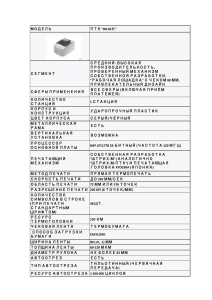
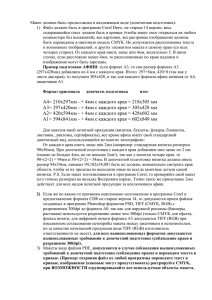
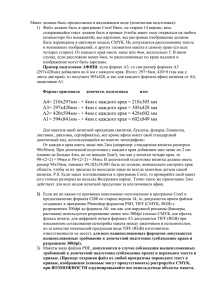
Допечатная подготовка для флексографии. Содержание. 1. Введение. 12. Размер вывороточных элементов в зависимости от анилок- 2. Технологическое задание для допечатной подготовки. 3. Векторная и растровая графика. 13. Растрирование смесевых цветов Pantone. 4. Растрирование и формирование растровой розетки. 14. Однокрасочное тестирование. 5. Способы устранения муара при допечатной подготовке. 15. Профилирование печатного оборудования. 6. Муароопасные объекты в макетах. 16. Монтажная схема, контрольные элементы. 7. Градационные кривые флексографии. 17. Цвет. сового вала. 8. Диаметр растровых элементов в зависимости от линиатуры. 18. Условия просмотра ISO 3664. 9. Линиатуры анилоксовых валов и соответствующий им крас- 19. Измерение цвета. коперенос. 20. Контроль цветопробы ISO 12647-7. 10. Расчет коэффициента дисторции. 21. Флексопечать ISO 12647-6. 11. Размер линий в файле в зависимости от процента растри- 22. Методика контроля соответствия цвета. рования. Допечатная подготовка для флексографии. 1 Введение. Флексографская печать (флексография) – это способ высокой печати с использованием эластичных печатных форм, где печатные элементы находятся выше пробельных. В основу термина «флексография» были положены латинское слово flexibilis, что значит «гибкий», и греческое слово graphein, что означает «писать», «рисовать». Во время печати краска через анилоксовый вал передается на форму и далее на запечатываемый материал. Краски ранее изготавливались на основе анилиновых красителей и вал, передающий краску, назывался анилоксовым. Но в 1950-х годах выявили, что анилиновые краски являются опасными для здоровья и их перестали использовать, а название анилоксового вала осталось. Допечатная подготовка является очень важным шагом на пути к получению высококачественной печатной продукции. По большому счету процесс допечатной подготовки является самой ответственной и самой незаметной стадией получения готового оттиска, так как если подготовка изображений проходит удачно, то на оттиске трудно заметить ее недочеты, особенно непрофессионалам. Видно только то, что он хорошо напечатан. К сожалению, работа инженера допечатной подготовки обычно хорошо видна только в том случае, если в ней допущены ошибки, поэтому к такой работе необходимо подходить максимально ответственно и вдумчиво. Печатные флексографские производства можно условно разделить на несколько групп: 1. Средне и широкорулонные печатные машины от 500 мм печатающие на пленках и бумаге, спиртовыми и водными красками. Используют печатные формы толщиной 1,14 -1,7 мм и воспроизводят линиатуру до 150-170 lpi. Использующие формы толщиной 2,54-2,84 мм и воспроизводящие линиатуры до 90 lpi. 2. Узкорулонные машины шириной до 500 мм, печатающие на самоклеящихся материалах, пленках, бумагах, водными и UV красками. Использующие печатные формы толщиной 1,14-1,7 мм и воспроизводят линиатуры 150-200 lpi. 3. Гофропроизводства. Производят печать по гофрокартону водными красками. Используют печатный формы от 2,54 до 6,35 мм и воспроизводят линиатуры до 130 lpi. Допечатная подготовка для флексографии. 2 Для корректного выполнения допечатной подготовки формируется задание, в котором отражаются технологические параметры, необходимые для подготовки макета: a. Печатная машина b. Используемые анилоксовые валы для растровых и штриховых сепараций c. Запечатываемый материал d. Краска e. Вид печати – прямая – обратная f. Толщина используемых форм и марка полимера g. Технология изготовления формы h. Микрорастрирование i. Монтажная лента j. Формный вал, длина (рапорт) k. Шаг печати, ширина ручья, количество ручьев l. Опорные полосы и контрольные элементы m. Наличие меток автоприводки n. Размер астралона o. Монтажные планки p. Наличие компенсационной подложки Допечатная подготовка включает в себя: 1. Обработка и цветокоррекция растровых изображений. 