Исследование формирования остаточного напряжения при
реклама

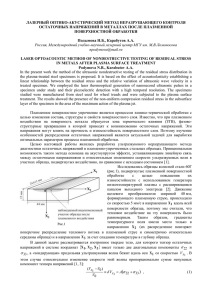
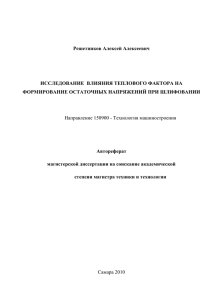
Харитонов Илья Юрьевич ИССЛЕДОВАНИЕ ФОРМИРОВАНИЯ ОСТАТОЧНОГО НАПРЯЖЕНИЯ ПРИ ШЛИФОВАНИИ Направление 150900 - Технология машиностроения Автореферат магистерской диссертации на соискание академической степени магистра техники и технологии Самара 2009 Работа выполнена в государственном образовательном учреждении высшего профессионального образования Самарском Государственном Техническом университете на кафедре «Технология машиностроения». Научный руководитель: доцент Родионов Владимир Анатольевич Научный консультант: доктор технических наук, профессор Носов Николай Васильевич Официальный рецензент: кандидат технически наук, доцент Папшева Нина Дмитриевна Защита состоится 6 июля 2009 г. в 900 часов на заседании ГАК в ГОУВПО «Самарский государственный технический университет» по адресу: 443010 Самара, ул. Молодогвардейская, 133. С диссертацией можно ознакомиться на сайте кафедры «Технология машиностроения» ГОУВПО «Самарский государственный технический университет». Секретарь ГАК ___________________ Карлова М. 2 ОБЩАЯ ХАРАКТЕРИСТИКА РАБОТЫ Актуальность темы. В машиностроении процессы обработки металлов, в частности шлифовальная обработка подшипниковых колец, характеризуются большим числом технологических факторов, влияющих в различной степени на точность обработки и формирование остаточных напряжений растяжения и сжатия. Процесс шлифования характеризуется относительно большими радиальными усилиями. Поэтому воздействие силового поля на частицы материала поверхностного слоя изделия благоприятно с точки зрения формирования остаточных напряжений сжатия. Этому же способствует геометрия абразивных зерен, имеющих, как правило, отрицательный передний угол. Однако, одновременно с возникновением благоприятного напряженного состояния от силового поля в процессе шлифования развиваются термопластические деформации, которые сопровождаются возникновением растягивающих остаточных напряжений. Таким образом, в зоне шлифования всегда имеют место два конкурирующих процесса, оказывающих на процесс формирования зависимости остаточных от того, напряжений какой из противоположное указанных процессов влияние. В преобладает, результирующие остаточные деформации, а, следовательно, и напряжения могут быть обоих знаков. При применяемых на практике режимах шлифования температура на отдельных абразивных зернах повышается на столько, что термопластическая деформация оказываются больше деформации от сил резания. Поэтому в верхних слоях, как правило, формируются растягивающие остаточные напряжения. Цель работы. Исследовать процесс формирования остаточного напряжения при шлифование единичным зерном абразива стали ШХ15 HRC 62…65. 3 Решаемые задачи 1. Рассмотреть влияние силового фактора на формирование остаточных напряжений. 2. Рассмотреть влияние температурного фактора на формирование остаточных напряжений. 3. Рассмотреть влияние совместного действия температурного и силового факторов на формирование остаточных напряжений. 4. Сравнить результаты теоретических расчётов с экспериментальными данными. Методы исследования Для решения поставленных в работе задач использовались: методы компьютерного исследования конечно-элементных моделей контактного взаимодействия в среде ANSYS с учетом технологии обработки. Теоретические исследования подтверждены экспериментами в лабораторных и производственных условиях. Сравнение максимальных остаточных напряжений полученные опытным путём со значениями полученными в результате моделирования процесса шлифования единичным зерном абразива в программном комплексе ANSYS. Научная новизна 1. В разработке физической модели процесса резания единичным абразивным зерном на основе применения программного пакета ANSYS 10.0. 2. В исследовании процесса формирования остаточных напряжений растяжения и сжатия при шлифование стали ШХ15. 