типа с коническим хвостовиком или насадными и изготовляются из быстрорежущих сталей. Для образования резьбы заготовка или фреза должна переместиться в осевом направлении на один шаг, что наряду с отсутствием обратных ходов обеспечивает увеличение производительности в несколько раз по сравнению с обычным нарезанием резьбы резцами. Наименьший диаметр наружной резьбы при фрезеровании – 10...15 мм, внутренней – 18...20 мм. Диаметр фрезы для нарезания внутренней резьбы выбирают равным 2/3 диаметра фрезеруемой резьбы. Резьбу нарезают по методу встречного фрезерования для обеспечения лучшего качества обрабатываемой поверхности и повышения виброустойчивости технологической системы. Рекомендуемые режимы резания при обработке стали: подача 0.02...0.10 мм/зуб; скорость резания 35...75 м/мин. Способ целесообразен в тех случаях, когда резьба близко расположена по отношению к торцу ступени вала большого диаметра и обеспечивает получение резьбы не выше степени точности 8g, 6g. Существенным недостатком фрезерования резьбы является прерывистое резание, при котором повышается шероховатость. 1.6.3. Шлифование резьбы Шлифование резьбы применяется для обеспечения заданной точности. Применяется при изготовлении резьбонарезного инструмента, резьбовых калибров, накатных роликов и точных резьб. Резьбошлифование выполняют, как правило, после термической обработки предварительно нарезанной резьбы. Резьбы с шагом до 1.5 мм можно шлифовать без предварительной нарезки. Резьбошлифование может быть наружным и внутренним и осуществляется на резьбошлифовальных станках. В качестве режущего инструмента при шлифовании резьбы используют абразивные шлифовальные круги однониточные и многониточные. Схемы шлифования резьбы одно – и многониточными кругами аналогичны фрезерованию соответственно дисковой или групповой фрезой. Шлифование однониточными 67 кругами обеспечивает высокую точность резьбы, а шлифование многониточными кругами – меньшую точность, но более высокую производительность. Шлифование однониточным кругом производится с продольной подачей детали. Шлифование многониточным кругом производится двумя способами: с продольной подачей и с поперечной подачей (врезное). Врезное шлифование применяется для коротких резьб (длиной не более 40 мм). Ширина круга должна быть больше длины шлифуемой резьбы на 2...4 шага. Шлифование производится врезанием с продольным перемещением детали на 2...4 шага за 2...4 ее оборота. При врезном шлифовании имеет место искажение профиля резьбы. При длине резьбы больше ширины многониточного круга шлифование производится с продольной подачей детали. Все нитки резьбы детали последовательно шлифуются всеми нитками шлифовального круга. Круг при этом заправляется под углом 5...10 градусов. При шлифовании с продольной подачей искажение профиля резьбы значительно меньше, чем при врезном. Однониточные круги правят алмазами при помощи специального приспособления, многониточные круги профилируют накатыванием кольцевой резьбы стальным роликом. В массовом производстве применяется бесцентровое шлифование наружной резьбы многониточными кругами. Для этого применяют станки, имеющие схемы обычных бесцентрово-шлифовальных станков с многониточными кругами с кольцевыми канавками, имеющими профиль шлифуемой резьбы. 1.6.4. Накатывание резьбы Обработка резьбы накатыванием осуществляется копированием путем пластического деформирования профиля накатного инструмента. Накатывание применяется в крупносерийном и массовом производстве с обеспечением высокой производительности и точности. При накатывании обеспечивается: степень точности резьбы до 4...5-ой, шероховатость поверхности профиля резьбы не более Rа = 1.25 мкм, повышение прочности на 25...30 %, повышение износостойкости поверхностного слоя резьбы. Накатывание резьбы применяется для металлов с величиной временного сопротивления разрыву не более 850 мПа и твердостью НВ 120...340. При накатывании резьбы диаметр заготовки под накатывание наружных резьб рассчитывается по специальным формулам [5, 13], исходя из условия постоянства объема металла до и после деформации. Накатывают резьбы в холодном состоянии. Накатывание наружных резьб осуществляется: • плоским инструментом с тангенциальной подачей; • круглым инструментом с подачами: радиальной, тангенциальной, радиально-осевой и осевой. 68 а) s s б) Рис. 29. Схемы резания при резьбонарезании резцами: а-радиальной подачей; б-радиально-осевой подачей б) а) Рис. 30. Схема нарезания резьбы вращающимися резцами: а-внутренним касанием ; б)наружным касанием ng ng nф а) б) Рис. 31. Схема фрезерования резьбы: а)дисковой фрезой; б)гребенчатой фрезой 69 nф s 1.6.4.1. Накатывание плоскими плашками и роликами Накатывание плоскими плашками осуществляется на резьбонакатных станках и автоматах. Плашки работают в комплекте из двух штук (рис. 32-а): одна плашка неподвижна, а другая совершает возвратно-поступательное движение. Рабочая поверхность плашек имеет прямолинейную резьбу (развертку витка резьбы) с профилем и углом подъема, соответствующими профилю и углу подъема накатываемой резьбы. Плоские резьбонакатные плашки позволяют получать крепежные резьбы диаметром до 35 мм шестой степени точности, а также шурупы. Из-за больших давлений этим способом нельзя накатывать резьбы на нежестких и пустотелых заготовках. Накатывание роликами с радиальной подачей роликов применяют для метрических резьб диаметром 3...68 мм с шагом 0.5...6 мм. Накатывание производится одним, двумя или тремя роликами. Наибольшее распространение имеет способ накатывания двумя роликами. Накатывание производят на резьбонакатных станках с комплектами резьбонакатных роликов, состоящих из двух штук. Оси роликов (рис. 32-б) параллельны оси накатываемой заготовки, которая свободно вращается и перемещается в радиальном направлении одним из роликов. Способ обеспечивает получение резьбы с полями допуска 4h, 6h. Ограничением применения накатывания двумя роликами является невысокая производительность. Наибольшую производительность имеют резьбонакатные станки с инструментом в виде ролика-сегмента (рис. 32-в), которые работают с тангенциальной подачей. Однако область их применения ограничена деталями с диаметром менее 15 мм и длиной резьбы до 2d...3d, где d – диаметр накатываемой резьбы. 1.6.4.2. Накатывание резьбонакатными головками и плашками Основное преимущество накатывания резьбы резьбонакатными плашками и головками – возможность применения их на токарных, револьверных, сверлильных, болтонарезных станках и автоматах. Наибольшее распространение получили серийно выпускаемые раскрывающиеся резьбонакатные головки осевого типа. Применяют также резьбонакатные невращающиеся головки. С конструкциями резьбонакатных плашек и головок можно ознакомиться в литературе [5, 13]. Головки и плашки работают по принципу самозатягивания, т.е. поступательное движение инструмента обеспечивается сцеплением резьбы роликов с резьбой изделия. Принудительная подача применяется только до момента захвата заготовки накатными роликами, плашками или головками. Рекомендуемые скорости накатывания головками составляют 30...80 м/мин для конструкционной стали; 30...50 м/мин для инструментальной стали; 30...90 м/мин для цветных сплавов. 70 а) б) в) Рис. 32. Схемы накатывания наружных резьб: а - плоскими плашками;б - роликами с радиальной подачей; д - роликом - сегментом с тангенциальной подачей 71 1.7. Особенности технологических процессов изготовления валов 1.7.1. Основные схемы базирования Основными конструкторскими базами большинства валов являются поверхности опорных шеек. Однако использовать их в качестве технологических баз для обработки наружных поверхностей на всех операциях затруднительно. Для условия сохранения единства и постоянства баз за технологические базы принимают поверхности центровых отверстий (ГОСТ 14034-74). Для исключения погрешности базирования при выдерживании длин ступеней от торца вала необходимо в качестве опорной технологической базы использовать торец заготовки. С этой целью заготовку устанавливают на плавающий передний центр. Передача крутящего момента при установке вала в центрах осуществляется с помощью поводкового патрона (ГОСТ 2571-71) или хомутика (ГОСТ 2578-70). Могут также применяться торцовые поводковые патроны и рифленые центры. 1.7.2. Основные операции механической обработки 05. Заготовительная. Для заготовок из проката: рубка прутка на прессе или резка прутка на фрезерно-отрезном или другом станке. Для заготовок, получаемых методом пластического деформирования, штамповать или ковать заготовку. 010. Правильная (применяется для проката). Правка заготовки на прессе или другом оборудовании. В массовом производстве может производится до отрезки заготовки. В этом случае правится весь пруток на правильно-калибровочном станке. 015. Термическая. Улучшение, нормализация. 020. Подготовка технологических баз. Обработка торцев и сверление центровых отверстий. В зависимости от типа производства операцию производят: • в единичном производстве подрезку торцев и центрование на универсальных токарных станках последовательно за два установа с установкой заготовки по наружному диаметру в патроне; • в серийном производстве подрезку торцев выполняют раздельно от центрования на продольно-фрезерных или горизонтально-фрезерных станках, а центрование – на одностороннем или двустороннем центровальном станке. Применяются фрезерно-центровальные полуавтоматы последовательного действия с установкой заготовки по наружному диаметру в призмы и базированием в осевом направлении по упору; • в массовом производстве применяют фрезерно-центровальные станки барабанного типа, которые одновременно фрезеруют и центруют две заготовки без съема их со станка. Форму и размеры центровых отверстий назначают в соответствии с их технологическими функциями по ГОСТ 14034-74. 72 Для нежестких валов (отношение длины к диаметру более 12) – обработка шеек под люнеты. 025. Токарная (черновая). Выполняется за два установа на одной операции (единичное производство) или каждый установ выполняется как отдельная операция. Производится точение наружных поверхностей (с припуском под чистовое точение) и канавок. Это обеспечивает получение точности IT12, шероховатости Ra = 6,3. В зависимости от типа производства операцию выполняют: • в единичном производстве на – токарно-винторезных станках; • в мелкосерийном – на универсальных токарных станках с гидросуппортами и станках с ЧПУ; • в серийном – на копировальных станках, горизонтальных многорезцовых, вертикальных одношпиндельных полуавтоматах и станках с ЧПУ; • в крупносерийном и массовом – на многошпиндельных многорезцовых полуавтоматах; мелкие валы могут обрабатываться на токарных автоматах. 030. Токарная (чистовая). Аналогична приведенной выше. Производится чистовое точение шеек (с припуском под шлифование). Обеспечивается точность IT11...10, шероховатость Ra = 3,2. 035. Фрезерная. Фрезерование шпоночных канавок, шлицев, зубьев, всевозможных лысок. Шпоночные пазы в зависимости от конструкции обрабатывают дисковой фрезой (если паз сквозной) на горизонтально-фрезерных станках, пальцевой шпоночной фрезой (если паз глухой) на вертикально-фрезерных станках. В серийном и массовом производствах для получения глухих шпоночных пазов применяют шпоночно-фрезерные полуавтоматы, работающие "маятниковым" методом. Технологическая база – поверхности центровых отверстий или наружные цилиндрические поверхности вала. При установке на наружные цилиндрические поверхности вала (на призмы) возникает погрешность базирования, связанная с колебаниями диаметров установочных шеек вала в партии. Шлицевые поверхности на валах чаще всего получают обкатыванием червячной фрезой на шлицефрезерных или зубофрезерных станках с установкой вала в центрах. При диаметре шейки вала более 80 мм шлицы фрезеруют за два рабочих хода. 040. Сверлильная. Сверление всевозможных отверстий. 045. Резьбонарезная. На закаливаемых шейках резьбу изготавливают до термообработки. Если вал не подвергается закалке, то резьбу нарезают как правило после окончательного шлифования шеек (для предохранения резьбы от повреждений). Мелкие резьбы у термообрабатываемых валов получают сразу на резьбошлифовальных станках. 73 Внутренние резьбы нарезают машинными метчиками на сверлильных, револьверных и резьбонарезных станках в зависимости от типа производства. Наружные резьбы нарезают: • в единичном и мелкосерийном производствах на токарно-винторезных станках плашками, резьбовыми резцами или гребенками; • в мелкосерийном и серийном производствах резьбы не выше 7-ой степени точности нарезают плашками, а резьбы 6-ой степени точности – резьбонарезными головками на револьверных и болторезных станках; • в крупносерийном и массовом производствах – гребенчатой фрезой на резьбофрезерных станках или накатыванием. 050. Термическая. Закалка объемная или местная согласно чертежу детали. 