основные правила безопасной работы при выполнении
реклама

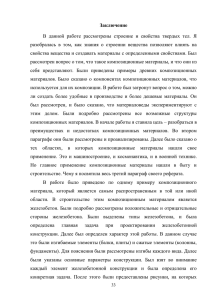
МИНИСТЕРСТВО ОБРАЗОВАНИЯ И НАУКИ РОССИЙСКОЙ ФЕДЕРАЦИИ ФЕДЕРАЛЬНОЕ ГОСУДАРСТВЕННОЕ БЮДЖЕТНОЕ ОБРАЗОВАТЕЛЬНОЕ УЧРЕЖДЕНИЕ ВЫСШЕГО ПРОФЕССИОНАЛЬНОГО ОБРАЗОВАНИЯ СЕВЕРО-КАВКАЗСКИЙ ГОРНО-МЕТАЛЛУРГИЧЕСКИЙ ИНСТИТУТ (ГОСУДАРСТВЕННЫЙ ТЕХНОЛОГИЧЕСКИЙ УНИВЕРСИТЕТ) Кафедра Теоретической электротехники и электрических машин Методические указания к практическим занятиям по дисциплине "Электротехническое и конструкционное материаловедение» Для студентов направления подготовки: 140400.62 «Электроэнергетика и электротехника» , профиль «Электроснабжение» и «Электропривод и автоматика»; 280700 "Техносферная безопасность", профиль "Защита в чрезвычайных ситуациях" Сост. Соколов А.А. Владикавказ 2012 СОДЕРЖАНИЕ стр Введение Практическое занятие №1 Практическое занятие №2 Практическое занятие №3 Практическое занятие №4 Самоконтроль в вопросах и ответах Список литературы 6 8 13 19 23 27 31 2 ОСНОВНЫЕ ПРАВИЛА БЕЗОПАСНОЙ РАБОТЫ ПРИ ВЫПОЛНЕНИИ ПРАКТИЧЕСКИХ РАБОТ 1. Вводный инструктаж проводят со всеми студентами перед началом практических работ в учебных лабораториях. О проведении вводного инструктажа делают запись в журнале регистрации вводного инструктажа с обязательной подписью инструктируемого и инструктирующего. 2. Перед изучением новой темы при выполнении практических работ на рабочем месте проводят первичный инструктаж. 3. Все работы в лаборатории могут производиться только с разрешения преподавателя, ведущего занятия, заведующего лабораторией или старшего лаборанта, отвечающего за данную установку. 4. Объем и содержание каждой работы, персональный состав студентов, а также ответственный исполнитель работы устанавливаются в каждом конкретном случае до начала выполнения работы преподавателем или заведующим лабораторией. 5. Включение напряжения производится только после проверки схемы руководителем работы. Перед каждой подачей напряжения включающий обязан предупредить всех работающих на установке. 6. Если в процессе работы электроустановки требуется неоднократно включать и отключать ее, то эти операции должны быть поручены только одному лицу. В аварийных случаях отключение установки может быть произведено любым из участников работы. 7. Особая осторожность должна быть проявлена при работе с движковыми реостатами, контактными клеммами открытого типа. При передвижении движка реостата вторая рука не должна касаться заземленных проводников или частей, находящихся под напряжением. 8. Необходимо соблюдать осторожность в работах связанных с нагревом образцов. Запрещается извлечение экспериментальных образцов из нагревательных приборов без специальных захватов. 9. Перед началом работы все участники должны на месте подробно ознакомиться со схемой установки, обратив особое внимание на выключатели или рубильники со стороны питающей сети, и убедиться в отсутствии напряжения на участке работы. 10. Запрещается оставлять без надзора установки или схемы находящиеся под напряжением. 11. В случае обнаружения неисправности установки или при аварии необходимо немедленно отключить напряжение и сообщить о происшедшем руководителю работ. 12. При поражении работающего электрическим током нужно немедленно отключить электропитание, чтобы освободить его от соприкосновения с токоведущими частями энергоустановки. Если 3 пострадавший находится в бессознательном состоянии, следует немедленно применить искусственное дыхание, непрямой массаж сердца, вызвать врача. 13. Студент, имеющий невыполненное или незащищенное занятие работу, не допускается к выполнению следующего. ТРЕБОВАНИЯ К ОФОРМЛЕНИЮ ОТЧЕТА Отчет должен содержать следующие разделы: название; цель работы; используемые приборы и материалы; краткую теоретическую часть, методику измерений; экспериментальные данные измерений и расчетов; выводы. Все измеренные данные (проводимость, индукция магнитного поля и др.) в отчете должны быть представлены в единицах системы СИ. 4 ВВЕДЕНИЕ Композиционный материал — неоднородный сплошной материал, состоящий из двух или более компонентов, нерастворимых друг в друге, не входящих реакцию друг в друге, не диффундирующих, имеющих прочную границу взаимодействия и обладающих свойствами, как компонента, так и свойствами, которыми компоненты не обладают. Среди компонентов можно выделить армирующие элементы, обеспечивающие необходимые механические характеристики материала, и матрицу (или связующее), обеспечивающую совместную работу армирующих элементов. Армирующий материал - материал, вводимый в связующее, для усиления физико-механических свойств и придания композиции качеств конструкционного материала. Механическое поведение композита определяется соотношением свойств армирующих элементов и матрицы, а также прочностью связи между ними. Эффективность и работоспособность материала зависят от правильного выбора исходных компонентов и технологии их совмещения, призванной обеспечить прочную связь между компонентами при сохранении их первоначальных характеристик. Классификация композиционных материалов по армирующему материалу: 1) композиционные материалы на основе неорганических волокон (стекло, базальт и т.д.); 2) композиционные материалы на основе углеродных волокон; 3) композиционные материалы на основе органоволокон; 4) композиционные материалы на основе металлических волокон (бор, стальные и др); 5) композиционные материалы на основе керамических волокон (SiC и д. р.). Требования, предъявляемые к армирующим компонентам: 1) прочность (в условиях эксплуатации: вибраций, температуры, влажности, агрессивной среды); 2) малая влагопоглощаемость; 3) высокая усталостная прочность (в несколько раз превышает металлическую). Преимущества композиционных материалов: 1) высокая удельная прочность ( в несколько раз выше металлической); 2) высокая жёсткость (модуль упругости 130…140 ГПа); высокая износостойкость; 3) высокая усталостная прочность; 4) из композиционные материалы возможно изготовить размеростабильные конструкции. Причём, разные классы композитов могут обладать одним или несколькими преимуществами. Некоторых преимуществ невозможно добиться одновременно. Недостатки композиционных материалов: Большинство классов композитов (но не все) обладают недостатками: 5 1) высокая стоимость; 2) анизотропия свойств; 3) повышенная наукоёмкость производства, необходимость специального дорогостоящего оборудования и сырья, а следовательно развитого промышленного производства и научной базы страны. 