Сварка и термическая резка износостойкой стали Raex
реклама

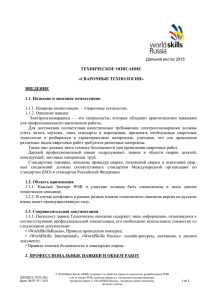
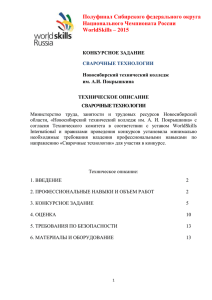
www.ruukki.ru СВАРКА И ТЕРМИЧЕСКАЯ РЕЗКА ИЗНОСОСТОЙКОЙ СТАЛИ RAEX® ГОРЯЧЕКАТАНЫЕ СТАЛЬНЫЕ ЛИСТЫ И РУЛОНЫ Содержаниe • 0 • 1 • 2 Введение Износостойкие стали Raex Свариваемость износостойких сталей 2.1 Чувствительность к холодному растрескиванию 2.1.1 Расположение холодных трещин 2.1.2 П ричины возникновения холодных трещин 2.1.2.1 Микроструктура сварного соединения 2.1.2.2 Критическое содержание водорода в сварном шве 2.1.2.3 Прочность и уровень внутренних напряжений в сварном соединении 2.1.2.4 Комбинированное воздействие трех факторов 2.2 Оптимальные свойства сварного соединения • 3 Параметры сварки и их влияние на свойства сварного соединения • 4 Выбор сварочных материалов • 5 Предотвращение холодного растрескивания • 6 Достижение оптимальной комбинации свойств сварного соединения 3.1 Основные параметры сварки 3.2 Влияние параметров сварки на свойства сварного соединения 4.1 Ферритные сварочные материалы 4.1.1 Сварочные материалы с относительно низкой прочностью или т.н. мягкие ферритные сварочные материалы 4.1.2 Высокопрочные ферритные сварочные материалы 4.1.3 Сверхпрочные ферритные сварочные материалы 4.1.4 Рекомендуемые ферритные сварочные материалы 4.1.5 Хранение ферритных сварочных материалов 4.2 Сварочные материалы из аустенитной нержавеющей стали 4.3 Сварочные материалы для наплавки 5.1 5.2 5.3 5.4 5.5 Контроль затвердевания микроструктуры сварного соединения Контроль содержания водорода в сварном соединении Снятие остаточного напряжения в сварном соединении Практические советы по планированию и проведению сварочных работ Выбор рабочей температуры 6.1 Рекомендованные параметры сварки 6.2 Зона термического влияния в сварных соединениях • 7 • 8 Термическая обработка Поведение стали при термической резке 8.1 8.2 8.3 8.4 Процесс термической резки Контроль твёрдости поверхности посредством повышения рабочей температуры Предотвращение снижения твёрдости металла при термической резке Практические советы по термической резке 2 Сварка и термическая резка износостойкой стали RAEX® • 0 Введение Специальная сталь Raex обладает хорошей устойчивостью к износу и поверхностному давлению, отличается высокой прочностью и хорошими свойствами для механической обработки. Марки износостойкой стали Raex 300, Raex 400, Raex 450 и Raex 500 были разработаны для изделий, где необходимо повысить срок службы данного изделия и создать его инновационный дизайн. Стали Raex выдерживают абразивный износ, вызываемый воздействием почвы, камней, бетона и/или другими материалами. Выбирая Raex, вы сможете производить долговечные и более лёгкие изделия. Сталь Ruukki Raex поставляется в виде толстых листов, широкополосных листов, труб и готовых к монтажу заготовок. Применение износостойкой стали Raex •Камнедробилки, ковши и сменные режущие кромки ковшей •Детали платформ и несущие компоненты •Оборудование по переработке материалов и отходов, резервуары и конвейеры •Силосные башни, питатели, грохота и бетономешалки •Специальные контейнеры •Изнашиваемые детали и режущие лезвия Отличная износостойкость стали Raex – это результат легирования стали и закалки. Высокая степень легирования, твердость и прочность износостойкой стали усложняют процессы сварки и термической резки по сравнению с обработкой обычных конструкционных марок стали. Во время сварки износостойкой стали следует соблюдать два важных требования. Во-первых, необходимо заранее предотвратить появление холодных трещин. Это требование особенно важно при сварке толстых листов. Во-вторых, необходимо добиться оптимальности механических свойств сварного соединения. Кроме этих двух требований, касающихся основного металла, сварка обеспечивается качеством свариваемых поверхностей. При термической резке следует избегать появления трещин на поверхности реза и отпуска металла в зоне последующей сварки. Данная брошюра предлагает практические рекомендации по сварке стали марок Raex 400, Raex 450 и Raex 500 и показывает различия при термической резке этих марок. При сварке важную роль играет правильный выбор рабочей температуры и величины погонной энергии, а также тщательная подготовка к сварке. Поверхности кромок под сварку должны быть сухими и чистыми. Содержание растворенного в сварном соединении водорода должно быть максимально низким, так как мы работаем с высокопрочной сталью. Низкое содержание водорода достигается выбором правильных параметров сварки и применением соответствующих сварочных материалов. Данная брошюра содержит рекомендации по сварке в среде защитных газов, ручной электродуговой сварке, и электродуговой сварке под флюсом. Чтобы добиться лучшего результата, все этапы сварки и термической резки – от планирования до завершающих процессов - должны выполняться с максимальной тщательностью. Сварка и термическая резка износостойкой стали RAEX® 3 • 1 Износостойкие стали Raex Raex – высокопрочная сталь, обладающая хорошей устойчивостью к абразивному износу и высокому поверхностному давлению. Raex позволяет увеличить срок службы машин и оборудования, продлевает технический ресурс производственных процессов и экономит затраты. В ассортимент включены марки Raex 300, Raex 400, Raex 450 и Raex 500. Средняя твердость марок по Бринеллю составляет 300/400/450/500 HBW соответственно, рис 1. Устойчивость стали к абразивному износу и истиранию повышается с ростом твердости стали. Рисунок 1 показывает относительный срок службы сталей Raex 400, Raex 450 и Raex 500 при испытаниях на износ. Однако нельзя забывать, что износ материала зависит от различных факторов, и всегда зависит от конкретного случая. Рисунок 1. Raex 400, Raex 450 и Raex 500. Испытание на абразивный износ. Относительный рост срока эксплуатации Относительный рост срока эксплуатации по отношению к увеличению твердости стали. Срок эксплуатации стандартной стали S355 принят за исходное значение 1. 4.5 4 Raex® 500 3.5 3 Raex® 450 2.5 Raex® 400 2 1.5 1 S355 150 200 250 300 350 400 450 500 550 000 Твердость стали • 2. Свариваемость износостойких сталей Высокая прочность и твердость износостойких сталей достигается за счёт легирования и закалки металла. Процесс закалки зависит от правильного выбора легирующих элементов. Высокая степень легирования усложняет процесс сварки износостойких сталей по сравнению со стандартными сталями. При сварке износостойких сталей особое внимание следует уделять двум требованиям: •Предупреждение появления холодных трещин в сварных соединениях •Достижение оптимальных свойств сварного соединения. 2.1 Чувствительность к холодному растрескиванию Холодное растрескивание – самый распространенный фактор, ухудшающий свариваемость износостойких сталей. Трещины обычно появляются при остывании сварного шва до +150°C или ниже, отсюда и название «холодные трещины». Холодное растрескивание также известно как водородное или замедленное растрескивание. Вредное воздействие водорода может проявиться в виде трещины даже спустя несколько дней после сварки. Это свойство замедленного проявления дефекта необходимо учитывать при планировании испытаний неразрушающего контроля. 