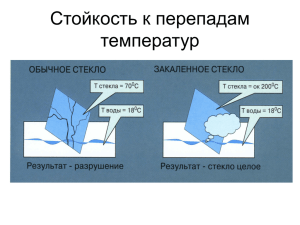
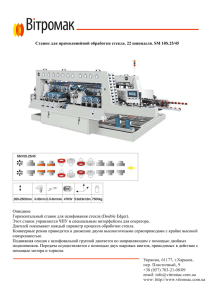
Конструирование типовых оптических деталей и сборочных единиц оптических приборов Электронный учебник по дисциплине: «Основы конструирования оптических приборов» Авторы: Латыев С. М., Егоров Г. В., Митрофанов С. С., Каракулев Ю. А., Тимощук И. Н. Версия: 1 СПбГИТМО(ТУ), Кафедра КиПОП Введение Структура оптико-электронного прибора состоит из функциональных устройств (блоков, модулей), основанных на оптических, механических, электронных физических принципах и их сочетании. Функциональные устройства, в свою очередь содержат конструктивные узлы, соединения деталей (элементарные сборочные единицы) и детали. При разработке конструкций оптико-электронных приборов необходимо знать не только принципы и правила конструирования приборов и их элементов , изложенные в лекционных курсах и учебных пособиях [1] * , но и имеющиеся типовые конструкции деталей и устройств. В данном учебном пособии приведены типовые конструкции оптических деталей, соединений, узлов и некоторых функциональных устройств оптико-электронных приборов. Рассмотрены также технические вопросы, возникающие при разработке типовых конструкций и технико-экономический анализ конструктивных решений. Введение Оптические детали (т.е. детали непосредственно взаимодействующие с оптическим излучением) изготавливают из оптических и неоптических материалов. Оптические материалы, из которых изготавливается подавляющее большинство оптических деталей, технология их производства, показатели и методы контроля качества оптических материалов подробно излагаются в курсе дисциплины "Оптические материалы и технологии". Некоторые аспекты выбора оптических материалов и расчета требований к показателям качества, способы и средства измерения их характеристик излагаются также в курсах дисциплин "Основы оптики", "Прикладная оптика", "Оптические измерения" и ряде других. Виды и характеристики неоптических материалов, используемых для изготовления некоторых оптических деталей, изучаются в курсе дисциплины "Конструкционные материалы (Материаловедение)". В данном разделе учебного пособия приведены лишь краткие сведения о характеристиках оптических и других материалов оптических деталей, нормируемые требования к оптическому стеклу и рекомендации по выбору его показателей качества, необходимые для выполнения лабораторно-практических работ, домашних заданий и курсового проекта по дисциплине "Основы конструирования оптических приборов". Более подробные сведения о материалах оптических деталей изложены в справочниках [8] *, [9] * , специальной литературе и соответствующих стандартах. Характеристики материалов оптических деталей К оптическим относят материалы, прозрачные для оптического диапазона электромагнитных волн (света), используемые для изготовления оптических элементов (деталей), работающих в ультрафиолетовой, видимой и инфракрасной областях спектра. Оптические материалы являются оптическими средами, к которым относят также оптические пленки, воздух, жидкости, газы, оптические клеи, воск, лак и прочие вещества, пропускающие оптическое излучение. Оптические материалы подразделяются на: оптические стекла; оптические ситаллы; оптические кристаллы; оптическую керамику . Оптические стекла, благодаря ряду положительных оптических, технологических и эксплуатационных свойств и характеристик, являются наиболее типичными и распространенными материалами, используемыми для изготовления оптических деталей. Оптические стекла подразделяются на бесцветные (ГОСТ 3514-76), цветные (ГОСТ 9411-81), кварцевые (ГОСТ 15130-79), органические (ГОСТ 15809-70), с особыми свойствами. В свою очередь стекла с особыми свойствами делят на: светорассеивающие (молочные МС), диффузно рассеивающие проходящий и отраженный свет; фотохромные ФХС, которые обратимо изменяют свою прозрачность в зависимости от интенсивности падающего светового потока; радиационно-стойкие, сохраняющие оптические свойства под действием радиационного излучения; оптические люминисцирующие ГЛС, имеющие узкие полосы люминисценции (используемые для изготовления активных элементов лазеров); инфракрасные бескислородные ИКС, прозрачные в ИК области спектра (1ѐ 17 мкм). Стекла с особыми свойствами поставляются в соответствии с отраслевыми стандартами. Заметим, что некоторые оптические детали могут быть изготовлены также и из других материалов (неоптических). Например, зеркала иногда изготавливают из медных и алюминиевых сплавов, нержавеющей стали, титана, бериллия, карбида кремния, композитов; подложки дифракционных решеток - из фторопласта, полиэтилена, алюминиевых сплавов; растры, экраны, модуляторы, шкалы, поляроиды, рассеиватели - из металлов, пленок, тканей, а также с использованием жидкостных и газовых оптических сред, люминофора, воска и т.п. Материалы, используемые для изготовления оптических деталей, должны обладать рядом свойств, позволяющих получить высокую точность и чистоту рабочих (полированных) поверхностей, сохранять свои свойства и характеристики в течение длительного времени при возможном воздействии внешних факторов (механических, климатических, лучевых, химических, бактериологических и т.п.). При необходимости, оптические материалы должны обладать способностью изменять параметры оптической среды или световой волны при взаимодействии со световым потоком или другим видом электромагнитного поля (например, генерировать когерентное излучение, изменять светопропускание, вращать плоскость поляризации и т.д.). Выбор материала оптической детали осуществляют исходя из ее функционального назначения и требуемых показателей качества с учетом условий эксплуатации, рациональной технологии изготовления и т.д., а также руководствуясь характеристиками и показателями качества материалов, их номенклатурой, сортаментом, условиями и формами поставки в соответствии с нормативными документами (ГОСТами, ОСТами, каталогами). Характеристики и показатели качества материалов, используемых для изготовления оптических деталей, подразделяются на механические, термические (термооптические), химические, специальные, технологические и оптические (см. табл. 1 прил.). К механическим характеристикам материалов относятся: плотность; упругость; прочность, твердость, удельная жесткость, фотоупругость. Плотность (r , кг/м3) (отношение массы материала к его объему) определяет массу заготовки и оптической детали, ее возможный прогиб под собственным весом, давление на опорные поверхности и т.п. Как правило, конструктор в подавляющем большинстве случаев стремится применять легкие материалы: алюминий и сплавы на его основе (r > 2,75 Ч 10 3 кг/м3 ), титан (r > 4,5 Ч 103 кг/м3 ), бериллий (r > 1,85 Ч 103 кг/м3 ), кремний (r > 2,3 Ч 103 кг/м3 ), ситалл (r > 2,5 Ч 103 кг/м 3), оптическая керамика (r > 2,5 Ч 103 кг/м 3), кварц (r > 2,2 Ч 103 кг/м3). Упругие свойства материала позволяют определять деформацию деталей при обработке, креплении, от воздействия внешних факторов и характеризуются стандартными параметрами : модулем упругости (Е, Па); модулем сдвига ( G , Па); коэффициентом Пуассона (m ). Наилучшими считаются материалы, обладающие максимальными упругими характеристиками. Прочность - способность выдерживать нагрузки без разрушения, характеризуется значениями предельных напряжений ( s, Па) на сжатие, растяжение, изгиб. Заметим, что оптическое стекло (наиболее часто используемое для изготовления оптических деталей) обладая сравнительно высокой прочностью на сжатие s = (5 ѐ 10)Ч 107 Па, имеет значения предельного напряжения на растяжение в 15-20 раз хуже, чем на сжатие. Стекло является хрупким материалом, практически не обладающим пластическими свойствами и плохо сопротивляется действию ударных и изгибающих сил. Ударная (динамическая) прочность стекла и других оптических материалов значительно ниже "статической" прочности. Царапины, выколки и трещины приводят к появлению значительных напряжений в материале даже при относительно небольших нагрузках и могут вызвать разрушение или скол детали при ее обработке, закреплении и при эксплуатации. При механической обработке оптических материалов в поверхностном слое возникает трещиноватый слой (микротрещины Гриффита), который играет роль концентраторов напряжения. Поэтому обработка оптических деталей способом глубокого шлифования и полирования существенно повышает прочностные свойства оптических материалов. Твердость - способность материала сопротивляться внедрению в него другого, более твердого тела, подразделяют на микротвердость и твердость по сошлифовыванию. Заметим, что высокая твердость сказывается отрицательно при шлифовке оптических деталей (увеличивает трудоемкость процесса) и положительно при их полировке, т.к. позволяет получить более точные поверхности. Микротвердость характеризуют отношением нагрузки к площади отпечатка при вдавливании алмазной пирамиды (по Виккерсу, НV) алмазного ромбовидного наконечника (по Кнопу, НК) - для контроля оптических материалов; алмазного конуса или стального шарика (по Роквеллу, HRC и по Бринеллю, НВ) для контроля металлов, а также шириной царапины, образующейся на поверхности материала (стекла) при царапании иглой (с радиусом закругления 2 мкм) или трехгранной пирамидой Бирбаума. Твердостью по сошлифовыванию характеризуют сопротивление ряда оптических материалов разрушению свободным образивом (т. е. скорость износа материала при шлифовке). Она определяется относительным значением (Н S ) твердости различных оптических материалов по сравнению с твердостью стекла К8 (твердость которого принимается за единицу) и равна отношению сошлифованного объема стекла марки К8 к объему данного материала, сошлифованного в тех же условиях. Например, наибольшая твердость по сошлифовыванию обладают ситаллы, кварцевое стекло (НS = 1,5 ѐ 1,9), а наименьшей фосфатные кроны, тяжелые флинты, инфракрасные бескислородные стекла, ряд кристаллов (НS = 0,1 ѐ 0,5). Для более полного ознакомления с различными аспектами прочности оптических материалов рекомендуется ознакомиться с работой [17] *. Удельная жесткость - способность материала сопротивляться деформации, определяется отношением его модуля упругости к плотности (Е/r ., м) и позволяет оценить стабильность формы поверхностей оптических деталей при изготовлении и эксплуатации. Наилучшей удельной жесткостью обладают такие материалы как бериллий (Е/r = 15,1Ч 106 м), карбид кремния (Е/r = 13Ч 106 м), ситалл (Е/r = 3,7Ч 106 м), плавленый кварц (Е/r = 3,2Ч 106 м), что обуславливает их использование для изготовления космических зеркал [18] * (см. далее п.2.4.). Фотоупругость - свойство оптического материала, заключающееся в изменении его показателя преломления при приложении к нему нагрузок сжатия или растяжения. При этом материал переходит из изотропного в анизотропное состояние и возникает двойное лучепреломление лучей света, которое исчезает при снятии приложенного напряжения. Фотоупругость материала (стекла) характеризуется фотоупругими постоянными С1 и С 2 , выражающими приращение показателей преломления в направлениях вдоль и перпендикулярно действию напряжения, равного 105 Па, а также оптическим коэффициентом напряжения В = С 1 - С 2. Рассмотрим основные термические и термооптические характеристики материалов оптических деталей (табл.1 ). Температурный коэффициент линейного расширения материала (a , 1/град.) характеризует изменение линейных размеров и объема детали при отклонении температуры от номинального значения (20° С). Он учитывается при разработке конструкций крепления оптических деталей [1] *, определении возможности соединять оптические детали приклеиванием или оптическим контактом, осуществлять "остекловывание" металлических деталей [18] *, при расчете температурных расфокусировок, термоаберраций, термопогрешностей [19] *, влияет на длительность "отстаивания" деталей при их обработке и ряд других свойств и характеристик проектируемых изделий. Значения a для используемых материалов существенно различаются. Наименьшим a обладают, например, плавленый кварц (a > 0,55Ч 10-6 град -1), ситалл (a > 0,15 Ч 10-6 град -1), карбид кремния (a > 2,5 Ч 10-6 град -1), наибольшим - алюминий (a > 24 Ч 10-6 град -1), медь (a > 16,5 Ч 10-6 град-1). Удельная теплоемкость (С, дж/(кг Ч град)) - количество теплоты, требуемое для нагревания единицы массы материала на один градус. Теплопроводность ( Ч l , Вт/(м Ч град)) - характеризует способность материала передавать тепло от нагретых участков к менее нагретым. Температуропроводность ( q = l /(C Ч r ), м2/сек) определяет скорость изменения температуры материала при нестандартных тепловых режимах. Температурная стабильность материала (a / l , м/Вт) характеризует величину термодеформаций детали при медленно меняющихся тепловых потоках (квазистационарный тепловой режим). Термические характеристики (С, l , a , q, a / l ) являются важными при выборе материалов оптических деталей, работающих при перепаде температур (например, зеркал телескопов [18] *, [20] *, [21], *, а также определении режимов отжига и обработки заготовок. Термостойкость - способность оптических материалов выдерживат ь без разрушения резкие перепады температуры. Показателем термостойкости является наибольшая разность температуры, которую образец материала выдерживает без разрушения. Одним из способов определения термостойкости оптических материалов является сброс нагретых в специальной печи образцов в воду комнатной температуры [17] *. Термостойкость оптических материалов является важной характеристикой для охлаждаемых активных элементов лазеров, при определении условий прогрева деталей при нанесении покрытий, для обеспечения стойкости оптических элементов в случае "тепловых ударов". Теплостойкими являются, например, такие оптические материалы как кварц, специальные термостойкие стекла (например, ЛК5), ситаллы, оптическая керамика. Наименее термостойки, например, многосвинцовые селикатные стекла и фторфосфатные стекла (типа ОК1). Термооптические постоянные (V l t, W/ l t, R l t ) учитывают изменение показателя преломления оптического материала, вклад термических изменений геометрических размеров и фотоупругих напряжений при отклонении температуры на характеристики и аберрации оптических элементов. где b l t - температурное приращение показателя преломления для длины волны света l ; n l показатель преломления ; a t - коэффициент линейного расширения материала; m - коэффициент поперечной деформации; Е - модуль упругости; С1 и С2 - фотоупругие постоянные. Термооптическая постоянная V l t используется обычно для расчета расфокусировки оптической системы [10] * при стационарном изменении температуры. Сумма термооптических постоянных (W l ,t , + Rl ,t) является критерием атермальности оптических материалов (стекол) и характеризует термоволновые аберрации также и в условиях неравномерного распределения температуры. Вязкость материала ( h , Па Ч с) характеризует свойство материала сопротивляться перемещению одной из его частей относительно другой, когда он находится в жидком (газообразном) состоянии, а также необратимо поглощать энергию при пластическом деформировании твердых тел. Вязкость материала изменяется в зависимости от температуры. Наиболее важна эта характеристика для варки и горячего формообразования заготовок из стекла, поэтому в каталоге оптических стекол приведены температуры, при которых вязкость стекла равна 10 7, 109, 1012 и 1013,5 Па Ч с, соответствующих процессам его моллирования, спекания и отжига. Температура спекания (t сп, град) - температура, при которой происходит термическое спекание двух образцов оптического материала (стекол) размером 20х 20х10 мм, уложенных друг на друга полированными поверхностями и нагреваемыми со скоростью 2 ° С в минуту. Температура спекания, например, стекла К8 720 ° С, стекла ТФ7 - 459 ° С. Эта характеристика оптического материала используется при определении температурно-временного режима изготовления стекло-металлических зеркал при спекании ("остекловывании") металлических оснований зеркал со стеклянными пластинами; при изготовлении волоконно-оптических элементов; изготовлении кювет и т. д. Химические характеристикиматериалов определяют их устойчивость к химическому и электрохимическому воздействию окружающей среды. Оптические материалы характеризуются налѐтоопастностью и пятнаемостью. Налѐтоопастность характеризует устойчивость оптического материала к воздействию влажной атмосферы. Устойчивость определяется при выдержке заготовок в течении 1-20 часов при температуре 50 ° С для силикатных и 60 ° С для несиликатных стекол и относительной влажности 85%. По устойчивости к действию влажной атмосферы, например, силикатные (и несиликатные) стекла подразделяются на 4 группы: А (с) - устойчивые стекла, на полированной поверхности которых не образуется капельно-гигроскопический налет после 20 часовой выдержки; Б (у)- стекла, на которых налет образуется за 5-20 часов (промежуточные стекла); В (д), Г (дд) - налетоопасные стекла, на которых налет появляется при выдержке от 2-х до 5 часов и выдержке менее 2 часов соответственно. Детали, изготовленные из стекол группы В(д) и Г(дд) следует сразу же после их обработки покрывать защитными пленками. Пятнаемость характеризует устойчивость оптического материала к слабокислым водным растворам и дистиллированной воде. Устойчивость определяется временем, за которое свежеполированная поверхность заготовки, помещенная в 0,1 н раствора уксусной кислоты или дистиллированной воды при температуре 50 ° С приобретет в отраженном свете фиолетовую окраску (снижение коэффициента отражения на 0,4%). По устойчивости к пятнаемости, например, силикатное и несиликатное стекла делятся на 6 групп: 1. 2. 3. 4. 5. 6. (непятнающиеся) - время выдержки в кислотной среде, необходимое для снижения коэффициента отражения на 0,4% более 5 часов; (промежуточные) - время выдержки - 1- 5 часов; (слабопятнающиеся) - время выдержки 0,25 часов; (пятнающиеся) - время выдержки - менее 0,25 часа; (нестойкие) - время выдержки в дистиллированной воде - 0,25 ѐ 1 час; (нестойкие) - время выдержки в воде - менее 0,25 часа. В оптических приборах рекомендуется применять стекла первых трех групп устойчивости к кислоте, детали из стекол 4-6 групп требуют защиты. Неоптические материалы характеризуются коррозионной стойкостью . Химическая и электрохимическая коррозия приводят к разрушению материалов и ухудшению их свойств. В зависимости от климатических зон и районов работы прибора (например, тропический, морской, жаркий влажный, холодный и т.