")
ПЛАСТИНЧАТЫЕ
КОНВЕЙЕРЫ
ИЗДАТЕЛЬСТВО
Москва,
«НЕДРА»
1971
Пластинчатые конвейеры. Беленький Д. М.,
Кузнецов Д. Г. М., изд-во «Недра», 1971, 184 стр.
В книге описаны теория, методика расчета и
опыт эксплуатации пластинчатых конвейеров для
горной промышленности. Последовательно рас­
смотрены конструкция и составные части, статика
и динамика конвейера, вопросы обеспечения на­
дежности. Обобщен опыт эксплуатации пластин­
чатых конвейеров в угольной промышленности и
определена область их применения на угольных
шахтах, рудниках и карьерах.
Книга предназначена для инженерно-техниче­
ских работников горной промышленности и кон­
структоров. Она может быть использована также
студентами горных и транспортных специально­
стей технических вузов.
Таблиц 21, иллюстраций 51, библиография—59
названий.
3—7—3
270—71
ОСНОВНЫЕ ЭТАПЫ РАЗРАБОТКИ ПЛАСТИНЧАТЫХ
КОНВЕЙЕРОВ
Для подземного транспорта характерны большие грузопотоки,
разветвленность и значительная протяженность выработок, по ко­
торым производится перевозка добываемых полезных ископаемых.
Большой объем транспортных операций сказывается на себестои­
мости полезного ископаемого и заметно влияет на общую произ­
водительность труда в горной промышленности.
Для дальнейшего развития горной промышленности необхо­
димо широкое внедрение новых высокопроизводительных тран­
спортных средств. Главным в этом направлении является кон­
вейеризация, обеспечивающая поточность и автоматизацию тран­
спортных операцийНаиболее совершенным средством транспорта, сочетающим вы­
сокую производительность, минимальную трудоемкость и возмож­
ность полной автоматизации работ, является транспортирование
ленточными конвейерами.
К настоящему времени в Советском Союзе и за рубежом про­
ведены большие работы по усовершенствованию конструкций лен­
точных конвейеров- Конструктивное развитие идет главным об­
разом в направлении повышения прочности ленты, увеличения
длины конвейера й применения специального канатного или цеп­
ного тягового органа.
Увеличение прочности (тяговой способности) конвейерной
ленты достигается с помощью стальных тросов диаметром 2—6 мм
или прокладок из нейлоновых, капроновых или других высоко­
прочных нитей, заВулканизированных внутрь ленты. Наибольшее
распространение п°лучили ленты со стальными тросами; времен­
ное сопротивление разрыву одного сантиметра такой ленты в за ­
висимости от диаметра тросов и частоты их распределения со­
ставляет 500—3200 кГ В 1955— 1958 гг. институтом Гипроуглемаш
были разработан^1 конструкции конвейеров КРУ-350, КРУ-260
и КРУ-900 с резй^отросовой лентой, успешно эксплуатируемых
в настоящее времй на некоторых угольных шахтах и разрезах.
1*
3
В настоящее время освоено производство лент с прокладками
из полиамидного волокна и намечается изготовление еще более
прочных анидных-лент.
Большой интерес представляют работы по созданию принци­
пиально новой конструкции ленточного конвейера, в котором
лента выполняет только функции несущего органа, а тяговое
усилие передается канатом или цепью. Первая конструкция та­
кого конвейера с канатным тяговым органом была разработана
в Англии и получила широкое распространение во многих стра­
нах, несколько таких конвейеров эксплуатируется и в нашей
стране.
Главной особенностью ленточно-канатного конвейера является
применение двух стальных канатов (по одному с каждой стороны
ленты), с помощью которых передается тяговое усилие; канаты
движутся по стационарным шкивам. Высокая прочность стальных
канатов позволила увеличить длину конвейера на один привод;
достигнутая длина таких конвейеров превышает в некоторых слу-'
чаях 2500 м. Однако широкому распространению ленточно-канат­
ных конвейеров препятствует значительная сложность их кон­
струкции. Кроме того, особенностью перечисленных выше новых
типов ленточных конвейеров является наличие стационарных ро­
ликов, по которым движется рабочий орган конвейера. Несмотря
на значительные успехи, достигнутые в совершенствовании кон­
вейеров со стационарными роликами, не удалось устранить три
недостатка: невозможность работы при искривленной трассе уста­
новки, ограниченный угол наклона и быстрый износ конвейерной
ленты при транспортировании твердых и абразивных материалов.
