Документ 2718955
реклама

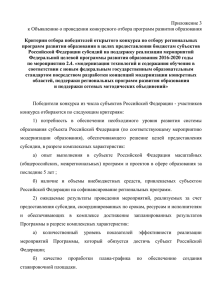
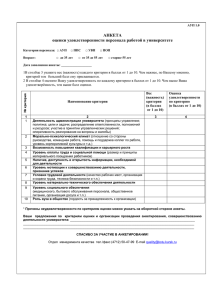
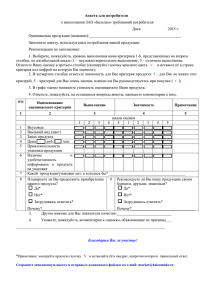
Вестник СГТУ. 2012. № 4 (68) МАШИНОСТРОЕНИЕ И МАШИНОВЕДЕНИЕ УДК 658.562.3 М.Б. Бровкова, В.В. Мартынов, С.В. Свиридов ОБОСНОВАНИЕ И РАЗРАБОТКА АЛГОРИТМА ИДЕНТИФИКАЦИИ КАЧЕСТВА ДИНАМИЧЕСКИХ ПРОЦЕССОВ ПРИ РЕЗАНИИ Представлены результаты разработки алгоритма идентификации качества динамических процессов при резании металлов. Динамические процессы, качество, идентификация, виброакустические колебания, критерий, алгоритм V.V. Martynov, M.B. Brovkova, S.V. Sviridov SUBSTANTIATION AND DEVELOPMENT OF ALGORITHM FOR QUALITY IDENTIFICATION OF DYNAMIC PROCESSES DURING MACHINING The results of the algorithm development for quality identification of dynamic processes during machining of metals are represented. Dynamic processes, quality, identification, vibroacoustic oscillations, criteria, algorithm Успешное решение технологической задачи числового программного управления станками невозможно без использования критериев, позволяющих оперативно оценивать состояние рабочего процесса (процесса резания), которое непрерывно изменяется даже при обработке одной заготовки. В связи с этим представляется целесообразным оценивать качество сопровождающих резание динамических процессов, поскольку они являются быстропротекающими и характеризуют изменения состояния процесса резания наиболее полно и адекватно. Известно, что отображением динамических процессов являются виброакустические колебания, спектры сигналов о которых содержат амплитуды, несущие информацию о состоянии процесса резания (т.е. значимые или информативные), а также амплитуды, в которых эта информация отражена неявно или слабо, либо совсем отсутствует (т.е. незначимые или шум), поэтому оценивать состояние процесса резания целесообразно по их соотношению. Критерий, выражающий это соотношение количественно, предложен в [1] и имеет вид St = S1 . S2 (1) Оптимальному состоянию процесса резания соответствует условие (2) St → min . Условие (2) отражает ситуацию, в которой диссипативные свойства динамической системы станка, определяемые сочетанием параметров технологического режима, являются наилучшими. На основе критерия (1) проводится как поиск оптимального сочетания этих параметров, так и его корректировка в процессе обработки. Одна из стратегий оценки значимости амплитуды спектра вибросигнала Ai имеет вид [1]: Aз ≥ 0,2 Amax . (3) Ее основной недостаток заключается в том, что если спектр является более или менее «ровным», характеризуя состояние процесса резания как стабильное, то ярко выраженного максимума в 118 Машиностроение и машиноведение нем не будет и значение St критерия будет очень большим, сигнализируя об ухудшении качества процессов. В связи с этим целесообразно использовать другие методы разделения спектра на информативную часть и шум, например непараметрический метод, носящий в разведочном анализе название «ящик с усами» [2]. Последовательность выполняемых здесь действий выглядит следующим образом. Полученный спектр сигнала сортируется по возрастанию значений амплитуд и определяется медиана получившегося массива значений. Затем определяются нижняя и верхняя квартили, а также межквартильный размах. Нижняя квартиль C1 – это медиана упорядоченного спектра от его первого значения до медианы. Верхняя квартиль C 2 – это медиана упорядоченного спектра от его медианы до последнего значения. Межквартильный размах, являющийся расстоянием от нижней квартили до верхней, рассчитывается как ∆C = C2 − C1 (4) Затем вычисляется барьер δ = C 2 + 1,5∆C , (5) определяющий предельно допустимое значение амплитуды спектра, и все амплитуды спектра, превышающие это значение, считаются информативными и используются при расчете числителя критерия (1). Существует и альтернативная стратегия выделения информативных амплитуд, основанная на использовании двух барьеров. Барьер (5) используется для разделения спектра на значимые и незначимые амплитуды. Второй барьер, определяемый по выражению δ 2 = C 2 + 2 ∆C , (6) используется для фильтрации массива значимых амплитуд: если некоторая амплитуда превышает значение барьера δ 2 , то она считается аномальной (неправдоподобной или отскакивающей) и исключается при расчете числителя критерия (1) как носящая характер случайной помехи и не имеющая отношения к динамическим явлениям при резании. Таким образом, амплитуда считается информативной, если ее значение удовлетворяет условию δ < Amp ≤ δ 2 . (7) Процессы, протекающие при резании, носят случайный характер и имеют различную интенсивность, поэтому спектр вибросигнала непрерывно изменяется случайным