разработка компьютерных и интегрированных технологий
реклама

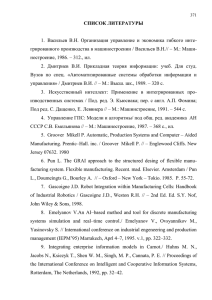
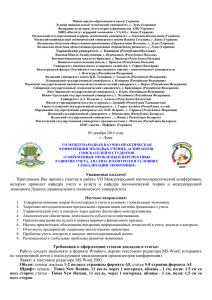
1 УКРАИНА АКАДЕМИЯ НАУК ВЫСШЕЙ ШКОЛЫ Отделение механики и машиностроения НАУЧНО-ПРИКЛАДНОЕ КОЛЛЕКТИВНОЕ ПРЕДПРИЯТИЕ «МЕХАНИКА» БИЗНЕС-ПРЕДЛОЖЕНИЕ "РАЗРАБОТКА КОМПЬЮТЕРНЫХ И ИНТЕГРИРОВАННЫХ ТЕХНОЛОГИЙ МАШИНОСТРОЕНИЯ С ЭЛЕМЕНТАМИ САМООРГАНИЗАЦИИ" Руководитель проекта Зам. ген. директора по науке __________ С.В.Луцкий г. Харьков – 2011г. 2 СОДЕРЖАНИЕ Стр. 1. Аннотация проекта ………………………………………………….. 3 2. Общая ситуация в области компьютерных интегрированных технологий машиностроения…………………………………… 6 3. 4. Термины и определения…………………………………………… . Предлагаемые теоретические и технические решения ……… 7 5. Календарный план работы по проекту……………………………... 11 6. Вопросы коммерческой реализации проекта……………………… 13 7. Выводы………………………………………………………………. 13 8. Приложения …………………………………………………………. 15 3 1. Аннотация проекта В настоящее время становится актуальным вопрос создания конкурентно способного производств, которые обладают новыми качественными свойствами. Высшим эволюционным этапом развития технологических систем в настоящее время, считаются самоорганизационные производственные системы. Высший уровень сложности разработки технологических процессов, считается самоорганизация технологических процессов с использованием искусственного интеллекта. Инструментом реализации самоорганизации в технологических системах являются компьютерные технологии. Под компьютерными технологиями подразумевается не только традиционное ее понятие, которое включает в себя совокупность компьютера, программного обеспечения (ПО) и информацию об объекте, но и когда технологическая система представляет собой компьютер, совокупность ее свойств представляют собой информационную базу, а ПО выступает в виде совокупности информационных законов, которые самоорганизуют состояния объекта. Наличие свойств самоорганизации обуславливается интеллектуализацией производства, которое позволяет существенно снижать затраты материальных, энергетических, временных и компьютерных ресурсов, повышать качество изготавливаемых изделий за счет способности самоструктурирования технологических процессов и систем производства. Эффективность производства в значительной мере зависит не только от свойств самоорганизации основного оборудования, но и самоорганизации вспомогательных систем, таких как инструментообеспечения, контроля качества изделий, складской системы, системы охраны труда, транспортной системы, системы технического обслуживания и системы управления и подготовки производства. Интеллектуализация компьютерно-интегрированного производства (КИП) механообработки обуславливается разработкой и внедрением компьютерных технологий, обеспечивающих самоорганизацию технологических процессов и систем в условиях производства. Развитие новых компьютерных технологий имеет объективные предпосылки, связанные с заменой старого оборудования на новое с большим сроком эксплуатации и созданием гибкой модели производства, когда смена технологических процессов происходит быстро, без больших трудозатрат и затрат времени; возможностью экономии за счет более эффективной эксплуатации оборудования. Постановка вопроса самоорганизации технологических систем, на этапах жизненного цикла изделий (ЖЦИ) в настоящее время не реализована на уровне компьютерных технологий и прежде всего из-за отсутствия необходимой теории моделирования информационных процессов 2.Общая ситуация в области компьютерных интегрированных технологий машиностроения Проблема самоорганизации материальных систем в XXI веке становится одной из центральных проблем науки. Существенный вклад в решение этой проблемы вносит системный и информационный подходы. В настоящее время на мировом рынке наукоемкой продукции развиваются тенденции полного перехода ,на безбумажную электронную технологию проектирования, изготовления и сбыта изделий. По прогнозам зарубежных специалистов, после 2010г. на внешнем рынке невозможно будет продать продукцию машиностроения без соответствующей международным стандартам безбумажной электронной документации. Начиная с 80-х годов XX века одним из направлений повышения эффективности производства стало развитие компьютерно-интегрированных технологий в машино- 4 строении. Промышленные компьютерно-интегрированные технологии (КИТ) включают роботов, станки с программным управлением, компьютерные программы для проектирования, инженерного анализа, технологической подготовки производства, производства и осуществления контроля над техникой. Эти современные КИТ получили свою реализацию в КИП (computer-integrated manufactu-ring/С1М). Новые КИТ связывают вместе компоненты производства, которые прежде были отделены друг от друга. Работа станков, роботов, конструкторско-технологических отделов и инженерного анализа координируется одним компьютером. Ядро структуры полноценного КИП образует так называемая несопровождаемая производственная подсистема (LOM - Light Out