д.), места установки прибора (на открытом воздухе, под крышей, в закрытом помещении ), вида и степени коррозионной нагрузки (концентрация и вид примесей химических реагентов в атмосфере, плесень, иней, солнечные лучи, роса и т. д.) условия эксплуатации подразделяют на 4 группы: Л - легкие, С - средние, Ж - жесткие и ОЖ - очень жесткие. С учетом этих условий эксплуатации других факторов (работа в вакууме, функциональное назначение детали, технология изготовления) конструктор выбирает материалы, определяет допустимые и недопустимые контакты (соединения) между деталями, назначает класс шероховатости поверхностей, (влияющий на степень и скорость коррозии), подбирает вид защитных покрытий для обеспечения коррозийной стойкости изделия [8] *, [11] *. Рассмотрим вкратце некоторые специальные характеристики материалов оптических деталей. Лучевая (оптическая) прочность характеризует прочность оптических материалов, работающих с лазерным излучением. Она важна для материалов таких деталей как активные элементы твердотельных лазеров (например, рубиновых, из неодимового стекла), а также резонаторов, окон, линз, зеркал, призм, установленных в пучках лазерного излучения. Различают три вида лучевой прочности оптических материалов: термоупругое растрескивание, разрушение вследствие разогрева инородных включений и пробой в поле световой волны (явление самофокусировки) [17] *. Для повышения лучевой прочности рекомендуется выполнять рабочие поверхности оптических деталей методом глубокой шлифовки и полировки, использовать оптические материалы, обладающие наибольшей микротвердостью (по Кнопу), при производстве материалов следует удалять инородные включения высокотемпературным центрифугированием их расплавов [17] *. Радиационная устойчивость характеризует способность оптического материала сохранять оптические свойства под действием ионизирующего излучения. Например, большинство обычных оптических стекол под действием радиации (гамма и гамма-нейтронного излучения) окрашивается (темнеет), поэтому в этих случаях необходимо использовать специальные радиационно-стойкие стекла, кристаллы и керамику. Люминесцентные характеристики важны для материалов оптических деталей и оптических сред, используемых для генерации лазерного излучения (твердотельные, газовые, жидкостные активные элементы лазеров), преобразования электрических полей, лучистой и других видов энергии в оптическое излучение, (например, свечение люминофоров, экранов из люминесцентной оптической керамики КОЛ1). Токсичность материалов и оптических сред необходимо учитывать как при их выборе, так и организации производства деталей оптических элементов. Например, некоторые марки стекла (ИКС), кристаллов (таллий, цезий :), оптические клеи (ОК-50П:) являются токсичными и требуют соблюдения техники безопасности во время технологического процесса. Из неоптических материалов весьма токсичным в процессе обработки является такой перспективный материал для космических зеркал как бериллий [20] *. Диэлектрическая проницаемость и коэрцитивное поле являются электромагнитными характеристиками, например, таких материалов, как электрическая керамика (КЭО10), используемая для электрических управляемых затворов и светофильтров. К технологическим свойствам материалов и оптических сред относятся такие, которые определяют возможность применения прогрессивных технологических процессов и затраты времени и средств для изготовления и сборки оптических заготовок и деталей. К ним относятся, например, прессуемость, моллируемость, возможность использования литья, штамповки, определяющие возможность получения заготовок деталей производительными методами формообразования. Трудоемкость обработки материала определяется его микротвердостью (например, лейкосапфир Аl 2 О3 , из которого изготавливаются защитные стекла и обтекатели приборов УФ и ИК диапазона, работающие в тяжелых условиях эксплуатации, уступает по твердости только алмазу), относительной твердостью по сошлифовыванию (например, стекло ФК14 имеет Н S=0,2 , стекло ТБФ4 - НS =1,7, а ситалл СО21-НS =1,9), физико-химическими свойствами и структурой (например, плохо обрабатывающийся резанием сплав инвар, а также бериллий, требующий многократных стабилизирующих термоциклических воздействий, для снятия остаточных напряжений после черновой и чистовой механических обработок). Типичным примером влияния оптических сред на трудоемкость технологических процессов могут служить оптические клеи, одни из которых требуют при склеивании деталей обеспечения повышенной температуры (в термостате) и времени выдержки до 5ѐ6 суток (акриловый клей), а другие (ОК-72ФТ15 ) имеют продолжительность склеивания при комнатной температуре не более одних суток. Оптические характеристики материалов рассмотрены в разделе 2.3. Оптические характеристики материалов и нормируемые показатели качества оптического стекла Одной из главных характеристик оптического материала является показатель преломления nl отношение скорости распространения света длиной волны l в вакууме к скорости распространения в материале. Для бесцветного оптического стекла основное значение этого показателя установлено для длины волны 546,07 мм спектральной линии е ртути и обозначается ne . Значение показателя преломления для различных длин волн света различно и обуславливает дисперсионные свойства материала, которые, например, для оптического стекла характеризуются значением средней дисперсии nF' - n С' (разностью показателей преломления стекла для длин волн 479,99 и 643,85 нм спектральных линий F' и С' кадмия). В каталогах оптического стекла приведены также значения коэффициента средней дисперсии (число Аббе) n е = (ne - 1) / (nF' - nC'). К спектральным характеристикам материалов относятся показатель поглощения (ослабления) ( al ) или оптической плотности (D l ), спектральные кривые коэффициента пропускания ( tl ). Поляризационные характеристики материалов наиболее важны для элементов лазерной техники и деталей поляризационных и спектральных приборов. К ним относятся: постоянная Верде (V), определяющая угол поворота плоскости поляризации светового луча в магнитном поле; двойное лучепреломление, определяемое показателями преломления для обыкновенного (n0 ) и необыкновенного (n е) лучей, поляризованных в двух взаимно- перпендикулярных направлениях; дихроизм - различное поглощение обыкновенных и необыкновенных лучей. Нормируемые показатели качества материалов рассмотрим на основе бесцветного оптического стекла, являющегося наиболее типичным и распространенным материалом, используемым для изготовления оптических деталей. Качество оптического бесцветного стекла регламентируется следующими показателями: отклонением показателя преломления от установленного (номинального) значения для каждой марки; отклонением средней дисперсии от установленного значения, оптической неоднородности; двойному лучепреломлению; показателю ослабления, бессвильности и пузырности. По отклонению показателя преломления от номинального значения установлено пять категорий и четыре класса по однородности партии заготовок стекла по показателю преломления (табл.2 Приложения). По отклонению средней дисперсии установлено пять категорий и два класса однородности по средней дисперсии в партии заготовок (табл.3 Приложения). Как видно из таблиц, отклонение показателя преломления марки стекла и средней дисперсии в партии заготовок существенно меньше, чем пользуются для перерасчета оптической системы на плавки стекол [10] * , [16] *. По оптической однородности, которая характеризует постоянство показателя преломления в любой точке объема стекла, установлено пять категорий, определяемых отношением j / j 0 разрешающей способности коллиматорной установки с заготовкой стекла и без нее (табл. 4 Приложения). Для первой категории проверяется также качество дифракционного изображения точечной миры, которое должно быть на уровне теоретического. Двойное лучепреломление характеризуется разностью хода двух лучей (при l = 0,55 мкм), на которые разделяется падающий луч под воздействием напряжений в стекле (при прохождении его в направлении наибольшего размера заготовки). По двойному лучепреломлению установлено пять категорий при трех значениях коэффициентов оптического напряжения (табл. 5 Приложения.). Заметим, что полное отсутствие напряжений (двойного лучепреломления) в заготовках стекла затрудняет получение точных поверхностей и вызывает увеличение деформаций из-за воздействия собственной массы детали и при ее закреплении. Это обстоятельство учитывается, например, при выборе категорий стекла по двойному лучепреломлению для зеркал с наружным отражением (см. п. 2.4). Под показателем ослабления света mА понимается величина обратная расстоянию, на котором параллельный пучок излучения от источника А ослабляется в десять раз в результате совместного действия поглощения и рассеяния в стекле. В каталогах оптического бесцветного стекла приведены также значения коэффициента пропускания tА стекла в толщине заготовки 1 см (отношение светового потока прошедшего к падающему). По показателю ослабления и коэффициенту пропускания установлено восемь категорий (табл. 6 Приложения) По бессвильности (наличие прозрачных включений, отличающихся по показателю преломления от окружающей массы стекла) установлено две категории и два класса (табл. 7 Приложения). Узловые свили длиной до 10мм допускаются не более 10 шт. на 1 кг стекла. Заметим, что для заготовок цветных и бесцветных стекол размером свыше 500 мм, а также оптических кристаллов, установлено 4 категории по бессвильности [4] *, [9] *. По пузырности и включениям (камни, кристаллы, головки свилей) установлено шесть классов и девять категорий (табл.8 Приложения). Категория характеризуется диаметром наибольшего пузыря, а класс средним числом пузырей диаметром свыше 0,03 мм в 1 кг сырьевого стекла. Определение требований к качеству оптического материала От допусков на показатели качества используемого оптического материала в существенной степени зависит его стоимость, а также качество оптических характеристик проектируемой системы. Жесткие допуски, как известно [1] *, [15] * приводят к удорожанию изделия, а их необоснованное расширение - к невозможности обеспечения требуемых оптических характеристик. Назначение допустимых значений показателей качества материала конструктор осуществляет на основе расчета допусков, либо (в менее ответственных случаях) по аналогии, ориентируясь на рекомендованные показатели качества для тех или иных оптических элементов. Расчет допусков на показатели качества используемого материала осуществляется на основе математических моделей, связывающих допуски с качеством оптических характеристик (изображения) системы и является достаточно сложной задачей. Методы и примеры подобного расчета изложены в работах [15] *, [16] *. Допуски по аналогии назначаются в соответствии со значениями, рекомендованными на основании статистических данных (взятых из практики) для показателей качества оптических материалов типовых деталей оптических систем. В табл. 9 (см. Приложение) представлены рекомендуемые показатели качества бесцветного оптического стекла для подобных деталей [2] *, [3] *, [9] *. Следует заметить, что при пользовании таблицей необходимо учитывать не только тип оптических элементов и систем, но и условия их работы, а также характеристики оптической системы. Например, детали, работающие в более широком пучке лучей (объективы, защитные стекла перед объективом, головные призмы) изготавливаются из стекла более высоких категорий и классов по оптическим постоянным D n е, D (nF' - nс') оптической однородности, двойному лучепреломлению, бессвильности. Детали, установленные в более узком пучке лучей (окуляры, сетки, растры, защитные стекла за окуляром) изготавливаются из стекла более низких категорий и классов по этим показателям, но более высоким по пузырности. Отражательные призмы, работающие в параллельном пучке лучей, изготавливаются из стекла с более широкими показателями по оптическим постоянным, чем призмы, установленные в сходящемся пучке, или призмы, светоделительные или преломляющие поверхности которых расположены наклонно к падающему пучку лучей (призма Дове) [15] * , [16] *. Детали микрообъективов (см. табл. 9 Приложения), работающие с большой числовой апертурой и увеличением, должны изготавливаться из стекла более высоких категорий (из рекомендованного интервала), чем детали микрообъективов небольшого увеличения и апертуры. Показатели качества стекла, из которого изготавливаются детали более светосильных (широкоугольных) высококачественных фотообъективов (Планар, Гелиос-97, Волна) должны быть лучше, чем у менее светосильных фотообъективов "среднего" качества (Тессар, Индустар-61) или "удовлетворительного" качества (Т-22, Индустар-50). Общие сведения Совокупность оптических деталей, установленных в положении, заданном расчетом и конструкцией оптического прибора, составляет оптическую систему прибора. Оптические детали разделяются по функциональному назначению на следующие виды [9] * : создающие отклонение оси оптической системы; создающие поступательное смещение части системы; привносящие в систему дополнительную оптическую силу; корригирующие элементы, влияющие на качество изображения; диспергирующие элементы, разлагающие свет на монохроматические составляющие; поляризационные элементы, преобразующие проходящий через них свет в поляризованный; оптические детали отсчетных устройств; комбинированные элементы, сочетающие в себе несколько из перечисленных выше функций. По геометрическим признакам различают следующие типы оптических деталей [8] *: линзы, пластины, клинья, отражательные и диспергирующие призмы, зеркала с плоскими и криволинейными поверхностями, дифракционные решетки, сетки, экраны, шкалы, растры, кодовые диски, светофильтры, защитные стекла, поляризационные призмы и фильтры, компенсаторы, световоды и волоконно-оптические элементы. Совершенство конструкций оптических деталей характеризуется их соответствием своему функциональному назначению, удобством, надежностью и экономичностью работы в приборе, а также тем, в какой мере учтены и использованы возможности наиболее прогрессивных методов и средств их изготовления и контроля. Возможность применения прогрессивных технологических процессов изготовления и сборки оптических деталей во многом определяется их конструкцией. Поэтому при конструировании оптических деталей всегда должны учитываться не только служебное назначение, но и технологические возможности изготовления. 1. 2. 3. 4. При конструировании оптических деталей следует учитывать следующие условия [9] *. Конфигурация детали должны представлять собой сочетание простых геометрических форм, обуславливающих возможность применения высокопроизводительных технологических методов обработки; иметь удобную и надежную базу для установки и закрепления заготовки в процессе ее обработки, достаточную жесткость конструкции при закреплении и обработке. Вид, свойства и качество материала должны соответствовать заданным параметрам детали или узла. Требования к качеству поверхности детали (к точности формы, шероховатости, чистоте) должны быть обоснованы назначением детали и согласованы с нормируемыми показателями качества материала - бессвильностью, пузырностью, двойным лучепреломлением, с физико-химическими свойствами материала - относительной твердостью по сошлифовыванию, химической устойчивостью и проч. Вид поверхности и форма ее задания должны быть согласованы с предполагаемой технологией изготовления детали и ее контроля. 5. Точность взаимного расположения поверхностей (децентрировка, клиновидность q, пирамидальность p , отклонения размеров углов и т.д.) должна быть обоснована назначением детали. 6. Выходные параметры, такие как разрешающая способность e, минимальная фокусность ¦ min и другие, должны быть обоснованы назначением детали и согласованы с заданными показателями качества материала. Требования к оформлению чертежей оптических деталей При изображении оптической детали используют общие правила машиностроительного и приборостроительного черчения, однако вследствие специфики назначения оптической детали требуется указать некоторые дополнения, а также выполнение особых нормативных требований [8] * . Правила выполнения чертежей и схем оптических изделий установлены ГОСТ 2.412-81. Оптические схемы, детали и узлы следует изображать на чертеже по ходу луча, идущего слева направо. При выполнении чертежей и схем оптических изделий применяют: обозначения основных величин физической оптики - по ГОСТ 7601-78, основных величин геометрической оптики - по ГОСТ 7427-76, элементов оптических деталей, предельных отклонений физических величин и допускаемой неточности изготовления оптических деталей, шероховатости поверхностей - по ГОСТ 2.309-73, специальных оптических покрытий, классов чистоты полированных поверхностей - по ГОСТ 1114176. На чертежах поверхности оптических деталей обозначают прописными буквами русского алфавита, которые наносят на полках линий-выносок. Поверхности, к которым предъявляют одинаковые требования по точности и качеству изготовления, допускается обозначать одной и той же буквой. Числовое значение радиусов кривизны сферических поверхностей обозначают буквой R; асферические поверхности определяют уравнением воспроизводящей кривой профиля поверхности вращения; цилиндрические поверхности задают значением ее радиуса R, перед которым пишут "Цилиндр". В правой верхней части чертежа помещают таблицу, состоящую из трех частей, в которой отражены требования к материалу, из которого изготовлена оптическая деталь, требования к изготовлению самой оптической детали и ее расчетные данные. Для сборочных единиц таблица состоит только из требований к изготовлению и оптических характеристик. На чертежах сборочных единиц склеиваемую поверхность выделяют линией двойной толщины и указывают стрелкой с буквой К в ее разрыве. В поле чертежа и в примечаниях указывают дополнительные конструктивные особенности и технологические требования - чертеж штрихов и цифр в увеличенном масштабе с указанием размеров, размеры для справок обозначаются звездочкой, обозначение материалов покрытий с указанием его типа и т.д. На чертежах оптических деталей фаски изображают одним из способов, приведенных на рис.3.1. Защитные (предохранительные) фаски допускается графически не изображать. Размеры фаски указываются на полках линии-выноски (рис.3.1, б) или в технических требованиях надписью m _ a , где m - ширина фаски, a - угол ее наклона. Если угол наклона фаски для предохранения от выкалывания не нормируется, то на чертежах или в технических требованиях указывают только ширину фаски (рис.3.1, в). Рис.3.1. Примеры обозначения фасок на чертежах При оформлении рабочих чертежей деталей следует соблюдать следующие требования. 1. Радиусы сферических поверхностей деталей должны выбираться по ГОСТ 1807-75. Асферические поверхности линз и зеркал должны определяться координатами точек поверхности или уравнением кривой, использованной для ее построения: 2. Толщину по краю линз и неплоских зеркал и габаритную толщину менисков рекомендуется указывать в качестве справочных размеров: 3. На чертежах призм, некруглых защитных стекол и зеркал следует кроме линейных и угловых размеров, определяющих их геометрическую форму, указывать номинальные размеры световых зон поверхностей, если для этих зон предъявляются более высокие требования в отношении класса (группы) дефектов, чем для краевой зоны: 4. Световые зоны ограничивают тонкой штрих-пунктирной линией с указанием на полке линиивыноски обозначения "Оз " В поле чертежа оптической детали помещают таблицу, которая состоит из трех частей. Первая часть таблицы содержит требования к материалу оптической детали. Для деталей из бесцветного оптического стекла по ГОСТ 3514-76 в первой части таблицы помещают следующие требования к материалу: категорию и класс по показателю преломления и средней дисперсии; категорию по оптической однородности; категорию по двойному лучепреломлению; категорию по показателю ослабления; категорию и класс бессвильности; категорию и класс пузырности; категорию по радиационно-оптической устойчивости (текла серии 100). Для деталей из цветного оптического стекла по ГОСТ 9411-75 в таблице следует указывать категории по спектральной характеристике, двойному лучепреломлению, бессвильности и пузырности. Для деталей из других оптических материалов (кварцевое стекло, естественные и искусственные кристаллы и др.) первую часть таблицы заполняют в соответствии с действующими техническими условиями на эти материалы. Требования к нормируемым показателям качества назначают, исходя из ТУ на оптические характеристики (качество изображения, разрешающая способность), назначения ОП и условий его эксплуатации. Некоторые из нормируемых показателей качества оказывают влияние не только на оптические характеристики системы, но и на точность конструктивных параметров. Например, свили, - области, отличающиеся от основной массы стекла химическим составом, а, следовательно, оптическими и механическими свойствами, - вызывают как деформацию волнового фронта отраженного или прошедшего излучения, так и ошибку формы поверхности в тех участках, где они выходят наружу. Остаточные напряжения, характеризуемые двойным лучепреломлением, также деформируют волновой фронт. В то же время перераспределение их при изменении толщины стекла в процессе механической обработки детали приводит к ее деформации. Пузырность стекла является не только дефектом чистоты полированной поверхности, но и причиной местных ошибок, которые образуются вокруг вскрытых пузырей в результате их располировки. Вторая часть таблицы содержит требования к изготовлению детали. В зависимости от типа оптической детали здесь указывают: общую и местную погрешности (N и D N); класс чистоты полированных поверхностей P; допустимую клиновидность q ; пирамидальность p ; допустимую разность углов d ; разрешающую способность e (при необходимости); остаточную фокусность | min (при необходимости); класс точности пробного стекла D R (для плоских поверхностей при необходимости); N - допуск на стрелку кривизны рабочих поверхностей оптических деталей измеряют числом интерференционных колец или полос, укладывающихся на диаметре или наименьшем размере детали при контроле пробным стеклом. В производственном обиходе интерференционную картину обычно называют "цветом". Этот параметр определяет точность, с которой будет выполнен радиус кривизны сферической поверхности. Иначе он называется "общей ошибкой". На общие ошибки в ряде случаев возможны широкие допуска - десятки полос (колец). Цена деления интерференционной полосы - l /2 > 0,2 мкм. Такой большой допуск почти не сказывается на аберрациях и приводит лишь к изменению фокусного расстояния. Однако при большой общей ошибке трудно различить местные. Поэтому обычно N>D N в 5-10 раз. DN - допуск формы рабочих поверхностей или иначе, "местные ошибки". Местные ошибки бывают зональными (симметричные относительно вершины сферической поверхности) или несимметричные в разных местах поверхности. Они уменьшают предел разрешения e системы, что не компенсируется размерами толщин и радиусов линз, воздушных промежутков. Поэтому подход к допустимым значениям D N строже, чем к N. Назначают предельные отклонения D N в долях N . Возникают местные ошибки в результате несоответствия размеров инструмента и обрабатываемой поверхности, грубых ошибок в настройке станка, наличия неоднородностей и разной температуры притирающих материалов. В некоторых случаях общую погрешность указывают со знаками плюс или минус. Это означает, что при знаке плюс наблюдается воздушный зазор на краю (касание в центре - "общий бугор"), а при знаке минус - зазор в центре (касание на краю - "общая яма"). Для плоской поверхности это означает, что при знаке плюс она слегка выпуклая, а при знаке минус - слегка вогнутая. При назначении неодинаковых допусков для разных поверхностей одной детали или разных зон одной и той же поверхности обозначения этих допусков следует указывать с буквенными индексами, каждое в отдельной строке. Эти же индексы следует ставить у соответствующих поверхностей или у их зон на изображении детали в поле чертежа. Для деталей, не подлежащих контролю пробными стеклами, отклонения N и D N не указываются. В ответственных случаях допуски на N и D N либо рассчитываются, исходя из требуемого качества изображения [15] *, [16] *, либо назначаются из рекомендуемых в табл.3.1 (см. Приложение), а также с учетом расположения детали в оптической системе (в широком или узком пучке лучей) по отношению к промежуточному изображению, вида оптической системы и т.