образом. Следовательно, для расчета числителя и знаменателя критерия (1) целесообразно использовать основные характеристики случайных величин, такие как математическое ожидание и дисперсия, что приводит к следующим расчетным схемам: n S= S= ∑ Ampi 1 n (8) i =1 n ∑ Ampi (9) i =1 n 2 S = ∑ ( Ampi − M ) , где M = 1 i =1 n n ∑ Ampi (10) i =1 С целью исследования эффективности схем, а также стратегий разделения спектра была проведена количественная оценка различных наборов сигналов, сформированных из составляющих, имеющих различный вид и амплитудно-частотный состав. Результаты позволили установить, что наиболее продуктивным является выделение информативных амплитуд в соответствии с первой стратегией, т.е. барьера (5), и использование для оценки качества динамических процессов критерия вида n ∑ ( Amp St = i −M) i =1 . m ∑ Amp 2 (11) j j =1 С целью исключения ложных результатов идентификации с помощью данного критерия на первом этапе необходимо определить, не является ли зарегистрированный вибросигнал шумом, исследование которого не имеет смысла, поскольку он является оптимальным с точки зрения динамики процесса резания. Наилучшим образом для этого подходит критерий, называемый «критерием инверсий» и являющийся одним из наиболее мощных среди критериев проверки наличия тенденции в случайном процессе. 119 Вестник СГТУ. 2012. № 4 (68) Инверсия I определяется следующим образом [2]. Если в ряду измерений за каким-либо выбранным значением следует меньшее по величине, то считается, что имеет место инверсия. Для случайной последовательности n величин значение инверсии также будет случайной величиной, для которой значения математического ожидания и дисперсии определяются как n( n − 1) µ= , 4 (12) n(2n + 5)(n − 1) σ= . 72 Критерием для больших объемов выборки является приближенная, нормированная нормально распределенная величина ZN с математическим ожиданием, равным 0, и дисперсией, равной 1: ZN = I −µ σ . (13) Нулевая гипотеза заключается в том, что в анализируемом ряду значения являются случайными величинами; альтернативная гипотеза – в том, что значения связаны некоторой зависимостью. Нулевая гипотеза отклоняется с уровнем значимости α, если значение ZN превысит значение (1+α)/2 квантиля стандартного нормального распределения ZN ≥ u (1+α ) 2 . (14) Для сгенерированного случайного сигнала с математическим ожиданием, равным 0, и дисперсией, равной 1, значение критерия ZN составило 1,27. Предельное значение критерия для уровня значимости 0,05 равно 1,96, т.е. в сгенерированном сигнале тенденция отсутствовала. Расчет значений критерия инверсий для вибросигналов, полученных при обработке заготовок из титанового сплава ОТ4 на станке 16А20Ф3 на различных сочетаниях параметров технологического режима, показал (рис. 1), что во всех присутствует неслучайная составляющая. Из рис. 1 видно, что минимальное значение St критерий (11) имел у 1 режима, который определяется частотой вращения шпинделя 400 мин-1 и продольной подачей 0,1 мм/об, а максимальное – у 6 режима, определяемого частотой вращения шпинделя 600 мин-1 и продольной подачей 0,1 мм/об. Изменения St критерия для этих режимов во времени показаны на рис. 2 и определяют возможность разработки на его основе процедуры идентификации качества динамических процессов при резании по результатам оценки значимости изменений как среднего значения St критерия, так и колебаний его текущих значений вокруг среднего. Рис. 1. Изменение значения St критерия в зависимости от режима обработки заготовок из титанового сплава ОТ4 резцом из сплава Т15К6 120 Машиностроение и машиноведение Рис. 2. Изменение значения St критерия во времени: 1 – обработка на 6 режиме; 2 – линия тенденции изменения среднего значения для режима 6; 3 – обработка на 1 режиме; 4 – линия тенденции изменения среднего значения для режима 1 Оценку значимости процесса изменения среднего можно провести с помощью статистической проверки гипотезы о равенстве нулю углового коэффициента a линии тенденции St критерия на основе сравнения его значения с величиной стандартной ошибки ma, которая определяется по формуле S ma = , n (15) 2 ∑ ti i =1 n где S – оценка стандартного отклонения значений St критерия от линии тенденции, ∑t 2 i рассчитыва- i =1 ется при отсчете ti от середины ряда [3]. Отношение значения углового коэффициента к его стандартной ошибке – это t-критерий Стьюдента: t= a . ma (16) Расчетное значение t-критерия сравнивается с табличным для (n-2) степеней свободы. Если значение t-критерия превышает табличное, то вероятность равенства параметра a нулю крайне мала, следовательно, можно утверждать, что изменение среднего значения St критерия имеет неслучайный характер. В частности, и для наилучшего, и для наихудшего режимов на рис. 2 значения критерия превышают табличное значение, т.