Manufacturing), включающая ряд обязательных КИТ, которые делятся на три составляющие: компьютерное проектирование (computer-aided design/ CAD), компьютерное производство (computer-aided manufacturing/ САМ) и интегрированная информационная сеть (Integrated Information Network). Самоорганизационные производственные системы Самообновляющиеся производственные системы А 15 14 16 17 18 13 10 9 8 12 3 2 11 4 1 7 6 5 1 универсальные станки; 2 универсальные автоматы и полуавтоматы; 3 специальные и специализированные автоматы и полуавтоматы; 4 агрегатные станки; 5 автоматические линии из агрегатных станков; 6 автоматические линии из универсальных автоматов; 7 комплексные автоматические линии и автоматические заводы; 8 станки с ЧПУ; 9 автоматы с ЧПУ; 10 специальные станки с ЧПУ; 11 ОЦ с индивидуальными ЧПУ; 12 автоматические линии с ЧПУ; 13 станки с ЧПУ CNC; 14 ОЦ фрезерно-расточные с CNC; ОЦ токарные с CNC; 15 ГПС; 16 ГПС со специализированным ОЦ массового производства; 17 ГПС, ГАП = ГПС + САПР + АСТПП; 18 автоматизированный завод; А автоматический «безлюдный» завод. Рис.1. Эволюционные этапы развития технологических систем Сочетание компьютерного проектирования, компьютерного производства и интегрированных информационных производственных систем представляет собой наивысший уровень КИТ машиностроения. Новый продукт может быть сконструирован на компьютере, и его опытный образец может быть изготовлен без участия человеческих рук. Идеальное компьютеризованное предприятие способно легко переключаться с одного вида продукции на другой, работает быстро и с высокой точностью, без бумажной документации, тормозящей производственный процесс. 5 Компьютерные системы проектирования и технологической подготовки производства снизили вероятность человеческих ошибок, и благодаря этому количество конструкторских исправлений и переделок неправильно спроектированных компонентов уменьшилось, по сравнению с предыдущими проектами, более чем на 50%. КИТ производства обеспечивают максимально возможный уровень качества, удовлетворение запросов потребителей и снижения себестоимости только тогда, когда все их компоненты используются в совокупности. Применение КИТ и гибких рабочих процессов изменило весь характер производства. Стало возможным массовое производство, ориентированное на потребителя (mass customizatiоn), когда заводы могут в массовом порядке выпускать продукцию, приспособленную к конкретным нуждам покупателей. Многие промышленные компании в США перестраивают свои заводы, внедряя КИТ и объединенные системы управления (associated management systems), чтобы повысить производительность. В настоящее время для разработки разнообразной продукции промышленные предприятия широко используют следующие компьютерные технологии – программные средства автоматизации CAD-системы (Computer-Aided Design, CAD) – системы автоматизированного проектирования (САПР), которые, по мере развития CADтехнологий, прошли путь от простой электронной чертежной доски до систем двухмерного (2D), а затем и трехмерного (3D) параметрического моделирования; CAMсистемы (Computer-Aided Manufacturing, CAM) – системы технологической подготовки производства, в первую очередь, станков с ЧПУ; CAE-системы (Computer-Aided Engineering, CAE) – системы автоматизации инженерных расчетов, составляющие основу технологий компьютерного инжиниринга – наиболее наукоемкой составляющей PLMтехнологий, так как именно эти программные системы предназначены для эффективного решения сложных нестационарных нелинейных пространственных задач, описываемых системами нелинейных дифференциальных уравнений в частных производных, для решения которых применяются, как правило, разнообразные варианты метода конечных элементов (МКЭ), Finite Element Analysis, (FEA); PDM-системы (Product Data Management, PDM) – системы управления данными об изделии, иногда называемые системами для коллективной работы с инженерными данными (Collabo-rative PDM, СPDM). В международной практике интеграция по этапам ЖЦИ однозначно связывается с внедрением стандартов ИСО 10303 и обычно все это именуется CALS-технологиями. Технологии CALS (англ, computer acquision and life-cyclesupport) в переводе - обеспечение непрерывности поставок и поддержки жизненного цикла изделий. Вольный перевод: обеспечение неразрывной связи между производством и всеми остальными этапами ЖЦИ (за счет создания максимально полной информационной модели изделия (IMM)), охватывающей все этапы ЖЦИ от маркетинга до утилизации, предлагающей единое информационно-программное обеспечение на основе системного подхода ко всей проблематике создания новых изделий. Разработчики и комментаторы подчеркивают, что CALS - это не только конкретный программный продукт, не только набор правил и шаблонов, но преимущественно общая концепция создания единой информационной модели изделия. Однако рассмотрение интеграции только по этапам ЖЦИ раскрывает только один аспект интеграции. Второй аспект интеграции заключается в создании IMM в которой все параметры информационно связаны между собой. Эту задачу решают СИмодели технологических процессов и систем Постановка вопроса самоорганизации технических систем, на этапах жизненного цикла изделий в настоящее время не реализована в КИТ и прежде всего из-за отсутствия необходимой теории моделирования информационных процессов. 