Размерная группа
реклама

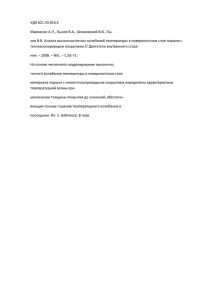
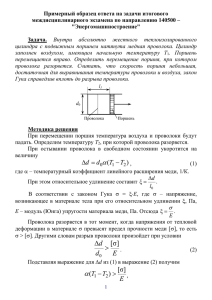
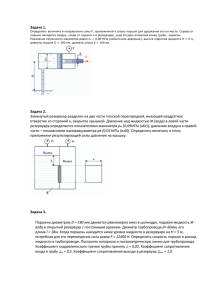
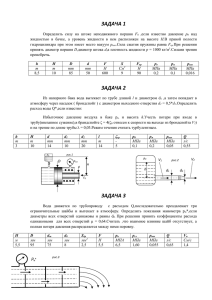
Достижение точности при неполной взаимозаменяемости По дисциплине «Метрология, стандартизация, сертификация» 190631 "Техническое обслуживание и ремонт автомобильного транспорта" Разработала Корешкова М.Д. ГБОУ КАТ№9 Неполная ?????? взаимозаменяемость При всех достоинствах полной взаимозаменяемости у нее есть один недостаток. Какой? Различают экономическую и достижимую точность обработки. • Экономическая точность обработки достижима при обработке деталей при минимальных затратах времени и труда. • Достижимая точность — максимальная точность, которая может быть достигнута при обработке детали рабочим высокой квалификации на высокоточном оборудовании. Относительная себестоимость С изготовления деталей по мере уменьшения допуска T возрастает: себестоимость Высокая точность обработки всех деталей иногда неэкономична и не рентабельна. Допуск Дорого! Тогда отказываются от полной взаимозаменяемости и используют методы: 1. Вероятностный (произвольного расширения поля допуска) 2. Групповой взаимозаменяемости 3. Пригонки и совместной обработки 4. Регулировки Вероятностный метод • Размер – случайная величина, и вероятность его значительного отклонения от наиболее ожидаемого размера не слишком высока. • Чаще всего действительные размеры подчиняются закономерности нормального распределения и практически все значения лежат в интервале ±3σ, где σ — среднеквадратичное отклонение. • Что это нам дает? • Если должны быть годны 100% деталей – допуск = 6σ • Если нас устроит чуть меньше 5% брака, то допуск можно увеличить в 1,5 раза (на 2-3 квалитета) – почти все детали все равно попадают в интервал 4σ. • При расширении допуска втрое годными окажутся около 68% деталей (попадут в 2σ) Например 1 1. Пусть нам надо обработать размер с допуском 0,02 мм. 2. Используем метод обработки, дающий допуск 0, 03 мм - 95% деталей окажутся в пределах допуска 0,02 - годными! 2 3 3. А если использовать обработку с допуском 0,06 мм? Годными окажутся всего 68% деталей Это слишком мало? Смотря как считать! Многократное удешевление обработки окупает расходы на контроль А если не контролировать детали перед сборкой? 1. При сборке выявляется около 30% брака (если случайно совпадут, например, слишком большой вал и слишком маленькое отверстие) 2. Переукомплектовывая детали, этот процент можно снизить еще больше! Достоинства и недостатки • Метод прост, дешев, эффективен. • Неизбежный брак есть, и он может выявиться при ремонте и замене деталей. При расширении допуска в 1,5 раза и меньше количество брака пренебрежимо мало • Недобросовестные производители склонны расширять допуск намного больше групповая взаимозаменяемость 1. Детали изготавливают с допусками в несколько (N) больше, чем требуется при полной взаимозаменяемости 2. Их измеряют и сортируют на N размерных групп, маркируют 3. Собирают друг с другом детали только одной размерной группы Групп может быть от 3 (поршневые пальцы) до 100 и больше (подшипники) Схема расположения полей допусков деталей шатунно-поршневой группы двигателя ЗиЛ-131 Группа Диаметр поршневого пальца, мм Диаметр отверстия в мм Цвет маркировки в поршне в малой головке шатуна 1 28,0000-27,9975 27,9950-27,9925 28,0070-28,0045 голубой 2 27,9975-27,9950 27,9925-27,9900 28,0045-28,0020 красный 3 27,9950-27,9925 27,9900-27,9875 28,0020-27,9995 белый 4 27,9925-27,9900 27,9875-27,9850 27,9995-27,9970 черный • • Т.о. обеспечивают натяг между пальцем и поршнем в пределах 0,00250,0075 мм и зазор между пальцем и шатуном в пределах 0,00450,0095 мм Достоинства и недостатки • Очень точные соединения из недорогих деталей • Оправданно только в массовом производстве • Сложности с комплектацией при ремонте Используют: • Детали ЦПГ – пальцы, поршни, цилиндры; детали ТНВД • Детали подшипников качения • Ответственные резьбовые соединения с натягом и т.д. Ответ на распространенные заблуждения 1. Размерные группы есть! 2. Размерные группы никак не связаны с ремонтными размерами не характеризует износ блока цилиндров, работоспособность двигателя и его ресурс. 