2. Обработка векторных изображений. 3. Расстановка треппингов (создание малых областей перекрытия между двумя граничащими цветами.). 4. Верстка монтажной схемы. Допечатная подготовка для флексографии. 3 В процессе допечатной подготовки используются различные типы изображений и, соответственно, различные способы их формирования. Распространены два вида. Это графика с поэлементной структурой, именуемая также растровой (не путать с автотипной структурой), и графика с векторной структурой. Векторной графикой называют способ получения изображения путем математического описания его кривыми Безье и заливок внутри. Растровой графикой называют способ получения изображения сочетанием квадратных элементов «пикселей», имеющих разный цвет. Растровое изображение представляет собой прямоугольную сетку пикселей, цвет каждого пикселя определяется числом битов. Технически растр характеризуется шириной и высотой изображения в пикселях и количеством битов на пиксель описывающих цвет пикселя. Процесс получения напечатанного изображения тесно связан с таким понятием, как растровая структура. Разновидностью растрового изображения является т.н. автотипное изображение, которое состоит из элементов, имеющих различную площадь, но одинаковый период. Разнообразные оттенки передаются различной площадью запечатываемых элементов (растровых точек). Векторная структура Растровое полутоновое изображение Растровое автотипное изображение Допечатная подготовка для флексографии. 4 Для репродуцирования исходное изображение преобразуют в CMYK, а затем с помощью специализированных РИП растрируют на отдельные каналы. При пересечении регулярных растровых структур формируется узор, который называют растровой розеткой. В частных случаях пересечения образуется «квадратный» рисунок розеток, который «режет» глаз и выделяется отсутствием равномерности формирования розетки. В таких случаях розетку называют муаром. Традиционно полноцветное изображение воспроизводится с помощью четырех красок Cyan, Magenta, Yellow, Black. При распределении углов через 30 градусов муара не возникает. Муар обычно вносит четвертая краска Yellow, которая отстоит от соседних красок на 15 градусов. Допечатная подготовка для флексографии. 5 Растровая розетка, сформированная тремя сепарациями отстоящими друг от друга на 15 градусов В профилировочной таблице мы встречаем различные виды растровых розеток. Иногда их принимают за неприемлемый муар, но это не является ошибкой, так как углы поворота растра заданы верно. Это естественное формирование растра. Допечатная подготовка для флексографии. 6 Формирование розетки при различных углах и линиатурах. Недопустимо ставить в макете две сепарации на один угол и разные линиатуры. Это приводит к образованию макромуаровых объектов. Если в сепарациях углы отстоят друг от друга на 30°, то сдвиг линиатур не приводит к образованию муара. Допечатная подготовка для флексографии. 7 Недопустимо ставить в макете две цветные сепарации на один угол при одинаковой линиатуре. Это приводит к разнооттеночности при печати за счет симметричного сдвига точек при несовмещении. Допечатная подготовка для флексографии. 8 Способы устранения муара при допечатной подготовке. Примеры описаны с применением офсетных углов 0-15-45-75, на флексографских углах 7,5-37,5-67,5-82,5 методика идентична. Основная проблема с муаром возникает при углах между сепарациями, отстоящими друг от друга на 15°. Обычно это происходит между Yellow 0° и Cyan 15° или Yellow 0° и Magenta 75°. Обычно критичными являются светло-зелёные или светло-красные зоны с растром Cyan – Magenta – 10%-20% и Yellow 10% - 40%. 1. При наличии в макете цветоделения в три краски, либо при отсутствии растра в одной из сепараций, то в таком случае сепарацию Yellow ставят на угол той краски, в которой отсутствует растр. В этом случае между всеми красками получается угол 30°. 