4 Сварка и термическая резка износостойкой стали RAEX® 2.1.1 Расположение холодных трещин На рисунке 2 указаны места появления холодных трещин в металле сварного шва на линии сплавления шва с основным металлом и в зоне термического воздействия. Рисунок 2. Места, в которых возможно появление холодных трещин в сварных соединениях высокопрочных износостойких сталей. Края основного металла на границе сварного шва Сбоку и под сторонами шва, в основном металле В металле сварного шва, продольные В металле сварного шва, поперечные 2.1.2 Причины возникновения холодных трещин Холодное растрескивание – результат негативного комбинированного одновременного воздействия трёх факторов. Эти факторы представлены на рисунке 3. 1) микроструктура сварного соединения, 2) содержание водорода в сварном соединении, и 3) внутренние напряжения в сварном соединении. Рисунок 3. Чувствительность сварного соединения к холодному растрескиванию – результат негативного комбинированного воздействия трех факторов. Микроструктура Микроструктура Водород Водород Микроструктура Водород Напряжения Напряжения Чувствительность к холодному растрескиванию Чувствительность к холодному растрескиванию Напряжения Чувствительность к холодному растрескиванию 2.1.2.1 Микроструктура сварного соединения Хорошая износостойкость основывается на мартенситной микроструктуре основного металла и сварочного материала, а также зоны термического воздействия. Если сварное соединение остывает слишком быстро, мартенситная микроструктура становится слишком твердой и не вязкой. Такая микроструктура чувствительна к растрескиванию. Закаливаемость стали и сварочного материала определяется величиной углеродного эквивалента, которая рассчитывается по специальной формуле, основанной на степени легирования стали. Представленные здесь формулы “CEV” и “CET” широко используются для расчёта углеродного эквивалента износостойкой стали. Также, для обозначения значения углеродного эквивалента “CEV” , используется аббревиатура “CE”. Величина углеродного эквивалента определяет закаливаемость стали и металла сварочного материала Увеличение углеродного эквивалента, или закаливаемости металла, ведёт к более твёрдой микроструктуре. Сварка и термическая резка износостойкой стали RAEX® 5 2.1.2.2 Критическое содержание водорода в сварном соединении В одород – легкий газ, растворяющийся в стали в атомарном и молекулярном состоянии. При изготовлении листовой продукции сталь уже содержит небольшое количество водорода. Процесс производства стали Raex характеризуется тем, что естественное содержание водорода остаётся на низком безопасном уровне. Поэтому, при сварке водород, вызывающий появление трещин, стремиться проникнуть в сварное соединение из окружающей среды. ритическое содержание водорода не является постоянной величиной. Его значение в большей степени зависит от К микроструктуры стали. В зависимости от температуры и режима обработки стали в микроструктуре износостойкой стали представлены фазы мартенсита, феррита и аустенита. В отличие от аустенитной структуры, которая может содержать большое количество водорода, в мартенситной и ферритной структуре водород растворяется плохо. о время сварки большая часть водорода растворяется при высоких температурах в стали, которая при этих В температурах имеет аустенитную микроструктуру. При остывании сварных соединений микроструктура становится ферритной или мартенситной. Лишь небольшое количество водорода растворяется в этих микроструктурах: из-за отсутствия мест в кристаллической решётке размещение атомов водорода в ней ограничено. Поэтому атомы водорода, «застрявшие» в микроструктуре сварного соединения, становятся причиной создания местного напряжения и образования так называемых холодных трещин. 2.1.2.3 Прочность и уровень напряжений в сварном соединении С варка, как и любой другой вид обработки стального листа, создаёт напряжения в месте соединения. Прочность и остаточные напряжения в сварном соединении в основном определяются прочностью свариваемого металла. Остаточные напряжения зависят от прочности сварочного материала, жёсткости свариваемой конструкции и толщины стального листа. Самое высокое напряжение в сварном соединении равно пределу текучести стали. Высокие внутренние напряжения в сварном соединении повышает её восприимчивость к холодному растрескиванию. 2.1.2.4 Комбинированное воздействие трех факторов Н а появление холодных трещин влияют взаимосвязанные факторы: микроструктура, содержание водорода и напряжение сварного соединения. Например, при увеличении уровня напряжения сварного соединения при одном и том же сварочном процессе, даже низкое содержание водорода приведет к образованию холодных трещин. В то время как высокая прочность и более хрупкая микроструктура способствуют растрескиванию при низком содержании водорода. В целях предотвращения холодного растрескивания необходимо учитывать взаимодействие всех трех факторов, и соответствующим образом планировать сварочный процесс. 2.2 Оптимальные свойства сварного соединения Требования к свойствам износостойких сталей не такие строгие, как к конструкционным сталям. Тоже самое относится и к сварным соединениям и конструкциям из износостойких сталей. Несмотря на это, планируя процесс сварки износостойкой стали, необходимо проанализировать получаемое соединение, исходя из свойств, представленных в таблице 1. Таблица 1. Оптимальное сочетание свойств сварного соединения износостойких сталей Сочетание свойств Твердость Износостойкость Прочность Ударная вязкость В конструкциях из износостойких сталей швы должны располагаться в местах наименьшей нагрузки. Если от сварного соединения требуется особая стойкость к истиранию, следует применять сварочные материалы высокой прочности с соответствующей степенью легирования. В сварных соединениях конструкций, где необходимо получить определённое значение ударной вязкости сварного соединения, можно подобрать сварочные материалы с соответствующей ударной вязкостью, совпадающей с ударной вязкостью основного металла и установить соответствующие параметры процесса сварки. Свойства, представленные в таблице 1, взаимозависимы. Увеличение твердости и прочности снижает ударную вязкость. Оптимальное сочетание свойств в зоне сварки обеспечивается выбором правильных параметров сварки и рекомендованной рабочей температуры. Обычно, никакие свойства износостойких сталей, кроме твердости (и, возможно, прочности), не заносятся в сертификат качества и испытания на них не проводятся. 