6 3.Термины и определения Харьковскими учеными автомобильно-дорожного университета и политехнического университета разработана теория системно-информационного подхода (СИ-подхода) к развитию технических систем, которая с позиции нового понимания определения и формализации понятия «информация» формулирует и формализует законы самоорганизации, которые являются двигателем эволюции материальных систем. Сформулируем основные концептуальные положения СИ-подхода к технологии машиностроения При разработке СИ-моделей преобразования вещества, энергии и информации на этапах ЖЦИ, принципиальным вопросом является определение отношения меры количества информации по Шеннону-Больцману (классическая теория информации связи) и методологии СИ-подхода к технологическим процессам и системам. При известном законе распределения вероятности (для механообработки наиболее часто используется закон нормального распределения) количество информации по СИподхода равно J ñè ï ln X ñð õ k J ñèï ln X ñ ln X , при ∆ х = = 1, i 1 k Jsh=-plnp, тогда J ñèï (ln X i e i 1 J sh pi k ) (ln X i ln e J sh pi k mi m ln X i pi , ãäå i pi , , n n i 1 k ), i 1 J ñèï (ln X i i 1 J sh ) pi Таким образом, количество информации действительного параметра по СИ-подходу равно количеству информации усредненного размера минус количество информации по Шеннону-Больцману. Из проведенного анализа вытекает, что количество информации состоит из детерминированной и стохастической частей, а количество информации Шеннону-Больцману есть информация ошибки параметра Количество информации значения физической величины (параметра) в стохастической системе может служить математическое ожидание дискретной случайной величины I = M = xi pi , тогда количество информации можно определить M xi pi , где D – дисперсия, – среднеквадратическое отклонение I кол log 2 log 2 D случайной физической величины. Если информация передается без потерь от у i физической величины к x i физической величине, характеризующих свойства взаимодействующих стохастических систем, тогда Iуiкол Ix jкол или log 2 уi pi log x j p j . . . Содержательное количество информации физической величины 2 Di Dj в(параметра) в детерминированной системе имеет вид I log X , где Х – параметр 2 x системы, ∆х – допустимое отклонение параметра. Информационный процесс протекает при устойчивой корреляционной связи между выходом и входом взаимодействующих систем. СИП позволяет рассчитать качество и ценность информации свойств объектов. Качество информации определяется как всеобщая характеристика, обнаруживающаяся в относительном отклонении от совокупности целевых свойств объекта от реальных значений ) Iô( gl .â. I í î ì . I äåéñòâ. Ií î ì . 1 1 I äåéñòâ. Ií î ì . 1 , где Iном информация 7 номинального значения параметра, Iдейств информация действительного значения параметра. Ценность информации определяется как объективная положительная или отридцательная значимость влияния существенных свойств и их значений на степень формирования целевых номинальных свойств объекта I (ve) I I í î ì I äåéñòâ . ô .â. íîì Ií î ì Предложенные выше термины являются основой методологии СИ-подхода к процессам и системам материального мира. 4.Предлагаемые теоретические и технические решения Интеграция технологий машиностроения базируется на основе методов СИ-подхода на этапах ЖЦИ состоит из этапов . 1. На этапе конструирования определяется количество информации размеров изделия; информационное согласование размеров изделия; размерных цепей и допусков в КД; количество информации шероховатости дефектного и поверхностного слоя. 2. На этапе технологической подготовки производства определяется количество информации точности механической обработки; информационное согласование параметров точности механической обработки; количество информации режимов резания; информационное согласование параметров режимов резания; количество информации технологических операций; информационное согласование технологических операций; количество информации технологических процессов; информационное согласование параметров технологических процессов. 