УДК 622.23.05 Повышение надежности крепления
реклама

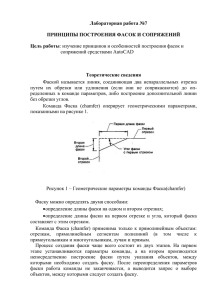
УДК 622.23.05 ПОВЫШЕНИЕ НАДЕЖНОСТИ КРЕПЛЕНИЯ ТВЕРДОСПЛАВНОГО ВООРУЖЕНИЯ В ШАРОШЕЧНЫХ БУРОВЫХ ДОЛОТАХ М.Ю. Александрова Самарский государственный технический университет Исследуется влияние параметров хвостовой части твердосплавных вставок бурового долота на надежность их крепления в теле шарошки. С помощью устройства для шлифования тел вращения реализуется способ нарезания фасонной фаски на боковой поверхности зубка оптимальной длины и угла наклона. Ключевые слова: твердосплавный зубок, шарошка бурового долота, математическая модель. Шарошечные долота с твердосплавным вооружением в процессе эксплуатации испытывают большие циклические нагрузки. Рассчитанные на определенный срок работы некоторые из них выходят из строя, не выработав полностью свой ресурс. Статистика отдела технического контроля показывает, что одной из распространенных причин разрушения является образование сдвига металла по боковым поверхностям отверстия под зубок (рис. 1,а) [1]. Данный сдвиг возникает в процессе запрессовки твердосплавного вооружения в тело шарошки. Наплывы металла образуют область концентрации напряжений, способствуют развитию усталостных процессов. Несмотря на разнообразие форм рабочей головки современного твердосплавного вооружения его хвостовая часть в основном остается неизменной цилиндрической формы [2,3]. Важным техническим решением является наличие у хвостовика заходной фаски и конусной опоры, обеспечивающей устойчивость зубка в теле шарошки (рис. 1,б). Фаска не только обеспечивает центровку зубка во время запрессовки, но и исключает срезание металла на боковой поверхности отверстия шарошки. Однако в некоторых случаях остается замятие – сдвиг металла шарошки под фаской хвостовика, что приводит к негативным последствиям: ослаблению натяга, выпадению зубков, развитию усталостных трещин, излому С целью устранения данного дефекта исследовано влияние длины и угла наклона заходной фаски твердосплавного вооружения на возникающие в прессовом соединении напряжения без существенного изменения несущей способности зуба. а б Рис.1: а - сдвиг металла по боковым поверхностям отверстия под твердосплавную вставку; б - схема твердосплавной вставки и ее составные части. Исследование проводилось с использованием численного метода конечных элементов в программном комплексе ANSYS. На модели элемента шарошки, содержащего отдельно стоящий зубок, определялась несущая способность зуба и напряжения в контакте. На рис. 2 видно, что в области фаски интенсивности напряжений принимают максимальные значения. 243 зубок элемент шарошки максимальные значения интенсивности напряжений Рис. 2. Интенсивности напряжений в области контакта твердосплавной вставки с элементом тела шарошки бурового долота. Менялись углы наклона заходной фаски и конусной опоры, длина образующей боковой поверхности оставалась постоянной. Рис. 4. Устройство для шлифования тел вращения [4]: 1 твердосплавные элементы, 2 неподвижная опора, 3 упор, 4 кронштейн упора, 5 бесконечный ремень, 6 направляющая планка, 7 шлифовальный круг, 8 регулируемые пружины, 9 ведущий и 10 ведомый шкивы, 11 подающий лоток ведомого шкива, 12 приемный лоток, 13 стойка для закрепления устройства на станке. Рис. 3. Зависимость напряжений в области контакта твердосплавной вставки с элементом тела шарошки от угла наклона фасонной фаски. С уменьшением угла наклона фаски снижаются значения максимальных напряжений (рис.3), длина фаски при этом сокращается. Одновременно увеличиваем раствор угла конусной опоры. Оптимальным является угол наклона, при котором интенсивности напряжений в области контакта соответствуют упругим деформациям, исключающим в процессе запрессовке пластического смещения материала по боковой поверхности отверстия под зубок. Ограничение на уменьшение угла наклона фаски накладывают ее технические функции. Угол наклона фаски хвостовика в расчетном варианте не должен быть менее 11030’, а раствор угла конусной опоры - не более 1570. В зависимости от назначения бурового долота подбираются форма и свойства элементов конструкции. Поэтому, оптимизация формы хвостовой возможна лишь численными методами. Реализовать нарезание фаски под необходимым углом можно с помощью устройства шлифования тел вращения (рис.4) [4]. Местоположение оси барабана шлифовального круга и его радиус регулируются в соответствии с параметрами фаски. Список литературы 1. Акт по проведению лабораторных испытаний/ОАО «Волгабурмаш», исполн. Елуферьева Л.Л., Матвеева Н.г., Якимова Е.А. и др. – Самара, 2012г. – 31 с. 2. Пат. RU номер 2166609 кл. E 21 B 10/52. Твердосплавный породоразрушающий зубок бурового шарошечного/ Богомолов Р.М., Мокроусов В.П; заявит. ОАО "Волгабурмаш»; опубл. 10.05.2001. Бюл. №1. – 3 с. 3. Пат. RU номер 2087666кл. E 21 B 10/52. Породоразрушающая твердосплавная вставка/Браженцев А.В., Браженцев В. П., Кусов А.Е. заявит. Браженцев А.В., Браженцев В.П., Кусов А.Е.; опубл. 20.08.1997.. – 4 с. 4. Пат. SU номер 448116 кл. В 24 B 5/14. Устройство для шлифования тел вращения/ А.Г. Герасимов, П.И. Сопин, Ю.Г. Михайлин, А.А. Акчурин; заявит. Куйбышевский долотный завод; опубл. 30.10.74. Бюл.№40. – 2 с. 244 IMPROVING RELIABILITY OF FASTENING THE CARBIDE INSERTS IN ROLLER CONE FOR DRILL BIT M.Y. Alexandrova Samara State Technical University The influence of the parameters of the tail of the carbide insert drill bit on the reliability of their attachment to the body cone. With the device for rotating the grinding bodies is implemented method of cutting shaped bevels on the side surface of the pick optimal length and angle. Keywords: carbide tooth, rolling cutter drill bit, a mathematical model. 245