6 Сварка и термическая резка износостойкой стали RAEX® • 3. Параметры сварки и их влияние на сварное соединение Во время сварки сталь подвергается сильному термическому воздействию. Температура соединения быстро растет от рабочей температуры до температуры жидкой стали, свыше +1500°C. Погонная энергия (подводимая теплота) и скорость остывания - это основные контролируемые переменные сварочного процесса. 3.1 Основные параметры сварки Тепловая энергия при сварке определяется понятиями погонной энергии (Q) и энергии дуги(E). Взаимосвязь погонной энергии и энергии дуги выражается специальным тепловым КПД “k”. При самом большом значении, когда k=1, что означает 100% КПД, вся энергия дуги используется для погонной энергии. Основные параметры сварки и переменные указаны на рисунке 4. Типичные КПД методов сварки износостойких сталей представлены в таблице 2. Рисунок 4. Погонная энергия, энергия дуги, другие переменные значения сварки Q=kxE Q = Погонная энергия или количество теплоты, подводимое при сварке к сварному шву, на единицу длины (кДж/мм) E = Энергия дуги или энергия передаваемая во время сварки на единицу длины (кДж/мм) Q=kxE k = Tепловой коэффициент полезного действия, или отношение погонной энергии (Q) к энергии дуги (E) Q = Погонная энергия или количество теплоты, подводимое при сварке к сварному шву, на единицу длины (кДж/мм) U = Напряжение (V) E = Энергия дуги или энергия передаваемая во время сварки на единицу длины (кДж/мм) I = Ток (A) k = Tепловой коэффициент полезного действия, или отношение погонной энергии (Q) к энергии дуги (E) v = Скорость сварки (мм/мин) U = Напряжение (V) I = Ток (A) v = Скорость сварки (мм/мин) Таблица 2. Типовые КПД для различных способов сварки износостойких сталей Способ сварки Тепловой КПД, k Дуговая сварка в среде защитных газов, метод MAG 0.8 Ручная электродуговая сварка 0.8 Дуговая сварка под флюсом 1.0 Плазменная дуговая сварка и сварка вольфрамовым электродом в газовой среде (TIG) 0.6 3.2 Влияние параметров сварки на свойства сварного соединения Погонная энергия и скорость остывания соединения напрямую зависят друг от друга. При высокой погонной энергии соединение остывает медленно, а при низкой - быстро. Для микроструктуры зоны термического влияния (ЗТВ) сварного соединения решающим моментом является время остывания от +800°C до +500°C, т.е. t8/5, рисунок 5. Факторы, влияющие на скорость остывания сварного соединения, указаны в таблице 3. Рисунок 5. График отношения температуры процесса сварки к времени Teмпература °C Teмпература °C Tмакс Tмакс 800 ΔT 500 800 t8/5 ΔT 500 t800 t8/5 t500 ΔT=800°C – 500°C t800 t500 t8/5 = время остывания от +800°C до +500°C Время, с Время, с ΔT=800°C – 500°C t8/5 = время остывания от +800°C до +500°C Сварка и термическая резка износостойкой стали RAEX® 7 Таблица 3. Факторы, влияющие на скорость остывания сварного соединения Погонная энергия сварки Толщина / толщины листа Форма соединения Вид подготовки соединения Рабочая температура Последовательность сварки Влияние высокой или низкой погонной энергии на сварку закалённых износостойких сталей показано на рисунке 6. Высокая погонная энергия обозначает долгое время t8/5, в то время как низкая погонная энергия обозначает короткое время t8/5. Рисунок 6. Высокопрочные и закалённые износостойкие стали Влияние высокой или низкой погонной энергии на сварку УВЕЛИЧЕНИЕ ПОГОННОЙ ЭНЕРГИИ Снижение прочности Увеличение зоны термического влияния Увеличение зоны отпуска Увеличение деформаций Снижение чувствительности к холодному растрескиванию ПОГОННАЯ ЭНЕРГИЯ УМЕНЬШЕНИЕ ПОГОННОЙ ЭНЕРГИИ Повышение прочности Уменьшение зоны термического влияния Уменьшение зоны отпуска Снижение деформаций Увеличение чувствительности к холодному растрескиванию При дуговой сварке высокая погонная энергия требуется для повышения производительности сварки. Высокая погонная энергия при сварке тонких листов из износостойких сталей ограничена из-за своего негативного влияния на твердость стали. • 4 Выбор сварочных материалов Выбор сварочных материалов для сталей марки Raex: 1) Низко-прочные ферритные, предел текучести макс. 500 МПа 2) Высокопрочные ферритные, предел текучести макс. 700 МПа 3) Сверхпрочные ферритные, предел текучести макс. 900 МПа 4) Низко прочные аустенитные, предел текучести макс. 500 МПа 5) Сварочные материалы, предназначенные для наплавки, твёрдость по Бринеллю около 300–600. Низко-прочные ферритные сварочные материалы (1) применяются для сварки обычных конструкционных сталей S355. Это, безусловно, самые распространенные сварочные материалы для износостойких сталей, рекомендованные для всех классов твердости. С другой стороны, высокопрочные ферритные сварочные материалы (2) применяются для сварки высокопрочной S690 закаленной и отпущенной стали. Их применяют, если требуемый шов должен быть повышенной прочности или более твердую поверхность нельзя получить при помощи низко прочных сварочных материалов. Сверхпрочные ферритные сварочные материалы (3) изначально предназначены для сварки сверхпрочных конструкционных сталей, и применяются только в особых случаях. Низко-прочные аустенитные сварочные материалы (4) предназначены для сварки аустенитных нержавеющих сталей. Их особенно хорошо применять для сварки самых твердых износостойких сталей и толстых листов, а также для ремонтной сварки. Материалы, предназначенные для наплавки (5) применяются для облицовочных проходов, когда поверхность шва должна быть особенно износостойкой. Материалы, предназначенные для наплавки, практически одинаковы по прочности с отпущенными износостойкими сталями. Они применяются в особых случаях. 8 Сварка и термическая резка износостойкой стали RAEX® 4.1 Ферритные сварочные материалы Содержание водорода в ферритных сварочных материалах оказывает значительное влияние на чувствительность металла к холодному растрескиванию. В металле сварного шва, обладающего высокой прочностью, используемого для сварки износостойкой стали, возможность холодного растрескивания выше, чем в ЗТВ свариваемого металла. Вследствие этого, в ферритных сварочных материалах должно быть минимальное содержание водорода. Рекомендуется использовать сварочные материалы с содержанием водорода HD ≤ 5 мл/100 г (класс Н5). Используемые ферритные сварочные материалы бывают относительно низко-прочными (прочность которых не превышает прочность свариваемого металла) и высокопрочными. Сварочные материалы подразделяются по классам прочности, представленным на рис. 7. Рисунок 7. Предел текучести стали Raex и ферритных сварочных материалов Величина предела текучести металла сварного шва является средним значением между значениями предела текучести высокопрочной износостойкой стали и сварочных материалов. Обычный предел текучести МПа 1300 Raex 500 Raex 450 1000 Raex 400 сварочные материалы Сверхпрочные 900 Высокопрочные 800 700 600 Низко-прочные 500 400 300 200 100 4.1.1 Низко-прочные или мягкие ферритные сварочные материалы Сварочный материал считается низко-прочным, если получаемый при его помощи металл сварного шва значительно мягче, чем сталь. Предел текучести металла сварного шва, выполненного низко-прочным сварочным