2. Метод, описанный в пункте №1, может быть применен, если сепарация Yellow пересекается с какой-либо другой сепарацией только в тенях 95% - 100%. В этом случае Yellow можно поставить на один угол с этой краской. 3. Если анализ макета показывает, что муар возникает в одной глобальной зоне светло-зелёной или светло-красной с растром Cyan – Magenta – 10 %-20 % и Yellow 10 % - 40%, то в таком случае можно поставить краску Cyan – Magenta на угол 45°. Но необходимо проследить, чтобы сепарация Black, которая получит угол 15° или 75° не замуарила с краской Yellow. 4. Если нет возможности глобально переставить углы на Yellow, то углы переставляются пообъектно. То есть во всем макете Yellow остается 0°, а в муароопасных объектах переставляются на другой угол. В результате на сепарации Yellow мы имеем зоны с разными углами поворота растра. 5. Если ни один из вышеперечисленных способов не удается применить, то сдвиг линиатуры Yellow на 10-20 линий сделает «квадратный» муар менее заметным. Допечатная подготовка для флексографии. 9 Муароопасные объекты в макетах. Объекты, состоящие из наборов регулярных линий, имеющих растровую структуру и меняющих свое направление в пределах макета, могут создавать дополнительное муаровое изображение за счет растровой структуры, формирующей углы поворота и линиатуру в однобитном файле для выводного устройства. Встречая подобные макеты необходимо после формирования однобитных файлов в просмотровой программе изучить полученный результат на предмет отсутствия паразитного муара. Допечатная подготовка для флексографии. 10 Градационные кривые флексографии. В процессе изготовления флексографских форм применяются различные компенсационные кривые, в зависимости от выбранного метода линеаризации. В результате печати мы получаем различные характеристики растискивания, которые зависят от формы и всех характеристик печатного процесса. Растискивание - изменение площади печатного элемента на оттиске относительно его площади на форме. Допечатная подготовка для флексографии. 11 Размеры печатных элементов в абсолютных единицах мкм являются расчетными значениями и зависят от заданной линиатуры и относительной площади растровой точки. Выбор линиатуры печатной формы напрямую зависит от линиатуры анилоксового вала. В основу выбора заложен принцип, что минимальная точка на форме при заданной линиатуре не должна быть меньше ячейки анилоксового вала плюс перемычки. Размер ячейки с перемычками можно высчитать по формуле: (размер ячейки + перемычки) мкм = 10 000/lpcm (линиатура анилоксового вала л/см) Так же можно воспользоваться методикой соотношения линиатуры формы к линиатуре анилоксового вала 1:6. Допечатная подготовка для флексографии. 12 При работе с растровыми изображениями необходимо учитывать, что подача краски на форму в печатной секции осуществляется при помощи растрированного анилоксового валика (внешняя поверхность этого вала имеет множество ячеек определенной формы и количества на единицу длины) и от его параметров зависит выбор растровых углов при разработке дизайна и линиатуры формы. Наиболее часто встречающиеся углы гравировки растрированных (анилоксовых) валов — 60° для керамики и 45° для механической гравировки. В случае применения анилоксовых валов с ячейками четырехугольной ромбовидной формы, расположенными под углом 45° к образующей цилиндра, необходимо использовать флексографские растровые углы (для голубой, пурпурной, желтой и черной триадных красок): 7,5°, 37,5°, 67,5° и 82,5°. В настоящее время многими ведущими фирмами-производителями производятся анилоксовые валы с ячейками шестиугольной формы и с углом 60° к образующей цилиндра, при которых обеспечивается более стабильный и эффективный переход краски на печатную форму и для данных анилоксовых валов пригодны как традиционные (офсетные) растровые углы 0°, 45°, 15° и 75°, так и флексографские 7,5°, 37,5°, 67,5° и 82,5°. Последним поколением гравировки стали геометрии с удлиненной ячейкой и зигзагообразной GTT гравировкой, которые имеет свои преимущества при печати -позволяет увеличить краскоперенос при равных линиатурах, легче чистка, выше продолжительность жизни анилоксового вала. Формы ячеек анилоксового вала. Допечатная подготовка для флексографии. 