Диссертация (Якимчук К.С.)
реклама
")
1
ФЕДЕРАЛЬНОЕ ГОСУДАРСТВЕННОЕ БЮДЖЕТНОЕ ОБРАЗОВАТЕЛЬНОЕ
УЧРЕЖДЕНИЕ ВЫСШЕГО ПРОФЕССИОНАЛЬНОГО ОБРАЗОВАНИЯ
«КЕМЕРОВСКИЙ ТЕХНОЛОГИЧЕСКИЙ ИНСТИТУТ ПИЩЕВОЙ
ПРОМЫШЛЕННОСТИ»
МИНИСТЕРСТВА ОБРАЗОВАНИЯ И НАУКИ РОССИЙСКОЙ ФЕДЕРАЦИИ
,
На правах рукописи
ЯКИМЧУК КОНСТАНТИН СЕРГЕЕВИЧ
РАЗРАБОТКА И СОВЕРШЕНСТВОВАНИЕ ТЕХНОЛОГИЧЕСКОГО
ПОТОКА ПРОИЗВОДСТВА СУХОГО ГРАНУЛИРОВАННОГО НАПИТКА
НА ОСНОВЕ КУКУРУЗНОЙ МУКИ
05.18.12 - Процессы и аппараты пищевых производств
ДИССЕРТАЦИЯ
на соискание ученой степени кандидата технических наук
Научный руководитель:
доктор технических наук, профессор
Попов Анатолий Михайлович
Кемерово - 2014
2
Оглавление
Введение…………………………………………………………………….
4
Глава 1. Обзор научно-технической литературы………………………
8
1.1 Технологический поток как система процессов …………………..
8
1.2 Промышленное производство напитка на основе модифицированного картофельного крахмала……………………..........................................
15
1.3 Структурные характеристики и количественное соотношение отдельных фаз дисперсных систем……………………………………………
21
1.4 Основы процесса смешивания сыпучих сред………………………..
27
1.5 Контроль качества дисперсных сред………………………………….
34
1.6 Задачи исследования………………………………………………….
43
Глава 2. Исследование технологических свойств дисперсных смесей
для производства киселей функционального назначения….......................
2.1 Методическое и приборное обеспечение исследования…………….
44
44
2.2 Микро и макро исследование частиц порошкообразных компонентов смеси……………………………………………………………………..
46
2.3 Определение структурно-механических характеристик смеси и её
компонентов…………………………………………………………………..
58
2.4 Краткие выводы………………………………………………………..
61
Глава 3. Диагностика существующей технологической системы производства……………………………………………………………………...….
62
3.1 Методическое обеспечение ………………………………………….
62
3.2 Построение операторной модели ……………………………………..
65
3.3 Экспериментальные исследования и результаты диагностики……
66
3.4. Моделирование режимов работы непрерывных и дискретных
дозаторов объемного типа…………………………………………………..
73
3.5 Методы оценки качества процесса дозирования исходных компонентов………………………………………………………………………….
78
3
3.4 Краткие выводы………………………………………………………
79
Глава 4. Исследование и оптимизация ведущего процесса технологии:
смешивания исходных компонентов………………………………………...
80
4.1 Теоретические основы процесса центробежно-лопастного смешивания исходных компонентов напитка…………………………………….
80
4.2 Методы оценки качества процесса смешивания исходных компонентов…………………………………………………………………………
85
4.3 Методика исследования и оптимизации процесса центробежнолопастного смешивания исходных компонентов…………………………...
88
4.4 Краткие выводы……………...................................................................
97
Глава 5. Технология напитка на основе кукурузной муки как система
процессов.……………………………………………………………………...
98
5.1 Обоснование выбора использования кукурузной муки …………..
98
5.2 Операторная модель производства напитка на основе кукурузной
муки. …………………………………………………………………………... 100
5.3 Оценки уровня организации технологического потока……………
102
5.4 Краткие выводы ………………………………………………………..
103
Глава 6. Практические результаты исследования……………………..
105
6.1 Рецептуры быстрорастворимых напитков……………………………
105
6.2 Машинно-аппаратурное оформление технологического потока для
малых предприятий …………………………………………………………..
107
6.3 Краткие выводы…………………………...............................................
110
Общие выводы и предложения……………………………………………. 111
Список использованной литературы……………………………………
112
4
Введение
Актуальность темы. Согласно государственной политике России в области
здорового питания было принято распоряжение Правительства РФ № 1873-р от
25.10.10 г «Основы государственной политики РФ в области здорового питания
населения на период до 2020 г.». Планируется наращивать производство пищевых
продуктов. Поэтому необходимо разрабатывать новые виды продуктов питания
на основе сырья растительного происхождения, в котором в большом количестве содержаться витамины и микроэлементы.
В настоящее время кукуруза и продукты её переработки широко применяются в рационе питания человека и благодаря питательным веществам удовлетворяют потребности человека. У кукурузы сбалансированный химический состав,
высокое содержание растительного крахмала, благоприятный минеральный состав и высокое содержание витаминов группы В. Напитки, произведённые на
основе кукурузного крахмала, способствуют нормализации кровообращения,
укреплению сердечнососудистой системы, замедлению процессов старения.
Современные продукты, производимые в виде гранул, постепенно вытесняют
сухие продукты, которые производятся в виде порошков. Эта тенденция наблюдается во многих странах.
Увеличение доли безалкогольных напитков в рационе человека положительно сказывается на оздоровлении общества. Это связано с тем, что при расширении
ассортимента напитков, снижает процент потребления спиртосодержащих напитков.
В экономически развитых странах наблюдается рост производства безалкогольных напитков, включая гранулированные быстрорастворимые. Эти напитки
получили широкое распространение в США, Японии, странах Европейского союза. Такие напитки удобны в употреблении, не требуют большой тары при транспортировке, обладают длительным сроком хранения.
Степень разработанности темы исследования. В настоящее время ассортимент комбинированных продуктов питания, композиционных материалов, полуфаб-
5
рикатов, которые выпускаются пищевой, химической и другими отраслями промышленности имеет тенденцию к постоянному расширению. Разработке таких продуктов и совершенствованию технологий и технологических потоков их производства посвящены работы видных ученых, таких как академик Панфилов В.А., Попов
А.М., Лисин П.А., Федоренко Б.Н. и др. Одним из основных составляющих в таких
потоках является процесс смешивания сыпучих материалов (с добавками жидкости
и без). Исследованиям в этой области посвящены работы, специальные монографии
и фундаментальные труды ученых: Ахмадиева Ф.Г., Бакина И.А., Горбатова А.В.,
Генералова М.Б., Дерягина Б.В., Зайцева А.И., Иванец В.Н., Иванец Г.Е., Кафарова
В.В., Макарова Ю.И., Федосенкова Б.А., и др.
Цель работы. Развитие технологической системы процессов сухого гранулированного напитка на основе кукурузной муки
Задачи исследования. Проведение диагностики ведущих процессов быстрорастворимых гранулированных напитков на начальной и конечной стадии производства. Модернизация конструкции лопастного смесителя и совершенствование
в нём описания процесса дозирования методом вейвлет-анализа для повышения
качества смешивания компонентов быстрорастворимого гранулированного
напитка. Проведение исследований технологических и структурно-механических
свойств кукурузного крахмала и кукурузной муки с точки зрения их использования в производстве быстрорастворимого гранулированного напитка. Построение
операторной модели технологии быстрорастворимого гранулированного напитка
на основе кукурузного крахмала и кукурузной муки и оценка уровня её организации.
Научная новизна. Установлены закономерности организации технологического потока с модифицированным процессом смешивания, проведён их сравнительный анализ для производства напитка на основе кукурузной муки и кукурузного крахмала. Изучены физико-механические свойства кукурузного крахмала и
кукурузной муки, а также их суспензий, необходимые при производстве быстрорастворимых гранулированных напитков. Выявлены рациональные конструктивные и технологические параметры смесителя, при которых возможно получение
6
увлажнённых смесей заданного качества. Доказано, что применение метода
вейвлет-анализа сигналов с дозаторов повышает точность дозирования компонентов, соответственно и качество смеси.
Практическая значимость. Предложена модернизированная конструкция
центробежно-лопастного смесительного агрегата. Для повышения качества дозирования микропорционных составляющих применён метод вейвлет-анализа. Составлена рецептура быстрорастворимого гранулированного напитка на основе кукурузной муки. Скомпонована поточная линия производства быстрорастворимого
гранулированного напитка на основе кукурузной муки.
Методология и методы исследования. При организации и проведении диссертационных исследований использовались общепринятые, стандартные и оригинальные методы в определении органолептических, физико-химических, реологических показателей, а также методы математического моделирования и статистической обработки результатов исследования.
Научные положения, выносимые на защиту:
- анализ технологии производства быстрорастворимых гранулированных
напитков как системы процессов и диагностика и оценка их качества; - оптимизация ведущего технологического процесса смешивания с дозаторами и обратной связи их управления;
- система процессов и система машин для получения быстрорастворимых
гранулированных напитков с применением вейвлет-анализа сигналов для контроля процессов дозирования.
- машинно-аппаратурное оформление технологического потока по производству быстрорастворимых гранулированных напитков с применением вейвлетобработки сигналов со шнекового дозатора.
Степень достоверности и апробация работы. Степень достоверности экспериментальных данных оценивали методами математической статистики и математического моделирования с привлечением современных программных средств
Microsoft Office, LabView. Экспериментальные исследования
7
Основные результаты и положения работы были представлены и обсуждены
на Международном научном форуме «Пищевые инновации и биотехнологии» (г.
Кемерово, 2013); Международной конференции студентов, аспирантов и молодых
учёных «Пищевые продукты и здоровье человека» (г. Кемерово, 2012); Инновационном конвенте «Кузбасс: образование, наука, инновации» (г. Кемерово, 2013);
IV Международной конференции студентов, аспирантов и молодых учёных
(г.Кемерово, 2011).
Публикации. По материалам диссертации опубликовано 8 печатных работ,
из них 3 статьи в журналах, рекомендованных ВАК.
8
Глава 1. Обзор научно-технической литературы
В настоящее время машинные технологии представлены сложными машинно-аппаратурными системами, которые связаны с комплексом всевозможных технологических процессов и операций. Системный анализ технологической системы лёг в основу изучения технологического процесса в поточной линии для его
совершенствования. Благодаря такому подходу, оценивается вся система в целом
и выявляется влияние отдельной конструкции на работу других машин и аппаратов. В рамках данного анализа применяются физико-механические методы оценки
качества промежуточных полуфабрикатов и конечной продукции применяются.
Задачи исследований сформулированы на основании материалов изложенных в
главе.
1.1
Технологический поток как система процессов
Технологическая линия представляет собой один большой поток, состоящий из отдельных процессов в машинах и аппаратах. Не зависимо от разнообразия технологий и машинно-аппаратурного оформления, общее для разных линий
является организация и функционирование непрерывного технологического потока производства продукта из исходного сырья. Этот поток имеет свои математические и физические законы, которые необходимо знать, для создания эффективных технологических линий. Решение о конструкции линии определяется конструкциями отдельных машин и аппаратов.
Организация технологической системы. Способы воздействия различным
инструментарием на сырье, материалы и полуфабрикаты при переработке сельхозпродукции составляют систему знаний, благодаря которой формируются современные пищевые технологии. При производстве каждого отдельного вида пищевой продукции применяют свои методы обработки сырья, материалов или полуфабрикатов[41, 46, 48].
9
Если представить современное пищевое предприятие в качестве системы
большого масштаба, то получим совокупность нескольких подсистем. Между ними существует определенная структура соподчиненности с тремя основными ступенями качества систем: высшая, средняя и низшая. Высшая ступень иерархической структуры представляет собой систему, которая отвечает за оперативное
управление работой цехов всех уровней, планирование запасов сырья и реализацией готовой продукции. Средняя ступень - это технологические системы в поточных линиях, которые представляют собой совокупность технологических операций. Низшая ступень состоит из физико-химических систем отдельных процессов технологической линии представленной в машинно-аппаратурном оформлении[56, 58].
Рассматривать технологию производства исключительно как сумму процессов в отдельных машинах и аппаратах нельзя. В технологической линии косвенное или непосредственное влияние на работу аппаратов и машин оказывает каждая отдельно взятая конструкция.
Процессы в аппаратах и машинах поточных линий представляют собой
единый непрерывный технологический поток преобразования исходного сырья в
продукцию.
При большом разнообразии технологий, машинно-аппаратурных схем, в
различных линиях организованный комплекс технологических процессов функционирует как единая система. Основой исследования закономерностей, по которым строится, функционирует и развивается любая технология в целой поточной
линии, являются системный анализ и системный синтез общей теории систем [56,
57].
При функционально-структурном подходе при системном анализе технологической системы, рассматривают функциональную и структурную организацию
системы.
Строение технологического потока. Большой процесс в поточной линии
представляет собой технологическую систему и имеет все атрибуты сложной системы: элементы, связи, структуру и целостность [56, 57, 59].
10
В технологическом потоке функционирует система автономных образований - подсистем, с операциями в качестве элементов. При раскрытии закономерностей строения технологического потока, не ограничиваются знаниями отдельными операциями в машинах и аппаратах линии.
Технологический поток представляет собой совокупность технологических
операций. Состоя из множества элементов, с различными свойствами, он обладает
своим уникальным системным качеством. Благодаря этому качеству функционирование объединенных в линию орудий труда становится более эффективным,
нежели чем по отдельности. Эффективность технологии достигается в результате
исполнения в высокой степени совершенства отдельных операций, что ведет к
неизвестной до этого стабильности производства [57, 58, 59].
Если рассматривать технологическую систему как часть большей системы,
то в ней выделяются два вида связей: внутренние и внешние. Первые возникают
между ее подсистемами. Вторые устанавливаются с другими системами той
большой системы, в которую входит искомая технологическая система. Только в
том случае, при котором внутренние связи «сильнее» связей внешних, технологическая система может существовать и являться подсистемой большей системы.
Если же внутренние связи ослабевают и увеличивается сила и число внешних связей с отдельными элементами, подсистемами данной системы, то целостность
нарушается, и система в рамках большей перестает существовать как целое. Организация определённым образом элементов внутри системы обеспечивает целостность системы, её выделение из среды, сохранение свойств устойчивых к
внешним воздействиям [56, 58, 59].
Если организация технологической системы на низком уровне, то её можно
представить, по своим свойствам, как сумму составляющих её элементов. В обратном случае её свойства отличаются от обычной суммы частей. Целостность
технологической системы это комплекс свойств, характеризующих единую систему как индивидуальный объект, отличающегося от остальных систем и выделяемого из окружающей среды, отображает способность элементов, входящих в
его состав, взаимодействовать, благодаря интегративным качествам системы.
11
При взаимодействии частей целостной системы возникают, присущие данной системе, новые качества. Поэтому элементом технологической системы является технологическая операция, а не физико-химический процесс.
Технологическая система работает в определенной взаимосвязи с окружающей средой производственного цеха, а не отдельно от неё. В окружающую среду входят - внешние по отношению к системе процессы, с которыми она, взаимодействуя, изменяет их или изменяется при этом сама. Качество функционирования технологической системы зависит от различного влияния объектов, образующих её внешнюю среду. Одни играют малую роль, другие значительно воздействуют на систему, а третьи являются основой её функционирования. Системное
исследование предполагает нахождение, прежде всего, объектов окружающей
среды, которые необходимы для системы в первую очередь.
Системный анализ - это логический способ воспроизведения в мышлении
разделённой объективно существующей целостной системы. Во время системного
синтеза мышление воссоздаёт действительное взаимодействие разделённых в
процессе анализа элементов [36].
Суть системного анализа заключается в разбиении целого на его компоненты, с целью изучения и выделения функций каждой из частей. Системный объект
разделяют не произвольно, а в соответствии по определённым законам, присущим
только ему, его функциями и структурой, не забывая про компоненты, входящих
в его состав, и внутрисистемных связей.
При системной точке зрения изучение происходит от системы к элементам.
Следовательно, исследование любого объекта (сложного или простого) прочно
связано с исследованием системы, в которую он входит.
Проводя системный анализ технологического потока, необходимо иметь в
виду то, что его элементы имеют разную ценность для обеспечения определенного уровня целостности, т.е. обеспечения стабильной качественной работы. Всегда
есть центр системы - один или несколько компонентов, в которых протекают самые сложные процессы, необходимые для обеспечения стабильности конечного
результата.
12
Изучать системы можно вести от входа к выходу или, наоборот, от выхода
к входу, исходя из преследуемой цели проведения анализа. Если анализируется
продукция, то процессы в технологической линии рассматривают от выхода к
входу, а когда изучается материально-техническое обеспечение, наоборот.
Обозначают подсистемы А, В, С и т.д., начиная с конца линии. В таком случае любая поточная линия представляется как совокупность нескольких подсистем, содержащие в качестве элементов минимум две технологические операции,
так как один элемент не является подсистемой.
Если принять в качестве элемента технологической системы технологическую операцию, границы которой в современных технологических потоках,
обычно, совпадают с границами машин и аппаратов, то систему процессов можно
представить в качестве операторной модели. Тогда технологическая операция
представляется типовыми физическими, химическими и микробиологическими
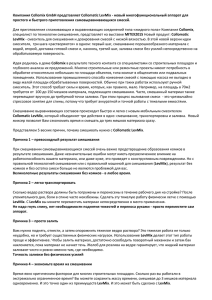
процессами, условные обозначения которых изображены на рисунке 1.1.
Рисунок 1.1 – Условные обозначения технологических процессов обработки сред
(процессоры):
1 - соединение без сохранения поверхности раздела (смешивание сред); 2 - соединение с сохранением поверхности
раздела (образование слоя); 3 - разделение на фракции; 4 - измельчение; 5 - сложный процесс преобразования
(комплекс физических, химических и микробиологических процессов); 6 - дозирование;
7 - формообразование; 8 - ориентирование (в частности, предметов); 9 - термостатирование (поддержание
постоянной температуры); 10 - нагревание; 11 - охлаждение; 12 - изменение агрегатного состояния;
13 - хранение.
13
Для графического изображения любых технологических операций перерабатывающих технологий аграрно-промышленного комплекса используются эти
тринадцать условных обозначений типовых процессов [56].
Для изображения связей между операциями типовых процессов используются стрелки. В широком случае связи представляют собой материальные, энергетические и информационные потоки. При разработке системы процессов операторными моделями, показываются лишь материальные потоки, которые связывает
друг с другом типовые процессы, единичные операции и подсистемы.
Функционально-структурный подход к объекту, который определяет процедуру, привила и порядок, называется системным анализом технологическим потоком.
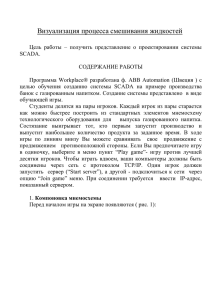
На структурной схеме на рисунке 1.2 показан сгруппированный общий вид
оборудования линии производства пищевых продуктов путём сборки из сельскохозяйственного сырья.
Рисунок 1.2 – Структурная схема линий для производства пищевых продуктов путем
сборки из компонентов сельскохозяйственного сырья.
Комплексы С состоят из машин и аппаратов, которые очищают сырьё от
примесей, измельчают его, сортируют, нагревают, охлаждают, плавят и растворяют. Машины и аппараты, входящие в комплексы В, дозируют, смешивают и
термически обрабатывают компоненты, в результате формируется новый искусственно созданный химический состав и строение сборной продукции. Помимо
вышеперечисленного, также они формируют заготовки штучных изделий. Ком-
14
плексы А состоят из оборудования предназначенного для дозирования продуктов
мелкими и крупными дозами, упаковывания в потребительскую и торговую тару
[56,59].
Операторная модель технологического потока. В технологической системе
выделяются процессы преобразования, транспортирования и хранения.
Процессы преобразования - это преобразование вещества (изменение состава, свойств, структуры), энергии (взаимопереходы, трансформация) и информации (обработка, изменение формы представления).
Процессы транспортирования заключаются в перемещении вещества, передачи энергии и информации.
Процессы хранения представляют собой хранение вещества (задержка поступления во времени), аккумулирование энергии (накопление), хранение информации (запоминание).
При разработке систем процессов в виде операторных моделей, обычно показывают лишь материальные потоки, которые связывают друг с другом типовые
процессы, отдельные операции, подсистемы и единую систему с внешней средой.
Для того чтобы создать операторную модель, необходимо для начала
осмыслить технологию в целом, тщательно и глубоко проанализировать сущности
всех операций. Затем разработать граф целей и задач системы, в которых выявить
автономные технологические цели (подцели) внутри большого производственного процесса. После построения графа целей и задач, он будет отражать структуру
системы, и способствовать выделению подсистем и операций. Это возможно потому, что функции подсистем определяются подцелями, а функции операций задачами. При этом важно не учитывать существующее машинно-аппаратурное
оформление, так как технологию можно реализовать разнообразными техническими средствами [56].
Чтобы изображение операторной модели выполнить графически, для начала
необходимо построить цепочки типовых процессов. Далее нужно выделить в цепочке типовых процессов технологические операции (элементы системы), которые являются минимальными носителями особого качества данной технологии.
15
При этом выполняют процедуру системного анализа. В ходе следующего этапа
объединяют операций в свои совокупные подсистемы. Процедуру системного
анализа и системного синтеза выполняют поочередно. Такими действиями уточняют содержание элементов и подсистем и их границ, а также структуры системы.
На операторной модели технологической системы обычно показываются
входные, выходные, управляющие и возмущающие параметры (такие как, влажность, плотность, температуру, органолептические показатели, кислотность). Основную трудность при этом составляет определение пределов их допусков.
На операторной модели допуски наносят на параметры и требования к сырью и готовой продукции. Помимо этого, возможно указание длительности производственного цикла системы целиком, а также в границе ее подсистем. Материальные потоки (линии со стрелками) связывают операторы и подсистемы, а также
системы в целом с внешней средой.
Технологический поток - это система процессов, обладающая всеми необходимыми атрибутами. В потоке элементами являются технологические операции; материальные, энергетические и информационные потоки между операциями являются связями; структурой - пространственно-временные отношения операций; внешней средой - это всё окружающее систему, атмосфера в которой она
может свободно функционировать и развиваться. Целостность потока как системы процессов порождает новые возможности при реализации технологии в виде
взаимосвязанных способов преобразования сырья в продукт [56,57].
1.2 Промышленное производство напитка на основе модифицированного
картофельного крахмала
Технологическая схема производства концентратов плодово-ягодного
напитка на основе крахмала состоит из подготовки сырья, просеивания, фильтрации, дозировки по утвержденным рецептурам и смешивания для получения
16
однородной среды. Готовый сухой напиток фасуется и упаковывается на автомате
в бумагу или пищевой пластик.
Подготовка сырья. Сыпучее сырье (сахарный песок, крахмал, плодовые порошки) хранится насыпью в емкостях бестарного хранения. При таком способе
повышается коэффициент использования складских помещений, и создаются
условия для их механизации. Все поступающее сырье взвешивается в потоке на
автоматических весах[27, 85].