материалом, составляет около 500 Мпа. Такой шов обладает хорошей вязкостью. Низко-прочный сварочный металл рекомендуется для сварки износостойких сталей, так как он обладает рядом преимуществ, см. таблицу 4. Таблица 4. Преимущества низко-прочных или мягких сварочных материалов по сравнению с высокопрочными сварочными материалами Преимущества Хорошая свариваемость Разнообразный выбор и доступность материалов Рентабельность, как при закупке, так и во время использования Низкий уровень напряжений в шве Прочные и пластичные сварочные материалы хорошо выдерживают напряжения Низкий углеродный эквивалент и, соответственно, меньшая возможность упрочнения при закалке Низкая чувствительность к холодному растрескиванию Лучше противостоят проникновению водорода, чем высокопрочные сварочные материалы Меньше необходимости в увеличении рабочей температуры, по сравнению с высокопрочными сварочными материалами 4.1.2 Высокопрочные ферритные сварочные материалы Уровень предела текучести металла сварного шва у высокопрочных сварочных материалов составляет 700 МПа, рисунок 7. Применяя данные материалы, можно добиться прочности металла сварного шва близкой к прочности стали, что невозможно при применении низко прочных материалов. Из-за довольно высокой способности к упрочнению при закалке, особое внимание следует уделить предотвращению холодного растрескивания. Высокопрочные сварочные материалы рекомендованы к применению только в особых случаях, например, если сварное соединение Сварка и термическая резка износостойкой стали RAEX® 9 подвергается сильному износу. Высокопрочные сварочные материалы лучше подходят для сварки тонких листов стали, т.к. тонкий лист остывает медленно и меньше поддаётся холодному растрескиванию. Рабочая температура выбирается в зависимости от значения углеродного эквивалента присадочного металла, если он выше, чем углеродный эквивалент основного металла. Это типичный пример использования высокопрочных сварочных материалов. Тем не менее, для каждого отдельного случая рабочая температура подбирается индивидуально, кроме того, рекомендуется обсудить необходимость увеличения рабочей температуры с производителем сварочного материала. 4.1.3 Сверхпрочные ферритные сварочные материалы Сверхпрочные ферритные сварочные материалы изначально предназначены для сварки сверхпрочных конструкционных сталей. Уровень предела текучести металла сварного шва у сверхпрочных сварочных материалов составляет 900 МПа. Выбор таких материалов довольно ограничен. Сплошная проволока для сварки GMAW OK AristoRod 89 (EN ISO 16834-A G Mn4Ni2CrMo и SFA/AWS A5.28 ER120S-G) и металлопорошковая проволока для сварки FCAW Coreweld 89 (EN ISO 18276-A T 89 4 Z M M 3 H5 и SFA/AWS A5.28 E120C-G H4) – стандартные виды промышленной сварочной проволоки производства компании Esab. Сверхпрочные сварочные материалы рекомендованы к применению в особых случаях, например, если износостойкая сталь используется в сварных соединениях конструкции, требующих сверх высокой прочности. 4.1.4 Рекомендуемые ферритные сварочные материалы Рекомендуемые низко-прочные и высокопрочные сварочные материалы для стандартных сварочных процессов представлены в таблице 5a, 5b, 5c и 5d. Таблица 5a. Raex 400/450/500. Рекомендуемые низко-прочные сварочные материалы. Примеры. Классификация по стандартам EN Соответствующие или почти соответствующие марки (Esab). Предел текучести металла сварного шва – макс. 500 МПа. Знак “X” в стандарте означает один или несколько символов. Полуавтоматическая сварка (MAG) сплошной проволокой в среде защитного газа MAG порошковой проволокой с металлическим сердечником в среде защитного газа MAG электродной проволокой в среде защитного газа), порошковая проволока с рутиловым сердечником Электродуговая сварка проволокой под флюсом Ручная электродуговая сварка EN ISO 14341: G 46 X EN ISO 17632: T 46X EN ISO 17632: T 46 X EN ISO 14171 S 46X EN ISO 2560: E 46 X OK Autrod 12.64 (G 46 3 M G4Si1, G 42 2 C G4Si1)) OK AristoRod 12.63 (G 46 4 M G4Si1, G 42 2 C G4Si1)) PZ6102 (T 46 4 M M 2 H5) OK Tubrod 15.14 (T 46 2 P M 2 H5, T 46 2 P C 2 H5) OK Autrod 12.32+ OK Flux 10.71 (S 46 4 AB S3Si) OK 55.00 (E 46 5 B 32 H5) EN ISO 14341: G 42 X EN ISO 16834: T 42 X EN 756 S 38 X EN ISO 2560: E 42 X OK Autrod 12.51 (G 42 3 M G3Si1, G 38 2 C G3Si1) OK Tubrod 14.12 (T 42 2 M M 1 H10, T 42 2 M C 1 H10) OK Autrod 12.22+ OK Flux 10.71 (S 38 4 AB S2Si) OK 48.00 (E 42 4 B 42 H5) Таблица 5b. Raex 400/450/500. Рекомендуемые низко- прочные сварочные материалы. Примеры. Классификация по AWS (Американское Общество специалистов по Сварке) Соответствующие или почти соответствующие марки (Esab). Предел текучести чистого металла сварного шва – макс. 500 МПа. Знак “X” в стандарте означает один или несколько символов. Полуавтоматическая сварка (MAG) сплошной проволокой в среде защитного газа MAG порошковой проволокой с металлическим сердечником в среде защитного газа MAG электродной проволокой в среде защитного газа), порошковая проволока с рутиловым сердечником Электродуговая сварка проволокой под флюсом Ручная электродуговая сварка AWS A5.18 ER70S-X AWS A5.18 E70C-X AWS A5.20 E71T-X AWS A5.17 F7X AWS A5.1 E7018X OK Autrod 12.51 (ER70S-6) OK AristoRod 12.63 (ER70S-6) OK Tubrod 14.12 (E70C-6M, E70C-6C)PZ6102 (E70C-6M H4) OK Tubrod 15.14 (E71T-1, E71T-1M) OK Autrod 12.22+ OK Flux 10.71 (F7A5-EM12K) OK 48.00 (E7018) OK 55.00 (E7018-1) 10 Сварка и термическая резка износостойкой стали RAEX® Таблица 5c. Raex 400/450/500. Высокопрочные ферритные сварочные материалы. Примеры. Классификация по стандарту EN Соответствующие или почти соответствующие марки (Esab). Предел текучести металла сварного шва – макс. 690 МПа. Знак “X” в стандарте означает один или несколько символов. Полуавтоматическая сварка (MAG) сплошной проволокой в среде защитного газа MAG порошковой проволокой с металлическим сердечником в среде защитного газа MAG электродной проволокой в среде защитного газа), порошковая проволока с рутиловым сердечником Электродуговая сварка проволокой под флюсом Ручная электродуговая сварка EN ISO 16834: G 69 X EN ISO 12535: T 69 X EN ISO 12535: T 69 X EN ISO 26304: S 69 X EN ISO 18276: E 69 X OK AristoRod 69 (G 69 4 Mn3Ni1CrMo) OK Tubrod 14.03 (T 69 4 Mn2NiMo M M 2 H10) OK Tubrod 15.09 (T 69 4 Z P M 2 H5) OK Autrod 13.43+ OK Flux 10.62 (S 69 6 FB S3Ni2,5CrMo) OK 75.75 (E 69 4 Mn2NiCrMo B 42 H5) Таблица 5d. Raex 400/450/500. Высокопрочные ферритные сварочные материалы. Примеры. Классификация по AWS Соответствующие или почти соответствующие марки (Esab). Предел текучести чистого металла сварного шва – макс. 690 MPa. Знак “X” в стандарте означает один или несколько символов. Полуавтоматическая сварка (MAG) сплошной проволокой в среде защитного газа MAG порошковой проволокой с металлическим сердечником в среде защитного газа MAG электродной проволокой в среде защитного газа), порошковая проволока с рутиловым сердечником Электродуговая сварка проволокой под флюсом Ручная электродуговая сварка AWS A5.28: ER100S-X AWS A5.28: E110C-X AWS A5.29: E111T1-X AWS A5.23: F11X AWS A5.5: E11018X OK AristoRod 69: ER100S-G OK Tubrod 14.03: E110C-G OK Tubrod 15.09: E111T1K3MJ-H4 OK Autrod 13.43+ OK Flux 10.62: F11A8-EG-G OK 75.75: E11018-G 4.1.5 Хранение ферритных сварочных материалов Ферритные сварочные материалы с низким содержанием водорода широко распространены, например, флюс для электродуговой сварки или проволока с порошковым сердечником, или покрытие сварочного электрода. Эти материалы гигроскопичны, т.