6 ПРАКТИЧЕСКОЕ ЗАНЯТИЕ №1 Тема практического занятия: Изучение влияния природы наполнителя на свойства конструкционных керамических композиционных материалов. Цель практического занятия: Ознакомить студентов с технологией получения, свойствами и областями применения конструкционных керамических композиционных материалов; освоить технологию формования конструкционных композиционных материалов; определить влияние наполнителей различной природы на механические свойства конструкционных композиционных материалов. Теоретическая часть занятия Общие сведения о конструкционных керамических композиционных материалах на основе бескислородных матриц. Для получения керамических композиционных материалов в качестве матрицы используют тугоплавкие оксиды алюминия, цинка, магния, диоксида циркония, кремния, муллит, нитриды и карбиды кремния и др. В качестве армирующего компонента применяют как керамические, так и металлические дискретные нитевидные кристаллы и волокна, в том числе углеродные, борные и др. 1. Керамические композиционные материалы на основе карбида кремния. Карбид кремния образует две полиморфные модификации: кубическую β-SiC, имеющую структуру алмаза, и гексагональную -SiC со структурой слоистого типа. Карбид кремния получают пропиткой углеродного каркаса кремнием или спеканием смеси кремнезема ( SiO2 ) с графитом (малозольные антрациты, нефтяной кокс) при 2000-2200 С. В последние годы порошки карбида кремния получают также химическим разложением паров кремнийорганических соединений, карботермическим восстановлением полимеров и др. Плотные изделия из карбидов кремния получают горячим прессованием при 1500-1800 °С, реакционным спеканием смеси карбида кремния с углеродом в парах кремния путем прямого протекания через заготовку электрического тока 80-100 A, в течение 40-50 мин. Последним способом получают карборундовые нагреватели. Инициируют спекание присадки нитрида бора. При этом плотность изделий увеличивается на 15-20 , а вязкость материала повышается почти в 2 раза. Керамический композиционный материал карбидокремниевая матрица карбидокремниевое волокно получают методами газофазной, золь-гелевой или жидкостной пропитки упрочняющей фазы. Пропитку волокнистого каркаса осуществляют также органосиликатными соединениями с последующей высокотемпературной обработкой. Механические свойства 7 керамических композиционных материалов имеют прямую связь с количеством операций пропитки и условиями спекания. Композиции на основе карбида кремния упрочняют также волокнами Al2O3 , волокнами углерода с покрытиями SiC и усами из карбида кремния. Из карбида кремния изготавливают детали для футеровки печей, кислотостойкие изделия для химической промышленности, нагреватели сопротивления высокотемпературных печей и др. 2. Керамические композиционные материалы на основе нитрида кремния. Нитрид кремния существует в двух модификациях: Si3 N 4 имеет гексагональную решетку, рентгеновская плотность – 3,184 г/см3; Si3 N 4 имеет также гексагональную решетку, но с другими параметрами, его рентгеновская плотность – 3,187 г/см3. Наибольшей высокотемпературной устойчивостью обладает Si3 N 4 . Важнейшим свойством нитридом кремния является его химическая и термическая стойкость. В общем случае его свойства зависят от количества примесей состава и остаточной пористости. В настоящее время тонкие порошки получают термическим разложением солей. С целью получения плотного керамического композиционного материала широко используют пропитку пористого волокнистого каркаса (шликерное формование), горячее прессование, газофазное осаждение нитрида кремния на упрочняющую фазу с последующим горячим прессованием. Большие перспективы имеет также метод горячего изостатического прессования в стеклообразных оболочках. Для активирования спекания используют оксидные добавки алюминия, магния, иттрия и др. В качестве конструкционного разработан керамический композиционный материал армированный 40% масс. волокнами SiC c добавками оксидов магния и иттрия. Его получают пропиткой из газовой фазы жидким кремнием с последующим реакционным спеканием. Кроме волокон карбида кремния используют алюмосиликатныеи углеродные волокна, нитевидные монокристаллы муллита (3Al2O32SiO2), карбиды титана, вольфрама, тантала. Последние керамические композиционные материалы используют в качестве быстрорежущего инструмента. Материалы обладают высокой устойчивостьюк окислению и абразивному износу, поэтому их используют также для полученияизделий с высокой износоустойчивостью. Из керамических композиционных материалов на основе нитрида кремния изготавливают диски, сопла, облицовку газотурбинных установок, электроизоляторы, диэлектрические изделия, футеровку для высокотемпературной техники, подшипники качения для использования при высокой температуре без смазки и др. 3. Керамические композиционные материалы на основе диоксида кремния. Широкое применение в промышленности получили керамические композиционные материалы на основе диоксида кремния (боросиликатное, 8 алюмосиликатное, литиевосиликатное стекло). В этом случае для армирования используется графитовое волокно, волокно карбида кремния и д.р. Волокно протягивают через суспензию стеклянного порошка в пропаноле, наматывают на барабан, режут на слои, просушивают, укладывают в формы и прессуют в вакууме или аргоне при 1200-1300 0С давлением 5-15 МПа. Объемная доля волокон в керамическом композиционном материале может достигать 60 %. Прочность при изгибе боросиликатного керамического композиционного материала армированного 60 % графитовых волокон марки Hercules HMS достигает 1025 МПа, модуль упругости 119 ГПа, а деформация до разрушения 0,5 %. Значительно повышает прочность силикатных керамических композиционных материалов армирование углеродным волокном с покрытием SiC. Преимуществом силикатных керамических композиционных материалов армированных углеродным волокном, является повышенная пластичность и вязкость разрушения, что позволяет производить их механическую обработку. К устранимым недостаткам можно отнести относительно низкую стойкость в окислительной среде при высоких температурах, которая исчезает при использовании в качестве упрочняющей фазы волокон оксикарбида кремния, карбида кремния, оксида алюминия и д.р. Широкое распространение получила технология изготовления силикатных керамических композиционных материалов с применением гель-матрицы на стадии формирования материала. Процесс заключается в следующем: волокна дробят в шаровой и вибрационной мельницах, затем непрерывные волокна нарезают до заданных размеров, золь SiO2 получают гидролизом тетраэтилсиликата в этаноле. После чего дробленое волокно NiKalon 10г, 75 мл. золя и до 10 мл глицероля или формамида смешивают и подвергают ультразвуковой обработке. Полученную смесь формуют и высушивают, а формовки пропитывают золем SiO2 и обжигают при 1200 0С. Керамические композиционные материалы на основе диоксида кремния используют в качестве теплоизоляционных материалов в космонавтике, огнеупоров, в качестве конструкционных деталей для изготовления газотурбинных двигателей и т.д. 4. Керамические композиционные материалы на основе нитридов. 4.1. Нитрид алюминия. Это - порошок белого цвета, в монокристаллах прозрачен, имеет гексагональную решетку, рентгеновкая плотность -3,27 г/см3. Нитрид алюминия AlN получают прямым азотированием алюминия при 800-1200 0С или восстановлением оксида алюминия с одновременным, азотированием. Изделия из нитрида алюминия поучают горячим прессованием при 2000-2100 0С и давлении 30 МПа. Этот режим прессования обеспечивает плотность керамических композиционных материалов 0.98 от теоретической, предел прочности при изгибе 270 МПа (температура 25 0С), 190 Мпа (температура 1000 0С), 127 MПа (температура 1400 0С). 9 Нитрид алюминия обладает высоким электрическим сопротивлением, химически устойчив. Эти характеристики обусловили ето широкое использование для изготовления изделий специального назначения, например, контейнеров для получения и очистки монокристаллов арсенида галлия 4.2.Нитрид бора BN имеет температуру плавления около 3000 0С, плотность 2,2-2,35 г/см3. Известен в двух модификациях: гексагональная BN и кубическая BN . Следует отметить, что структура гексагонального нитрида бора подобна структуре графита. Кубический нитрид бора имеет твердость близкой к твердости алмаза, но более устойчив, чем алмаз в окислительных средах. Гексагональный нитрид бора получают азотированием B2O3 аммиаком при 900-1200 0С. Кубический нитрид бора получают обработкой гексагонального нитрида бора давлением 10 ГПа при температуре около 2000 0С. Изделия из BN получают горячим спеканием, шликерным формованием, экструзией с последующим спеканием. Гексагональный нитрид бора используют для производства огнеупоров, изоляторов, полупроводниковых приборов и т.