д. Допуск на дефекты чистоты полирования рабочих поверхностей P выражают в классах чистоты оптических поверхностей по ГОСТ 11141-76, которым оговорены размеры и число дефектов - царапин и точек. Требования оговорены одиннадцатью классами от IX a до I для поверхностей, удаленных от плоскости изображения, и еще более строгим классом P 0 с подразделениями 0-40, 0-20 и 0-10 для поверхностей, расположенных в плоскостях изображения предметов (см. Приложение, табл.3.2 и 3.3). Очень трудно не допустить появления царапин и точек на полированных оптических поверхностях. Главными причинами их образования являются загрязнение среды, окружающей рабочее место оптика, и загрязнение порошкообразных шлифующих и полирующих материалов. При отсутствии требований к какому-либо из рассмотренных параметров в соответствующей графе таблицы делается прочерк. В особых случаях в соответствующей графе дается знак сноски, а нормирование параметра приводится текстом в технических требованиях. Специфические особенности технологии изготовления оптически деталей из полимеров находят свое отражение и в оформлении на них чертежей. Точность формы поверхностей полимерных деталей обычно сравнительно низкая ( N ■ 20). Поэтому в соответствующей графе обычно ставится прочерк. Чистота рабочих поверхностей зависит от технологии и состояния рабочих поверхностей матрицы и пуансона. Царапины могут появиться и при дополнительной механической обработке детали (отделении литника и т.п.). Центрировка линз и клиновидность пластин определяются исключительно точностью пресс-формы. Специфической особенностью технологии полимерных оптических деталей является возможность появления пузырей, посторонних включений, свилей и двойного лучепреломления непосредственно в процессе формообразования (литья под давлением, прессования, штамповки, холодной полимеризации). В настоящее время возможно промышленное изготовление оптических деталей из полимеров со следующими параметрами качества: двойное лучепреломление 50-100 нм/см; бессвильность, пузырность и посторонние включения - по аналогии с ГОСТ 3514-76; точность формы поверхностей D N ■ 2 и N ■10; клиновидность q = 1 ѐ 5 угл. мин.; чистота поверхностей P IV и V классов. В чертежах деталей из полимеров верхняя часть таблицы должна включать требования по показателю преломления, оптической однородности, бессвильности, пузырности, посторонним включениям, ослаблению [27] *. Средняя часть таблицы должна содержать следующие параметры: точность формы N и D N, клиновидность q, чистоту P : В третьей части таблицы указываются оптические характеристики детали. Так, для линз указываются фокусное расстояние и фокальные отрезки, а также световые диаметры на ее рабочих поверхностях, для призм - геометрическая длина хода луча и световой диаметр. Более подробное рассмотрение требований к чертежам конкретных оптических деталей представлено в соответствующих подразделах пособия. Условные обозначения на чертежах Таблица 3.4 Обозначения физических величин Показатели преломления для линий C', F', e * C' n , nF', ne Средняя дисперсия n F' - nC' n Коэффициент дисперсии e Длина волны, отвечающая границе пропускания по спектру l пр l Длина волны, отвечающая максимуму пропускания по спектру max Предел разрешения в угловых секундах e Количество полос (линий) на 1 мм R N Обозначения элементов оптических деталей Световая зона Световой диаметр С в С в.Æ Длина хода луча в призме (геометрическая) l Обозначения предельных отклонений Предельные отклонения показателя преломления Предельные отклонения средней дисперсии D ne (nF' nC') D - Предельное отклонение стрелки кривизны поверхности детали от стрелки кривизны поверхности пробного стекла, выраженное числом интерференционных колец или полос, или допускаемая сферичность плоской поверхности в том же измерении Предельное отклонение формы поверхности от сферы или плоскости, выраженное числом интерференционных колец или полос (местные ошибки) Наименьшее допускаемое фокусное расстояние пластинок или призм, как результат сферичности их поверхностей, в миллиметрах или метрах N D N f min Предельная клиновидность пластинки в минутах или секундах q Предельная пирамидальность * призмы в минутах или секундах p Предельная разность равных по номиналу углов призмы (с цифровым индексом угла призмы) в минутах или секундах d Классы чистоты полированных поверхностей Класс точности пробного стекла, назначаемый по ГОСТ 2786-76, или предельные отклонения от значения расчетного радиуса поверхности в процентах P D R Покрытия оптических деталей На преломляющие и отражающие поверхности оптических деталей наносят покрытия - тонкие пленки различных веществ: металлов, окислов металлов, диэлектриков, кремнийорганических соединений и др. Это позволяет изменять оптические характеристики деталей, придавать им новые физические свойства [8] *. Покрытия могут быть одно-, двух-, трех- и многослойные Условные обозначения видов покрытий строятся по следующей схеме: 1. 2. 3. 4. Сокращенное обозначение покрытия (см. Приложение, табл.1); Обозначение исходного материала первого слоя покрытия (см. Приложение, табл.2); Обозначение способа нанесения первого слоя покрытия (см. Приложение, табл.3). То же (по пп.2 и 3) для последующих слоев покрытия. Многослойные покрытия, состоящие из чередующихся слоев, можно обозначить сокращенно по следующим формулам: для четного числа слоев (a, b)n/2; для нечетного числа слоев [(a ,b)(n-1)/2].a, где a и b - чередующиеся слои; n - число слоев. Пример многослойного светоделительного покрытия: Поляриз. (90ИЭ.41ИЭ) ´ 5.90ИЭ - одиннадцатислойное поляризационное покрытие из двуокиси гафния (90) и двуокиси кремния (41), нанесенных испарением с помощью электронного нагрева. В обозначении покрытия иногда указывают условия термообработки. Температуру прогрева следует изображать следующим образом: в виде индекса у буквы, если покрытие наносится на предварительно нагретую деталь., например: Просветл. 24И300; в виде цифры перед сокращенным наименование покрытия с точкой между ними, если покрытие наносится на предварительно прогретую и охлажденную деталь, например: Просветл. 300.44Р.43Р; в виде цифры после условного обозначения покрытия с точкой между ними, при последующей термообработке слоев покрытия, например: 45Р.44Р.43Р.300. Способы обозначения покрытия на чертеже смотри в Примерах. Оформление оптических схем Оформление оптических схем согласно ГОСТ 2.412-81 должно выполняться в соответствии со следующими требованиями [8] *. 1. 2. 3. На оптических схемах детали и узлы, как правило, следует располагать по ходу светового луча, идущего от плоскости предметов слева направо. Для сложных приборов оптическую схему основной части прибора и оптические схемы узлов прибора, имеющих самостоятельное назначение, допускается оформлять отдельными чертежами. На основной схеме такие узлы допускается обводить штрих-пунктирной линией. Все движущиеся детали (вращающиеся или перемещающиеся вдоль или перпендикулярно оптической оси системы) следует изображать в основном рабочем положении. При необходимости другие положения подвижной детали (например, крайние) могут быть показаны штрих-пунктиром. На оптической схеме следует указывать: 1. 2. 3. 4. апертурные диафрагмы и положения зрачков; положения фокальных плоскостей, плоскостей изображения или предмета, положение полевой диафрагмы: источники света (схематически); приемники лучистой энергии (схематически или условными графическими обозначениями). На оптической схеме следует указывать: 1. 2. основные оптические характеристики системы в зависимости от типа, при необходимости - с допусками (увеличение, угловое поле, удаление выходного зрачка, относительное отверстие, предел разрешения, коэффициент светопропускания и т.д.) различные дополнительные сведения, например, расстояние от последней поверхности фотообъектива до плоскости изображения, линейное перемещение окуляра на 1 дптр и т.д. На оптической схеме следует проставлять: 1. 2. 3. 4. 5. диаметры диафрагмы и размеры зрачков. Размеры тела накала или иных светящихся элементов источников света; воздушные промежутки и другие размеры по оптической оси: размеры, определяющие пределы перемещения или предельные углы поворота подвижных оптических деталей; размеры, определяющие положение оптической системы относительно механической части прибора, например размер, определяющий положение объектива микроскопа относительно нижнего среза тубуса; габаритные или сборочные размеры, например, длина базы, высота выноса (при необходимости). В таблицах на оптической схеме указываются фокусные расстояния и фокальные отрезки отдельных узлов оптической системы (помещают в поле чертежа в виде таблицы): Номера позиций сборочной единицы деталей Наименование сборочной единицы f ' F S 'F' S размеры световых диаметров оптических деталей и соответствующих им стрелок, а также толщину по оси (для призм - длину развертки): Номера позиций деталей С в. Ж 1 Стрелка по Св. Ж 1 С в. Ж 2 Стрелка по Св. Ж 2 Толщина по оси, длина развертки призм перечень деталей, входящих в состав оптической схемы с указанием позиции, формата и номера чертежа, количества и названия деталей (спецификация). Формат спецификации стандартный. Располагается эта таблица над основной надписью оптической схемы. Оформление оптических схем Оформление оптических схем согласно ГОСТ 2.412-81 должно выполняться в соответствии со следующими требованиями [8] *. 1. 2. 3. На оптических схемах детали и узлы, как правило, следует располагать по ходу светового луча, идущего от плоскости предметов слева направо. Для сложных приборов оптическую схему основной части прибора и оптические схемы узлов прибора, имеющих самостоятельное назначение, допускается оформлять отдельными чертежами. На основной схеме такие узлы допускается обводить штрих-пунктирной линией. Все движущиеся детали (вращающиеся или перемещающиеся вдоль или перпендикулярно оптической оси системы) следует изображать в основном рабочем положении. При необходимости другие положения подвижной детали (например, крайние) могут быть показаны штрих-пунктиром. На оптической схеме следует указывать: 1. 2. 3. 4. апертурные диафрагмы и положения зрачков; положения фокальных плоскостей, плоскостей изображения или предмета, положение полевой диафрагмы: источники света (схематически); приемники лучистой энергии (схематически или условными графическими обозначениями). На оптической схеме следует указывать: 1. 2. основные оптические характеристики системы в зависимости от типа, при необходимости - с допусками (увеличение, угловое поле, удаление выходного зрачка, относительное отверстие, предел разрешения, коэффициент светопропускания и т.д.) различные дополнительные сведения, например, расстояние от последней поверхности фотообъектива до плоскости изображения, линейное перемещение окуляра на 1 дптр и т.д. На оптической схеме следует проставлять: 1. 2. 3. диаметры диафрагмы и размеры зрачков. Размеры тела накала или иных светящихся элементов источников света; воздушные промежутки и другие размеры по оптической оси: размеры, определяющие пределы перемещения или предельные углы поворота подвижных оптических деталей; 4. 5. размеры, определяющие положение оптической системы относительно механической части прибора, например размер, определяющий положение объектива микроскопа относительно нижнего среза тубуса; габаритные или сборочные размеры, например, длина базы, высота выноса (при необходимости). В таблицах на оптической схеме указываются фокусные расстояния и фокальные отрезки отдельных узлов оптической системы (помещают в поле чертежа в виде таблицы): Номера позиций сборочной единицы деталей Наименование сборочной единицы f ' F S 'F' S размеры световых диаметров оптических деталей и соответствующих им стрелок, а также толщину по оси (для призм - длину развертки): Номера позиций деталей С в. Ж 1 Стрелка по Св. Ж 1 С в. Ж 2 Стрелка по Св. Ж 2 Толщина по оси, длина развертки призм перечень деталей, входящих в состав оптической схемы с указанием позиции, формата и номера чертежа, количества и названия деталей (спецификация). Формат спецификации стандартный. Располагается эта таблица над основной надписью оптической схемы. Типы линз, конструктивные параметры Линзами называются оптические детали из прозрачного материала, ограниченные двумя преломляющими поверхностями, из которых по крайней мере одна является поверхностью тела вращения, и применяемые в оптических приборах для преобразования формы пучков излучения и построения изображений различных объектов [8] *. По характеру преобразования пучка различают собирающие и рассеивающие линзы; по форме преломляющих поверхностей - сферические, асферические, цилиндрические, торические (рис.3.2); по форме боковой поверхности - круглые и некруглые (рис.3.3). Рис.3.2. Типы линз Рис.3.3. Формы боковой поверхности линз В качестве материала для линз используется в основном оптическое стекло различных марок. Однако в последнее время широкое применение получили линзы из пластических масс, в частности, в массовом производстве фотографической техники широкого потребления. Фирма Kodak использует для объективов фотоаппаратов органическое стекло с целью уменьшения веса фотоаппарата. Линзы, работающие в инфракрасной и ультрафиолетовой областях спектра, изготавливаются из кварцевого стекла и из оптических кристаллов (флюорита, сильвина, фтористого лития и проч.). Одиночные сферические линзы, вследствие больших аберраций, редко применяются как самостоятельные элементы оптических приборов, лишь в неответственных случаях. Чаще используются комбинации из нескольких линз, склеенные линзы, линзовые блоки, выполняющие те же функции, что и одиночные линзы, но со значительно меньшими аберрациями. Тип линзы и ее конструктивные параметры определяются при расчете оптической системы. При непосредственной разработке конструкции линзы определяются лишь дополнительные конструктивные элементы, связанные с креплением линзы или ее юстировкой. Конструктивными элементами линзы являются рабочие преломляющие поверхности, взаимодействующие с пучком лучей, боковая поверхность, используемая при закреплении линзы в оправе, и фаски, снимаемые на острых кромках линзы. Форма боковой поверхности линз чаще всего выбирается круглой, как наиболее технологичной и наиболее удобной для крепления линз. Однако иногда линзы бывают и прямоугольные, как, например, линзы компенсаторов дальномеров, или имеют форму сегмента, как это у линзы оптического микрометра. Иногда на круглом крае линзы делают лыски или вырезы. Размеры, необходимые для изготовления линзы, различают расчетные и конструктивные. К расчетным относятся световые диаметры, толщина линзы по оптической оси и радиусы кривизны преломляющих поверхностей. Эти размеры определяются при расчете оптической системы. К конструктивным размерам относятся полный диаметр линзы и параметры фасок на линзе, - их определяют при окончательном оформлении конструкции линзы. Для закрепления линз в оправе полный диаметр линзы делается несколько больше светового. Минимальное значение полного диаметра в зависимости от светового даны в табл. 3.5 (см. Приложение). Окончательный его размер округляется до ближайшего (большего) нормального диаметра по ГОСТ 6636-69. Большое распространение в ОП получили склеенные блоки из двух линз - положительной и отрицательной, изготовленные из стекол различных марок (рис.3.4). Они применяются, например, в качестве объективов и оборачивающих линз телескопических приборов. У двухлинзовых склеек могут быть хорошо исправлены сферическая аберрация, хроматизм и кома, другие же аберрации устранить достаточно полно невозможно. Для склеивания линз применяют пихтовый бальзам, бальзамин, эпоксидный и другие оптические клеи. Рис.3.4 Склеенные линзы Фаски на линзах и других оптических деталях деталях круглой формы Фаски на кромках оптических деталей снимаются: Для предохранения детали от выколок (защитные фаски); Для крепления линз завальцовкой или обеспечения центрировки; Для удаления излишков стекла (конструктивные). Первые два вида фасок нормализованы и выбираются по таблицам в зависимости от диаметра линз; конструктивные фаски определяются из конструкторских соображений ([8], *). Ширина фаски в зависимости от диаметра определяется по табл.3.6 (см. Приложение), угол наклона фаски в зависимости от отношения диаметра к радиусу определяется по табл.3.7 (см. Приложение). При малой толщине оптической детали по краю размер фаски может быть уменьшен. Фаски на оптических деталях, которые крепятся завальцовкой, должны быть концентричны по отношению к наружному диаметру. На выпуклых поверхностях при отношении диаметра к радиусу поверхности больше 1,5 фаску не снимают; при отношении D/R от 1,3 до 1,5 фаска допускается, но не является обязательной. Ширина и допустимость фасок, попадающих в световой пучок, которые должны быть минимальными или отсутствовать совсем, устанавливается конструктором. На некоторых кромках линз, собранных в систему групповым способом "насыпным без промежуточных колец", фаска может не сниматься. При применении данного способа крепления детали в системе устанавливаются друг по другу рабочими поверхностями, поэтому для того, чтобы не нарушить центрировки системы, фаски на контактирующих поверхностях не снимаются (см.