Сахар и крахмал просеивают на просеивающих машинах с подвижными ситами. Наибольшей эффективностью обладает бурат с наклонным подвижным цилиндрическим барабаном, обтянутым проволочным ситом. Частота вращения барабана - 35 - 40 об/мин. Сахар просеивают на ситах с размером отверстий 2-2,5
мм, а крахмал - 1,4 мм. По пути движения сахар и крахмал проходят через систему постоянных подковообразных магнитов, установленных в самотеках.
Экстракт, поступающий в бочках, которые сначала обрабатывают от загрязнения, в специальных помещениях, затем растаривают. Из бочек экстракт перекачивается в металлические бункера бестарного хранения.
Купаж (смесь экстрактов и красителя) приготовляют в специальной емкости
с мешалкой. Экстракты из бункеров бестарного хранения заливаются в эту емкость, куда добавляются, согласно рецептуре, краситель и лимонная кислота. Полученная смесь хорошо перемешивается до полного растворения лимонной кислоты и красителя, фильтруется через штампованное сито из нержавеющей стали с
диаметром отверстий 0,8 мм или шелковое сито № 27. Профильтрованная смесь
готова для смешивания. Наиболее благоприятная температура смеси 10-22°С.
Дозирование. Процесс дозирования является одним из главных в технологической линии производства напитка. Он должен обеспечить заданную подачу
компонентов (сахарного песка, крахмала, красителя, порошков и т.д.) в количествах, установленных рецептурами. На большинстве предприятий дозирование
осуществляют при помощи весов периодического действия типа Д-50 или ДМ-50.
Для сахарного песка применяются весы Д-50, а для крахмала - Д-20. При
дозировании сахарного песка на весах Д-50 производительностью 14-16 т/ч с пре-
17
делом взвешивания 30-40 кг отклонения в массе составляют 1,8-2,0%, Отклонения
в массе при дозировании не обеспечивают точного соблюдения рецептуры. Кроме
того, применяемые для дозирования весы не используются на их паспортную
производительность из-за небольшой мощности цехов. Диспропорция производительности весов и оборудования в технологической линии не позволяет добиться
синхронности работы технологического оборудования, что приводит к частой
остановке оборудования.
Существенным недостатком работы весов в качестве дозаторов является
изменение их точности из-за непостоянства насыпной массы, сыпучести и влажности компонентов. Особенно часто это происходит при дозировании крахмала.
Неточная дозировка компонентов, входящих в рецептуру смеси, снижает технологический эффект процесса смешивания. Применение весов приводит к повышенному пылевыделению при опорожнении ковшей и необходимости дополнительной аспирации. Распыление продукта ухудшает санитарные условия работы и
приводит к потерям сырья. Поэтому нецелесообразно применять весы в качестве
дозаторов, а использовать для этой цели специальное дозировочное оборудование
[71, 82].
Лимонную кислоту и красители добавляют в малых количествах - от 0,5 до
1,5% предварительно растворив в экстракте. Для разбрызгивания раствора в виде
мельчайших капель установлена форсунка.
Использование дозаторов увеличивает производительность линии, сокращает ручной труд и позволяет равномерно путем разбрызгивания впрыскивать жидкий компонент в смесь через форсунку.
Смешивание. Компоненты напитка смешивают в смесителях периодического действия. В смеситель сначала загружают сахарный песок, затем распылением
вводят смесь экстракта кислоты и красителя. Содержимое перемешивают в течение 15-20 с. Затем добавляют картофельный крахмал и продолжают смешивать.
Допускается загружать сахарный песок в смеситель в два приема, в промежутке
добавляют жидкие компоненты. Общая масса смеси 62,4кг. Время смешивания 30, 45 и 60 с.
18
Визуальная оценка полученной массы, а также брикетированной продукции
показывает, что уже при 45 с. получается однородная смесь, которая хорошо
прессуется, при 60 с. - смесь однородная по цвету, но менее сыпучая, брикеты более твердые, масса большинства из них превышала допустимые отклонения ±
3,0%.
Критерием однородности полученной смеси является распределение лимонной кислоты в брикете. Содержание ее в массе, смешанной в течение 45 с, колебалось от 1,00 до 1,09%. Для получения легко брикетирующейся массы достаточно смешивать смесь в течение 45 с. За это время все компоненты равномерно
смешиваются, образуя массу, не рассыпающуюся при легком нажатии.
Для получения брикетов, не деформирующихся при завертке, постоянной
массы и формы пресс должен работать при давлении не более 70 -80 кгс/см2 и частоте вращения стола 5 об/мин. Давление его должно обеспечивать стандартную
высоту брикетов 35 ±0,5 мм для обеспечения нормальной работы автоматов по завертке брикетов. Всякое отклонение от стандартной высоты отражается на качестве завертки: при высоте брикета более 35 мм он не полностью покрывается пергаментом и этикеткой, при высоте менее 35 мм происходит перекос этикеток и
накладка на текст.
Смесь плодово-ягодного напитка, подготовленная для брикетирования, непригодна для фасовки россыпью в пакеты на расфасовочных автоматах, так как не
обладает нужной сыпучестью. При использовании такой смеси дозатор и бункер
быстро покрываются массой напитка и требуют частых остановок для зачистки.
Поэтому при расфасовке напитка россыпью порядок смешивания был изменен: вначале в смеситель загружали крахмал с экстрактом, после перемешивания сахарный песок. Количество загружаемого сырья было таким же, как и при получении смесей для брикетирования. Наиболее сыпучие однородные смеси получались при смешивании в течение 45 с.
Эффективность смешивания зависит от физико-химических свойств смешиваемых компонентов (формы, размера, плотности, состояния поверхности частиц
и влажности).
19
На эффективность смешивания оказывает влияние конструкция смесителя.
Эффективность смешивания компонентов на смесителе периодического действия,
наиболее распространенном в пищеконцентратной промышленности при производстве напитка, показывает, что уже при 40-50 с. после начала смешивания достигается высокая однородность смеси - 92-98%.
Технологический эффект работы смесителя зависит от частоты вращения
валов, продолжительности цикла смешивания, коэффициента заполнения геометрической емкости машины и смешиваемых компонентов.
Наилучший технологический эффект работы смесителя машины достигается при заполнении ее на 60-70 кг, частоте вращения ведущего вала 100 об/мин.
Фасование продукта. Фасование производят через автомат предназначеный
для дозирования и фасовки сыпучих продуктов в полимерные и комбинированные материалы, снабженый одним или двумя дозаторами. В зависимости от консистенции продукта автомат может быть снабжен тарельчатым или шнековым дозатором. Кроме того, он имеет пакетообразователь, выпускающий пакеты заданной ширины и длины.
Производительность автомата при фасовке концентратов согласуется по
всему технологическому потоку.
Принципиальная машинно-аппаратурная линия производства концентратов
напитка показана на рисунке 1.3. По схеме крахмал и сахарный песок хранят в
бункерах бестарного хранения. Крахмал высыпается в приемный бункер, снабженный шнековым питателем. Этот бункер в связи с высокой водопоглотительной способностью крахмала должен быть небольшим по емкости.
Крахмал взвешивают на автоматических весах и подают в бурат для контрольного просеивания, после которого продукт поступает в бункер со шнековым
питателем, обеспечивающий бесперебойную работу бурата и равномерную загрузку установки для подсушивания крахмала.
20
Рисунок 1.3 – Машинно-аппаратурная линия производства напитка
1,4,12,14 - бункера; 2,10 - автоматические весы ДМ-20; 3,11 - бураты для контрольного просеивания ЦМБ-1;
5 - установка для подсушивания крахмала; 6 - бункера для бестарного хранения; 7 - многокомпонентные весы
5ДК-200; 8 - месильная машина; 9 - расфасовочный автомат; 13 - молотковая дробилка; 15 – магнитное
заграждение; 16 - стол для упаковки пакетов (брикетов) в короба
Подсушенный крахмал засыпают в один из бункеров 6, сахарный песок - в
бункер для хранения 14. Так как сахарный песок достаточно сыпучий, бункер для
его хранения. Сахарный песок взвешивают на автоматических весах 10 и подают
в бурат 2 для контрольного просеивания, а затем направляют в бункера бестарного хранения 6.
Все компоненты подают на многокомпонентные весы типа ДК. При фасовке
напитка в пакеты имеет значение порядок засыпки компонентов, поэтому крахмал
и сахар отвешивают на отдельных весах. Набранную смесь компонентов передают в месильную машину, а затем - на фасовочный автомат (в случае брикетирования - на пресс). После фасовки пакеты или брикеты напитка упаковываются в тару, короба, ящики.
21
По мере накопления их пропускают через дробилку, после которой продукт
через магнитное заграждение 15 и возвращают в бурат или непосредственно в
бункер бестарного хранения[32].
1.3 Структурные характеристики и количественное соотношение отдельных фаз
дисперсных систем
Количественные соотношения между фазами дисперсной системы. Если
технологический процесс связан с использованием дисперсных систем, то в ходе
каждого этапа этого процесса происходит изменения количественного соотношения между отдельными фазами дисперсной системы. Чтобы оценить количественное соотношение между фазами расчёты ведут по весовому способу по массовому содержанию жидкой или твердой фазы. Абсолютная и относительная
влажности чаще всего используют в качестве необходимых характеристик. В качестве единиц измерения используются проценты или относительные единицы,
влагосодержание. Для таких же целей используют удельные характеристики: истинную, кажущуюся и насыпную плотность, удельный объем (величину обратную
плотности). Структура пористых и плотных тел в технологии быстрорастворимых гранулированных напитков на различных стадиях обработки материалов характеризуется удельными характеристиками[3, 43, 67].
При использовании относительных массовых и удельных характеристик существует один весьма существенный недостаток - не даётся четкое и однозначное
представление о количественном содержании газообразной фазы, которая является равноправным партнером в двухфазной (Т+Г) или в трехфазной системе
(Т+Ж+Г).
При расчёте пористости системы используются удельные характеристики.
Можно сделать вывод, что количественное соотношение различных фаз в дисперсной системе характеризуется ещё и объемным содержанием фаз, так как в
этом случае будет учитываться наличие в равной степени всех фаз дисперсной системы. Обозначим долю объема, которая занимает определённая фаза, через К с
22
индексами «т» (твердая фаза), «ж» (жидкая фаза) и «г» (газообразная фаза), мы
получим:
Кт+Кж+Кг=1,
(1.1)
Иногда Кт является характеристикой относительной плотности системы по
твердой фазе, степени или коэффициенту упаковки частиц твердой фазы [59,90].
Объемную концентрацию твердой фазы вычисляют через отношение кажущейся
плотности слоя частиц ρт на истинную плотность материала частиц ρи, Кт=ρт/ρи .
Кажущаяся плотность слоя частиц увеличивается, если в дисперсной системе
присутствует жидкость, и тогда используют общую кажущуюся плотность слоя:
ρобщ=ρт(l+Wa),
где
Wa - абсолютная влажность материала, выраженная в относительных
единицах (по аналогии с водо-твердым отношением).
Благодаря проведённым исследованиям дисперсных систем, было выявлено,
что при использовании абсолютной влажности (или абсолютного влагосодержания, выражаемого через кг влаги/кг сухого материала) наблюдается целый ряд
преимуществ, в отличие от использования относительной влажности Wотн. Эти
влажности связаны друг с другом по формуле 1.2:
Wотн=Wa/(1+Wa); Wa=Wотн/(1-Wотн)
(1.2)
Объемная влажность материала Woб или объемная концентрация жидкой фазы рассчитывается по формуле (1.3), в случае если материал имеет влажность Wa.
Если в качестве жидкости некая жидкость, отличная от воды, с плотностью ρж, то
используется выражение (1.4):
Kж=Woб=ρт×Wa
Кж=Woб-Wa×ρт/ρж
(1.3)
(1.4)
Объемное содержание газообразной фазы может быть получено по уравнению (1.4) как разность значений:
23
Кг=1-Ктв-Кж=1-ρт/ρи-Wa×ρт/ρж
(1.5)
Утверждение, что объемное количественное соотношение фаз по уравнению
(1.1) является фундаментальной характеристикой дисперсных систем, абсолютно
верно, так как базой для такого соотношения являются такие физические характеристики, как масса, объем и плотность.
Структурные характеристики дисперсных систем и материалов. По кинетическим свойствам дисперсной фазы все дисперсные системы разделяются на
два типа: свободно-дисперсные системы, подвижной дисперсной фазой и связнодисперсные системы - системы с твердой дисперсионной средой, со связанными
между собой частицами дисперсной фазы, которые свободно не перемещаются.
Благодаря анализу разнообразных свойств структур в дисперсных системах,
их разделяют на два основных типа, которые различают по тому, как взаимодействуют частицы дисперсной фазы. Коагуляция соответствует первичному и вторичному минимуму потенциальной кривой взаимодействия частиц, различают коагуляционные и конденсационно-кристаллизационные структуры. Коагуляционные структуры образуются в соответствии вторичному минимуму потенциальной
кривой взаимодействия частиц дисперсной фазы. У пространственного каркаса
данных структур небольшая прочность, из-за того что частицы взаимодействуют
по средствам молекулярных сил через слои жидкости. Отличительная особенность коагуляционных структур это тиксотропия, то есть после предельно возможного разрушения, структура полностью восстанавливается.
Конденсационно-кристаллизационные структуры, которые отвечают за коагуляцию в первичном потенциальном минимуме, образуются при непосредственном взаимодействии частиц и их срастания в жесткую объемную структуру. При
аморфных частицах, полученная структура дисперсных систем носит название
конденсационная, а если частицы частично кристаллические, то структуру называют кристаллизационной. Для связнодисперсных систем характерны конденсационно-кристаллизационные структуры. Для них типичны фиксированная структура и геометрические размеры, прочность, хрупкость и неспособность к обратимому восстановлению после механического разрушения.
24
Многие технологии получения быстрорастворимых гранулированных напитков или сформованных изделий имеет место быть необходимость перевода коагуляционных структур в конденсационные, а затем уже в кристаллизационные. В
итоге мы получаем материал с максимально плотной и прочной структурой, либо
материалы с заданным необходимым уровнем пористости, с небольшой прочностью, но который обладает рядом других важных свойств.
Во время того, как из дисперсных систем образуются структуры дисперсных
материалов, происходят сложные физико-химические процессы, включающие в
себя химические и фазовые превращения. В связи с этим одно из основных условий получения дисперсных материалов, у которых структура будет максимально
однородна, это необходимость уже на начальных стадиях формирования структуры создать предпосылки или условия для бездефектного функционирования всех
технологических процессов. Под «структурой» понимают совокупность из четко
разграниченных между собой структурных элементов, обладающих ограниченной
самостоятельностью или автономностью [11,12, 24, 66]. При условии если частицы разного типа, под каждым элементарным объемом подразумевают среднестатистическую величину v, из случайного набора однородных Ni частиц, которые
обладают неким распределением по определённым размерам и объему, то объём
некой системы выражают в виде:
V=ΣNi×v,
где
N - количество структурных частиц; v - объем одной частицы.
В современной науке твердые тела классифицируют по структурному типу и
делят их на организованные и неорганизованные структуры. Это зависит от пространственной протяженности при правильном чередовании структурных частиц.
У дисперсных материалов главная характеристика это степень организованности
структуры. Двухфазные дисперсные материалы, которые состоят из определенного числа твердой и газообразной фаз, характеризуются тем, что определенная сте-
25
пень организованности будет присуща твердой и газовой фазах в неком объеме
тела - V.
V=Vт+Vг=Σ(Ni×vi,)т+Σ(Ni×vi)г,
где
(1.6)
Ni - количество однородных частиц или газовых пор;
vi - элементарный объем частиц или газовых пор определенной размер
фракции.
Для единицы объема уравнение (1.6) в суммарном виде с учетом уравнения
(1.1) для двухфазного дисперсного материала (Т+Г) представим в виде:
Кт+Кг=1 или Кт+П=1,
где
(1.7)
П - пористость материала, Кг=П.
В соответствии с уравнением (1.7) плотная или пористая структура формиру-
ется из-за того, что свободнодисперсные системы переводятся в связнодисперсные системы или материалы. Такая структура имеет большое значение для разных
технологий, которые основаны на использовании дисперсных систем. Поэтому
необходимо разрабатывать способы синтеза материалов с заданными свойствами
и методы управления протекающими процессами, для того чтобы моделировать
реальные пористые системы, как на стадии формирования дисперсной системы,
так и для конечного продукта.
На данный момент самые часто используемые методы моделирования пористых систем - это физический и математический.
Современное представление о физических моделях пористых систем представлены в работах таких авторов, как А.П. Карнаухова, Хей фица и Ней марка,
Ю.Н. Крючкова и других. На практике, самое большое распространение из всех
моделей получила глобулярная модель и модель полых цилиндров (капиллярная
модель). Всё построение глобулярной модели определяется ее основными параметрами - радиусом глобул Rг и плотностью их упаковки, характеризуемой координационным числом i. Для однородной глобулярной модели зависимость между
26
параметрами модели и характеристиками порового пространства аппроксимируются следующими соотношениями:
S’уд=3(1-П)/Rг ; П=2, 62/i ;
где
Ry=ρи×Vп×Rг/2, 14,
(1.8)
S’уд - удельная поверхность глобул, м2/г;
Ry - радиус вписанной в устье поры окружности, см;
ρи - истинная плотность твердого скелета глобул, г/м3;
Vп - удельный объем порового пространства, м3/г.
Вывод соотношений (1.8) базируется на геометрии опорных правильных
упаковок.
При статистическом описании пористой структуры ее основными параметрами служат плотность распределения пор по размерам f(r) и функция распределения объема по радиусам V(r). Плотность распределения пор представляет собой
нормированную функцию
f (r )dr 1 ,
0
где f(r)dr - вероятность нахождения в единичном объеме тела пор с размером
oт r до r+dr.
При приближении экспериментальной функции f(r) одним из стандартных
типов распределения, возникает возможность характеризовать пористую систему
параметрами этого распределения. Например, для нормального распределения:
f(r)=ехр[-2(r-rа)2/σn2]/σne2π,
где σn=(ri-ra)2×ni/N0, 5 - среднеквадратичное отклонение r;
rа - среднеарифметический радиус пор для совокупности из N пор;
С помощью функции (r) может быть найдена и плотность распределения
пор по размеру:
f (r )
(r )
2
2
r r (r )dr
(r )
2
r2 rv
;
0
Отсюда пористость определяется из соотношения:
(1.9)
27
П N r 2f (r )dr N r
2
(1.10)
0
где
N - число пор, приходящихся на единицу поверхности произвольного сече-
ния пористого тела;
β - извилистость пор, определяемая экспериментально.
При использовании частицы как носителя структуры, тогда при статистическом описании структуры используют функцию распределения частиц по размеру
и плотность распределения частиц по размеру [96].
В случае если частица это носитель, в таблице 1.1 представлена классификация дисперсных систем по приведенным признакам. Подобную классификацию
можно представить и для структуры с порой в качестве носителя [27].
Таблица 1.1– Классификация дисперсных систем
Признаки
дисперсной
Тип структуры дисперсной системы
структуры
Изометрическая
Анизометрическая структура
Форма
структура
частиц
Шарообразная ν=1
Пластинчатая ν1
Игольчатая ν1
Монодисперсная структура 1=2=3=1
Полидисперсная структура 11, 21, 31
ТонкоНадРазмер
Грубо-дисперсная
дисперсная
Коллоидная
молекулярная
частиц
а10-3 см
10-3а10-5
10-5а10-7 см
а10-7 см
см
Частицы не участвуют
Частицы участвуют
в броуновском движении
в броуновском движении
Расположение
Изотропная
Ортотропная
Анизотропчастиц в объеме
структура
структура
ная структура
Рыхлая
Плотная
Сильно
Очень
плотная
структура
структура
разбавленная струкструктура
Плотность
0, 25Кт0, 0, 50Кт0,
тура 0Кт0, 25
0, 75Кт1, 00
50
75
Структура
Структура
Структура
I-го рода –
Агрегатное
соII-го рода –
III-го рода –
частицы не
стояние
частицы
образуют агрегаты образувзаимодействуют друг с
агрегаты
ют флокулы
другом
Стационарная
Изменчивость
(неразвивающаяся)
Развивающаяся структура
параметров
структура
Для математического описания структуры дисперсной системы необходимо
и достаточно выполнения двух условий:
28
- любая дисперсная система может быть разделённой на несколько подсистем, которые состоят из геометрически схожих элементов, и от свойств подсистем с помощью расчетов можно перейти к свойствам суммарной системы;
- предполагается, что элементов, которые принимают участие в отдельных
процессах, достаточное количество, чтобы применить теорию вероятностей для
описания.
Изначально предполагается, что есть некая изначальная система 1-го рода, у
которой распределение частиц в объеме случайно, при этом силовое воздействия
между частицами отсутствует. После воздействия на систему разных физикохимических факторов, происходит перераспределение частиц в объеме системы,
образуя агрегаты для основы системы 2-го рода. В свою очередь, агрегаты формируют флокулы, образовывая систему 3-го рода и т.д.
Оценку структурных характеристик дисперсных систем классифицируют по
уровню информационной значимости на несколько групп:
1 группа - оцениваются структурные характеристики на основе геометрического моделирования, которые имеют идеальное представление о поровом пространстве или о структурном каркасе дисперсных систем или материалов;
Таблица 1.2 – Расчет дополнительных параметров системы
mi
Вторичные параметры
Фi
βi
SтmКтn
системы
fi
ψi
1
Sт3Кт-2
2
Ψ32/Ψ2-3
3
8(1 2)
13
Sт3Кт-1
2
(4Ψ32+Ψ1Ψ2 Ψ3)/13Ψ23
3
8(1 2)
Nт(s)
1
Sт2Кт-1
Zт(s)
13
Sт2
7π/4
SтКт
1/2
SтКт
1
1
1
Кт2
1
1
Число частиц в
единице объема, м-3
Nт()
Число контактов в
единице объема, м-3
Zт()
Число частиц на
единицу площади, м-2
Число контактов на
единицу площади, м-2
a
i
j
a ia j
i
aj
,м
Площадь контактов в еди- ()
F
нице объема, м-1
Площадь контактов на (s)
F
единице площади
2
Ψ1Ψ3/ Ψ22
3
4(1 2)
6/13+(7/13)Ψ1Ψ3/Ψ22
2(1 2 )
1
1
2(1 2 )
29
2 группа - оцениваются структурные характеристики через элементы математической статистики, позволяющие получить представление о плотности распределения пор или частиц по размеру и неоднородности структуры реальных материалов в качестве функции распределения объема пор по радиусу, основному
геометрическому размеру;
3 группа - оцениваются структурные характеристики через универсальное
сочетание геометрических размеров реальных структурообразующих частиц и
элементов математической статистики и теории вероятностей.
Главнейшим отличительным признаком при анализе дисперсных систем этой
группы, в отличие от первой и второй групп, является предварительная классификация дисперсных систем и учет основных структурных характеристик.
Второе отличие этого метода является наличие возможности применить правило обратимости пористых систем, которое позволяет рассчитать все параметры
дисперсной системы для твердых частиц и порового пространства.
