Гибка износостойких и высокопрочных сталей
реклама

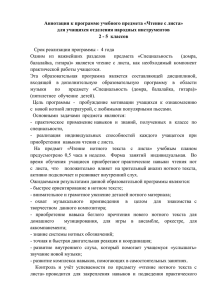
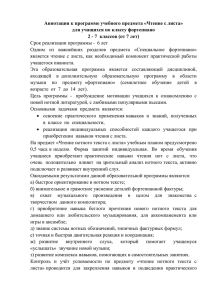
ГОРЯЧЕКАТАНЫЕ СТАЛЬНЫЕ ЛИСТЫ И РУЛОНЫ. ГИБКА ИЗНОСОСТОЙКИХ СТАЛЕЙ RAEX® И СВЕРХВЫСОКОПРОЧНЫХ СТАЛЕЙ OPTIM® ГОРЯЧЕКАТАНЫЕ СТАЛЬНЫЕ ЛИСТЫ И РУЛОНЫ Raex — износостойкая сталь с высокой прочностью и твердостью. Стали Raex поставляются в виде листов после закалки. Optim QC — высокопрочная конструкционная сталь, которая также может быть использована при наличии умеренного износа. Cтали Optim QC поставляются в виде листов после закалки. Гибка закаленных стальных листов — сложная задача ввиду очень высокой прочности стали. Усилие гиба, величина пружинного возврата и минимально допустимый радиус гиба возрастают по мере повышения прочности стали. Оборудование для гибки должно быть исправным и должно обеспечивать возможность гибки стальных листов с максимальным радиусом гиба. В этой брошюре изложены принципы процесса свободной гибки (гибки без калибровки) и гибки с прижимом, а также даются практические рекомендации по гибке закаленных сталей. • Способы гибки Лист сгибают под заданным углом, определяемым радиусом гиба, в зависимости от размеров пуансона и матрицы пресса. При свободной гибке лист опирается на верхние кромки щели гибочной матрицы на протяжении всего процесса гибки. Необходимый радиус гиба устанавливают посредством регулирования величины хода пуансона (Рисунок 1). Ширина щели матрицы также может быть изменена. При гибке с прижимом длины хода плунжера достаточно для полного изгиба листа по форме матрицы. При взаимодействии пуансона и матрицы формируется изогнутый лист (Рисунок 1). Ширина щели матрицы (V-образное углубление) фиксированная; данную ширину нельзя изменить. Рисунок 1 Cпособы гибки Пуансон Пуансон Матрица Свободная гибка Матрица Гибка с прижимом • Подготовка к гибке • Минимальная температура листа должна быть +20 °C • Рекомендуется перенести листы, хранящиеся в холодном месте, в помещение за день до начала гибки • При необходимости поверхность листа, примыкающая к линии изгиба, должна быть подогрета при помощи газовой горелки • Подогрев до +100 – +200°C снижает величину усилия гиба и повышает способность стали к гибке • Необходимо определить направление прокатки листов, подлежащих гибке • Дефекты поверхности на той стороне листа, которая при гибке подвергается воздействию растягивающих напряжений, должны быть удалены посредством шлифовки • С кромок листа, образовавшихся после термической или механической резки, по меньшей мере, в зоне гибки должны быть удалены все дефекты посредством шлифовки. 2 Рисунок 2 Подготовка к гибке. Гибка в направлении, перпендикулярном направлению прокатки. Направление прокатки направление прокатки Лист до гибки Линия изгиба Зона гибки Величина щели матрицы (W) • Рекомендации по гибке • При осуществлении гибки необходимо строго придерживаться техники безопасности • Усилие гиба, величина пружинного возврата и минимально допустимый радиус гиба возрастают по мере повышения прочности стали • Необходимо использовать максимально возможный радиус гиба • Гибка должна проходить за один рабочий цикл • Наилучший результат может быть достигнут при совмещении теоретических расчетов и практического опыта • Характеристики процесса гибки определяют на основе пробных гибок, учитывающих пружинящий возврат • Величина пружинящего возврата для стали Raex 400 составляет 9°–13°, для Raex 500 — 10°–15° • Величина пружинящего возврата для сталей Optim QC должен быть определен эмпирически. Величину диаметра пуансона определяют на основе марки стали, толщины листа и радиуса гиба. В Таблице 1 (Raex) и Таблице 3 (Optim QC) приведены толщина листа (t), радиус гиба (R) и диаметр пуансона для соответствующих марок сталей. 