рис): Для точной центрировки линзы фаска может быть нанесена не вручную, а при помощи инструмента с последующим контролем ее биения (см. рис): На рис.3.1 и рис.3.5 приведены способы простановки размеров фасок на чертежах оптических деталей. Рис.3.1. Способы указания фасок Рис.3.5. Конструктивные параметры линзы Допуски на изготовление и характеристики материалов В соответствии с требованиями оформления чертежа линзы, приведенными в п.3.1.1 , на чертеже помещается таблица, в которой приведены требования к показателям качества материала, показатели качества изготовления детали, а также ее оптические характеристики. Требования к нормируемым показателям качества материала назначают, исходя из ТУ на оптические характеристики (качество изображения, разрешающая способность), назначения ОП и условий его эксплуатации (см. п.2.3 ). Показатели качества изготовления. Допуск на стрелку кривизны рабочих поверхностей N задают числом интерференционных колец, укладывающихся на диаметре линзы при контроле пробным стеклом. Допуск формы D N указывается в долях колец и определяет местные погрешности рабочих поверхностей. Допуски на дефекты чистоты полирования P и на радиусы пробных стекол D R проставляют согласно требованиям, приведенным в п.3.1.1 . Оптические характеристики f', SF, S'F' и расчетные световые диаметры на рабочих поверхностях линз указывают в третьей части таблицы, причем один из фокальных отрезков указывается с допуском. Допуск на децентрировку линз. Несовпадение оптической оси линзы и ее базовой оси называется децентрировкой линзы. Децентрировка - это смещение центров кривизны сферических поверхностей относительно базовой оси либо наклон плоской поверхности относительно базовой оси. Децентрировка вызывает смещение изображения относительно геометрической оси линзы, поперечный хроматизм, кому, астигматизм. Допуск на децентрировку определяют из условия допустимого волнового хроматизма, выражают в долях миллиметра и проставляют в виде позиционного допуска в поле чертежа в соответствии со следующими требованиями: рамка позиционного допуска содержит три поля, в первом указывают значок допуска децентрировки, во втором - численное значение допуска, в третьем указывают базы, относительно которых следует контролировать децентрировку. Примеры обозначения допуска децентрировки линзы можно посмотреть на рисунках: Чертеж линзового блока оформляется в соответствии с требованиями, приведенными в п.3.1.1 . На чертеже склеенной линзы указываются только те параметры, которые должны быть выполнены в процессе сборки (склейки), после сборки или поверены после сборки (центрировка склеенного блока, деформации наружных рабочих поверхностей, их чистота). Поэтому верхняя часть таблицы - требования к материалу на чертежах склеенных линз отсутствует. Для сборочных единиц таблица состоит только из требований к сборке и оптических характеристик. Параметры N и D N указывают для косвенного контроля деформаций детали, которые могут возникнуть в результате склеивания. Показатели качества склеенной линзы N, D N, P указывают для наружных рабочих поверхностей, поверяемых после выполнения склеивания или другого типа соединения. Значения f', SF, S'F' указываются для проверки оптических параметров сборочной единицы. Для одной из величин указывается предельное отклонение. На чертежах сборочных единиц склеиваемую поверхность выделяют линией двойной толщины и указывают стрелкой с буквой "К" в ее разрыве. В технических требованиях или в спецификации должны быть указаны наименование и марка клеящего вещества и номер нормативного документа, а при необходимости и толщина клеящего слоя: Покрытия На преломляющие и отражающие поверхности оптических деталей наносят покрытия - тонкие пленки различных веществ: металлов, окислов металлов, диэлектриков, кремнийорганических соединений и др., что позволяет изменять оптические характеристики деталей, придавать им новые физические свойства [27] * Покрытия могут быть одно-, двух-, трех- и многослойными, состоящими из чередующихся слоев пленок различных веществ. Просветляющие покрытия. Рабочие поверхности линз часто подвергаются просветлению, а нерабочие поверхности и фаски покрываются защитными покрытиями. Поверхности линз и склеек, граничащие с воздухом, просветляют для уменьшения потерь света на отражение. Обозначение просветляющего покрытия указывают в поле чертежа отдельной линзы и расшифровывают в технических требованиях. Если линза будет в дальнейшем склеиваться в линзовый блок, то покрытие можно нанести либо в процессе изготовления линзы, в этом случае тип покрытия следует указать на чертеже этой линзы, либо после склеивания, и тогда покрытие следует указать на чертеже линзового блока. Наиболее употребимый физический метод просветления состоит в нанесении в вакууме на рабочие поверхности линзы пленки фтористого магния. Образующаяся пленка (толщиной около 1/l ) не вступает в реакцию со стеклом. Такое просветление пригодно для деталей любых размеров и конфигураций, но ввиду гигроскопичности, линзы с таким просветлением не рекомендуется применять в условиях повышенной влажности. Наносят просветляющие покрытия также и путем травления поверхности оптических деталей кислотами с образованием пленки окисла. Покрытие обладает высокой механической прочностью и химической стойкостью. Применяют также нанесение просветляющих пленок из раствора. Так наносят многослойные покрытия. Коэффициент отражения снижается с увеличением числа слоев. Двухслойное покрытие технологически проще трехслойного, поэтому более предпочтительно в применении, однако двухслойное покрытие избирательно по коэффициенту отражения для различных длин волн, поэтому оно применяется для деталей фотографических и проекционных объективов, лабораторных и военных приборов и абсолютно непригодно для оптических деталей спектральных приборов. Для последних применяются трехслойные покрытия. Механическая прочность и химическая стойкость многослойных покрытий выше, чем тех, которые нанесены испарением в вакууме. Способы простановки покрытия на чертеже можно посмотреть на чертежах: В обозначении покрытия указываются следующие сведения: тип пленкообразующего материала, способ нанесения покрытия, температурный режим, остаточный коэффициент отражения с указанием диапазона длин волн. Для линз, входящих в состав объективов цветной фотографии, у которых требуется высокое качество цветопередачи света, применяются многослойные ахроматические просветляющие покрытия, позволяющие уменьшить остаточное отражение r ост до значения менее 0,8% в широкой области спектра. Защитные прозрачные покрытия предохраняют полированные поверхности химически нестойких материалов от разрушения и образования налетов в процессе эксплуатации. Для этой цели на поверхность детали наносят прозрачную химически устойчивую пленку окислов кремния, тантала, фторорганического полимера Ф32Л и других веществ. Распространенным видом защитного покрытия является прогрев детали в расплавленном пчелином воске при температуре 230 ° С. Просветляющие покрытия, нанесенные на поверхность химически нестойких стекол, также выполняют функцию защитного покрытия. См. также Приложение и Примеры. Оформление чертежей линз Чертеж линзы оформляется в соответствии с требованиями, приведенными в п.3.1.1 . Линза (склейка) располагается на чертеже по ходу луча, идущего слева направо. Числовое значение радиусов кривизны сферических поверхностей обозначают буквой R; асферические поверхности определяют уравнением воспроизводящей кривой профиля поверхности вращения; цилиндрические поверхности задают значением ее радиуса R, перед которым пишут "Цилиндр". Расчетные радиусы кривизны сферических поверхностей округляют до значений, приведенных в ГОСТ 1807-75. Асферические поверхности определяются координатами точек поверхности или уравнением кривой, использованной для ее построения. Толщину линз по краю и габаритную толщину менисков рекомендуется указывать в качестве справочных размеров. В правом верхнем углу чертежа располагают таблицу, в которой указывают требования к материалу, требования к изготовлению детали и оптические характеристики. Примеры оформления чертежей некоторых линз: 1. Положительная линза: 2. Отрицательная линза: 3. Мениск: 4. Cклеенный линзовый блок: 5. Линза с асферической поверхностью: 6. Линза из полимерного материала: Назначение и типы призм, конструктивные параметры В оптических приборах призмы применяются в следующих целях [8] *: для изменения ходя лучей в приборах; для изменения направления оптической оси системы; для изменения направления линии визирования; для оборачивания изображения; для уменьшения габаритов системы; для разделения пучков лучей или объединения полей; для вращения изображения или компенсации поворота изображения; для разложения света в спектр; для поляризации света. По своему действию на световой пучок призмы подобны зеркалам, однако в ряде случаев призмы применять удобнее, чем зеркала. Преимущества призм по отношению к зеркалам: углы между гранями призмы неизменны, тогда как углы между зеркалами должны регулироваться с большой точностью при сборке и система зеркал может разъюстироваться в процессе эксплуатации; потери света у призм от граней с полным внутренним отражением равны нулю, тогда как при отражении от поверхностей зеркал потери довольно велики; кроме того, отражающие покрытия зеркал с течением времени могут портиться; крепление призм в оправах, как правило, проще чем системы зеркал, и обладает меньшими габаритами; для некоторых призм нет эквивалентных зеркальных систем (например, призма Дове, полупента, некоторые виды спектральных призм). Замена отражательных призм зеркалами целесообразна в тех случаях, когда имеет значение вес прибора, так как зеркала значительно легче призм, а также стоимость. Кроме того призмы в ряде случаев являются источниками хроматических и некоторых других аберраций. Рабочие и нерабочие поверхности призмы - плоскости. Рабочие поверхности различают преломляющие, через которые световой пучок входит в призму и выходит из нее, и отражающие, от которых пучок отражается при прохождении внутри призмы. Число рабочих граней и взаимное их расположение определяют ход пучка внутри призмы и все преобразования пучка, которые при этом происходят. Если осевой луч проходит внутри призмы в одной плоскости, то такую призму называют плоской. Если осевой луч идет в двух плоскостях, - такая призма называется пространственной. Сечение призмы плоскостью, в которой проходит осевой луч пучка, называется главным сечением призмы; у плоских призм одно главное сечение, у пространственных главных сечений столько, сколько плоскостей, в которых проходит осевой луч. Отражательные призмы. Основными характеристиками работы отражательных призм являются угол отклонения и смещение светового пучка, а также оборачивание изображения. Углом отклонения называется угол между направлениями осевого луча до и после призмы, причем, промежуточные отклонения луча внутри призмы во внимание не принимаются. Рис.3.6. Примеры отражательных призм с одним и двумя отражениями Оборачивание изображения зависит от числа отражающих граней и их расположения в пространстве. Для плоских призм при четном числе отражающих граней изображение не оборачивается призмой, при нечетном - оборачивается в главном сечении. Для оборачивания изображения в плоскости, нормальной к главному сечению, одна из отражающих граней призмы заменяется крышей, которая представляет собой две отражающих поверхности, образующие двугранный угол 90 ° , симметрично расположенные относительно главного сечения призмы (рис.3.7). Рис.3.7. Примеры призм с крышей Каждая призма обозначается двумя буквами и числом, разделенными знаком тире. Первая буква указывает число отражающих граней призмы ( А - одно отражение, Б - два, В - три), вторая - характер ее конструкции (Р - равнобедренная, П - пента-призма, У - полупента, С - ромбическая, Л - призма Лемана). Число обозначает угол отклонения осевого луча в градусах. При этом крыша считается за одну грань. Обозначается крыша индексом "к" у первой буквы. Для пространственных призм указываются углы отклонения в соответствующих плоскостях по ходу луча. В табл. 4.6 [8] * приведены основные типы отражательных призм и соотношения их размеров. Плоские призмы с четным числом отражающих граней дают прямое изображение. При наклоне такой призмы в главной плоскости выходящий пучок лучей не отклоняется. Плоские призмы с нечетным числом отражающих граней дают зеркальное изображение предмета. При наклоне их в плоскости главного сечения лучи отклоняются на двойной угол. Отражательные призмы развертываются в плоскопараллельную пластинку. Развертка призмы выполняется путем постепенного перевертывания контура главного сечения призмы вокруг отражающих граней по ходу луча в призме. Длина развертки призмы равна геометрической длине хода пучка в призме (рис. 3.8) Рис.3.8. Пример построения развертки призмы Если призма не развертывается в плоскопараллельную пластинку, то она действует как клин с большим преломляющим углом и вызывает хроматизм и искажение изображения. Такие призмы применяются с дополнительным (компенсирующим) клином. Призмы, представляющие собой комбинации из двух или большего числа простых типовых призм, скрепляемых в единый блок с помощью склейки или закрепления в оправе, называются составными или сложными. Они применяются в тех случаях, когда типовые призмы не подходят для проектируемой системы по габаритам или углу отклонения, или требуется уменьшить габариты системы. На рис.3.9 а,б приведены призмы с клином, рис.3.9 в,г - составные призмы прямого зрения. Рис.3.9. Пример составных призм На рис.3.10 а,б приведены составные пространственные призмы, использующиеся как оборачивающие призменные системы - призменные системы Малафеева-Порро первого и второго рода соответственно. Рис.3.10. Примеры пространственных призменных систем Обычное назначение отражательных призм - отклонение пучка и оборачивание изображения. Однако в оптических приборах часто применяются призмы, решающие и другие задачи, например, соединение или разделение пучков, разделение поля. Примеры призм, решающих подобные задачи, приведены на рис.3.11. Рис.3.11. Примеры светоделительных призм Спектральные призмы. Спектральной призмой называется многогранник, сделанный из прозрачного вещества, обладающего значительной дисперсией (dn/d l ) [28] *. Угол выхода лучей из призмы зависит от длины волны излучения. Прохождение луча через призму связано с преломлением, зависящим от материала. Для изготовления хороших спектральных призм должен использоваться материал, прозрачный с исследуемой области спектра, обладающий большой дисперсией, высокой оптической однородностью и изотропностью, быть сравнительно недорогим и хорошо обрабатываться. Материал для поляризационных призм, напротив, должен быть анизотропным. Для ультрафиолетовой части спектра часто используется природный кристаллический кварц, хотя он обладает двойным лучепреломлением, вращает плоскость поляризации, достаточно дорог и недоступен в виде больших кусков достаточной однородности и прозрачности. Получаемый искусственным выращиванием кварц достаточно однороден и свободен от двойного лучепреломления. Однако для видимой области кварцевые призмы малопригодны. Для видимой области основным материалом для изготовления спектральных призм служит стекло. Как правило, спектральные призмы делают из тяжелых стекол типа флинт, обладающих большой дисперсией. Для большинства сортов тяжелых стекол большая дисперсия сопровождается значительным поглощением в коротковолновой части видимого спектра.(l ■ 420нм). Поверхности призм из тяжелых флинтов подвержены воздействию химически агрессивной атмосфере. Заметные разрушения поверхности наблюдаются в призмах приборов, установленных в химических лабораториях, где в атмосфере присутствуют пары кислот. Для призм с размерами более 100 мм трудно изготовить достаточно однородное стекло. Хорошие кристаллы кварца больших размеров встречаются также чрезвычайно редко. Эти обстоятельства ограничивают размеры призм в промышленных приборах. Призмы большого размера изготовлены в единичных лабораторных экземплярах [28] *. Основные свойства призмы проще всего проследить на простейшей спектральной призме, форма которой показана на рис.3.12. Рис.3.12. Пример спектральной призмы Двугранный угол с ребром АВ называется преломляющим. Плоскости ABCD и ABC'D' называются преломляющими гранями призмы. Плоскость, перпендикулярная ребру призмы и проходящая через его середину, называется плоскостью главного сечения. Определение размеров призм, допусков на изготовление и характеристики материалов Огибающая поверхность пучков лучей, проходящих через призму, представляет собой коническую поверхность с окружностью в основании. Для определения размеров призмы сначала вводится эквивалентная развертке призмы воздушная пластинка толщиной l/n . Для определения толщины воздушной призмы надо найти размер D светового пучка на ее выходной грани (из рис.3.13) [8] *: где l /D = k; 2 s - угол конуса лучей. Рис.3.13. К расчету призмы Если призма с двумя или тремя отражениями имеет крышу, выходящую только на одну преломляющую грань (входную или выходную), то размер следует уточнить по следующей формуле: где g - угол между ребром крыши и рассматриваемой гранью. Если в призмах с одним отражением крыша выходит на две грани, как в А к Р-90°, то Размеры отражательных призм зависят от размеров поперечного сечения пучка и определяются при расчете оптических систем. В табл.4.6 из [8] * приведены расчетные формулы для определения основных размеров для типовых призм. Угловое поле любой призмы ограничено и зависит от ее конфигурации и показателя преломления стекла. Предельный угол s определяется по формуле sin s £ n / (1+4k2) -1/2. Если входной зрачок расположить в середине развертки призмы, то sin s £ n / (1+k2) -1/2. Размеры сложных призм определяются по размерам составляющих простых призм. Расчетные размеры призм обычно увеличивают на 0,5-2 мм для обеспечения юстировки и крепления призм в оправах. Указанный припуск берется меньше, когда призма закрепляется в гнезде, и больше при креплении в отдельной оправе. Следует избегать больших габаритов призм, так как в этом случае увеличивается вес прибора, возникают трудности с подбором больших кусков стекла без свилей и других дефектов, повышается стоимость изготовления и усложняется крепление призмы. При больших габаритах призм часто бывает выгоднее заменять их системой зеркал. Погрешности углов призм и характеристики материалов вычисляются, исходя из требуемого качества изображения в оптической системе [15] *, [16] *. Требования к материалу призм зависят от назначения прибора и расположения призмы в его оптической системе. Если призма работает в широком пучке лучей (головная призма, например), то для такой призмы ужесточаются требования к материалу по отклонению показателя преломления и средней дисперсии, однородности, двойному лучепреломлению, ослаблению. Чем ближе оптическая деталь к плоскости изображения, тем жестче становятся требования по пузырности, классу чистоты полированных поверхностей. Потери света на поглощение в стекле зависят от категории стекла, выбо р категории связан с назначением прибора и особенностями его конструкции. Для ответственных приборов при большой длине хода лучей в стекле применяются стекла более высоких категорий, чем для призм неответственных приборов. При конструировании сложных склеенных призм следует иметь в виду, что закреплять в оправе можно только одну из призм, так как от усилий закрепления возможна расклейка призменного блока. Поэтому призмы, удерживаемые только клеем, должны иметь небольшие размеры. Требования к точности изготовления призмы, а также к форме и чистоте ее рабочих поверхностей определяются требованиями к качеству изображения прибора, увеличением прибора, положением призмы относительно плоскости изображения и размерами светового пучка. Погрешности углов призм. Наибольшее влияние на качество изображения оказывают погрешности углов между отражающими и преломляющими гранями и пирамидальность призмы. Эти погрешности вызывают хроматизм изображения, так как развертка призмы обращается в клин. У подвижных призм