055. Центрошлифовальная (исправление центровых отверстий). Перед шлифованием шеек вала центровые отверстия, которые являются технологической базой, подвергают исправлению путем шлифования конусным кругом на центрошлифовальном станке за два установа или притираются. 060. Шлифовальная. Шейки вала шлифуют на круглошлифовальных или бесцентровошлифовальных станках. Шлицы шлифуются в зависимости от центрирования: • при центрировании по наружной поверхности – наружное шлифование на круглошлифовальных станках и шлифование боковых поверхностей на шлицешлифовальном полуавтомате с делением; • при центрировании по поверхности внутреннего диаметра – шлифование боковых поверхностей шлицев и шлифование внутренних поверхностей по диаметру профильным кругом. 065. Моечная. 070. Контрольная. 075. Нанесение антикоррозионного покрытия. 74 2. ТЕХНОЛОГИЯ ИЗГОТОВЛЕНИЯ ВТУЛОК 2.1. Характеристика втулок К деталям класса втулок относятся втулки, гильзы, стаканы, вкладыши, т.е. детали, образованные наружными и внутренними поверхностями вращения, имеющие одну общую прямолинейную ось. Некоторые основные виды подшипниковых втулок, представленные на рис. 2.1, служат как опоры вращающихся валов. Наиболее часто применяют втулки с L/D ≤ 3. Технологические задачи. Отличительной технологической задачей является обеспечение концентричности наружных поверхностей с отверстием и перпендикулярности торцов к оси отверстия. Точность размеров. Диаметры наружных поверхностей выполняют по h6, h7; отверстия по Н7, реже по Н8, для ответственных сопряжении по Н6. Точность формы. В большинстве случаев особые требования к точности формы поверхностей не предъявляются, т.е. погрешность формы не должна превышать определенной части поля допуска на размер. Точность взаимного расположения: − концентричность наружных поверхностей относительно внутренних поверхностей 0,015...0,075 мм; − разностенность не более 0,03...0,15 мм; − перпендикулярность торцовых поверхностей к оси отверстия 0,2 мм на радиусе 100 мм, при осевой загрузке на торцы отклонения от перпендикулярности не должны превышать 0,02...0,03 мм. Качество поверхностного слоя. Шероховатость внутренних и наружных поверхностей вращения соответствует Ra =1,6...3,2 мкм, торцов Ra = 1,6...6,3 мкм, а при осевой нагрузке Ra = 1,6...3,2 мкм. Для увеличения срока службы твердость исполнительных поверхностей втулок выполняется НRС 40...60. Рис. 2.1. Виды подшипниковых втулок Для втулок, показанных на рис. 2.1: − точность размеров основных поверхностей в пределах IТ7; − точность формы для внутреннего отверстия задана допуском круглости и допуском профиля продольного сечения (0,008 мм), а для остальных поверхностей погрешности формы должны находиться в пределах части допуска и допуска на размер; 75 − точность взаимного расположения задается величиной радиального биения отверстия (не более 0,025 мм) и торцового биения упорного торца втулки (не более 0,016 мм) относительно оси наружной цилиндрической поверхности и позиционными допусками расположения осей крепежных отверстий (0,12 мм); − шероховатость ответственных цилиндрических поверхностей: наружных Rа = 1,6 мкм, внутренних Rа = 1,6 мкм. В качестве материалов для втулок служат: сталь, латунь, бронза, серый и ковкий антифрикционный чугун, специальные сплавы, металлокерамика, пластмассы. Заготовками для втулок с диаметром отверстия до 20 мм служат калиброванные или горячекатаные прутки, а также литые стержни. При диаметре отверстия больше 20 мм применяются цельнотянутые трубы или полые заготовки, отлитые в песчаные или металлические формы, используют также центробежное литье и литье под давлением. Заготовкой для рассматриваемой детали является штамповка, полученная на горизонтально-ковочной машине. Задача обеспечения концентричности наружных поверхностей относительно отверстия и перпендикулярности торцовых поверхностей к оси отверстия может быть решена обработкой: − наружных поверхностей, отверстий и торцов за один установ; − всех поверхностей за два установа или за две операции с базированием при окончательной обработке по наружной поверхности (обработка от вала); − всех поверхностей за два установа или за две операции с базированием при окончательной обработке наружной поверхности по отверстию (обработка от отверстия). При обработке за один установ рекомендуется следующий технологический маршрут обработки втулки: − подрезка торца у прутка, подача прутка до упора, зацентровка торца под сверление, сверление отверстия и обтачивание наружной поверхности, растачивание или зенкерование отверстия и обтачивание наружной поверхности со снятием фасок на свободном торце, предварительное развертывание, окончательное развертывание, отрезка. Эта первая операция выполняется на токарноревольверном станке, одношпиндельном или многошпиндельном токарном автомате; − снятие фасок с противоположного торца втулки на вертикальносверлильном или токарном станке; − сверление смазочного отверстия; − нарезание смазочных канавок на специальном станке. При обработке втулки из трубы вместо сверления производят зенкерование или растачивание отверстия, далее технологический маршрут сохраняется. При обработке втулки с базированием по внутренней поверхности рекомендуется следующий технологический маршрут обработки втулки: − зенкерование отверстия втулки и снятие фаски в отверстии на вертикально-сверлильном станке (технологическая база – наружная поверхность); 76 − протягивание отверстия на горизонтально-протяжном станке со сферической самоустанавливающейся шайбой, которую применяют, потому что торец не обработан; − предварительное обтачивание наружной поверхности (в зависимости от точности заготовки), подрезка торцов и снятие наружных (а часто и внутренних фасок на токарно-многорезцовом полуавтомате). Базирование осуществляется по внутренней поверхности на разжимную оправку; − чистовое обтачивание наружной поверхности, чистовая подрезка торца. При выборе метода базирования следует отдавать предпочтение базированию по отверстию, которое имеет ряд преимуществ: − при обработке на жесткой или разжимной оправке погрешность установки отсутствует или значительно меньше, чем при обработке в патроне с креплением заготовки по наружной поверхности; − более простое, точное и дешевое центрирующее устройство, чем патрон; − при использовании оправки может быть достигнута высокая степень концентрации обработки. 2.2 Методы обработки внутренних цилиндрических поверхностей Внутренние цилиндрические, поверхности (отверстия) встречаются у большинства деталей классов 71...76 как тел вращения, так и не тел вращения. Виды и методы обработки внутренних цилиндрических поверхностей, достигаемые точность и параметр шероховатости поверхностей основными существующими методами приведены в [3]. Обработка отверстий в деталях различных типов производится путем сверления, зенкерования, фрезерования на станках с ЧПУ, растачивания резцами, развертывания, шлифования (внутреннего), протягивания, хонингования, раскатывания шариками и роликами, продавливания, притирки, полирования, суперфиниширования. Обработка отверстий со снятием стружки производится лезвийным и абразивным инструментом. К лезвийным инструментам относятся: сверла, зенкеры, развертки, расточные резцы и протяжки. Разновидности и характеристики этих инструментов приведены в справочниках [12, 13]. Обработку отверстий лезвийным инструментом производят на станках следующих групп: сверлильной (вертикально-сверлильные, радиально-сверлильные); расточной (горизонтально-расточные, горизонтальные и вертикальные отделочно-расточные координатно-расточные); протяжной группы (горизонтальные и вертикальные полуавтоматы), как обычного исполнения, так и с ЧПУ. Кроме того, отверстия обрабатываются практически на всех станках, полуавтоматах и автоматах токарной группы. Сверлением получают отверстия в сплошном материале (рис. 2.2). Для неглубоких отверстий используются стандартные сверла диаметром 0,30...80 мм. 77 Рис. 2.2. Схемы обработки отверстий сверлами: а – спиральным; б – полукруглым; в – ружейным одностороннего резания с внешним отводом СОЖ; г – трепанирующим (кольцевым); д – ружейным с внутренним отводом СОЖ Существуют два метода сверления: 1) вращается сверло (станки сверлильно-расточных групп); 2) вращается заготовка (станки токарной группы). Обработку отверстий диаметром до 25...40 мм осуществляют спиральными сверлами за один переход (рис. 2.2-а), при обработке отверстий больших диаметров (до 80 мм) – за два и более перехода сверлением и рассверливанием или другими методами. Для сверления отверстий диаметром свыше 80 мм применяют сверла или сверлильные головки специальных конструкций. На многих корпусных деталях, фланцах, крышках и т.п. имеются небольшие отверстия (для крепежных болтов, шпилек и т.п.), точность и шероховатость которых определяется точностью, достигаемой сверлением. Такие отверстия обрабатывают на станках с применением кондукторов. При этом достигаемая точность диаметральных размеров – IT11...IТ10. При обработке глубоких отверстий (L/D > 10) трудно обеспечить направленность оси отверстия относительно ее внутренней цилиндрической поверхности. Чем больше длина отверстия, тем больше увод инструмента. Для борьбы с уводом сверла или искривлением оси отверстия применяются следующие способы: − применение малых подач, тщательная заточка сверла; − применение предварительного засверливания (зацентровки); − сверление с направлением спирального сверла с помощью кондукторной втулки; − сверление вращающейся заготовки при невращающемся или вращающемся сверле. Это самый радикальный способ устранения увода сверла, так как создаются условия для самоцентрирования сверла; − сверление специальными сверлами при вращающейся или неподвижной заготовке. 78 К специальным сверлам относятся: − полукруглые (рис. 2.2-б) – разновидность ружейных сверл одностороннего резания, которые применяются для обработки заготовок из материалов, дающих хрупкую стружку (латунь, бронза, чугун); − ружейные – одностороннего резания с внешним отводом СОЖ (рис. 2.2-в) и внутренним отводом (эжекторные) (рис. 2.2-д) с пластинами из твердого сплава (припаянными или неперетачиваемыми с механическим креплением), предназначенные для высокопроизводительного сверления; − трепанирующие (кольцевые) сверла (рис. 2.2-г) для сверления отверстий диаметром 80 мм и более, длиной до 50 мм; Трепанирующие сверла вырезают в сплошном металле кольцевую поверхность, а остающуюся после такого сверления внутреннюю часть в форме цилиндра можно использовать как заготовку для изготовления других деталей. Зенкерование отверстий – предварительная обработка литых, штампованных или просверленных отверстий под последующее развертывание, растачивание или протягивание. При обработке отверстий по 13...11-му квалитету зенкерование может быть окончательной операцией. Зенкерованием обрабатывают цилиндрические углубления (под головки винтов, гнезд под клапаны и др.), торцовые и другие поверхности. Режущим инструментом при зенкеровании является зенкер. Зенкеры изготовляют цельными с числом зубьев 3...8 и более, диаметром 3...40 мм; насадными диаметром 32...100 мм и сборными регулируемыми диаметром 40...120 мм. Зенкерование является производительным методом: повышает точность предварительно обработанных отверстий, частично исправляет искривление оси после сверления. Для повышения точности обработки используют приспособления с кондукторными втулками. Зенкерованием обрабатывают сквозные и глухие отверстия. Зенкеры исправляют, но не устраняют полностью увод оси отверстия, достигаемая шероховатость Rа =12,5...6,3 мкм. Развертывание отверстий – чистовая обработка отверстий с точностью до 7-го квалитета. Развертыванием обрабатывают отверстия тех же диаметров, что и при зенкеровании. Развертки рассчитаны на снятие малого припуска. Они отличаются от зенкеров большим числом (6...14) зубьев. Развертыванием достигается высокая точность диаметральных размеров и формы, а также малая шероховатость поверхности. Следует отметить, что обработанное отверстие получается несколько большего диаметра, чем диаметр самой развертки. Такая разбивка может составлять 0,005...0,08 мм. Для получения отверстий 7 квалитета применяют двукратное развертывание; IТ6 – трехкратное, под окончательное развертывание припуск оставляют 0,05 мм и менее. Для разверток из твердых сплавов рекомендуются следующие режимы: для чугуна – V = 7...20 м/мин; S = 2...7 мм/об; t = 0,15 мм, в качестве СОЖ используется керосин (достигаемая точность размеров IТ6; шероховатость Ra = 1,6 мкм); для стали – V = 4…10 м/мин; S = 2...4 мм/об; t = 0,1…0,15 мм (при 79 использовании СОЖ по точности достигаются те же результаты, что и при обработке чугунных заготовок). Развертки обычно не применяют для развертывания больших по диаметру, коротких, глухих и прерывистых отверстий. В настоящее время имеется целый ряд приемов и методов, повышающих производительность труда при обработке отверстий: − применение комбинированных режущих инструментов (рис. 2.3); − применение специальных приспособлений (кондукторов) и многошпиндельных сверлильных головок на сверлильных, расточных и агрегатных станках. а) б) Рис. 2.3. Сверло-развертка (а) и сверло-зенкер-развертка (б) Фаски в отверстиях обрабатываются зенковками (рис. 2.4-а). Цилиндрические углубления и торцевые поверхности под головки болтов и гаек выполняются на сверлильных станках цековками в виде насадных головок с четырьмя зубьями (рис. 2.4-б) или в виде специальных пластин (рис. 2.4-в) с направляющей цапфой, служащей для получения соосности с обработанными отверстиями. Растачивание основных отверстий (определяющих конструкцию детали) производится на: горизонтально-расточных, координатно-расточных, радиальносверлильных, карусельных и агрегатных станках, многоцелевых обрабатывающих центрах, а также в некоторых случаях и на токарных станках. Существуют два основных способа растачивания: растачивание, при котором вращается заготовка (на станках токарной группы), и растачивание, при котором вращается инструмент (на станках расточной группы) Типичными для токарных станков операциями являются растачивание одиночного отверстия и растачивание соосных отверстий резцом (резцами). Типичными для расточных станков операциями являются растачивание одиночного отверстия, соосных отверстий и растачивание отверстий с параллельными осями. 