Также в этом методе применяется принцип разделения всех дисперсных
структур на стационарные и развивающиеся (или динамичные) структуры.
И последний признак этого метода это наличие возможности достоверного
расчета вторичных структурных параметров системы, такие как число частиц,
контактов и площади контакта в единице объема и на единице площади.
Эти четыре отличительных признака являются убедительным доказательством универсальности методов третьей группы для составления математического
описания модели дисперсной системы[8, 32].
1.4 Обоснование выбора крахмала для производства киселей
Известно, что количество макромолекул амилозы и амилопектина в зернах
крупной и мелкой фракций крахмала различно, а интенсивность кристаллических
рефлексов в образцах зерен крупной фракции выше, чем мелкой[45]. Оба этих
фактора влияют на структурную организацию кристаллической ламели, а значит и
на термодинамические показатели.
30
Таблица 1.3 – Зависимость температуры клейстеризации крахмала от источника получения
Источник
Содержание амилозы, %
Температуры клейстеризации,
°С
Кукуруза
28
62 – 70
Картофель
23
58 – 66
Пшеница
26
53 – 65
Рис
18
61 – 78
Согласно представлению о частично кристаллических полимерах, к которым
может быть отнесен нативный крахмал, энтальпия плавления определяется особенностями их надмолекулярной структуры, т.е. различия термодинамических
параметров крупно- и мелкозернистых фракций обусловлены структурой зерён
(кристаллической ламели), а не их размером.
Таблица 1.4 – Значения максимальных температур (Ткрл, Талк) и энтальпий плавления (∆Нкрл,
∆Налк) кристаллических ламелей (крл) и амилозо-липидных комплексов (алк), разниц
теплоемкостей между расплавленным и нативным состояниями (∆Скрл, ∆Салк), наблюдаемых
при плавлении этих структур, и величины Ван-Гофовской энтальпии кристаллической ламели
(∆НВГ), значения параметров N, n и ∆Ср.гидр.
Источник крахма- Ткрл ∆Нкрл ∆НВГ ∆Скрл Талк ∆Налк ∆Салк ∆Ср.гидр N
ла(вид сырья)
˚C K
K
K
˚C K
K
K J/mol
J/mol J/mol J/mol
J/mol J/mol
n
Картофель
Кукуруза
Рис
Пшеница
Рожь
Ячмень
15,2
56
1,0
3.5
14,5
12,5
37,5
19 0,9
21 0,8
10 2,4
65,1
62,1
67,5
60,1
55,6
57,0
3,2
2,4
1,8
2,2
2,0
1,6
40
29
54
41
39
38
27
25
29
95,3
93
89
91
88
0,27
0,3
1,1
0,30
0,4
5
1
-2
По данным таблицы 1.4[29, 43, 45], количество моносахаридных остатков, входящих в А-цепи амилопектина кристаллических ламелей крахмалов ржи, пшеницы и
ячменя, изменяется от 10 до 24. Также в ней приведены термодинамические характеристики, которые были получены другими исследователями в похожих условиях.
При биосинтезе зерен крахмала происходит увеличением их размеров, то проходные
цепи образовываются на более поздних стадиях созревания крахмалоносов и зависит
31
от условий их роста: температуры окружающей среды, водного режима, продолжительности светового дня.
Термодинамические параметры плавления крахмалов ржи, пшеницы и ячменя,
обладающих бимодальным распределением зерен по размерам, являются функцией
размеров зерен и количества ами лозных проходных цепей, расположенных в кристаллических ламелях. Анализ энтальпий плавления амил озолипидных комплексов
показывает, что эти значения зависят от вида к рахмалоносов и содержания в них
амилозы[22, 45]. Увеличение массовой доли амилозы и липидов в зернах приводит
соответственно к росту энтальпии плавления, что свидетельствует о достаточно тесной взаимосвязи между характеристиками плавления кристаллических ла м елеи и
реологическими свойствами нативных крахмалов и возможности установления количественных закономерностей между этими связями.
Натив ные крахмалы во время использования в пищевых и технических целях
обычно подвергаются термической обработке вместе с водой. Происходящие при
этом изменения структуры зерен крахмала зависят от отличительных признаков вида
крахмала и соответственно крахмалоноса. При повышении температуры водных
крахмальных суспензий на более чем 30 0С, происходит частичный разрыв водородных связей молекул в зерне крахмала, что изменяет его микроструктуру. В этом
случае происходит резкий рост гидратации амилозы и амилопектина, и, следовательно, увеличивается размер зерен. Это процесс и называется "набухание". Во время повышения температуры часть амилозы диффундирует из аморфной части зерен
и переходит в раствор, а амилопектин остается в основном в нерастворенном состоянии. По ходу разрушения зерен начинается деструкция кристаллической части зерен, полисахариды переходят в раствор, и происходит процесс клейстеризации.
Во время процессов набухания и клейст еризации происходят изменения вязкости суспензии, к тому же они протекают по-разному для различных видов крахмалов.
Например, для высоко амилозных и более крупных зерен всех видов крахмалов эти
процессы протекают быстрее, чем для мелких[29, 43, 45].
При использовании вис кографа Бра бендера получается наиболее широкий
спектр реологических характеристик клейстеров крахмалов при проведении сравни-
32
тельных исследований. На этом приборе при нагревании перемешиваемой дисперсии
крахмала в воде фиксируют следующие показатели:
- начальную температуру клейстеризации крахмала;
- пик вязкости и соответствующую ему температуру;
- вязкость клейстеров крахмала при 95, 50 и 30°С и заданной выдержке по времени.
Как видно из таблицы 1.5[29, 43, 45], самая низкая начальная температура
клейстеризации - у ячменного и ржаного крахмалов, а наивысшая - у кукурузного и
рисового.
Таблица 1.5 – Реологические характеристики основных видов нативных крахмалов и
содержание амилозы в них: концентрация всех суспензий - 5% СВ (картофельного крахмала 4%); μ max - максимальная вязкость клейстера при нагревании суспензии до 95°С, μ min минимальная вязкость крахмального клейстера при выдержке 30 мин. и 95°С
Источник Содер- Темп-ра
нач.
крахмала жание
клейстеризации
(вид сырья) амилозы, °С
%
Темп-ра
μ max
μ min
μ max/μ min
максимальн, ед.
ед.
вязкости,
приб.Брабенд. приб.Брабенд.
°С
Картофель 21
60
65
880
380
2,3
Кукуруза
28
70
77
150
112
1,3
Рис
18
65
75
490
205
2.4
Пшеница
26
58
74
345
260
1,3
Рожь
27
57
80
230
200
1,15
Ячмень
25
55
85
280
220
1,27
Наибольший пик вязкости клейстеров у картофельного и амилопектинового
кукурузного крахмала, а наименьший - у обычного кукурузного. Отношение значений пика вязкости к вязкости полностью клейстеризованного крахмала при
температуре 95°С, которое характеризует способность зерен крахмала к набуханию, наибольшее у картофельного, амилопектинового и рисового крахмалов.
33
Крайние значения реологических характеристик принадлежат крупно- и мелкозернистым крахмалам (амилопек тиновым и ами лозным), а крахмалы, у которых
с би модальная дисперсность, обладают средними величинами этих показателей.
Поэтому наряду с содержанием амилозы такие реологические характеристики,
как начальная температура клейс теризации, максимальная вязкость при клейстеризации и набухающая способность зерен крахмала, могут служить отличительными признаками нативных крахмалов.
Размеры зерен крахмала в зависимости от вида крахмалоноса различаются в широком интервале - от 1 до 150 мкм. На рисунок 2.11 приведены кривые распределения
по средним размерам и объёмной доли фракций зерен промышленных крахмалов (использован гранулометр ГИУ-1).
Рисунок 1.4 – Распределение зёрен различных видов нативных
крахмалов по среднему размеру
Поэтому при построении графиков были введены ограничения на их максимальные значения: для картофельного крахмала - 100; для ржаного, пшеничного,
ячменного, горохового - 50; для кукурузного - 30 и для рисового - 15 мкм.
34
При таком распределении зерен, они оказывают влияние не только на технологические процессы их извлечения, а ещё на структуру, содержание амилозы,
термодинамические и реологические характеристики крахмала [62,98,100,103].
Исследование крупно- и мелкозернистой фракций крахмала ячменя [98], размеры зерен которых составляют соответственно 2-10 и 11-26 мкм, показало, что:
- мелкие зерна содержат больше амилозы и липидов;
- интенсивность кристаллических рефлексов на дифрактограммах крупных зерен более высокая;
- мелкие зерна крахмала более устойчивы к кислотному и ферментативному
гидролизу.
1.5 Основы процесса смешивания влажных сыпучих средств
В настоящее время ассортимент комбинированных продуктов питания, композиционных материалов, полуфабрикатов, которые выпускаются пищевой, химической и другими отраслями промышленности имеет тенденцию к постоянному расширению. Процесс смешивания сыпучих материалов (с добавками жидкости и без) часто является неотъемлемой частью в технологиях получения комбинированных продуктов. Исследованиям в этой области посвящены работы, специальные монографии и фундаментальные труды ученых: Бакина И.А., Горбатова
А.В., Генералова М.Б., Дерягина Б.В., Иванец В.Н., Рогова И.А., Талейсника М.А.,
Харитонова В.Д., Федосенкова Б.А., Попова А.М., Карнадуда Е.Н. и других.
Смесь - это результат процесса смешивания, представленное как пространственное распределение более двух компонентов для получения однородного состава.
Смешивание сыпучих компонентов случайно и отличается от схожих процессов, которые протекают в жидкостях и газах. Сыпучие материалы представляют собой систему твердых макро частиц, а значит, чтобы осуществить процесс
смешивания в сыпучей среде необходимо большое внешнее силовое воздействие,
которое позволяет макро объемам и частицам смешиваемой массы двигаться от-
35
носительно друг друга. При этом частицы смешиваемых компонентов могут существенно отличаться размерами, формой, а также массой, что создает дополнительные трудности при осуществлении процесса.
Осуществление процесса смешивание сыпучих материалов происходит случайным и упорядоченным способом[12, 31, 42]. При первом способе сыпучие материалы, которые занимают некоторый объем, смешиваются благодаря внешнему
силовому воздействию, вызывающее хаотичное перемешивание макробъемов и
отдельных частиц. Второй способ предполагается, что в смесительном устройстве
упорядоченно размещаются исходные компоненты в определённом объеме.
Эти два способа обладают как преимуществами, так и недостатками. При
случайном способе предполагается произвольная подача сыпучих материалов,
при повышенных затратах энергии и времени. Упорядоченный способ подразумевает непрерывную, согласованную и равномерную подачу компонентов в одно и
тоже место, этого порой трудно достичь при их соотношении 1 к 50 и более. Поэтому, для достижения требуемой степени равномерности распределения исходных компонентов по объему получаемой смеси, обычно совмещают оба способа с
упором на один из них.
При получении смеси необходимо добиться равномерного распределения исходных компонентов по ее объему. Однородность смеси обычно оценивается по
величине вариации ее состава в разных частях. Для оценки качества композиции
необходимо определять ее однородность по самому ценному компоненту. Обычно
для этого используется дополнительный легко анализируемый компонент, так
называемый ключевой компонент [3,85].
Известно множество способов для оценки однородности смеси, наиболее часто применяют безразмерных параметров оценки однородности смеси.
Практическое применение получила математическое ожидание m (1.11), выборочная исправленная дисперсия
2
(1.12) и выборочное среднеквадратичное
отклонение концентрации ключевого компонента в пробах смеси (1.13).
36
mc
2
1 n
ci ;
n i 1
(1.11)
1 n
(ci c ) 2 ;
n 1 i 1
(1.12)
1 n
(ci c ) 2 ;
(1.13)
n 1 i 1
n - число проб, отобранных из смеси;
сi - массовая концентрация ключевого компонента в i-ой пробе;
2
где
c - средняя концентрация ключевого компонента в пробах.
Безразмерным параметром оценки однородности смеси является коэффициент вариации (неоднородности), рассчитывается по формуле (1.14):
n
Vc
c
100%
(c
n
i 1
i 1
c)2
n 1
n
c
i
100% .
(1.14)
i
Соотношение коэффициента вариации и качества смеси представлены в таблице 1.6[3].
Таблица 1.6 – Соотношение коэффициента вариации и качества смеси
Пределы коэффициента вариации
Качество смеси
Vc < 5%
отличное
5% < Vc < 7%
хорошее
7% < Vc < 15%
удовлетворительное
Vc > 15%
плохое
Следует отметить, что не менее важным является то, на сколько велики или
малы должны быть пробы, отбираемые для оценки качества смеси. Очевидно, что
количество материала в пробе зависит, в первую очередь, от соотношения смешиваемых компонентов, а также от размера частиц материалов и других факторов.
Малые пробы следует брать при смешивании компонентов с мелкими частицами и большим различием их содержания в смеси.
Многие исследователи считают, что масса проб должна составлять несколько
граммов, а количество частиц в пробе порядка 103 и более. Масса пробы по возможности должна быть пропорциональна величине рассчитываемой по формуле
(1.15):
37
S0 c(1 c) ,
(1.15)
где с это массовая доля ключевого компонента в смеси.
Процесс смешивания может осуществляться периодически или непрерывно.
При периодическом процессе смешивания предполагается использование случайного способа смесеприготовления и включает в себя следующие стадии: сначала
компоненты загружают в смеситель, затем они смешиваются и, наконец, выгружаются. Во время периодического смешивания компоненты загружаются дозаторами в соответствии с рецептурой смеси едино разово или в несколько этапов.
Во время периодического способа смешивания сыпучих материалов происходит протекания трёх элементарных процессов: конвек ти вное смешивание, сегрегация, диффузион ное смешивание. Все они происходят одновременно, но в
разное время у них различная скорость, в связи с этим их степень влияния на однородность смеси различается.
Во время конвективного смешивания макрообъемы компонентов перераспределяются по всему объему смеси, и из-за этого происходит быстрое снижение
неоднородности.
При диффузионном смешивании перемешиваются микрообъемы и отдельные частицы различных компонентов относительно друг друга. При этом снижение неоднородности смеси происходит значительно медленнее, чем при конвективном смешивании.
Сегрегация - это процесс, который обратен смешиванию. Во время этого
процесса частицы одинаковой массы или формы сосредотачиваются в определённых зонах смесителя, благодаря гравитационным, инерционным силам и другим
факторам. В ходе процесса смешивания на однородность смеси сегрегация влияет
всё больше. В определённый момент скорости процессов смешивания и сегрегации становятся равными, и происходит динамическое равновесие. Далее процесс
смешивания не улучшает качество смеси. На рисунке 1.7 показана кривая кинетики процесса смешивания. На ней изображена зависимость коэффициента неоднородности смеси от времени проведения процесса смешивания. Участок 1
38
соответствует в основном конвективному смешивания компонентов, участок 2 диффузионному смешиванию, а участок 3 - сегрегации.
VC 1
2
VC – коэффициент неоднородности
конвективного смешивания;
VC – предельный коэффициент
неоднородности;
tK – время конвективного
смешивания;
tCM – рациональное время
смешивания.
3
VC
VC
tK
tCM
t
Рисунок 1.5 - Кривая кинетики процесса смешивания
В случае небольшого соотношения компонентов к примеру 1:10, более качественная смесь получится когда их гранулометрические составы будут примерно
одинаковы. В случае же соотношения смешиваемых компонентов составляет,
например, 1:100, при этом гранулометрические составы одинаковы, то в данном
случае хорошее качество смеси получить проблематично. В связи с этим, при
большом соотношении смешиваемых компонентов, ингредиенты, входящих в состав смеси в малом количестве, должны быть дисперсными. Не стоит забывать,
что большая разница гранулометрических составов исходных компонентов способствует проявлению сегрегации в процессе смешивания [3, 10, 12].
Сыпучие материалы, как и другие, обладают широким разнообразием физико-механических характеристик.
Наиболее важной характеристикой сыпучих материалов является гранулометрический состав. Все многообразие сыпучих материалов условно подразделяют на несколько видов в зависимости от среднего размера частиц:
- крупнокусковые материалы (размер частиц более 100 мм);
- кусковые материалы (размер частиц от 1 до 100 мм);
- зернистые материалы (размер частиц от 2 до 10 мм);
- мелкозернистые материалы (размер частиц от 0,5 до 2 мм);
- порошкообразные материалы (размер частиц от 50 до 500 мкм);
- дисперсные материалы (размер частиц менее 50 мкм).
39
Большинство сыпучих материалов являются полидисперсными, т.е. состоят
из частиц различного размера. Поэтому, чтобы выяснить к какому классу относится исследуемый материал введено понятие среднемассового размера частиц.
Именно по этой величине определяют является ли материал кусковым, зернистым, порошкообразным или дисперсным.
Величину среднемассового размера частиц определяют следующим образом.
Материал рассеивают на несколько фракций (обычно от 5 до 8) и взвешивают
каждую из них. Далее высчитывают среднемассовый размер частиц по формуле
(1.16):
N
dcp
d m
i
i 1
N
m
i 1
где
i
,
(1.16)
i
N - число фракций;
di - максимальный размер частиц i-ой фракции, м;
mi - масса i-ой фракции, кг.
Именно среднемассовый размер частиц, главным образом, определяет свой-
ства сыпучего материала. Так, кусковые, зернистые и мелкозернистые материалы
обладают хорошей сыпучестью, порошкообразные материалы менее подвижные и
относятся к классу связно-сыпучих, а дисперсные являются плохо сыпучими. Это
объясняется тем, что чем меньше размер частиц материала, тем меньшее влияние
на характер их совокупного поведения оказывает собственный вес частиц. Кроме
того, на сыпучесть также оказывают влияние влажность материала и форма частиц, так как от этих факторов зависят силы взаимного сцепления частиц.
Кроме гранулометрического состава, размеров частиц, к основным характеристикам сыпучих материалов относятся: насыпная плотность; порозность; коэффициенты внутреннего и внешнего трения; угол естественного откоса для хорошо
сыпучих и высота устойчивого откоса для связно- и плохо сыпучих материалов.
Насыпная плотность (н, кг/м3) - это масса единицы объема свободно насыпанного материала.
40
Порозность сыпучего материала определяется как отношение суммарного
объема частиц к объему, который занимает естественно насыпанный материал
(1.17):
где
V÷ í
Ví ÷
,
(1.17)
Vч - суммарного объема частиц, м3;
Vн - объем естественно насыпанного материала, м3;
ч - плотность частиц материала, кг/м3;
н - насыпная плотность материала, кг/м3.
Смешивание сыпучих материалов в аппаратах периодического действия
осуществляется, при условии, что требуемая производительность не очень велика[27]. В этом случае смесительные агрегаты периодического принципа действия,
включающие сам смеситель, дозирующие и транспортирующие устройства, систему управления, по своим технико-экономическим показателям и себестоимости получаемой продукции вполне могут конкурировать с агрегатами непрерывного действия, а в некоторых случаях и превосходить их. Кроме того, смесители
периодического действия позволяют в широком диапазоне варьировать продолжительность процесса, без труда изменять, при необходимости, рецептуру смеси,
т.е. количество компонентов и их соотношение.
При смешивании сыпучих материалов в аппаратах периодического действия
основными характеристиками процесса являются:
- коэффициент заполнения камеры смешения, зависящий от конструктивных
особенностей смесителя и свойств смешиваемых материалов (обычно коэффициент заполнения не превышает 30%);
- продолжительность смешивания, зависящая от режима работы смесителя,
свойств и соотношения смешиваемых материалов (обычно продолжительность
смешивания составляет от нескольких секунд до десятков минут);
- удельные затраты энергии (Дж/кг смеси), зависящие от всех вышеуказанных
факторов (могут достигать 1000 Дж/кг).
41
Указанные характеристики процесса смешивания зависят в разной степени, и
от многих других факторов как технических, так и технологических[31,33].
До 90% времени при периодическом способе смешивания необходимо затрачивать на загрузку исходных компонентов и выгрузку готовой композиции. Поэтому при проектировании смесительных агрегатов периодического действия
большое внимание следует уделять механизации и автоматизации этих стадий
технологического цикла.
Объем камеры смешивания в аппаратах периодического действия может
достигать нескольких кубометров. Производительность, обычно, не превышает
1000 кг/час. На рисунке 1.5 изображен
Роторный лопастной смеситель. Выпускается итальянской фирмой Plas Mec
Рисунок 1.6 - Роторный лопастной
смеситель
s.r.i. и предназначенный для приготовления различных сыпучих смесей.
В нём используется система круговой цирк уляции, обеспечивающая высокий
уровень качества смешивания, при необходимости, благодаря высокой частоты
вращения ротора, возможно производить его при температурах выше обычного.
Лопасти, которые расположены в нижней части корпуса аппарата, обеспечивают
интенсивную циркуляцию компонентов. Рабочий объем до 2500 л, мощность двигателя до 40 кВт, время смешивания от 180 до 300 с.
Множество авторов занимаются проблемой повышение интенсивности процессов смешивания сыпучих материалов, используя в своих работах различные
модели смесителей[10, 27, 30, 33, 37, 49, 66]. На основании их материалов предлагается следующие направления модернизации существующих моделей:
-создание возможности выбора оптимальных режимов работы смесителей в
условиях производства;
42
-модернизация конструкции рабочих органов смесителей и рационализация
механики движения в смешиваемой массе, для достаточно интенсивного силового
воздействия на нее. Добавление в конструкцию рабочих органов диспергир ующего действия предотвращяет нежелательной конгломерации частиц, это является
актуальным решением вводе жидкостями небольшими порциями, либо турбулизирующего действия для предотвращения сегрегации;
-создание внутренней рециркуляции (прямых и обратных рециклов) смешиваемых материалов в рабочем объеме смесителя, которая повышает его накопительную и сглаживающую способности;
-организация тонкослойных и разреженных материалопотоков, благодаря
чему увеличивается удельная поверхность контакта фаз. Этот факт обеспечивает
повышение числа столкновений частиц в единицу времени и интенсифицирует их
рекомбинации. У аппаратов с тонкослойным движением смешиваемых материалов, несмотря на простое конструкторское оформление, весьма низкие энергетические затраты при большом объёме смешивания компонентов;
- создание смесителей с принципиально новым или комбинированным принципом действия, это происходит, если совмещать несколького способов силового
воздействия на перерабатываемые материалы на базе одного аппарата;
-совмещение процесса смешивания с другими технологическими операциями, например, с сушкой или дипсергированием. Такое обстоятельство может значительно ускорять совмещаемые процессы.
1.6. Задачи исследования
Особое место среди многообразия производимых напитков занимают напитки на основе сухих смесей. Они представляют научный и практический интерес с
точки зрения улучшения ассортимента, длительного хранения без снижения пищевой ценности, легкости транспортирования, целенаправленного создания рецептур для различных групп населения, в том работающих в экстремальных условиях.