е. легко впитывают влагу, и, конечно же, водород. Чтобы сварочные материалы не отсырели, их необходимо хранить и содержать в соответствии с инструкциями производителя. Если есть малейшее подозрение, что присадочный металл отсырел, его нужно забраковать либо тщательно высушить, чтобы обеспечить должную сухость и низкое содержание водорода. Это поможет избежать образования холодных трещин в сварном соединении, вызванное высоким содержанием водорода. 4.2 Сварочные материалы из аустенитной нержавеющей стали Аустенитная микроструктура гораздо лучше противостоит воздействию водорода, чем ферритная. Благодаря этой характеристике аустенитные сварочные материалы можно альтернативно использовать для закаленных сталей. Предел текучести этих материалов не превышает 500 МПа, поэтому они обладают низкой прочностью. Благодаря своей мягкости и благоприятной микроструктуре аустенитные сварочные материалы обладают рядом преимуществ, см. таблицу 6. Таблица 6. Преимущества и характеристики аустенитных нержавеющих сварочных материалов при сварке износостойких сталей Хорошая свариваемость Достаточный выбор и доступность материалов Высокая закупочная цена Низкий уровень напряжений в сварном шве Очень пластичные сварочные материалы с высокой ударной вязкостью Аустенитная микроструктура хорошо растворяет водород, что значительно снижает риск образования холодных трещин Как правило, нет необходимости в увеличении рабочей температуры Устойчивость к сварочным напряжениям Преимущества аустенитных сварочных материалов лучшим образом проявляются во время ремонтной сварки, работ вне цеха и в других сложных ситуациях. Эти материалы особенно подходят для наложения подварочного шва, корневого шва и прихваточного шва. Применяя аустенитные сварочные материалы можно не увеличивать рабочую температуру. Наилучшим образом преимущества проявляют себя при сварке самой твердой марки стали Raex 500 в сложных условиях. Рекомендуемые аустенитные сварочные материалы представлены в таблицах 7a и 7b. Сварка и термическая резка износостойкой стали RAEX® 11 Таблица 7a. Raex 400/450/500. Низко-прочные аустенитные сварочные материалы. Примеры. Классификация по стандарту EN Соответствующие или почти соответствующие марки (Esab). Класс прочности металла сварного шва – макс. 500 МПа. Знак “X” в стандарте означает один или несколько символов. Полуавтоматическая сварка (MAG) сплошной проволокой в среде защитного газа MAG порошковой проволокой с металлическим сердечником в среде защитного газа MAG электродной проволокой в среде защитного газа), порошковая проволока с рутиловым сердечником Электродуговая сварка проволокой под флюсом Ручная электродуговая сварка EN 12072: G 18 8 Mn N 12073: T 18 8 Mn X EN 12072: S 18 8 Mn EN 1600: E 18 8 MnX OK Autrod 16.95 (G 18 8 Mn) OK Tubrod 15.34 (T 18 8 Mn M M 2) EN 12073: T 18 8 Mn X EN 14700: T Fe 10 OK Autrod 16.97 (S18 8 Mn) + OK Flux 10.93 OK 67.45 (E 18 8 Mn B 4 2) OK Tubrodur 14.71 (T Fe 10) Таблица 7b. Raex 400/450/500. Низко-прочные аустенитные сварочные материалы. Примеры. Классификация по AWS Соответствующие или почти соответствующие марки (Esab). Класс прочности металла сварного шва – макс. 500 МПа. Знак “X” в стандарте означает один или несколько символов. Полуавтоматическая сварка (MAG) сплошной проволокой в среде защитного газа MAG порошковой проволокой с металлическим сердечником в среде защитного газа MAG электродной проволокой в среде защитного газа), порошковая проволока с рутиловым сердечником Электродуговая сварка проволокой под флюсом Ручная электродуговая сварка AWS 5.9 ER307 AWS 5.9 EC307 AWS 5.22 EC307T-x AWS 5.9 ER307 AWS 5.4 E307-X OK Autrod 16.95 (ER307) OK Tubrod 15.34 OK Tubrodur 14.71 OK Autrod 16.97+ OK Flux 10.93 OK 67.45 4.3 Сварочные материалы для наплавки твёрдым сплавом Если поверхность сварного соединения должна быть износостойкой, последний слой многослойного шва может быть выполнен сварочными материалами для наплавки твёрдым сплавом. Твёрдость по Бринеллю металла сварного шва, выполненного электродом для наплавки, составляет 300–400 HBW (30–45 HRC). Материалом для таких электродов обычно является сплав с хромом (3–15% Cr). В определённых сферах применения износостойкая сталь может подвергаться большему истиранию и износу, чем остальные элементы конструкции. В этом случае допускается локальное нанесение слоя твердого сплава на поверхность износостойкой стали. Материал для наплавки должен быть выбран таким образом, чтобы металл сварного шва наплавки был твёрже, чем поверхность износостойкой стали. Поверхность с твердой наплавкой приобретает твердость по Бринеллю 500–600 HBW уже во время остывания сварного соединения, так как материал для наплавки твердеет при контакте с воздухом. Уровень твердости 500–600 HBW соответствует уровню твёрдости 50–57 HRC. Примеры основных сплавов для электродов для наплавки, свариваемых с износостойкими сталями: •Электрод для наплавки, сплав 0.4%C – 6%Cr-0.6%Mo •Электрод для наплавки, сплав 0.7%C – 10%Cr •Электрод для наплавки, сплав 4.5%C – 33%Cr При использовании материалов для наплавки твёрдым сплавом необходимо уделить особое внимание предупреждению появления холодных трещин в металле сварного шва. Избежать холодного растрескивания можно путем предварительного прогрева, а также наплавления буферного слоя с применением мягкого и пластичного присадочного металла из аустенитной нержавеющей стали, см. рисунок 8. 12 Сварка и термическая резка износостойкой стали RAEX® Рисунок 8. Применение пластичного буферного слоя при наплавке твердым сплавом Слой твердого сплава Буферный слой Износостойкая сталь Рабочая температура, необходимая для наплавления буферного слоя и слоя твердого сплава, определяется исходя из свойств сварочных материалов, как для износостойкой стали, так и для электродов для наплавки. Выбор сварочных материалов для наплавки необходимо обсудить с производителем сварочного материала или стали. Следует отметить, что сварочные материалы для наплавки твердым сплавом не предназначены для выполнения сварочных швов. • 5 Предупреждение холодного растрескивания Решающее значение в предупреждении холодного растрескивания имеет поддержание низкого уровня водорода, проникающего в сварное соединение. Чтобы не превышать критический уровень, необходимо применять сварочные способы и сварочные материалы с низким содержанием водорода. Также необходимо соблюдать инструкции Ruukki по проведению сварочных процессов. Чтобы добиться необходимой скорости остывания, следует правильно выбирать параметры сварки: рабочую температуру и погонную энергию. В многопроходной сварке требуется поддержание высокой температуры металла между проходами. С увеличением твердости стали и толщины листа риск появления холодных трещин возрастает. До начала проведения сварочных или других работ по обработке, сталь, хранившаяся на холодном складе, должна нагреться минимум до температуры помещения (+20°C). 