пирамидальность вызывает, кроме того, погрешность визирования. Величины допусков на указанные углы и пирамидальность вычисляются в зависимости от допустимых величин хроматизма и требований к точности работы прибора ([9] *). Погрешности углов крыши вызывают двоение изображения, поэтому допуски на эти углы назначаются весьма жесткие - до 5 угловых секунд. Погрешности углов между преломляющими гранями неподвижных призм не влияют существенно на качество изображения, а вызываемое изменение угла отклонения пучка может быть скомпенсировано юстировкой оптической системы, поэтому допуски на эти углы назначают довольно грубые - до 5 угловых минут. Погрешности не всех углов между преломляющими гранями влияют одинаково на клиновидность развертки (например, погрешность угла 90 ° у прямоугольной призмы не влияет на клиновидность, влияние оказывает разность углов 45°; у пента-призмы напротив, погрешность угла 90° оказывает вдвое большее влияние на клиновидность развертки, чем погрешность угла 45° ). На линейные размеры призм назначают допуски по 10-12 квалитетам точности, так как погрешности этих размеров не влияют на качество изображения. Требования к изготовлению. Требования к форме рабочих поверхностей (N и D N) определяются в зависимости от допустимого искажения изображения, вызываемого этими погрешностями. Требования к отражающим граням при этом в 4-6 раз выше, чем к преломляющим. При назначении класса чистоты рабочих поверхностей P следует учитывать положение призмы относительно плоскости изображения. К чистоте граней, расположенных вблизи плоскости изображения, предъявляются повышенные требования. Требования к материалу для спектральных призм [28] *: оптические постоянные - 3Б-4Г; однородность - 1; двойное лучепреломление - 1; ослабление - 1-4; бессвильность - 1; пузырность 5В-6Г. Фаски на призмах и оптических деталях некруглой формы На призмы и оптические детали некруглой формы наносят конструктивные фаски для удаления лишнего стекла и уменьшения веса призмы, а также для удобства ее крепления в оправе, через который пучок лучей не проходит, и защитные, для предохранения детали от выколок. Защитные фаски наносят на ребра двугранных углов и на трехгранные углы. Размеры конструктивных фасок - ширину и угол наклона - указывают в поле чертежа, защитные фаски указывают в технических требованиях. Способы обозначения фасок см. в чертежах призм (п.3.3.5 ). Ширина защитных фасок (m ) выбирается в зависимости от длины короткого ребра детали по табл. 3.8 [8] *. Допустимость фасок на ребрах крыши и призмы-куба, попадающих в световой пучок, устанавливается конструктором. Таблица 3.8 Ширина фаски (m), мм Длина ребра, мм На ребрах на углах трехгранных 0,1+0,2 0,3+0,3 0,2+0,3 0,5+0,3 0,3+0,4 1,0+0,4 0,4+0,5 1,5+0,5 0,5+0,6 2,0+0,6 0,7+0,8 2,5+0,8 0,8+0,9 3,0+1,2 1,0+1,0 3,5+1,5 1,2+1,2 4,0+2,0 До 6 Св. 6 до 10 " 10 " 18 " 18 " 30 " 30 " 50 " 50 " 80 " 80 " 120 " 120 " 150 Св. 150 Защитные фаски снимаются перпендикулярно биссектрисе угла между гранями на двугранных углах до 110° включительно. Если угол защитной фаски не оговаривается, то в чертеже следует указывать только ширину фаски с допуском. На трехгранных углах, у которых угол между гранями более 110° , необходимость защитной фаски устанавливается конструктором. Расположение конструктивных фасок определяется типом призмы и конструкцией узла крепления. Наибольшие размеры конструктивных фасок ограничиваются размерами призмы, необходимыми для пропускания расчетного светового пучка лучей. Покрытия На преломляющие и отражающие поверхности призм наносят покрытия - тонкие пленки различных веществ: металлов, окислов металлов, диэлектриков, кремнийорганических соединений и др., что позволяет изменять оптические характеристики деталей, придавать им новые физические свойства [27] *. Покрытия могут быть одно-, двух-, трех- и многослойными, состоящими из чередующихся слоев пленок различных веществ. Просветляющие покрытия наносят на преломляющие грани призмы для уменьшения потерь на отражение от границы раздела "стекло-воздух". Отражающие непрозрачные покрытия (зеркала) используют для изготовления оптических деталей, отражающих свет в видимой или в заданной части спектра излучения. Их наносят на отражающие грани призм, если угол падения луча на поверхность меньше угла полного внутреннего отражения. Простейшими отражающими покрытиями, широко используемыми для изготовления призм, зеркал, отражателей осветительных устройств и т.п., являются металлические пленки серебра, алюминия, хрома и т.п. [27] *. Значения интегрального коэффициента отражения r А для ряда металлических покрытий: Вид покрытия Серебрение химическое без защиты Серебрение химическое заднее с защитой медью или лаком Алюминирование испарением с защитой анодным оксидированием Хромирование r А, % 9 4 8 8 8 6 5 0 Металлические отражающие покрытия, за исключением пленок хрома, механически не прочны, легко царапаются, неустойчивы к воздействию атмосферных условий при эксплуатации. Их защищают оксидными пленками или тонким слоем прозрачных лаков. Прочные отражающие покрытия с коэффициентом отражения, близким к единице, получают нанесением на подложку многослойных пленочных покрытий из диэлектрических материалов. Детали с такими покрытиями получили название интерференционных зеркал. Защитные прозрачные покрытия предохраняют полированные поверхности химически нестойких материалов от разрушения и образования налетов в процессе эксплуатации. Для этой цели на поверхность детали наносят прозрачную химически устойчивую пленку окислов кремния, тантала, фторорганического полимера Ф32Л и других веществ. Распространенным видом защитного покрытия является прогрев детали в расплавленном пчелином воске при температуре 230 ° С. Просветляющие покрытия, нанесенные на поверхность химически нестойких стекол, также выполняют функцию защитного покрытия. Условные графические обозначения покрытий см. в Приложении. Примеры обозначения покрытий на чертежах см. в Примерах, а также в чертежах п.3.3.5 . Оформление чертежей призм Чертеж призмы оформляется в соответствии с требованиями, приведенными в п.3.1.1 . Призма (склеенная призма) располагается на чертеже по ходу луча, идущего слева направо. На чертежах поверхности оптических деталей обозначают прописными буквами русского алфавита, которые наносят на полках линий-выносок. Поверхности, к которым предъявляют одинаковые требования по точности и качеству изготовления (например, отражающие, преломляющие поверхности призмы), допускается обозначать одной и той же буквой. На чертежах призм следует кроме линейных и угловых размеров, определяющих их геометрическую форму, указывать номинальные размеры световых зон поверхностей, если для этих зон предъявляются более высокие требования в отношении класса (группы) дефектов, чем для краевой зоны. Световые зоны ограничивают тонкой штрих-пунктирной линией с указанием на полке линиивыноски обозначения "Оз" В правом верхнем углу чертежа располагают таблицу, в которой указывают требования к материалу, требования к изготовлению детали и оптические характеристики. в первой части таблицы помещают следующие требования к материалу: категорию и класс по показателю преломления и средней дисперсии; категорию по оптической однородности; категорию по двойному лучепреломлению; категорию по показателю ослабления; категорию и класс бессвильности; категорию и класс пузырности; категорию по радиационно-оптической устойчивости (текла серии 100); вторая часть таблицы содержит требования к изготовлению детали. В зависимости от типа оптической детали здесь указывают: - общую и местную погрешности (N и D N); - класс чистоты полированных поверхностей P; - допустимую клиновидность q ; - пирамидальность p ; - допустимую разность углов d ; - разрешающую способность e (при необходимости); - остаточную фокусность | min (при необходимости); - класс точности пробного стекла D R (для плоских поверхностей. Требования к форме поверхностей (N и D N) отражающих граней при этом в 4-6 раз выше, чем преломляющих. При назначении класса чистоты рабочих поверхностей P следует учитывать положение призмы относительно плоскости изображения. К чистоте граней, расположенных вблизи плоскости изображения, предъявляются повышенные требования. в третьей части таблицы указываются оптические характеристики детали. Для призм геометрическая длина хода луча и световой диаметр. Примеры оформления чертежей призм: Призма БР-180: Призма кварцевая: Призма БП-90: Спектральная призма: Ромб-призма: Назначение и типы зеркал, конструктивные параметры В оптических приборах применяются различные зеркала: плоские, сферические и более сложных форм. Плоские зеркала по своему действию на световой пучок подобны отражательным призмам, а неплоские - линзам, так как в последнем случае, кроме отражения, преобразуется форма пучка. Достоинствами зеркал по сравнению с призмами и линзами являются относительная простота изготовления, что позволяет получать большие размеры зеркал (до 2-х и более метров в диаметре), и, при наружном отражении, отсутствие хроматической аберрации. Плоские зеркала с наружным покрытием вообще оказывают наименьшее влияние на качество изображения по сравнению с другими оптическими деталями [8] *. Чаще всего зеркала изготавливают из стекла, для создания отражающего действия их рабочую поверхность покрывают тонким слоем металла, обеспечивающим высокий коэффициент отражения (серебра, алюминия и др.). Встречаются также металлические зеркала (из нержавеющей стали, бронзы, меди, алюминия), но они более подвержены действию колебаний температуры; их преимуществом перед стеклянными является более высокая прочность. Металлические зеркала применяются (по соображениям прочности) в осветительных устройствах и приборах, но и здесь в ряде случаев для повышения коэффициента отражения, как и стеклянные, их покрывают тонким слоем другого металла (исключением являются металлические зеркала из алюминия и меди). В последнее время ведутся работы над созданием зеркал из нетрадиционных оптических материалов (см.п.3.4.4 ). Широко применяются металло-стеклянные зеркала, получаемые путем спекания тонкой стеклянной пластинки с металлической подложкой: Рис.3.23 Металло-стеклянные зеркала Стеклянные зеркала делаются с внутренним или наружным отражением. Плоские зеркала, участвующие в построении изображения в визуальных системах приборов и используемые в точных измерительных приборах требуют высокой точности изготовления. Как правило, отражающий слой этих зеркал наносится на наружной стороне, чтобы избежать влияния ошибок изготовления зеркала, например, клиновидности, на качество оптической системы. Зеркала с задней отражающей поверхностью не рекомендуется устанавливать в сходящихся пучках лучей, так как они вызывают двоение изображения, а при наклонном положении также астигматизм и асимметрию в построении пучка. Плоские зеркала невысокой точности имеют широкое применение в неответственных узлах (осветительные устройства, видоискатели фотокамер и др.) [8] *. Чаще всего применяются одиночные плоские зеркала, но встречаются и блоки, состоящие из нескольких зеркал. Плоские зеркала встречаются с полным и неполным (частичным) отражением светового пучка; последние называются светоделительными и применяются в тех случаях, когда зеркало работает одновременно на отражение одного пучка и пропускание другого. Неполное отражение достигается нанесением светоделительного покрытия. Зеркала неплоские (сферические и пр.) применяются в тех случаях, когда, кроме отражения, требуется изменение формы светового пучка. На рис.3.14 показано несколько примеров использования плоских зеркал. Рис.3.14. Применение плоских зеркал Одиночное плоское зеркало (рис.3.14,а) дает зеркальное изображение предмета в плоскости хода пучка; угол отклонения пучка зависит от угла падения осевого луча на зеркало; пределы возможных углов отклонения (при данных размерах зеркала) ограничиваются только условием несрезания пучка. Такие зеркала применяются во многих лабораторных, контрольно-измерительных, военных и других приборах. Системы из двух плоских зеркал (рис.3.14, б, в) дают прямое изображение и могут применяться для смещения или отклонения пучка. На рис.3.14, г показано применение плоского светоделительного зеркала для соединения двух пучков, пропускающего часть пучка (1), идущего от предмета, и отражает также часть пучка (2), несущего изображение сетки. Такое зеркало пригодно только для работы в параллелных пучках, так как оно располагается здесь наклонно к оси пучка. На рис.3.14,д изображен зеркальный полигон. Углы между отражающими гранями обычно выполняются с точностью до 1-5 угл.сек. Такие полигоны служат для контроля точности угломерных устройств, механизмов и деталей, где используются как эталоны угла поворота. Число граней - 6, 10, 12, 18, 24 и 36 и более. Конструктивные формы и размеры зеркал зависят от их назначения, положения в оптической системе, светового диаметра, а также от места и способа закрепления зеркала в приборе. Наибольшее разнообразие форм имеют плоские зеркала, они бывают круглые, прямоугольные, эллиптические и иногда в форме многоугольника (рис.3.15). Круглую форму типа (а) имеют неподвижные зеркала, расположенные нормально или под небольшим углом к осевому лучу пучка. Рабочие размеры таких зеркал определяются по диаметру пучка. Рис.3.15. Конструктивные формы зеркал Прямоугольная, восьмиугольная и эллиптическая форма плоского зеркала (рис.3.15, б-е) целесообразна при наклонном расположении зеркала к оси пучка; первые две формы проще в изготовлении и применяются, когда зеркало закрепляется в отдельной оправе. Эллиптическая форма придается наклонным зеркалам только при закреплении их в трубах с цилиндрическим отверстием. Толщина зеркал зависит от размера, способа крепления и главным образом от требуемой точности поверхностей. Чем точнее зеркало, тем больше должна быть его толщина. Толстые зеркала меньше деформируются при креплении и под воздействием остаточных внутренних напряжений при изготовлении. Рекомендуется применять следующие соотношения между толщиной d и наибольшим размером l (для круглых - диаметром) зеркала [8] *: 1. Особо точные зеркала (зеркала интерферометров, концевые отражатели дальномеров) - d ■ (1/5 ѐ 1/7) l; 2. Точные зеркала (визуальных систем наблюдательных и прицельных приборов) - d ■(1/8 ѐ 1/10) l; 3. Грубые зеркала (зеркала осветительных систем) - d ■ (1/15 ѐ 1/25) l . Уменьшить толщину зеркальной пластины можно, применив при конструировании зеркала некоторые приемы: создание сотовой структуры зеркала, использование металло-стеклянного зеркала (при этом в металлической подложке выполняются отверстия, уменьшающие вес конструкции зеркала: Размер зеркала с задней отражающей поверхностью определяется по формуле где D - ширина зеркала. Рис.3.24. Схема расчета зеркала Клиновидность зеркала с внутренним отражением вызывает двоение изображения и хроматизм. Для изготовления точных зеркал, входящих в оптическую систему прибора, применяется стекло марки К8, для концевых отражателей дальномеров - кварцевое стекло, малочувствительное к изменениям температуры. Для таких же целей в менее ответственных случаях применяется стекло марки ЛК5, в неответственных случаях - зеркальное стекло [8] *. Сферические и асферические зеркала (параболические, геперболические, эллиптические), внеосевые с внешней и с задней отражающими поверхностями применяются для объективов астрономических приборов, объективов микроскопов, телеобъективов фотоаппаратов, для прожекторов и различных осветительных устройств. Зеркала современных телескопов и лазерных систем должны обеспечивать качество изображения и расходимость излучения на уровне предела, ограничиваемого дифракцией. Это означает, что среднеквадратичное отклонение формы оптической поверхности зеркал от заданной не должно превышать сотых долей рабочей длины волны. С учетом размеров зеркал (0,5 м и более) это позволяет характеризовать их как наиболее точные изделия современного приборостроения ([29] *). Система опор зеркала может быть пассивной и активной, соответственно различают пассивные и адаптивные зеркала (адаптивные оптические устройства с гибкими или составными зеркалами). В лазерных системах адаптивные зеркала необходимые для компенсации искажения волнового фронта излучения, называют, как правило, корректорами волнового фронта. Предельный размер пассивных зеркал при заданном спектральном диапазоне (точности) определяется уровнем удельной жесткости используемых материалов и количеством точек пассивной системы опор. Для космических зеркал существуют практические ограничения на максимально возможное количество этих точек. Это связано с требованием, чтобы при переходе в состояние невесомости реакции в системе "зеркальная пластина - опоры" полностью исчезали. В противном случае при таком переходе неизбежна деформация оптической поверхности зеркала по сравнению с зафиксированной в наземных условиях. Единственным относительно подвижным параметром, определяющим предельный размер пассивных зеркал, является удельная жесткость материалов. Применение бериллия, например, при разгрузке на 9 точек позволяет создавать пассивные зеркала для видимой области спектра диаметром до 3 метров [29] * . Разработка оптического зеркала, в первую очередь космического, как правило, сводится к задаче минимизации массы при заданных размерах и точности. При этом исключительно перспективными являют облегченные зеркала, содержащие реберную структуру, образованную облегчающими полостями той или иной формы (сотовая структура). Для повышения жесткости конструкции целесообразно применение закрытых сотовых структур (с тыльной пластиной). Допуски на изготовление и характеристики материалов Требования к точности изготовления зеркал зависят от вида отражения (внутреннее или наружное), светового диаметра и от положения зеркала в световом пучке (нормальное или наклонное). В случае наружного отражения требуется только высокая точность изготовления отражающей поверхности, а при внутреннем отражении необходимо точно изготавливать также и преломляющую поверхность. Для плоских зеркал, кроме того, контролируется также клиновидность. Клиновидность подложек зеркал при внутреннем отражении вызывает хроматизм изображения и допуск на нее определяется по допустимому хроматизму для системы, как и для призм. В случае светоделительных зеркал клиновидность, кроме хроматизма, вызывает двоение изображения. Допуск на клиновидность таких зеркал наиболее жесткий (до 4-6■). Для сферических зеркал на чертежах проставляется допуск на децентрировку. В таблице, в разделе требования к материалу, указываются категории бессвильности, пузырности и двойного лучепреломления. Вскрытые при обработке пузыри и вышедшие на поверхность зеркала свили образуют местные дефекты формы поверхности, которые искажают волновой фронт пучка, отраженного от зеркала. Двойное лучепреломление характеризует остаточные напряжения в материале подложки зеркала, при недостаточной их величине невозможно обеспечить требуемые значения N и D N. Допуски на характеристики материалов п.2.4 . Допуски на изготовление зеркал смотри в Приложении. Покрытия Для создания отражающего слоя зеркал применяются металлические и неметаллические однослойные и многослойные покрытия; при полном отражении - покрытия всегда металлические; при неполном - те и другие. Вид покрытия выбирается в зависимости от назначения, размеров и условий работы зеркал. Основными характеристиками всех видов покрытий являются оптические свойства (коэффициент отражения r и коэффициент пропускания - t), химическая стойкость, механическая и термическая прочность. Металлические покрытия. Наиболее употребительны из них серебрение, алюминирование и хромирование, в специальных случаях применяются также никелирование, золочение, родиевое покрытие и др. [27] *. Серебрение дает наибольший коэффициент отражения (до 0,96), но оно наименее стойко из всех покрытий - от действия атмосферы очень быстро тускнеет и теряет отражающие свойства. В современных оптических приборах серебрение применяется только для зеркал с внутренним отражением, где защита слоя покрытия легко осуществляется нанесением на серебро тонкого слоя меди (электролитическим способом) и еще слоя защитного лака. Процесс серебрения выполняется двумя методами - химическим (например, из раствора азотнокислого серебра) и испарением в вакууме. Алюминирование дает коэффициент отражения до 0,86 и наносится методом испарения в вакууме. Стойкость алюминирования значительно выше серебрения, и при работе в лабораторных условиях оно не требует защиты; при работе во влажной атмосфере необходима защита, которая осуществляется нанесением на алюминий прозрачного слоя другого вещества (сернистого цинка, одноокиси кремния и др.). Недостатком алюминирования является низкая механическая прочность покрытия, что делает его непригодным в тех случаях, когда по условиям работы зеркало подвергается механическим воздействиям. Благодаря хорошо освоенной технологии и высокому коэффициенту отражения, алюминирование является в настоящее время основным видом покрытия для зеркал с полным отражением, не подвергающихся механическим воздействиям. Светоделительные покрытия с помощью алюминирования можно получить так же, как и при серебрении, практически с любым соотношением между коэффициентом отражения и коэффициентом пропускания ( r/ t ). Хромирование - наиболее стойкое и прочное из металлических покрытий, в большинстве случаев оно не требует защиты; коэффициент отражения возможен до 0,55; применяется при работе зеркал в сложном тепловом режиме (фары, рефлекторы дуговых осветителей и т. п.), а также для зеркал полевых приборов. Из специальных покрытий чаще других применяются покрытия родием и палладием, они обладают высокой химической стойкостью и механической прочностью. Коэффициенты отражения - у родиевого (с подслоем никеля или хрома) до 0,78, а у покрытия палладием до 0,68. Эти покрытия обладают высокой стойкостью при работе в агрессивных средах (морской воде, растворах кислот, щелочей и т. п.). Недостатком всех специальных покрытий является их высокая стоимость и сложность технологии нанесения [27] *. Прочные отражающие покрытия с коэффициентом отражения, близким к единице, получают нанесением на подложку многослойных пленочных покрытий из диэлектрических материалов. Детали с такими покрытиями получили название интерференционных зеркал. Для изготовления интерференционных зеркал используют покрытия из нечетно чередующихся слоев диэлектриков с большими и малыми показателями преломления и оптической толщиной 0,5l , т.