80 Рис. 2.4 Обработка вспомогательных элементов в отверстиях Существуют три основных способа растачивания отверстий на горизонтально-расточных станках: 1) растачивание консольными оправками (рис. 2.5-а); 2) растачивание борштангами-скалками с использованием опоры задней стойки (рис. 2.5-б); 3) растачивание в кондукторах при шарнирном соединении расточных справок со шпинделем станка (рис. 2.5-в). в) Рис. 2.5. Схемы растачивания отверстий на горизонтально-расточных станках: а – консольными оправками; б – борштангами с опорой на заднюю стойку; в – борштангами, установленными в кондукторе Растачивание борштангами с использованием задней опоры, стойки (вариант б) применяются при изготовлении крупных тяжелых деталей, имеющих отверстия в противоположных стенках или при обработке отверстий, имеющих 81 длину, значительно превышающую их диаметры. В этом случае опора задней стойки и шпиндель должны быть соосны. Выверка производится в вертикальной и горизонтальной плоскостях, при этом значительно возрастает вспомогательное время. Растачивание борштангой с передним и задним направлением (вариант в) производится с помощью кондукторного приспособления, обеспечивающего двойное направление инструмента и полностью определяющего относительное положение инструмента и заготовки. Инструмент или оправка в этом случае соединяются со станком шарнирно. При этом не требуется точного относительного положения шпинделя и направляющих элементов приспособления, что приводит к сокращению времени на настройку. Протягивание отверстий применяют в массовом, крупносерийном и серийном производствах. Протягивание является одним из прогрессивных способов обработки металлов резанием, как в отношении производительности, так и достигаемых точности и шероховатости. По сравнению с развертыванием, например, протягивание производительнее в 8 – 9 раз и выше. Протягивание осуществляется многолезвийным инструментом протяжкой, которая протягивается через обрабатываемое отверстие (рис. 2.6). Внутренним протягиванием обрабатывают различные отверстия: круглые (цилиндрические), шлицевые, многогранные и др. При протягивании на протяжных станках заготовку устанавливают на жесткой (рис. 2.6-а) или шаровой опоре (рис. 2.6-б), если торец детали не перпендикулярен оси отверстия. Для протягивания применяют горизонтальные и вертикальные протяжные станки-полуавтоматы. Горизонтальные протяжные полуавтоматы применяются для внутреннего протягивания. Вертикальные полуавтоматы используют как для внутреннего, так и наружного протягивания; они занимают в 2 –3 раза меньше площади, чем горизонтальные. Припуск под протягивание при обработке цилиндрических отверстий составляет 0,5…1,5 мм на диаметр отверстия. Прошиванием называют аналогичную протягиванию обработку более коротким инструментом – прошивкой. При прошивании инструмент испытывает напряжения сжатия, а при протягивании – растяжения, поэтому прошивку выполняют относительно небольшой длины (250...400 мм). Для обработки отверстий применяют внутреннее шлифование, хонингование, притирку. Внутреннее шлифование применяют для окончательной обработки отверстий закаленных деталей или в тех случаях, когда невозможно применить другие, более производительные методы обработки. Оно осуществляется на внутришлифовальных станках и бесцентрово-внутришлифовальных автоматах. Отверстия обрабатывают на проход и методом врезания (короткие отверстия). 82 Рис. 2.6. Схемы протягивания отверстий: а – горизонтальная; б – вертикальная; 1 – жесткая опора; 2 – шаровая опора; 3 – обрабатываемая заготовка; 4 – протяжка Внутреннее шлифование имеет свои технологические особенности. Диаметр абразивного круга выбирают наибольший, допустимый диаметром обрабатываемого отверстия dкр (0,8...0,9) dотв. Высоту (ширину) круга принимают в зависимости от длины обрабатываемого отверстия кр 0,8 дет . Чистовым шлифованием обеспечивается точность размеров отверстий IT6...IT7; шероховатость поверхности Ra = 0,8...3,2 мкм. При длительном выхаживании достигается Ra = 0,4 мкм. Для внутреннего шлифования рекомендуются следующие режимы: − для чугуна – Vкр = 20...30 м/сек; − для стали – Vкр = 30...45 м/сек; − Vзаг = (0,015…0,03)×Vкр; − Sпр = (0,2...0,3)×b – чистовое шлифование; − Sпр = (0,6...0,8)×b – черновое шлифование (b–ширина шлифовального круга). Припуски на шлифование отверстий зависят от диаметра отверстия и его длины и рекомендуются 0,07…0,25 мм для диаметра до 30 мм; 0,18…0,75 для диаметра до 250 мм. Наиболее распространенным методом является шлифование на проход с продольным движением подачи. Это шлифование обеспечивает точность размеров, формы и, при соответствующем базировании, точность взаимного расположения обработанных поверхностей. Различают три основных вида внутреннего шлифования (рис. 2.7): во вращающейся заготовке; в неподвижной заготовке (планетарное); бесцентровое. 83 Шлифование отверстия во вращающейся заготовке (рис. 2.7-а) осуществляется так же, как шлифование наружных поверхностей тел вращения. Наиболее распространенные схемы шлифования отверстий во вращающейся заготовке приведены на рис. 2.8. Для шлифования торца детали после шлифования отверстия в ней целесообразно пользоваться станками, имеющими помимо круга для шлифования отверстия круг для шлифования торца (рис. 2.8-г). Это обеспечивает соблюдение строгой перпендикулярности торцовой поверхности и оси отверстия за счет обработки за один установ. Шлифование отверстия в неподвижной заготовке применяют при обработке отверстий в крупных заготовках, которые трудно вращать (рис. 2.7-б). При этом методе заготовка устанавливается на стол станка и остается неподвижной во время обработки. Шпиндель и шлифовальный круг имеют четыре движения: 1 – вращение вокруг своей оси; 2 – планетарное движение по окружности внутренней поверхности заготовки; 3 – возвратно-поступательное движение вдоль оси заготовки; 4 – поперечное перемещение (поперечное движение подачи). Рис. 2.7. Виды внутреннего шлифования: а – во вращающейся заготовке; б – планетарное; в – бесцентровое 84 а) г) Рис. 2.8. Схемы внутреннего шлифования при вращающейся заготовке При внутреннем бесцентровом шлифовании (рис. 2.7-в) базой для установки заготовки служит наружная, предварительно обработанная поверхность. Обработка происходит следующим образом. Заготовка 2 направляется и поддерживается тремя роликами. Ролик 1 (большего диаметра) является ведущим; он вращает заготовку и в то же время удерживает ее от возможного вращения с большой скоростью под действием шлифовального круга 3. Верхний нажимной ролик 5 прижимает заготовку к ведущему ролику 1 и нижнему поддерживающему ролику 4. Заготовка, зажатая между тремя роликами, вращается с той же скоростью, что и ведущий ролик 1. При смене заготовки ролик 5 отходит, освобождая заготовку и позволяя вставить, вручную или автоматически, новую заготовку. Хонингование является одним из методов отделочной обработки отверстий. Процесс осуществляется с помощью хонинговальных головок (хонов) со вставными абразивными брусками. Хонингование выполняется на специальных станках, которые подразделяют на две группы: вертикально-хонинговальные и горизонтально-хонинговальные. Хонинговальная головка совершает совмещенное движение: вращательное и возвратно-поступательное при постоянном давлении абразивных брусков на обрабатываемую поверхность в среде смазочно-охлаждающей жидкости (рис. 2.9). 85 В процессе хонингования абразивные бруски удаляют слой металла толщиной 0,3...0,5 мкм за один двойной рабочий ход при общем припуске 0,01...0,07 мм для стали и 0,02...0,20 мм для чугуна. При этом снимаются как микронеровности, оставшиеся после предыдущей операции, так и некоторая часть основного металла, что позволяет устранять конусообразность, овальность, бочкообразность. Предварительная обработка отверстий под хонингование может быть выполнена растачиванием, зенкерованием, развертыванием или шлифованием и должна обеспечивать точность обработки не ниже, чем по 7...8-му квалитету и Rа = 6,3...3,2 мкм. Притирка (доводка внутренних поверхностей). Этот метод аналогичен притирке наружных цилиндрических поверхностей. Притирка и хонингование, в отличие от внутреннего шлифования, не исправляют погрешностей расположения, так как обрабатывающий инструмент базируется по обрабатываемой поверхности. 2.3 Типовые маршруты изготовления втулок Рассмотрим основные операции механической обработки для изготовления втулки из прутка с типовыми конструктивными элементами и требованиями к ним. Обработка за один установ 005. Токарная. Подрезка торца у прутка, подача прутка до упора, зацентровка торца под сверление, сверление отверстия, точение черновое наружной поверхности со снятием фасок на свободном торце, точение канавок, предварительное развертывание, окончательное развертывание, отрезка. При обработке втулки из трубы вместо сверления производят зенкерование или растачивание отверстия. Выполняется на токарно-револьверном, одношпиндельном или многошпиндельном токарном автомате. 010. Сверлильная. Снятие фасок с противоположного торца втулки на вертикальносверлильном или токарном станке. 015. Сверлильная. Сверление отверстий, нарезка резьбы на вертикально или радиальносверлильном станке. 020. Контрольная. 86 Рис. 2.9. Хонингование: а – схема хонинговальной головки: 1 – корпус; 2 – колодки; 3 – абразивные бруски; 4 – стержень; 5 – нажимная шайба; 6 – конус; 7 – круговые пружины; 8 – палец; б – схема вертикального перемещения брусков хонинговальной головки: lбр – длина бруска; l – длина отверстия заготовки; lП – перебег брусков; lХ – длина рабочего хода брусков Обработка за два установа 005. Заготовительная. Резка заготовки из проката или трубы или штамповка. 010. Токарная. В зависимости от типа производства выполняется за одну операцию и два установа (единичное производство) или за две операции (серийное и массовое). Первый установ (базирование по наружной поверхности и торцу в патроне) – подрезка свободного торца, сверление и зенкерование или растачивание отверстия (с припуском под шлифование), растачивание канавок и фасок. Второй установ (базирование по отверстию и торцу на оправке) – подрезка второго торца, точение наружных поверхностей (с припуском под шлифование), точение канавок и фасок. В зависимости от типа производства операция выполняется: − в единичном производстве – на токарно-винторезных станках; − в серийном – на токарно-револьверных станках и станках с ЧПУ; − в массовом – на токарно-револьверных, одношпиндельных или многошпиндельных токарных полуавтоматах. 87 015. Сверлильная. Сверление, зенкерование отверстий, нарезка резьбы. Производится на вертикально-сверлильных станках, сверлильных станках с ЧПУ, агрегатных станках. 020. Термическая. Закалка согласно чертежу. 025. Внутришлифовальная. Шлифование отверстия на внутришлифовальном станке. Деталь базируется по наружному диаметру и торцу в патроне. 030. Круглошлифовальная. Шлифование наружных поверхностей торца на круглошлифовальном или торцекруглошлифовальном станках (базирование по отверстию и торцу на оправке). 035. Контрольная. При обработке тонкостенных втулок (толщина стенки менее 5 мм) возникает дополнительная задача закрепления заготовки на станке без ее деформаций. 88 3. ТЕХНОЛОГИЯ ИЗГОТОВЛЕНИЯ ДИСКОВ И ФЛАНЦЕВ К деталям класса "диски" относятся детали, образованные наружными и внутренними поверхностями вращения, имеющими одну общую прямолинейную ось при отношении длины цилиндрической части к наружному диаметру менее 0,5. Например: шкивы, фланцы, крышки подшипников, кольца, поршни гидро- и пневмоприводов и т.п. Технологические задачи – аналогичные классу втулок: достижение концентричности внутренних и наружных цилиндрических поверхностей и перпендикулярность торцов к оси детали. 