д. Кубический нитрид бора применяют для изготовления режущих инструментов. В качестве конструкционных керамических композиционных материалов находят применение карбиды и нитриды гафния, ниобия, тантала, титана, ванадия, циркония, диспрозия, церия, галодия, самария, иттрия, консолидированные фторидом и оксидом магния, кальция или их смесями. Способы получения вышеуказанных материалов различны - это экструзия, литье под давлением, изостатическое прессование, шликерное литье, пропитка расплавом. Практическая часть занятия Необходимые материалы и оборудование для выполнения практической части занятия - установка горячего прессования; - пресс-форма для изготовления призматических образцов; - универсальная испытательная машина УМЭ-10ТМ; - приспособление для испытаний образцов на изгиб; - коллоидный раствор боросиликатного стекла в пропаноле; - стальная сетка; - углеродное волокно. Часть первая- изготовление препрегов. Подготовить по указанию преподавателя стальные сетки размером 9,5х54мм и углеродные волокна длиной 54мм. Смочить их коллоидным раствором боросиликатного стекла. Часть вторая- формование образцов. В пресс-форму загрузить 10 стальных сеток или 10 слоев углеродного волокна, сборку поместить в установку горячего прессования. Формование образцов осуществлять в среде аргона при 1250 0С 10 давлением 10 МПа в течение 10 мин. Количество образцов каждой партии назначает руководитель лабораторной работы. Часть третья - испытание образцов. Образцы подвергают испытаниям на изгиб на универсальной испытательной машине УМЭ-10ТМ с одновременной записью диаграммы изгиба в координатах «нагрузка-деформация», по которой определяют механические характеристики материала. Предел прочности при изгибе рассчитывают по формуле: ИЗГ 3 Pl 2 bh 2 где Р - максимальная нагрузка на образец; l- расстояние между опорами приспособления; b - ширина образца: h - высота образца. Удельную прочность КК'М рассчитывают по формуле: K ИЗГ где - плотность керамические композиционные материалы По результатам испытаний оценить влияние упрочняющей фазы на свойства керамического композиционного материала, сопоставить их с литературными данными. 11 ПРАКТИЧЕСКОЕ ЗАНЯТИЕ №2 Тема практического занятия: Изучение влияния армирующей фазы на прочностные свойства волокнистых композиционных материалов, полученных газотермическим напылением. Цель практического занятия: Ознакомить студентов со способами получения металлических композиционных материалов методами порошковой металлургии и напыления; изучить влияния вида армирующей фазы на физикомеханические свойства. Теоретическая часть занятия Общие сведения о способах формования композиционных материалов, армированных нитевидными кристаллами. Одной из ответственных операций получения композиционных материалов этого класса является подготовка волокон к формованию. Получаемые нитевидные кристаллы сличаются по размерам, механическим свойствам и др. Поэтому их подвергают очистке от посторонних примесей на моечных или воздушных установках классифицируют по одному из характеристических размеров. С целью обеспечения смачиваемости кристаллов матричным материалом на них наносят покрытия, которые интенсифицируют процесс сращивания кристаллов с матрицей и повышают эксплуатационные свойства композиционных материалов. Покрытия на нитевидные кристаллы наносят химическим, парофазным осаждением, электролизом, напылением и др. Решающее влияние на свойства композиционных материалов оказывает ориентация кристаллов волокон. Ориентирование кристаллов осуществляют экструзией, под действием магнитного поля, выталкиванием или разравниванием гребенкой (текстильные методы), вибрационным методом и др. Один из способов ориентирования нитевидных кристаллов экструзией заключается в следующем: 1) кристаллы диспергируют в вязком водном растворе альгината аммония совместно с порошками матричного материала; 2) суспензию экструдируют в слабокислую ванну, где альгинат аммония желатируется; 3) полученный жгут раскраивают, укладывают в форму и подвергают горячему прессованию. Все способы формования композиционных материалов, армированных нитевидными кристаллами, делят на твердофазные, осаждения и жидкофазные. Твердофазные и жидкофазные способы получения композиционных материалов аналогичны методам изготовления дисперсно-упрочненных композиционных материалов. Процессы осаждения заключаются в электролитическом или химическом осаждении матричного материала на поверхность нитевидных кристаллов. Полученный полуфабрикат практически 12 всегда имеет пористость, поэтому его подвергают горячему прессованию, прокатке, динамическому горячему прессованию и т.д. Общие сведения о получении композиционных материалов. Промышленные методы производства композитов развиты в основном для полимеров, упрочненных волокнами. Получение композитов с металлической и керамической матрицей в промышленных условиях затруднено, т.к. технологический процесс надо настроить таким образом, чтобы исключить коррозионное и механическое повреждения волокон, обеспечить их ориентированную укладку, гарантировать надежную связь между компонентами, автоматизировать процесс производства, оправдать затраты на изготовление и получить материал с заданными свойствами. При получении таких композитов преобладают методы порошковой металлургии. Композиты с полимерной матрицей можно получать спеканием. Изменяющаяся вязкость и клейкость неотверждающихся смол позволяет использовать специальные методы, при которых не требуется высоких температур и давлений. Наиболее важной проблемой технологического процесса является обеспечение связи волокон с матрицей. Для всех технологических процессов получения композиционных материалов, армированных волокнами, общими являются: очистка поверхности волокон и матрицы - чистка, мойка, обезжиривание, сушка; объединение волокон и матрицы - сборка чередующихся слоев матричных элементов и волокон; компактирование композиционных материалов методами порошковой металлургии, литья, холодной или горячей пластической деформации, либо комбинацией этих методов. 3 8 2 5 6 1 7 4 Рисунок. Блок-схема изготовления волокнистого композита: 1производство и предварительная обработка волокон; 2- параллельное ориентирование волокон; 3- покрытие волокон материалом матрицы; 4изготовление ткани и д.р. 5- соединение волокон материалом матрицы; 6уплотнение (нагрев, уплотнение под давлением); 7- термообработка (закалка, отжиг); 8- испытание. Мойку осуществляют погружением заготовок в специальную ванну, с дальнейшей обработкой паром, с применением ультразвука и механической 13 очистки. В качестве моющих средств могут быть использованы растворы щелочей кислот, иные поверхностно-активные вещества, в т.