е. создают покрытия, имеющие "антипросветляющие" свойства. В отличие от просветляющих покрытий наружный слой интерференционного покрытия должен иметь показатель преломления больший, чем показатель подложки. С увеличением числа слоев коэффициент отражения увеличивается. Так, 15-17-слойные покрытия из пленок SiO2 и TiO2, или MgF или ZnS, имеют коэффициент отражения не менее 99% в широкой области спектра. Зеркала "холодного света" отражают свет видимой части спектра и практически полностью прозрачны для ИК лучей, что весьма важно при применении таких зеркал в осветительных системах кинопроекционной аппаратуры. Прочные высокоотражающие покрытия с коэффициентом отражения r А =92ѐ 94% получают нанесением на металлические пленки тугоплавких веществ SiO 2, TiO2 или ZrO 2. Такие покрытия называют металлодиэлектрическими, они имеют высокий коэффициент отражения в широкой полосе спектра с меньшим числом слоев пленки, чем у диэлектрических многослойных покрытий. Светоделительные покрытия (полупрозрачные зеркала) делят световой поток на отраженный и проходящий, характеризуются отношением коэффициента отражения r l к коэффициенту пропускания tl . Это отношение может быть получено в широком диапазоне нанесением на подложку металлических пленок разной толщины или пленок из диэлектриков. Защитные прозрачные покрытия предохраняют полированные поверхности химически нестойких материалов от разрушения и образования налетов в процессе эксплуатации. Для этой цели на поверхность детали наносят прозрачную химически устойчивую пленку окислов кремния, тантала, фторорганического полимера Ф32Л и других веществ. Распространенным видом защитного покрытия является прогрев детали в расплавленном пчелином воске при температуре 230 ° С. Просветляющие покрытия, нанесенные на поверхность химически нестойких стекол, также выполняют функцию защитного покрытия. Токопроводящие прозрачные пленки используют как омическое сопротивление для обогрева деталей или как проводник для удаления статических электрических зарядов, образующихся при облучении детали потоком мощного электромагнитного излучения. Получают токопроводящие покрытия нанесением на подложку тонких слоев окислов металлов - олова, кадмия, индия, тория и др. Вследствие высокого показателя преломления (n =2) пленки коэффициент отражения от поверхности детали увеличивается до 12- 15%. После нанесения на деталь с токопроводящей пленкой просветляющих покрытий светопропускание повышается. Зеркала из нетрадиционных оптических материалов (По материалам статьи в "Оптическом журнале" [29] *) Традиционные оптические материалы (ТОМ) обладают умеренной удельной жесткостью и чрезвычайно малой теплопроводностью. Единственной возможностью повысить температурную стабильность зеркал из ТОМ является уменьшение температурного коэффициента линейного расширения (ТКЛР). Многолетние усилия разработчиков на этом направлении привели к созданию таких сверхнизкорасширяющихся материалов, как легированный плавленый кварц ULE (США), церодур (Германия) и ситалл (Россия). Следует помнить, однако, что экстремально малый ТКЛР этих материалов реализуется только в узком температурном диапазоне. Величина термодеформаций при квазистационарном режиме (медленно меняющихся тепловых потоках) определяется отношением a / l , где a - ТКЛР, l - теплопроводность. Поэтому металлы и другие теплопроводные материалы позволяют реализовывать альтернативный подход к решению проблемы температурной стабильности за счет теплопроводности, на два порядка более высокой. Из табл.1 видно, что кремний и карбид кремния не уступают по температурной стабильности даже такому рекордсмену среди ТОМ, как ULE. Таблица 1. Свойства материалов, применяемых для изготовления зеркал Материалы нетрадиционные Параметры B e Плотность r, 103 кг/м3 Модуль упругости Е, Гпа 1 ,85 Теплопроводность l Вт/(м Ч К) 59 1 2 ,5 7 ,2 2 3,9 1 ,6 4 1 1 1 1 1 ,38 2 ,5 3 ,5 3 ,2 85 5 4 ,1 1 1 6,5 7 0 3 45 2 3 3 0 ,55 1 ,4 115М ,2 90 ,2 00 3 3 Ситалл СО- S iO2 ,05 25 1 2 20 1 1 ,3 S iC* 0,2 15 2 1 60 8 6 ,7 M o ,9 9 6 1 1,4 2 1 ,8 C u ,7 57 1 5,1 a / l , 10-8 м/Вт 2 2 Удельная жесткость Е/ g , 106 A l ,3 80 м ТКЛР a , 10-6 К-1 S i традиционные 4 0 Це родур LE 2,5 2,5 92 92 3,7 3,7 1,2 0,15 ,21 7 ,1 1,6 7 ,3 0,0 5 12,5 Решающим аргументом в пользу нетрадиционных материалов является принципиально более высокая удельная жесткость последних. Бериллий, карбид кремния, кремний превосходят ТОМ по этому параметру в 2-5 раз. Особенно следует отметить карбид кремния, который сочетает удельную жесткость бериллия с температурной стабильностью лучших сверхнизкорасширяющихся материалов, что позволяет создавать из этого материала зеркала с качественно новыми служебными свойствами. В интересах создания легких жестких опорных конструкций большое внимание уделяется композиционным материалам (КМ) различной природы. Так, на основе углерод-алюминиевых КМ созданы опорные конструкции для зеркал из кремния и карбида кремния, согласованные с последними по ТКЛР. Разработанные математические модели описания свойств волокнистых КМ с учетом неупругого поведения компонент позволяют эффективно управлять состоянием этих материалов с целью обеспечения максимальной размерной стабильности. ,03 3 ,3 В отличие от ТОМ, которые являются аморфными, однородными, относительно твердыми материалами, нетрадиционные материалы вследствие особенностей структуры, физических и химических свойств не во всех случаях дают возможность получения оптических поверхностей с требуемой шероховатостью при их непосредственной обработке. Кроме того, например, в случае использования бериллия вообще нежелательна непосредственная оптическая обработка из-за очень больших трудностей обеспечения экологической безопасности работающих и окружающего пространства. Для преодоления этих трудностей широко и плодотворно применяются конструкционные покрытия, представляющие собой слой инородного материала, соединяемый с основой зеркала и подвергающийся оптической обработке, толщина которого, как правило, 0,5?5 мм. Различные технологии дают возможность получать в качестве конструкционных покрытий медь, никель, кремний, бериллий и другие материалы. В ГОИ разработана уникальная технология создания металлических зеркал с использованием конструкционных стеклянных покрытий. Выбор стекла представляется вполне оправданным вследствие указанных выше положительных свойств последнего. Кроме того, изменяя состав стекла, можно в широком диапазоне менять температурный коэффициент линейного расширения (ТКЛР), добиваясь его согласования с ТКЛР основы. И, наконец, применение стеклянных покрытий позволяет использовать накопленный богатый опыт оптической обработки материалов. Технология нанесения конструкционного покрытия включает следующие основные операции: изготовление стеклянных пластин толщиной 3..5 мм; укладка стеклянных пластин на поверхность металлического основания зеркала; нагрев, выдержка и охлаждение сборки по заданному температурно-временному режиму. В результате на металлическом основании образуется прочно соединенный с последним сплошной стеклянный слой. При последующей оптической обработке (шлифовке) толщина слоя уменьшается и в готовых изделиях составляет 0,5?1 мм. В настоящее время разработаны стекла и технология нанесения покрытий на зеркала из бериллия, титана и богатых кремнием алюминиевых сплавов. Изготовлены, исследованы и испытаны зеркала размером до 1200 мм. Зеркала со стеклянным покрытием выдерживают охлаждение до температуры -60 ° С без разрушения последнего. Технические возможности позволяют наносить стеклянные покрытия на зеркала диаметром до 1500 мм. Различное функциональное назначение зеркал (информационные, в том числе глубоко охлаждаемые, лазерные), большой набор материалов и различие их теплофизических, химических, электрических свойств, широкий спектральный диапазон - от ультрафиолетового до дальнего инфракрасного - определяют необходимость разработки оригинальных конструкций и технологий нанесения отражающих и защитных оптических покрытий. К настоящему времени разработан широкий спектр оптических покрытий, имеющих высокие коэффициенты отражения, климатическую стойкость и механическую прочность. Для крупногабаритных информационных зеркал диаметром до 1500 мм разработаны покрытия с высокой механической прочностью, выдерживающие климатические испытания при температуре 50 ° С и влажности 98% в течение 10 суток со следующими значениями коэффициента отражения: видимый диапазон, интегральный - 92% ближний ИК-диапазон - 96% дальний ИК-диапазон - до 99%. Разработаны, испытаны и используются отражающие и защитные покрытия для глубоко охлаждаемых зеркал из алюминия и кремния, работающие при температурах 15:20 ° С с коэффициентом отражения до 99% в спектральном диапазоне 8:16 мкм. Для зеркал, работающих на длинах 0,308 и 1,064 мкм, разработана конструкция и технология нанесения многослойного диэлектрического покрытия на ненагреваемую подложку. Для зеркал, работающих на длинах волн 5,1 и 10,6 мкм, разработана технология металлодиэлектирических покрытий, состоящих из слоя аморфной меди с устойчивым значением коэффициента зеркального отражения не менее 99,1%. Зеркала с таким покрытием успешно используются в качестве резонаторных зеркал лазеров Spectra Physics, модель 973 (США) с выходной мощностью 2 кВт в течение 1000 ч и "Хебр" (Болгария) с выходной мощностью 1,3 кВт. Оформление чертежей зеркал Чертеж зеркала оформляется в соответствии с требованиями, приведенными в п.3.1.1 . Примеры выполнения чертежей зеркал: o Плоское зеркало: o Сферическое зеркало: o Металло-стеклянное зеркало: o Асферическое металло-стеклянное зеркало: o Зеркальный конус: Оптические детали отсчетных устройств В ряде оптических приборов применяются оптические детали с нанесенным на них рисунком, это измерительные линейки и шкалы, визирные и измерительные сетки, лимбы, кодовые диски, модуляционные растры и различные коды, миры и испытательные тесты, фотошаблоны и трафареты, щели, сетчатые и дырчатые ослабители излучения. Все эти детали объединяются под общим названием "сетки и шкалы". К деталям подобного рода предъявляют следующие требования ([8] *) : Точность воспроизведения изображения элементов (ширины штриха или щели, диаметра отверстия, их расположения, допустимых отклонений этих величин); Определенные значения оптических характеристик (спектральных и интегральных коэффициентов пропускания и отражения подложек, а также наносимых на них покрытий), постоянство оптических характеристик в зависимости от условий эксплуатации, стабильность во времени; Чистота поверхности сеток и шкал. По назначению сетки делятся на визирные (прицельные), измерительные (шкалы, лимбы (п.3.5.1 ), растры, кодовые диски ( п.3.5.2 ), комбинированные (марки и т.п.). В данном подразделе перечислены также основные методы нанесения делений на сетках с обеспечиваемой при этом точностью ( п.3.5.3 ), а также приведены допуски на изготовление (п.3.5.4 ). Примеры оформления чертежей оптических деталей отсчетных устройств можно посмотреть в соответствующих подразделах пособия Сетки, шкалы, лимбы - п.3.5.1 ; Растры, кодовые диски - п.3.5.2 . Сетки, шкалы, лимбы Визирные сетки обычно имеют перекрестие с разрывом в центре и предназначаются исключительно для наведения на объект. Измерительные сетки представляют собой системы повторяющихся однотипных элементов (линий или фигур), расположенных один относительно другого по определенному закону. Через 5-10 элементов обычно располагаются цифры, служащие для оценки измеряемых величин. Сетки с делениями, нанесенными в линейной мере, называются шкалами, а в угловой - лимбами. Комбинированные сетки представляют собой сложные системы штрихов, марок, индексов и делений. Примеры выполнения чертежей. Сетка Лимб Растры, кодовые диски Растры - элементы оптико-электронных отсчетных устройств накапливающего типа. Представляют собой стеклянные пластины или диски с нанесенными поочередно непрозрачными и прозрачными штрихами (секторами) равной ширины (рис.3.25). Растры различают линейные и угловые, соответственно, для измерений или заданий линейных перемещений или поворотов. Растры характеризуются периодом T=L р/Nш для линейного и T=2 p /N ш , где L р - длина растра, Nш - число штрихов растра. Штрихи на растры наносят на делительных машинах с последующим запуском. Автоматические машины могут наносить до 2400 штрихов на 1 мм с точностью для круговых шкал порядка 0,2 ■ . Ручные машины обеспечивают точность 10-30'' . Рис.3.25. Растр Кодовые шкалы необходимы при преобразовании перемещения объекта в числовой код и наоборот. Существующие фотоэлектрические преобразователи перемещений, построенные по методу считывания с кодовой маски, имеют разрешающую способность линейных перемещений 0,02-0,05 мм и угловых 10-20 ''. Рис.3.21. Кодовая шкала В зависимости от вида перемещений объекта применяются линейные и круговые шкалы, представляющие собой жесткое основание с нанесенной на него кодовой маской в виде параллельных или концентрических дорожек с прозрачными и непрозрачными для светового потока градациями (рис.3.21). Рисунок кодовой маски отображает принятыйв преобразователе код. В конструкциях кодовых шкал непрозрачные градации образованы самим материалом подложки (рис.3.22,а), тонкой непрозрачной металлической пленкой, нанесенной на прозрачное основание (рис.3.22,б), или экспонированным непрозрачным участком фотоэмульсии, нанесенной на прозрачное основание(рис.3.22,в). Рис.3.22. Сечение кодовых шкал и дисков Основные требования, предъявляемые к кодовым шкалам: прочность материала и жесткость конструкции основания шкалы; точность изготовления краев градаций маски по кодовым зонам и между ними; высокая прозрачность светлых и достаточная плотность темных градаций; высокий коэффициент отражения непрозрачных металлических или металлизированных шкал, работающих в отраженном свете; отсутствие механических повреждений, посторонних включений и других дефектов на рабочих поверхностях; стабильность всех параметров шкалы при изменении условий эксплуатации. Материалы.В качестве непрозрачного основания кодовых шкал обычно используют стали, которые хорошо полируются, например, 95Х18, ХВГ. Для непрозрачных покрытий, наносимых на стекло, обычно используют многократно осаждаемые химическим способом слои свинца или серебра. Применяют также платину, хром, алюминий и их комбинации, наносимые вакуумным способом на нагретое до температуры 300 ° С стеклянное основание. Недостаток таких покрытий заключается в неравномерности их толщины. Способы изготовления. Нанесение кодовых масок на основание шкалы выполняют механическим, электроэрозионным и ультразвуковым способами, применяемыми для обработки заготовок шкал их металлов, а также гравированием, фотографическим, фотомеханическим, лазерным способами, применяемыми для обработки металлизированных стеклянных заготовок шкал. Примеры выполнения чертежей. Растр: Методы и точность нанесения делений В зависимости от назначения и условий эксплуатации прибора, требуемой точности изготовления, ширины штрихов, габаритных размеров и других конструктивных особенностей сеток, а также способа перенесения рисунков на сетки нанесение последних может быть выполнено различными методами или их комбинацией ([8] *). Резанием непосредственно полированной поверхности заготовки алмазным резцом наносят штрихи шириной 0,3-2,0 мкм. Резанием стеклянной подложки изготовляют дифракционные решетки, работающие в проходящем свете, и перекрестия окулярных микрометров, которые запускаются затем черным запуском* * . Глянцевые штрихи образуются и на слое алюминия, нанесенного на поверхность стеклянной подложки. Для повышения прочности сцепления на подложку предварительно наносят слой хрома, образующего устойчивую адгезию со стеклом. Гравирование рисунка выполняют различными способами в зависимости от того, каким он должен быть: прозрачным на темном фоне или темным на прозрачном фоне, а также в зависимости от конфигурации штрихов, их ширины и допусков на размеры. Прозрачный рисунок на темном фоне получают прорезанием металлического покрытия (Al, Ag, Au, Pt) без повреждения подложки. Штрихи, получаемые гравированием по слою металла, в большинстве случаев имеют зазубрины по краям, видимые при большом увеличении. Поэтому при гравировании штрихов шириной более 0,1 мм, нанесенный на подложку слой металла, покрывают кислотоупорным грунтом, затем прорезают только грунт, а металлическое покрытие под ним удаляют травлением. Металлическое покрытие может быть нанесено катодным распылением (Au, Pt), испарением в вакууме (Al, ZnS), химическим восстановлением из раствора (Ag). Штрихи, получаемые гравированием по слою грунта с последующим травлением металла или стеклянной подложки, имеют ширину не менее 2 мкм. Обычно их ширина с краской достигает 10 мкм. Штрихи шириной до 4 мкм наносят алмазными резцами, более широкие - резцами из легированных сталей. Фотографический способ нанесения рисунка имеет ряд разновидностей. 1. Фотографирование выполненного в увеличенном масштабе чертежа шкалы или сетки. Масштаб уменьшения чертежа на снимке должен соответствовать требуемому размеру. Снимок используется в качестве оригинала для размножения копий контактной печатью. Данный способ образования 2. 