4.9. Пайка металлов Пайкой называется процесс получения
реклама

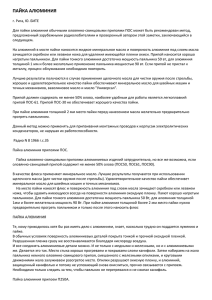
4.9. Пайка металлов Пайкой называется процесс получения неразъемного соединения заготовок с нагревом ниже температуры их автономного расплавления путем смачивания, растекания и заполнения зазора между ними расплавленным припоем и сцепления их при кристаллизации шва. Припои представляют собой сплавы цветных металлов сложного состава. Для удаления оксидов с поверхности паяемого материала и припоя применяются специальные паяльные флюсы. Образование соединения без расплавления основного металла обеспечивает возможность распая изделия. Паять можно углеродистые и легированные стали всех марок, твердые сплавы, цветные металлы, серые и ковкие чугуны. По условию заполнения зазора пайку можно разделить на капиллярную и некапиллярную. При капиллярной пайке припой заполняет зазор между соединяемыми поверхностями и удерживается в нем за счет капиллярных сил (рис. 4.10.1). Паяльный зазор должен иметь определенную величину, чтобы проявлялись капиллярные явления. Соединение образуется за счет растворения основы в жидком припое и последующей кристаллизации раствора. Капиллярную пайку используют при соединении внахлестку. Рис. 4.10.1. Схема капиллярной пайки: а – перед пайкой; б – после пайки; 1 – припой При некапиллярной пайке припой заполняет зазор преимущественно под действием своей массы или прилагаемой к ней извне силы. Соединение деталей при некапиллярной пайке осуществляется приемами, характерными для сварки, только в качестве присадочного металла используется припой, т. е. металл или сплав, температура плавления которого ниже температуры плавления основного металла. Способы пайки также классифицируют в зависимости от используемых источников нагрева. Наиболее распространены в промышленности пайка в печах, индукционная, погружением, газопламенная и паяльниками. Качество паяных соединений (прочность, герметичность, надежность и др.) зависят от правильного выбора основного металла, припоя, флюса, способа нагрева, величины зазоров, типа соединения. Припой должен хорошо растворять основной металл, обладать смачивающей способностью, быть дешевым и недефицитным. Флюс не должен химически взаимодействовать с припоем. Температура плавления флюса должна быть ниже температуры плавления припоя. Флюс в расплавленном и газообразном состояниях должен способствовать смачиванию поверхности основного металла расплавленным припоем. Флюсы могут быть твердые, пастообразные и жидкие. Для пайки наиболее применимы флюсы: бура Nа2В4O7, и борная кислота Н2ВО3, хлористый цинк ZnCl2, фтористый калий KF и др. Преимущества процесса пайки Пайкой можно изготавливать сложные по конфигурации узлы и целые конструкции, состоящие из нескольких деталей, за один производственный цикл (нагрев), что позволяет рассматривать пайку (в отличие от сварки) как групповой метод соединения материалов и превращает ее в высокопроизводительный технологический процесс, легко поддающийся автоматизации. Пайка уменьшает, а иногда полностью исключает остаточные напряжения и деформации. Важное преимущество пайки – возможность соединения разнородных металлов, а также металлов с неметаллами. С помощью пайки можно получать неразъемные и разъемные соединения. Недостаток пайки По прочности паяные соединения уступают сварным. Перечисленные выше преимущества пайки позволяют рассматривать ее как прогрессивный технологический процесс, находящий все более широкое применение в производстве.