ч. органические растворы синтетических мыл. Далее проводят химическую и электрохимическую очистку в растворах соляной серной, фосфорной кислот в щелочных расплавах и растворах с целью удаления окалины. Наиболее эффективным принято считать такие способы получения волокнистых материалов как: экструзию, динамическое горячее прессование, прокатку. Преимущества вышеперечисленных методов перед остальными следующие: - высокая производительность динамического горячего прессования, возможность получения изделий различной конфигурации; - возможность получения заготовок большей длины методами экструзии и прокатки; - получение композиционного материала осуществляется без расплавления композиции с большой скоростью, что обеспечивает оптимальные условия взаимодействия волокон с матрицей - процессы получения композиционного материала можно осуществлять на стандартном оборудовании, применяемом при обработке давлением классических металлов и сплавов. Однако процесс формирования композиционных материалов этими способами, как правило, сопровождается большими пластическими деформациями, которые могут привести к разрушению малопластичных и хрупких упрочняющих волокон. Кроме того, кратковременность процесса не всегда обеспечивает необходимую связь матрицы с упрочняющей фазой. В связи с этим такие процессы как прокатку и экструзию применяют, в основном, для получения композиционных материалов с металлическими волокнами вольфрамовыми, молибденовыми и их сплавами. Свойства композиционных материалов во многом зависят от качества сборки исходных заготовок. Выбор конкретных способов зависит от формы полуфабриката или изделия (лист, пруток, труба, профиль и др.). Листовые заготовки формуют последовательной укладкой волокон, сеток различного плетения, матов упрочняющих фаз и матричного материала в виде фольги или порошка. Армированные листовые монослои изготавливают также методом намотки. При этом на цилиндрический барабан укладывают матричную фольгу и осуществляют намотку волокон с требуемым шагом и углом к оси вращения барабана. Волокна закрепляют на фольге бензольным клеем в тех местах, по которым монослой разрезается. Снятые армированные слои укладывают в нужном порядке в стопку. Трубчатые заготовки получают на намоточных станках с использованием цилиндрической оправки, которую после каждого цикла намотки волокон оборачивают слоем матричного материала в виде фольги или его наносят на волокна напылением. Заданную концентрацию арматуры в заготовке 14 обеспечивают регулировкой шага намотки волокна, его сечения и толщины матричного материала. Трубы и прутки с волокнами, ориентированными вдоль их осей, получают путем сворачивания армированных монослоев. Армированный монослой состоит из матричной рифленой фольги и матричной полосы, между которыми расположены волокна. Изготавливают также прутковые и трубчатые заготовки, в которых арматура ориентирована вдоль их осей укладкой в трубу или между внутренней и наружной трубами матричного материала волокон с матричным покрытием. Биметаллическими волокнами можно армировать трубы в поперечном направлении путем намотки. В этом случае плакированное волокно наматывают на внутреннюю трубу, затем вкладывают в наружную трубу. Метод жидкофазного получения композиционных материалов заключается в пропитке расплавленным матричным материалом упрочнителей. При изготовлении изделий волокна укладывают в литейную форму и заливают расплавленным матричным материалом, который под действием гравитации заполняет форму. Для получения длинномерных композиционных материалов волокна, пучки волокон, жгуты и др. непрерывно пропускают через ванну с расплавленным материалом, затем - через отверстие фильеры, обеспечивающей заданную форму и сечение композиционного материала. Этот способ называют также методом непрерывного литья. Литье при нормальном давлении не исключает возможность образования пустот, давления заливаемого материала, обусловленного только его весом и капиллярными силами, бывает недостаточно для полной пропитки упрочнителя. Исключают этот недостаток способы пропитки в вакууме, под давлением, комбинированные методы пропитки, центробежное литье. Методом центробежного литья получают композиционные материалы, армированные дискретными волокнами. Дискретные частицы подают в образовавшуюся при вращении в расплаве воронку, они распределяются по всей массе жидкости, скорость вращения формы снижают до уровня, когда волокна ещё удерживаются во взвешенном состоянии, и быстро охлаждают полученный композиционный материал. Метод жидкофазного совмещения применяют только при удовлетворительной смачиваемости упрочнителя жидкой матрицей. Ограничивает применение этого метода также высокая реакционная способность армирующих материалов с металлическими расплавами. Методами жидкофазного совмещения получают прутки магниевых композиционных материалов, армированные борными волокнами и танталовой проволокой, боралюминиевые ленты, углеалюминиевые композиционные материалы и др. Методом вакуумной пропитки получают композиционные материалы на основе никелевых сплавов, упрочненных вольфрамовой проволокой; методом пропитки под давлением с предварительным вакуумированием - алюминиевые и магниевые композиционные материалы, армированные волокнами углерода, оксида алюминия, нитевидными кристаллами карбида кремния и д.р. 15 Метод газотермического напыления - это процесс получения композиционных материалов, заключающийся в нагреве матричного материала выше температуры плавления и напылении его на упрочняющую фазу с помощью газовой струи. Из всех методов газотермического напыления для получения композиционных материалов наиболее широко используют плазменное напыление. В аппаратах плазменного типа для плавления и распыления материала используют струю дуговой плазмы, представляющей собой поток газообразного вещества. Плазменную струю получают путем вдувания плазмообразующего газа в электрическую дугу, возбуждаемую между двумя электродами. В качестве плазмообразующего газа используют аргон, гелий, азот, водород и их смеси. Напыляемый материал подают в плазменную горелку в виде проволоки или порошка. Принципиальная технологическая схема изготовления композиционных материалов газотермическим напылением включает: укладку волокон на матричную фольгу; напыление матричного слоя; раскрой монослойного или многослойного полуфабриката; укладку в форму и компактирование одним из методов горячей обработки давлением. Прочность связи покрытия с волокнами и фольгой, а также качество покрытия определяют следующие факторы: - состояние поверхности волокон и фольги (чистота, шероховатость и степень окисленности) и их температура; - качество и расход плазмообразующего газа; - напряжение и плотность тока дуги; - скорость подачи и размер частиц напыляемого материала; - расстояние от дуги до напыляемой поверхности и скорость перемещения факела. Композиционные материалы можно получать также напылением электрохимическим, химическим методами и др. Практическая часть занятия Необходимые материалы и оборудование для выполнения практической части занятия 1) комплект дуговой металлизации КДМ-2; 2) оправка для получения композиционного материала напылением; 3) токарный станок; 4) пресс-форма для динамического горячего прессования кольцевых образцов; 5) печь электрическая силитовая, для нагрева образцов перед динамическим горячим прессованием; 6) установка диссоциированного аммиака; 7) пресс кривошипный К-2232; 8) универсальная испытательная машина УМЭ- 10ТМ; 9) приспособление для испытания кольцевых образцов на сжатие; 16 10) весы аналитические электрические, штангенциркули, микрометры, линейки; 11) проволока для армирующей фазы и напыления; алюминиевая – А1, медная – M1, стальная - СВ08Г2С, 65Г2С. Выполнение практической части по изготовлению заготовок напылением. Рабочую часть цилиндрической оправки обернуть с натягом матричной фольгой. Закрепить оправку в патроне токарного станка и намотать на фольгу армирующую проволоку, с зазором между витками 0,5-1,0 мм. Концы проволоки закрепить на оправке. После чего, оправку с фольгой и проволокой установить в манипулятор металлизатора КДМ-2. Осуществить напыление матричного материала по режимам указанным в инструкции по эксплуатации дугового металлизатора. Выбор материала армирующей и матричной проволоки определяет преподаватель. Далее оправку с напыленным слоем закрепить в патроне токарного станка и проточить по наружному диаметру в размер, обеспечивающий загрузку заготовки в полость матрицы при горячей штамповке. Разобрать оправку и снять с нее напыленную трубчатую заготовку. Трубчатую заготовку разрезать на кольца высотой 10-15 мм. Изготовление образцов композиционных материалов методом горячей штамповки осуществить по режимам, установленным руководителем лабораторной работы. Выполнение практической части по испытанию образцов. Испытания кольцевых образцов на сжатие осуществляют на универсальной испытательной машине УМЭ-10ТМ. Образец устанавливают между двумя плоскими опорами. В процессе испытаний записывают диаграмму сжатия в координатах «нагрузка - деформация», по которой определяют механические характеристики материала. Предел прочности при сжатии СЖ МПа рассчитывают по формуле D-a , L a2 4K 4 a ; K ; 4 D 451 K СЖ 0,954 B P где B 1 K2 31 K 2 причем а - толщина стенки кольца, мм; D - наружный диаметр кольца, мм; L - ширина кольца, мм: Р - нагрузка, Н. По результатам испытаний образцов определить влияние толщины и остаточной пористости матричного материала между витками армирующей проволоки на предел прочности сжатия. 