43
Анализ литературных данных поставил задачи настоящего исследования как
разность между целью, сформулированную во введении, и состоянием вопроса,
изложенным в данной главе:
- диагностика ведущих процессов быстрорастворимых гранулированных
напитков на основе кукурузной муки;
- усовершенствование процесса смешивания компонентов быстрорастворимого гранулированного напитка;
-сравнительная оценка реологических свойств картофельного и кукурузного
крахмала;
-составление операторной модели технологии быстрорастворимого гранулированного напитка на основе кукурузной муки и оценка уровеня ее организации;
-разработка системы процессов производства быстрорастворимого гранулированного напитка на основе кукурузной муки.
44
Глава 2. Исследование технологических свойств дисперсных
смесей для производства киселей функционального назначения
С целью возможности внедрения кукурузного крахмала в машинную технологию производства быстрорастворимого гранулированного напитка необходимо
изучить реологические и органолептические свойства суспензий кукурузного
крахмала. Провести сравнительные анализы реологических и органолептических
свойств суспензий с различными концентрациями кукурузного крахмала и модифицированного картофельного крахмала.
2.1 Методическое обеспечение исследования
Объектом исследований является кукурузный крахмал, кукурузная мука и
быстрорастворимый напиток на их основе.
Реологические испытания растворов кукурузного крахмала, кукурузная мука
и быстрорастворимый напиток на их основе проводились на Ротационный вискозиметр «Rheotest - 2» в Кемеровском технологическом институте пищевой промышленности.
Перед началом опыта порцию исследуемого раствора помещали в наружный
цилиндр V показанный на рисунке 2.1 (при этом внутренний цилиндр IV уже
должен быть закреплен на ведущем валу III) и устанавливают его в рабочее положение коаксиально цилиндру IV. В это время происходит заполнение исследуемой средой кольцевого зазора. После снимаются показания, для этого устанавливается рукоятка переключения скоростей VIII на первую скорость, переведя переключатель из положения 1 или 2, возможно выбирать жесткость измерительной
пружины. При начале работы прибора внутренний цилиндр начинает вращаться.
Вращение внутреннего цилиндра на первой скорости проводятся до тех пор, пока
не произойдет стабилизации положения показаний вторичного прибора. Он измеряет угол α относительного поворота цилиндров IV и V. Показания прибора записываются и включаются последовательно следующие скорости сдвига [17].
После измерений выключают привод прибора. Снимают с него термостатирующий сосуд и цилиндры. Рабочие цилиндры моются и сушатся, а их поверхно-
45
сти обезжириваются. Эксперимент проводят в трех повторах для получения достоверных данных.
II
III
VI
I
VIII
VIII
IV
V
VII
Рисунок 2.1 – Ротационный вискозиметр Reotest -2:
I - станина; II - динамометр; III - приводной вал; IV - измерительный цилиндр (внутренний); V - измерительная емкость (наружный цилиндр);
VI - термометр; VII - термостатирующая емкость; VIII - рычаг переключения коробки передач
Анализируя кривые течения можно увидеть незначительное увеличение значения предельного напряжения сдвига при температаре от 20ºС до 60ºС, а при
температуре более 70ºС значение предельного напряжения сдвига резко увеличивается.
46
А при температуре от 85ºС до 100ºС наблюдается снижение значений предельного напряжения сдвига. Исходя из этого, на следующем этапе исследования
была определена эффективная вязкость в зависимости от скорости сдвига при
разной температуре восстановления киселя на основе чёрной смородины (рисунок
Эффективная вязкость, мПа
с
2.2).
80
70
60
50
40
30
20
10
0
20
30
40
50
60
70
80
90
100
Температура, 0С
Рисунок 2.2 – Влияние температуры восстановления гранулированного киселя из чёрной
смородины на эффективную вязкость
2.2. Микро и макро исследование частиц порошкообразных компонентов
смеси.
Удельная поверхность является самой важной характеристикой дисперсности сыпучих материалов и определяют её через отношение поверхности всех частиц к их объему или массе[58, 73]. Предположим, что все частицы имеют одинаковый диаметр dср и число их равно n. Тогда поверхность единицы объема материала Sv составит:
Sv =
=
, см2/см3,
а единицы массы – Sm = 6/dср·ρи, см2/г,
где ρи – истинная плотность материала частиц, г/см3.
Из последнего выражения легко определяется условный, среднеповерхностный размер частиц:
dср =
, см.
47
Для определения удельной поверхности находим зависимость воздухопроницаемости слоя материала от его дисперсности. Такой метод основан на измерении сопротивления, оказываемого воздуху, просасываемому через слой уплотненного материала определенной толщины и площади поперечного сечения[45,
56]. Величину навески порошка определяют по формуле:
G и V (1 ), см
где ρи – истинная плотность материала, г/см3;
V – объем слоя материала в гильзе, см3;
П – пористость слоя в долях единицы; П = 0,48 – 0,52.
Величину удельной поверхности определяют по формуле:
Sm
14
и
1
в
3 F P
(Vж / ) (1 ) 2 h
где ρи – истинная плотность материала, г/см3;
П – пористость слоя, отн. ед.;
П = 1 – Кт; Кт =
; ρслоя =
, г/см3;
G – масса, г; h – высота слоя материала в кювете, см;
ΔР – гидравлическое сопротивление слоя, см. вод. ст.;
Vж – объем жидкости, набираемой в мерный стакан, см3 (мл);
τ- время фильтрации воздуха, равное времени истечения воды, с;
F – площадь поперечного сечения слоя материала в гильзе, см2;
F = 4,91 cм2;
μв – вязкость воздуха, пуаз.
По определенному значению удельной поверхности порошка рассчитывается
среднеповерхностный размер его частиц.
Значения удельной поверхности и среднего поверхностного диаметра частиц
представлены в таблицы 2.1.
48
Таблица 2.1 – Свойства дисперсных материалов
Материал
Крахмал кукурузный
Сахарная пудра
Мука из ягод черной смородины
Смесь для гранулирования
ρист, кг/м3
1610
1580
850
Sуд,, м2/кг
53,65
41,55
139,24
dср. пов, мкм
84,0
90,9
43,6
1450
39,52
99,8
Проанализировав полученные данные, мы определили, что в смеси для гранулирования киселя на основе чёрной смородины присутствуют две основные части – грубодисперсный структурный каркас с размером частиц от 100 до 400 мкм
и образованная тонкодисперсными фракциями кукурузной муки и сахарной пудры часть.
Твердая фаза дисперсных систем представляет собой высокоразвитую поверхность, из-за этого у системы избыточная свободная энергия. Система всегда
стремится к уменьшению свободной энергии, так как дисперсные материалы
склонны к смачиванию и последующей агрегации. Самая развитая поверхность и
наибольшая поверхностная активность в ком куемых материалах у тонких полуколлоидных и коллоидных фракции, несмотря на относительно малое их содержание. Во время формирования гранул эта часть твердой фазы – ультрадисперсная составляющая твердой фазы – концентрируется в жидкой фазе, из-за чего образует поровую суспензию. Каркасная часть гранул формируется благодаря грубодисперсной фракции, которая не образует взвесей. В итоге, полидисперсная система исходной дисперсии дифференцируется в процессе формирования гранулы
на поверхностно активную поровую суспензию и на относительно пассивный
каркас гранулы.
Определение пористости гранул быстрорастворимого киселя на основе чёрной смородины. Во время поглощения паров воды гранулы существенно изменяют свою структуру. Это происходит из-за того, что повышая содержания влаги в
грануляте, возникают ряд процессов в гранулах, обусловленных частичным растворением сахарной пудры, поглощением влаги крахмалом, а также переходом
49
лактозы из аморфного состояния в кристаллическое, а части белка - в коллоидное.
Это приводит к значительным изменениям пористости гранул киселя. Крахмал и
белок, поглощая влагу, набухают, а значит частично закрывают часть пор, капилляров и трещин. Этот процесс преобладает, в результате чего пористость гранул
гранулированных плодово-ягодных киселей вследствие их увлажнения существенно уменьшается. Пористость гранул быстрорастворимых киселей также
уменьшается в процессе растворения сахарной пудры [27, 67].
При определении пористости быстрорастворимого гранулированного киселя
из чёрной смородины был использован метод, который основан на нахождении
скорости проникновения воды непосредственно в гранулы напитка. Использован
показатель пористости, представляющий собой отношение объема воды проникающей в гранулу быстрорастворимого киселя к объему гранулы (формула 3.9):
пор
V2 V3
100%
V1
,
(3.9)
где Ппор – показатель пористости;
V1 – объем гранулы, мм3;
V2 – V3 – разница уровней воды до и после полного распада гранулы, мм3.
Значения коэффициентов пористости, которые были получены в ходе исследования образцов быстрорастворимого гранулированного киселя на основе чёрной смородины, представлены на рисунок 2.3.
После исследования зависимости пористости гранулированного киселя от
гранулометрического состава было показано, что при увеличении диаметра гранул уменьшается их пористость.
Во время анализа полученных результатов стало возможным сделать оптимальный выбор размер гранул, находящийся ся в интервале от 0,48 до 2,51 мм,
при производстве быстрорастворимого гранулированного киселя.
50
10
50
1
40
6
30
4
20
2
10
П, %
F, Н
8
2
0
0
1
2
3
4
0
5
Диаметр гранул, мм
Рисунок 2.3 – Зависимость прочности на раздавливание и пористости от
гранулометрического состава киселя из чёрной смородины: 1 – прочность гранул на
раздавливание; 2 – пористость
Определение гранулометрического состава быстрорастворимого киселя.
Прошлые исследования показали, что наибольший востребованный размер гранул
находится в пределах от 0,48 мм до 2,51 мм. При размере гранул менее 0,48 мм
происходит слеживание гранул. Стремление к нижнему пределу размера гранул
необходимо, потому что быстрорастворимый гранулированный кисель подразумевает дальнейшее растворение. [67, 69]
Для определения гранулометрического (фракционного) состава быстрорастворимого киселя на основе чёрной смородины использовали метод ситового анализа. Число фракций при ситовом анализе соответствует числу сит.
Наглядно фракционный гранулята киселя на основе чёрной смородины отображен в графической форме на рис 2.4.
При ситовом анализе пробы материала просеиваются через набор стандартных сит с последовательно уменьшающимися квадратными или прямоугольными
отверстиями. В итоге материал раз деляется на класс ы, или фракции, в каждой из
которых размер частиц незначительно различается. Число фракций, которые получаются во время просеивания через набор сит должно быть не менее 5 и не более 20.
51
Фракционный состав, %
70
2
60
50
40
30
1
20
10
0
0
1
2
3
4
Диаметр гранул, мм
5
6
Рисунок 2.4 – Дифференциальные кривые распределения гранул быстрорастворимого киселя по
размерам: 1 – гранулирование по «полумокрому» способу без активатора; 2 – гранулирование
по «полумокрому» способу с активатором
Чтобы проанализировать очень тонкие слипающиеся порошки (размеры частиц которых 0,001-0,1 мм) используют микросита, изготовленные из никелевой
фольги с расширяющимися книзу отверстиями в форме квадрата[37, 45].
Ситовой анализ проводят вручную или механически (с использованием
устройства, включающее в себя различные приводы) и в зависимости от ряда факторов (свойств исследуемого материала, точности анализа и размера гранул) сухим или мокрым способом. При первом способе проба материала перед исследованием перемешивается и высушивается (при 100-115 °С). Минимальная масса
пробы зависит от размеров наиболее крупных частиц. Пробу засыпают в верхнее
сито и в течении 10-30 мин весь комплекс встряхивают. При просеивании склонных к агрегатированию тонкодисперсных материалов в нижнее сито устанавливают шайбы, изготовленные из резины, либо пробки для растирания получающихся комков. После опыта на технических весах, обладающих точностью не менее 0,01 г, взвешивают остаточный материал на каждом сите и вычисляют процентное отношение по массе фракций в изначальной пробе.
Классам полученных частиц присваиваются номера сит. В качестве результатов ситового анализа выступают графические характеристики крупности, или
кривые распределения. Последние подразделяют на дифференциальные, показы-
52
вающие процентное содержание каждой отдельной фракции в материале, и интегральные, изображающие общее процентное содержание всех фракций, отличаются
от данного размера в большую или меньшую сторону.
Ситовой анализ образцов быстрорастворимого гранулированного киселя из
чёрной смородины показывает, что размер гранул варьируется от 1,0 мм до 2,0
мм. Используя дифференциальную кривую распределения, находим относительное содержание каждой отдельной фракции на площади прямоугольника, ограниченного высотой - процентным содержанием фракции - и основанием, которое
равно интервалу значений условных диаметров гранул по размерам.
На рисунке 2.5 изображена интегральная (кумулятивная) кривая распределения гранул. Несмотря на то, что данная кривая менее наглядна, по ней устанавли-
Фракционный состав, %
ваем, процентный объём гранул с размерами от dmin до di.
100
90
80
70
60
50
40
30
20
10
0
0
0,5
1
1,5
Диаметр гранул, мм
Рисунок 2.5 – Интегральная кривая распределения гранул быстрорастворимого киселя
по фракциям
Фракционный состав гранулята необходим только с информационной точки
зрения и необходим для эффективного проведения всех дальнейших операций,
таких как переработка, транспортирование и хранение сухого быстрорастворимого гранулированного напитка. Помимо этого, дисперсность влияет на прочность
получаемых гранул[36].
53
Определение насыпной плотности гранулированного киселя из чёрной смородины. Насыпная плотность – это один из показателей с большим практическим
значением, из-за зависящих от него потребных емкостей для хранения, объема
складских помещений, расходов на транспортировку и т.д. Насыпная плотность, в
случаях, если продукт восстанавливают в промышленных условиях, также предопределяет конструкцию загрузочных устройств аппаратов для растворения.
Насыпную плотность ρн определяют через массу материала М, которая находится
в единице объема V, поэтому иногда её другое название это «Объемная масса»:
н
М
V ,
(2.1)
На насыпную плотность влияют размер гранул, их фор ма, шероховатость,
плотность материала гранулы, от способа укладки гранул и от характера воздействий на материал. У свеженасыпанного гранулята одна величина насыпной
плотности, а у подвергнутого вибрационным воздействиям или слежавшегося –
иная[59, 78].
По величине насыпной плотности сыпучие материалы делятся на легкие (ρ н
< 600 кг/м3), средние (600 < ρн < 1100 кг/м3), тяжелые (1100 < ρн < 2000 кг/м3),
очень тяжелые (ρн > 2000 кг/м3).
В ходе исследований мы определили насыпную плотность исследуемого
быстрорастворимого гранулированного киселя из чёрной смородины, который
получили, используя метод окаты вания при среднем диаметре гранул 1,5-1,8 мм.
Она составляет 700-900 кг/м3. При увеличении гранул гранулированного напитка
с 0,5 до 2,5 насыпная плотность увеличивается с 850 кг/м3 до 950 кг/м3 рисунок
2.6.
Один из факторов, который существенно влияет на насыпную плотность и на
стойкость продукта при хранении и способность к быстрому растворению – это
плотность гранул сухих продуктов[35, 52]. На неё влияет состав гранул, параметры технологического процесса при их получении. Этот показатель, в теории,
можно рассчитать, если исходить из содержания отдельных компонентов.
54
975
p, кг/м3
950
925
900
875
850
0,5
1
1,5
2
2,5
d, мм
Рисунок 2.6 – Зависимость насыпной плотности гранулированного киселя от размера
гранул
Для нахождения фактической плотности киселя на основе чёрной смородины
используется жидкостный пикнометр, в который помещали образец продукта в
высушенный до постоянной массы, используя мерный сосуд известного объема, и
проводили взвешивание. Затем свободный объем, который свободен от гранул,
заполняли пикнометрической жидкостью. После этого пикнометр снова взвешивали. Для расчёта плотности использовали формулу 2.2:
п
М 2 М1
Vn M 3 M 2 / ж ,
(2.2)
3
где ρп – плотность продукта, кг/м ;
М1 – масса пикнометра, кг;
М2 – масса пикнометра с продуктом, кг;
М3 – масса пикнометра с продуктом и жидкостью, кг;
Vп – объем пикнометра, м3;
ρж – плотность пикнометрической жидкости.
Благодаря описанному выше методу, исследовались образцы гранулированного киселя. Результаты можно увидеть в таблице 2.2.
55
Таблица 2.2 – Теоретическая и фактическая плотность гранул быстрорастворимого киселя на
основе чёрной смородины
Теоретическая плотность
Фактическая плотность
Продукт
при содержании влаги в про- при содержании влаги в продукте 5%, кг/м3
дукте 5%, кг/м3
Быстрорастворимый
гранулированный кисель
1318
930-1250
из чёрной смородины
Как видно из таблицы 2.2, фактическая плотность несколько меньше теоретической плотности из-за того, что в гранулах имеются полости, трещины, капилляры, заполненные воздухом.
Определение коэффициента внутреннего трения и трения гранулированного киселя из чёрной смородины по различным поверхностям. Деформация структуры гранулированных материалов представляет собой относительные перемещения отдельных гранул или слоев гранул. Эти перемещения происходят либо из-за
недостатка связей у отдельных элементов, либо из-за того, что эти связей разрушаются. При любом воздействии на гранулят происходят структурные деформации материала[32, 84, 88].
При приложении нагрузки или изменение положения сыпучего материала, во
время которого его отдельные части перемещаются, возникают упругие и структурные деформации. Физико-механические характеристики материала и величина
нагрузки и время ее приложения влияют на соотношения величин деформации.
Во время исследования сопротивления сдвигу на сыпучий гранулированный материал постоянно оказывают нормальное сжимающее и сдвигающее (касательное)
усилие τ, увеличиваееся до момента сдвига одной части материала по другой.
Коэффициент внутреннего трения гранулята киселя определяется из соотношения (2.3):
f вн
,
(2.3)
где – предельное касательное напряжение; – нормальное напряжение.
56
Характерные изменения коэффициентов внутреннего и внешнего трения
быстрорастворимого гранулированного киселя из чёрной смородины показаны на
Коэффициент трения, f
рисунке 2.7.
60
50
1
40
2
30
3
20
4
10
0
5
6
7
8
9
10
11
12
W, %
Рисунок 2.7. Изменение коэффициентов внутреннего (1) и внешнего трения по транспортерной
резине (2), фторопласту (3) и стали (4) в зависимости от влажности гранул быстрорастворимого
киселя из чёрной смородины
На графике, на рисунке 2.7 видно что, если увеличивать влажность гранулированного киселя до 10%, то происходит плавное возрастание значения коэффициентов трения. Если продолжить повышение влажности, то коэффициенты трения увеличиваются значительнее. Как можно проследить значения коэффициентов внутреннего трения превосходят коэффициенты внешнего трения.
Таким образом, эксперимент подтверждает кинетические закономерности углов внешнего и внутреннего трения.
Определение угла естественного откоса киселя из чёрной смородины. Угол
естественного откоса является показателем подвижности гранул друг относительно друга. Этот угол зависит от сил сцепления гранул напитка и от сил трения, которые возникают, в то время как частицы перемещаются. Чем больше величина
подвижности гранул, тем выше значение угла естественного откоса[28,64].
Угол естественного откоса определялся с помощью прибора УВТ-3(рисунок
2.8). В его состав входят мерительный столик, обойма и резервуар. Мерительный
57
столик это диск, который установлен на трех опорах. В столике проделаны мелкие отверстия, диаметр которых 0,8 - 1 мм. Шкала, укреплена в центре столика,
имеет минимальное значение «20» и максимальное – «45». Каждое деление в угловой мере соответствует одному градусу. На мерительном столике установлена
обойма конической формы, которая ограждает насыпаемый на столик материал.
Резервуар представляет собой полимерный цилиндр высотой 120 мм и диаметром
180 мм.
Рисунок 2.8 – Прибор УВТ-3.
Характер изменения угла естественного откоса гранулированного киселя из
чёрной смородины в зависимости от влажности показан на рисунок 2.9
Угол откоса, 0
32
30
28
26
24
22
20
4
6
8
10
12
W, %
Рисунок 2.9 – График зависимости угла естественного откоса быстрорастворимого гранулированного киселя из чёрной смородины от влажности
58
Как видно из графика, значение угла естественного откоса с изменением
влажности гранул киселя изменяется незначительно.
Полученные данные можно использовать для выбора материалов при проектировании основного и вспомогательного оборудования.
2.3 Определение структурно-механических характеристик кукурузного
крахмала
Чтобы оценить упруго-вязкие (реологические) свойства дисперсных систем
широко используются вязкость и предельное напряжение сдвига[29, 34, 72]. Первая определяет величину сил трения, возникающих при движении слоёв жидкости
относительно друг друга и численно равна силе, прикладываемой к системе, для
обеспечения определенной разности скоростей двух слоев жидкости, которые параллельны и находятся друг от друга на некотором расстоянии.
Предельное статическое напряжение сдвига – это напряжение, при котором
начинают разрушаться структурные связи в системе и появляются признаки относительного перемещения ее структурных элементов[80].
Предельное динамическое напряжение сдвига – это напряжение, при котором
происходит практически полное разрушение структуры системы.
Для определения структурно-механических свойств сыпучих систем широко
используются вискозиметры РВ-8 системы профессора М.П.Воларовича (испытания проводились на кафедре «Силикатов» Томского НИУ ТПУ). Вискозиметр состоит из ротора, который представляет собой внутренний вращающийся цилиндр
радиусом 1.6 см, и статора – это уже внешний неподвижный цилиндр радиусом
1.9 см, имеющих между собой кольцевой зазор в 0,3 см. Ротор приводится во
вращение посредством системы, состоящей из вала, шкива (R = 2,23 см), нити,
блоков и груза. Чтобы прекратить вращение применяется тормоз. У вращающегося цилиндра деления, благодаря им контролируется глубина погружения шкива в
материал.
59
После усреднения полученных данных и расчета угловой скорости строится
график зависимости скорости вращения от приложенной нагрузки (рисунок 2.9).
Рисунок 2.10– Схема для расчета основных показателей структурно-механических
свойств сыпучей смеси:
Р0 – нагрузка, преодолевающая силу трения в подшипниках, г; Р 1 – условный статический предел
текучести, г; Р2 – условная граница практически неразрушенной структуры, г; Р 3 – условный динамический предел
текучести, г; Р4 – условная граница предельно разрушенной структуры, г; η0 – условная вязкость неразрушенной
структуры; ηm – условная вязкость предельно разрушенной структуры.
Условный статический предел текучести Qст рассчитывается по формуле:
Qст = К(Р1 – Р0), дин/см2; 1дин/см2 = 0,1 Па.
Условный динамический предел текучести Qд рассчитывается по формуле:
Qд = К(Р3 – Р0), дин/см2.
Значение константы прибора К определяется по формуле:
K
где
Rg
,
2 r h r13 / 2
2
1
R – радиус шкива прибора, см; R = 2.23 см;
g – ускорение свободного падения, см/с2, g = 981 см/с2;
r1 – радиус внутреннего цилиндра, см; r1 = 1,6 см;
h – глубина погружения внутреннего цилиндра в сырье, см.
После подстановки цифровых значений в формулу, получим:
60
K
2187, 63
16, 07h 6, 43
Условная вязкость неразрушенной структуры определяется по формуле:
0 ctg
K1 ( P2 P1 )
, пз; 1 пз (пуаз) = 0,1 Па∙с.