3. рисунка используют при изготовлении различных сеток, мир, шкал спектрографов с шириной штрихов не менее 5 мкм. Для изготовления рисунка с более тонкими штрихами этот способ не применяется ввиду рассеяния света в слое фотоэмульсии, засветки штрихов, вызываемой неполным контактом негатива с позитивом при контактной печати. К недостаткам относится и малая прочность фотослоя, который приходится закрывать стеклом. Фотомультипликация - повторение необходимого числа раз одного или нескольких элементов шкалы или сетки оригинала, который может быть изготовлен любым из рассмотренных ранее способов Проектирование штриха на светочувствительный слой подложки. Преимуществом является возможность получения штрихов малой ширины, которая определяется разрешающей способностью фотоэмульсии (до 1700 линий на 1 мм). Фотоделение используют при изготовлении самых точных шкал (для компараторов и других приборов). Фотографические изображения на сетках нуждаются в защите, поэтому их обычно лакируют или заклеивают защитным стеклом. Это не всегда возможно и удобно, например, появляется световой блик от наружной поверхности защитного стекла. Получение сеток, не нуждающихся в защите, выполняют комбинированным способом, который включает фотографирование на специально подготовленную подложку и закрепление. Существует две разновидности комбинированного способа: Фотокерамический процесс, который сводится к нагреванию фотографического изображения до температуры, при которой вещества, служащие для создания изображения, впекаются в стекло и уже не могут быть удалены с поверхности. Фототравление, при котором на поверхность стеклянной подложки наносят последовательно слои серебра, желатины и шеллака; после высыхания слои экспонируют через позитив. Свет, прошедший через прозрачные участки позитива, воздействует на светочувствительный слой, в результате чего желатина задубливается. Незадубленные участки смываются с поверхности и подвергаются травлению в парах плавиковой кислоты. Изображение в виде матовых линий и знаков на глянцевой поверхности стекла получают запуском в полученное углубление красителей. Рекомендуемые допуски на деления сеток и ширину штрихов приведены в Приложении. Допуски на изготовление По точности изготовления сетки делят на три разряда. Степень точности определяется главным образом значением допусков на расстояниях любых штрихов от начального (нулевого) штриха. Сетки с допусками + (0,002 ѐ 0,015) мм, + (2 ѐ 7) ■ относят к точным, с допусками + (0,005 ѐ 0,040) мм, + (7 ѐ 17) ■ средней точности, а с допусками + (0,01 ѐ 0,09) мм, + (10 ѐ 20) '' - к грубым [27] *. Материал заготовок сеток выбирают в зависимости от толщины штрихов, способа нанесения на них делений и знаков и условий эксплуатации. При фотографическом способе для заготовок используют в основном стекло К8, при гравировании алмазным резцом непосредственно по стеклу - К8, Ф2 и ТФ2, при гравировании по тонкому слою металла или лака - К8, при гравировании по тонкому слою воска, лики с последующим травлением - Ф8, Ф18, БК10. Качество материала заготовок должно удовлетворять следующим требованиям: отклонение по показателю преломления и средней дисперсии в пределах 4-й категории и класса Г; отклонения оптической однородности по 3-й и 4-й категории; отклонение показателя ослабления по 6-й категории; отклонение двойного лучепреломления по 3-5-й категорий; бессвильность по 1-й категории и классу Б; пузырность (для рабочей зоны) по 1-й категории и классам А, Б. Допуски на изготовление заготовок сеток (за исключением чистоты) задаются сравнительно широкие. Поскольку отклонения поверхностей заготовок сеток не оказывают заметного влияния на качество изображения, допуски на них задаются в пределах N=10ѐ 15, D N=2 (полирование на сукне). Допуски на толщину составляют 0,3-1 мм, а клиновидность q =5 ѐ 10 '' . Чистота поверхностей в рабочей зоне не грубее 0-40, а в нерабочей - V [27] *. Рекомендуется диаметр сетки изготовлять с отклонением c9. Допускаются отклонения: d11 - для сеток, имеющих специальное юстировочное устройство, и h8 - для сеток, требующих повышенной точности центрировки [8] *. Материал выбирается в зависимости от способа нанесения делений [8] *. Марки стекол для лимбов Способ нанесения делений и знаков Марка стекла Фотографирование К8, К108 Гравировка алмазом К8, К108 Травление К8, К108 для ширины штрихов - не менее 0,03мм; БК10, БК110 - не более 0,05 мм Ф8, Ф108, Ф18 Вакуумное напыление БК10, БК110 Способ нанесения делений и знаков Марка стекла Марки стекол для сеток Фотоспособ К8, К108 Хромирование в вакууме делений, нанесение по лаку Гравировка алмазомтолщина штриха t=1,5ѐ 3,0 мкм Травление штрихов для К8, К108 К8, толщины t=3ѐ 6 мкм t=5ѐ 40 мкм t=50ѐ 500 мкм К108, ТФ2 Ф8 БК10,БК110 ,Ф108 К8, К108, БФ24 Требования к заготовкам сеток и шкал приведены в Приложении. На лимбы, растры и кодовые диски наносится круговая риска или 4 специальных штриха для центрировки этих деталей относительно оси их вращения в отсчетной системе. Клинья Клинья применяют для получения и измерения малых углов отклонения луча. Примеры применения клина или пары клиньев в оптических приборах, а также законы функционирования оптико-механических преобразователей на их основе приведены в Приложении в таблице. Измерительные клинья (компенсаторы) бывают двух типов: клин, перемещающийся вдоль оси в сходящемся пучке лучей (рис.3.17,а), и пара вращающихся клиньев (рис.3.17,б). Оба типа применяются в дальномерах для измерения параллактического угла. Рис.3.17. Клиновые компенсаторы Для устранения хроматизма клинья склеиваются из двух простых клиньев (крона и флинта), ориентированных в разные стороны. Точность угла отклонения достигается разворотом клиньев при склейке ([8] *). В первом компенсаторе с клином, перемещающимся вдоль оптической оси и установленном в сходящемся пучке, изображение смещается на величину, определяемую выражением: D y' = y'1 - y'2 = z Ч (n-1) q , где q - угол клина; z - перемещение клина. Во втором компенсаторе два одинаковых клина, вращающиеся в противоположных направлениях на одинаковые углы, образуют клин с переменным углом. Угол отклонения луча d в зависимости от угла s клина и угла j поворота каждого клина от начального положения определяется выражением: d= (n-1)Ч s Ч sin j . Клинья - оптические детали, работающие в широком пучке лучей, в связи с этим требования, проставляемые в таблице на чертеже, : Защитные фаски на клиньях выбираются в зависимости от формы нерабочей поверхности (круглая или некруглая): Фаски на деталях круглой формы - п.3.2.2 ; Фаски на деталях некруглой формы - п.3.3.3 . На преломляющие поверхности клиньев наносят просветляющие покрытия (см. п.3.1.3 ). Светофильтры Под светофильтром понимается слой (обычно плоскопараллельный) какой-либо среды, обладающей избирательным пропусканием света. Светофильтры изменяют спектральный состав или энергию падающей на них световой волны, не меняя (или почти не меняя) формы ее фронта. Основная характеристика фильтра - его пропускание T = Ф/Ф 0, где Ф0 и Ф -падающий на фильтр и прошедший через него световой поток. Наряду с этим фильтр часто характеризуют оптической плотностью D. По определению D=lg1/T. Светофильтры делятся на следующие группы [8] *: светофильтры из стекла, окрашенного в массе; желатиновые светофильтры; светофильтры из окрашенных пластмасс; жидкие светофильтры, газовые, поляризационные и интерференционные. Светофильтры изменяют как яркостные, так и цветовые соотношения между видимыми объектами и уменьшают хроматические аберрации. Используя эти свойства, светофильтрами пользуются для улучшения видимости (главным образом контрастности) при неблагоприятных условиях (дымка, туман, ослепляющий свет, малая контрастность объектов). Например, желтые и оранжевые светофильтры применяются при наличии воздушной дымки, так как они хорошо поглощают синие и фиолетовые лучи. Поглощение синих лучей в ясный солнечный день приводит к увеличению контрастности между светом и тенью, так как тени всегда дают больше синих лучей, чем участки, освещенные солнцем. При тумане рекомендуется применять оранжевые или красные светофильтры. Приборы снабжаются большей частью набором сменных светофильтров. В морских визирах или прицелах применяются оранжевый, желтый и нейтральный светофильтры (иногда зеленый). Зимой при ярком солнечном освещении пользуются нейтральным или синим светофильтром. Фильтры называются серыми или нейтральными, если их оптическая плотность в исследуемом спектральном интервале не зависит от длины волны. Фильтры, не удовлетворяющие этому условию, называются селективными . Достаточно серыми в видимой и ближней ультрафиолетовой областях спектра являются тонкие пленки алюминия и платины, полученные испарением металла на стеклянную или кварцевую подложку. Растворы коллоидного графита, красителей также дают серые фильтры для видимой области. Селективные фильтры предназначаются либо для отделения широкой области спектра, либо для выделения узкой спектральной области. Фильтры последнего типа называются узкополосными, иногда их условно называют монохроматическими. Для изменения спектральных свойств излучения или спектральной чувствительности приемников служат так называемые корректирующие фильтры. Важнейшей оптической характеристикой селективного фильтра является спектральная кривая пропускания или оптической плотности (Т (l ) либо D( l)). Наиболее широко применяемый класс фильтров - абсорбционные. Ослабление света в них происходит, главным образом, в результате поглощения веществом фильтра. Частичное ослабление света обусловлено также отражением от поверхностей фильтра, однако, в большинстве случаев потери на отражение невелики, а главное - почти не селективны. В большинстве случаев нужно, чтобы вся поверхность фильтра обладала одинаковым пропусканием. Такие фильтры чаще всего изготавливаются в виде плоскопараллельных пластинок или таких же кювет с поглощающим раствором. Иногда фильтры делаются в виде трубок, охватывающих источник света или облучаемый объект (например, фильтры для комбинационного рассеяния и оптической накачки). Иногда сама колба лампы имеет фильтрующие свойства (медицинские синие лампы и т.п.). В ряде задач требуются фильтры, пропускание которых меняется по поверхности. Если изготовить клин из поглощающего вещества, то легко видеть, что его оптическая плотность линейно зависит от расстояния до ребра. Такие клинья делаются из стекла или окрашенного желатина. Применяют также осажденные на стекло металлические пленки переменной толщины. Частично изготавливаются фильтры переменной плотности в виде дисков (круговые клинья), а также ступенчатые ослабители - фильтры, пропускание которых скачком изменяется при переходе от одного участка к другому. Ступенчатые ослабители широко применяются в спектрофотометрии. В настоящее время наиболее употребительными абсорбционными светофильтрами являются стеклянные. Стеклянные светофильтры обладают по сравнению с другими рядом преимуществ, к которым в первую очередь следует отнести устойчивость к световым и тепловым воздействиям, а также однородность и высокое оптическое качество. Светофильтры для черно-белой фотографии общего назначения применяются с целью правильного воспроизведения на снимках соотношений визуальных яркостей объекта (компенсирующие светофильтры) или изменения их контраста (контрастирующие светофильтры). Чаще всего применяют светофильтры ЖС12, ЖС17, ОС12, КС11, СЗС17, СС4, ЖЗС5, ЖЗС9, НС8 и др. Нейтральные светофильтры НС1, НС2 и НС3 применяются для защитных очков от яркого дневного света, остальные НС используются в фотометрии, спектрофотометрии и в наблюдательных приборах. Темные стекла марки ТС3 применяются для защитных очков при электросварке, а ТС6 и ТС7 - от прямого солнечного света. Бесцветные стекла БС3, БС4, БС7 и БС8 пропускают ультрафиолетовые лучи соответственно до 270, 290, 360 и 370 нм. Светофильтры ЖЗС1, ЖЗС5, ЖЗС6, ЖЗС12, ЖЗС13 и ЖЗС17 применяются в наблюдательных приборах. Светофильтры КС15, КС17 и КС18 выделяют соответственно области спектра 670 ¸ 2700 нм, 680¸ 2800 нм, 800¸ 2800 нм. В табл.1 Приложения приведены области применения некоторых светофильтров. Точность выполнения плоскостей светофильтра, а также допуск на клиновидность назначаются в соответствии с требованиями к системе. Например, для фотографии плоскости светофильтров должны быть выполнены с точностью до 1 - 2 полос. Технические требования на светофильтры, устанавливаемые внутри оптической системы, определяются при расчете последней. Технические требования на светофильтры, устанавливаемые за окуляром (ориентировочно): N=10, D N=3, q =10', РIV. В табл.2 Приложения приведены марки стекол светофильтров, применяемых в геодезических приборах для ослабления излишней яркости фона или наблюдаемого объекта и усиления контрастности последнего. Номинальное значение диаметра светофильтров должно соответствовать ряду Rа10 и Rа20, толщина d - ряду Rа5 (ГОСТ 6636 - 69). Предельное отклонение толщины от номинального значения не более 10%. Толщину светофильтра из стекла ОС17 не рекомендуется делать более 2 мм, так как иначе резко ухудшается контрастность изображения. Требования к стеклу: спектральная характеристика - 2; двойное лучепреломление - 3; бессвильность - 2В; пузырность - 4; Требования к обработке поверхностей для D £ 20 мм не более N=10, D N=2, q =10'; для D > 20 мм не более N= 20, D N=3 и q £ 15'. Светофильтры для выделения инфракрасной области спектра применяются двух видов: 1. 2. абсорбционные (из цветных стекол, германия, кремния и др.); интерференционные, изготовляемые путем нанесения тонких оптически однородных слоев из диэлектриков или полупроводников на подложку, прозрачную в требуемой спектральной области. Существенным недостатком абсорбционных фильтров является невозможность выделить с их помощью узкие участки спектра с высоким пропусканием t. От этого недостатка свободны интерференционные светофильтры. Светофильтры для микроскопии. Синие светофильтры применяются при микрофотографировании с апохроматическими объективами для усиления контраста бесцветных препаратов. Зеленые светофильтры увеличивают контраст препаратов, имеющих красную окраску, и полезны при работе с апохроматами, у которых недостаточно хорошо исправлен хроматизм для синих лучей. Теплозащитные светофильтры СЗС16 и СЗС24 (термически устойчивые) не пропускают инфракрасных лучей. Светофильтры УФС, ФС и СС служат для выделения возбуждающего света из спектра источника в люминесцентной микроскопии, а также для выделения узкой области спектра в ультрафиолетовой микроскопии. Для создания светло-зеленого фона с целью снижения утомления глаза наблюдателя, а также для повышения контраста штрихов сетки относительно поля зрения, применяются светофильтры из цветного стекла марок ЗС2, ЗС3, ЗС8, ЖС12, ЖС5, ЖС6, ЖС9, ЖС13, ЖС18. Номинальное значение D диаметров (больших сторон при некруглой форме) светофильтров должны соответствовать ряду Ra20 (4,0;...8 ,0), ряду Ra40 (8,5;.....36,0) и ряду Ra 10 (40;......125) по ГОСТ 6636-69. Предельные отклонения диаметров должны соответствовать отраслевому стандарту в зависимости от способа крепления светофильтра. Номинальные значения толщин устанавливают по ряду Ra10 (0,5; 0,63;......6,3). Предельные отклонения толщин допускаются в пределах от ± 0,1 мм до ± 0,5 мм. Технические требования: спектральная характеристика - 2-я категория; двойное лучепреломление - 2; бессвильность - 2 (для ЗС2, ЗС3 и ЗС8- 3-я категория); пузырность - 3; P=IV- VI; N=5¸ 20; D N=1¸ 3; q =5¸ 20¢ . Поляризационные светофильтры. Поляроиды представляют собой поляризующую свет пленку, изготовленную из поливинилового спирта марки Н и заклеенную между защитными стеклянными плоскопараллельными пластинками или полимерными пленками. Цилиндрические поверхности поляроидов должны быть защищены водостойким лаком. Поляроиды должны выдерживать воздействие относительной влажности воздуха до 98% при t=35° C; при этом не допускаются расклейка и нарушение поляризующего слоя. Поляроиды должны быть устойчивыми к воздействию температуры окружающего воздуха от +50 ° С до - 50° С при склейке акриловым клеем и ± 60° С при склейке бальзамином М. Поляроиды, предназначенные для эксплуатации в условиях влажного тропического климата, подвергаются дополнительной защите от разрушающего действия влажного воздуха и биологических обрастаний (плесени). Защитные стекла к поляроидам изготовляются из стекол марок К8 и БС7; рекомендуется для поляроидов диаметром свыше 100 мм стекла марки СВВ. Металлические пленки. Для изготовления нейтральных и селективных светофильтров используются металлические пленки. Тонкие металлические слои наносят на кварцевую подложку испарением в высоком вакууме или катодным распылением. В отличие от абсорбционных фильтров, фильтры из металлических пленок ослабляют проходящий свет, главным образом, в результате отражения от поверхности. Собственно поглощение в пленке обычно сравнительно мало. Благодаря этому такие фильтры нагреваются излучением меньше, чем абсорбционные. Пропускание последовательно расположенных параллельных металлических пленок больше, чем пропускание двух абсорбционных фильтров эквивалентной оптической плотности. Пленки Rb и Cs устойчивы только при пониженных температурах (жидкий воздух). Пленки K, Li и Na устойчивы и при комнатной температуре. Многослойные диэлектрические зеркала. Селективные отражающие светофильтры могут быть получены нанесением на прозрачную подложку чередующихся тонких слоев с высоким и низким показателем преломления. В качестве материала для пленок применяется криолит, MgF2, SiO2 c n = 1,3 -1,4, PbCl2, TiO2, ZnS c n = 2,2-2,3. Слои получаются последовательным испарением в вакууме веществ с низким и высоким показателем преломления. Примеры оформления чертежей Светофильтр: MC-13 Поляроид: Защитные стекла Защитные стекла предохраняют оптическую систему прибора от попадания пыли, грязи, атмосферной влаги и от механических повреждений. Они применяются в том случае, если первой оптической деталью в приборе является подвижная оптическая деталь. Если же в качестве первой детали используется неподвижная призма или линза объектива, то защитное стекло требуется лишь тогда, когда трудно осуществить достаточно герметичное закрепление призмы или объектива, или когда прибор эксплуатируется в воде при незначительно повышенном давлении. При больших гидростатических нагрузках (0,3-0,5 МПа и более) защитные стекла следует рассчитывать на прочность [8] *. Защитные стекла без обогрева обычно изготовляются из стекла К8, а с обогревом - из стекла ЛК5. Защитные стекла для окон подсветки делаются из зеркального стекла. Пределы прочности на изгиб для указанных стекол следующие: для зеркального стекла - 22,5 МПа, для стекла К8 - 17,0 МПа. При расчете следует брать запас прочности не менее 4-5 крат, так как стекло имеет большой разброс по величине предела прочности, чувствительно к продолжительности нагрузки и низким температурам. В некоторых наблюдательных приборах применяются сферические защитные стекла. Это вызвано большими пространственными углами визирования и меньшими габаритами сферических защитных стекол по сравнению со стеклянными плоскими. Сферические защитные стекла имеют концентрическую форму и являются слабыми отрицательными линзами. По этой причине сферические защитные стекла не могут применяться, если за ними стоит призма-куб (появится двойное изображение). В этом случае перед качающейся призмой-кубом должна быть установлена компенсационная положительная линза той же оптической силы, что и сферический колпак. Линза должна качаться с визирным лучом, т.е. с вдвое большей угловой скоростью, чем призма-куб. Требования к качеству. Защитные стекла, установленные в ходе лучей оптической системы, требуют точного выполнения в отношении качества их преломляющих поверхностей. Для защитных стекол подсветки точность выполнения поверхности не требуется. Допустимая величина клиновидности q определяется из величины допускаемого хроматизма D d F'C' и при D d F'C' =20² для nF' - nC' = 0,008 составляет q = 2500² / Гт, где Гт - увеличение телескопической системы. Отклонение луча вследствие клиновидности вычисляется по формуле s = (ne-1)× q . Для сферического защитного стекла должна быть указана допустимая децентрировка. Защитные стекла, состоящие из двух и более пластин, во избежание двоения изображения должны изготовляться с жестким допуском по клиновидности. Разность в угле клина между обоими стеклами не должны превосходить В бинокулярном телескопическом приборе клиновидность защитных стекол может привести к непараллельности визирных осей за окулярами, наименьшей эта непараллельность будет, если клинья ориентированы в одном направлении. В такого рода приборах иногда специально применяют клиновидные защитные стекла для юстировки параллельности визирных осей. Отступление защитной пластинки от плоскостности делает ее слабой линзой. Допустимый радиус сферы, если такая пластинка имеет с разных сторон примерно одинаковую сферичность разных знаков, определяется выражением r = D0 = D'P' Г2т /tg1', где D0 - начало бесконечности данного прибора, D'P диаметр выходного зрачка. Число допустимых колей общей погрешности N=R2/r l , где R - радиус защитного стекла, l - длина волны излучения. Если пластинка стоит перед телескопической системой, то такие дефекты, как царапины, пузыри и т.