17 ПРАКТИЧЕСКОЕ ЗАНЯТИЕ №3 Тема практического занятия: Изучение влияния технологических режимов изготовления композиционных материалов на их свойства. Цель практического занятия: Изучить типы межфазного взаимодействия волокна и матрицы на поверхности раздела в композиционных материалах; исследовать влияние режимов получения композиционных материалов на их свойства. Теоретическая часть занятия Общие сведения о свойствах композиционных материалов. Композиционные материалы являются гетерогенными системами, состоящими из фаз различной природы, которые, с одной стороны, должны быть стабильными и сохраняться (не деградировать) в процессе получения композиционного материала требуемого периода эксплуатации изделий из них, а с другой - взаимодействовать между собой, чтобы обеспечивать передачу нагрузок, предотвращать появление разрывов контакта и др. Термодинамическая нестабильность композиционного материала приводит к межфазному взаимодействию компонентов. Определение взаимодействия на поверхностях раздела необходимо при получении композиционного материала, так как через них осуществляется связь между составляющими композиции и передача напряжений. Интенсивность этого взаимодействия можно регулировать параметрами технологии получения композиционного материала. В процессе эксплуатации композиционного материала межфазное взаимодействие приводит к взаимному растворению компонентов, возникновению промежуточных фаз, увеличению переходной зоны, что снижает уровень физико-механических свойств. Градиенты химических потенциалов между волокном и матрицей являются движущей силой процессов диффузии и химических реакций. Химическую совместимость составляющих фаз подразделяют на термодинамическую и кинетическую. Термодинамическая совместимость компонентов определяется их диаграммами равновесия. Кинетическая совместимость зависит от скоростей химических реакций, диффузии, растворения или образования новых фаз. В композиционных материалах присутствует также механическая совместимость, вызванная различием упругих свойств, коэффициентов термического расширения и др. Процессы химического взаимодействия между волокном и матрицей делят на три группы. К первой группе относят композиционные материалы, в которых компоненты практически нерастворимы и не образуют новых фаз. К ним можно отнести системы Cu-W (Mo, Nb, Та), Ag-W, Mg-Ti, Mg-B и др. Вторую группу составляют композиции, взаимно растворимые, но не образующие побочных продуктов взаимодействия. Компоненты, образующие химические соединения на поверхностях раздела, относят к третьей группе. 18 Межфазное взаимодействие разнородных компонентов на поверхности раздела образует переходную зону определенной толщины с химическим составом, отличающимся от фаз, составляющих композиционный материал. В композиционных материалах первой группы связь между фазами теоретически обусловлена механическим взаимодействием, и толщина переходной зоны определяется величиной микронеровностей на поверхности упрочняющей фазы. Механическая связь образуется в результате сцепления между матрицей и волокнами, имеющими шероховатую поверхность, а также за счет сил трения, обусловленных усадкой матрицы в процессе охлаждения композиционного материала из-за разницы коэффициентов линейного расширения. В реальных композиционных материалах первой группы тип связи более сложный и во многом зависит от технологии их получения. Так, при получении композиционных материалов первой группы методом литья расплавленная матрица смачивает волокно (при краевом угле Q < 900). При этом, как правило, происходит некоторое растворение волокна и связь возникает за счет растворения и смачивания. В формировании связей композиционных материалов первой группы, упрочненных частицами или волокнами оксидов, большую роль оказывают примеси, адсорбированные на поверхности раздела. Они снижают поверхностную энергию, чем повышают смачиваемость, вступают в химические реакции, образуют шпинели, которые упрочняют связь между фазами композиционного материала. На поверхности раздела композиционных материалов второй группы протекают диффузионные процессы. Размер переходной зоны в таких композициях зависит от коэффициентов взаимной диффузии компонентов и температурно-временного фактора. В композициях третьей группы, в которых образуются химические соединения. формируются две поверхности раздела: матрица - переходная зона (продукты взаимодействия) и переходная зона – волокно. Формирование связи в результате химических реакций между волокном и матрицей с образованием продуктов взаимодействия контролируется процессами реактивной диффузии. Как правило, ни один из перечисленных типов связи отдельно не наблюдается. В композиционных материалах имеют место и механическая связь, и образование твердых растворов и химическое взаимодействие. Эти процессы протекают в течение всего периода эксплуатации композиционного материала при повышенных температурах, что приводит к потере прочностных и физических свойств Общие сведения о путях стабилизации переходной зоны и свойств композиционных материалов. Один из путей уменьшения скорости взаимодействия волокна с матрицей состоит в уменьшении различий их химических потенциалов специальным легированием матричного материала. Так, с целью снижения растворения вольфрамового волокна в никелевой матрице, последнюю легируют вольфрамом. 19 Другим способом предотвращения взаимодействия компонентов композиционных материалов является создание барьерных слоев, например, нанесение покрытий на волокно. В качестве барьерного покрытия вольфрамового волокна, обладающего инертностью, и никелевой матицы используют нитрид титана. Кроме предотвращения взаимодействия, покрытия устраняют поверхностные дефекты волокон. Для покрытия вольфрамовых и молибденовых волокон используют также оксиды тория, алюминия, циркония, карбид гафния и др. При выборе матрицы и волокна в композиционном материале, технологии его получения и условий эксплуатации необходимо учитывать механическую совместимость, то есть соответствие температурных коэффициентов линейного расширения матрицы и волокна. Температурный коэффициент линейного расширения высокопрочных и 1 высокомодульных волокон составляет 4 9 10 6 0 C , а алюминиевой матрицы 1 22 10 6 0 C , поэтому в таких композициях, особенно после термоциклирования, возникают остаточные напряжения, которые могут привести к разрушению поверхности раздела между волокном и матрицей. В таком случае целесообразно подбирать компоненты композиционных материалов с близкими значениями температурных коэффициентов