13 Линиатуры анилоксовых валов и соответствующий им краскоперенос. Допечатная подготовка для флексографии. 14 Допечатная подготовка для флексографии. 15 Размер линий в файле в зависимости от процента растрирования. Размеры линий приведены с запасом, который учитывает различные переменные, влияющие на стабильность воспроизведения элементов на форме. Так же учтено визуальное восприятие линий с точки зрения рациональной необходимости наличия запредельно мелких элементов на форме, которые могут оказать отрицательное влияние на качество печати. растр HDFT Ultraflex Kodak % мм мм мм 1,2 - - 0,25 2 - 0,5 0,2 3 0,6 0,4 0,15 5 0,5 0,3 0,1 6 0,4 0,2 0,1 15 0,3 0,15 0,1 25 0,2 0,12 0,1 35 0,15 0,1 0,1 100 0,1 0,07 0,05 Допечатная подготовка для флексографии. 16 Если размер линии не соответствует рекомендуемому значению, то при производстве формы линии не проработаются, их может смыть, загнуть, в худшем варианте загнуть на соседний печатный элемент. Допечатная подготовка для флексографии. 17 В данном примере элементы выполнены в векторе. РЕШЕНИЕ: Нужным элементам можно дать обводку (Stroke) с минимальным процентом растра краски 2% и назначить, только на обводку, эффект Darken. Не забывайте скруглить обводку!!! Допечатная подготовка для флексографии. 18 Тем самым мы увеличили толщину объекта и при этом не нарушили вид самого дизайна. Было Стало Допечатная подготовка для флексографии. 19 Изменений в дизайне не видно. Допечатная подготовка для флексографии. 20 В данном примере в разное время изготовления линия воспроизвелась по-разному. На изображении по центру часть линии смыло и при печати не возникло проблем. На изображении слева часть линии, размер которой не соответствует рекомендованным значениям, частично загнуло. Допечатная подготовка для флексографии. 21 Текстовый блок в залитом растром поле. Кроме того, что линии запредельно тонкие, в сепарациях Magenta и Cyan они в однобитном файле сформированы по-разному, за счет различных углов поворота и как результат не прорабатываются то же по-разному. Иногда даже в двух рапортах за счет различного позиционирования относительно сетки 4000 dpi могут по-разному формироваться линии, в одном рапорте может быть две линии растровых точек, в другом одна линия целых точек и две линии половинок и устойчивость их будет различна. Допечатная подготовка для флексографии. 22 Допечатная подготовка для флексографии. 23 Размер вывороточных элементов в зависимости от анилоксового вала. В зависимости от анилоксового вала вывороточные элементы должны иметь определенное значение, что бы краска не залила мелкие элементы. Усредненные рекомендованные значения приведены в таблице. Особенно критичным этот выбор становится для шрифтов с засечками и низколиниатурных анилоксовых валов с большим краскопереносом. Ошибка в выборе толщины выворотки может привести к непоправимому результату, так как на анилоксовом валу меньшего краскопереноса, где выворотка не затекает, нет возможности достичь колористики заданного смесевого цвета. Анилоксовый вал л/см-гр 320 / 4 255 / 6,5 180 / 8 160 / 9 140 / 10 120 / 12 100 / 14 Выворотка минимальная 0,1 0,15 0,23 0,25 0,3 0,35 0,4 Допечатная подготовка для флексографии. 24 Растрирование смесевых цветов PANTONE. Допечатная подготовка для флексографии. 25 Однокрасочное тестирование. Для полноценной оценки возможностей печатного оборудования на первом этапе работы проводят однокрасочный тест. В тесте размещают шкалы с различными линиатурами для выбора оптимальной, прямые и вывороточные шрифты, линии, различные режимы микрорастрирования. Допечатная подготовка для флексографии. 