3.1 Типовой маршрут изготовления дисков и фланцев Основные схемы базирования. Технологические базы – центральное отверстие и обработанный торец, причем короткое отверстие является двойной опорной базой, а торец – установочной. Обработку шкивов средних размеров (d = 200...400 мм) производят на токарных, в крупносерийном производстве – на револьверных станках. Крупные шкивы и маховики – на токарных карусельных станках. При обработке на карусельных станках установку на первой операции выполняют по ступице, в которой обрабатывается центральное отверстие и прилегающие к ней торцы. Обод обрабатывают при установке шкива на центрирующий палец по обработанному отверстию и торцу. 3.1.1. Типовой маршрут изготовления дисков 005. Заготовительная. В большинстве случаев – лить заготовку, ковать или штамповать. Мелкие диски – из прутка. 010. Токарная. Расточить отверстие с припуском под последующую обработку и подрезать торец. Технологическая база – черная поверхность обода или ступицы. Выполняется в зависимости от маршрутов и типа производства на токарном, револьверном или карусельном станке. 015. Токарная. Подрезать второй торец. Технологическая база – обработанные отверстия и торец. 020. Протяжная. Протянуть цилиндрическое отверстие. Технологическая база – отверстие и торец. Станок – вертикально-протяжной. 025. Протяжная или долбежная. Протянуть или долбить шпоночный паз. Технологическая база – отверстие и торец. Станок – вертикально-протяжной или долбежный. 030. Токарная (черновая). Точить наружный диаметр и торцы обода, точить клиновидные канавки (у шкива). Технологическая база – отверстие. Станок токарный или многорезцовый токарный. 89 035. Токарная (чистовая). Точить наружный диаметр и канавки. При криволинейной образующей – на токарно-копировальном станке или токарном станке по копиру. 040. Сверлильная. Сверлить отверстия и нарезать резьбу (если требуется по чертежу). Технологическая база – торец. Станок – сверлильный. 045. Балансировочная. Балансировка и высверливание отверстий для устранения дисбаланса. Технологическая база – отверстие. Станок – балансировочный. 050. Шлифовальная. Шлифование ступиц (если требуется по чертежу). Технологическая база – отверстие. Станок круглошлифовальный. 055. Контрольная. 060. Нанесение антикоррозионного покрытия. Основным служебным назначением фланцев является ограничение осевого перемещения вала, установленного на подшипниках. Отсюда следует, что основными конструкторскими базами фланца будут поверхности центрирующего пояска по размеру отверстия в корпусе и торцы. Поскольку в качестве технологических баз при обработке заготовки целесообразно выбирать основные базы детали, то исходя из этого, следует, что на первых операциях обрабатывают основные базы. В связи с этим на первой операции в качестве технологических баз используют наружную цилиндрическую поверхность и торец большого фланца, а на последующих – посадочную поверхность цилиндрического пояска и его торец. На этих же базах обрабатывают крепежные отверстия и лыски, если они заданы чертежом. 3.1.2. Типовой маршрут изготовления фланцев 005 Заготовительная. В зависимости от типа производства и материала – лить, ковать, штамповать заготовку или отрезать из проката. 010 Токарная. Подрезать торец большого фланца и торец центрирующего пояска, точить наружную цилиндрическую поверхность пояска с припуском под шлифование, точить канавку и фаски. Технологическая база – наружная поверхность и торец фланца. Станок токарный, многошпиндельный токарный полуавтомат, токарный с ЧПУ. 015 Токарная. Подрезать второй торец большого фланца, точить его наружную поверхность и фаску. Технологическая база – поверхность центрирующего пояска и его торец. 020 Сверлильная. Сверлить и зенковать отверстия. Технологическая база – та же. Станок вертикально-сверлильный, сверлильный с ЧПУ, агрегатно-сверлильный с многошпиндельной головкой. 90 025 Фрезерная. Фрезеровать фланец с лысками. Технологическая база – та же плюс крепежное отверстие. Станок – вертикально-фрезерный. 030 Шлифовальная. Шлифовать наружную поверхность центрирующего пояска и торец. Технологическая база – наружная поверхность большого фланца и торец. Станок – универсально-шлифовальный или торцекруглошлифовальный. 035 Контрольная. Пример типового маршрута изготовления втулки Ниже приведено описание операций с указанием основных средств технологического оснащения для изготовления втулки с фланцем (рис. 3.1); материал – сталь 45; заготовка штамповка с отверстием (как справочный материал использована табл. 3.1). 005. Токарная. Обработать отверстия с диаметрами Ø62Js7, Ø58, Ø54К7; наружную поверхность диаметром Ø 120 мм; канавки диаметром Ø64 × 2 и Ø78 × 2 мм; две фаски и торец диаметром Ø 120 мм окончательно, торец диаметром Ø120 × 80 мм с припуском на шлифование. Станок: токарный 16К20Т с ЧПУ. Приспособление: самоцентрирующий трехкулачковый патрон с пневмоприводом. Базирование: по поверхности диаметром 80 мм и по торцу. Режущие инструменты: контурный, расточной и прорезной резцы, оснащенные пластинками твердого сплава Т14К8; зенкеры диаметрами 53,8 и 61,8 мм; развертки диаметрами Ø 53,93; Ø 54; 61,93 и Ø 62 мм. Измерительный инструмент: индикаторный нутромер с диапазоном измерения 50...75 мм и ценой деления 0,001 или 0,01 мм; штангенциркуль ШЦ1 с диапазоном измерения 150 мм и ценой деления нониуса 0,1 мм; калибры пробки Ø54К7 и Ø62Js7. 010. Токарная. Точить поверхности диаметром 80f7 и 80h6 с припуском на шлифование, торец и фаску окончательно на токарном гидрокопировальном полуавтомате 1Н713. Приспособления: оправка и поводковый патрон. Базирование: по отверстиям диаметрами 62 Js7, 54К7 и по торцу. Режущий инструмент: резцы, оснащенные пластинами твердого сплава Т14К8. Измерительный инструмент: штангенциркуль ШЦ1 с диапазоном измерения 0...150 мм и ценой деления нониуса 0,1 мм. 015. Сверлильная. Сверлить три отверстия диаметром 10 × 15 мм на вертикально-сверлильном станке 2Н118. Приспособления: переналаживаемый кондуктор с пневмоприводом. Базирование: по отверстию диаметром54К7 и по торцу. Режущий инструмент: комбинированное сверло диаметром 10 × 15 мм. 020. Шлифовальная. Шлифовать поверхности диаметром 80f7, 80h6 и торец диаметром 120 × 80 мм окончательно на круглошлифовальном станке 3К12. Приспособление: оправка и поводковое устройство. Базирование: по отверстиям диаметром 62 Js7 и 54К7. 91 Рис. 3.1. Втулка с фланцем Измерительный инструмент: рычажная скоба с диапазоном измерения 75...100 мм и ценой деления шкалы 0,002 мм: калибры – скобы 80f7, 80h6. В приведенном примере не указаны некоторые режущие и измерительные инструменты, а также наладки, используемые при изготовлении всех деталей группы. Другие операции выполняются с базированием детали по обработанному отверстию и торцу. Иногда предусматривают предварительную обработку всех поверхностей. Эти операции выполняют до первой операции (005) приведенного выше технологического процесса. Дальнейшую обработку можно выполнять в соответствии с типовым процессом. При обработке втулок и фланцев в массовом и крупносерийном производствах целесообразно применять следующий порядок: 1) зенкерование отверстия и снятие на нем фаски на вертикальносверлильном станке; 2) протягивание отверстия на горизонтально- или вертикально-протяжном станке. Если фланец имеет глухое или коническое отверстие, то оно обрабатывается разверткой. У втулок, запрессованных в корпус, оставляют припуск под окончательную обработку отверстия. 3) Предварительное обтачивание наружной поверхности, подрезка торцов и снятие наружных фасок. Выполняют на токарном многорезцовом полуавтомате. На этой операции заготовку базируют по центральному отверстию на консольной или на центровой разжимной оправке. 4) Чистовое обтачивание наружной поверхности. Выполняют на токарном или многорезцовом полуавтоматах. 5) На последующих операциях выполняют снятие фасок с противоположного торца, сверление смазочного отверстия, обработку смазочных канавок и шлифование наружной поверхности втулки (фланца). 92 Таблица 3.1. Типовые процессы обработки отверстий и др. Обрабатываемый элемент или техническое требование 1 Отверстие диаметром до 30 мм Отлитые или штампованные отверстия диаметром более 30 мм Соосность отверстия и наружной поверхности, перпендикулярность торца Соосность отверстия и наружной поверхности, перпендикулярность торца Соосность отверстия и наружной поверхности, перпендикулярность торца Квалитет Ra, мкм Процесс 2 11 3 25 10 12,5 8…9 6,3…1,6 7 1,6…0,4 10 12,5 9 3,2 8 1,6 7 0,8…0,4 4 Сверление и растачивание Сверление и растачивание (зенкерование) Сверление, растачивание и развертывание (сверление, зенкерование и развертывание) Сверление, зенкерование (растачивание), двукратное развертывание или сверление, растачивание и внутреннее шлифование закаленных деталей Растачивание или зенкерование Двукратное растачивание или зенкерование Зенкерование или двукратное растачивание и однократное развертывание или зенкерование и протягивание Черновое зенкерование, чистовое зенкерование и двукратное развертывание или зенкерование и протягивание или протягивание без предварительной обработки или растачивание с последующим внутренним шлифованием 10 12,5 С одного установа растачивание или зенкерование отверстия и обточка наружной поверхности и торца 8…10 3,2…1,6 С одного установа расточка отверстия или зенкерование с последующим развертыванием 7 0,8…0,4 6 0,8…0,2 7 0,8…0,4 6 0,8…0,2 93 С одного установа шлифование отверстия, наружной поверхности и торца после токарной обработки Первый установ – в патроне обработка отверстия двукратным развертыванием или внутренним шлифованием, одновременно шлифование торца или протяжка отверстия; второй установ – на оправке с использованием отверстия детали в качестве базы, шлифовка наружной поверхности и торца 4. ТЕХНОЛОГИЯ ИЗГОТОВЛЕНИЯ КОРПУСНЫХ ДЕТАЛЕЙ К корпусам относят детали, содержащие систему отверстий и плоскостей, координированных друг относительно друга. К корпусам относят корпуса редукторов, коробок передач, электродвигателей, насосов и т.д. Корпусные детали служат для монтажа различных механизмов машин. Для них характерно наличие опорных достаточно протяженных и точных плоскостей, точных отверстий (основных), координированных между собой и относительно базовых поверхностей и второстепенных крепежных, смазочных и других отверстий. По общности решения технологических задач корпусные детали делят на две основные группы: а) призматические (коробчатого типа) с плоскими поверхностями больших размеров и основными отверстиями, оси которых расположены параллельно или под углом; б) фланцевого типа с плоскостями, являющимися торцовыми поверхностями основных отверстий. Призматические и фланцевые корпусные детали могут быть разъемными и неразъемными. Разъемные корпуса имеют особенности при механической обработке. 4.1. Технологические задачи Точность размеров: – точность диаметров основных отверстий под подшипник по 7-му квалитету с шероховатостью Rа= 1,6...0,4 мкм, реже – по 6-му квалитету Rа = 0,4...0,1 мкм; – точность межосевых расстояний отверстий для цилиндрических зубчатых передач с межцентровыми расстояниями 50...800 мм от ±25 до ±280 мкм; – точность расстояний от осей отверстий до установочных плоскостей колеблется в широких пределах от 6-го до 11-го квалитетов. Точность формы: – для отверстий, предназначенных для подшипников качения, допуск круглости и допуск профиля сечения не должны превышать (0,25...0,5) поля допуска на диаметр в зависимости от типа и точности подшипника; – допуск прямолинейности поверхностей прилегания задается в пределах 0,05...0,20 мм на всей длине; – допуск плоскостности поверхностей скольжения – 0,05 мм на длине 1 м. Точность взаимного расположения поверхностей: – допуск соосности отверстий под подшипники в пределах половины поля допуска на диаметр меньшего отверстия; – допуск параллельности осей отверстий в пределах 0,02...0,05 мм на 100 мм длины; – допуск перпендикулярности торцовых поверхностей к осям отверстий в пределах 0,01...0,1 мм на 100 мм радиуса; – у разъемных корпусов несовпадение осей отверстий с плоскостью разъема в пределах 0,05...0,3 мм в зависимости от диаметра отверстий. 94 Качество поверхностного слоя. Шероховатость поверхностей отверстий Rа = 1,6…0,4 мкм (для 7-го квалитета); Rа = 0,4…0,1 мкм (для 6-го квалитета); поверхностей прилегания Rа = 6,3...0,63 мкм, поверхностей скольжения Rа = 0,8...0,2 мкм, торцовых поверхностей Rа = 6,3...1,6 мкм. Твердость поверхностных слоев и требования к наличию в них заданного знака остаточных напряжений регламентируются достаточно редко и для особо ответственных корпусов. 