линейного расширения. На этапах получения композиционных материалов уменьшение взаимодействия матрицы с упрочнителем можно достигнуть применением высокоскоростных и низкотемпературных методов. К таким технологиям относится экструзия, прокатка, взрывное прессование. Одним из прогрессивных способов изготовления композиционных материалов является динамическое горячее прессование, при котором уплотнение композиционного материала происходит под действием ударной нагрузки в течение долей секунды. Для получения максимального эффекта от композиционных материалов в процессе эксплуатации необходимо использовать схемы армирования, обеспечивающие укладку волокон в направлении равнодействующей внешней нагрузки. Практическая часть занятия Необходимые материалы и оборудование для выполнения практической части занятия - гидравлический пресс ПГ-125; - лабораторная пресс-форма для формирования призматических образцов 10 10 55 ; - весы аналитические электрические, микрометры, штангенциркули, линейки; - электрическая силитовая печь; - установка диссоциированного аммиака; 20 - кривошипный пресс К-2232; - герметически закрывающийся контейнер; - универсальная испытательная машина УМЭ-10 ТМ; - приспособление для испытания образцов на изгиб; - порошки меди, железа; - стальная сетка, углеродное волокно и др.; - микроскопы; - оборудование для приготовления микрошлифов. Изготовление образцов. Изготавливают две партии образцов: из композиционных материалов с медной матрицей и матрицей из железного порошка. Для получения каждого образца готовят 5 навесок матричного порошка на 8 г и 4 армирующих сетки размером 54x95 мм. В полость матриц пресс-формы последовательно загружают навески порошка, перекладывая их армирующими сетками. Формование осуществляют на гидравлическом прессе 2ПГ-125 давлением 300 МПа и 500 МПа для формовок с медным и железным порошком соответственно. Полученные формовки подвергают горячей штамповке до остаточной пористости 3-5. Температура нагрева образцов с медным матричным материалом - 950C, железным - 1100C. Образцы каждой партии делят на 3 части. Первую часть испытывают на изгиб в состоянии после получения, вторую и третью – после диффузионного отжига в течение 1 и 4 ч, соответственно. Температура отжига образцов с медной матрицей - 850C, железной - 1100C. Образцы после отжига подвергают испытаниям на изгиб. Из образцов – представителей каждой партии и их частей изготавливают микрошлифы и определяют среднюю ширину диффузионной зоны. Количество образцов, необходимое для выполнения экспериментальной части, назначает руководитель лабораторной работы. Результаты испытаний образцов оформляют в табличной и графической форме, по микрошлифам изучают изменение переходной зоны композиционного материала, его структуру и эскизируют. 21 ПРАКТИЧЕСКОЕ ЗАНЯТИЕ №4 Тема практического занятия: Определение оптимального состава компонентов железостеклянных композиционных материалов Цель практического занятия: Изучить влияние компонентов композиционных материалов на антифрикционные свойства, определить оптимальный состав упрочняющей фазы в железостеклянном порошковом материале. Теоретическая часть занятия Общие сведения о порошковых антифрикционных материалах. Антифрикционные материалы должны иметь низкий коэффициент трения и отвечать следующим требованиям: А) материал должен состоять из равномерно распределенных в упругопластичной матрице твердых износостойких включений; Б) твердые износостойкие включения не должны взаимодействовать с матрицей в процессе эксплуатации; В) температура в зоне структурных превращений материала должна значительно превышать температуру в зоне контакта трущейся пары; Г) матрица не должна наклёпываться в процессе эксплуатации. Перечисленные принципы в полном объеме можно реализовать при разработке композиционных материалов методами порошковой металлургии. Методы порошковой металлургии позволяют в широких пределах изменять химический состав антифрикционных композиционный материал. Остаточная пористость порошковых композиционных материалов обеспечивает прирабатываемость трущейся пары и позволяет использовать для подшипников материалы, которые в литом состоянии не обладают антифрикционными свойствами. Широкое применение в промышленности находят антифрикционные композиционные материалы на основе железа, меди, углерода и др. В качестве легирующих компонентов, эффективно снижающих коэффициент трения композиционный материал, используют графит, свинец, сплавы цветных металлов, дисульфид молибдена, сернистый цинк, фтористый кальций, дисульфид вольфрама и др. Для узлов трения с повышенными давлением и скоростями скольжения изготавливают высокопористые бронзы, пропитанные фторопластом, Графитофторопластовые композиционные материалы получают на основе фторопласта-4, углеродных наполнителей и слоистых добавок (естественный граффит, нитрид бора и др.) При работе в особых условиях для узлов трения применяют тугоплавкие материалы и их соединения: карбиды вольфрама, композиции W-BN и др. 22 Отдельный класс антифрикционных композиционных материалов представляют металлостеклянные материалы (МСМ). МСМ обладают высокими физико-механическими свойствами, хорошей коррозионной стойкостью, износостойкостью. Высокие механические свойства МСМ обеспечивает металлическая матрица, коррозионную стойкость - сочетание пластично-упругой матрицы с твердыми стеклянными включениями Стекла - аморфные материалы различного химического состава, получаемые переохлаждением из расплава. Стекловидные вещества изотропны и характеризуются постепенным переходом из твердого состояния в вязкое состояние и далее в жидкое при повышении температуры. Изменение свойств обратимо при охлаждении от высоких температур. Наиболее распространены в промышленности силикатные стекла. Их основой служит кремнезем SiO2. при плавлении которого получают однокомпонентное силикатное стекло. Оно образует расплав при температуре 1730°С и обладает высокой вязкостью вплоть до 2000°С. Поэтому для снижения этих температур силикатные стекла модифицируют. В качестве модификаторов используют окислы одновалентных элементов (Li2О; Na2O; К2О), двухвалентные главной группы (ВеО, MgO, CaO, ВаО) и окислы высших валентностей (Аl2О3, В2О3, Fe2O3). Их качественный и количественный состав в композиции устанавливают в зависимости от назначения стекла и технологии его получения. Высокощелочные стекла используют для производства емкостей и листового стекла. Однако эти стекла обладают невысокими электроизоляционными свойствами. Алюмоборосиликатные композиции обладают повышенными (до 40%) прочностными характеристиками. Стекловолокно из этого состава служит основой при производстве композиционных материалов для несущих конструкций летательных аппаратов. Натрий боросиликатные стекла используют для изготовления волокна с особо высокой химической стойкостью. Стекло, содержащее свинец, обладает высокими радиозащитными свойствами. Стекловолокна из такой композиции используют для защитной одежды специалистов, работающих с рентгеновским излучением, и для получения пряжи композиционный материал, которая не разрушается под воздействием рентгеновского излучения. При создании антифрикционных МСМ важнейшими физическими параметрами стекла являются температура размягчения T g , угол смачивания , коэффициент термического расширения , и твердость НМ (твердость по Моосу). Очевидно, T g и должны быть минимальными, НМ - максимальной, а - равным (или близким) соответствующей характеристике матрицы МСМ. При разработке МСМ на основе железа этим требованиям, в основном, отвечает широко выпускаемое промышленное оконное отекло, имеющее Tg 