3. На этапе производства определяется количество информации настройки оборудования и переработки информации формообразования; информации контрольных измерений; информационное согласование процесса формообразования методом управления параметрами в соответствии с конструкторской и технологической информацией документации. Единая интегрированная информационная модель изделия (ИМИ), сформированная на базе ИИС, присутствует на всех этапах ЖЦИ и состоит из интегрированной информационной модели изделия конструктора (ИМИК), информационной модели изделия технолога (ИМИТ), информационной модели изделия производства (ИМИП). Это обуславливается спецификой передачи информации ИМИ на этапах ЖЦИ. Методология СИ-подхода к технологическим системам включает в себя: концепцию определения понятия «техническая информация»; методологию численного определения количества, качества и ценности «технической информации»; научные положения информационной алгебры; формализацию законов «технической информации»; методологию системно-информационного моделирования (СИ-моделирования); системно-информационные модели (СИмоделей) процессов и систем; методы системно-информационного анализа и синтеза процессов и систем; критические технологии машиностроения на базе СИмоделей. Компьютерные технологии машиностроения, созданные на базе СИмоделей, включают в себя основные преимущества енерго-вещественно-информационной парадигмы, такие как: информационные характеристики свойств системы являются над системными по отношению к распределению вещества и энергии и информационно связывают между собой различные свойства си технических (физические, химические, экономические, социальные и т.д.) системы; 8 логарифмическая форма представления СИмоделей параметров процессов и систем в информационной среде позволяет существенно уменьшить объем используемой памяти компьютера и его быстродействия при решении сложных технических задач; параметры в информационной среде материальные системы имеют структуру СИмоделей и взаимосвязаны между собой информационными связями принцип информационной связи параметров является фундаментальным свойством объектов, он определяет информационную взаимосвязь между параметрами различных свойств объектов на основе енерго-вещественно-информационной парадигмы; принцип информационной связи параметров позволяет решать задачи с меньшими затратами и создавать, эксплуатировать и ремонтировать машины информационного класса, у которых изменение одного параметра влечет к информационному изменению других параметров; компьютерные СИмодели параметров процессов и систем материальных систем отражают реальные информационные процессы окружающего мира. Отличительной научной особенностью СИ-подхода к технологическим системам является то, что разработанная методология описывает связи между энергией веществом и информацией. самоорганизации технических систем и является инструментом при их создании. Практическое использование СИ-подхода позволяет существенно уменьшить затраты на управление производством на базе компьютерных технологий и решать следующие научно-технические задачи. 1. Разработка элементов машин с информационно связанными параметрами: поверхности деталей, группы поверхностей, механизмы, сборочные узлы, машины и т.д. 2. Разработка методологии информационно-функционального стоимостного анализа и оптимизации конструкций машин с информационно связанными параметрами. 3. Разработка методологии прогнозирования на ранних этапах ЖЦИ эффективности изготовления, технологического времени, затрат энергии, затрат денежных средств и т.. и оптимизации производственно-технологических структур на базе СИ-моделей. 4. Управление изготовлением и контроль качества машин на базе детерминированной и стохастической информации СИ-моделей изделий. 5. Диагностирование и прогнозирование состояния машин с информационно связанными параметрами в межрегламентный период эксплуатации. 6. Оптимизация затрат на ремонт машин с информационно связанными параметрами, которые наиболее существенно влияют на работоспособность машины в межрегламентный период эксплуатации. В основе самоорганизации технических систем лежит разработка СИ-моделей машин с информационно связанными параметрами для использования их в компьютерных технологиях машиностроения. Таким образом, СИ-подход объясняет особенности . СИ-подход определяет закономерности связей энергии, вещества и информации. В таблице 1 приведены показатели связи между энергией и информацией при механообработке, которые используются для решения задач прогнозирования эффективности производства на ранних этапах ЖЦИ. Количество энергии которое затрачивается на переработку единицы информации срезаемого слоя зависит от материала заготовки, метода обработки, материала инструмента. Представленные закономерности связи энергии и информации указаны в таблице 1, которые используются для решения задач прогнозирования на ранних этапах ЖЦИ. 9 Таблица 1. Удельные затраты энергии на переработку информации формообразования резанием Метод обработки Rz Td Jф K JEф мкм мкм (формообразования) Ват/нит Точение: черновое 50 – 100 180 – 460 L t J ф ln ln ln D получистовое 30 – 50 40 – 60 5 – 20 R T z d чистовое 15 – 29 20 – 30 тонкое 6 – 10 5 – 20 Фрезерование: L t черновое 80 – 160 100 – 250 J ф ln ln uv ln B 1 – 15 чистовое 20 – 50 60 – 90 Rz Td тонкое 3–6 1–3 Сверление: черновое 80 – 160 210 – 250 1 – 10 глубокое 15 – 30 21 – 25 Зенкование: L t J ф ln ln (1 qv ) ln D черновое 30 – 50 20 – 30 1–5 Rz Td чистовое 20 – 30 10 – 15 Развертывание предварительное 10 – 20 10 – 15 1–5 чистовое 6 – 10 3–5 Физическая сущность информационных структур самоорганизации технологических объектов имеет