4.2. Материалы, методы получения заготовок В машиностроении для получения заготовок широко используются серый чугун, модифицированный и ковкий чугуны, углеродистые стали; в турбостроении и атомной технике – нержавеющие и жаропрочные стали и сплавы; в авиастроении – силумины и магниевые сплавы; в приборостроении – пластмассы. Чугунные и стальные заготовки отливают в песчано-глинистые и стержневые формы. Для сложных корпусов с высокими требованиями по точности и шероховатости (корпуса центробежных насосов) рекомендуется литье в оболочковые формы и по выплавляемым моделям. Заготовки из алюминиевых сплавов получают отливкой в кокиль и под давлением. Замена литых заготовок сварными производится для снижения веса и экономии материала, при этом толщина стенок корпуса может быть уменьшена на 30...40 % по сравнению с литыми корпусами. 4.3. Основные схемы обработки и базирования При обработке корпусных деталей используются следующие схемы обработки: – обработка от плоскости, т.е. вначале окончательно обрабатывают установочную плоскость, затем принимают ее за установочную базу и относительно нее обрабатывают точные отверстия; – обработка от отверстия, т.е. вначале окончательно обрабатывают отверстие и затем от него обрабатывают плоскость. Чаще применяется обработка от плоскости (базирование более простое и удобное), однако более точным является обработка от отверстия, особенно при наличии в корпусах точных отверстий больших размеров и при высокой точности расстояния от плоскости до основного отверстия (например, корпуса задних бабок токарных и шлифовальных станков). При работе первым методом труднее выдерживать два точных размера – диаметр отверстия и расстояние до плоскости. При базировании корпусных деталей стараются выдерживать принципы совмещения и постоянства базы. Ниже приведены наиболее часто используемые схемы базирования. При изготовлении корпусных деталей призматического типа широко используется базирование по плоской поверхности 1 и двум отверстиям 2, чаще всего обработанным по 7 квалитету (рис. 4.1). Детали фланцевого типа базируются на торец фланца 1, отверстие 2 большего диаметра и отверстие 3 малого диаметра во фланце. Распределение опорных точек зависит от соотношения длины базирующей части отверстия к его диаметру (рис. 4.2 и 4.3). 95 Рис. 4.1. Базирование корпуса на плоскость и два отверстия Рис. 4.2 Базирование корпусной заготовки на плоскость, короткую выточку и отверстие 96 Рис. 4.3 Базирование корпусной заготовки на плоскость, длинное отверстие и отверстие малого диаметра во фланце 4.4. Методы обработки плоских поверхностей В мелкосерийном и единичном производствах обработку заготовок корпусных деталей выполняют на универсальных станках без приспособлений. Разметкой определяют положение осей основных отверстий, плоских и других поверхностей. Обработку плоских поверхностей можно производить различными методами на различных станках – строгальных, долбежных, фрезерных, протяжных, токарных, расточных, многоцелевых, шабровочных и др. (лезвийным инструментом); шлифовальных, полировальных, доводочных (абразивным инструментом). Наиболее широкое применение находят строгание, фрезерование, протягивание и шлифование. 4.4.1. Строгание Строгание находит большое применение в мелкосерийном и единичном производстве благодаря тому, что для работы на строгальных станках не требуется сложных приспособлений и инструментов, как для работы на фрезерных, протяжных и других станках. Этот метод обработки является весьма гибким при переходе на другие условия работы. Однако он малопроизводителен: обработка выполняется однолезвийным инструментом (строгальными резцами) на умеренных режимах резания, а наличие вспомогательных ходов увеличивает время обработки. Кроме того, для работы на этих станках требуются рабочие высокой квалификации. Строгание и долбление применяют в единичном и мелкосерийном производствах. При строгании применяют: поперечно-строгальные, а также одно- и двухстоечные продольно строгальные станки. Строгание на продольно-строгальных 97 станках применяют в серийном производстве и при обработке крупных и тяжелых деталей практически во всех случаях. Объясняется это простотой и дешевизной инструмента и наладки; возможностью обрабатывать поверхности сложного профиля простым универсальным инструментом, малой его чувствительностью к литейным порокам, возможностью снимать за один рабочий ход большие припуски до 20 мм и сравнительно высокой точностью (рис. 4.4). Рис. 4.4. Схема строгания плоской поверхности: l – длина заготовки, мм; b1 – врезание резца, мм; b2 – перебег резца, мм; b – ширина заготовки, мм; t – глубина резания, мм При тонком строгании может быть достигнута шероховатость Ra = 1,6...0,8 мкм и неплоскостность 0,01 мм для поверхности 300 × 300 мм. Для увеличения производительности процесса строгания заготовки устанавливают в один или несколько рядов; обрабатывают одновременно заготовки деталей различных наименований. Наиболее рационально применять строгание длинных и узких поверхностей. При обычной форме резца строгание производится с глубиной резания от 3 до 10 мм и подачей 0,8...1,2 мм на один двойной ход стола, обеспечивая IТ 13...11; Rа = 3,2...12,5. 4.4.2. Фрезерование Фрезерование в настоящее время является наиболее распространенным методом обработки плоских поверхностей. В массовом производстве фрезерование вытеснило применявшееся ранее строгание. Фрезерование осуществляется на фрезерных станках. Фрезерные станки разделяются на горизонтально-фрезерные, вертикально-фрезерные, универсально-фрезерные, продольно-фрезерные, карусельно-фрезерные, барабаннофрезерные и многоцелевые. Существуют следующие виды фрезерования (рис. 4.5): цилиндрическое (а), торцовое (б), двустороннее (в), трехстороннее (г). Широкое применение находит в настоящее время фрезерование торцовыми фрезами, а при достаточно больших диаметрах фрез (свыше 90 мм) – фрезерными головками (торцовыми фрезами со вставными ножами). Это объясняется сле98 дующими преимуществами данного фрезерования перед фрезерованием цилиндрическими фрезами: – применением фрез больших диаметров, что повышает производительность обработки; – одновременным участием в обработке большого числа зубьев, что обеспечивает более производительную и плавную работу; – отсутствием длинных оправок, что дает большую жесткость крепления инструмента и, следовательно, возможность работать с большими подачами (глубинами резания); – одновременной обработкой заготовок с разных сторон (например, при использовании барабанно-фрезерных станков). Рис. 4.5. Схемы фрезерования плоских поверхностей: а – цилиндрическое; б – торцовое; в – двустороннее; г – трехстороннее Фрезерование характеризуется высокой производительностью и сравнительно высокой точностью. Фрезерование в два перехода (черновой и чистовой) позволяет достичь: по точности размеров – IТ9; по шероховатости – Ra = 6,3...0,8 мкм; отклонение от плоскостности 40...60 мкм. Одним из наиболее производительных способов фрезерования является обработка плоскостей на карусельно-фрезерных, барабанно-фрезерных станках, что возможно по непрерывному циклу. 99 Одним из способов сокращения основного времени является внедрение скоростного и силового фрезерования. Скоростное фрезерование характеризуется повышением скоростей резания при обработке стали до 350 м/мин, чугуна – до 450 м/мин, цветных металлов – до 2000 м/мин при небольших подачах на зуб фрезы Sz = 0,05...0,12 мм/зуб – при обработке сталей, 0,3...0,8 мм/зуб – при обработке чугуна и цветных сплавов. Силовое фрезерование характеризуется большими подачами на зуб фрезы (Sz > 1 мм). Как скоростное, так и силовое фрезерование выполняется фрезами, оснащенными твердосплавными и керамическими пластинами. Тонкое фрезерование характеризуется малыми глубинами резания (t ≤ 0,1 мм), малыми подачами (Sz = 0,05…0,10 мм) и большими скоростями резания. 4.4.3. Протягивание Протягивание плоскостей реализуют на вертикально- и горизонтальнопротяжных станках. Протягивание наружных плоских поверхностей благодаря высокой производительности и низкой себестоимости находит все большее применение в крупносерийном и массовом производстве. Для этих типов производств протягивание экономически выгодно, несмотря на высокую стоимость оборудования и инструмента. В настоящее время фрезерование часто заменяют наружным протягиванием (плоскости, пазы, канавки и т.п.). В массовом производстве для наружного протягивания применяют высокопроизводительные многопозиционные протяжные станки, а также станки непрерывного действия. Протягивание является самым высокопроизводительным методом обработки плоскостей, обеспечивающим точность размеров IТ7...IТ9, шероховатость Ra = (3,2…0,8) мкм. Основными преимуществами протягивания по сравнению с фрезерованием являются: высокая производительность; высокая точность; высокая стойкость инструмента. Ограничениями широкого применения протягивания являются его высокая стоимость и сложность инструмента. Обычно при протягивании используются следующие режимы: подача на зуб Sz = 0,1…0,4 мм/зуб; скорость резания t = 6…12 м/мин с максимальными припусками до 4 мм с шириной протягивания до 350 мм. 4.4.4. Шабрение Шабрение выполняют с помощью режущего инструмента – шабера – вручную или механическим способом. Шабрение вручную – малопроизводительный процесс, требует большой затраты времени и высокой квалификации рабочего, но обеспечивает высокую точность. Механический способ применяют на специальных станках, на которых шабер совершает возвратно-поступательное движение. 100 Точность шабрения определяют по числу пятен на площади 25 × 25 мм (при проверке контрольной плитой). Чем больше пятен, тем точнее обработка. Сущность шабрения состоит в соскабливании шаберами слоев металла (толщиной около 0,005 мм) для получения ровной поверхности после ее чистовой предварительной обработки. Шабрение называют тонким, если число пятен более 22 и Rа < 0,08 мкм, и чистовым, если число пятен 6...10, Rа < 1,6 мкм. 4.4.5. Шлифование Шлифование. Как и наружные цилиндрические поверхности деталей типа тел вращения, плоские поверхности обрабатывают шлифованием, полированием и доводкой. Шлифование плоских поверхностей осуществляют на плоскошлифовальных станках с крестовым или круглым столом, как обычного исполнения, так и с ЧПУ. Плоское шлифование является одним из основных методов обработки плоскостей деталей машин (особенно закаленных) для достижения требуемого качества. В ряде случаев плоское шлифование может с успехом заменить фрезерование. Шлифование плоских поверхностей может быть осуществлено двумя способами: периферией круга и торцом круга (рис. 4.6). Шлифование периферией круга может осуществляться тремя способами: 1) многократными рабочими ходами; 2) установленным на размер кругом; 3) ступенчатым кругом. При первом способе (рис. 4.6-а) поперечное движение подачи круга производится после каждого продольного хода стола, а вертикальное – после рабочего хода по всей поверхности длины деталей l. При втором способе (рис. 4.6-б) шлифующий круг устанавливается на глубину, равную припуску, и при малой скорости перемещения стола обрабатывают заготовку по всей длине. После каждого рабочего хода шлифовальный круг перемещается в поперечном направлении от 0,7...0,8 высоты круга. Для чистового рабочего хода оставляют припуск 0,01...0,02 мм и снимают его первым способом. Этот способ применяют при обработке на мощных шлифовальных станках. При шлифовании третьим способом круг профилируют ступеньками. Припуск а), распределенный между отдельными ступеньками, снимается за один рабочий ход (рис. 4.6-в). На рис. 4.6-г показана схема шлифования установленным на размер кругом на станке с вращающимся столом. Плоским шлифованием обеспечиваются следующие точность размеров и шероховатость поверхности: – IТ8...IТ9, Ra = 1,6 мкм – черновое (предварительное) шлифование; – IT7...IТ8, Ra = 0,4…1,6 мкм – чистовое шлифование; – IT7...IТ8, Ra = 0,4…1,6 мкм – тонкое шлифование. Шлифование обычно производится с применением СОЖ. 101 Рис. 4.6. Схемы шлифования плоскостей: а – периферией круга; б – торцом круга; в – профилирующим кругом; г – торцом круга на вращающемся столе 4.4.6. Полирование и доводка Полирование поверхностей является методом отделочной обработки. В качестве абразивных инструментов применяют эластичные шлифовальные круги, шлифовальные шкурки. Доводка плоскостей осуществляется на плоскодоводочных станках. Тонкую доводку плоских поверхностей осуществляют притирами. Осуществляют доводку при давлении 20...150 кПа, причем, чем меньше давление, тем выше качество обработанной поверхности. Скорости при тонкой доводке небольшие (2...10 м/мин). С повышением давления и скорости производительность повышается. 102 4.5. Типовые маршруты изготовления корпусных деталей Последовательность механической обработки корпуса призматического типа с плоским основанием и основным отверстием с осью, параллельной основанию следующая. 005. Заготовительная. Заготовки корпусов из серого чугуна отливают в песчано-глинистые, металлические (кокиль) или оболочковые формы, из стали – в песчано-глинистые формы, кокиль или по выплавляемым моделям. Заготовки из алюминиевых сплавов отливают в кокиль или литьем под давлением. В единичном и мелкосерийном производствах применяют сварные корпуса из стали. Заготовки корпусных деталей перед механической обработкой проходят ряд подготовительных операций. 