727 0 C , HM 6,5, 8,6 10 6 , K 1 . Однако, для получения железостеклянного 23 материала (ЖСМ) с оптимальными свойствами необходимо использовать стекла с 11,0 13,010 6 , K 1 . При соединении стекла с металлом прочные соединения можно получить только при наличии на металле тонкого слоя окислов, обладающих хорошим сцеплением с его поверхностью. При спекании формовок стекло взаимодействует с окислами с образованием комплексных соединенийсиликатов. В результате образуется переходный слой атомов металла, содержащий наряду с металлическими ионно-ковалентные связи и атомы кислорода, частично связанные со структурой стекла. МСМ имеют гетерогенную структуру - металлическую матрицу с равномерно распределенными по объему стеклянными включениями. Стеклянные частицы в процессе спекания и уплотнения материала изменяют форму с осколочной на округлую. Их средний размер возрастает в 3-6 раз. В спеченных МСМ механические свойства определяются соответствующими характеристиками металлического каркаса. При получении высокоплотных МСМ горячей штамповкой, прокаткой, экструзией и др. Стеклянная фаза повышает прочность материала. Износостойкость МСМ возрастает, коэффициент трения снижается. Наибольшей износостойкостью обладает ЖСМ с массовой долей стекла 7%. С целью снижения величины износа и коэффициента трения ЖСМ дополнительно легируют твердыми смазками: графитом, стеаратом цинка, дисульфитом молибдена и др. ЖСМ применяют в тяжелонагруженных узлах трения при ограниченной смазке или ее отсутствии, например, в опорных катках гусеничных транспортных средств, экскаваторов, в качестве подшипников скольжения и уплотнительных колец грунтовых насосов и др. Практическая часть занятия Необходимые материалы и оборудование для выполнения практической части занятия 1) порошки железа и оконного стекла; 2) весы аналитические электрические; 3) смесители; 4) пресс гидравлический 2ПГ-125; 5) пресс-форма цилиндрическая диаметром 19 мм: 6) герметично закрывающийся контейнер, лодочки для укладки формовок; 7) порошок оксида алюминия для пересыпки формовок; 8) установка диссоциированного аммиака; 9) печь силитовая электрическая; 10) копер с массой падающих частей; 11) пресс-форма цилиндрическая диаметром 21,3 мм; 12) твердомер ТР5006 ГОСТ 24 622-81; 13) испытательная машина; 14) приспособление для испытаний образцов на срез; 24 15) машина трения МИ-1 Изготовление образцов. Каждая из бригад студентов готовит шихту одного из следующих составов: оконного стекла, % (по массе): 2,4,6,8,10; стеарата цинка - 1; железо - остальное Из шихты СХП изготавливают по 6 формовок массой З0г в цилиндрической пресс-форме диаметром 19 мм. Давление формования – 600 МПа. Спекание формовок осуществляют в среде диссоциированного аммиака при 1150 0С в течение 2 часов. Нагрев спеченных формовок под ГШ проводят в электропечи в среде диссоциированного аммиака. Температура нагрева -1100 0С, время - 20мин. ГШ спеченных формовок осуществляют в цилиндрической пресс-форме диаметром 21,3 мм на копре приведенной работой уплотнения W=220 МДж/м 3. Испытание образцов. Твердость прессовок осуществляют на приборе ТР 5006 ГОСТ 24 622-81. Диаметр шарика 106 мм, общая нагрузка - 980,7 Н, выдержка - 30с; определение предела прочности на срез проводят на испытательной машине УММ-5; коэффициент сухого трения и износостойкость материала определяют на машине трения МИ - 1. Используют образцы с поперечным сечением 5x10мм, полученные механической обработкой цилиндрических прессовок. Контртело диаметром 50мм и шириной 12мм выполнено из стали 45(HRC 45...48), шероховатость поверхности Rа=0,063мм. Частота вращения контртела 220 мин-1 (скорость скольжения - 0,3 м/с), нагрузка - 240Н. Продолжительность испытаний - 30 мин. Коэффициент трения и износостойкость определяют по формулам: f K 2M т р Pd MO M (1) (2) где M т р - момент трения после стабилизации испытаний, кг-см: Р=240Н - нормальная нагрузка; d=5 см - диаметр контртела; Мо и М - масса образца до и после испытаний; = 30 мин - время испытаний. По результатам испытаний необходимо построить графики изменения твердости, предела прочности на срез, коэффициента трения и износостойкости в зависимости от содержания стекла в ЖСМ. 25 САМОКОНТРОЛЬ В ВОПРОСАХ И ОТВЕТАХ 1.Дать определение композиционным материалам. 1 Композиционные материалы – искусственно созданные материалы, которые состоят из двух или более компонентов, различающихся по составу и разделенных выраженной границей, и которые имеют новые свойства, запроектированные заранее. Компоненты композиционного материала различны по геометрическому признаку. 2. Что называется матрицей? 2.Компонент, непрерывный во всем объеме композиционного материала, называется матрицей. 3. Что называется арматурой? 3.Компонент прерывистый, разделенный в объеме композиционного материала, называется арматурой. 4. Зачем нужна матрица в компоненте? 4.Матрица придает требуемую форму изделию, влияет на создание свойств композиционного материала, защищает арматуру от механических повреждений и других воздействий среды. 5. Какие материалы могут быть использованы в качестве матрицы? 5.В качестве матриц в композиционных материалах могут быть использованы металлы и их сплавы, полимеры органические и неорганические, керамические, углеродные и другие материалы. 6. Что определяет свойства матрицы? 6. Свойства матрицы определяют технологические параметры процесса получения композиции и ее эксплуатационные свойства: плотность, удельную прочность, рабочую температуру, сопротивление усталостному разрушению и воздействию агрессивных сред. 7. Как распределены в матрице армирующие компоненты? 7. Армирующие или упрочняющие компоненты равномерно распределены в матрице. Они, как правило, обладают высокой прочностью, твердостью и модулем упругости и по этим показателям значительно превосходят матрицу. 8. Какой термин можно использовать вместо термина армирующий компонет? 8. Вместо термина армирующий компонент можно использовать термин наполнитель. 9. Как классифицируют композиционные материалы? 9. Композиционные материалы классифицируют по геометрии наполнителя, расположению его в матрице, природе компонентов. 10. На сколько групп по геометрии наполнителя подразделяются композиционные материалы? 10. По геометрии наполнителя композиционные материалы подразделяются на три группы: с нуль-мерными наполнителями, размеры которых в трех измерениях имеют один и тот же порядок; с одномерными наполнителями, один из размеров которых значительно превышает два 26 других; с двухмерными наполнителями, два размера которых значительно превышают третий. 11. Сколько групп по схеме расположения наполнителей выделяют из композиционных материалов? 11. По схеме расположения наполнителей выделяют три группы композиционных материалов: с одноосным (линейным) расположением наполнителя в виде волокон, нитей, нитевидных кристаллов в матрице параллельно друг другу; с двухосным (плоскостным) расположением армирующего наполнителя, матов из нитевидных кристаллов, фольги в матрице в параллельных плоскостях; с трехосным (объемным) расположением армирующего наполнителя и отсутствием преимущественного направления в его расположении. 12. На сколько групп по природе компонентов разделяются композиционные материалы? 12. По природе компонентов композиционные материалы разделяются на четыре группы: композиционные материалы, содержащие компонент из металлов или сплавов; композиционные материалы, содержащие компонент из неорганических соединений оксидов, карбидов, нитридов и др.; композиционные материалы, содержащие компонент из неметаллических элементов, углерода, бора и др.; композиционные материалы, содержащие компонент из органических соединений эпоксидных, полиэфирных, фенольных и др. 13. Отчего еще, кроме физико-химических свойств компонентов зависят свойства композиционных материалов? 