26 Профилирование печатного оборудования. Для корректной обработки цвета макета, необходимо провести тестирование печатного оборудования для построения ICC профилей. Цветовые профили используются для корректного отображения монитора и в цветопробных системах. Допечатная подготовка для флексографии. 27 С целью уменьшения биения при печати по краям монтажа в направлении печати ставят непрерывные полосы, которые называют опорными. Эти полосы обеспечивают постоянный контакт формы с печатным и анилоксовым валом при отсутствии в зоне печати элементов дизайна в макете. Желательно опорные полосы делать шириной не менее 5 мм. В зоне опорных полос устанавливают контрольные элементы. Опорная полоса с контрольными элементами. Кресты и элементы контроля совмещения между цветами. Подписи цветов Миры растискивания Миры проскальзывания Шкалы контроля оптической плотности и растискивания. 100%_80%_40%_2% Допечатная подготовка для флексографии. 28 Цвет — качественная субъективная характеристика электромагнитного излучения оптического диапазона, определяемая на основании возникающего физиологического зрительного ощущения. Говоря простым языком, цвет— это ощущение, которое возникает в глазу человека при попадании световых лучей. Поток света с одним и тем же спектральным составом вызовет разные ощущения у разных людей в силу того, что у них различаются характеристики восприятия глаза, и для каждого из них цвет будет разным. Отсюда следует, что споры, «какой цвет на самом деле», бессмысленны— смысл имеет только измерение того, каков «на самом деле» состав излучения. Допечатная подготовка для флексографии. 29 Условия экспертного сравнения цветопередачи предусматривает наличие специальной просмотровой комнаты. Её цель исключить влияние паразитных источников света, а также нейтрализовать возможные искажения восприятия отраженного света от окружающих предметов и стен. Окружение должно быть нейтрально серым. Сравниваемые объекты должны располагаться край в край. Освещение должно соответствовать источнику D50 (Солнечный свет), 5000 К. Освещенность 2000 лк ± 250 лк. Производитель источника освещения должен указывать максимальный срок службы ламп и оснащать устройство прибором учета времени работы источника. Допечатная подготовка для флексографии. 30 Оценку правильности цветопередачи на печатном оттиске можно осуществить 2-я способами: 1-й способ – это визуальная оценка, осуществляемая уполномоченным лицом (это может быть Заказчик, мастер печатного цеха, либо технолог типографии) при соблюдении необходимых и достаточных условий сравнения изображений на 2-х и более носителях. Эти условия подробно описаны в международных стандартах ISO 3664:2000(E), ISO 12646:2015 и позволяют сравнивать между собой изображения на слайдах, мониторах и "твёрдых копиях" (цветопроба, печатный оттиск). 2-й способ оценки цветопередачи более объективный, он основан на использовании измерительного прибора (спектрофотометра, колориметра). Измерение колориметрических координат производится согласно ISO 13655 со следующими настройками спектрофотометрического прибора: источник освещения D50, угол обзора 2°, геометрия измерения 45/0 (или 0/45), использование фильтров не рекомендуется. Однако такой способ сравнения цветопередачи подходит только к твёрдым носителям (печатный оттиск, цветопроба). Метамеризм – это свойство предметов при одном типе/источнике освещения иметь схожие цвета, а при других типах/источниках освещения существенно различаться в цветовом восприятии. Применительно к полиграфии феномен метамеризма следует учитывать при сравнении цветопробы с печатным оттиском. Поэтому, при сравнении цветопробы с печатным оттиском важно понимать, что идентичными они могут быть лишь при нормированном освещении. Для полиграфии считается эталоном тип D50 (5000° K). А при потребительских условиях сравнения (например, офисное освещение), цвета могут различаться. Метамеризм в цветопробе проявляется вследствие того, что краски и запечатываемый материал, применяемый для изготовления цветопробы, существенно отличаются от расходников тиражной печати и отражающей способности. Допечатная подготовка для флексографии. 