010. Фрезерная (протяжная). Фрезеровать, строгать или протянуть плоскость основания начерно и начисто или с припуском под плоское шлифование (при необходимости). Технологическая база – необработанная плоскость, параллельная обрабатываемой поверхности. Оборудование: – в единичном и мелкосерийном производствах – вертикально-фрезерный и строгальный станки; – в серийном – продольно-фрезерный или продольно-строгальный станки; – в крупносерийном и массовом – барабанно- и карусельно-фрезерные, плоскопротяжные, агрегатно-фрезерные станки. 015. Сверлильная. Сверлить и зенковать (при необходимости) отверстия в плоскости основания. Развернуть два отверстия. Технологическая база – обработанная плоскость основания. Оборудование – радиально-сверлильный станок или сверлильный с ЧПУ, в массовом и крупносерийном производствах – многошпиндельный сверлильный станок или агрегатный станок. 020. Фрезерная. Обработка плоскостей, параллельных базовой (при их наличии). Технологическая база – плоскость основания. Оборудование – см. операцию 010. 025. Фрезерная. Обработка плоскостей, перпендикулярных базовой (торцы основных отверстий). Технологическая база – плоскость основания и два точных отверстия. Оборудование – горизонтально-фрезерный или горизонтально-расточной станок. 030. Расточная. Растачивание основных отверстий (черновое и чистовое, или с припуском под тонкое растачивание). Технологическая база – та же (см. операцию 025). Оборудование: – единичное производство – универсальный горизонтально-расточной станок; – мелкосерийное и среднесерийное – станки с ЧПУ расточно-фрезерной группы и многооперационные станки; – крупносерийное и массовое – агрегатные многошпиндельные станки. 103 Точность межосевых расстояний, а также точность положения отверстий достигается с помощью: – разметки (от ± 0,1 мм до + 0,5 мм); – пробных расточек (до + 0,02 мм); – координатного растачивания на горизонтально-расточных станках (до ± 0,02 мм); – обработки по кондукторам и шаблонам (до ± 0,02 мм, ± 0,03 мм). 035. Сверлильная. Сверлить (зенковать при необходимости), нарезать резьбу в крепежных отверстиях. Технологическая база – та же. Оборудование – радиальносверлильный, сверлильный с ЧПУ, многооперационный, сверлильный многошпиндельный и агрегатный станки (в зависимости от типа производства). 040. Плоскошлифовальная. Шлифовать (при необходимости) плоскость основания. Технологическая база – поверхность основного отверстия или обработанная плоскость, параллельная базовой (в зависимости от требуемой точности расстояния от базовой плоскости до оси основного отверстия). Оборудование – плоскошлифовальный станок с прямоугольным или круглым столом. 045. Алмазно-расточная. Тонкое растачивание основного отверстия. Технологическая база – базовая плоскость и два отверстия. Оборудование – алмазно-расточной станок. С целью выдерживания принципа постоянства баз большинство операций обработки (020, 025, 030, 035), за исключением операций подготовки технологических баз (010, 015) и отделки основных поверхностей (040, 045), часто концентрируют в одну операцию, выполняемую на горизонтально-расточном (единичное производство), многооперационном (серийное) или агрегатном (массовое) станках. В маршрут обработки разъемных корпусов дополнительно к вышеприведенным операциям включают: – обработку поверхности разъема у основания (фрезерная); – обработку поверхности разъема у крышки (фрезерная); – обработку крепежных отверстий на поверхности разъема основания (сверлильная); – обработку крепежных отверстий на поверхности разъема крышки (сверлильная); – сборку корпуса промежуточную (слесарно-сборочная операция); – обработку двух точных отверстий (обычно сверлением и развертыванием) под цилиндрические или конические штифты в плоскости разъема собранного корпуса. 104 5. ТЕХНОЛОГИЯ ИЗГОТОВЛЕНИЯ ЗУБЧАТЫХ КОЛЁС 5.1. Классификация зубчатых колёс, технологические задачи и технические требования В современных машинах широко применяют зубчатые передачи. Различают силовые зубчатые передачи, предназначенные для передачи крутящего момента с изменением частоты вращения валов, и кинематические передачи, служащие для передачи вращательного движения между валами при относительно небольших крутящих моментах. Зубчатые передачи, используемые в различных механизмах и машинах, делят на цилиндрические, конические, червячные, смешанные и гиперболоидные (винтовые и гипоидные). Наибольшее распространение получили цилиндрические, конические и червячные передачи (рис. 5.1). Ниже рассмотрены способы формообразования зубьев цилиндрических зубчатых колес. Цилиндрические зубчатые колеса изготовляют с прямыми и косыми зубьями, реже – с шевронными. Стандарт устанавливает 12 степеней точности цилиндрических зубчатых колес (в порядке убывания точности): 1, 2, 3, 4, 5, 6, 7, 8, 9, 10, 11, 12. По технологическому признаку зубчатые колеса делятся на: – цилиндрические и конические без ступицы и со ступицей, с гладким или шлицевым отверстием; – многовенцовые блочные с гладким или шлицевым отверстием; – цилиндрические, конические и червячные типа фланца; – цилиндрические и конические с хвостовиком; – валы-шестерни. У цилиндрических колес зубья выполняют прямыми, спиральными или шевронными. Обработка зубчатых колес разделяется на два этапа: обработку до нарезания зубьев и обработку зубчатого венца. Задачи первого этапа соответствуют в основном аналогичным задачам, решаемым при обработке деталей классов: диски (зубчатое колесо плоское без ступицы), втулки (со ступицей) или валов (валшестерня). Операции второго этапа обычно сочетают с отделочными операциями обработки корпуса колеса. 105 Рис. 5.1. Виды зубчатых передач: а – цилиндрическая; б – коническая; в – червячная; 1 – шестерня; 2 – зубчатое колесо; 3 – червяк; 4 – червячное колесо Технологические задачи Точность размеров. Самым точным элементом зубчатого колеса является отверстие, которое выполняется обычно по 7-му квалитету, если нет особых требований. Точность взаимного расположений. Несоосность начальной окружности зубчатого колеса относительно посадочных поверхностей допускается не более 0,05...0,1 мм. Неперпендикулярность торцов к оси отверстия или вала (биение торцов) обычно принимается не более 0,01...0,015 мм на 100 мм диаметра. В зависимости от условий работы колеса эта величина может быть повышена или несколько уменьшена. Твердость рабочих поверхностей. В результате термической обработки поверхностная твердость зубьев цементируемых зубчатых колес должна быть в пределах НRС 45…60 при глубине слоя цементации 1…2 мм. При цианировании твердость НRС 42...53, глубина слоя должна быть в пределах 0,5...0,8 мм. Твердость незакаливаемых поверхностей обычно находится в пределах НВ 180...270. Для рассматриваемого зубчатого колеса (рис. 5.2): – посадочное отверстие выполняется по 7-му квалитету; – точность формы не задается; – точность взаимного расположения ограничена величиной торцового биения плоских поверхностей относительно оси отверстия не более 0,016 мм, а так106 же величиной несимметричности шпоночного паза относительно оси отверстия не более 0,02 мм; – шероховатость поверхности зубчатого венца Rа = 0,63 мкм, отверстия и торцов – 1,6 мкм. Зубчатый венец закаливается ТВЧ до НRС 45...50 на глубину 1...2 мм. Рис. 5.2. Зубчатое колесо с типовыми требованиями к точности его изготовления 5.2. Материалы, методы получения заготовок Различают основные виды заготовок зубчатых колес при разных конструкциях и серийности выпуска: заготовка из проката; поковка, выполненная свободной ковкой на ковочном молоте; штампованная заготовка в подкладных штампах, выполненных на молотах или прессах; штампованная заготовка в закрепленных штампах, выполненных на молотах, прессах и горизонтальноковочных машинах. Заготовки, получаемые свободной ковкой на молотах, по конфигурации не соответствуют форме готовой детали, но структура металла благодаря ковке улучшается по сравнению с заготовкой, отрезанной пилой от прутка. Штамповка заготовок в закрытых штампах имеет ряд преимуществ: снижается расход металла из-за отсутствия облоя, форма заготовки ближе к готовой детали, снижается себестоимость, экономия металла составляет от 10 до 30 %. Однако отмечается повышенный расход штампов. 107 Штамповка на прессах имеет большое преимущество перед штамповкой на молотах: получается точная штампованная заготовка, припуски и напуски меньше на 30 %, по конфигурации заготовка ближе к готовой детали. На прессах можно штамповать с прошиванием отверстия. Штамповкой на горизонтально-ковочных машинах изготовляют заготовки зубчатых колес с хвостовиком или с отверстием. 5.3. Основные схемы базирования Выбор базовых поверхностей зависит от конструктивных форм зубчатых колес и технических требований. У колес со ступицей (одновенцовых и многовенцовых) с достаточной длиной центрального базового отверстия (L/D > 1) в качестве технологических баз используют: двойную направляющую поверхность отверстия и опорную базу в осевом направлении – поверхность торца. У одновенцовых колес типа дисков (L/D < 1) длина поверхности отверстия недостаточна для образования двойной направляющей базы. Поэтому после обработки отверстия и торца установочной базой для последующих операций служит торец, а поверхность отверстия – двойной опорной базой. У валов-шестерен в качестве технологических баз используют, как правило, поверхности центровых отверстий. На первых операциях черновыми технологическими базами являются наружные необработанные "черные" поверхности. После обработки отверстия и торца их принимают в качестве технологической базы на большинстве операций. Колеса с нарезанием зубьев после упрочняющей термообработки при шлифовании отверстия и торца (исправление технологических баз) базируют по эвольвентной боковой поверхности зубьев для обеспечения наибольшей соосности начальной окружности и посадочного отверстия. Для обеспечения наилучшей концентричности поверхностей вращения колеса применяют следующие варианты базирования. При обработке штампованных и литых заготовок на токарных станках за одну установку, заготовку крепят в кулачках патрона за черную поверхность ступицы или черную внутреннюю поверхность обода. При обработке за две установки заготовку сначала крепят за черную поверхность обода и обрабатывают отверстие, а при второй установке заготовки на оправку обрабатывают поверхность обода и другие поверхности колеса. 5.4. Основные методы формообразования зубьев зубчатых колес В зависимости от способа образования зубьев различают два метода зубонарезания: копирование и обкатку. Оба метода используют на различных зубообрабатывающих станках. Нарезание зубчатых колес методом копирования. Распространенной разновидностью метода копирования является зубофрезерование. Зубофрезерование осуществляется на зубофрезерных вертикальных и горизонтальных станкахполуавтоматах. На зубофрезерных станках производят нарезание цилиндрических зубчатых колес по методу обкатки или копирования. 108 Нарезание зубьев по методу копирования осуществляют модульной дисковой или модульной концевой фрезой. Нарезание, по существу, представляет собой разновидность фасонного фрезерования. Режущие кромки зубьев дисковой или концевой фрезы изготовляют по форме впадины между зубьями колеса, и при фрезеровании они копируют форму впадины, создавая, таким образом, две половины профилей двух соседних зубьев. После нарезания одной впадины заготовка поворачивается на один зуб с помощью делительного механизма, и фреза снова проходит по новой впадине между зубьями, и т.