следующее объяснение. Состояние объекта в виде результата реакции проявляется по отношению к воздействию внешних факторов посредством служебных параметров. Служебные параметры это вершина пирамиды, которые иерархично расположены структурно [7] по отношению к информационно связанными с ними внутренними параметрами системы. Информационно связанные параметры это пространственно-временная корреляция физических и/или других величин (параметров) свойств объектов любой природы, например: технические, экономические, биологические и др . Задачи стратеги и тактики поведения технологических объектов с элементами самоорганизации (задачи интеллекта) решаются как на физическом уровне, так и на уровне КИТ на базе СИ-моделей. Задачами стратегии для данного производства являются задачи прогнозирования: определение времени изготовления изделия без разработки конкретных технологических процессов, определение затрат энергии и отходов материала на изготовление изделия, определение трудоемкости изготовления изделия, определение достаточности уровня автоматизации процессов производства, определение уровня качества Использование КИТ механообработки нового типа на базе СИ-моделей для решения задач стратегии и тактики поведения технологических объектов при их функционировании отвечают формальным признака понятия технология. Они базируются на методе - системно-информационном подходе к технологическим процессам и системам, средствах – использовании СИ-моделей технологических объектов, способе – реализации метода и средств в КИТ механообработки, и процессе – процессе самоорганизации технологических процессов и систем механообработки. Выше изложенная методология самоорганизации КИП механообработки применена на базе КИТ в разработанном программном продукте DISLUT (рис.2), который прошел апробацию на ряде харьковских машиностроительных предприятий. 10 DISLUT базируется на СИ-моделях самоорганизации механообрабатывающего производства. Программное обеспечение DISLUT позволяет: без разработки конкретных технологических процессов на ранних этапах жизненного цикла изделия определять с определенной ошибкой аппроксимации время изготовления изделия, себестоимость, затраты материальных и энергетических ресурсов и др.; оптимизировать технологические операции, выбирать технологический маршрут; управлять качеством изготовления изделия и т.д. Интегрированная компьютерная технология DISLUTV предназначена для информационного анализа и оптимизации технологических процессов, на базе критериев максимальной интенсивности переработки информации Wj max, и минимального количества переработанной информации J min процессов механической обработки, задачи указаны в таблице 2.. Таблица 2 1. Решать задачу – формирование технологических паспортов технологического оборудования механической обработки. 2. Решать задачу – по данным технологических паспортов технологического оборудования механической обработки оптимизирует технологический процесс резания. 3. Оптимизировать выбор технологического оборудования механической обработки по критерию максимальной интенсивности переработки информации при данном методе обработки J(W) max. 4. Оптимизировать параметры процесса резания при данном методе обработки по критерию минимального количества переработанной информации J min. 5. Оптимизировать технологический процесс механической обработки по критерию mJ min, масса переработанной информации стремится к минимуму. 6. Оперетивно решать задачи определения маршрута при изменении геометрии детали. 7. Оперативно решать задачу определения маршрута при изменении партии выпускаемого изделия. 8. Решать задачу расчетов режима резания для конкретного оборудования с оптимизацией по критерию минимального количества переработанной информации. 9. Решать задачу экономической эффективности технологического процесса с позиции уменьшения стоимости переработки 1 бит информации. 11 SWj=Wj(B)+Wj(IT)+Wj(L)+ +Wj(Ra)+Wj(t) Рис.2.Элементы КИП механообработки DISLUT 5. Календарный план работы по проекту Область применения СИ-компьютерных технологий: промышленность (машиностроение, самалето-ракетостроение, энергетика и т.д.); экономика (оценка состояния и прогнозирование и.т.д.); экология; медицина; научная деятельность. 1. Срок выполнения проекта -3 года с начала финансирования. 2. Перспективные задачи. № п/п Наименование Область задач характеристики задач и сроки компьютерновыполнения интегрированных технологий машиностроения Организация исполнитель Средства и отчетные материалы 1. Разработка элементов машин с информационНИОКР но связанными пара- 1 год метрами: поверхности деталей, группа повер- Госуниверситет им. Каразина г.Харьков 300000 дол.США Отчет 12 2. 3. 4. 5. 6. хностей, механизмы, узлы, машины и т.д. Разработка теории. Разработка и оптимизация конструкции машин с информационно связанными параметрами на базе информационно функционального стоимостного анализа. Разработка и оптимизация производственнотехнологических структур на базе СИ-моделей, прогнозирование их эффективности на ранних этапах ЖЦИ на базе удельных информационных показателей: технологического времени, затрат энергии, затрат денежных средств и т.