N2
Условная вязкость предельно разрушенной структуры определяется по формуле:
m ctg
K1 ( P4 P3 )
, пз
N4
Значение константы прибора К1 определяется по формуле:
K1
R g
,
2
r13 r23
2 r r2 h
8 2 2 3 3
r2 r1
r2 r1
2
1
где
r2 – радиус внешнего цилиндра, см.
Подставляя цифровые значения в эту формулу, получим:
K1
2187, 63
,
694h 802
Статическая пластичность:
с
Qсп
Д
Qд
0
, с-1.
Динамическая пластичность:
m
, с-1.
Чем меньшими значениями Пс и, особенно, Пд будет обладать сырьё, тем
выше будет его устойчивость и текучесть.
61
2.5. Краткие выводы
В этой главе нами был проведён анализ микро и макро строения зерен
крахмалов. Экспериментальным путём была показана возможность использования кукурузного крахмала при производстве быстрорастворимых гранулированных напитков, так как реологические и органолептические свойства её суспензии
близки к суспензии модифицированного картофельного крахмала.
62
Глава 3. Диагностика существующей технологической системы производства
быстрорастворимого гранулированного напитка
Процессы в машинах и аппаратах в технологической линии представляют
собой большой процесс (поток). В разнообразных линиях организуется и функционирует непрерывный технологический поток, преобразующий исходное сырьё
в конечный продукт. У такого потока имеются свои закономерности, знания которых необходимо, для создания высокоэффективных технологических линий. Конструкцию отдельных машин и аппаратов определяется конструкторским решением целой линии[38].
Оценка качества функционирования и уровня организации технологического
процесса позволит нам выявить нестабильно функционирующую подсистему, которая вносит существенное влияние на функционирование всей технологической
линии, и дать предложения по повышению эффективности технологической системы.
3.1 Методическое обеспечение
Оценка стабильности технологических подсистем. Решение проблемы развития технологической линии с помощью экспериментального определения стабильности подсистем связано с расчетом уровня целостности существующих технологических систем[4, 22].
Стабильность технологической подсистемы определяется по формуле (3.1):
ηi =1–Нi/Нмах [46]
где
(3.1)
ηi - стабильность функционирования i-ой подсистемы;
Нi - информационная энтропия, которая соответствует распределению теку-
щих значений показателя качества готовой продукции или полуфабриката как результата функционирования i-ой подсистемы;
Нмах - максимально возможная энтропия, соответствующая закону равномерного распределения.
Количественно энтропия определяется по формуле (3.2):
63
Н= –ΣР(хi) log Р(хi),
(3.2)
где Р(хi) - вероятность попадания величины в интервал [х(i – 1)–xi].
Все технологические процессы в пищевых и перерабатывающих отраслях
являются бинарными, т.е. возможен выпуск или годной, или дефектной продукции [46, 48]. Из этого следует то, что для технологических процессов с двумя
возможными уровнями качества получаемой продукции формула (3.2) имеет вид
(3.3):
Нi = – Рi log2 Р – (1 – Рi) log2 (1 – Рi).
(3.3)
Для технологических процессов количественно максимальная величина энтропии Нмах определяется из формулы (3.4):
Нмах = – 0,5log20,5 – 0,5log20,5 = 1, бит;
(3.4)
Для того чтобы выполнить расчет стабильности процесса исследуемой нами
подсистемы необходимо выполнить следующие:
- провести выборку образцов готовой продукции или полуфабриката на выходе
исследуемой подсистемы;
- определить долю образцов в одной и второй группе: годных (Pi) и дефектных
(1–Pi) по оцениваемому показателю качества готовой продукции или полуфабриката;
- вычислить величину энтропии Нi;
- вычислить стабильность ηi данной подсистемы.
Стабильность каждой подсистемы определяется экспериментально за определенный ранее выбранный период (час, смена).
Оценка уровня целостности технологической системы.
Уровень целостности технологической системы состоящей, к примеру, из
трех зависимых подсистем записывается следующим образом (3.5):
(3.5)
где:
- стабильность соответственно подсистемы С; условная ста-
бильность подсистемы В, относительно подсистемы С; условная стабильность
подсистемы А, относительно подсистемы В и С.
64
Правая часть формулы содержит такое число отрицательных единиц, которое
на одну меньше количества выходов подсистем в системе.
Стабильность подсистем и целостность системы измеряются в относительных единицах (бит/бит).
Развитие объекта любой природы современная наука рассматривает как сходящуюся спираль с уменьшением энтропии ее состояния [46].
Модель развития объекта получается трехмерной пространственной, продольный разрез представлен на рисунке 3.1.
На рисунке 3.1 по оси абсцисс от точки 1 отложена стабильность функционирования подсистем системы уменьшающаяся до 0. Линию Θ = 0 можно считать
границей между системами целостными и суммативными. По оси ординат отложено количество подсистем в системе от 2 до 20. Эквидистантные кривые это
уровни целостности системы. Заштрихованная область это областью целостных
систем. Их целостность Θ находится в диапазоне от 0 до +1. Не заштрихованная
область графика - область суммативных, плохо организованных систем. Целостность Θ этих систем уменьшается от 0 до – 9. Эти кривые являются огибающими
сходящихся спиралей развития которые размещены между двумя кривыми одного
уровня целостности. Значение уровня целостности зависит от периода времени, за
которое производится его оценка и поля допуска на выход подсистем. Целенаправленность процессов развития системы отображает сходящаяся спираль.
Переход с низшего уровня целостности к высшему, возможно совершить сокращением подсистем в нашей системе (совершенствование структуры), так и модернизации процессов в подсистемах (совершенствование элементов). Работы по
автоматизации линии имеют смысл, если уровень целостности системы Θ > 0.
Количественная оценка уровня целостности технологической системы нуждается
в оценке стабильности функционирования всех подсистем, что ставит задачу
представить технологию производства быстрорастворимого гранулированного
напитка в виде так называемой операторной модели, что позволит установить
структуру технологии (количество подсистем и их взаимосвязь) и использовать её
при диагностике функционирования системы процессов.
65
Рисунок 3.1 – Модель процесса развития технологической системы при различных уровнях организации (целостности) Θ
3.2 Построение операторной модели
Операторная модель технологической системы производства быстрорастворимого гранулированного напитка показана на рисунке 3.2. Операторная модель
включает в себя графическое изображение системы в виде технологического потока получения из исходного сырья с одной стороны, готовую продукцию с другой[6, 71].
Исходные компоненты в соответствии с рецептурой быстрорастворимого
гранулированного напитка поступают на вход технологической системы, которые
внутри системы образуются в потоки полуфабрикатов. На выходе из технологической системы поступают потоки продукции, так же за пределы системы выходят и различные отходы.
Различным физическим и химическим воздействиям подвергаются входящие
в оператор потоки сырья и материалов, которые изображаются графически в виде
типовых процессоров. Выход каждой подсистемы является точкой контроля качества функционирования отдельной части технологической системы[55].
66
На рисунке 3.2 показана операторная модель, с изображенными составными
частями технологической системы производства быстрорастворимого гранулированного напитка на основе кукурузной муки.
B1 - подсистема образования продукта с показателями качества, соответствующими техническому регламенту;
В2 - подсистема образования гранул с заданными физико-механическими
свойствам;
B3 - подсистема образования промежуточного полуфабриката;
B4 - подсистема образования сахарной пудры и жидкого витаминного премикса;
B5 - подсистема образования выжимки и сока из плодово-ягодного сырья.
Представленная операторная модель является графическим описанием технологической системы производства быстрорастворимого гранулированного
напитка на основе кукурузной муки эта схема положена в основу диагностики соответствующего производства.
3.3 Экспериментальные исследования и результаты диагностики
Нами построена структурная схема технологической системы производства
быстрорастворимого гранулированного напитка, которая показана на рисунке 3.3.
Структурная схема показывает наглядную взаимосвязь подсистем в системе. На
ней видно, что поступает в подсистемы, какой полуфабрикат или сырье, и что выходит из каждой подсистемы.
Особенность оборудования входящего в состав подсистем B3, - это преобразование структуры исходного сырья за счет их функционирования. После подсистем B3 получают промежуточные полуфабрикаты. Технологические свойства
этих полуфабрикатов обеспечивают эффективное удаление посторонних примесей и извлечение из сырья полезных веществ.
Рисунок 3.2 - Операторная модель технологической системы производства
быстрорастворимых гранулированных напитков на основе кукурузной муки
67
68
Рисунок 3.3 – Структурная схема технологической системы производства быстрорастворимого
гранулированного напитка
Задачей функционирования подсистем B3 является подготовка сырья путем
его измельчения, охлаждения, нагревания, растворения или упаривания, предварительного смешивания рецептурных компонентов.
Задачи функционирования подсистемы B2 - получение окончательного полуфабриката. Функционирование подсистемы весьма сложное.
Связано это в
первую очередь с необходимостью соединения разнородных по строению и составу промежуточных полуфабрикатов в окончательный единый полуфабрикат.
Задачи функционирования подсистемы B1 - связаны с сушкой окончательного полуфабриката (влажные гранулы), сортировка годных гранул и упаковка.
Из анализа структурной схемы, технологических инструкций и другой нормативной документации, мы выбрали контролируемые параметры подсистем и
внесли в таблицу 3.1.
По выбранным параметрам возможно произвести оценку уровня организации, целостности технологической системы и стабильность отдельных подсистем.
69
Таблица 3.1 – Контролируемые параметры подсистем производства быстрорастворимого
гранулированного напитка
Подсистема
Выход подсистемы
B1
упакованный
сухой
гранулят
влажный гранулят
концентрированный сок
B2
B3
Наименование контролируемого параметра (показателя качества)
массовая доля влаги
размер гранул
сухие вещества
вязкость
Однородность
сахарная пудра + дисперсность
жидкий витаминный массовая доля влаги
премикс
массовая доля премикса
сухие вещества
сок + выжимка
влажность выжимки
выход сока
B4
B5
Проведена работа по отбору незначимых факторов. В таблице 3.2, сведены
основные факторы для каждой из подсистем, приведено их поле допуска и нормативное значение.
Таблица 3.2 – Основные факторы для подсистем
Подсистема
B1
Выход подсистемы
Наименование контро- Разлируемого параметра мер(показателя качества)
ность
B5
упакованный сухой
массовая доля влаги
гранулят
кол-во гранул в диапавлажный гранулят
зоне от 0,5 до 3мм
концентрировансухие вещества
ный сок
жидкий витамин- массовая доля премикный премикс
са
количество пудры в
сахарная пудра
диапазоне до 100мкм
выжимка
влажность выжмки
B5
сок
B2
B3
1
B4
2
B4
1
2
выход сока
Нормативное
значение
Поле
допуска
%
5
±2
%
98
±2
%
56
±2
%
0,5
±0,1
%
95
±4
%
56
±2
%
60
±2
Расчетом уровня целостности существующей технологической системы решается проблема развития производства. Для разработки математического обеспечения оценки стабильности производства нам необходимо построить структур-
70
ную схему производства, экспериментально определить стабильность отдельных
подсистем и выбрать контролируемые параметры подсистем.
Сформировав структуру технологической системы, рассчитывается уровень
целостности этой системы. Число подсистем в системе и её структура, которая
показывает характер статистической зависимости подсистем друг от друга, определяют формулу для расчета уровня целостности конкретной технологической
системы.
Рисунок 3.4 – Расчетная схема
Уровень целостности технологической системы, состоящей из шести подсистем и семи выходов подсистем B1, В2, B3, B41, B42, B51 и B52 показанных на рисунке 3.4, определяется формулой (3.1):
(3.1)
где
,
ответственно
,
- стабильность функционирования подсистем B5 и B4, со- условная стабильность подсистемы B3 относительно под-
системы B5;
- условная стабильность подсистемы B2 относитель-
но подсистем B3, B4 и B5;
- условная стабильность подсистемы
B1 относительно подсистемы B2, B3, B4 и B5.
Информационная энтропия определялась по формуле (3.7):
H=-Plog2P-(1-P) log2(1-P);
Уровень целостности за смену (3.8):
(3.7)
71
(3.8)
Из анализа уравнения (3.8) возможно сделать вывод, что стабильность функционирования системы в целом определяется стабильностью работы отдельных
подсистем.
Таблица 3.3 – Расчет значения стабильности подсистем
Под
система
B1
B2
B3
B41
B42
B51
B52
Оцениваемый
период, ч
8 (смена)
8 (смена)
8 (смена)
8 (смена)
8 (смена)
8 (смена)
8 (смена)
Объем
выборки
30
30
30
30
30
30
30
Число
проб в
поле
допуска, шт
29
27
28
28
30
30
30
Число
проб за
полем
допуска, шт
1
3
2
2
0
0
0
Pi
1-Pi
-Pilog2Pi
-(1-Pi)x
x log2(1Pi)
0,98
0,89
0,94
0,94
1
1
1
0,02
0,11
0,06
0,06
0
0
0
0,0286
0,1496
0,0839
0,0839
0
0
0
0,1026
0,3015
0,2145
0,2145
0
0
0
Hi,
бит
ηi
0,13
0,45
0,30
0,30
0
0
0
0,87
0,55
0,70
0,70
1
1
1
В производственных условиях во время проведения измерений установили,
что стабильность подсистемы B5 равна 1, так как все взятые пробы сока и выжимки обладают показателями качества, находящимися в нормативном диапазоне. В
подсистемах B4, B3 наблюдаются отклонения по крупности сахарной пудры, содержанию сухих веществ в концентрированном соке, содержание влаги, соответственно. Невысокая стабильность функционирования всей линии значительно
снижается из-за нестабильного функционирования подсистемы B2 (рисунок 3.5),
что обусловливается нестабильностью процессов смешивания компонентов и гранулирования смеси и, поэтому, качество получаемых гранул невысоко. Во время
сушки и упаковки в подсистеме B1, отклонения от нормативов не наблюдались.
Проведенное исследование определения целостности существующей технологической системы производства быстрорастворимого гранулированного напитка на основе кукурузной муки помогло определить подсистему вносящую высокую нестабильность в функционирование в целом всей технологической системы.
72
Подсистемой вносящей наибольшую нестабильность является подсистема B2
образования гранул. Значения ее стабильности составили 0,55 за одну смену.
Рисунок 3.5 - Подсистема образования гранул
На рисунке 3.6 представлена модель процесса развития технологической
системы. Не заштрихованная область это
область
плохо
организованных,
суммативных систем. Заштрихованная
область - область целостных, высокоорганизованных систем. На диаграмме показано: т. А - уровень целостности существующей технологической системы
производства быстрорастворимого гранулированного напитка на основе кукуРисунок 3.6 - Диаграмма процесса развития
технологической системы производства
быстрорастворимого гранулированного
напитка на основе кукурузной муки (т.А)
рузной муки.
В связи с этим, перспектива развития технологии производства быстрорас-
творимого гранулированного напитков на основе крахмалов, в том числе и на ос-
73
нове кукурузного крахмала, связана прежде всего с модернизацией и повышением
качества процессов в подсистеме B2, и прежде всего, процесса смешивания исходных компонентов быстрорастворимого гранулированного напитка.
3.4. Моделирование режимов работы непрерывных и дискретных дозаторов
объемного типа
Аппаратурное оформление процессов смесеприготовления, как правило,
представлено блоком дозирующих устройств, перед аточно-формирующим узлом
и смесительной системой. В современном производстве упомянутых отраслей
широко используется оборудование, позволяющее наладить автоматизированное
производство, в том числе в процессах смесеприготовления[39,40].
В настоящее время блок дозирующих устройств смесеприготовительного агрегата чаще всего комплектуется объемными дозаторами непрерывного и порционного действия. У объемных дозаторов я невысокая стоимость, они надежны и с
простой конструкцией. При этом у них наблюдается невысокая точность дозирования сухих дисперсных материалов, это происходит из-за влияния физикомеханических характеристик дозируемых компонентов, в основном их гранулометрическим составом и влажностью.
Моделирование режимов дозирования, предшествующее этапу внедрения в
производство процесса смесеприготовления, позволяет оценить влияние каждого
из компонентов на качество готового продукта. Таким образом, использование
современных методов и программных комплексов по моделированию процессов
дозирования позволяет выявлять и оценивать рациональные режимы работы блока дозирующих устройств[54, 102].
Объектом исследования является блок дозирующих устройств, который
включает в себя барабанные и шнековые дозирующие устройства.
74
6
5
2
3
9 10
Шнековый дозатор (рисунок 3.7) работает следующим образом: при включении двигателя 1, дозируемый материал захватывается витками полого шнека 2 в
нижней части корпуса и транспортируется
вдоль неподвижного кожуха 3, ссыпается
8 7 11 1
Р M
через разгрузочное окно 4, дозируемый материал засыпается в бункер 5, запирающийся крышкой 6. Привод шнекового дозатора состоит из двигателя постоянного
Рисунок 3.7 – Структурнофункциональная схема шнекового
дозатора
тока 1 и червячного редуктора 7; усилие
от привода к рабочему органу передается
при помощи ременной передачи 8. В про-
цессе дозирования сжатый воздух из пневмолинии 9 подводится через сальниковый узел 10 в полый шнек. Сжатый воздух поступает во внутренний объем дозатора через сквозные отверстия 11, придавая сыпучему материалу свойство «псевдотекучести».
В качестве основного математического подхода к описанию материалопотоков, формируемых дозаторами, выбрано представление анализируемых материалопотоковых сигналов в виде гармонического Фурье-разложения[96, 97,105]. Для
построения модели дозирующих сигналов с последующим исследованием режимов смесеприготовления в агрегате непрерывного действия применялся эмпирический подход. В случае порционного дозирования данный подход заключается в
представлении сигнала в виде цепочки трапецеидальных импульсов, передний и
задний фронты которых могут иметь различные значения крутизны, а верхняя
часть должна быть максимально уплощена, поскольку ею определяется номинальный режим расхода при формировании дозы (порции) материала. Сигнал
порционного дозирования, сформированный с учетом такого подхода, представлен на рисунок 3.8.
75
Рисунок 3.8 – Параметризация сигнала порционного дозирования:
1 – реальный сигнал; 2 – аппроксимация реального сигнала трапецеидальным импульсом
На рисунок 3.8: Td – период дозирования; d – длительность формирования
дозы; r – момент начала отсечки дозатора (длительность интервала дозирования
с учетом инерционного входа в номинальный режим); f – длительность переднего фронта импульса дозирования;
;
; , , – соответ-
;
ственно значения скважностей: порционного дозирования
формирования дозы до начала отсечки
минального дозирования ν
, интервала
, интервала достижения режима но-
; Xmd – весовой расход материала через дозатор.
Анализ форм-факторов представленного сигнала показал, что зависимости
для расчета коэффициентов Фурье-разложения (А0, Ak, Bk), описывающие общий
случай работы порционного дозатора, имеют вид:
[ (
{
[
(
)
(
)
)
(
(
(
(
)
)
(
(
))]
))]
Данная система аналитической записи Фурье-коэффициентов является
наиболее универсальной и способна восстанавливать порционные сигналы любой
формы и сложности.
76
С целью упрощения анализа влияния нескольких дозаторов на процесс приготовления многокомпонентной смеси целесообразно оперировать сигналами
простой формы, формируемыми при идеальной работе дозирующих устройств.
Особенностью данных сигналов является наличие "нулевых" переднего и заднего
фронтов импульса дозы, что обусловливает мгновенный выход дозатора на режим
с номинальным расходом дозирования. При этом коэффициенты Фурье, характеризующие амплитуды гармоник в соответствующих субспект рах, будут зависеть
только от скважности дозирования, величины расхода в номинальном режиме и
номера гармоники[88, 95, 102]:
{
Формирование модели другого, часто встречающегося, сигнала пилообразной формы обусловлено тем, что сигналы такого типа создаются при использовании порционных дозаторов малой производительности на высоких частотах дозирования. В этом случае коэффициенты Фурье-разложения модифицируются в выражения
[
(
(
)
)
(
)]
[
(
)
(
)]
{
Аналитическая обработка экспериментально зарегистрированных тезометрическими и пьезоэлектрическими датчиками материалопотоковых сигналов на выходе шнековых дозирующих устройств, показала, что такие сигналы могут быть
интерпретированы как совокупность детерминированных постоянной и низкочастотной синусоидальной переменной составляющих с наложением стохастиче-
77
ской компоненты в виде высокочастотных пульсаций, вызванных, с одной стороны, погрешностью дозирования, с другой - погрешностями инструментальной регистрации, возникающими в информационно-измерительном канале вследствие
воздействия на него помех электромагнитной природы[92,93,94].
Алгоритм формирования описанных сигналов (рисунок 3.9) включает следующие этапы: задание типа сигнала, ввод параметров модели сигнала с учетом
всех его форм-факторов, расчет коэффициентов Фурье при моделировании сигналов порционного дозирования, воспроизведение моделируемого сигнала в виде
его аппроксиманты.
ПДУ
Выбор типа
сигнала
П-сигнал
ШДУ
Да
Нет
Пилообразный
сигнал
Да
Нет
Да
Трапецеидальный
сигнал
Ввод параметров модели, соответствующих выбранному типу сигнала
(λ, μ, ν, Xmd, fd, N)
Расчет коэффициентов Фурье:
𝐴
Расчет массива, содержащего семейство функций
𝐴𝑘
𝐵𝑘
Ввод параметров модели (Xmd, fd)
𝐴𝑘 𝐵𝑘
𝑘𝜋𝑓𝑑 𝑡 и
𝑘𝜋𝑓𝑑 𝑡
Построение синтезированного
Сигнал
а𝑓
𝑡
𝑋𝑚𝑑
𝜋𝑓𝑑 𝑡
ШДУ
Построение синтезированного сигнала
порционного дозирующего устройства
Рисунок 3.9 – Алгоритм формирования синтезированных сигналов ПДУ – порционное
дозирующее устройство; ШДУ – шнековое (непрерывное) дозирующее устройство
78
3.5 Методы оценки качества процесса дозирования исходных компонентов
С целью осуществления функций управления динамикой текущих режимов
работы дозатора разработана система автоматизированного управления (САУ)
скоростью вращения исполнительных механизмов дозирующих устройств. Основной задачей САУ является поддержание частоты вращения двигателя дозатора
на заданном уровне. Блок-схема САУ представлена на рисунок 3.10.
UЗ
ЭУ
ΔU
UУ
УУ
UОС
ДПТД
Д
СВ
ДУ
ОУ
ТУ
Ф
ω
ПД
UД
ИБ
Д
У
ОУ1
ЭМУ
–
ОУ2
УУ
ТС
Рисунок 3.10 – Блок-схема САУ частоты вращения вала дозирующего устройства
В систему управления входит: объект управления (ОУ), пьезоэлектрический
датчик (ПД), задатчик (З), элемент сравнения (ЭС), устройство управления (УУ),
состоящий из электромашинного усилителя (ЭМУ) с обмотками управления (ОУ1,
ОУ2), усилителя (У) и трансформатора связи (ТС); двигатель постоянного тока дозатора (ДПТД), трансмиссионное устройство (ТУ), интерфейсный блок (ИБ), чтобы соединять внешние измерительные устройства с ЭВМ; система фильтрации
(Ф) и специальный вычислитель (СВ), который строит соответствующее времячастотное отображение полученного сигнала и формирование сигнала управления.