3 Таблица 1. Гибка сталей Raex Выбор диаметра пуансона на основании марки стали, толщины листа и радиуса гиба. Радиус гиба R, мм 1) Диаметр пуансона D 2) Raex 300 и Raex 400 Толщина листа t, мм Положение линии изгиба относительно направления прокатки Raex 450 Толщина листа t, мм Положение линии изгиба относительно направления прокатки Raex 500 Толщина листа t, мм Положение линии изгиба относительно направления прокатки Поперёк Вдоль Поперёк Вдоль Поперёк 3 2 6 12 2 2 9 18 3 3 12 24 4 4 5 15 30 5 18 36 6 20 40 7 25 50 8 28 56 9 30 60 10 36 72 12 40 80 14 50 100 16 55 110 18 60 120 20 70 140 85 170 100 200 120 240 150 300 180 360 200 400 240 480 Вдоль 3 5 6 5 8 7 7 10 10 10 15 15 20 20 5 5 15 7 7 20 10 10 15 15 20 20 Радиус гиба R выбирают в зависимости от формы обрабатываемой заготовки При определении диаметра пуансона выбирают пуансон такого диаметра D, который ближайший по величине и больше рекомендуемого диаметра, приведенного в таблице. При сгибе в V-образной матрице (угол сгиба 90 °C), рекомендуемое соотношение между шириной щели матрицы и толщиной листа составляет W/t ≈ 15. 1) 2) • Усилие гиба Необходимое усилие гиба (F) зависит от различных факторов. 2 F = C • Rm • b • t W Rm = предел прочности, MPa t = толщина листа, мм C = константа (1,2 – 1,5) b = длина гиба, мм W = ширина щели матрицы, мм Типичные значения предела прочности износостойких сталей Raex и сверхпрочных Optim QC приведены в Таблице 2 и 4. Таблица 5 показывает минимальный радиус гиба для каждой марки стали и толщины листа. 4 Таблица 2. Износостойкие стали Raex Типичные значения предела прочности Марка стали Предел прочности Rm MPa Raex 300 1000 Raex 400 1250 Raex 450 1450 Raex 500 1600 Таблица 3. Гибка сталей Optim QC. Выбор диаметра пуансона на основании марки стали, толщины листа и радиуса гиба. Радиус гиба R, мм 1) Диаметр пуансона D мм 2) Optim 900 QC Толщина листа t, мм Положение линии изгиба относительно любого направления прокатки 9 18 3 10 20 12 24 14 28 15 30 16 32 17 34 19 38 20 40 22 44 25 50 Optim 960 QC Толщина листа t, мм Положение линии изгиба относительно любого направления прокатки Optim 1100 QC Толщина листа t, мм Положение линии изгиба относительно любого направления прокатки 3 4 3 4 5 4 5 6 5 6 6 Радиус гиба R выбирают в зависимости от формы обрабатываемой заготовки При определении диаметра пуансона выбирают пуансон такого диаметра D, который ближайший по величине и больше рекомендуемого диаметра, приведенного в таблице. При сгибе в V-образной матрице (угол сгиба 90 °C) рекомендуемое соотношение между шириной щели матрицы и толщиной листа составляет W/t ≈ 15. 1) 2) Таблица 4. Сверхпрочные конструкционные стали Optim QC. Типичные значения предела прочности Марка стали Предел прочности Rm MPa Optim 900 QC 950 Optim 960 QC 1000 Optim 1100 QC 1250 5 Таблица 5. Сравнение марок сталей в отношении фланцевания Положение линии изгиба относительно направления прокатки Минимально допустимый радиус гиба в зависимости от номинальной толщины листа, мм >1.5 ≤2.5 >2.5 ≤3 >3 ≤4 >4 ≤5 >5 ≤6 >6 ≤7 >7 ≤8 >8 ≤10 >10 ≤12 >12 ≤14 >14 ≤16 >16 ≤18 >18 ≤20 >20 ≤25 >25 ≤30 5.0 6.0 6.0 8.0 6.0 6.0 8.0 8.0 10.0 8.0 8.0 10.0 10.0 12.0 10.0 10.0 12.0 12.0 16.0 12.0 12.0 16.0 16.0 20.0 16.0 16.0 20.0 20.0 25.0 20.0 20.0 25.0 25.0 32.0 24.0 25.0 28.0 32.0 36.0 28.0 28.0 32.0 36.0 40.0 32.0 36.0 40.0 45.0 50.0 36.0 40.0 45.0 50.0 63.0 40.0 50.0 55.0 65.0 75.0 50.0 60.0 70.0 80.0 90.0 60.0 Нелегированная сталь 10025-2:2004 Multisteel S235JRC S355J2C Multisteel поперечное продольное поперечное продольное в любом направлении 2.5 2.5 4.0 4.0 4.0 3.0 3.0 5.0 5.0 5.0 Мелкозернистые стали EN 10025-3:2004. Multisteel N в соответствии с требованиями для стали S355N Multisteel N в любом – направлении – – 8.0 10.0 12.0 16.0 20.0 24.0 28.0 32.0 36.0 40.0 50.0 60.0 S355N, S355NL поперечное продольное – – – 10.0 12.5 12.0 15.0 14.0 17.5 16.0 20.0 20.0 25.0 24.0 30.0 