31 Измерение цвета. Для измерений и объективного аппаратного контроля цвета используют спектрофотометры. Допечатная подготовка для флексографии. 32 Контроль цветопробы ISO 12647-7 Для введения единообразия при проверке цветопередачи, на оттисках цветопроб, немецким институтом Fogra в 2002 г. была разработана специальная методика. При печати цифровой цветопробы рядом с ней должна быть помещена контрольная шкала UGRA/Fogra MediaWedge CMYK v 2.2 или v 3.0, которая преобразовывается в соответствии с цветовым профилем так же, как и выводимый файл. На пробе должна присутствовать информация об имени файла, дате и времени печати пробы, использованных ICC профилях. После печати контрольная шкала промеряется спектрофотометром, Lab координаты её полей сравниваются с эталонными значениями, которые берутся из ICC профиля имитируемого процесса. Допуски не должны превышать значений, приведенных в таблице. Цветопроба, которая соответствует ISO 12647-7 называется контрактной. Срок годности цифровой цветопробы не превышает одного месяца при надлежащем хранении. В противном случае цветопередача может существенно измениться. Параметр колориметрической проверки Fogra Допуск по ISO 12647-7 Среднее арифметическое отклонение, dE не более 3 Максимальное отклонение, dE не более 6 Максимальное отклонение по первичным цветам CMYK, dE не более 5 Максимальное отклонение по цвету бумаги, dE не более 3 Максимальное отклонение по первичным цветам CMYK, dH не более 2.5 Среднее арифметическое отклонение по серым полям, dH не более 1.5 Допечатная подготовка для флексографии. 33 Настоящий стандарт не определяет целевые значения для конкретных условий печати, но определяет эталонные условия печати (набор характеристик). Флексографская печать отличается от других печатных процессов большим разнообразием конструкций печатных машин, использованием различных порядков наложения красок, различных типов красок, растрированных валов, запечатываемых материалов и т. д., что подразумевает большие различия в условиях проведения печатного процесса и в целевых значениях. Настоящая часть ИСО 12647 требует, чтобы цветовые характеристики печатной продукции соответствовали эталонному набору характеристик или условиям печати, согласованным поставщиком и получателем, и определяет минимальный набор требований и допусков. Цель пробной печати заключается в максимально точном моделировании визуальных характеристик целевой печатной продукции, при этом часто пробная печать также становится контрактом между исполнителем и заказчиком. Для обеспечения визуального соответствия конкретной печатной продукции процессы пробной печати могут требовать достижения целевых значений для таких параметров, как, например, цвет плашек и прирост значений тона, которые отличаются от соответствующих значений для реального печатного процесса. Это объясняется различиями в таких характеристиках, как глянец, светорассеяние (внутри запечатываемого материала или краски), треппинг, наложение красок, метамеризм и прозрачность. Допечатная подготовка для флексографии. 