д. Управление изготовлением и контроль качества машин на базе детерминированной и стохастической информации СИ-моделей изделий (изменение закона распределения стохастической информации параметров) Диагностика и прогнозирование состояния информационно связанных параметров машины на базе анализа детерминированной и стохастической информации параметров в межрегламентный период эксплуатации Оптимизация затрат на ремонт информационно Конструирование 1,5 года Производственнотехнологическая подготовка производства 2-года Производство 2,5 года Эксплуатация 1,5 года Автодорожный университет (ХНАДУ) Г.Харьков, НТУ(ХПИ) Г.Харьков Автодорожный университет (ХНАДУ) Г.Харьков, НТУ(ХПИ) Г.Харьков, Аэрокосмичный Университет (ХАИ) Г.Харьков Автодорожный университет (ХНАДУ) Г.Харьков, НТУ(ХПИ) Г.Харьков, Аэрокосмичный Университет (ХАИ) Г.Харьков Автодорожный университет (ХНАДУ) Г.Харьков, НТУ(ХПИ) Г.Харьков, Аэрокосмичный Университет (ХАИ) Г.Харьков 500000 дол.США Отчет 900000 дол.США Отчет 500000 дол. США Отчет 500000 дол. США Отчет 13 7. связанных параметров с наиболее существенным влиянием на работоспособность машины в межрегламенРемонт тный период эксплу1год атации (изменение закона распределения вероятности стохастической информации параметров) Разработка компьютерных программ 3-года (компьютерные технологии машиностроения) Автодорожный университет (ХНАДУ) 500000 дол. США Отчет Радиоэлектронный Университет 1500000 (ХИРЭ) дол.США Компьютерные технологии Итого: 4700000 дол. США Примечание: см.сайт ( lutskyy-s-v.com.ua) Заключение. Проект может выполняться в рамках технопарка (г.Харьков). 6. Выводы. Интеллектуализация КИП механообработки заключается в разработке ТС и ТП с функциями самоорганизации. Интеллектуализация ТС и ТП механообработки видоизменяет структуру общепринятых функций производства, появляются функции ранее не присущие: самоорганизация заготовительных операций, самоорганизация проектирования и изготовления оснастки, самоорганизация технологической подготовки производства, самопроизводство. Для решения задач интеллектуализации КИП механообработки необходимо провести ряд научно-исследовательских работ по: синтезу ТС и ТП с информационно связанными параметрами; информационно-функционально-стоимостному анализу ТС и ТП с информационно связанными параметрами; прогнозированию на ранних этапах жизненного цикла: эффективности производства, времени изготовления изделия, затрат материала и энергии, затрат денежных средств и т.д.; созданию алгоритмов управления качеством изготовления машин на базе оперативного анализа детерминированной и стохастической информации параметров изделия. 7. Вопросы коммерческой реализации проекта Вскрытые методологией СИ-подхода, закономерности связей энергии вещества и информации, проявляющиеся в пространстве и во времени, могут использоваться при решении различных задач в самых разных сферах человеческой деятельности: наука, производство, эксплуатация машин, экономика, экология, медицина ит.д. 14 Основные положения методологии СИ-подхода, прежде всего, дадут наибольший эффект при разработке программного обеспечения (ПО) компьютерных технологий при решении задач производства, а также для различных сфер общественной деятельности. На разработку ПО в мире затрачивается сотни млрд. долл.США в год. Математический аппарат СИ-подхода позволяет значительно уменьшить затраты на разработку ПО для анализа, прогнозирования и управления состоянием исследуемых объектов. Примером востребованности компьютерных технологий может служить покупка IBM за $440 млн. разработчика ПО для анализа поведения покупателей (BI) компанию DemandTec Со (штаб-квартира в Сан-Матео, шт. Калифорния) с представительствами в США, Великобритании, Франции и Индии. Приобретение DemandTec, что позволило расширить бизнес-инициативу “Интеллектуальной коммерции” (BI IBM Smarter Commerce), запущенную в марте 2011 г. Только лишь рынок ПО данного сегмента оценивается корпорацией в $20 млрд. В целом к 2015 г. IBM планирует получать годовой доход в $16 млрд. от продажи решений в сфере бизнес-аналитики (совокупная выручка корпорации по итогам 2010 г. составила около $100 млрд.). За последние 5 лет компания потратила $14 млрд. на приобретение решений в данном сегменте, включая покупку Algorithmics за $387 млн. в сентябре 2011 г. В декабре 2011 г. в рамках инициативы “Интеллектуальной коммерции” (BI) IBM совершила еще одно приобретение, подписав окончательное соглашение о покупке компании Emptoris, выпускающей ПО для анализа цепочек поставок (штаб-квартира в Берлингтоне, шт. Массачусетс, дополнительные офисы в США, Великобритании, Франции, Германии, Австралии, Индии, Бразилии и Китае). Штат включает более 725 сотрудников по всему миру. Вполне логично, что IBM продолжает скупать специализирующиеся на BI-фирмы, в портфель которых входят “облачные” продукты. Этого тренда придерживаются и другие крупные игроки рынка,.