Документ 911774
реклама

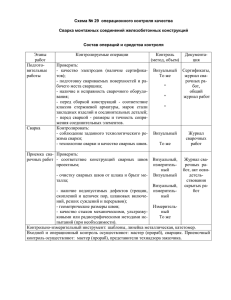
ПРОБЛЕМНЫЕ ВОПРОСЫ В СВАРОЧНОМ ПРОИЗВОДСТВЕ РУП "ГОМСЕЛЬМАШ". Cосунов Владимир Савельевич РУП "Гомсельмаш", ул.Шоссейная,41, 246004 г.Гомель тел. (0232) 63 90 66, e-mail: gomselmash@tyt.by В сварочном производстве нашего предприятия возникли проблемные вопросы, которые частично решаются специалистами, но требуют научного подхода для их окончательного решения. Возникли они с постановкой на производство высокопроизводительного комплекса "Полесье-800", предназначенного для скашивания трав и силосуемых культур, в том числе кукурузы в фазе восковой спелости зерна. Производительность комплекса за один час основного времени составляет 150т/ч (двигатель 360 л.с.), а "Полесье-800Е" – 175т/ч (двигатель 450 л.с.). Измельчающий аппарат имеет противорежущий брус, грани которого наплавляются твердым сплавом. Твердость износостойкого слоя 56…63 HRC. В этом слое наличие пор, сколов, микротрещин не допускается так как трещины в процессе работы измельчающего аппарата развиваются и ведут к излому бруса. Материал бруса сталь 40Х. Наплавку производили ручной дуговой сваркой электродами ЭН-60М, 60% брусьев в наплавленном слое имели микротрещины, наплавка электродами ОЗН-6 дала еще худший результат. Наплавка порошковой проволокой ПП-АН155М, разработанной в ИЭС им.Е.О.Патона, полуавтоматической и автоматической сваркой также дала трещины в наплавленном слое. Открытое акционерное общество "Инженерно-технологический центр "Прометей" г.Чехов, Россия проводит научно-исследовательские и опытно-экспериментальные работы по наплавке бруса, но пока результатов не сообщает. Нашему предприятию пришлось закупить партию брусьев у немецкой фирмы "MWS". На немецких брусьях наплавленный слой с основным металлом имеет строго ровную границу, дуговой наплавкой этого достичь невозможно. На немецких комбайнах "Ягуар-900" стоят брусья фирмы "Lund", на этих брусьях между наплавленным и основным металлом граница характерная дуговой наплавке, т.е. неравномерная. Технологию изготовления брусьев немецкие специалисты фирмы "MWS" не разглашают, ссылаясь, что это "ноу-хау". Есть предположение, что они используют лазерную технологию. Наши конструкторы сейчас изменили чертежи бруса по аналогии с немецкими, т.е. наплавка будет только двух граней вместо четырех, основной металл заменили на сталь 25Г ГОСТ4543-71 вместо стали 40Х. Рассмотреть возможность освоения данного процесса подключился ГНУ "Институт порошковой металлургии" Будем сотрудничать с любым научным учреждением по совместному решению данной проблемы. Второй проблемой для специалистов сварщиков и термистов является изготовление ножей, которые стоят на барабане этого же измельчителя комплекса "Полесье-800". Нож должен выкрашиваться, а не изгибаться при попадании посторонних предметов в измельчитель. Изгибаясь он вырывает опоры ножа, так как нагрузка при такой производительности огромная, а это ведет к поломке. Сейчас конструкторы меняют материал ножей на сталь 51GrV4 DIN EN10132-4 и меняют наплавленный твердый сплав. Взамен индукционной наплавки сормайтом ножей мы должны внедрить газопламенное напыление ножей твердым сплавом ПС-12НВК-01, оплавить напыленный слой и произвести термообработку, позволяющую ножу выполнять свои функции. Эту работу специалисты предприятия будут выполнять совместно с ГНУ "Институт порошковой металлургии". Третья проблема в получении стабильных парамагнитных свойств сваренного детекторного вальца того же измельчителя. Контроль парамагнитных свойств вальца 2 после его термообработки и травления осуществляется с использованием эталонного датчика. Дополнительный контроль проводится при установке вальца и металлодетектора на машину. Если парамагнитные свойства вальца нарушены, то датчик, находящийся внутри вальца, не даст команду на отключение вращения вальцев и барабана при попадании металлических предметов в измельчитель и происходит поломка. Применяемые на вальцы сталь 20Х23Н18-М2б ГОСТ5582-75 и сварочная проволока Св-10Х16Н25АМ6 ГОСТ2246-70 должны содержать ферритную фазу (альфафазу), не превышающую балла 0,5 (1-2%). В сварочных материалах, применяемых для сварки стали 20Х23Н18-М2б нет никакой гарантии по содержанию такой альфа-фазы в наплавленном металле. Этого можно достигнуть в сварочной проволоке путем получения спецплавок по отдельному ТУ. Учитывая небольшой объем потребления, вряд ли это может представлять интерес для металлургов. Что касается электродов, то гарантия по афазе в наплавленном металле находится в пределах 2-10%. Есть импортные электроды марки BOENLER Fox FFR-A, которые дают 0,0% содержание ферритной фазы в наплавленном металле. На парамагнитные свойства сварного шва влияют и неравномерность шва, наличие сварочных брызг, способы сварки, количество выгораемого Cr при сварке и многое другое, которое нами еще не изучено в полном объеме. Сварку вальцев выполняем полуавтоматической дуговой сваркой на постоянном токе сварочной проволокой Св-10Х16Н25АМ6 в смеси газов Ar+CО2, выполняли в чистом аргоне ручной дуговой, импортными электродами. 80% Вальцев показывали стабильные парамагнитные свойства. Есть мнение специалистов сваривать вальцы неплавящимся электродом с присадкой в аргоне. Хотелось получать от наших белорусских ученых информацию о тех параметрах, которые влияют на парамагнитные свойства при сварке данных вальцев, чтобы можно было гарантировать их 100% качество.