п., не видны, и их допустимое количество определяется допустимым количеством вредного рассеянного света, который создается этими дефектами, а также технологическими и экономическими соображениями. Защитные стекла с обогревом. Для предохранения от запотевания и образования льда на защитных стеклах применяется обогрев. В качестве токопроводящих покрытий используется пленка двуокиси олова ( SnO2), так как она обладает высокой проводимостью и прозрачностью, обеспечивает достаточно равномерный нагрев стекол любых размеров. Расход энергии небольшой. Условное обозначение покрытия 26Г. Пленка имеет прочную адгезию со стеклом и с клеящими веществами. Твердость покрытия сравнима с твердостью стекла. Показатель преломления пленки 1,98. Светопоглощение в видимой области до 4% при толщине пленки до 0,5 мкм. Коэффициент отражения в видимой области до 18% в зависимости от матки стекла. Просветлением пленки можно снизить коэффициент отражения до 4%. Пленка прозрачна для l =400¸ 2000 нм, устойчива к воде и влажной атмосфере, действию кислот, щелочей, органических растворителей. Она защищает химически неустойчивые стекла от налетов и пятнания; выдерживает нагрев до 400 ° С и охлаждение не менее чем до 60° С. Токопроводящие полоски должны быть расположены так, чтобы обеспечивался равномерный подвод тока к токопроводящей пленке. Для регулирования обогрева применяются термоэлементы (термисторы), которые вклеиваются в специальные пазы в защитных стеклах и включаются в цепь автоматического регулятора обогрева. Требования к материалу: оптические постоянные - 5Б; однородность по 3-4-й категории; двойное лучепреломление - 3-5-я категории; бессвильность - 1 категория; пузырность - 6 категория класса Г; ослабление - 6 категория. Экраны В проекционных системах оптических приборов изображение объекта проецируется на экран. Применяются два вида проекций на экран [8] *: проекция в проходящем свете - используются экраны, диффузно пропускающие свет, проекция в отраженном свете - используются экраны, диффузно отражающие свет. Общими требованиями к экранам являются обеспечение требуемой разрешающей способности, яркости и видимости в тех направлениях, в которых производится наблюдение. Основные типы экранов: направленно-рассеивающие пропускающие экраны (матовые стекла, восковые и др.); рассеивающие экраны отражающие (молочные стекла, алюминированные, бисерные и др.); экраны со специальным распределением света (растровые). Направленно-рассеивающие пропускающие экраны обычно применяются в незатененных помещениях (например, экраны отсчетных устройств приборов), поэтому от них требуется большой коэффициент яркости. В качестве такого рода экранов применяются главным образом восковые экраны и экраны из матированного стекла. Восковые экраны обладают высокой разрешающей способностью, имеют очень тонкую, невидимую для глаза структуру, незначительное направленное пропускание, равномерное распределение светового потока в большом телесном угле. Благодаря этим свойствам, которые значительно превосходят свойства матированных стеклянных экранов, восковые экраны имеют преимущественное применение для проецирования на них точных шкал и осуществления отсчета в оптических приборах. Восковые экраны представляют собой две полированные с обеих сторон стеклянные пластины, между которыми заключен равномерный слой воска с канифолью толщиной 0,3-0,5 мм. Характеристики этих экранов и экранов, матированных кварцевым песком М20 и электрокорундом М28, приведены в табл.1 ([8] * ). Таблица 1. Оптические характеристики стеклянных матированных и восковых экранов g Конструкция экрана g 1/ е 0,5 3 ° 50'' Стеклянная пластина: одна сторона матирована кварцевым песком М29, другая - полированная Стеклянная пластина: одна сторона матирована электрокорундом М28, другая - полированная Слой воска толщиной 0,3 мм между двумя полированными пластинами Слой воска толщиной 0,5 мм между двумя полированными пластинами h т 4 ° 40'' 0 ,96 6 ° 50 8 ° 29'' 0 ,92 1 2° 00 '' 2 9° 00 '' 1 4° 40 '' 3 6° 20 '' 0 ,87 0 ,68 Экраны из лавсановой пленки дают возможность получить равномерное диффузное излучение экрана, применить источники света с меньшими габаритными яркостями, не утомляют зрения. Чтобы получить более равномерную освещенность поля зрения, применяют коллективную линзу, которая переносит изображение выходного зрачка системы в плоскость зрачка глаза. В этом случае экраном может служить матированная плоская поверхность коллектива. Однако при этом появляется необходимость фиксированного положения глаза и наблюдение становится возможным только одному наблюдателю. Растровые светопропускающие экраны представляют собой рифленое стекло или пластмассу типа линз Френеля или набор мелких положительных линз. По опубликованным в соответствующей литературе данным они имеют максимальный коэффициент яркости b max = 3,2, t = 49% (стекло) и t = 43 % (пластмасса). Растровые отражающие экраны представляют собой совокупность малых оптических элементов в виде сферических лунок. Растровые экраны имеют лучшее распределение света, чем алюминированные или бисерные. Непрозрачные отражающие экраны представляют собой, например, молочное стекло МС14, матированное абразивными порошками N100 и М20 либо протравленное 10% раствором плавиковой кислоты, зеркала из стекла ТФ2, шлифованные порошками М28 и М7 с последующим алюминированием в вакууме, и проч. [8] *. Отражающие непрозрачные экраны обеспечивают чувствительность наводки примерно одинаковую с широко распространенными просветленными восковыми экранами, а также с непосредственным наблюдением в окуляр [8] *. Снятие отсчетов на отражающем экране меньше утомляет наблюдателя вследствие более равномерной яркости изображения и отсутствия "слепящего эффекта". Люминесцирующие экраны. Слой вещества, люминесцирующего под влиянием светового облучения, наносится обычно на стеклянную подложку. Возбуждение экрана производится со стороны слоя. Свечение, возникающее в люминофоре, отражается и рассеивается как на самом возбужденном кристалле, так и на соседних кристаллах. Так как экран большей частью наблюдается со стороны подложки, слой люминофора должен быть такой толщины и такой зернистости, чтобы обеспечивались наилучшие свечение и разрешающая способность [8] *. Предел разрешающей способности ниже у экранов, изготовленных методом осаждения люминофора, чем у экранов, состоящих из однородного люминесцирующего стекла или монокристалла. Дифракционные решетки В зависимости от назначения и формы поверхности дифракционные решетки, применяемые в спектральных приборах, подразделяются на плоские отражательные, вогнутые (сферические и тороидальные) отражательные, эшелетты, плоские прозрачные, поляризаторы, измерительные и другие ([8] * ). В 1882 г. Роуланд предложил совместить фокусирующие свойства вогнутого зеркала с диспергирующими свойствами нарезанной на его поверхности дифракционной решетки. Такие решетки получили название вогнутых и широко сейчас применяются. Вогнутая решетка позволяет до предела упростить схему спектрального прибора за счет исключения специальной фокусирующей оптики. Плоские и вогнутые отражательные решетки применяются в спектральных приборах для рентгеновской, вакуумной ультрафиолетовой, ультрафиолетовой, видимой и инфракрасной областей спектра. Решетки изготовляются на слоях металла, нанесенного испарением в вакууме на подложку из стекла марки ЛК7, или кварцевого стекла марки КВ, непосредственно на подложках из стекла марки Ф1 или путем копирования на подложках из стекла марки ЛК7. В табл.1 и 2 Приложения приведены основные размеры и параметры плоских и сферических отражательных решеток. Угол " блеска" имеет значения в пределах от 1° до 70° , кроме решеток, изготовленных на стекле Ф1, для которых угол блеска колеблется от 1° до 5° . Тороидальные решетки имеют количество штрихов на 1 мм 300, 600, 1200, 1800, 2400; изготовляются с заштрихованной поверхностью 50 ´ 40 мм (размер решетки 60´ 50´ 10 мм). Радиус кривизны в меридиональном сечении rm =500 мм и в сагиттальном сечении r s=313,4; 325,8; 333,4; 344,4 и 404,6 мм. Решетки изготовляются с заштрихованной поверхностью 60 Х 50 мм (размер решетки 70´ 60´ 15 мм) с радиусами кривизны r m= 1000 мм и r s= 668,3 мм. Эшеллеты применяются в спектральных приборах для ИК области спектра; изготовляются на металлических подложках из алюминиевого сплава марки ЛМЦ по ГОСТ 4784-74 или путем копирования на подложках из стекла марки ЛК7. Основные размеры эшеллетов приведены в [8]. Эшеллеты имеют количество штрихов на 1 мм, 2, 4, 6, 12, 24, %), 75 и 100 с рабочими порядками первым и вторым. Спектральные линии резкие, симметричные, без заметных дефектов. Плоские прозрачные решетки подразделяются на амплитудные, у которых штрихи имеют прозрачные и непрозрачные (из слоя алюминия) участки, и фазовые, которые являются прозрачными копиями плоских отражательных решеток Решетки изготовляются на подложках из стекла марки К8. Амплитудные решетки имеют число штрихов на 1 мм от 0,5 до 1200. Фазовые решетки имеют число штрихов на 1мм 50, 100, 150, 200, 300,600 и обеспечивают в первом порядке в видимой и ближней ИК областях спектра качество спектральных линий, а также интенсивность " духов" Роуланда и Лаймана такие же как и у отражательных решеток. Угол " блеска" от 1 ° до 35° . Решетки-поляризаторы применяются для поляризации проходящего инфракрасного излучения. Решетки изготовляются на прозрачных в инфракрасной области спектра подложках (См. табл.3 Приложения). Поляризаторы на подложках из стекла марки ИКС25 имеют коэффициент пропускания для неполяризованного излучения не менее 25%, а поляризаторы всех остальных типов - не менее 30 % при 2 степени поляризации не менее 95% и размере решетки не более 45´45 мм . Измерительные решетки предназначены для измерения линейных перемещений по методу интерференционных муаровых полос. Решетки изготовляются на металлических слоях, нанесенных на подложки из стекла марки К8 или путем копирования на подложках из стекла той же марки. Измерительные решетки применяются в комплектах, состоящих из двух прозрачных, а также из прозрачной и отражательной решеток, одна из которых является шкалой, а другая - индексом ([8] *). Изготовление решеток. Современные решетки, как правило, изготавливаются путем нарезки алмазным резцом мягкой металлической поверхности. Основанием для решетки служат обычно стеклянные заготовки, отполированные с точностью до l ¤ 10. На заготовку наносится испарением слой хрома, поверх него слой алюминия, по которому и ведется нарезка. Необходимый профиль штриха и наклон его отражающих граней достигается соответствующим углом заточки и установки режущего алмаза. Решетки для видимой области имеют от 100 до 2400 штр/ мм; наиболее употребительны 300, 600 и 1200 штр мм. Размер заштрихованной площади обычно не превышает 150 х 100мм 2 (100 мм - высота штриха). Для специальных целей делают решетки и больших размеров. Заготовки для вогнутых решеток имеют радиусы кривизны от 0,5 до 12 м; наиболее употребительны r = 1, 2, 3, 6 м. Общее число штрихов решетки шириной 100 мм, имеющей 1200 штр/мм, равное ее разрешающей способности в первом порядке, составляет 120 000. Чаще употребляются решетки с разрешающей способностью в первом порядке 50 000-80 000. Реальная разрешающая способность в первом порядке у хороших решеток близка к релеевской. (В спектрах высоких порядков вследствие ошибок их изготовления разрешающая способность обычно ниже, чем следует из теории.) Чем больше штрихов на миллиметр содержит решетка, тем больше относительные погрешности ее изготовления. В случае большой решетки алмаз к концу нарезки проходит путь до 10 км и больше. За это время он стирается, поэтому форма и глубина штриха в конце нарезки несколько отличаются от начальной. С этим связано заметное фокусирующее действие некоторых плоских решеток, которое, однако, не вызывает существенных неудобств при работе. Алмаз, режущий решетку по мягкому металлу, выдавливает его, создавая довольно сложный профиль штриха, который не всегда точно воспроизводится. Поэтому инструментальный контур и распределение энергии по порядкам не совсем точно совпадает с расчетным. В последние годы в связи с успехами лазерной техники и голографии открылись возможности голографического изготовления дифракционных решеток. Такая решетка представляет собой зарегистрированную на светочувствительном материале интерференционную картину, образованную двумя когерентными пучками света. Картина может быть зарегистрирована в виде вариации пропускания, отражения или коэффициента преломления при этом соответственно образуется амплитудная, отражательная или фазовая решетка с синусоидальным профилем штрихов. Меняя форму интерферирующих волновых фронтов, голографической решетке можно придавать любые фокусирующие свойства, например, получать плоские решетки, аналогичные по действию вогнутой, но лишенные астигматизма. Эффективность голографических дифракционных решеток может достигать 90%. Голографические решетки совсем не дают духов, так как в принципе не имеют ошибок изготовления, свойственных решеткам, нарезанным на обычной делительной машине. Реплики. До недавнего времени распространение дифракционных решеток ограничивалось сложностью делительных машин, создание которых было доступно лишь немногим странам. Высокая стоимость и малая производительность этих машин определяет и большую стоимость дифракционных решеток. Положение существенно изменилось после того, как были усовершенствованы методы получения копий дифракционных решеток (реплик). Интересно отметить, что качество реплик иногда оказывается даже выше качества оригинальной решетки. Это объясняется тем, что пластмасса плохо передает мелкие дефекты штриха и последний на реплике получается "глаже", чем он был на оригинальной решетке. После изготовления реплики покрывают отражающим слоем. Реплики вогнутых решеток получают либо специально нарезанных выпуклых матриц, либо в два приема - с вогнутой решетки получают выпуклую копию, а с последней - вогнутые, применяемые в спектральных приборах. Волоконно-оптические элементы К волоконно-оптическим элементам (ВОЭ) относятся гибкие и жесткие световоды, жгуты, фоконы, линзы, преобразователи; их применяют в оптических приборах для передачи и коммутации световых сигналов, передачи оптического или электронно-оптического изображения, преобразования формы сечения светового сигнала, коррекции кривизны поля оптической системы. В приборостроении для изготовления экранов электронно-лучевых трубок, фотокатодов и входных окон электронно-оптических преобразователей, волоконных линз используют спеченные волоконные пластины [27] *. Основой всех ВОЭ является одножильный световод, имеющий световедущую жилу из оптического материала с высоким показателем преломления nc, окруженную светоизолирующей оболочкой из оптического материала с низким показателем преломления nо. Рис.3.18 Одножильный световод Предельный угол наклона u1 лучей, проходящих по световоду без виньетирования, характеризует светосилу световода, а величина n 1sinu1 - числовой апертурой А 0. Значение апертуры зависит от показателя преломления материалов жилы, оболочки и среды и практически находится в пределах 0,3-0,96. Световоды диаметром до 0,1 мм имеют гибкость и называются оптическим волокном. Применение гибких волокон, соединенных в жгуты, позволяет осуществить передачу света и изображения на подвижные узлы приборов по криволинейным каналам. Сечение световодов может быть круглым, квадратным и в форме шестиугольника и выбирается в зависимости от метода укладки световодов в жгуты и назначения ВОЭ. Чем меньше диаметр световодной жилы, тем больше, до определенных пределов, разрешающая способность жгута. Однако, при диаметрах менее 2-5 мкм вследствие дифракционных явлений происходит потеря контраста изображения, что ведет к снижению разрешающей способности жгута. Рис.3.19 Сечение световодных жгутов Обычно диаметр световода находится в пределах 50-70 мкм. Изготовление более тонких световодов сопряжено с большими трудностями, так как тонкий световод становится неосязаемым для оператора. Толщина оболочки из условия обеспечения оптической изоляции жилы должна быть не менее l / 2, обычно же толщина оболочки (1ѐ 2) l. Допуск на отклонение диаметра жилы от номинала установлен + 5% D . Рис.3.20 Гибкий волоконный жгут: 1- торец; 2- фасонный наконечник; 3 - поливинилхлоридная оболочка; 4 световоды Коэффициент светопропускания t учитывает поглощение и рассеяние света материалом жилы световода, внутреннее отражение на границе жила-оболочка, френелевское отражение от торцов и влияние краевого эффекта и находится в пределах 30-35% (для стандартных осветительных жгутов длиной 1м). Материалы для изготовления световодов. Световоды изготовляют из оптического стекла и полимерных материалов. Световоды из оптического стекла имеют высокую оптическую однородность и механическую прочность. Стекла, используемые для жилы и оболочки, должны быть химически и технологически совместимы [Семибр]. Химически совместимыми считаются стекла, у которых на поверхности спекания не образуются кристаллы, не нарушается поверхность раздела при появлении пузырьков и диффузии ионов. Технологически совместимыми являются стекла, имеющие в диапазоне температур от 20 ° С до температуры спекания близкие значения коэффициентов линейного расширения, а также одинаковые вязкости при температуре выработки. Стекла для ВОЭ объединены в серию В. Марку стекла обозначают в зависимости от назначения стекла буквенным индексом: ВС - стекло для жилы (сердцевины), ВО - стекло для оболочки бесцветное, ВТО стекло для темной оболочки, а также значением среднего температурного коэффициента линейного расширения. В качестве материала жилы для волоконных деталей, работающих в ИК области спектра, используют бескислородные стекла. Световоды без оболочки хорошо вытягиваются из кварца, они имеют высокую однородность и прозрачность в видимой и УФ областях спектра, высокую механическую прочность. Для изготовления оптического волокна применяют также высокопрозрачные полимеры - сополимеры метилметакрилата и метилакрилата. Полимерные материалы термостойки до 80° С, гибки, радиационностойки, однако имеют недостаточно высокую однородность. Многожильные световоды для высокоразрешающих ВОЭ изготовляют перетяжкой пакета одножильных световодов в один многожильный при температуре пластической деформации стекла. К оптическим стеклам, применяемым для изготовления световодов и волокон спеченных пластин, используемым в электронно-оптических приборах, предъявляют дополнительные требования: стекла жилы и оболочки не должны химически взаимодействовать с материалом фотокатода; материалы световода должны быть согласованы с материалом колбы по коэффициенту линейного расширения. Фоконы - волоконные элементы с коническими световодами, их применяют для изменения масштаба изображения и выравнивания кривизны поля оптических систем. Микроканальные пластины представляют собой элементы, состоящие из большого количества прямых стеклянных капилляров диаметром 10-20 мкм при толщине стенок каналов 1,5-3 мкм. Используют их для усиления яркости изображения в электронно-оптических преобразователях. Примеры оформления чертежей: Жгут волоконный: Световод: Жгут волоконный с втулками (Сборочный чертеж): Примеры оформления чертежей некоторых других оптических деталей Светоделительная пластина: Кварцевая пластина: Поляризационная пластина: Кварцевая пластина: Диафрагма: Отражатель: Активный элемент: