САНКТ-ПЕТЕРБУРГСКАЯ ИНЖЕНЕРНАЯ АКАДЕМИЯ ООО
реклама

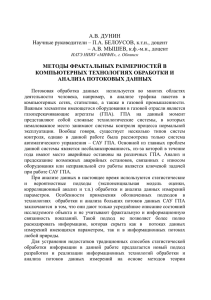
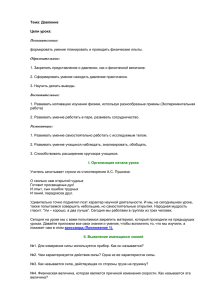
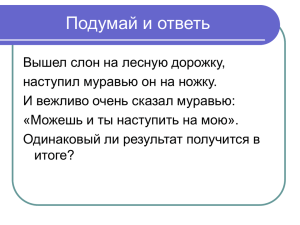
ИМПОРТОЗАМЕЩЕНИЕ: Увеличение ресурса и надежности функционирования технологического оборудования, снижение энергопотребления. Схема расположения молекулы ФТОР-ПАВ (размеры в мм) Уменьшается поверхностная энергия материала (примерно в 1 000-10 000 раз; для металлов: с 3 000 – 5 000 мН/м до 2 – 4 мН/м), что ведет к существенному снижению коэффициента трения и как следствие этого – к повышению износостойкости сопряженных деталей; Фтор-пав стойки к низким и высоким температурам (от –160º С до +450º С), к давлению до 3000 Н/мм2, воздействию химических веществ и радиации. Поверхность защищается от воздействия влаги и агрессивных веществ; Фтортензиды нетоксичны (4 класс опасности по ГОСТ 12.1.007-76 ССБТ), взрыво - и пожаробезопасны. Особых мер безопасности при работе с фтортензидами не требуется. Предотвращается растекание смазочных масел по поверхности, исключается закритическое смещение смазочных веществ (“сухое” трение); Внешняя ( Аа = ab ) и внутренняя Aвн поверхности твердого тела Модель микротрещины на поверхности твердого тела и эпюра распределения растягивающих напряжений вблизи устья микротрещины: 1 - без ПАВ; 2-с ПАВ; 3 - допустимое напряжение на разрыв При механическом повреждении поверхности, избыточные молекулы ФТОР-ПАВ, устремляются к свободным электронам и связывают их, не давая им возможности вступать в контакт и образовывать устойчивые химические связи с окружающей средой. Нарушения работоспособного состояния крана 1. невозможность рабочих перемещений запорного органа (заклинивание подвижных частей) при открытии и закрытии арматуры, 2. увеличение времени срабатывания сверх допустимого, 3. выходы из строя электропривода, вследствие нарушения перемещений подвижных частей арматуры с характерными рывками или заеданиями, 4. нарушение герметичности уплотнений, изолирующих проточную среду от внешней. 5. органические отложения наряду с коррозионными процессами. Одностороннее нагружение (Ду500) 30 Момент , Н/м 25 20 Без покрытия 15 С покрытием 10 5 0 1 2 3 4 5 ДАВЛЕНИЕ, МПа 6 7 8 Двустороннее нагружение (Ду500) 40 Момент , Н/м 35 30 25 Без покрытия 20 С покрытием 15 10 5 0 1 2 3 4 ДАВЛЕНИЕ, МПа 5 6 7 1. Блок зубчатых колес (БЗК) – сталь 40Х. 2. Редуктор ЭГПА СТД 4000 (4 МВт) Состояние БЗК до испытаний БЗК без обработки фтор-ПАВ БЗК обработанные фтор-ПАВ Величина бокового зазора Состояние БЗК БЗК без обработки БЗК обработанные фтор-ПАВ Величина бокового зазора, мм 0,19-0,23 0,027-0,032 (7 раз) Время испытания каждого комплекта БЗК - 150 часов с ускорением по нагрузке. Величина износа рабочей поверхности модифицированных зубьев на 32,4% ниже, чем у не обработанных БЗК. Коэффициент полезного действия модифицированных БЗК превышает КПД БЗК без обработки на 4-5%. контрольные точки для измерения вибрации Приняты следующие нормы значений вибрации: < 4,2 мм/с – нормальный режим работы; 4,2 – 7,2 мм/с – требует принятия мер; > 7,2 мм/с – аварийный останов. Главными источниками сил, возбуждающих вибрации являются: - дисбаланс роторов; - расцентровка валов; - зубчатое зацепление; - газодинамические эффекты в нагнетателе. Вибрационный отклик на возбуждающие силы зависит от: - зазоров в подшипниках; - перекосов вала в подшипниках; - степени приработки вкладыша; - демпфирующей способности масляного слоя; - эксцентриситета зубчатых колёс за счёт смещения и деформаций осей валов; - износа зубчатого зацепления; - компенсирующей способности соединительных муфт; - износа компенсирующих муфт. Уравнения регрессии зависимости виброскорости от наработки. 1)ГПА №1 после обработки. Y = - 0.288X + 3.81 2) ГПА №3 необработан. Y = 0.033X + 2.54 Выборочное среднее (оценка матожидания) 1)ГПА №1 после обработки. V = 3.1 ± 0.3 мм/с 2) ГПА №3 необработан. V = 2.6 ± 0.3 мм/с вертикальное направление. 1 – ГПА №1 после обработки (красный); 2 – ГПА №3 необработан (синий) боковое направление. 1 – ГПА №1 после обработки (красный); 2 – ГПА №3 необработан (синий) Уравнения регрессии зависимости виброскорости от наработки. 1)ГПА №1 после обработки. Y = - 0.283X + 3.3 2) ГПА №3 необработан. Y = 0.27X + 2.84 Выборочное среднее (оценка матожидания) 1)ГПА №1 после обработки. V = 2.6 ± 0.2 мм/с 2) ГПА №3 необработан. V = 3.3 ± 0.4 мм/с торцевое направление. 1 – ГПА №1 после обработки (красный); 2 – ГПА №3 необработан (синий) Уравнения регрессии зависимости виброскорости от наработки. 1)ГПА №1 после обработки. Y = - 0.32X + 4.64 2) ГПА №3 необработан. Y = 0.09X + 4.56 Выборочное среднее (оценка матожидания) 1)ГПА №1 после обработки. V = 3.9 ± 0.5 мм/с 2) ГПА №3 необработан. V = 4.7 ± 0.6 мм/с Происходит падение значений вибрации приблизительно в 2 раза, скорость снижения вибрации с наработкой достигает приблизительно 0,2– 0,4мм/с./тыс.час. Виброскорость достигает установившихся значений через 4000 часов наработки после применения покрытия. Из анализа представленных результатов можно сделать вывод о значительном положительном влиянии применения фтортензидных покрытий на рабочее состояние соединительных муфт. После обработки контактных поверхностей зубчатых муфт взаимное вибрационное влияние агрегатов заметно снижается, о чём свидетельствует падение значений коэффициента корреляции в 1,5 – 5 раз. Это говорит о значительном повышении компенсационной способности муфт, улучшении состояния контактных поверхностей, падения коэффициента трения. Рассмотренные особенности говорят о высокой эффективности применения фтортензидов для повышения качества работы зубчатых муфт, что в свою очередь имеет большое значение для улучшения общего состояния агрегата. Ток электродвигателя уменьшился на 2 А и составил 238 А (до обработки – 240А) Максимальное значение виброскорости 4,4мм/с (до обработки 5,2 мм/с) Температура на подшипниках снизилась на 3оС и составила 63оС (до обработки 66оС) КПД привода повысился на 2% Безвозвратные потери масла снизились на 18% и составили 0,23 кг/час. Снизился общий уровень шума ЭГПА в целом и редуктора в частности. подшипники качения типа 303К2 Трибологические испытания исходных (серийных) и модифицированных подшипников проводили на машине трения СМТ-1 2070. Для каждого режима было подвергнуто испытаниям 5 подшипников качения. Линейный износ при трении со смазкой СТПЗ (а) и СТПЗМ (б): 1 - не обработанные образцы; 2 - верхний ролик модифицирован; 3 - нижний ролик модифицирован; 4 - модифицированы оба ролика. Осевой (а) и радиальный (б) износ подшипника 303К2: 1 - исходный; 2 - обработан композицией полимерной «Валкон1»; 3 - обработан композицией полимерной «Валкон2»; N = 2000 Н, ω = 16.7 с-1. Осевой (а) и радиальный (б) износ подшипника 303R2: 1 - исходный; 2 - обработан композицией полимерной «Валкон-1»; 3 - обработан композицией полимерной «Валкон-2»; N = 2000 Н, ω = 16.7 с-1, смазочный материал ЖРО + 5 мас. % кварцевого песка дисперсностью 250...500 мкм. 1, 3, 5, 7 - исходный; 2, 4, 6, 8модифицированный; 1, 2 - без смазочного материала 3, 4 - смазка ЦИАТИМ201 5, 6 - ЖРО 7, 8 - ВНИИ НП 232 N = 1200 Н. Зависимость коэффициента трения от частоты вращения: 1 - исходный подшипник; 2 - подшипник обработан композицией полимерной «Валкон-1»; 3 - подшипник обработан композицией полимерной «Валкон-2»; N = 2000 Н, смазочный материал - ЖРО. осевые износы, модифицированных со смазкой ЖРО, в 1.5...6 раз меньше, чем у не модифицированных. момент трения в условиях установившегося движения снижен для: ЖРО в 2.3 раза; ВНИИ НП 32 в 1.7 раза; ЦИАТИМ-201 в 1.2 раза. расширились и сместились диапазоны минимальных значений коэффициента трения в область более высоких значений частот вращения: от З.5...4.0 с-1 для исходных и до 7.5...8.5 с-1 для модифицированных подшипников качения. 1 - без смазочного материала: 2 - одноразовое смазывание ЦИАТИМ-201; 3 - тоже, вал и втулка модифицированы. Влияние вида обработки на износ стальных пар трения качения: ВИ, НИ - верхний и нижний образцы не обработаны; ВМ, НМ модифицированные образцы. При обработке композицией обоих образцов (верхнего и нижнего) износ пар трения снижается более чем в 9 раз. Масло ВНИИНП-50-1-4у Масло ЛЗ-240 Масло ИМП-10 Паста ВНИИ НП-232 Паста ВНИИ НП-225 Трибологические: - противоизносные свойства - по диаметру пятна износа - Dи; - противозадирные свойства - по индексу задира - Из; - предельная нагрузочная способность - по нагрузке сваривания - Pс; - несущая способность - по критической нагрузке - Pк. Антикоррозионные: - общее кислотное число; - коррозия на медной пластинке. Центральным институтом авиационного моторостроения (ЦИАМ) проводились испытания на установке Ш-3 авиационных масел с добавкой фтор-ПАВ в режимах смазки турбореактивного двигателя (ТРД) и турбовального двигателя (ТВД). Состояние рабочих поверхностей зубьев шестерен после испытаний масел на установке Ш-3 в режиме ТРД (при температуре масла на входе в зацепление 200±5 ℃) Состояние рабочих поверхностей зубьев шестерен Масло (№ исп.) ИПМ-10 (180-1) головка Шлифовальная сетка стерта на 10 зубьях ножка зона делите льной окружн ости Шлифовальная сетка сохранилась Инструментальная оценка износа ΔG, мг Ra, Rmax, мкм мкм 11,2 0,319 2,59 Состояние рабочих поверхностей зубьев шестерен после испытаний масла ИПМ-10 с добавкой 0,7% фтор-ПАВ на установке Ш-3 Состояние рабочих поверхностей зубьев шестерен Масло (№ исп.) ИПМ-10 (245-1) ИПМ-10 (258-2) * ** *** головка Шлифовальная сетка стерта, есть отдельные риски ножка Инструментальная оценка износа зона делитель ной окружно сти Шлифовальная сетка сохранилась Шлифовальная сетка сохранилась - потеря массы (износ), норма - до 60 мг; - среднее арифметическое отклонение профиля, норма - до 0,63 мкм; - наибольшая