Например крупнейший в Европе поставщик ПО германская фирма SAP, которая также в начале декабря 2011 г. объявила о приобретении компании SuccessFactors (США), разработчика SaaS-решений для управления персоналом предприятий. По оценке Gartner, в 2011 г. мировой рынок “облачного” программного обеспечения вырос на 20,7% до $12,1 млрд., а к 2015 г. достигнет $21,3 млрд. Приобретение за $3,4 млрд. американского разработчика решений для автоматизации кадровых служб поможет SAP укрепиться на быстроразвивающемся рынке “облачных” сервисов. Ожидается, что сделка будет завершена в I квартале. Расположенная в СанМатео SuccessFactors с ее 1450 сотрудниками останется независимой компанией и будет именоваться SuccessFactors, Company SAP. Данное приобретение дополнит активы SAP, связанные с выпуском “облачных” продуктов, квалифицированными специалистами и популярными технологиями SuccessFactors, что позволит существенно упрочить позиции германской компании как провайдера “облачных” приложений, платформ и инфраструктур. В настоящее время портфель SAP уже включает несколько “облачных” решений, в том числе комплексный пакет для внедрения “облачных” сервисов SAP Business ByDesign для малых, средних предприятий и филиалов крупных компаний, а также SAP Sales on Demand. Продуктами SuccessFactors пользуются более 3,5 тыс. предприятий из 168 стран. Выручка компании по итогам III квартала 2011 г. выросла на 77% по сравнению с аналогичным периодом 2010 г. до $91,2 млн. Согласно прогнозу Gartner, в период 2010-2014 гг. объем мирового рынка “облачных” услуг вырастет более чем вдвое с $68,3 млрд. до $148,8 млрд. Естественно, что крупные игроки стремятся активно внедриться на указанный рынок. В октябре 2011 г. о приобретении за $1,5 млрд. другого разработчика “облачных” сервисов компании RightNow Technologies объявила американская корпорация Oracle. 15 8. Приложение 1. Луцкий С.В. Анализ информационных процессов в технических системах / С.В.Луцкий // Вісник Національного технічного університету «ХПІ». Збірник наукових праць. Тематичний випуск: Електроенергетика та перетворююча техніка. – Харків: НТУ «ХПІ». 2002. №7. Т.1. – С.26–31. 2. Луцкий С.В. Моделирование технологических процессов и систем в информационном пространстве свойств /С.В. Луцкий // Прогрессивные технологии и системы машиностроения: Международный сборник научных трудов. – Донецк: ДонНТУ. 2004. – Вып. 28. – С.98–103. 3.Луцкий С.В. Системная методология информационного похода / Луцкий С.В. // Вісник національного технічного університету «Харківський полі-технічний інститут». Збірник наукових праць. Тематичний випуск: Технології в машинобудуванні. – Харьків: НТУ «ХПІ». 2004. –№28. – С60–64. 4. Луцкий С.В. Теоретические основы информационного подхода в технологии машиностроения /В.Е. Карпусь, С.В.Луцкий // Прогресивні технології і системи машинобудування: Міжнародний збірник наукових праць. – Донецьк: ДонНТУ. 2005. – Вип. 32. – С.130–144. 5. Луцкий С.В. Структуризация информационных процессов в технологических системах /С.В.Луцкий // Механіка та машинобудування. Науково-технічний журнал. – Харків: НТУ «ХПІ». 2007. –№2. – С.117–125. 6. Луцкий С.В. Информационный подход к технологическому проектированию / В.Е.Карпусь, Е.В.Лукьяненко, С.В.Луцкий // Авиационно-космическая техника и технология: Труды Государственного аэрокосмического университета им. Н.Е. Жуковского «ХАИ».– Харьков. 2000 г.– Вып. 14. – С.54–57. 7. Луцкий С.В. Анализ эффективности технологических систем на основе информационного подхода / В.Е.Карпусь, С.В.Луцкий, Е.В.Лукьяненко // Прогрессивные технологии и системы машиностроения: Международный сб. научных трудов. – Донецк; ДонГТУ, 2000. Вып. 12. – С. 87–91. 8. Луцкий С.В. Теоретические предпосылки к информационному исследованию технологических систем / В.Е.Карпусь, С.В.Луцкий, Е.В.Лукьяненко // Резание и инструмент в технологических системах: Международный научно-технический сборник. – Харьков: ХГПУ. 2000. – Вып. 56. – С. 87–90. 9. Луцкий С.В. Системные критерии механообрабатывающих технолог-гических систем / В.Е.Карпусь, С.В.Луцкий, Е.В.Лукьяненко // Резание и инструмент в технологических системах: Международный научно-технический сборник. – Харьков: ХГПУ. – 2000. Вып. 57. – С. 105–109 . 10. Луцкий С.В. Компьютерное исследование надежности технологических систем / В.Е. Карпусь, С.В.Луцкий // Прогрессивные технологии и системы машиностроения: Международный сборник научных трудов. – Донецк: ДонНТУ. 2001.– Вып.16.– С.244– 248. 11. Луцкий С.В. Особенности информационного подхода в теории механизмов и машин / С.В.Луцкий // Вісник Національного технічного університету «Харківський політехнічний інститут». Збірник наукових праць. Тематичний випуск: Тракторне машинобудування. – Харків. НТУ «ХПІ». –2007. –№3. – С.105–113. 12. Луцкий С.В. Мера информации при исследовании технических систем / Н.Э.Тернюк, С.В.Луцкий // Вісник Національного технічного університету «Харківський політехнічний інститут». Збірник наукових праць. Тематичний випуск: Технології в машинобудуванні. – Харків: НТУ «ХПІ». –2007–1. – С.8–13. 