5.1 Контроль затвердевания микроструктуры сварного соединения Сталь с мартенситной микроструктурой обладает хорошей износостойкостью. Если соединение после сварки остывает слишком быстро, мартенсит в металле сварного шва и/или в зоне термического воздействия становится твёрдым и теряет пластичность. Риск холодного растрескивания может быть сведен к минимуму, если замедлить затвердевание микроструктуры при помощи правильно выбранных параметров сварки. Закаливаемость стали и сварочных материалов зависит от значения углеродного эквивалента. 5.2 Контроль содержания водорода в сварном соединении Решающее значение в предупреждении холодного растрескивания имеет поддержание низкого уровня водорода в сварочных материалах и в зоне термического воздействия. Чтобы получить содержание водорода не более 5 мл/100 г, рекомендуется применять соответствующие способы сварки и сварочные материалы с низким содержанием водорода. Уровень водорода можно снизить за счёт правильно выбранных способов сварки и сварочных материалов, например, электродуговой сварки в среде защитных газов (MAG) сплошной или порошковой проволокой, электродуговой сварки под слоем флюса, и ручной электродуговой сварки электродом с основным покрытием. При выборе, применении и хранении сварочных материалов необходимо следовать рекомендациям производителя материалов. Риск попадания водорода в сварной шов возрастает, если поверхность кромок под сварку испачкана грязью, маслом или краской или влажная. Чтобы свести к минимуму холодное растрескивание, поверхность кромок, подготавливаемая под сварку, должна быть абсолютно сухой и чистой до и во время сварочных работ. 5.3 Снятие остаточного напряжения в сварном шве Снятие остаточного напряжения позволяет избежать холодного растрескивания. Самый простой способ снять остаточное напряжение в сварных соединениях из стали Raex – применить низко-прочные ферритные или аустенитные сварочные материалы. Напряжение также можно снять с помощью определенных сварочных технологий. Например, следует оптимизировать размер шва, особенно при сварке тонких листов, и избегать излишне больших швов. На всех этапах сварочных работ следует поддерживать однородную температуру всех элементов конструкции. При необходимости следует обеспечить жёсткое крепление свариваемой конструкции для наложения прихваточных швов или сварки. Сварка и термическая резка износостойкой стали RAEX® 13 5.4 Практические советы по планированию и проведению сварочных работ Способы снятия остаточного напряжения и улучшения прочности сварной конструкции представлены в таблице 8. Таблица 8. Практические советы по снятию остаточного напряжения Определить способы снятия остаточного напряжения на стадии планирования сварочных работ Свести к минимуму разницу в жёсткости отдельных элементов конструкции Оптимизировать размер сварного шва Заранее просчитать и контролировать места возможных деформаций Создать предварительное напряжение при сварке больших конструкций Желательно создать небольшие зазоры в свариваемых конструкциях При сварке толстых листов применить двустороннюю разделку кромок с полным проплавлением Зашлифовать края и углы кромок под сварку Завершить сварку критичной по усталости конструкции шлифовкой стыка шва и основного металла 5.5 Выбор рабочей температуры Достаточно высокая рабочая температура и оптимальная величина погонной энергии обеспечивают необходимую скорость остывания сварного соединения, тем самым предотвращая образование холодных трещин. Выбор правильной температуры зависит от следующих факторов: •Марка стали и значение её углеродного эквивалента •Суммарная толщина листа •Величина погонной энергии •Содержание водорода в сварочных материалах •Значение углеродного эквивалента сварочных материалов •Прочность сварочных материалов (низко-прочные / высокопрочные) •Тип сварочных материалов (ферритные / аустенитные). Более высокие значения углеродного эквивалента, твердости и толщины листа стали требуют более высокой рабочей температуры. Типичные значения углеродных эквивалентов сталей Raex для всех толщин даны в соответствующих спецификациях. Значения углеродного эквивалента конкретных листов стали, необходимых для подготовки детального плана сварочных работ, даны в сертификатах качества на материал. Рекомендуемая рабочая температура для сталей марок Raex 400, Raex 450 и Raex 500 показана на рисунке 9. Рекомендации основаны на требованиях стандарта EN 1011-2. Температуры, указанные на рисунке 10, относятся к сварке с низко-прочными ферритными сварочными материалами с содержанием водорода 5 мл/100 г или ниже. Рисунок 9. Рекомендуемая температура (°C) для сварки, когда выбор величины погонной энергии зависит от рекомендаций Ruukki Raex Raex 400 Raex 450 Raex 500 Толщина листа, мм 10 20 +20 30 +75 +100 +20 +75 +100 +20 +100 +125 +150 40 +125 +125 +150 +175 50 60 +150 70 80 +175 +175 +200 +200 Рабочую температуру обычно повышают предварительным нагревом. При многопроходной сварке энергия, привнесённая в сварное соединение предыдущим проходом, может быть достаточной для достижения необходимой рабочей температуры, в этом случае дополнительного внешнего подогрева во время сварки не требуется. При многопроходной сварке рекомендованная рабочая температура применяется как минимальная температура между проходами. Температура перехода не должна быть ниже рекомендованной рабочей температуры и не выше +220°C. Чем ниже содержание водорода, выделяющегося во время сварки, тем меньше необходимости в повышении рабочей температуры. Если требуется применение сварочных материалов с содержанием водорода HD>5 мл/100 г, рабочую температуру следует поднять выше значений, приведенных в таблице. Увеличение погонной энергии также снижает необходимость в повышении рабочей температуры. 14 Сварка и термическая резка износостойкой стали RAEX® Повышение рабочей температуры особенно важно при наложении прихваточных швов и ремонтной сварки, т.к. небольшие отдельные швы быстро остывают и затвердевают с высокой скоростью. Следует избегать начала и остановки сварочного процесса на углах конструкции. Большой опыт в сварке закаленных сталей говорит в пользу предварительного нагрева. Даже умеренный предварительный нагрев до +100°C положительно влияет на свариваемость. Эта рекомендация также относится к толщинам, не требующим по инструкции предварительного нагрева. При сварке крупногабаритных и сложных конструкций, а также сварке в трудных условиях, рабочая температура должна быть выше приведенных в таблице значений, но ниже +220°C. Не следует превышать рабочую температуру или температуру между проходами выше указанной, т.