высота неровностей, норма - до 10,0 мкм. ΔG*, мг Ra**, мкм Rmax* **, мкм 5,8 0,214 1,50 2,0 0,272 3,60 • • • Данные представленные в таблицах показывают, что состояние рабочих поверхностей зубьев шестерен после испытаний масла ИМП-10 с добавкой фтор-ПАВ в режиме ТРД при 200 °С аналогично состоянию поверхностей после испытаний масел данного типа. Инструментальная оценка износа показывает, что масло ИПМ-10 с введенной добавкой по противоизносным свойствам превосходит товарные синтетические масла. Сравнительный анализ результатов испытаний масел в режимах ТВД и редукторов вертолетов показывает, что по состоянию рабочих поверхностей и по противоизносным свойствам масло ИПМ-10 с добавкой фтор-ПАВ превосходит представленные для сравнения масла. Были проведены сравнительные испытания на защитные свойства и стойкость к эксплуатационной среде уплотнительных колец обработанных фтор-ПАВ на ООО «Завод Ротор», г. Камышин, Волгоградская область. Наименован ие материала Вид испытаний Изменение массы образца после воздействия смеси изооктан : толуол 7:3 при 20 ºС в течение 24 ч. (%) Изменение массы образца после воздействия серной кислоты 20%ый раствор при 20 ºС в течение 24 ч. (%) Образец Изменение массы образца после воздействия кольца гидроокиси натрия 20%ый раствор при 20 ºС в уплотнитель течение 24 ч. (%) ного Ø118х6 Изменение массы образца после воздействия масла МС-20 при 20 ºС в течение 24 ч. (%) Изменение массы образца после воздействия масла АМГ-10 при 130 ºС в течение 24 ч. (%) Твердость по Шору А До обработки Валконом-2 После обработки Валконом-2 18,1 18,0 0,19 0,07 0,18 0,08 -7,6 -0,62 13,4 12,6 72ед. 72ед. • • Химический анализ показал увеличение упругопрочностных свойств резины, вследствие обработки уплотнительного кольца составом фтор-ПАВ «Валкон-2». При анализе сравнительных испытаний было зафиксировано уменьшением потерь массы образца под воздействием кислот и масел. I- исходная поверхность; II - гидрофобная поверхность; III - гидрофильная поверхность; Θ-3<θ-1<θ-2 120 100 град. 80 60 40 20 0 без модификации фтор-ПАВ 40 35 30 мН/м 25 20 15 10 5 0 без модификации фтор-ПАВ Образец 1 Образец 2 Образец 3 0.12 I, мм/мин 0.1 0.08 0.06 0.04 0.02 0 0 2 4 6 v, м/с 8 10 12 Образец 1 Образец 2 Образец 3 0.14 0.12 I, мм/мин 0.1 0.08 0.06 0.04 0.02 0 -6 -5 -4 -3 t,ºC -2 -1 0 • • • На необработанном образце точка начала обледенения зафиксирована при температуре 0 ºC и скорости потока 2 м/с. Улучшение антиобледенительных свойств поверхности на модифицированных образцах в среднем на 40 %. Покрытие 2 (полиэфир)в среднем на 20-30% превосходило по показателям покрытие 1. Разработанная композиция для обработки узлов трения обеспечивает повышение технического ресурса и стабильности функционирования узлов трения и отвечает всем необходимым требованиям по применению: • экологически безопасна, • способствует снижению коэффициента трения, • не оказывает коррозионного воздействия, • пожаро- взрывобезопасна, не токсична, • проста и удобна для нанесения в условиях эксплуатации. • ее ингредиенты выпускаются отечественной промышленностью. Полимерная композиция может применяться в двух вариантах: 1. для непосредственной обработки твердых поверхностей деталей 2. в маслосовместимой композиции.