3. В пределах номинального и каждого ремонтного размера гильз и поршней двигателя имеется шесть размерных групп. Диаметры цилиндров в пределах каждой из них отличаются , как правило, на 0,01 мм. А–класс шатуна по массе (буква или краска); Б– класс шатуна по пальцу. • Поршневые пальцы разбиты по диаметру на три класса (1, 2, 3-й) через 0,004 мм. Маркировка класса пальца нанесена на его торец краской. Класс поршня по пальцу выбит на днище поршня, класс шатуна по пальцу – на крышке шатуна Поршни маркируют • маркировка поршня и шатуна: • 1 — группа поршня по массе; • 2 — стрелка для ориентирования поршня в цилиндре; • 3 — ремонтный размер; • 4 — класс поршня; • 5 — класс отверстия для поршневого пальца; • 6 — отверстие для выхода масла; • 7 — номер цилиндра На днище поршня выбиты следующие данные: • 1–класс поршня по отверстию под палец; • 2–класс поршня по диаметру; • 3–стрелка, показывающая направление установки; • 4–ремонтный размер (1-й ремонтный – треугольник, 2-й ремонтный – квадрат); • 5–группа по массе (нормальная – «Г», увеличенная на 5г – «плюс», уменьшенная на 5 г – «минус»). ауди 80 б4 Chery Amulet (с 2006 года выпуска) Carina GT 4A-GE • Сверху на блоке - размерные группы цилиндров (четыре цифры). Снизу на блоке - размерные группы коренных постелей (пять цифр). Поршень на фото - CD, это размерная группа пальца, 2 размерная группа поршня, соответствует размерной группе цилиндра. • Поршни (по диаметрам отверстий в бобышках), шатуны (по диаметру отверстия в верхней головке) и поршневые пальцы (по наружному диаметру) делятся на четыре группы, помеченные краской: I – белой, II – зеленой, III – желтой, IV – красной. На пальце номер группы обозначен краской на внутренней поверхности или торце. Он должен совпадать с группой, указанной на поршне.Римская цифра указывает требуемую группу поршневого пальца. • На шатуне номер группы тоже обозначается краской. Он должен либо совпадать, либо быть соседней с пальцем группы. На блоке цилиндров маркируют • группа цилиндров выбивается на нижней плоскости блока (привалочная плоскость под масляный картер) напротив каждого цилиндра. Маркировка размерной группы цилиндров • на блоке (белые стрелки) • и условного номера блока цилиндров (черная стрелка) В технической документации указывают Модель двигателя ВАЗ-2108 Модель двигателя ВАЗ-21083 Диаметр цилиндра, мм Диаметр поршня, мм Диаметр цилиндра, мм Диаметр поршня, мм A 76,00-76,01 75,965-75,975 82,00-82,01 81,965-81,975 B 76,01-76,02 75,975-75,985 82,01-82,02 81,975-81,985 C 76,02-76,03 75,985-75,995 82,02-82,03 81,985-81,995 D 76,03-76,04 75,995-76,005 82,03-82,04 81,995-82,005 E 76,04-76,05 76,005-76,015 82,04-82,05 82,005-82,01 Размерная группа Куда уж понятней? А народ все равно не верит в их существование! • Чудеса? При ремонте необходимо измерить цилиндры и подобрать поршень под каждый по размеру (а не только по массе) • • • • • • • Класс Цилиндра A 82,00-82,01 B 82,01-82,02 C 82,02-82,03 D 82,03-82,04 E 82,04-82,05 Диаметр, мм поршня 82,00-82,01 82,01-82,02 82,02-82,03 82,03-82,04 82,04-82,05 Метод пригонки и совместной обработки 1. Детали обрабатывают с экономичной точностью 2. При сборке пригоняют друг по другу или обрабатывают совместно, в сборе Достоинства и недостатки: + • Экономичная точность большинства деталей • Работоспособное, точное соединение - • Ручная, высококвалифицир ованная работа • При ремонте детали не взаимозаменяемы Примеры совместной обработки • На шатуне и шатунной крышке выбиты номера цилиндра, в который они устанавливаются. Крышки шатунов не взаимозаменяемы (шатун обрабатывается вместе с крышкой). При сборке цифры (номера цилиндра) на шатуне и крышке должны находиться с одной стороны. • Крышки коренных подшипников предназначены только для одного конкретного блока цилиндров (крышки обрабатываются вместе с блоком). Между собой крышки не взаимозаменяемы. На крышках нанесены метки, соответствующие порядку их установки, считая от передней части двигателя. Примеры пригонки (притирки) • Для обеспечения герметичности фаска клапана и седла должны очень точно соответствовать друг другу. Обработать независимо эти поверхности • с необходимой точностью сложно, поэтому их притирают друг по другу Форсунки проводят совместную притирку корпуса и иглы до получения ровного блеска по всей поверхности. Далее притирают запорные конусы и иглу распылителя. Наносят на конус тонкий слой притирочной пасты и притирают конусные поверхности до образования на конце иглы уплотняющего пояска, расположенного у основания запорного конуса. Ширина пояска должна быть 0,5...0,7 мм. Метод регулировки Детали обрабатывают с экономичной точностью При сборке положение механизма окончательно регулируют с помощью винтов, клиньев и других специальных регулирующих элементов. Метод регулировки •Приведите примеры сами Достоинства и недостатки (сами) ? ? Источники 1. http://remontclassiki.at.ua/index/0-29 2. http://21092115.ru/ваз-2108-2109/раздел2двигатель/шатунно-поршневая-группа/особенностиустройства.html 3. http://lada4you.ru/remont/rukovodstvo-po-remontu-vaz2109/11.-dvigatel-i-ego-sistemy/11.33.-porshent-sshatunom.-razborka-defektovka-i-sborka.html 4. http://www.redmotor.ru/azlk/51.html 5. http://www.autoprospect.ru/vaz/1111-oka/10-7-2defektovka-detalejj-dvigatelya.html 6. http://www.kenszulczyk.com/misc/statistical_lecture_02.php 7. http://bik-top.livejournal.com/38089.html