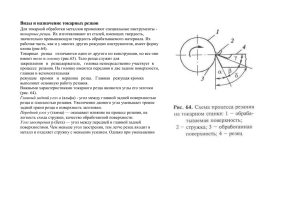
САНКТ-ПЕТЕРБУРГСКИЙ ГОСУДАРСТВЕННЫЙ ПОЛИТЕХНИЧЕСКИЙ УНИВЕРСИТЕТ Кафедра «Технология конструкционных материалов» ЛАБОРАТОРНАЯ РАБОТА № 1 Токарный резец и геометрия его режущей части Выполнил студент Группа 3044/1 Принял Д. А. Панов Санкт-Петербург 2007 1. НОМЕР, ПОЛНОЕ НАИМЕНОВАНИЕ И НАЗНАЧЕНИЕ РЕЗЦА Проходной прямой резец, изготовленный из твердого сплава Т15К6. Данный резец предназначен для обтачивания наружных поверхностей. ВИД РЕЗЦА В АКСАНОМЕТРИИ 2. 1 3 2 4 =5 Е 5 6 8 7 Цифрами на данном рисунке обозначены: 1 – стержень, 2 – режущая часть, 3 – передняя поверхность, 4 – вспомогательная режущая кромка, 5 – вспомогательная задняя поверхность, 6 – вершина, 7 – главная задняя поверхность, 8 – главная режущая кромка. 2 ПРОЕКЦИИ И СЕЧЕНИЯ РЕЗЦА P' c P c c =44Е 'c = 4 6 Е с= с= 4. 9Е с= 10Е P c -P c п о в ер н ут о P' c -P' c п о в ер н ут о Е 1 7 c' = P' c c =90Е P c 3Е 3. ТАБЛИЦА С РЕЗУЛЬТАТАМИ ИЗМЕРЕНИЙ И РАСЧЕТОВ УГЛОВ Наименование угла Обозначение угла Значение угла, ° Главный задний угол c 9 Передний угол c 10 Угол заострения c 71 Вспомогательный задний угол c 3 Главный угол в плане c 44 Вспомогательный угол в плане c 46 Угол при вершине c 90 Угол наклона главной режущей кромки c 5 3 c 90 c c 90 10 9 71 ; c 180 c c 180 44 46 90 . 5. ВЛИЯНИЕ УГЛОВ НА ПРОЦЕСС РЕЗАНИЯ Главный задний угол c служит для уменьшения трения между главной задней поверхностью резца и поверхностью резания на заготовке. Однако чрезмерное увеличение заднего угла приводит к снижению прочности лезвия резца. Для обработки вязких материалов и при точении с тонкими стружками применяют резцы с большими углами c . При резании твердых и хрупких материалов выбирают меньшие значения c . С увеличением переднего угла c облегчается врезание резца в металл, уменьшается деформация срезаемого слоя, облегчается сход стружки, уменьшаются силы резания и расход энергии. Вместе с тем увеличение переднего угла приводит к уменьшению прочности режущей части резца. Поэтому при использовании хрупких инструментальных материалов (твердые сплавы, минералокерамика, алмазы и др.) для повышения прочности и стойкости инструмента применяют отрицательные и нулевые передние углы, а при работе инструментом из быстрорежущих сталей, обладающих большей ударной вязкостью положительные передние углы. Уменьшение угла c приводит к ослаблению режущей части и снижению прочности резца, а также к ухудшению отвода тепла от режущей кромки резца. Угол c служит для уменьшения трения вспомогательной задней поверхности резца по обработанной поверхности заготовки. С уменьшением угла c увеличивается длина активной части режущей кромки, что улучшает теплоотвод и уменьшает износ инструмента. Однако при слишком малом значении угла c резко возрастает отжим резца от заготовки, и возникают вибрации, ухудшающие качество обработанной поверхности. Угол c служит для уменьшения трения вспомогательной задней поверхности резца по обработанной поверхности заготовки. С увеличением угла c улучшается качество поверхности (шероховатость), но его значение ограничено прочностью инструмента. 4 Угол c служит для отвода стружки в направлении к обработанной ( c 0 ) или обрабатываемой ( c 0 ) поверхностям. Кроме того, положительный угол c упрочняет вершину инструмента. Поэтому при черновой обработке и резании закаленных материалов необходимо угол c задавать положительным. При чистовой обработке для предотвращения царапания стружкой обработанной поверхности рекомендуют резцы с отрицательными значениями угла c . 5