д. (рис. 5.3). В массовом производстве применяют зубодолбежные резцовые головки, работа которых основана на методе копирования. Производительность такого метода очень высока, точность зависит от точности резцовой головки. Другой разновидностью нарезания зубчатых колес методом копирования является протягивание как наружных, так и внутренних зубчатых поверхностей, характеризующееся высокой производительностью. Рис. 5.3. Схемы фрезерования цилиндрических колес методом копирования: а – дисковой фрезой; б – концевой фрезой; 1 – заготовка; 2 – дисковая фреза; 3 – концевая фреза Нарезание зубчатых колес методом обкатки. При методе обкатки заготовка и инструмент воспроизводят движение пары сопряженных элементов зубчатой или червячной передачи. Для этого либо инструменту придается форма детали, которая могла бы работать в зацеплении с нарезаемым колесом (зубчатое колесо, зубчатая рейка, червяк), либо инструмент выполняют таким образом, чтобы его режущие кромки описывали в пространстве поверхность профиля зубьев некоторого зубчатого колеса или зубчатой рейки, которые называют соответственно производящим колесом или производящей рейкой. В процессе взаимного обкатывания заготовки и инструмента режущие кромки инструмента, постепенно удаляя материал из нарезаемой впадины заготовки, образуют на ней зубья. Нарезание 109 зубьев цилиндрических зубчатых колес методом обкатки производится с помощью следующих инструментов: червячных фрез (зубофрезерование); дисковых долбяков (зубодолбление) и долбяков в виде гребенок-реек (зубострогание). Зубонарезание червячными фрезами. Для нарезания зубьев этим методом требуются универсальные зубофрезерные станки и специальный режущий инструмент – червячные фрезы. Станки выпускают с вертикальной или горизонтальной осями вращения фрезы. Метод является высокопроизводительным. Фрезу на станке устанавливают таким образом, чтобы ее ось была повернута под углом β подъема винтовой линии витков фрезы (рис. 5.4). Червячная фреза, кроме вращения, совершает поступательное движение подачи вдоль образующей цилиндра нарезаемого колеса, в результате чего колесо обрабатывается по всей его ширине. Рис. 5.4. Схема фрезерования зубьев червячной фрезой В зависимости от модуля устанавливают число рабочих ходов фрезы: для т = 2…2,5 мм – один рабочий ход, для т > 2,5 мм – два рабочих хода и более. Повышения производительности при зубофрезеровании достигают путем увеличения диаметра фрезы (повышается стойкость инструмента), жесткости ее установки, использования специальных инструментальных материалов, в том числе твердосплавных, композиционных, применения многозаходных червячных фрез и увеличения числа одновременно нарезаемых колес. Зубодолбление. Режущим инструментом является долбяк, представляющий собой зубчатое колесо с эвольвентным профилем зубьев. В процессе нарезания долбяк и нарезаемое зубчатое колесо находятся в относительном движении зацепления (без зазора), т.е. их окружные скорости на начальных окружностях равны, а частота вращения и число зубьев связаны передаточным отношением i = nи/nз = zз/zи, где nи, nз – соответственно частота вращения инструмента и заготовки колеса; zз, zи – соответственно число зубьев заготовки колеса и инструмента. Нарезание зубьев долблением осуществляется на зубодолбежных станках. Обработка за один рабочий ход применяется для зубчатых колес с т = 1...2 мм; с 2 < т < 4 – за два рабочих хода; с т > 4 мм – за три рабочих хода. 110 Кроме отмеченных обстоятельств, зубодолбление является единственным методом для нарезания колес с внутренним зацеплением (при средних и малых диаметрах), а также при обработке зубчатых венцов в блочных шестернях. Зубострогание. Этот метод основан на зацеплении колеса и рейки, воспроизводимом инструментом – гребенкой. Обработка колес осуществляется на станках двух типов: с вертикальной и горизонтальной осью заготовки. Станки последнего типа применяют также для обработки колес с неразрывным шевронным зубом. У зубострогания производительность меньше, чем у зубофрезерования червячной фрезой и зубодолбления. Накатывание. Накатывание зубчатых поверхностей имеет большие преимущества перед способами обработки резанием: повышает производительность в 5 – 30 раз; увеличивает износостойкость и прочность зубьев; значительно уменьшает отходы металла и др. Различают горячее и холодное накатывание. Горячее накатывание применяют для профилей с модулем больше 2 мм; холодное накатывание рекомендуется для мелкомодульных колес с модулем до 1,5...2 мм. Может применяться и комбинированное накатывание для средних и крупных модулей (основная пластическая деформация проводится в горячем состоянии, а окончательное профилирование – в холодном). Горячее накатывание производится как с радиальной, так и с продольной подачей. Схема накатки с продольной подачей аналогична холодному накатыванию. Схема накатывания с радиальным движением подачи показана на рис. 5.5. Перед накатыванием заготовку нагревают до 1000...1200 °С за 20...30 с до накатывания, затем устанавливают на оправку специального станка и производят накатывание. Рис. 5.5. Схема горячего накатывания зубьев колес: 1 – накатники; 2 – реборды; 3 – заготовка; 4 – переходная втулка; 5 – оправка Шевингование – чистовая обработка зубьев незакаленных цилиндрических зубчатых колес (твердость обычно не более НRС 40), осуществляемая инструментом – шевером (рис. 5.6-а). Шевер имеет форму зубчатого колеса или зубчатой рейки. На поверхности зубьев шевера имеются канавки от головки до ножки. 111 Шевингование зубчатых колес заключается в срезании весьма тонких волосовидных стружек толщиной 0,05...0,01 мм острыми кромками канавок шевера во время движения обкатки обрабатываемого колеса и инструмента и возникающего при этом относительного скольжения профилей зацепляющихся зубьев (рис. 5.6-б). Обычно в процессе шевингования точность зубчатых колес повышается на одну степень, реже – на две. Шевинговальные станки выпускают с горизонтальной или вертикальной осью (для обработки колес большого диаметра). В настоящее время есть несколько методов шевингования: параллельное, диагональное, тангенциальное и врезное. Шевингуют зубчатые колеса, как наружного, так и внутреннего зацепления. Шлифование зубьев зубчатых колес – наиболее надежный метод отделочной обработки, обеспечивающий высокую точность, как правило, закаленных зубчатых колес. Шлифование зубьев производят на различных зубошлифовальных станках как методом копирования, так и методом обкатки. На станках, работающих по методу копирования, шлифуют зубчатые колеса профилированными кругами (рис. 5.7). Ось заготовки в этих станках расположена горизонтально. Они предназначены главным образом для шлифования прямозубых колес. Метод обкатки осуществляется на зубошлифовальных станках, которые точны и универсальны в наладке, но производительность которых сравнительно невелика и зависит от принципа работы и типа применяемых шлифовальных кругов. При шлифовании зубьев этим методом (рис. 5.8) воспроизводится зубчатое зацепление пары рейка – зубчатое колесо. Инструментом является воображаемая рейка, боковые стороны зуба которой образованы шлифовальными тарельчатыми кругами 2. Шлифовальные круги получают вращательное движение, движение обкатки, заготовка 1 выполняет возвратно-поступательное движение. Движение обкатки складывается из двух движений: вращения заготовки вокруг своей оси А и поступательного движения вдоль воображаемой рейки Б. В результате этих двух движений заготовка перекатывается без скольжения по воображаемой рейке. На практике существуют и другие методы шлифования цилиндрических зубчатых колес: дисковым кругом; двумя дисковыми кругами; червячным кругом и др. 112 Рис. 5.6. Шевингование: а – дисковый шевер; б – схема обработки зубьев колес дисковым шевером:1 – дисковый шевер; 2 – заготовка; vш – скорость шевера; vд – скорость заготовки; Sпр – продольная подача (с реверсированием) стола; Sв – вертикальная подача стола Рис. 5.7. Схемы профильного шлифования зубьев: а – профилирование зубьев; б – правка шлифовального круга 113 Рис. 5.8. Схема шлифования зубьев методом обкатки: 1 – зубья колеса; 2 – шлифовальные круги Хонингование применяют для чистовой отделки зубьев, как правило, закаленных цилиндрических колес внешнего и внутреннего зацеплений. Процесс осуществляется на зубохонинговальных станках с помощью зубчатого абразивного инструмента – хона. Зубчатые хоны представляют собой прямозубые или косозубые колеса, обычно состоящие из стальной ступицы и абразивного венца того же модуля, что и обрабатываемое колесо. Частота вращения хона 180...200 мин-1, скорость подачи стола 180...210 мм/мин. Время хонингования зубчатого колеса 30...60 с. Хонингование позволяет уменьшить параметры шероховатости и тем самым повысить долговечность зубчатой передачи. К отделочным методам относятся также: обкатка зубьев и прикатка (зацепление с эталонным колесом); притирка (искусственное изнашивание рабочей поверхности зубьев притирами с применением абразивной пасты); приработка (притирание пары зубчатых колес без притира) и др. 5.5. Типовой маршрут изготовления зубчатых колес Основные операции механической обработки зубчатого колеса со ступицей 7-й степени точности (рис. 5.2) следующие. 005. Заготовительная. Для заготовок из проката – резка проката, для штампованных заготовок – штамповка. Штампованные заготовки целесообразно выполнять с прошитыми отверстиями, если их диаметр более 30 мм и длина не более 3-х диаметров. Заготовки из чугуна и цветных сплавов (иногда из сталей) получают литьем. 010. Токарная. Точить торец обода и торец ступицы с одной стороны начерно, точить наружную поверхность обода до кулачков патрона начерно, расточить начерно на 114 проход отверстие (или сверлить и расточить при отсутствии отверстия в заготовке), точить наружную поверхность ступицы начерно, точить фаски. Технологическая база – наружная поверхность обода и торец, противолежащий ступице (закрепление в кулачках токарного патрона). Оборудование: единичное производство – токарно-винторезный станок; мелко- и среднесерийное – токарно-револьверный, токарный с ЧПУ; крупносерийное и массовое – одношпиндельный или многошпиндельный токарный полуавтомат (для заготовки из прутка – прутковый автомат). 015. Токарная. Точить базовый торец обода (противолежащий ступице) начерно, точить наружную поверхность обода на оставшейся части начерно, расточить отверстие под шлифование, точить фаски. Технологическая база – обработанные поверхности обода и большего торца (со стороны ступицы). Оборудование – то же (см. операцию 010). 020. Протяжная (долбежная). Протянуть (долбить в единичном производстве) шпоночный паз или шлицевое отверстие. Технологическая база – отверстие и базовый торец колеса. Оборудование – горизонтально-протяжной или долбежный станки. Применяются варианты чистового протягивания отверстия на данной операции вместо чистового растачивания на предыдущей операции. 025. Токарная. Точить базовый и противолежащие торцы, наружную поверхность венца начисто. Технологическая база – поверхность отверстия (реализуется напрессовкой на оправку, осевое положение на оправке фиксируется путем применения подкладных колец при запрессовке заготовки). Необходимость операции вызывается требованием обеспечения соосности поверхностей вращения колеса. Оборудование – токарно-винторезный (единичное производство), токарный с ЧПУ (серийное) или токарный многорезцовый полуавтомат. 030. Зубофрезерная. Фрезеровать зубья начерно (обеспечивается 8-я степень точности). Технологическая база – отверстие и базовый торец (реализуется оправкой и упором в торец). Оборудование – зубофрезерный полуавтомат. 035. Зубофрезерная. Фрезеровать зубья начисто (обеспечивается 7-я степень точности). 040. Шевинговальная. Шевинговальная операция повышает на единицу степень точности зубчатого колеса. Операции применяют для термообрабатываемых колес с целью уменьшения коробления зубьев, так как снимается поверхностный наклепанный слой после фрезерования. Технологическая база – отверстие и базовый торец (реализуется оправкой). Оборудование – зубошевинговальный станок. 115 045. Термическая. Калить заготовку или зубья (ТВЧ) или цементировать, калить и отпустить – согласно техническим требованиям. Наличие упрочняющей термообработки, как правило, приводит к снижению точности колеса на одну единицу. 050. Внутришлифовальная. Шлифовать отверстие и базовый торец за один установ. Обработка отверстия и торца за один установ обеспечивает их наибольшую перпендикулярность. Технологическая база – рабочие эвольвентные поверхности зубьев (начальная окружность колеса) и торец, противолежащий базовому. Реализация базирования осуществляется специальным патроном, у которого в качестве установочных элементов используют калиброванные ролики или зубчатые секторы. Необходимость такого базирования вызвана требованием обеспечения равномерного съема металла на зубьях при их последующей отделке с базированием по отверстию на оправке. Оборудование – внутришлифовальный станок. При базировании колеса на данной операции за наружную поверхность венца для обеспечения соосности поверхностей вращения необходимо ввести перед или после термообработки круглошлифовальную операцию для шлифования наружной поверхности венца и торца, противолежащего базовому (желательно за один установ на оправке). Технологическая база – отверстие и базовый торец. Оборудование – круглошлифовальный или торцекруглошлифовальный станки. Необходимость отделки наружной поверхности венца колеса вызывается также и тем, что контроль некоторых основных точностных параметров зубьев производится с использованием этой поверхности в качестве измерительной базы. 055. Плоскошлифовальная. Шлифовать торец, противолежащий базовому (если необходимо). Технологическая база – базовый торец. Оборудование – плоскошлифовальный станок с прямоугольным или круглым столом. 060. Зубошлифовальная. Шлифовать зубья. Технологическая база – отверстие и базовый торец. Оборудование – зубошлифовальный станок (обработка обкаткой двумя тарельчатыми или червячным кругами или копированием фасонным кругом). При малом короблении зубьев при термообработке (например, при азотировании вместо цементации) операция зубошлифования может быть заменена зубохонингованием или вообще отсутствовать. Наличие зубошлифовальной или зубохонинговальной операции определяется наличием и величиной коробления зубьев при термообработке. Двукратное зубофрезерование и шевингование зубьев до термообработки может обеспечить 6-ю степень точности. При потере точности во время термообработки на одну степень конечная 7-я степень точности будет достигнута. Введение отделочной операции зубошлифования или зубохонингования необходимо только при уменьшении точности колеса при термообработке больше, чем на одну степень. 