ТС
ЭМУ
+
ОВД
М
–
ω
П
–
ТГ
+
ОУ2
ФОУ2
Uос
ОУ1
ФОУ1
Усилитель
ΔU
+
Uз
Рисунок 3.11 – Структурно-функциональная схема САУ
скоростью вращения валов ДУ
79
На рисунке 3.11. показан структурно-функциональный аналог разработанной системы управления. Следует отметить, что в качестве ОУ выступает дозатор, скорость вращения вала которого должна поддерживаться на заданном уровне для
обеспечения нормальной работы СМПА, и, следовательно, получения готового продукта с требуемым качеством.
Способ непрерывного дозирования посредством вейвлет-преобразований,
отличается тем, что с целью повышения надёжности, семантичности и экономичности используется нетрадиционный подход по базе вейвлет-преобразований,
формирующиеся в преобразовании одномерного сигнала расхода на выходе дозатора в 2D-3D – сигнал (динамический спектр)[44, 85,92].
3.6 Краткие выводы
Развитие современных технологий связано с разработкой безлюдных технологий, для которых характерна высокая стабильность самих механизмов технологических процессов, так как только это позволит в перспективе оснастить технологии простыми, недорогими и надежными средствами автоматизации.
В этой главе описаны процедуры адаптивной аппроксимации технологических
сигналов вейвлет-функциями, генерируемыми в рамках время-частотного избыточного словаря; они позволяют точно и оперативно воспроизводить восстановление одномерных расходовых сигналов в вейвлет-среде.
Благодаря построенным в этой главе структурной схемы, операторной модели и выбранным контролируемым параметра, позволено выполнить системное исследование технологической системы. Оценка стабильности технологических
подсистем выявило подсистему вносящую высокую нестабильность в функционирование технологической линии производства быстрорастворимого гранулированного напитка на основе кукурузной муки в целом. Этой подсистемой является
подсистема В2 - образования гранул, значения ее стабильности составила 0,55 за
одну смену. Из-за низкого уровня целостности система находится в области суммативных, плохо организованных систем.
80
Глава 4. Исследование и оптимизация ведущего процесса
технологии: смешивания исходных компонентов
Благодаря исследованию, проведённого в предыдущей главе, стало видно,
что процесс, который протекает в центробежно-лопастном смесителе является
наиболее нестабильным. Нестабильность связана с влиянием колебанием входных
параметров на процесс образования однородной структуры. Необходимо его усовершенствовать для повышения целостности подсистемы, за счет совершенствования процессов смешивания и дозирования. Методики определения показателей
качества смеши вания позволит нам провести экспериментальное исследование
процесса смешивания исходных компонентов и изучить влияние на этот процесс
исходных компонентов напитка, точности дозирования и времени реагирования
на показания приборов, регистрирующих отклонения от заданных интервалов дозирования по объёму и по времени[3, 10, 11].
Необходимо адаптировать конструкцию смесителя и режимы работы для кукурузной муки, что позволит повысить стабильность подсистемы образования
гранул.
4.1 Теоретические основы процесса центробежно-лопастного смешивания исходных компонентов напитка
В центробежно-лопастном смесителе используется эффект псевдоожижения
материалов, при высокой скорости движения частиц смеси кинетическая энергия
отдельной частицы оказывается больше работы, необходимой чтобы преодолеть
сопротивление сил трения и силы тяжести. Поэтому частицы приобретают высокую подвижность и их движение оказывается подобным движению частиц жидкости[12, 14, 30].
При быстром вращении вала с несколькими лопастями в массе исходных
компонентов быстрорастворимого гранулированного напитка переходит в псевдоожиженное состояние. На рисунке 4.1 схематически показаны промежуточное
81
состояние исходных компонентов быстрорастворимого гранулированного напитка при возрастании скорости вращения вала с лопастями.
При небольшой окружной скорости вращения вала, окружная скорость на
краю лопасти u0=1 м/с исходные компоненты быстрорастворимого гранулированного напитка в чаше смесителя начинает уплотняться и высота его слоя Н в чаше
начинает снижаться (рисунок 4.1 а). При скорости 1 – 2 м/с частицы слоя начинают слегка вибрировать, и на нем возникают глубокие трещины (рисунок 4.1, б).
При скорости 2 - 2,5 м/с, весь находящиеся в чаше исходные компоненты быстрорастворимого гранулированного напитка начинают вращаться. При этом некоторые частицы перемещаются по концентрическим окружностям (рисунок 4.1 в).
Увеличение скорости вращения вала до 2,5 - 3,5 м/с сопровождается увеличением
объема исходных компонентов быстрорастворимого гранулированного напитка,
поверхность которого поднимается сначала в центре, вокруг вала смесителя (рисунок 4.1 г), а затем и по всей поверхности (рисунок 4.1 д).
а
г
б
д
в
е
Рисунок 4.1 - Промежуточные состояния сыпучего материала при
псевдоожижении
Увеличение скорости до 4 - 5 м/с в центре поверхности исходных компонентов быстрорастворимого гранулированного напитка образуется воронка, и начи-
82
нается интенсивное движение от периферии к центру чаши. Поднимающиеся снизу вдоль стенок потоки исходных компонентов быстрорастворимого гранулированного напитка движутся по спирали к центру, образуя воронку в центре. При
скорости 5 - 8 м/с исходные компоненты быстрорастворимого гранулированного
напитка переходят в псевдоожиженное состояние. На поверхности появляются
волны. Увеличение скорости вращения вала смесителя движение становится бурным и объем слоя увеличивается, переходит в псевдоожиженное состояние (рисунок 4.1 е). Окружная скорость на краю лопасти при которой начинается псевдоожижение равна отношению высоты слоя порошка к ширине лопасти.
В начальный момент псевдоожижения циркуляционное движение материала
начинается в слое, находящемся над лопастями смесителя (рисунок 4.1е). При
увеличении окружной скорости на краю лопасти в циркуляционное движение затягивается весь материал, который находится в смесителе, и его перемешивание
проходит интенсивнее, также сопровождается редкими выбросами материала из
отдельных точек поверхности слоя, верхняя лопасть направляет выбрасываемый
материал на дно чаши смесителя. Роль верхних лопастей заключается в предотвращении подобного эффекта. Отражатели направляют материалопоток к верхней
лопасти для интенсификации процесса. Также верхние лопасти интенсифицируют
процесс смешивания, т.к. направленный вниз лопастями продукт активно взаимодействует с направленным снизу нижними лопастями потоком исходных компонентов напитка.
Предельная высота слоя Hпр
над лопастью определяется соотношением
Hпр/ b ≈ 10, где b - высота лопасти.
Для псевдоожижения слоев с высотой больше Hпр необходима установка в
слое добавочных лопастей. В этом случае лопасти работают совместно. При этом
число устанавливаемых на валу радиальных лопастей в слое высотой Н будет:
Центробежно-лопастной смеситель (рисунок 4.2) предназначен для смешивания кукурузной муки, сахарной пудры и концентрированного сока. Привод рабо-
83
чего органа 1 смесителя осуществляет двигатель 2, мощностью 1кВт, посредством
втулочно-пальцевой муфты 3.
/
Рисунок 4.2 - Центробежно-лопастной смеситель
Рабочий орган представляет собой вал, к нижней части которого приварена
лопасть, и на расстоянии 130 мм от нее, находится вторая лопасть. Для предотвращения биения и ударов, лопасти приварены друг напротив друга, крестнакрест (рисунок 4.3). В процессе смешивания, за счет своей формы нижние лопасти ударяют частицы и тем самым направляют их вертикально вверх, верхние
лопасти в свою очередь направляют их в сторону дна. За счет этого, между лопастями возникают турбулентные потоки, что способствует лучшему перемешиванию смеси, а внесение концентрата в зону турбулентности обеспечивает достаточно равномерное распределение его по смеси, и не образование комков. Принцип работы смесителя: при помощи винтового конвейера 4 смесь из кукурузной
муки и сахарной пудры попадает в смеситель, также подается концентрированный сок (за один цикл возможно перемешивать смесь массой до 20 кг) и витаминный премикс (который дозируется шнековым дозатором 8). Смеситель закрывается крышкой 5, для предотвращения попадания пыли в цех. После полного пере-
84
мешивания, смеситель опрокидывается и готовая для грануляции смесь с помощью ленточного конвейера 6 направляется в гранулятор тарельчатого типа, для
образования гранул. Высота смесителя ~1060 мм, ширина ~620 мм, диаметр бака
420мм. Вместе с этим нами предлагается способ внесения жидкой составляющей
напитка (менее 7%) в смеситель. При этом исчезает необходимость внесения
жидкой составляющей во время работы смесителя через крышку смесителя, так
как жидкость распыляется через форсунку непосредственно в зону турбулентного
движения смеси, между верхней и нижней лопастью смесителя.
Задачей данного устройства является улучшение качества смешивания исходных компонентов
напитка с жидкой составляющей. За основу конструкции центробежной форсунки взята модель
ТФ06, изготовленная из Латуни ЛС59. Форсунка
устанавливается в боковую стенку смесителя, выше
нижней лопасти на 5 см. Это расположение оптиРисунок 4.3 – Расположение лопа-
мальное для ввода жидкой составляющей, так как в
стей на валу
этой зоне происходит турбулентное движение частиц смеси.
Таким образом, факторами, влияющими на процесс смешивание исходных
компонентов, являются: частота вращения вала смесителя, время смешивания,
угол наклона нижней лопасти и угол наклона верхней лопасти.
85
Рисунок 4.4 - Конструкция смесителя с форсункой
4.2 Методы оценки качества процесса смешивания исходных компонентов
Основной объем исследований выполнен на базе предприятия ООО НПО
«Здоровое питание» (г. Кемерово) и в Кемеровском технологическом институте
пищевой промышленности.
Исследование смешивания сухих исходных компонентов для производства
быстрорастворимого гранулированного напитка проводились на экспериментальном смесителе представленном на рисунке 4.5.
Экспериментальный смеситель состоит из несущей рамы, электродвигателя,
рабочего органа с двумя лопастями, металлической чаши, крышки для чаши и
блока управления электродвигателем смесителя. Рама смесителя предназначена
для крепления электродвигателя. С помощью блока управления электродвигателем смесителя, возможно изменять вручную скорость вращения рабочего органа
от 400 до 1200 об/мин. Чаша, в которой происходит смешивание исходных компонентов напитка, имеет внутренний диаметр 145 мм, высота борта 210 мм. Вал
86
смесителя крепится к электродвигателю, на нем располагаются две лопасти расположенные крест-накрест (рисунок 4.3), нижняя лопасть крепится у основания
вала, а верхняя лопасть на расстоянии 100 мм от нижней, диаметр размаха лопастей 140 мм. Угол наклона нижних лопастей вала смесителя возможно изменять
от 0 до 45о. Все размеры чаши, вала и лопастей экспериментального смесителя
пропорционально в три раза меньше по сравнению с промышленным смесителем
представленный на рисунок 4.2.
Верхняя лопасть
Нижняя лопасть
Рисунок 4.5 – Экспериментальный центробежно-лопастной смеситель.
Для оценки качества смеси в смесителях периодического действия в основном используется два метода отбора проб. [62,101]
Первый метод - методом квартования. Приготовленную в смесителе смесь
высыпают на противень, распределяют так, чтобы получился ровный слой небольшой высоты, далее вся площадь исследуемой массы делится на 20-50 квадратов, из которых берут пробы. Чтобы повысить точность отбирают из каждого квад-
87
ратного участка по 3 - 5 проб, а получившиеся результаты усредняют[2, 89]. При
этом методе требуется выгрузка из него материала после каждого исследованного
режима работы, из-за того не представляется возможным выявление застойных зон в
смесителе. Поэтому данный метод используется по большей части для проверочных расчетов новых композиций.
Второй метод точечного отбора. В корпусе смесителя проделывают отверстия, которые закрывают пробками на время смешения. Через них, по окончанию
процесса смешивания, внутрь смесительного агрегата вводится специальный
пробоотборник. Отверстия в корпусе смесителя проделываются в достаточном
количестве для забора проб из любой зоны объема смеси[31,104].
В качестве материалов для оценки качества процесса смешивания исходных
компонентов напитка использовались:
- гранулированный окрашенный в красный цвет кукурузный крахмал, размер
гранул до 0,5 мм.
- кукурузный крахмал.
Чтобы определить содержание доли окрашенных частиц в отобранной навеске использовался сканер. Для этого сам образец сканируется с помощью сканера
который должен обладать достаточным оптическим разрешением для различения
структуры образцов. Далее фотография образца обрабатывается на компьютере по
специальной программе, которая позволяет распознавать образы. Концентрация
компонентов смеси в исследуемой пробе находится путем подсчета пикселей
каждого цвета, что можно легко выполнить с помощью программы. После определения концентрации ключевого компонента вычисляется коэффициент неоднородности смеси по формуле (4.1):
n
Vc
c
100%
(c
n
i 1
i 1
c )2
n 1
n
c
i
100%;
i
(4.1)
В настроенном состоянии погрешность программы определения содержания
окрашенных частиц в пробе не превышает 3 - 5 %.
88
4.3 Методика исследования и оптимизации процесса центробежно-лопастного
смешивания исходных компонентов
Решение задачи о выборе оптимального сочетания факторов иногда проводится при неполном познании физической сущности процесса. При выполнении
многофакторной эксперимента получается приближенная математическая модель
процесса, которая помогает связать воедино все учтенные факторы.
Всегда существуют неуправляемые и неконтролируемые переменные в реальном процессе изменение величины которой носит случайный характер. В связи
с этим при обработке экспериментальных данных получают выборочные коэффициенты регрессии b0, bi, bii, bij. Полученное на основании опыта уравнение регрессии, запишется в виде (4.2):
∑
∑
∑
(4.2)
Коэффициент b0 называется свободным членом уравнения регрессии; коэффициенты bi - линейными эффектами; коэффициенты bii - эффектами взаимодействия; коэффициенты bij - квадратичными эффектами. Поэтому целью эксперимента при исследовании является определение численного значения всех коэффициентов уравнения регрессии (4.2). Для поисков оптимальных условий протекания процессов находят значения факторов х1, х2, х3 ..., xi, соответствующих экстремуму функции.
В первую очередь перед планированием и проведением эксперимента, необходимо выбрать критерий оптимизации. Критерий оптимизации - это параметр,
по которому оценивают интересующий объект и связывают факторы в математическую модель. Критерий оптимизации должен быть один с ясным физическим
смыслом и количественной оценкой[1,5,15].
После того как выбор критерия оптимизации произведен необходимо выбрать все факторы, которые влияют на его величину. Для каждого фактора указываются пределы варьирования значений, постоянство режима, точность измере-
89
ния. Факторы должны быть некоррелироваными и совместимыми. Так же они
должны быть управляемы, то есть, чтобы их было возможно одновременно установить на нужных уровнях и поддерживать выбранные значения в течение опыта.
В начале полного факторного эксперимента кодируются необходимые факторы. При кодировании необходимо линейно преобразовать факторное пространство, перенести начало координат в центр эксперимента и отмасштабировать оси
в единицах изменения факторов[25,62]. По формуле (4.3) производится кодирование факторов.
;
(4.3)
где xi - натуральное значение фактора;
εi - натуральное значение интервала варьирования;
xi0 - натуральное значение фактора при нулевом уровне;
εi - натуральное значение интервала варьирования.
Натуральное значение интервала варьирования рассчитывается по формуле
(4.4):
(4.4)
где; xiH - натуральное значение фактора на нижнем уровне;
xiB - натуральное значение фактора на верхнем уровне.
В матрице планирования эксперимента изменение факторов на двух уровнях
записывается: верхний уровень знаком ( + ) , нижний уровень знаком
( – ). За-
пись уровней и интервалов варьирования, для трех факторов, приведена в таблице
4.1. Построен план полного факторного эксперимента типа 23 таблица 4.2.
В первом столбце матрицы планирования эксперимента вносятся номера
опытов, количество которых определяется из условия N = 2k, в нашем случае N =
23 = 8. Во втором столбце вносят кодированное значение фиктивной переменной
х0. Фиктивная переменная дает оценку величины свободного члена b0 в уравнении
регрессии. Уровни всех факторов указываются в следующих столбцах в закодированном виде. Значение критерия оптимизации , который определяется экспериментально по результатам опытов вносят в последний столбец.
90
Чтобы исключить влияние систематических ошибок, которые вызваны
внешними условиями, полный факторный эксперимент предусматривает наличие
случайности в последовательности опытов во времени[63, 79].
В результате проведения полного факторного эксперимента типа 2 3 находят
значения коэффициентов уравнения регрессии. Также находят значение свободного члена и коэффициентов, которые характеризуют эффекты взаимодействия
факторов всех порядков и линейные эффекты.
С точки зрения смысла взаимодействия двух факторов заключается в том,
что воздействие одного из факторов на параметр оптимизации зависит от уровня
второго фактора.
Для полного факторного эксперимента типа 23 коэффициенты определяются
следующим уравнение (4.5):
У = b0 + b1х1 + b2х2 + b3х3 + b12х12 + b13х13 + b23х23 + b123х123
(4.5)
где: b1, b2, b3 - линейные коэффициенты;
b12, b13, b23 - коэффициенты взаимодействия двух факторов;
b123 - коэффициент взаимодействия трех факторов.
По полученному значению линейных коэффициентов можно сделать вывод о
степени влияния отдельных факторов на величину критерия оптимизации. Чем
выше значение линейного коэффициента соответствующего фактора, тем сильнее
его влияние на критерий оптимизации[7, 51]. Важное значение имеет знак линейных коэффициентов: если коэффициент bi имеет отрицательный знак, то уменьшение соответствующего фактора должно способствовать уменьшению значения
критерия оптимизации, и наоборот.
Ошибка эксперимента определяется по следующей формуле (4.6):
(4.6)
где σ у - ошибка эксперимента или среднеквадратичное отклонение;
уjk - выход k-го дублирования j-го опыта;
γ - число дублирований каждого опыта.
91
С помощью критерия Кохрена проводится проверка воспроизводимости
опытов: если Gрасч < Gтабл, то опыты равноточны. Gтабл - табличное значение критерия Кохрена находили по таблицам математической статистики [75] для 10 %
уровня значимости, в соответствии количеством дублирований выполненных
опытов γ и с количеством опытов N.
Значение расчетного критерия Кохрена определяли по формуле (4.7):
(4.7)
2
где σ мах - максимальная из дисперсий;
σ2Σ - сумма дисперсий всех опытов;
σ2j - дисперсия каждого из N опытов.
По уравнению (4.8) определяли ошибку в коэффициенте регрессии:
(4.8)
Проверку значимости каждого из коэффициентов регрессии проводили с помощью критерия Стьюдента согласно неравенству bi > σ { bi } t. Если значение коэффициента регрессии bi больше произведения σ { bi } t, то он является значимым.
Коэффициент Стьюдента t находили также по таблицам математической статистики [12] при уровне значимости 10 % и f = N(γ – 1).
Проверку адекватности полученного уравнения проводили с помощью критерия Фишера согласно неравенству Fтабл > Fрасч. В случае если расчетное значение коэффициента Фишера меньше табличного, то уравнение адекватно. Табличное значение критерия Фишера Fтабл находили из таблиц математической статистики [8,9] для 10% уровня значимости при f1 = (N – n – 1) и f2 = (γ – 1).
где n - число переменных факторов.
Адекватность и значимость коэффициентов регрессии является основой для
анализа полученной математической модели. Если модель получается неадекватной, то нужно уточнять факторное пространство эксперимента: интервалы варьирования, место нулевой точки и провести опыты при новых условиях.
92
В качестве факторов при выполнении полного факторного эксперимента типа 23 выбраны: частота вращения вала смесителя; время смешивания; угол образующей конуса отбойника. Для каждого из факторов нами выбраны нулевой уровень и интервал варьирования, остальные конструктивные параметры центробежно-лопастного смесителя стабилизированы (таблица 4.1). Технологические параметры быстрорастворимого гранулированного напитка соответствуют установленным значениям для поточной линии. Результаты обработки полного факторного эксперимента представлены в форме регрессионных уравнений.
Таблица 4.1 – Уровни факторов и интервалы варьирования
Факторы (xi)
Уровни факторов
Интервал варьирования
–
0
+
х1 - частота вращения вала смесителя, 700 900
1100 200
об/мин
х2 - время смешивания, с
20
40
60
20
х3 - угол образующей конуса отбойника, 5
20
35
15
град
Таблица 4.2 – Матрица планирования полного факторного эксперимента типа 2 3
№
1
2
3
4
5
6
7
8
bi
х0
+
+
+
+
+
+
+
+
х1
–
+
–
+
–
+
–
+
х2
–
–
+
+
–
–
+
+
х3
+
–
–
+
–
+
+
–
х12
+
–
–
+
+
–
–
+
х13
–
–
+
+
+
+
–
–
х23
–
+
–
+
+
–
+
–
х123
+
+
+
+
–
–
–
–
12,09
-0,873
-0,613
-1,78
0,39
-0,778
-0,81
0,87
уэксп Урасч
11,55 10,7
17,15 16,26
17,69 16,84
5,45 4,56
16,38 17,23
5,73 6,62
6,23 7,08
16,54 17,43
∆у
(∆у)2
-0,85
0,7225
-0,89
0,7921
-0,85
0,7225
-0,89
0,7921
0,85
0,7225
0,89
0,7921
0,85
0,7225
0,89
0,7921
После проведения полного факторного эксперимента получение модели сводится к нахождению значений неизвестных коэффициентов.
Коэффициент b0 вычислялся из уравнения (4.9):
93
,
где
(4.9)
Yк эксп - параметр оптимизации экспериментальный;
i - номер фактора эксперимента;
K - номер опыта;
N - число опытов.
Коэффициент bi рассчитывали по формуле (4.10):
,
(4.10)
где xi− фактор эксперимента.
Коэффициенты bi находили для каждого фактора эксперимента:
Коэффициент bji вычисляли по формуле (4.11):
,
(4.11)
где i и j - номера факторов эксперимента.
Основное уравнение регрессии, с учетом всех найденных коэффициентов
полного факторного эксперимента типа 23 выглядит в виде уравнения (4.12):
94
у=12,09-0,873x1-0,613x2-1,78x3+0,39x1x2-0,778x1x3-0,788x2x3 +0,87x1 x2x3
(4.12)
где у - коэффициент неоднородности смеси исходных компонентов.
Для того чтобы определить разброс значений в одной точке плана провели
несколько параллельных опытов в данной точке. Эксперименты проводили параллельно для точки 2:
y = 18,92; y= 17,54; y= 17,29.
Далее нашли их среднее значение:
̅̅̅
Дисперсия воспроизводимости или адекватности модели определялась с помощью повторных опытов в нулевой точке (центре эксперимента).