е. в динамической системе имели место значимые изменения. Колеблемость значений St критерия вокруг тенденции количественно характеризует доверительный интервал для нее (рис. 3 а). Значимость же колеблемости можно оценить, построив линию тенденции стандартных отклонений St критерия от их среднего значения и оценив значимость ее углового коэффициента, либо рассчитав доверительный интервал для нее (рис. 3 б). Как видно, наилучший режим 1 в обоих случаях имеет минимальные доверительные интервалы для обеих линий тенденций. Полученные результаты означают, что даже при обработке на наилучшем режиме динамика процесса резания изменяется значимо, т.е. среди исследованных режимов стабильного резания не было ни на одном из них. В связи с этим важной частью процедуры идентификации качества динамических процессов является определение причин, вызывающих проявления нестабильности. В постановочном плане решаемая задача является типичной задачей дисперсионного анализа и сводится к проверке гипотезы об однородности данных в нескольких совокупностях, которыми являются вы121 Вестник СГТУ. 2012. № 4 (68) борки из массива значений St критерия, вычисленных с определенным шагом на интервале времени регистрации вибросигнала. При этом повышение оперативности и достоверности результатов проверки приводит к необходимости уменьшения объема этих выборок, что означает необходимость применения непараметрических методов дисперсионного анализа. Одним из таких методов является однофакторный дисперсионный анализ Крускала-Уоллиса, который проверяет гипотезу о том, что p выборок извлечены из одной и той же совокупности (F1 = F2 = Fp) против альтернативы различий в сдвиге, которые могут быть выражены как Fj(x) = F(x–∆j), i = 1,..., p , где параметры ∆ j не равны между собой [2]. а б Рис. 3. Вариации значений доверительных интервалов линий тенденции St критерия (а) и его стандартных отклонений (б) в зависимости от режима обработки Пусть имеется p независимых случайных выборок xi = (xi1, …, xin), i = 1, …, p, p ≥ 2, причем выборка xi извлечена из распределения с непрерывной функцией распределения Fi(x), i = 1, …, p. Рассмотрим все n = n1 + ... + n p выборочных значений, упорядочим их по величине и заменим рангами. Пусть rij – ранг выборочного значения xij и ni Ri = ∑ rij (17) j =1 – сумма рангов i-й выборки, i = 1, …, p. Критерий Крускала-Уоллиса использует статистику V= pi 12 ∑ ( Ri2 / ni ) − 3(n + 1). n(n + 1) i=1 (18) 2 На практике часто используют аппроксимацию распределения V распределением χ с k = p − 1 степенью свободы или приближением F-распределением Фишера. В этом случае необходимо вначале вычислить статистику V n− p J V = 1 + (19) , 2 n −1 −V а затем JVα = 1 ( p − 1) × Fα (k1 , k2 ) + χα2 (k ) , 2 [ ] (20) где Fα( p-1, n-p) – α-квантиль F-распределения с k1 = p-1 и k2 = n-p степенями свободы. Нуль-гипотеза об однородности p выборок отклоняется на уровне α, если JV ≥JVα. Для иллюстрации применения критерия Крускала-Уоллиса на рис. 4 представлен фрагмент вибросигнала при обработке на режиме 6, в котором отчетливо проявился процесс биения шпинделя станка 16А20Ф3 на частоте вращения, а на рис. 5 – график изменения статистики JV и ее предельного значения JVα в зависимости от количества точек в выборке значений St критерия, которые рассчиты122 Машиностроение и машиноведение вались с шагом 0,02 с при частоте дискретизации вибросигнала 40 кГц. Из графика видно, что выборки перестают быть однородными при уменьшении количества точек в них до 3, так как значение критерия Крускала-Уоллиса превышает предельное. Это означает проявление нестабильности процесса резания на частотах, меньших 1200 Гц, которое может отрицательно сказаться на точности изготовленных деталей по параметру отклонения от круглости и волнистости. Результаты выполненных исследований легли в основу разработки алгоритма идентификации качества динамических процессов при резании (рис. 6). Вначале определяется оптимальный режим функционирования оборудования. С этой целью на каждом из возможных режимов проводится пробная обработка и регистрируются вибросигналы. На первом этапе обработки с помощью критерия инверсий проводится проверка наличия в них информативных частот. Вибросигнал, в котором этих частот не окажется, идентифицирует соответствующий режим как оптимальный и алгоритм переходит в режим мониторинга процесса резания на этом режиме. Если же такого вибросигнала среди зарегистрированных не окажется, то либо производится регистрация вибросигналов на других режимах, либо выполняется второй этап обработки зарегистрированных