к. это приведёт к снижению твёрдости сварного соединения. • 6 Достижение оптимальной комбинации свойств сварного соединения От сварных соединений из износостойкой стали требуется прочность, твердость и устойчивость к износу. При определенных условиях эксплуатации конструкции могут добавиться дополнительные требования к ударной вязкости и другим индивидуальным характеристикам. Кроме величины твёрдости, нет других общих требований к стали. Оптимальные свойства в зоне сварки обеспечиваются выбором правильных параметров сварки и рабочей температуры. 6.1 Рекомендованные параметры процесса сварки Рекомендованные параметры определяются переменной t8/5. Оптимальная комбинация свойств требует, чтобы соотношение выбранной погонной энергии и времени остывания равнялась t8/5 = 10–20 секунд. На практике время остывания 10 секунд соответствует минимальному значению погонной энергии, а время остывания 20 секунд – максимальному значению. Слишком маленькое соотношение t8/5 (быстрое остывание) ускоряет затвердевание в зоне термического воздействия и повышает риск холодного растрескивания. Слишком большое соотношение t8/5 (медленное остывание) снижает твердость, прочность и ударную вязкость соединения. На рисунке 10 приведены минимальные и максимальные значения погонной энергии для сталей Raex. При определении величины погонной энергии следует учитывать указанные на рисунке 9 рабочие температуры. Минимальные значения погонной энергии на рисунке 10 можно снизить за счет увеличения рабочей температуры. Это может быть необходимо, например, при наложении прихваточного, подварочного шва или корневого шва. Рисунок 10. Погонная энергия (Q) , сварка MAG, FCA и MMA. Рекомендованные минимальные и максимальные значения Raex 400 Raex 450 Raex 500 Стыковое соединение Угловой шов в T-образном соединении 2.6 Q max 2.4 Q (кДж/мм) 2.2 2.0 Q max 1.8 Q 0.8 U v 1.6 1.4 Q min 1.2 1.0 = = = = Погонная энергия (кДж/мм) Тепловой КПД для сварки MAG, FCAW и MMA Напряжение (B), I = Ток (A) Скорость сварки (мм/мин) Q min 0.8 0.6 Q = 0.8 x 60 x U x l 1000 x v 10 20 30 40 50 60 Толщина листа, мм 70 80 На практике время остывания 10 секунд соответствует минимальному значению погонной энергии, а время остывания 20 секунд – максимальному значению Слишком маленькое соотношение t8/5 (быстрое остывание) ускоряет затвердевание в зоне термического воздействия и повышает риск холодного растрескивания. Слишком большое соотношение t8/5 (медленное остывание) снижает твердость, прочность и ударную вязкость соединения. Сварка и термическая резка износостойкой стали RAEX® 15 6.2 Зона отпуска в сварных соединениях Высокая прочность и твердость износостойких сталей зависит от степени легирования и закалки. Во время сварки плавлением температура шва поднимается до +1500°C и выше. Соответственно, при сварке износостойкой стали образуется зона отпуска. Такая зона всегда располагается в зоне термического влияния (ЗТВ). Кроме того, металл сварного шва остается мягче, чем основной металл. Типовые диаграммы твёрдости сварных соединений для сталей Raex представлены на рисунке 11. Рисунок 11. Типовые диаграммы твёрдости в ЗТВ при применении рекомендованного времени остывания t8/5 Сравнение с профилем твердости стандартной конструкционной стали S355. Основной металл Raex 500 500 Raex 450 Raex 400 400 300 Линия плавления Твердость по Бринеллю HBW Зона Термического Воздействия (ЗТВ) 200 ≈ 5 мм ≈ 10 мм Контрольная сталь S355 Расстояние от линии плавления до основного металла Общие выводы о профиле твердости: •Твердость ЗТВ в сварных соединениях из стали Raex обычно ниже, чем у основного металла •Линия профиля твёрдости стали Raex после термической резки от края реза до основного металла совпадает с линией твёрдости ЗТВ за исключением двух случаев: максимальная твёрдость кромки разреза несколько выше, и зона отпуска в отрезанном листе уже, чем в сварном шве. •Твердость ЗТВ стандартной стали S355 обычно выше, чем твёрдость основного металла; то же самое относится к кромкам, отрезанным термическим способом. Профиль твёрдости сварных соединений для сталей Raex: •Твердость металла сварного шва зависит от погонной энергии и степени легирования сварочных материалов. •Твёрдость в ЗТВ, около линии плавления, равна твердости основного металла. •Снижение твёрдости в ЗТВ усиливается при повышении погонной энергии, т.е. когда время остывания (t8/5) увеличивается. •При снижении величины погонной энергии твёрдость снижается меньше и зона отпуска становится уже. Необходимо принимать во внимание тенденцию к отпуску металла, вызванную сварочным процессом, особенно при работе с твердыми марками стали и тонкими листами. Чтобы избежать отпуска металла, тонкие листы следует сваривать при комнатной температуре +20°C, предварительный нагрев не допускается. Предотвратить отпуск можно при помощи ограничения погонной энергии и контроля максимальной рабочей температуры/температуры между проходами. При эксплуатации изделий из износостойкой стали зоны отпуска обычно не сокращают срок службы оборудования или конструкции. Тем не менее, при проектировании конструкций с повышенными требованиями к прочности, следует учитывать образование такой зоны отпуска. В таких конструкциях не рекомендуется размещать сварные швы в местах наибольшей нагрузки. 16 Сварка и термическая резка износостойкой стали RAEX® • 7. Термическая обработка Закаленные стали не требуют термической обработки. Термическая обработка при повышенных температурах снижает твердость, прочность и износостойкость стали. Рисунок 12 показывает изменение твёрдости стали Raex после отпуска при различных температурах. Как видно на рисунке, иногда твердость, полученная при процессе закалки, при отпуске исчезает. Рисунок 12. Влияние температуры отпуска на твердость Значения твердости были замерены при комнатной температуре после отпуска при повышенных температурах. После выдержке в течение 2-х часов при повышенной температуре листы остывали на воздухе до комнатной температуры. Твердость по Бринеллю HBW 600 500 400 300 200 Raex 500 Raex 450 Raex 400 +20 +100 +200 +300 +400 +500 +600 Температура отпуска °C Термическая обработка при температурах выше +220°C снижает твердость. Поэтому, нельзя снять остаточное напряжение в сталях Raex без снижения их твёрдости. Соответственно, не рекомендуется и термическая обработка после сварки. Для некоторых сфер применения закаленная сталь может быть отпущена или термообработана для снятия напряжений после выполнения сварочных или иных работ в цеху. В этих случаях принимаются механические свойства, полученные после подобных термических воздействий. Ударную вязкость закалённой стали можно повысить при помощи отпуска – это может стать аргументом в пользу преднамеренной термической обработки. Снятие