4 СОДЕРЖАНИЕ РАБОТЫ Во введении Обоснована актуальность темы диссертации, показаны её научная ценность, сформулированы задачи, которые выносятся на защиту. В первой главе рассмотрен вопрос формирования остаточных напряжений, влияние остаточных напряжений на прочность при статическом, динамическом и циклических нагружениях, влияние остаточных макронапряжений на износостойкость, сопротивление коррозии и точность деталей в условиях эксплуатации. Появление остаточных напряжении связано с условиями изготовления деталей, поэтому технологические процессы изготовления деталей должны проектироваться так чтобы возникающие в поверхностных слоях остаточные напряжения гарантировали надежность работы деталей в заданных условиях эксплуатации. Остаточные макронапряжения в детали могут возникнуть как при ее изготовлении (первичные), так и в процессе эксплуатации (вторичные макронапряжения). В зависимости от условий эксплуатации деталей (величины нагрузки, температуры нагрева и среды) первичные остаточные макронапряжения релаксируются и перераспределяются. Термодинамическая неустойчивость макронапряжений затрудняет установление зависимостей эксплуатационных свойств от величины, знака и характера распределения макронапряжений в детали. Изучение и анализ имеющихся теоретических и экспериментальных работ показывают, что влияние остаточных напряжений на характеристики прочности металлов и их сплавов при статическом, динамическом и циклическом нагружениях в зависимости от напряженного состояния и условий работы детали может быть существенным и несущественным. Изучая влияние остаточных напряжений на характеристики прочности металлов при том или ином виде нагружения, необходимо различать влияние остаточных напряжений 5 на сопротивление упругой и пластической деформациям и влияние остаточных напряжений на сопротивление разрушению. Во второй главе Представлены механические и химические свойства стали ШХ15, сущность процесса шлифования, смоделирована геометрическая модель процесса резания единичным абразивным зерном, произведено исследование напряженно-деформированного состояния зоны резания при помощи программы ANSYS, проведен анализ результатов решения. На рисунке 1 представлена модель процесса резания единичным зерном абразива. Рис. 1. Модель процесса резания единичным зерном абразива. Будет решено 2 задачи: первая - силовое нагружение металла, вторая задача - тепловое воздействие на металл. Первая задача будет решаться для различной поперечной подачи S2=0.15;0.3;0.45 мм/мин. Задача решается за два шага. На первом шаге будет подаваться нагрузка. На втором шаге нагрузка удаляется, чтобы определить остаточные напряжения. 6 Для поперечной подачи равной S2=0.15 результаты решения для показали, что максимальные эквивалентные напряжения σmax=879 МПа. На втором шаге решения нагрузка удаляется, чтобы просмотреть остаточные напряжения. Максимальные остаточные напряжения составляют σmax_ост =229 МПа (рис.2). Рис. 2. Остаточные напряжения. Рис. 3. Эпюра остаточных напряжений. 7 Для поперечной подачи равной S2=0.3 результаты решения для показали, что максимальные эквивалентные напряжения σmax=977МПа. На втором шаге решения нагрузка удаляется, чтобы просмотреть остаточные напряжения. Максимальные остаточные напряжения составляют σmax_ост =288 МПа (рис.4). Рис. 4. Остаточные напряжения. Рис. 5. Эпюра остаточных напряжений. 8 Для поперечной подачи равной S2=0.45 результаты решения для показали, что максимальные эквивалентные напряжения σmax=1041МПа. На втором шаге решения нагрузка удаляется, чтобы просмотреть остаточные напряжения. Максимальные остаточные напряжения составляют σmax_ост =349 МПа (рис.6). Рис. 6. Остаточные напряжения. Рис. 7. Эпюра остаточных напряжений. 9 Во второй задаче оказываем температурное воздействие на обрабатываемую поверхность, равное 700º. Результаты решения второй задачи. Максимальные остаточные напряжения составляют σmax_ост =411 МПа (рис.8). Рис. 8. Остаточные напряжения . Рис. 9. Эпюра остаточных напряжений. 