13. Луцкий С.В. Информационные модели для расчета погрешности механической 16 обработки / С.В.Луцкий // Прогресивні технології і системи машинобудування: Міжнародний збірник наукових праць. – Донецьк.: ДонНТУ, 2008.- Вып. 36. – С. 108–112. 14. Луцкий С.В. Прогнозирование вероятности выполнения производственного задания многономенклатурными технологическими системами механообработки / В.Е.Карпусь, С.В.Луцкий, О.Р.Гаврилюк // Вісник Національного технічного університету «Харківський політехнічний інститут»: Збірка наукових праць. Тематичний випуск 10: Технічний прогрес та ефективність виробництва. – Харків: НТУ «ХПІ». 2001. – С.153–160. 15. Луцкий С.В. Теоретико-информационный подход к развитию технических систем / С.В.Луцкий // Вісник двигунобудування: Науково-технічний журнал. Запоріжський національний технічний університет. ВАТ «Мотор Січ». Національний аєрокосмічний університет ім. Н.Е. Жуковського «ХАИ». – Запоріжья ВАТ «Мотор Січ», №2(16)/2007.– С.28–33. 16. Луцкий С.В. Анализ показателей эффективности технологических систем / В.Е.Карпусь, С.В.Луцкий, Д.А.Мищенко // Резание и инструмент в технологических системах: Международный научно-технический сборник. –Харьков, НТУ «ХПИ». 2007. – Вып. 72. – С.97–100. 17. Луцкий С.В. Выбор наивыгоднейших технологических процессов в многономенклатурном производстве / В.Е.Карпусь, С.В.Луцкий , Е.В. Лукьяненко // Весник Харьковского государственного политехнического универсистета ХПИ»: Сборник научных работ. – Харьков. 2000.– С114–118. 18. Луцкий С.В. Показатели технологической интенсивности формообразования / В.Е. Карпусь, С.В. Луцкий // Збірник наукових праць НТУ «ХПІ». Тематичний випуск: Високі технології в машинобудуванні. – Харків. 2002. –С.154–156. 19. Луцкий С.В. Практическое использвание системно-информационного похода в технологи машиностроения. / С.В.Луцкий // Механіка та машинобудування. Науковотехнічний журнал. –Харків: НТУ «ХПІ». №1 –2008. –№2. – С. 39–45. 20. Луцкий С.В. Интегрированные технологии механообработки / Н.Э. Тернюк, С.В.Луцкий // Прогрессивные технологии и системы машиностроения: Международный сб. научных трудов. – Донецк: ДонНТУ, 2009. Вып. 38. – С. 225–232. 21. Луцкий С.В. Числовые характеристики информации технологических систем / С.В.Луцкий // Машиностроение и техносфера XXI века. Сборник трудов международной научно-технической конференции в г. Севастополе 9–15 сентября 2002 г. В 3–х томах. – Донецк: ДонНТУ. 2002. Т.2. – С.61–66. 22. Луцкий С.В. Отличительные особенности сущности информационного подхода к описанию систем / С.В.Луцкий // Машиностроение и техносфера XXI века. Сборник трудов международной научно-технической конференции в г. Севастополе 8–14 сентября 2003 г. В 4–х томах. – Донецк: ДонНТУ. 2002. Т.3. –С.61–66. 23. Луцкий С.В. Системный информационный показатель в моделировании технологических процессов и систем / С.В.Луцкий // Машиностроение и техносфера XXI века. Сборник трудов международной научно-технической конференции в г. Севастополе 12–17 сентября 2005 г. В 5-ти томах. – Донецк: ДонНТУ. 2005. Т.2. –С.227–232. 24. Луцкий С.В. Роль информации в развитии интегрированных производственных систем машиностроения / Н.Э. Тернюк, С.В.Луцкий // Оборудование и инструмент. Международный информационно-технический журнал. – Харьков. №5/105/2008. – С.146– 150. 25. Луцкий С.В. Стратегия формирования концепции информационного подхода и ее развития / С.В.Луцкий // Машиностроение и техносфера XXI века. Сборник трудов XIV международной научно-технической конференции в г. Севастополе 17–22 сентября 2007 г. В 5–ти томах. – Донецк: ДонНТУ. 2007. Т.2. –С.267–273. 26. Луцкий С.В. Последовательность структурно-информационного синтеза систем / С.В.Луцкий // Технологии XXI века. Сборник статей по материалам 10-ой международной научно-методической конференции. – Алушта. 2003. Том 2. – С.105–109. 17 27. Луцкий С.В. Особенности информационых процессов в технических системах / С.В.Луцкий, В.Е.Карпусь // Труды 5-й международной научно-технической конференции «Физические и компьютерные технологии в народном хозяйстве». 28–29 мая 2002 г. – Харьков: ХНПК «ФЭД», 2002. –С.190–192.28. Луцкий С.В. Информационный подход к развитию технологических систем / С.В.Луцкий // Труды 4-ой международной научно-технической конференции «Физические и компьютерные технологии в народном хозяйстве» 23–24 октября 2001. – Харьков: ХНПК «ФЭД». 2001. –С.114–117. 29. Луцкий С.В. Оптимизация технологических систем в многономенклатурном механообрабатывающем производстве./ С.В.Луцкий // Материалы научно технического семинара 21–23 марта. – Запорожье. 2002. С. 54-55. 30. Луцкий С.В. Теоретические основы системно-информационного подхода к технологическим процессам и системам. (монография) /С.В.Луцкий – Харьков ХНАДУ 2008. – 238с. 31. Пат. 13748 Украина, МПК В01F7/00. Роторно-пульсаційний апарат / А.В. Фесенко, В.С. Пличко, П.В. Кузнецов, С.В. Луцкий, Р. Лембіт. Заявл. 24.10.2005; Опубл. 17.04.2006, Бюл. №4, 2006 р.