Пояснительная записка
реклама

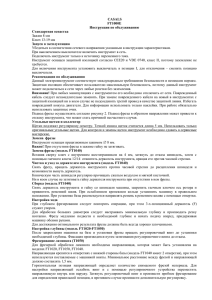
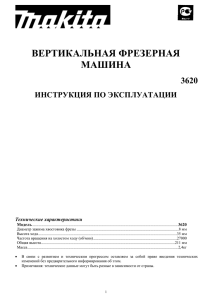
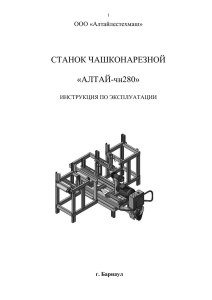
Омский Государственный Технический Университет Кафедра “Металлорежущие станки и инструмент” Пояснительная записка “Расчет и проектирование червячной шлицевой фрезы” Выполнил: . Проверил Омск 2011г. Аннотация Инструментальная наладка представляет собой комплект режущих и вспомогательных инструментов, установленных на станке в рабочем положении для выполнения технологической операции. Такими наладками оснащаются все современные токарные станки с ЧПУ. Состав комплекта определяется содержанием операции. Часть позиций наладки может быть укомплектована режущими инструментами стандартной конструкции (если они удовлетворяет требованиям выполнения операции и имеется на складе), часть - специальными, изготовленными инструментальным цехом завода. В качестве вспомогательного используется нормализованный инструмент, входящий в комплект поставки станка. Содержание: 1. Расчет и проектирование червячной шлицевой фрезы……………………...4 2. Графическое определение профиля фрезы…………………………………...5 3. Заключение……………………………………………………………………..10 4. Список литературы……………………………………………………………11 1. Расчет и проектирование червячной шлицевой фрезы. Червячная инструментов, шлицевая фреза работающих по относится методу к большой огибания группе (обкатки). режущих Обкаточные инструменты являются наиболее сложными, как по конструированию, так и по изготовлению. Обозначение шлицевого вала с центрированием по внутреннему диаметру: с числом зубьев Z = 8; внутренним диаметром d = 32мм, выполненным по посадке js7; наружным диаметром = 36мм, выполненным по посадке f8; ширина зуба Ь = 6мм, выполнены по посадке a11. Исходными данными для проектирования являются размеры торцевого сечения вала с предельными отклонениями в соответствии с указанными посадками и рекомендациями по габаритным, посадочным и некоторыми другими. Рис. 1. Размеры торцевого сечения шлицевого вала. 2. Графическое определение профиля фрезы. Чертим ось 1' чертежа, полюс О зацепления. Чертим шлицевой вал в исходном положении 2. Проводим окружность: начальную З', впадин 4' и 5. Разделим начальную окружность на 64 части и нанесем метки. Строим из центра вала вспомогательную окружность диаметром равной ширине шлица вала. Из точек пометок на начальной окружности проводим касательную к вспомогательной окружности. От каждой касательной восстанавливаем перпендикуляр, проходящий через точку О (полюс зацепления). Помечаем точку пересечения. Через помеченные точки проводим лекальную кривую, которая и является линией зацепления (профилирования) во взаимном обкаточном движении начальной окружности по начальной прямой (условно не показываем). Определим положение точек профиля зуба фрезы. Точки a1, a2, a3, a4, a5, b1, b2, b3, b4, b5, c1, c2, c3, c4, c5 являются сопряженными. Поэтому, например, точки фрезы а5(фрезы), b5(вала) в процессе обкаточного движения (против часовой стрелки для вала) и влево (в прямолинейном направлении для фрезы) встречаются на линии профилирования в точке с5. Поэтому для определения положения точки с5, достаточно от точки с5 вправо отложить развертку длины начальной окружности, соответствующую в этом случае трем окружным шагам. Через точки а1, а2, а3, а4, а5 проводим лекальную кривую, которая является искомым профилем в нормальном сечении зуба фрезы. Уточним ширину и форму усика зуба фрезы, путем построения вероятной формы профиля поднутрения, состоящего из двух сопряженных удлиненных эвольвент, касающегося окружности 5'.Уточним форму основания зуба фрезы. При этом следует учитывать, что профиль зуба следует продолжить за точку а1 с тем, чтобы не зарезать фаску у вала, и что формирование фаски произойдет при обкаточном движении от исходного положения фрезы вправо, а вала по часовой стрелке. Определенный таким путем профиль зуба фрезы необходим при аналитическом расчете, который, в общем, формализован, является не наглядным и без надлежащего контроля может привести к грубым ошибкам. В отношении усика и основания зуба сопоставляем размеры определенные двумя методами, и при окончательном решении предпочтение отдаем графическому методу решения, так как расчетные формулы, для вычисления смещения фаски от начальной прямой и ширины диска недостаточно точны. Рис. 2. Профиль фрезы в нормальном сечении. Наиболее ответственным элементом конструкции фрезы является зуб. От величины параметров зуба зависят размеры других конструктивных элементов. Поэтому начинать разработку конструкции фрезы нужно с определения численных значений конструктивных элементов зуба, Правильно сконструированный зуб червячной шлицевой фрезы со шлифованным профилем должен отвечать следующим требованиям: 1) Обеспечивать свободный выход шлифовального круга 2) Отвечать условию достаточного числа переточек фрезы и ее долговечности. 3) Исключить образование седловины при затыловывании резцом и шлифовальным кругом. 4) Обеспечить достаточный объем стружечной канавки 5) Удовлетворять условию прочности нового и сточенного зуба. 6) Соответствовать общей компоновке фрезы и следующим условиям: а) наибольшего числа зубьев, б) прочности тела фрезы, в) виброустойчивости. Исходными данными при конструировании являются: ho-полная высота профиля от основания технологической канавки до вершины усика(технологическое назначение фрезы). Выбираем: 1) Передний угол = 0, задний угол b град., 2) Диаметр посадочного отверстия из ряда стандартных значений. 3) Толщину тела фрезы. Следующий порядок конструирования зуба фрезы: 1) Выберем координатную систему с началом Ои, 2) Определим масштаб М при допущении места положения центра шлифовального круга за пределы рамки чертежа. 3) Проводим окружность радиусом 0,5Dи. 4) Построим центральный угол Е 5) Построим угол С = 1/6Е. 6) Откладываем затылок К, вычисленный в табл.. 7) Строим угол b. 8) Проводим хорду через точки а, b. 9) Из середины хорды восстанавливаем перпендикуляр. 10) Получаем центр О' окружности, заменяющей кривую первого затылка К. 11) Строим из центра О" окружность, проходящую через точки а и b. 12) Строим из центра О' окружность, проходящую через точку g. 13) Делаем засечку (центр Ок шлифовального круга) дугами радиусом Rк = 40мм из центра g' и радиусом равным О’а - hшл. + Rк, из центра O’. 14) Проводим окружность радиусом Rк. 15) Пометим точку касания F и точки f и m. 16) Из центра Ои проводим окружность через точку f. 17) Откладываем второй затылок К1. 18) Вычисляем x=(a'm : aa') Kl. 19) Откладываем величину х. 20) Из центра Ои проводим окружность и отмечаем точку 1. 21) Проводим две хорды, соединяющие точки W И f, w и l. 22) Из середины обоих хорд восстанавливаем перпендикуляры и отмечаем точку О" их пересечения. 23) Из центра Ои проводим окружность, заменяющую второй затылок К1,через три точки l, f, w. 24) Из центра Ои проводим окружность радиусом R5, через точку S. 25) Из середины дуги проводим окружность радиусом r5 . 26) Касательно к окружности проводим под углом ( = 20 град. Линию спинки зуба. 27) Проводим окружность диаметром du. 28) Проверяем соответствия: В = (0,65...0,7)Н и п > 0,5В Если соответствия выполняется, это означает, что конструирование провели правильно. Рис. 3. Конструирование зуба фрезы. Рис. 4. Конструктивные элементы червячной шлицевой фрезы 3. Заключение. Таким образом, приходим к выводу, что использование метода получения деталей машин обработкой резанием по сравнению с другими методами (литье, горячая и холодная штамповка и т. д. Обеспечивает наибольшую гибкость производственного процесса, Обработка резанием позволяет осуществлять быстрый переход от обработки деталей (заготовок) одного размера и конфигурации к обработке деталей (заготовок) другого типа, что существенно снижает себестоимость продукции и позволяет не применять громоздкое и дорогостоящее оборудование. Также обработка резанием, по сравнению с другими методами, обеспечивает существенную экономию средств, благодаря применению универсальной оснастки, то есть металлорежущего инструмента, особенно инструмента со сменным механическим креплением. 4. Список литературы. 1.Бергер И. И. «Справочник молодого токаря». Минск: Высшая школа 1972 С.320. 2. «Металлорежущий инструмент. Каталог. Часть 1 .Резцы и фрезы». Под редакцией Я.А. Музыканта и др,:НИИмаш,1983 С.446. 3. Методические указания к выполнению курсового проекта по проектированию и производству металлорежущих инструментов. Составители: Попов Ю.В., Чирков В.Н,,Черны Н.А.Омск: ОмПИ 1981, 4.Семенченко И.И., Матюшин В.М., Сахаров Г.Н.: «Проектирование металлорежущих инструментов».М.:Машгиз 1963 5. Сахаров Г.Н., Арбузов О.Б.,Боровой Ю.П.: «Металлорежущие инструменты» М. Машиностроение 1989. 6. Методические указания по курсовому проектированию: «Расчет и проектирование червячной шлицевой фрезы». Составители: Попов Ю.В. и др.. Омск—1983.