28.0 35.0 32.0 40.0 36.0 45.0 40.0 50.0 50.0 62.5 60.0 75.0 S420N, S420NL поперечное продольное – – – 20.0 25.0 24.0 30.0 28.0 35.0 32.0 40.0 40.0 50.0 48.0 60.0 56.0 70.0 64.0 80.0 72.0 90.0 80.0 100.0 100.0 125.0 120.0 150.0 Стали Laser. Тонкий лист Laser 250 C в любом 1.5 направлении 0.5 1.5 2.0 2.5 3.0 5.0 5.5 7.0 8.5 10.0 11.5 – – – – Laser 355 MC 0.7 1.0 1.5 2.0 3.5 4.0 5.0 6.0 7.0 8.0 – – – – Laser 420 MC 1.2 1.5 2.0 2.5 3.0 5.5 6.5 8.0 9.5 11.0 – – – – – – – – – 6.0 7.0 8.0 10.0 12.0 14.0 16.0 18.0 20.0 25.0 30.0 – – – – 5.0 5.5 6.5 8.0 9.5 11.5 13.0 14.5 16.0 – – – – – – – – 8.0 10.0 12.0 14.0 16.0 18.0 20.0 – – 2.0 2.5 – – – – 2.5 3.0 3.5 9.0 10.5 12.0 3.0 4.0 5.0 12.0 14.0 16.0 4.0 6.0 6.0 15.0 17.5 20.0 4.5 8.0 8.0 18.0 21.0 25.0 7.0 10.0 12.0 – – – 8.0 12.0 14.0 – – – 10.0 14.0 – – – – 12.0 – – – – – – – – – – – – – – – – – – – – – – – – – – – – – – – – – – – – – – – – – – – – – – 9.5 12.0 14.5 17.0 19.0 21.5 24.0 50.0 60.0 Laser. Листы Laser 250 C Laser 355 MC в любом направлении Laser 420 MC Optim. Тонкий лист Optim 500 MC Optim 650 MC Optim 700 MC Optim 900 QC Optim 960 QC Optim 1100 QC в любом направлении Optim. Тонкий лист Optim 500 ML в любом – направлении Закаленные конструкционные стали Optim 700 QL: – Если линия изгиба расположена поперек направления прокатки — 3 х номинальную толщину – Если линия изгиба расположена вдоль направления прокатки, 4 х номинальную толщину. Для сталей стандарта EN 10025-2:2004 без символа C значение, приведенное для следующего класса толщины, должно быть использовано как минимальное. Способность к гибке этих сталей с символом С, Multisteel, Laser и Optim гарантировано, как указано в таблице 6 • Отделение листа при гибке На Рисунке 3 показан зазор (A), образующийся при гибке между листом и поверхностью пуансона диаметром D. Лист может отходить от пуансона по причине слишком малого радиуса гиба, кроме того, ширина щели матрицы и величина трения между листом и инструментом оказывают влияние на процесс отделения листа от поверхности пуансона. Проще всего избежать отделения листа можно, используя максимальный радиус сгиба. Рисунок 3 Отделение листа при гибке А = величина отделения листа D = диаметр пуансона Сгибаемый лист D A • Техника безопасности Особое внимание безопасности труда должно быть уделено на всех этапах работы со сталями высокой твёрдости. Сложность при гибке таких сталей обусловлена высокой прочностью стали и высокими напряжениями, возникающими в стали при изгибе листа. Если, например, радиус гиба слишком мал и в месте сгиба образуется трещина, то лист может вылететь из гибочного пресса в направлении гибки. При осуществлении гибки необходимо принять соответствующие меры предосторожности, посторонние не должны допускаться в рабочее пространство. Наиболее безопасное место, как правило, находится сбоку от гибочного пресса. Инструкции по размещению листов на прессе и по гибке стали должны четко выполняться. Новые рабочие должны пройти соответствующее обучение перед тем, как получить допуск к работе со сталями с высокой твёрдостью. • Дальнейшая информация Дальнейшая информация может быть найдена в следующих брошюрах: Износостойкие стали Raeх, Сверх высокопрочные стали Optim QC, Маркировка и упаковка. 7 MRU.007RU/04.2012/MobyPrint Офисы продаж металлопродукции в России: Москва, тел.: + 7 (495) 933 1100, Санкт-Петербург, тел.: +7 (812) 346 6948, Екатеринбург, тел.: +7 (912) 210 1227, Ростов-на-Дону, тел.: + 7 (918) 599 1559, Самара, тел.: +7 (917) 107 3947, www.ruukki.ru Офисы продаж металлопродукции в Республике Беларусь: Минск, тел.: +375 (29) 620-57-20 Copyright © 2012 Rautaruukki Corporation. Все права защищены. Ruukki, Rautaruukki, Living. Working. Moving и названия продукции Ruukki являются торговыми марками или зарегистрированными торговыми марками Rautaruukki Corporation.