Дисперсию воспроизводимости вычисляли по формуле (4.13):
;
(4.13)
где m - число повторных опытов.
Для точки 2 получили:
Вычислили среднее квадратичное отклонение по формуле (4.14):
Sy=√
0,89
(4.14)
По формуле (4.15) определили дисперсию коэффициентов уравнения регрессии:
,
(4.15)
где m - количество членов в уравнении регрессии кроме коэффициента b0.
Среднее квадратичное отклонение составило:
0,149,
По формуле (4.16) вычисляли доверительный интервал, для оценки значимости коэффициентов относительно интервала.
95
,
(4.16)
где t - критерий Стьюдента. Табличное значение критерия при количестве степеней свободы f=n−1=3−1=2 и 10 % уровне значимости равно 2,92.
Вычислили доверительный интервал:
Доверительный интервал одинаков для всех коэффициентов. Если абсолютная величина коэффициента больше доверительного интервала:
, то он
является значимым.
Незначимые коэффициенты исключали из модели. Если коэффициенты модели некоррелированны между собой, то исключение незначимых коэффициентов
никак не повлияет на остальные коэффициенты. Значимость коэффициентов
уравнения регрессии определяли путем их сравнения с доверительным интервалом:
±0,44< -0,873; ±0,44< -0,613; ±0,44< -1,75; ±0,44< 0,39; ±0,44< -0,778; ±0,46< -0,81.
Из проведенного анализа сравнения коэффициентов уравнений регрессии с
доверительным интервалом сделали вывод, что коэффициенты регрессионного
уравнения x1x2 и x2x3 меньше доверительного интервала, это говорит об их не значимости. После проведенного анализа уравнение регрессии приняло вид (4.17):
y=12,09-0,94x1-1,32x2-1,78x3-0,77x1x3
(4.17)
Анализ уравнения показал, что на коэффициент неоднородности смеси исходных компонентов наибольшее влияние оказывает фактор х3 - угол наклона
нижних лопастей вала смесителя, знак ( – ) указывает на то, что при увеличении
угла наклона нижней лопасти коэффициент неоднородности смеси исходных
компонентов будет уменьшаться.
Далее провели вычисление расчетных значений параметров оптимизации.
Получили следующие расчетные значения:
yрасч1= 12,09+0,873+0,613-4,85+0,39+0,78+0,81=10,7;
yрасч2= 12,09-0,873+0,613+4,85-0,39+0,78-0,81=16,26;
96
yрасч3= 12,09+0,873-0,613+4,85-0,39+0,78+0,81=16,84;
yрасч4= 12,09-0,873-0,613-4,85+0,39-0,78-0,81=4,56;
yрасч5= 12,09+0,873+0,613+4,85+0,39-0,78-0,81=17,228;
yрасч6= 12,09-0,873+0,613-4,85-0,39-0,78-0,81=6,62;
yрасч7= 12,09+0,873-0,613-4,85-0,39+0,78-0,81=7,08;
yрасч8= 12,09-0,873-0,613+4,85+0,39+0,78+0,81=17,43.
Адекватность модели определяли по критерию Фишера. Расчетное значение
критерия Фишера равно (4.18):
,
(4.18)
где S2y - дисперсия эксперимента;
S2ad - дисперсия адекватности модели, остаточная дисперсия.
Дисперсию адекватности модели вычислили по формуле (4.19):
;
(4.19)
где f - число степеней свободы;
N - количество опытов;
m - количество значимых коэффициентов уравнении регрессии.
Вычислили разницу между экспериментальными и расчетными значениями
параметров оптимизации: ∆y= yрасч-уэксп., и нашли (∆y)2
Дисперсию адекватности модели получилась равна:
Вычислили расчетное значение критерия Фишера:
Fрасч=2,02/0,79=2,55
Табличное значение критерия Фишера Fтабл определялось по таблицам математической статистики [12]. Значение критерия Фишера для уровня значимости
p=0,1зависит от f1 - числа степеней свободы большей дисперсии и
f2 - числа
степе-
ней свободы меньшей дисперсии. Учитывая степень свободы и уровень значимости, табличное значение критерия Фишера равно Fтабл=9,29.
97
Полученную с помощью полного факторного эксперимента модель объекта
необходимо проверить на ее адекватность. Проверяется адекватность модели
сравнением расчетных и табличных значений критериев. Согласно условию Fрасч<
Fтабл - модель адекватна и соответственно при Fрасч> Fтабл - модель неадекватна. В
нашем случае получилось: Fрасч=2,55; Fтабл=9,29. Fрасч< Fтабл - модель адекватна.
Проведено совершенствование конструктивных параметров процесса смешивания исходных компонентов по результатам этих экспериментов. Совершенствование конструктивных факторов выполнено на экспериментальной установке, на
которой было возможно варьировать количество оборотов вала смесителя, время
смешивания, а также угла конуса отбойника. Остальные конструктивные параметры стабилизированы. Проведенное совершенствование процесса смешивания
исходных компонентов улучшило качество смешивания.
4.4 Краткие выводы
В теоретическом исследовании этой главы нами проведен анализ влияния
ряда факторов на процесс смешивания исходных компонентов напитка. В экспериментальном исследовании изучено влияние значимых факторов на процесс
смешивания компонентов напитка.
98
Глава 5. Технология напитка на основе кукурузной муки как система
процессов
Напитки с социально значимыми свойствами следует считать напиток с заданными свойствами, потребление которых всеми слоями общества способствует
достижению стоящих перед обществом социальных задача, значение которых меняется в соответствии с представлением общества о здоровье и развитием самого
общества[65].
5.1 Обоснование использования кукурузной муки
Для быстрорастворимых напитков назначение стабилизаторов заключается в
равномерном распределении плодово-ягодной мякоти. В связи с этим необходимо
отметить, что кукурузный крахмал, массовая доля которого в напитке составляет
20-25 %, он играет роль структурообразователя и обеспечивает фиксацию консистенции продукта.
В ходе поисковых экспериментов мы установили, что структурообразователем при производстве быстрорастворимых гранулированных напитков целесообразно использование кукурузной муки, имеющей ряд полезных свойств для человека. Нами проведены сравнительные анализы реологических кривых суспензий
кукурузного крахмала и кукурузной муки (рисунок 5.1). Выявлено, что кукурузная мука не ухудшает свойства структурообразователя в напитке по сравнению с
кукурузным крахмалом, к тому же содержание полезных веществ по сравнению с
кукурузным крахмалом значительно выше. Также кукурузную муку легче вырабатывать, чем кукурузный крахмал.
В состав кукурузной муки входит большое количество минералов и элементов, необходимых нашему организму, а именно фосфор, кальций, калий, цинк,
марганец и железо. Так же входят медь, кремний, никель, молибден, магний, йод,
бром, кобальт, стронций и хром, очень богат витаминами А, D, E, PP и практически всеми витаминами группы В. Среди лечебных свойств выделяется её способность очищать организм от токсинов и шлаков, содержится лизин оказывающий
99
противовирусное действие. Кукурузная мука обладает диетическими свойствами,
применяется для очистки организма при ожирении, проблемах с кишечником.
Проведены сравнительные анализы реологических кривых 5,5 % суспензии
кукурузного крахмала, прошедшего обработку кукурузного крахмала и кукурузной муки (рисунок 5.1). Значения напряжения сдвига суспензии кукурузной муки
ниже, чем у нативного крахмала, однако, при этом суспензия структурирована и
имеет однородную консистенцию.
Рисунок 5.1 - Зависимости напряжений сдвига от скорости сдвига суспензии кукурузного крахмала разной температуры
Результаты реологических исследований представлены в виде графиков на
рисунке 5.1. Изменение напряжения сдвига при набухании в течение 1500 с у 6,5
% суспензии кукурузной муки изменяется от 3,08 до 430,34 Па, а у 6,5 % суспензии кукурузного крахмала от 26,64 до 449,86 Па.
Таким образом, установлено, что кукурузная мука не ухудшает свойства
структурообразователя в напитке по сравнению с кукурузным крахмалом и вме-
100
сте с тем содержит намного больше полезных веществ по сравнению с кукурузным крахмалом.
Поэтому принято решение далее использовать кукурузную муку в виде
структурообразователя и дополнительного источника витаминов и микроэлементов.
5.2 Операторная модель производства напитка на основе кукурузной муки
На рисунке 5.2. представлена операторная модель производства быстрорастворимого гранулированного напитка, адаптированная для нового сырья - кукурузная муку.
B1 - подсистема образования продукта с показателями качества, соответствующими техническому регламенту
В2- подсистема образования гранул с заданными физико-механическими
свойствам
B3 - подсистема образования промежуточного полуфабриката жидкого, содержащая операторы
B4 – подсистема образования сахарной пудры и жидкого витаминного премикса
B5 - подсистема образования выжимки и сока из чёрной смородины
Рисунок 5.2 - Операторная модель технологической системы производства быстрорастворимых гранулированных
напитков на основе кукурузной муки
101
102
5.3 Оценки уровня организации технологического потока
Чтобы проверить полученные результаты и оценить эффекта от адаптирования к новому сырью - кукурузной муки; проводилось системное исследование новой, адаптированной машинной технологии быстрорастворимого гранулированного напитка.
После внедрения нового решения в производстве быстрорастворимого гранулированного напитка нами повторно проведена диагностика технологической
системы для оценки уровня целостности. Стабильность каждой подсистемы, как и
в третьей главе, определялась экспериментально за одну смену.
Уровень целостности технологической системы, состоящей из шести подсистем и семи выходов подсистем B1, В2, B3, B41, B42, B51 и B52 показанных на рисунке 5.2, определяется формулой (5.1):
(3.1)
где
,
- стабильность функционирования подсистем B5 и B4, со-
,
ответственно
- условная стабильность подсистемы B3 относительно под-
системы B5;
- условная стабильность подсистемы B2 относитель-
но подсистем B3, B4 и B5;
- условная стабильность подсистемы
B1 относительно подсистемы B2, B3, B4 и B5.
Таблица 5.1 - Расчет значения стабильности подсистем
Под
система
B1
B2
B3
B41
B42
B51
B52
Оцениваемый
период, ч
8 (смена)
8 (смена)
8 (смена)
8 (смена)
8 (смена)
8 (смена)
8 (смена)
Объем
выборки
30
30
30
30
30
30
30
Число
проб в
поле
допуска, шт
29
27
28
28
30
30
30
Число
проб за
полем
допуска, шт
1
3
2
2
0
0
0
Pi
1-Pi
-Pilog2Pi
-(1-Pi)x
x log2(1Pi)
Hi,
бит
ηi
0,98
0,92
0,94
0,94
1
1
1
0,02
0,08
0,06
0,06
0
0
0
0,0286
0,1029
0,0839
0,0839
0
0
0
0,1026
0,2915
0,2145
0,2145
0
0
0
0,13
0,37
0,30
0,30
0
0
0
0,87
0,63
0,70
0,70
1
1
1
103
Уровень целостности за смену (5.2):
(5.2)
Проведенное повторное исследование показало, что стабильность подсистемы B2 образования гранул возросла с 0,55 до 0,63 за одну смену. Это привело к
повышению уровня целостности технологической системы производства быстрорастворимого гранулированного напитка.
Рисунок 5.3 - Диаграмма процесса развития технологической системы производства
быстрорастворимого гранулированного напитка на основе кукурузной муки (т. В)
и картофельного модифицированного крахмала(т. А)
произошло перемещение уровня целостности адаптированной технологической
системы.
На рисунке 5.3 представлена диаграмма процесса развития технологической
системы. На диаграмме: А - зона уровней целостности существующей технологической системы; В - зона уровней целостности адаптированной технологической
системы.
5.4 Краткие выводы
Системное исследование новой, адаптированной машинной технологии производства гранулированного напитка на основе кукурузной муки показало, что
уровень организации системы повысился по сравнению с известной технологией.
104
Стабильность функционирования подсистемы B2 образования гранул возросла с
0,55 до 0,63 за одну смену. Уровень целостности технологической системы повысился с –0,18 до –0,11 за одну смену. Технологическая система адаптирована для
производства быстрорастворимого гранулированного напитка на основе кукурузной муки.
105
Глава 6. Практические результаты исследования
В предыдущих главах выполнены все необходимые и достаточные исследования для разработки на научной основе технологической инструкции и технических условий производства нового быстрорастворимого гранулированного напитка на основе кукурузной муки. Полученные результаты подтверждают целесообразность разработки нового вида продукта в гранулах на основе кукурузной муки.
6.1 Рецептуры быстрорастворимых напитков
В целях расширения ассортимента быстрорастворимых гранулированных
напитков, внедрения безотходных технологий, улучшения пищевой ценности, на
предприятии ООО НПО «Здоровое питание» (г. Кемерово) с помощью технолога
разработаны рецептуры быстрорастворимых напитков.
Быстрорастворимый гранулированный напиток разработан в следующем ассортименте:
- Напиток из чёрной смородины на основе кукурузной муки;
С учетом технологии внесены небольшие корректировки в рецептуру напитка. Для выбора оптимальной дозировки компонентов рецептуры готовили модельные напитки с различным сочетанием компонентов.
Наиболее удачные органолептические показатели проявляются в количественном соотношении компонентов представленных в таблице 6.1.
Таблица 6.1 - Рецептура быстрорастворимого гранулированного напитка
Наименование компонентов
Состав, кг/100 кг
сахарная пудра
50,04
кукурузная мука
36,0
концентрированный сок чёрной сморо13,0
дины
кислота лимонная
0,5
премикс витаминный
0,46
106
Учитывая данные химического состава сырья, его содержание биологически
активных веществ, можно судить о пищевой ценности разработанных напитков
[68, 70].
Расчетное содержание витаминов в быстрорастворимом гранулированном
напитке на основе кукурузной муки и с концентратом чёрной смородины представлена в таблице 6.2.
Таблица 6.2 – Содержание витаминов в быстрорастворимом гранулированном напитке на основе кукурузной муки
Наименование
Содержание Содержание Процент от ревитамина
в 100г кон- в 1 порции комендуемого
центрата
(200см3) го- адекватного
напитка
тового
уровня потребрасч/эксп
напитка
ления
витaмин А, мг
0,6
0,12
12,0
витaмин D3, мг
0,0044
0,001
10,0
витaмин Е, мг
3,53
0,7
5,8
витaмин В1, мг
2,07/1,91
0,4
30,72
витaмин В2, мг
1,824/1,69
0,36
21
витaмин В6, мг
2,196
0,42
24,56
витaмин В12, мг
3,6
0,72
24,0
витaмин С, мг
91,8
18,36
26,2
ниaцин, мг
26,0
5,2
28,82
фолиевaя к-та, мг
0,68
0,136
33,9
пaнтотен, мг
7,65
1,52
43,0
биoтин, мг
0,22
0,04
16,0
Опытно-промышленная партия продукта выработана на предприятии ООО
НПО «Здоровое питание» (г. Кемерово), получен акт внедрения результатов диссертационной работы. Разработана технологическая инструкция (приложение Ж)
и технические условия (приложение И) по производству быстрорастворимого
гранулированного напитка на основе кукурузной муки.
Экспериментальное подтверждение значения содержания витаминов B1 и B2
в быстрорастворимом гранулированном напитке на основе кукурузной муки приведены в приложении М.
107
6.2 Машинно-аппаратурное оформление технологического потока для малых
предприятий
Нами разработан пример машинно-аппаратурного оформления линии для
малых предприятий производства быстрорастворимых гранулированных напитков на основе кукурузной муки она представлена на рисунке 6.1.
Система машин представлена в виде технологической линии комплекса оборудования. Линия универсальна и разделена на три блока. Первый блок подготовка и хранение муки, Второй блок, приготовление концентрированного сока. Третий блок приготовление гранул, сушка и упаковка.
Линия производства гранулированного напитка состоит из производственного бункера 1 для хранения исходного сырья с установленными в его нижней части роторными дозаторами, моечной машины 2 с перфорированными трубами и
душевым устройством 3, сортировочно-инспекционного транспортера 4, шнекового измельчителя 5, центрифуга 6 для тонкого измельчения сырья, насоса высокого давления 7, вакуум-выпарного аппарата 8 для двухстадийного концентрирования, содержащего теплообменник-подогреватель 9 и насос для поддержания
температуры во внутренней стенки вакуум-выпарного аппарата 8. Бункер 10 для
хранения готового концентрированного сока, он снабжен вакуумным шлюзовым
затвором. Так же два силоса 11 и 12 для хранения сахара и кукурузной муки, на
которых установлены объемные дозаторы 13. Молотковая дробилка 26 для измельчения сахара в пудру. Шнек 14 для подачи кукурузной муки и пудры в центробежный смеситель 15. Ленточный конвейер 16 перемешает смешенное сырье в
гранулятор тарельчатого типа 17. Скребковый конвейер 18, просеиватель (классификатор) 19, промежуточный бункер 20, стола 21, лотки 22, вагонетки с лотками 23, которые помешают в сушильный шкаф 24, фасовочный агрегат 25.
Моечная машина 2 состоит из транспортерного полотна, душевого устройства 3, ванны и привода. На раме ванны установлены узлы моечной машины. На
моечной машина 2 установлены трубы для подачи воздуха, это позволяет мыть
плоды с мягкой и с твердой оболочкой.
108
Линия производства быстрорастворимого гранулированного напитка на основе кукурузной муки работает следующим образом. Включается привод роторного дозатора 1, и исходное сырье порциями подается в моечную машину 2. В это
время включается привод ленточного транспортера, в перфорированные трубы
подается воздух, вода подается в душевое устройство 3. Плоды поступают в моечное пространство ванны непрерывно. Для интенсивной мойки продукта в моечной ванне машин, посредством подводимого в перфорированные трубы воздуха,
создается бурление.
Из моечного пространства продукт перемещается конвейером, в верхней части которого из душевого устройства 3 продукт ополаскивается водой. Далее чистые плоды перемешаются на сортировочно-инспекционный транспортер 4. Сортирование плодов проводят вручную на полотне ленточных конвейеров. Качественное сырье перемешается в шнековый измельчитель 5, предназначенный для
предварительного измельчения плодового сырья. Неподвижная решетка установлена на выходе из шнекового измельчителя. При вращении шнека плоды измельчаются, полученное пюре продавливается через отверстия решетки и направляется в центрифугу 6 для тонкого измельчения сырья.
Включается привод центрифуги 6 и сырье измельчается в ней до размера 0,30,5 мм. Из нее плодово-ягодный сок направляется насосом высокого давления 7 в
вакуум-выпарной аппарат 8. В вакуум-выпарном аппарате сок распыляется с помощью форсунки. Включается привод вакуум-насоса, который поддерживает в
вакуум-выпарном аппарате разряжение 4-6 кПа, и в двутельный корпус вакуумвыпарного аппарата подается горячая вода из теплообменнике-подогревателе 9 и
используется для поддержания температуры внутренней стенки вакуумвыпарного аппарата.
Сконцентрированный сок продвигается в нижнюю конусную часть вакуумвыпарного аппарата и через вакуумный шлюзовой затвор выходит из вакуумвыпарного аппарата в бункер для хранения концентрированного сока 10.
Рисунок 6.1 - Машинно-аппаратурного оформления линии для малых предприятий производства быстрорастворимых гранулированных напитков на основе кукурузной муки
кукурузная мука
109
110
В силосах 11 и 12 хранится сахар и кукурузная мука. С помощью объемного
дозатора 13 сахар в нужных пропорциях попадает в молотковую дробилку 26 где
перемалывается до состояния сахарной пудры, и попадает в винтовой конвейер.
Из силоса 12 кукурузная мука в нужных пропорциях через объемный дозатор попадает в винтовой конвейер, где сахарная пудра и мука смешиваясь, перемешаются в центробежный смеситель 15. В смеситель подается концентрированный сок
из бункера 10, и в течение 30 с перемешивается. После чего смеситель опрокидывается, и смесь попадает на ленточный конвейер 16, который перемешает ее в
гранулятор тарельчатого типа 17. Тарель гранулятора вращается против часовой
стрелки, а активатор наоборот, смесь увлажняется водой. При перемещении
увлажненной смеси по тарели гранулятора она окатывается, формообразуется и
гранулируется. Готовые гранулы перемещаются в просеиватель 19, гранулы диаметром больше 3мм и менее 0,5мм возвращают в гранулятор, гранулы меньше
3мм и более 0,5мм попадают на скребковый конвейер и перемещаются в промежуточный бункер 20. Из промежуточного бункера рабочие на столе 21 раскладывают в лотки 22 готовые гранулы слоем 20-30 мм. Лотки с гранулами помещают в
сушильный шкаф 24, после полного высыхания гранул, их повторно просеивают и
отправляют готовый продукт на упаковку в фасовочный агрегат 25, где упаковывают в пакеты из полимерной пленки.
В качестве одного из путей дальнейшего совершенствования процесса смешивания исходных компонентов нами предлагается разработка конструкции смесителя для непрерывного смешивания. При этом линия будет практически автоматизирована и будет меньше ручного физического труда.
6.3 Краткие выводы
Составлена оптимальная рецептура быстрорастворимого гранулированного
напитка на основе кукурузной муки с добавлением концентрата сока чёрной смородины и скомпоновано машинно-аппаратурное оформление линии для малых
предприятий производства быстрорастворимых гранулированных напитков на
основе кукурузной муки.
111
Общие выводы и предложения
1. По результатам диагностики технологических подсистем, формирующих
систему производства гранулированного напитка на основе кукурузной муки было выявлено, что подсистема В2, в которую входит процессор смешивания вносит
наибольшую нестабильность в функционирование технологического потока. За
счёт модификации процессора смешивания уровень её стабильности повысился с
0,55 до 0,63 за одну смену;
2.Исследованы физико-механические свойства кукурузного крахмала и кукурузной муки. Обосновано использование кукурузной муки высшего сорта в качестве
структурообразователя в производстве быстрорастворимого гранулированного
напитка;
3. Исследовано влияние конструктивных факторов лопастного смесителя на
процесс смешивания. Показано, что конструкция конуса отбойника, фиксация его
удалённости от форсунки, а также применения вейвлет-анализа сигналов для контроля процессов дозирования микропорционных составляющих (например премикса) позволили интенсифицировать процесс смешивания и улучшить качество
смеси;
4.Произведена количественная оценка уровней организации известной и усовершенствованной технологии изготовления быстрорастворимых гранулированных напитков, на основании которой показано, что если стабилизировать процесс
в технологической линии производства быстрорастворимых гранулированных
напитков, это увеличит уровень целостности всей технологической системы с 0,18 до -0,1 за одну смену;
5. Разработана рецептура напитка на основе кукурузной муки и технология
его производства, которые внедрены в производство в ООО «НПО «Здоровое питание» (г. Кемерово).
112
Список литературы
1.
Адлер, Ю.П. Планирование эксперимента при поиске оптимальных
условий./ Ю.П. Адлер, Е.В. Маркова, Ю.В. Грановский. – М.: Наука, 1971. –280с.
2. Айзерман, М.А. Теория автоматического регулирования / М.А. Айзерман.