остаточного напряжения снижает напряжение в стальном листе, вызванное сваркой. • 8. Поведение стали при термической резке Толстолистовую сталь и крупные заготовки обычно режут при помощи термической резки. Во время термической резки сталь подвергается локальному воздействию температуры на глубину нескольких миллиметров от края реза. Также происходят изменения в микроструктуре, которые ведут к образованию твёрдых и мягких зон у кромки реза. 8.1 Процесс термической резки Поверхность в зоне резки стали испытывает кратковременное термическое воздействие, которое практически достигает температуры плавления стали. Если скорость остывания не контролируется, место отреза остывает очень быстро. Термическое воздействие ведёт к изменению микроструктуры в зоне реза, так же как и в случае с ЗТВ в сварных соединениях. Внешняя поверхность реза приобретает высокую твёрдость. Слишком твердая поверхность становится хрупкой и чувствительной к холодному растрескиванию. Под твёрдой поверхностью образуется зона отпуска (рисунок 13). Зона отпуска подвергается нормализации. Ширина и величина твёрдости, как твёрдой поверхности, так и зоны отпуска зависят от способа и параметров резки. Сварка и термическая резка износостойкой стали RAEX® 17 Рисунок 13. Закаленная износостойкая сталь во время термической резки, толщина листа 6 мм Диаграмма твёрдости от кромки реза вглубь основного металла. Вид диаграммы твёрдости зависит от марки стали, способа и параметров резки. 500 Твердость по Бринеллю HBW Твердость по Бринеллю HBW 500 450 450 400 400 350 350 300 резка Лазерная резка Плазменная Лазерная Газопламенная Плазменная 5 6 7 Газопламенная 300 0 0 1 1 2 3 4 Расстояние от кромки реза, мм 2 3 4 5 6 7 Расстояние от кромки реза, мм 8.2 Контроль твердости кромки реза путем повышения рабочей температуры Чтобы кромка реза оставалась неповрежденной при термической резке, рекомендуется контролировать ее твёрдость. Максимально низкое значение твердости препятствует образованию холодных трещин на кромке реза. Для контроля твердости обычно применяют предварительный нагрев. Рекомендованная рабочая температура для термической резки представлена на рисунке 14. Рисунок 14. Рекомендованная рабочая температура (°C) для газопламенной резки Ruukki Raex Ruukki Raex Raex 400 Raex 450 Raex 400 Raex 500 Raex 450 Raex 500 Толщина листа, мм 10 20 Толщина листа, мм 10+20 20 +20 +20 +20 +20 +20 30 +75 30 +75 +100 +75 +100 +125 +75 +100 +100 +125 40 +10040 +125 +100 +150 +125 50 +12550 +150 +125 +150 +150 60 70 +15060 +150 70+175 80 80 +175 +175 +175 +175 +175 Чтобы избежать нагрева выше температуры помещения, необходимо правильно подобрать скорость резки, сопла для резки и другое оборудование. Для выбора наилучшего способа резки рекомендуется связаться с нашей службой технической поддержки или с производителем режущего оборудования. 8.3 Предотвращение отпуска при термической резке Энергия при резке больших стальных деталей легко переносится на весь лист, что ускоряет остывание в зоне резки и уменьшает ширину зоны отпуска. Однако, при газопламенной резке листов толщиной 30 мм и меньше, расстояние между линиями разреза должна быть не менее 200 мм, это позволит избежать отпуска всего листа. Последовательность резки также позволяет контролировать процесс отпуска. Уменьшение размеров детали или толщины листа увеличивает степень снижения твёрдости металла. При работе с небольшими деталями термическая энергия, выделяющаяся при резке и обусловленная возможным предварительным нагревом, аккумулируется в вырезанной части, что замедляет процесс остывания. Из всех способов резки, при лазерной и плазменной резке образуется самая узкая зона отпуска. Зона отпуска стали после лазерной или плазменной резки уже, чем после газопламенной резки (рисунок 13). Плазменная и газопламенная резка в воде позволяют замедлить снижение твёрдости в зоне резки, и таким образом, больше подходят для вырезки деталей всех размеров. Для регулирования процесса отпуска металла рекомендуется применение холодных методов резки, например, нетермической водоструйной резки и гидроабразивной резки. 18 Сварка и термическая резка износостойкой стали RAEX® 8.4 Практические советы по термической резке Во время работ в механическом цехе следует учитывать влияние температуры окружающей среды на способность стального листа к обработке. Листы, хранившиеся на холодном складе, необходимо заранее переместить в цех, задолго до начала сварочных работ или газопламенной резки. На рисунке 15 указано время, необходимое для нагрева листа, хранившегося при минусовых температурах. Были выполнены замеры для трех разных толщин. Рисунок 15. Время нагрева холодных (-20°C) листов стали при температуре в цехе от +20°C до +22°C. Испытания проводились на заводе компании Rautaruukki в городе Раахе в феврале 2011. Размер листов: 12 x 1000 x 2000, 21 x 1000 x 1600 и 40 x 1000 x 2000 мм. +25 +20 +15 Температура, °C +10 +5 0 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 24 -5 -10 -15 Температура в цехе t 1 = 12 мм -20 t 2 = 21 мм -25 t 3 = 40 мм Время, часы Испытания, представленные на рисунке 15, дали следующие результаты нагрева от -20°C до +17°C: •около 8 часов для листа толщиной 12 мм •около 12 часов для листа толщиной 21 мм •около 17 часов для листа толщиной 40 мм. Поверхность листа и его центральная часть нагреваются за практически равные промежутки времени. Следует указать, что крупногабаритные толстые листы, сложенные друг на друга, нагреваются намного медленнее. Можно сделать вывод, что холодный лист (шириной 2 м, длиной 6 м), хранившийся на улице при минусовых температурах согревается до комнатной температуры за 24 часа. Практические советы: •Нельзя начинать термическую резку закаленного стального листа, только что доставленного с холодного склада. •До начала резки листы необходимо нагреть до температуры помещения (+20°C). •Листы, хранящиеся в холодном складе, следует перенести в цех за сутки до начала работ. •Подложите под холодные листы деревянные прокладки. •Холодный лист толщиной 40 мм (-20°C) нагревается до температуры помещения (+20°C) примерно за 24 часа. •Во врeмя резки толстых листов следует применять повышенную рабочую температуру согласно рекомендациям на рисунке 14. •Необходимо зашлифовывать поверхность листа и острые края кромки реза для удаления зазубрин, оставшихся после термической резки. Сварка и термическая резка износостойкой стали RAEX® 19 MFI.002RU/02.2014/ MobyPrint Офисы продаж металлопродукции в России: Москва: +7 (495) 933 1102 Санкт-Петербург: +7 (812) 346 6948 Екатеринбург: +7 (343) 310 0371 Ростов-на-Дону: + 7 (918) 599 1559 Казань: +7 (843) 526 5598 Офис продаж металлопродукции в Республике Беларусь: Минск: +375 (29) 620 5720 Copyright © 2012 Rautaruukki Corporation. Все права защищены. Ruukki, Rautaruukki, Living. Working. Moving и названия продукции Ruukki являются торговыми марками или зарегистрированными торговыми марками Rautaruukki Corporation.