34 Такие различия возможны для процессов пробной печати, в которых используются запечатываемые материалы, краски и технологии, значительно отличающиеся от тех, которые используются во флексографии. В таких случаях заказчик и исполнитель должны удостовериться в том, что выполнены все необходимые корректировки. Суммарное значение тона не должно превышать 320 % (для четырех красок), если иное предварительно не оговорено поставщиком и получателем. Примечание — как правило, на практике регламентируются лишь ограничения по максимальному суммарному значению тона. В каждом конкретном случае эти ограничения зависят, помимо прочего, от типа используемой краски (сольвентная, на водной основе, УФ и т. д.), запечатываемого материала, конструкции сушильных устройств и процессов, выполняемых в линию. В ходе настройки печатной машины определяется приемлемое суммарное значение тона, соответствующее условиям конкретного печатного процесса. 4.3.9 Воспроизводимость печатного процесса. В ходе печатного процесса разница между измеренными значениями на 50 % участков Г, П, Ж и Ч контрольной шкалы, и значениями, измеренными на подписном листе, должна быть меньше, чем ±4 (в % значения тона). Если контрольная шкала отсутствует, для оценки могут использоваться участки, исходные значения тона которых находятся в интервале от 30 % до 70 %. Значения тона для минимальной стабильно воспроизводимой точки (обозначаемой на контрольной шкале как минимальная точка) Г, П, Ж и Ч участков триадных красок в ходе печатного процесса не должны варьироваться более чем на +/- 3 %. Допечатная подготовка для флексографии. 35 4.3.5 Воспроизводимость цветов комплекта красок. Изменяемость цветов плашек триадных красок в ходе печатного процесса ограничена следующими условиями: - как минимум для 68 % тиражных оттисков цветовые различия по сравнению с подписным листом не должны выходить за рамки соответствующих допусков по вариации, приведенных в таблице 4; - как минимум для 68 % тиражных оттисков рекомендуется, чтобы цветовые различия по сравнению с подписным листом не превышали 1/2 от соответствующих допусков по вариации, приведенных в таблице 4. Расчет колориметрических параметров должен быть проведен в соответствии с ИСО 13655. Примечание — Допуск по вариации определяется как верхний предел (верхняя граница) для 68 % тиражных оттисков. Это аналогично распределению по Гауссу, где 68 % тиражных оттисков находятся в пределах +/-1 стандартного отклонения от среднего. Соответствующие верхние контрольные пределы могут быть определены на основе статистических значений пределов и желаемого коэффициента покрытия. Допуск по отклонению - это отклонение от табличных значений стандарта. Вариация - это и есть разнотон. Вот вы приладились и подписали оттиск. В печати от подписного не должны отклоняться более допуска на вариацию. То есть в самом плохом случае может случиться так, что отклонение плюс вариация дадут в сумме достаточно большую дельту, на практике так конечно не бывает, подписные оттиски обычно делают при минимальной дельте по отклонению от норм стандарта. Некоторые печатники для допуска параметров тестовой печати используют следующие значения: D оптическая плотность ± 0,05 от тестового значения. Растискивание: менее 10% ± 1%, более 10% ± 2% Допечатная подготовка для флексографии. 36 Методика контроля соответствия цвета. При возникновении вопросов о точности соответствия цветопробы печатному оттиску проверяется соответствие параметров тиражного оттиска параметрам, при которых проводилась печать тестовой таблицы для построения ICC профиля. Колористика и оптическая плотность красок. Растискивание. Допечатная подготовка для флексографии. 37 Различие dE между цветопробой и печатным оттиском по 11 точкам. Допечатная подготовка для флексографии. 38 Различие dE между цветопробой и печатным оттиском по 19 точкам. Допечатная подготовка для флексографии. 39 Весь флексографский процесс сводится в одну точку, в которой происходит переход краски с формы на запечатываемый материал. В этой точке сконцентрированы силы поверхностного натяжения полимера, краски, материала. Приложены силы давления анилоксового вала на форму и формой на материал. Происходит влияние скоростей печати, скоростей работы растворителей и сушек. Для качественной печати все должно быть в равновесии. Допечатная подготовка для флексографии. 40