13.Свойства композиционных материалов зависят не только от физикохимических свойств компонентов, но и от прочности связи между ними. Максимальная прочность достигается, если между матрицей и арматурой происходит образование твердых растворов или химических соединений. 14. В каких композиционных материалах наибольшее распространение получила металлическая матрица? 14. В композиционных материалах с нуль-мерным наполнителем. Композиции на металлической основе упрочняются равномерно распределенными дисперсными частицами различной дисперсности. Такие материалы отличаются изотропностью свойств. В таких материалах матрица воспринимает всю нагрузку, а дисперсные частицы наполнителя препятствуют развитию пластической деформации. Эффективное упрочнение достигается при содержании 5…10 % частиц наполнителя. Армирующими наполнителями служат частицы тугоплавких оксидов, нитридов, боридов, карбидов. 15. Какими методами получают дисперсионно упрочненные композиционные материалы? 15. Дисперсионно упрочненные композиционные материалы получают методами порошковой металлургии или вводят частицы армирующего порошка в жидкий расплав металла или сплава. 16. Какие композиционные материалы нашли промышленное применение? 27 16. Промышленное применение нашли композиционные материалы на основе алюминия, упрочненные частицами оксида алюминия (Al2O3). Их получают прессованием алюминиевой пудры с последующим спеканием (САП). Преимущества САП проявляются при температурах выше 300 0С, когда алюминиевые сплавы разупрочняются. Из САП выпускают полуфабрикаты в виде листов, профилей, труб, фольги. Из них изготавливают лопатки компрессоров, вентиляторов и турбин, поршневые штоки. 17. Что является упрочнителем в композиционных материалах с одномерными наполнителями? 17. В композиционных материалах с одномерными наполнителями упрочнителями являются одномерные элементы в форме нитевидных кристаллов, волокон, проволоки, которые скрепляются матрицей в единый монолит. Важно, чтобы прочные волокна были равномерно распределены в пластичной матрице. Для армирования композиционных материалов используют непрерывные дискретные волокна с размерами в поперечном сечении от долей до сотен микрометров. Материалы, армированные нитевидными монокристаллами, были созданы в начале семидесятых годов для авиационных и космических конструкций. 18. Какой способ является основным для выращивания нитевидных кристаллов? 18. Основным способом выращивания нитевидных кристаллов является выращивание их из перенасыщенного пара (ПК-процесс). Для производства особо высокопрочных нитевидных кристаллов оксидов и других соединений осуществляется рост по П-Ж-К – механизму: направленный рост кристаллов происходит из парообразного состояния через промежуточную жидкую фазу. Осуществляется создание нитевидных кристаллов вытягиванием жидкости через фильеры. Прочность кристаллов зависит от сечения и гладкости поверхности. Композиционные материалы этого типа перспективны как высокожаропрочные материалы. 19. Из каких материалов изготавливают лопатки газовых турбин тепловых машин? 19.Для увеличения к.п.д. тепловых машин лопатки газовых турбин изготавливают из никелевых сплавов, армированных нитями сапфира (Al2O3), это позволяет значительно повысить температуру на входе в турбину (предел прочности сапфировых кристаллов при температуре 1680 0С выше 700 МПа). 20. Как производят армирование сопл ракет? 20. Армирование сопл ракет из порошков вольфрама и молибдена производят кристаллами сапфира как в виде войлока, так и отдельных волокон, в результате этого удалось удвоить прочность материала при температуре 1650 0С. 22. Дать несколько примеров по армированию различных композитов. 22. Армирование пропиточного полимера стеклотекстолитов нитевидными волокнами увеличивает их прочность. Армирование литого металла снижает его хрупкость в конструкциях. Перспективно упрочнение 28 стекла неориентированными нитевидными кристаллами. Для армирования композиционных материалов применяют металлическую проволоку из разных металлов: стали разного состава, вольфрама, ниобия, титана, магния – в зависимости от условий работы. Стальная проволока перерабатывается в тканые сетки, которые используются для получения композиционных материалов с ориентацией арматуры в двух направлениях. Для армирования легких металлов применяются волокна бора, карбида кремния. Особенно ценными свойствами обладают углеродистые волокна, их применяют для армирования металлических, керамических и полимерных композиционных материалов. 23. Дать определение эвтектическим композиционным материалам. 23. Эвтектические композиционные материалы – сплавы эвтектического или близкого к эвтектическому состава, в которых упрочняющей фазой выступают ориентированные кристаллы, образующиеся в процессе направленной кристаллизации. В отличие от обычных композиционных материалов, эвтектические получают за одну операцию. Направленная ориентированная структура может быть получена на уже готовых изделиях. Форма образующихся кристаллов может быть в виде волокон или пластин. 24. Какие композиционные материалы получают способами направленной кристаллизации? 24. Способами направленной кристаллизации получают композиционные материалы на основе алюминия, магния, меди, кобальта, титана, ниобия и других элементов, поэтому они используются в широком интервале температур. 25. В чем основная особенность полимерных композиционных материалов? 25. Особенностью является то, что матрицу образуют различные полимеры, служащие связующими для арматуры, которая может быть в виде волокон, ткани, пленок, стеклотекстолита. 26. Какими основными процессами осуществляется формирование полимерных композиционных материалов? 26. Формирование полимерных композиционных материалов осуществляется прессованием, литьем под давлением, экструзией, напылением. 27. Конкретизировать область применения смешанных полимерных композиционных материалов. 27. Широкое применение находят смешанные полимерные композиционные материалы, куда входят металлические и полимерные составляющие, которые дополняют друг друга по свойствам. Например, подшипники, работающие в условиях сухого трения, изготовляют из комбинации фторопласта и бронзы, что обеспечивает самосмазываемость и отсутствие ползучести. 29 Список основной литературы. 1.Волокнистые композиционные материалы /Под ред. Дж. Унтона. Э.Скала. -М.: Металлургия, 1978.-240с. 2. Портной К.И.: Бабич Б.Н.. Дисперсно-упрочненные материалы. -. М.: Металлургия, 1974.-200с. 3. Дж.М. Бюисб и др. Композиционные материалы на основе полиуретанов. - М: Металлургия, 1978.-240с. 4. Композиционные материалы: Справ, /Под ред. Д.К. Карпиноса - Киев: Наук. думка, 1985.-403с. 5. Композиционные материалы: Справ. /Под ред. В.В. Васильева - М.: Машиностроение, ]990.-510с. 6. Композиционные материалы /Под ред. Л. Браутман, Р. Крок, - М.: Мир, 1978. Т.1-8. 7. Новые композиционные материалы. Д.М. Карпинос, Л.И. Тучинский, Л.В. Вишняков. - Киев: Выща шк., 1977.-216с. Список дополнительной литературы. 1.Ю.Справочник по композиционным материалам. В 2т. /Под ред. Дж. Любина. - М.: Машиностроение, 1988. 2. Структура и свойства композиционных материалов К.И. Портной, СЕ. Салибеков, И.Л. Светлов и др. - М.: Машиностроение, 1979.-255с. 3.Физика прочности волокнистых композиционных материалов с металлической матрицей/М.Х. Шоршоров, Л.М. Устинов, Л.Е. Гукасян, Л.В. Виноградов.-М.; Металлургия, 1989.-206с. 30