вибросигналов, на котором для каждого из них вычисляется значение St критерия в форме (11). Затем по условию (2) производится идентификация наилучшего режима, который принимается за оптимальный. Рис. 4. Вибросигнал с биением шпинделя станка 16Ф20Ф3 Рис. 5. Изменение критерия Крускала-Уоллиса (1) и его предельного значения в зависимости от объема выборок St критерия В процессе резания на найденном оптимальном режиме проводится мониторинг качества динамических процессов: выделяются линии тенденции в массивах значений St критерия и его стандартных 123 Вестник СГТУ. 2012. № 4 (68) отклонений, определяются их угловые коэффициенты и рассчитываются доверительные интервалы. Если какой-то из угловых коэффициентов или доверительных интервалов начинает возрастать, то с помощью дисперсионного анализа Крускала-Уоллиса выполняется процедура определения причин этого роста в виде частотного диапазона, в котором выборки St критерия теряют свойство однородности и с помощью t-критерия Стьюдента принимается решение о виде и степени изменений: – если возрастает доверительный интервал, то изменения являются незначимыми; – если значимым является угол наклона линии тенденции в массиве стандартных отклонений St критерия, то изменения носят параметрический характер, и необходимо перейти к первому этапу для поиска нового оптимального режима резания; – если значимым является угол наклона линии тенденции в массиве значений St критерия, то изменения являются функциональными и необходимо прекратить обработку для устранения их последствий. Рис. 6. Алгоритм идентификации качества динамических процессов при резании 124 Машиностроение и машиноведение Результаты выполненных исследований позволяют сделать вывод о том, что динамические процессы как результат «медленных» и «быстрых» движений, совершаемых инструментом и заготовкой, целесообразно анализировать с позиций рассмотрения первых движений как упорядоченного равновесного макроскопического состояния системы резания, а вторых – как отклонений от него или микроскопических неравновесных состояний. Тогда если принять число неравновесных состояний равным ∆ и пропорциональным величине отклонения от равновесного состояния, то условию равновесия будет соответствовать ∆ = 0. Пока ∆ мало, система резания находится в состоянии равновесия или вблизи него, но чем больше ∆, тем с большей вероятностью она под их влиянием начинает подчиняться законам эволюции в смысле движения к новому равновесному состоянию. Когда же ∆ достигает некоторого критического значения, исходное равновесное состояние становится неустойчивым. В этой ситуации основной задачей становится идентификация нового равновесного состояния на основе перехода с микроскопического уровня наблюдения за эволюцией системы на макроскопический. Математически это означает необходимость разработки механизма перехода от микроскопической динамики к статистическому усреднению. С позиций представленных в статье материалов отображение эволюции системы резания на пространство St критерия и есть механизм этого перехода. ЛИТЕРАТУРА 1. Динамический мониторинг технологического оборудования / Б.М. Бржозовский, В.В. Мартынов, И.Н. Янкин, М.Б. Бровкова. Саратов: СГТУ, 2008. 312 с. 2. Большаков А.А. Методы обработки многомерных данных и временных рядов: учеб. пособие / А.А. Большаков, Р.Н. Каримов. М.: Горячая линия – Телеком, 2007. 552 с. 3. Афанасьев В.Н. Анализ временных рядов и прогнозирование / В.Н. Афанасьев, М.М. Юзбашев. М.: Финансы и статистика, 2001. 228 с. Бровкова Марина Борисовна – доктор технических наук, профессор, декан факультета электронной техники и приборостроения Саратовского государственного технического университета имени Гагарина Ю.А. Marina B. Brovkova – Dr.Sc., Professor Dean: Electronics and Instrumentation Engineering Gagarin Saratov State Technical University Мартынов Владимир Васильевич – доктор технических наук, профессор кафедры «Конструирование и компьютерное моделирование технологического оборудования в машино- и приборостроении» Саратовского государственного технического университета имени Гагарина Ю.А. Vladimir V. Martynov – Dr.Sc., Professor Department of Fabrication Facilities Design and Computer Modeling for Mechanical and Instrumentation Engineering Gagarin Saratov State Technical University Свиридов Сергей Викторович – аспирант кафедры «Информационная безопасность автоматизированных систем» Саратовского государственного технического университета имени Гагарина Ю.А. Sergey V. Sviridov – Postgraduate Department of Information Security of Automated Systems Gagarin Saratov State Technical University Статья поступила в редакцию 15.07.12, принята к опубликованию 06.11.12 125