065. Контрольная. Наличие упрочняющей термообработки приводит, как правило, к снижению степени точности колес на одну единицу, что требует введения дополнительной 116 отделочной операции. Для незакаливаемых зубчатых колес шевингование является последней операцией; перед термообработкой шевингуют зубья в целях уменьшения деформации колеса в процессе термообработки и повышения степени на одну единицу. 117 6. ТЕХНОЛОГИЯ ИЗГОТОВЛЕНИЯ РЫЧАГОВ 6.1. Классификация рычагов К деталям класса рычагов относятся собственно рычаги, тяги, серьги, вилки, балансиры, шатуны и др. Рычаги являются звеньями системы машин, аппаратов, приборов, приспособлений. Совершая качательное или вращательное движение, рычаги передают необходимые силы и движения сопряженным деталям, заставляя их выполнять требуемые перемещения с надлежащей скоростью. В других случаях рычаги, например прихваты, остаются неподвижными и фиксируют относительное положение сопряженных деталей. Детали класса рычагов имеют два отверстия или больше, оси которых расположены параллельно или под прямым углом. Тело рычагов представляет собой стержень, не обладающий достаточной жесткостью. В деталях этого класса, кроме основных отверстий, обрабатываются шпоночные или шлицевые пары, крепежные отверстия и прорези в головках. Стержни рычагов часто не обрабатывают. Значительное разнообразие конструкций рычагов вызывает необходимость их классификации с целью сужения типовых технологических процессов. С этой целью рекомендуется следующая классификация: 1. Рычаги, у которых торцы втулок имеют общую плоскость или их торцы лежат в одной плоскости. 2. Рычаги, у которых торцы втулок лежат в разных плоскостях. 3. Рычаги, у которых имеется длинная втулка с отверстием и значительно более короткие втулки. 6.2. Технологические задачи Точность размеров. Отверстия – основные и вспомогательные базы, поверхностями которых рычаги и вилки сопрягаются с валиками, проектируют у рычагов и шарнирных вилок по Н7...Н9, а у вилок переключения для уменьшения перекоса при осевом перемещении – по Н7...Н8. Точность расстояний между параллельными исполнительными поверхностями вилок переключения назначают по IТ10...IТ12. Расстояние между осями отверстий основных и вспомогательных баз рычагов должны соответствовать расчетным; допускаемые отклонения в зависимости от требуемой точности колеблются от ± 0,025 до + 0,1 мм. Точность формы. В большинстве случаев особых требований к точности формы поверхностей не предъявляется, т.е. погрешность формы не должна превышать допуск на размер или, в зависимости от условий эксплуатации, погрешности формы не должны превышать от 40 до 60 % от поля допуска на соответствующий размер. Точность взаимного расположения. Для хорошего прилегания поверхностей отверстий к сопряженным деталям оси поверхностей отверстий – вспомогательных баз рычагов должны быть параллельны осям поверхностей отверстий – основных баз с допускаемыми отклонениями (0,05...0,3)/100 мм. 118 У рычагов, имеющих плоские обработанные поверхности, в некоторых случаях (по служебному назначению) задается перпендикулярность осей отверстий относительно этих плоскостей с допускаемыми отклонениями (0,1...0,3)/100. Качество поверхностного слоя. Шероховатость поверхности отверстий у рычагов и вилок в зависимости от точности диаметров отверстий назначают Rа = 0,8...3,2 мкм, шероховатость исполнительных поверхностей у рычагов Rа = 0,63...3,1, у вилок переключения 0,8...3,2 мкм. Для увеличения сроков службы твердость исполнительных поверхностей рычагов и вилок устанавливают НRС 40...60. 6.3. Материалы, методы получения заготовок В качестве материалов для изготовления рычагов служат: серый чугун, ковкий чугун и конструкционные стали. Работающие при незначительных нагрузках рычаги изготавливают из пластмассы. Выбор материала зависит от служебного назначения и экономичности изготовления детали. Рычаги сложной формы могут быть достаточно экономично изготовлены из заготовки-отливки. Для деталей, работающих в машинах под небольшими, неударными нагрузками, выбирают серый чугун. Для нежестких деталей, работающих с толчками и ударами, недостаточно вязкий серый чугун является ненадежным материалом и заменяется ковким чугуном. При получении ковкого чугуна обязательным становится отжиг, после которого заготовки коробятся и должны дополнительно подвергаться правке. Чугунные заготовки рычагов получают обычно литьем в песчано-глинистые формы, отформованные по металлическим моделям. При повышенных требованиях к точности отливок заготовки отливают в оболочковые формы. Отливки из ковкого чугуна следует подвергать отжигу и последующей правке для уменьшения остаточных деформаций. Припуски на обработку и допуски на размеры отливок рычагов определяются соответствующими стандартами. Стальные заготовки рычагов получают ковкой, штамповкой, литьем по выплавляемым моделям и реже сваркой. При штамповке заготовок в небольших количествах применяют подкладные штампы. С увеличением масштаба изготовления заготовок более экономичной становится штамповка их в открытых и закрытых штампах. В серийном производстве штамповки выполняют на штамповочных молотах, фрикционных и кривошипных прессах, а в крупносерийном и массовом производствах – на кривошипных прессах и горизонтально-ковочных машинах. Для повышения производительности и уменьшения себестоимости штампованных заготовок их предварительное формование в массовом производстве в ряде случаев производят на ковочных вальцах. 6.4. Основные схемы базирования При фрезеровании торцов втулок за технологическую базу принимают или поверхности стержня рычага, или противоположные торцы втулок, при их шлифовании за технологическую базу принимают противоположные торцы втулок. 119 При обработке основных отверстий в качестве технологической базы выбирают обработанные торцы втулок и их наружные поверхности, что обеспечивает равностенность втулок. Заключительные этапы обработки выполняют при использовании в качестве технологической базы одного или двух основных отверстий торцов втулок. 6.5. Типовой маршрут изготовления рычагов Рассмотрим основные операции механической обработки рычагов с общей плоскостью торцов втулок (рис. 6.1). 005. Заготовительная. Чугунные заготовки получают литьем в песчаные формы или оболочковые. Отливки из ковкого чугуна следует подвергать отжигу и последующей правке для уменьшения остаточных деформаций. Стальные заготовки – ковкой, штамповкой, литьем по выплавляемым моделям, а в единичном производстве – сваркой. 010. Фрезерная. Фрезеровать торцы втулок с одной стороны начерно или начисто и с припуском под шлифование (при необходимости). Технологическая база (установочная) – поверхность стержня или противоположные торцы втулок. Направляющую и опорную базы выбирают из условий удобства установки детали. Станок – вертикально-фрезерный или карусельнофрезерный. 015. Фрезерная. Аналогично предыдущей операции, но с другой стороны. Технологическая база – обработанные торцы втулок. В серийном и массовом производствах обработка торцов втулок может выполняться одновременно с двух сторон, на горизонтально-фрезерном станке набором фрез. Технологическая база – поверхность стержня или поверхность втулок. Если заготовки проходят чеканку (т.е. торцы втулок обжаты прессом), то фрезерную обработку не производят. 020. Обработка основных отверстий. Технологическая база – обработанные торцы втулок и их наружные поверхности, что обеспечивает равностенность втулок. В зависимости от типа производства операцию выполняют: – в единичном и мелкосерийном производствах на радиально- и вертикальносверлильных станках или расточных станках по разметке со сменой инструмента; – в мелкосерийном и серийном производствах – на сверлильных станках с ЧПУ, на радиально- и вертикально-сверлильных станках по кондуктору со сменой инструмента и быстросменных втулок в кондукторах; – в крупносерийном и массовом производствах – на агрегатных многошпиндельных одно- и многопозиционных станках, вертикально-сверлильных станках с многошпиндельными головками и на протяжных станках. Маршрут обработки основных отверстий имеет варианты: – сверление, зенкерование, одно- или двукратное развертывание или двойное растачивание; 120 – сверление и протягивание (для отверстий диаметром более 30 мм), полученные в заготовке прошиванием или литьем, сверление заменяют предварительным зенкерованием. Обеспечение параллельности осей и межосевого расстояния основных отверстий достигается следующим образом (в порядке убывания точности): – одновременной обработкой несколькими инструментами на многошпиндельных станках; – последовательной обработкой при неизменном закреплении заготовки; – последовательной обработкой на разных станках, в разных приспособлениях. 030. Обработка шпоночных пазов или шлицевых поверхностей в основных отверстиях. 035. Обработка вспомогательных отверстий с нарезанием в них резьбы (если нужно), пазов и уступов. Технологическая база – основные отверстия (одно или два) и их торцы. 040. Плоское шлифование торцов втулок. Выполняется при повышенных требованиях к шероховатости и взаимному расположению торцов втулок на плоскошлифовальном станке с переустановкой. Технологическая база – торцы втулок. 045. Контрольная. В зависимости от конкретных условий последовательность обработки поверхностей рычагов может изменяться. Применяют варианты маршрута, в которых операции 010 и 020 меняются местами или объединяются. Рис. 6.1. Рычаг 121 Маршрут обработки рычагов с торцами втулок в разных плоскостях: – обрабатывают торцы втулок с одной стороны; – обрабатывают основные отверстия с той же стороны; – обрабатывают торцы втулок с другой стороны; – обрабатывают оставшиеся поверхности. 122 СПИСОК ЛИТЕРАТУРЫ 1. Технологические процессы в машиностроении: Учебное пособие / Н.П. Солнышкин, А.Б. Чижевский, С.И. Дмитриев; Под общ. ред. Н.П. Солнышкина. – СПб. : Изд-во СПбГТУ, 1998. – 334 с. 2. Технология машиностроения. Часть I: Учеб. Пособие/ Э.Л. Жуков, И.И. Козарь, Б.Я. Розовский, В.В. Дегтярев, А.М. Соловейчик; Под. ред. С.Л. Мурашкина. – СПб. : Изд-во СПбГТУ, 1999. – 190 с. 3. Технология машиностроения. Часть II. Проектирование технологических процессов: Учеб. пособие / Э.Л. Жуков, И.И. Козарь, Б.Я. Розовский, В.В. Дегтярев, А.М. Соловейчик; Под. ред. С.Л. Мурашкина. – СПб. : Изд-во СПбГТУ, 1999. – 498 с. 4. Технология машиностроения. В 2-х т. Т.2 / Под. ред. А.М. Дальского. – М. : Изд-во МВТУ, 1999. 5. Технология машиностроения. В 2-х т. Т.2 / Под. ред. Г.Н. Мельникова. – М. : Изд-во МВТУ, 1999. 6. Технология машиностроения. Книга 2. Под. ред. С.Л. Мурашкина. – М. : Высшая школа, 2003. 7. Горбацевич А.Ф., Шкред В.А. Курсовое проектирование по технологии машиностроения. – Минск : Вышэйшая школа, 1983. – 256 с. 8. Маталин А.А. Технология машиностроения. – Л. : Машиностроение, 1985. – 496 с. 9. Афонькин М.Г., Магницкая М.В. Производство заготовок в машиностроении. – Л. : Машиностроение, 1987. – 256 с. 10. Балабанов А.Н. Краткий справочник технолога-машиностроителя. – М. : Издательство стандартов, 1992. – 464 с. 11. Справочник технолога – машиностроителя. В 2-х т. / Под ред. А.М. Дальского – М. : Машиностроение, 2001. 12. Справочник технолога-машиностроителя. В 2-х томах. Т.2 / Под ред. А.Г. Косиловой и Р.К. Мещерякова – М. : Машиностроение, 1985. – 496 с. 13. Обработка металлов резанием.: Справочник технолога / А.А. Панов, В.В. Аникин, Н.Г. Бойт и др.; Под ред. А.А. Панова. – М. : Машиностроение. 1988. – 736 с. 14. Зуев А.А. Технология машиностроения. 2-е изд., испр. и доп. – СПб. : Издательство "Лань", 2003. – 496 с. 15. Станочные приспособления: Справочник / Под ред. Б.Н. Вардашкина, А.А. Шатилова. – М. : Машиностроение, 1984. – Т. 1. – 591 с. 16. Станочные приспособления: Справочник / Под ред. Б.Н. Вардашкина, А.А. Данилевского. – М. : Машиностроение, 1984. – Т. 2. – 655 с. 17. Худобин Л.В. и др. Курсовое проектирование по технологии машиностроения. – М. : Машиностроение, 1989. – 288 с. 18. Ткачев А.Г., Шубин И.Н. Типовые технологические процессы изготовления деталей машин: Учебное пособие. – Тамбов : Изд-во Тамб. гос. техн. ун-та, 2004. – 112 с. 123 124 125 126 Дмитриев Сергей Иванович ТЕХНОЛОГИЯ МАШИНОСТРОЕНИЯ Курс лекций Редакторы: Н.П. Солнышкин, С.И. Дмитриев Компьютерная верстка С.И. Дмитриев, Е.Н. Иванов Корректор: С.Н. Емельянова Подписано в печать: 30.03.2009г. Формат 60×90/16. Гарнитура Times New Roman. Усл. п. л. 8 Тираж 226 экз. Заказ № 2742 Адрес издательства: Россия, 180000, Псков, ул. Л.Толстого 4. Издательство ППИ 127 128