– М.: Наука. – 1966. – 452 с.
3. Александровский, А.А. Исследование процесса смешивания и разработка
аппаратуры для приготовления композиций, содержащих твердую фазу: Автореф.
дис… д-ра техн. наук/ А.А. Александровский. – Казань. – 1976. – 48 с.
4.
Андреев, С.П. Оценка стабильности производства при управлении каче-
ством пищевой продукции./ С.П. Андреев. – М.: МГУПП. – 2001. – 138 с.
5.
Антипов, С.Т. Машины и аппараты пищевых производств. / С.Т.
Антипов, И.Т. Кретов, А.Н. Остриков и др. Под ред. акад. РАСХН В.А.
Панфилова. – М.: Высшая школа. – 2001. – 2 т.
6. Астафьева, Н.М. Вейвлет-анализ: основы теории и примеры применения /
Н.М. Астафьева // УФН. – 1996. – Т. 166, № 11. – С. 1145-1170.
7. Атнас, М. Оптимальное управление. / М. Атнас, П. Фалб. – М.:
Машиностроение, 1968. – 764 с.
8. Ахмадиев, Ф.Г. Моделирование и реализация способов приготовления
смесей / Ф.Г. Ахмадиев, А.А. Александровский // Журн. Всесоюз. хим. общ-ва.
им. Д.И. Менделеева. – 1988. – Т. 33, №4. – С. 448.
9. Ахмадиев, Ф.Г. Моделирование кинетики процессов смешения композиций, содержащих твердую фазу. / Ф.Г. Ахмадиев // Изв. ВУЗов. Химия и
химическая технология. – 1984. – Т. 27, № 9. – С. 1096-1098.
10. Бакин, И.А. Совмещение процессов смешивания и диспергирования в
центробежном аппарате. / И. А. Бакин, В.И. Маньянов // Техника и технология
пищевых производств: Сб.науч.работ. – Кемерово: КемТИПП. – 2006. –С.14-16.
11. Бакин, И.А.. Теоретические
и практические аспекты разработки
центробежных смесителей для переработки дисперсных материалов / И.А. Бакин,
В.Н. Иванец: Монография. – Кемерово: КемТИПП. – 2007. – 154 с.
113
12. Баранцева,
Е.А.
Процессы
смешивания
сыпучих
материалов:
моделирование, оптимизация, расчет. / Е.А. Баранцева, В.Е. Мизонов, Ю.В.
Хохлова. – Иваново: ГОУВПО «Ивановский государственный энергетический
университет им. В.И. Ленина». – 2008. – 116 с.
13. Благовещенская,
М.М.
Автоматика
и
автоматизация
пищевых
производств / М.М. Благовещенская. – М. –1991. –155с.
14. Благовещенская, М.М. Применение микропроцессорной техники в
хлебопекарной и макаронной промышленности / М.М. Благовещенская. – М. –
1987. – 150 с.
15. Вареных,
Н.М.
Химико-технологические
агрегаты
смешивания
дисперсных материалов. / Н.М. Вареных, А.Н. Веригин, В.Г. Джангирян, М.В.
Емельянов. – СПб.: Изд-во Санкт-Петербургского университета. –2001. – 340 с.
16. Воробьев, В. И. Теория и практика вейвлет-преобразования / В. И.
Воробьев, В. Г. Грибунин. – СПб.: Изд-во ВУС. –1999. – 208 с.
17. Воронин, А.А. Введение в динамику сложных управляемых систем /
А.А. Воронин. – М.: Наука. – 1985. – 697 с.
18. Генералов, М.Б. Механика твердых дисперсных сред в процессах
химической технологии: Уч. пособие для вузов. /М.Б. Генералов. – Калуга: Изд-во
Н. Бочкаревой. – 2002. – 592 с.
19. Дейч, А.М. Методы идентификации динамических объектов / А.М.
Дейч. – М.: Энергия. – 1979. – 204с.
20. Дерягин, Б.В. Поверхностные силы. / Б.В. Дерягин, Б.В. Чураев, В.М.
Муллер– М.: Наука. –1985. – 398 с.
21. Добеши, И. Десять лекций по вейвлетам / Ингрид Добеши. – М.
– Ижевск: Регулярная и хаотическая динамика. – 2001. – 250 с.
22. Доня, Д.В. Инженерная реология: учебное пособие. /Д.В. Доня, А.А.
Леонов.
–
Кемерово:
Кемеровский
технологический
институт
пищевой
промышленности. – 2008. – 123 с.
23. Дорф, Р. Современные системы управления / Р. Дорф, Р. Бишоп. Пер.
с англ. Б.И. Копылова. – М.: Лаборатория Базовых Знаний. – 2002. – 832 с.
114
24. Дремин, И.М. Вейвлеты и их использование / И.М. Дремин, О.В.
Иванов, В.А. Нечитайло // УФН. – 2001. – Т. 171, №5. – С. 465-501.
25. Душин, С.Е. Теория автоматического управления /С.Е. Душин, Н.С.
Зотов, Д.Х. Имаев и др.; Под ред. В.Б. Яковлева. – М.: Высшая школа. – 2003.
– 567 с.
26. Дьяконов, В.П. Вейвлеты. От теории к практике / В.П. Дьяконов. – М.:
Солон-Р. – 2002. – 448 с.
27. Ермолаев Я.Ю. Исследование и разработка процессов производства быстрорастворимого гранулированного напитка на основе ячменной муки: дис. … канд.
техн. наук: 05.18.12 / Ермолаев Ярослав Юрьевич. – Кемерово. – 2013. – 122 с.
28. Ерофеев, А.А. Теория автоматического управления / А.А. Ерофеев.
– СПб.: Политехника. – 1998. – 295 с.
29. Зенкова, А.Н. Крупяные продукты как компонент здорового питания.
/ А.Н. Зенкова, В.П. Каминский, И.Н. Пятницкая и др. – М.: ГНУ ВНИИЗ
Россельхозакадемии. – 2008. – 72 с.
30. Иванец, В.Н. Выбор режима работы смесительного агрегата при
непрерывном дозировании. / В.Н. Иванец, Б.А. Федосенков. // Процессы в
зернистых средах: Межвузовский сборник научных трудов. – Иваново. – 1989. –
С. 51-56.
31. Иванец, В.Н. Интенсификация процесса смешивания высокодисперсных
материалов направленной организацией потоков : Автореф. дисс. д-ра техн. наук:
05.18.12. /Виталий Николаевич Иванец. – Одесса. – 1989. – 32 с.
32. Иванец, В.Н. Разработка математического описания технологического
процесса смесеприготовления из сыпучих материалов / В.Н. Иванец, Б.А.
Федосенков
//
Кемеровскому
Технологическому
Институту
Пищевой
Промышленности 25 лет: достижения, проблемы, перспективы: Сборник статей –
Кемерово. – 1998. – Ч.2. – С. 40-47.
33. Иванец, Г.Е. Разработка смесительных агрегатов вибрационного типа
для получения комбинированных продуктов: Монография. /Г.Е. Иванец.
– Кемерово: КемТИПП. – 2001. – 156 с.
115
34. Исхаков, Р.Р. Структура комплекса управления техническим объектом
в вейвлет-среде/ Р.Р. Исхаков, К.С. Якимчук, Д.Б. Федосенков, О.В. Цыганенко //
Сборник
материалов
4-й
международной
конференции
студентов, аспирантов и молодых учёных. – Кемерово. – 2011.– С.53-54.
35. Исхаков,
Р.Р.,
Управление
локальным
рециклом
центробежного
смесителя / Р.Р. Исхаков, К.С. Якимчук, Д.Б. Федосенков // Пищевые продукты и
здоровье человека: Сборник материалов Международной конференции студентов,
аспирантов и молодых учёных. – Кемерово. – 2012. – С. 520-521.
36. Кайтуков, А. В. Системный подход к развитию технологических линий. /
А.В. Кайтуков. // Молочная промышленность. – 2009. – № 9. – С. 24-27.
37. Карнадуд,
Е.Н.
Моделирование
режимов
работы
непрерывных
и дискретных дозаторов объемного типа /Е.Н. Карнадуд, Р.Р. Исхаков, К.С.
Якимчук и др. //Техника и технология пищевых производств. – 2013. – №2.
– С. 80-84.
38. Каталымов, А.В. Дозирование сыпучих и вязких материалов / А.В.
Каталымов, В.А. Любартович. – Л.: Химия. – 1990. – 240 с.
39. Кафаров, В.В. Математическое моделирование основных процессов
химических производств / В.В. Кафаров, М.Б. Глебов. – М.: Высш. шк. – 1991. –
400 с.
40. Кафаров, В.В. Методы кибернетики в химии и химической технологии /
В.В. Кафаров. – 3-е изд., перераб. и доп. – М.: Химия. – 1976. – 464 с.
41. Кафаров, В.В. Системный анализ процессов химических технологий /
В.В. Кафаров, И.Н. Дорохов. – М.: Наука. – 1976. – 499 с.
42. Кемпбелл, Д.П. Динамика процессов в химической технологии / Д.П.
Кемпбелл. – М.: Госхимиздат. –1962. – 150 с.
43. Киселева, Т.Ф. Формирование технологических и социально значимых
потребительских свойств напитков: теоретические и практические аспекты. / Т.Ф.
Киселёва. – Кемерово: Кемеровский технологический институт пищевой
промышленности. – 2006. – 271 с.
116
44. Кожаров, В.И. Состояние и пути развития производства концентратов
плодово-ягодных киселей. / В.И. Кожаров, Е. Н. Волков. – М.: типография
ЦНИИТЭИпищепрома. – 1972. – 30 с.
45. Коптелова, Е.К. Изменение структуры и свойств крахмала при
влаготермической обработке. / Е.К. Коптелова, Н.Д.
Лукин // Сборник
материалов научно-практической конференции. – Углич. – С. 155-157.
46. Короновский, А.А. Непрерывный вейвлетный анализ и его приложения /
А.А. Короновский, А.Е. Храмов. – М.: Физматлит. – 2003. – 176 с.
47. Краснов, А.Е. Информационные технологии пищевых производств
в условиях неопределенности (системный анализ, управление и прогнозирование
с элементами компьютерного моделирования) / А.Е. Краснов, О.Н. Красуля, О.В.
Большаков, Т.В. Шлекскея. – М. – 2001. – 200с.
48. Кретов,
И.Т.
Технологическое
оборудование
предприятий
пищеконцентратной промышленности. / И.Т. Кретов, А.Н. Остриков, В.М.
Кравченко. – Воронеж: Издательство Воронежского университета. – 1996. – 448 с.
49. Лунев, А.Ю. Анализ смесителей, применяемых для смешивания
сыпучих материалов пищевой промышленности. / А.Ю. Лунев. // Материалы 2-й
Всероссийской научно-практической конференции студентов, аспирантов и
молодых ученых. – Бийск. – 2009. – С. 325-329.
50. Макаров, Ю.И. Аппараты для смешивания сыпучих материалов. / Ю.И.
Макаров. – М. – 1973. – 216с.
51. Макаров, Ю.И. Энтропийные оценки качества смешивания сыпучих
материалов / Ю.И. Макаров // Процессы и аппараты химической технологии.
Системно-информационный подход. – М.: МИХМ. – 1977. – С. 143-148.
52. Мартемьянова, Л.Е. Инженерная реология. / Л.Е. Мартемьянова, Н.Б.
Гаврилова, М.П. Щетинин, П.А. Лисин. – Барнаул-Омск: АлтГТУ. – 2003. – 389 с.
53. Матц, С.А. Структура и консистенция пищевых продуктов. /С.А. Матц.
– М.: Пищевая промышленность. – 1972. – 237 с.
117
54. Муратова, Е.И. Поверхностные явления и дисперсные системы:
Лабораторные работы. / Е.И. Муратова, А.А. Ермаков. – Тамбов: Изд-во Тамб.
гос. техн. ун-та. – 2006. – 48 с.
55. Новиков, Л.В. Адаптивный вейвлет-анализ сигналов / Л.В. Новиков //
Научное приборостроение. – 1999. – № 2. – 9 т.
56. Панфилов, В.А. Теория технологического потока. 2-е изд., исправл. и
доп. / В.А. Панфилов. – М.: КолосС. – 2007. – 319 с.
57. Панфилов, В.А. Техника пищевых производств малых предприятий.
/ В.А., Панфилов С.Т., Антипов, В.Е. Добромиров. – М.: КолосС. – 2007. – 696 с.
58. Панфилов, В.А. Технологические линии пищевых производств: создание
технологического потока. / В.А. Панфилов, О.А. Ураков. – М.: Пищевая
промышленность. – 1996. – 472 с.
59. Панфилов,
В.А..
Целостный
технологический
поток
-
база
высокорентабельного современного производства. Хранение и переработка
сельхозсырья. /В.А. Панфилов. – 1998. –№ 4. – С. 6-7.
60. Петухов, А.П. Введение в теорию базисов всплесков / А.П. Петухов.
– СПб: Изд-во СПбГТУ. – 1999. – 132 с.
61. Плотникова, Т.В. Экспертиза свежих плодов и овощей. Качество и
безопасность. / Т.В. Плотникова, В.М. Позняковский, Т.В. Ларина, Л.Г. Елисеева.
– Новосибирск: Сиб. унив. изд-во. – 2007. – 304 с.
62. Позняковский, В. М. Экспертиза пищевых концентратов. Качество и
безопасность. / В. М. Позняковский, И. Ю.
Резниченко, А. М. Попов. –
Новосибирск: Сиб. унив. изд-во. – 2007. – 266 с.
63. Покровский, В.И. Политика здорового питания. Федеральный и
региональный уровни. / В.И. Покровский, Г.А. Романенко, В.А. Княжев.
– Новосибирск: Сиб. унив. изд-во. – 2002. – 344 с.
64. Попов,
А.М.
Анализ
и
синтез
технологий
гранулированных
концентратов напитков. /А.М. Попов. – Кемерово: Кемеровский технологический
институт пищевой промышленности. – 2003. – 245 с.
118
65. Попов,
А.М.
Особенности
процессов
и
технологии
получения
быстрорастворимых гранулированных киселей на основе аронии. /А.М. Попов,
Д.В. Доня, Е.Е. Петушкова, Е.С. Миллер, К.С. Якимчук// Современные проблемы
науки и образования. – 2014.– № 3. Режим доступа: http://www.scienceeducation.ru/117-13103.
66. Попов, А.М. Совершенствование технологического потока производства
гранулированных продуктов/А.М. Попов, Д.В. Доня, К.С.Якимчук, И.А.
Михайлова//
Современные
проблемы
науки
и
образования.
–
2014.
– № 1; URL: www.science-education.ru/115-12239
67. Попов, А.М. Физико-химические основы технологий полидисперсных
гранулированных продуктов питания. / А.М. Попов. – Новосибирск: Сиб. унив.
изд-во. – 2002. – 324 с.
68. Разработка циркуляционного смесителя центробежного типа для получения сухих и увлажненных композиций. / Г.Е. Иванец, С.А. Ратников, И.А. Бакин,
В.П. Зверев. // Хранение и переработка сельхозсырья, 2002. – № 6. – С. 60-61.
69. Разумов,
И.М.
Псевдоожижение
и
пневмотранспорт
сыпучих
материалов. /И.М. Разумов. – М.: Химия – 1972. – 240 с.
70. Реология пищевых масс. / К.П. Гуськов, Ю.А. Мачихин, С.А. Мачихин,
Л.Н. Лунин. – М.: Пищевая промышленность. – 1970. – 208с.
71. Рогинский, Г.А. Дозирование сыпучих материалов / Г.А. Рогинский.
– М.: Химия. – 1978. – 176 с.
72. Рогов, И.А., Химия пищи. Кн. 1. / И.А., Рогов, Л.В. Антипов, Н.И.
Дунченко, Н.А. Жеребцов. – М.: КолосС. – 2000. – 384 с.
73. Розенвассер,
Е.М.
Чувствительность
систем
управления
/
Е.М.
Розенвассер, P.M. Юсупов. – М.: Наука. – 1981. – 180 с.
74. Справочное пособие по теории систем автоматического регулирования и
управления / Под ред. Е.А. Санковского. – Мн.: Высш. шк. – 1973. – 583 с.
75. Теоретические основы пищевых технологий: В 2-х книгах. Книга 1, отв.
Редактор В.А. Панфилов. – М.: КолосС. – 2009. – 608 с.
119
76. Теоретические основы пищевых технологий: В 2-х книгах. Книга 2, отв.
Редактор В.А. Панфилов. – М.: КолосС. – 2009. – 800 с.
77. Федосенков, Б.А. Cybernetic modeling the mixture-producing aggregate
with the state-space method terms / Б.А. Федосенков, Е.В. Антипов, В.Н. Иванец //
Mathematical reviews (USA). – 2002.
78. Федосенков, Б.А. Cybernetic modelling of a mixing aggregate in the
technological state space / Б.А. Федосенков, Е.В. Антипов, В.Н. Иванец // Z
entralblatt für Mathematik [J] Mat. Strukt. Model. – 2002. – № 10.
79. Федосенков, Б.А. Автоматизированное управление техническими и
технологическими объектами в вейвлет-среде /Б.А. Федосенков, Е.Н. Карнадуд,
К.С. Якимчук и др. //Сборник статей Международного научного форума
«Пищевые инновации и биотехнологии»
под общ. ред. А.Ю. Просекова.
– Кемерово. – 2013. – С. 253-274.
80. Федосенков, Б.А. Математические модели технологических процессов в
пространстве состояний смесеприготовительного агрегата / Б.А. Федосенков, Д.Л.
Поздняков, В.Н. Иванец, Е.В. Антипов // Известия ВУЗов. Пищевая технология.
– 2003. – №5–6. – С. 86-89.
81. Федосенков, Б.А. Обобщенная математическая модель дискретного
дозирования
сыпучих
порошкообразных
материалов
/
Б.А.
Федосенков,
А.Л. Чеботарев, Е.В. Антипов // Известия ВУЗов. Пищевая технология. – 2003.
– №2-3. – C. 76-80.
82. Федосенков, Б.А. Процессы дозирования сыпучих материалов в
смесеприготовительных агрегатах непрерывного действия – обобщенная теория и
анализ (кибернетический подход) / Б.А. Федосенков., В.Н. Иванец. – Кемерово.
– 2002. – 211 с.
83. Федосенков, Б.А. Способ формирования управляющих воздействий в
вейвлет-среде при производстве пищевых композиций в агрегатах непрерывного
действия / Б.А. Федосенков, А.В. Камалдинов, В.Н. Иванец // Хранение и перераб.
сельскохоз. сырья. – 2005. – № 6.
120
84. Федосенков, Д.Б. Управление механизмом варьирования степени локального рецикла центробежного смесителя/ Федосенков, Д.Б.,
Исхаков, Р.Р.,
Якимчук, К.С. и др.// Сборник материалов Инновационного конвента «Кузбасс:
образование, наука, инновации». – Кемерово.– С.30-32.
85. Харитонов, Д.В. Производство сухих многокомпонентных продуктов
способом сухого смешивания. /Д.В. Харитонов // Молочная промышленность.
– 1998. – № 1. – С. 6.
86. Хвощ, С.Т. Микропроцессоры и микроэвм: Справочник / С.Т. Хвощ.
– Ленинград. – 1987. – 350 с.
87. Храмцов, А.Г. Безотходная технология в молочной промышленности.
Под ред. А.Г. Храмцова. /А.Г. Храмцов, П.Г. Нестеренко. – М.: Агропромздат.
– 1989. – 279 с.
88. Храмцов,
А.Г.
Вторичные
сырьевые
ресурсы
молочной
промышленности и пути их рационального использования в условиях рыночной
экономики. Известия вузов. Пищевая технология, 1999. № 5-6. с. 14-17.
89. Центробежный смеситель для дисперсных комбинированных продуктов.
/ В.Н. Иванец, И.А. Бакин, Г.Е. Иванец. // Молочная промышленность, 2000. – №
10. – С.40-42.
90. Цирлин, А.М. Оптимальное управление технологическими процессами /
А.М. Цирлин. – М.: Энергоатомиздат. – 1986. – 399с.
91. Шушпанников, А.Б. Смесительные агрегаты вибрационного типа для
дисперсных материалов. / А.Б. Шушпанников, Г.Е. Иванец. – Кемерово. – 2008. –
152 с.
92. Якимчук, К.С. Использование средств управляемой рециркуляции при
интенсификации процессов смесеприготовления / К.С. Якимчук, Д.Б. Федосенков,
Р.Р. Исхаков // Пищевые продукты и здоровье человека: Сборник материалов
Международной конференции студентов, аспирантов и молодых учёных. – Кемерово – 2012. – С.534-535.
93. Mallat, Stephane G. A Wavelet Tour of Signal Processing / Stephane G. Mallat. – 2nd edition. – NY: Academic Press, September 1999. – 637 p.
121
94. Nani, R. Composizione chimica del siero. Rev. latte. /R. Nani. – 1976. – V.30.
– № 12. – P. 730-734.
95. Ogden, T. Essential Wavelets for Statistical Applications and Data Analysis /
T. Ogden. – Boston: Birkhauser, –1996.
96. Oppenheim, A. V. Signals and Systems / A. V. Oppenheim, A. S. Willsky and
I. T. Young. – Englewood Cliffs, NJ: Prentice-Hall, 1997. Phillips, C.L. Signals, Systems, and Transforms / C.L. Phillips and J.M. Parr. – 2nd ed. – Upper Saddle River, NJ:
Prentice-Hall. – 1999.
97. Special Issue on Wavelet Applications in Engineering // Applied and Computational Harmonic Analysis. – 2001. – Vol. 10 – № 3.
98. Strichartz, R. A Guide to Distribution Theory and Fourier Transforms / R.
Strichartz. – Boca Raton: CRC Press, 1994.
99. Strohmer, T. Numerical algorithms for discrete Gabor expansions / T.
Strohmer // Gabor Analysis and Algorithms: Theory and Applications. – Boston,
MA: Birkhauser. – l998. – P. 267-294.
100. Vetterli, M. Wavelets and filter banks: Theory and design / M. Vetterli, С.
Herley // IEEE Trans. Signal Proc. – 1992. – Vol. 40. – № 9. – P. 2207-2232.
101. Vetterli, M. Wavelets and Subband Coding / M. Vetterli and J. Kovacevic. 1st
edition. /M. Vetterli. – Englewood Cliffs, NJ: Prentice-Hall/ – 1995. – 488 p.
102. Wavelets and Statistics / A. Antoniadis and G. Oppenheim, editors. –
Springer, 1995.
103. Wavelets: A Tutorial in Theory and Applications / С. К. Chui, editor. –
New York: Academic Press. – 1992. – 723 p.
104. Wornell, G. W. Wavelet-based representations for a class of self-similar signals with application to fractal modulation / G. W. Wornell, A. V. Oppenheim // IEEE
Trans. Info. Theory. – March 1992. – Vol. 38, № 2. – P. 785-800.
105. Wornell, G.W. Signal Processing with Fractals: A Wavelet-Based Approach /
G.W. Wornell. – Prentice-Hall. – 1995.