10 Далее проведён анализ результатов решения задачи по определению суммарных остаточных напряжений. При шлифовании в поверхностном слое деталей формирование остаточных сжимающих напряжений связывают с силовым воздействием, а растягивающих - с превалирующим влиянием теплового поля. Таким образом, при шлифовании относительные деформации от действия силового и температурного полей не совпадают по знаку. Построим эпюры суммарных остаточных напряжений путём сложения эпюр растягивающих и сжимающих σomax, МПа напряжений. 150 130 110 90 70 50 30 10 -10 -30 0 -50 -70 -90 10 20 30 40 50 h,мкм Рис. 10. Эпюра суммарных остаточных напряжений при S2=0.15. 80 60 40 σomax, МПа 20 0 -20 0 10 20 30 40 50 -40 -60 -80 -100 -120 h,мкм Рис. 11. Эпюра суммарных остаточных напряжений при S2=0.3. 11 20 0 σomax, МПа -20 0 10 20 30 40 50 -40 -60 -80 -100 -120 -140 -160 h,мкм Рис. 12. Эпюра суммарных остаточных напряжений при S2=0.45. Построим график максимальных значений суммарных остаточных σomax, МПа напряжений к поперечной подаче (рис.13). 160 150,1 140 120 100 80 65,8 60 40 20 4,6 0 0 0,1 0,2 0,3 0,4 0,5 S2, мм/мин Рис.13. График максимальных значений суммарных остаточных напряжений в зависимости от поперечной подачи. В четвертой главе представлены экспериментальные исследования остаточных напряжений, методика проведения эксперимента, порядок проведения эксперимента и обработки данных. В работе приведены исследования Носова Н.В. остаточных напряжений при обработке внутренней поверхности колец стали ШХ15 НRС 62...65. Образ12 цы шлифовались абразивным кругом 24А 16П СМ1 6 К5 . Обработка производилась с режимами: Vк=28 м/с, V1=40м/мин, подача при шлифовании варьировалась: S2=0,15; 0,3; 0,45 мм/мин, охлаждение - эмульсия № 5. Остаточные напряжения на образцах измерялись но методике, в основу которой положен метод Н.Н. Давиденкова. На тангенциальные остаточные напряжения существенное влияние оказывает поперечная подача S2. Установлено, что с увеличением S2 переход от σomax, МПа остаточных напряжений растяжений к сжатию протекал быстрее (рис. 14). 160 150 140 120 100 80 60 60 40 20 0 0 0,05 0,1 0,15 0,2 0,25 0,3 0,35 0,4 0 0,45 0,5 S2,мм/мин Рис. 14. Влияние врезной подачи S2 на тангенциальные остаточные напряжения при внутреннем шлифовании заготовок из стали ШХ15 . Таким образом, на основании проведенных исследований можно сделать следующие выводы: остаточных напряжений при внутреннем шлифовании кругами из 24А показали, что с увеличением врезной подачи S2 растяжение уменьшается и при S2> 0,45 мм/мин переходит в сжатие. Построим на одном графике максимальные значения остаточных напряжений полученные с помощью программного комплекса ANSYS и опытным путём при внутреннем шлифовании заготовок из стали ШХ15 НRС 62...65 кругами из 24А 16П СМ1 6 К5, режимы резания Vк=28 м/с, V1=40м/мин, подача варьировалась: S2=0,15; 0,3; 0,45 мм/мин, охлаждение - эмульсия № 5. 13 σomax, МПа 160 150,1 150 практически е данные 140 120 теоретическ ие данные 100 80 65,8 60 60 40 20 4,6 0 0 -20 0 0,1 0,2 0,3 0,4 0,5 S2,мм/мкм Рис.15. Графики зависимости остаточных напряжений от поперечной подачи. Общие выводы по работе 1. Разработана компьютерная модель процесса шлифования единичного зерна абразива. 2. На основе предложенной модели определены остаточные напряжения, возникшие в обрабатываемом материале под действием силового и теплового факторов. 3. Результирующая эпюра остаточных напряжений складывается из тепловых и силовых факторов. 4. При абразивной обработке необходимо стремиться к снижению температурных факторов. 5. Сравнил остаточные максимальные напряжения полученные опытным путём со значениями полученными в результате моделирования процесса шлифования единичным зерном абразива в программном комплексе ANSYS в зависимости от поперечной подачи S2. 14