Перечисленные недостатки не позволяют применять ленточные
конвейеры в большинстве горизонтальных выработок угольных
шахт, наклонных выработках с углом наклона свыше 18—20°, на
большинстве металлических рудников и в карьерах.
Большие возможности в создании новых типов конвейеров, рас­
ширяющих область применения магистрального конвейерного
транспорта, дают пластинчатые конвейеры. Так как пластинчатое
полотно конвейера снабжается роликами, которые катятся по
неподвижным направляющим, представляется возможным в слу­
чае необходимости искривлять полотно и став в плане, снабжать
полотно поперечными перегородками и транспортировать без
скольжения по рабочему органу твердый и абразивный материал.
На основе схемы пластинчатого конвейера возможны варианты
типов магистральных конвейеров — для транспортирования угля
по горизонтальным выработкам, угля и породы по наклонным вы­
работкам (с углом наклона до 35°), доставки руды на рудниках,
полезного ископаемого и вскрышных пород на карьерах. В освоен­
ных западногерманскими фирмами пластинчатых конвейерах с хо­
довыми роликами были достигнуты малые сопротивления движе­
нию и при высоких прочностных параметрах возможность монти­
ровать конвейерный став на значительную длину, а использование
кольцевых цепей при этом — устанавливать его на криволинейной
трассе. Это и явилось причиной широкого применения пластинча­
тых конвейеров на западногерманских угольных шахтах как сред­
ства транспорта по основным и промежуточным горизонтальным
выработкам. Некоторое применение пластинчатые конвейеры на­
шли и для доставки угля в наклонных участковых выработках.
В 1958— 1960 гг. в Советском Союзе были начаты конструктор­
ско-экспериментальные работы по созданию отечественных пла­
стинчатых конвейеров на луганском заводе им. Пархоменко, харь­
ковском заводе «Свет шахтера», Анжерском заводе, в институтах
Гипроуглегормаш и Сибгипрогормаш. Параллельно с этими ра­
ботами были проведены испытания зарубежных конструкций пла­
стинчатых конвейеров.
На 19 западном штреке карагандинской шахты № 3-бис был
смонтирован пластинчатый конвейер фирмы «Демаг», за работой
которого велись специальные наблюдения. Штрек длиной 600 м
имел четыре поворота по 2°, 3°, 6° и 10°.
Конвейер доставлял уголь, поступающий с подготовительных
забоев, вследствие чего он работал с весьма малой загрузкой.
Всего им было доставлено 2500 т угля. Работал конвейер без
аварий.
Затем по пластинчатому конвейеру начали транспортировать
добычу из нарезанной лавы по верхнему слою пласта «Верхняя
Марианна» производительностью 600 т в сутки. С увеличением
загрузки конвейер продолжал работать достаточно надежно.
Однако стала наблюдаться заштыбовка конвейера, особенно
вблизи приводной Головки, т. е. быстрое накапливание штыба под
нижней ветвью конвейера, что вызвало необходимость дополни­
тельных работ по уборке штыба.
Позднее начала работать вторая лава (по нижнему слою
пласта), имеющая погрузочный пункт вблизи хвостового привода
конвейера. При одновременной работе двух лав часовая произ­
водительность конвейера в отдельные периоды времени превы­
шала 200 т/ч. При этом уголь в месте погрузки просыпался за
пределы несущего органа конвейера. Суточная производительность
конвейера составляла около 1100 т.
В первый период эксплуатации пуск головного и хвостового
привода осуществлялся одновременно. При этом имело место
«вспучивание» пластинчатого полотна у головного и хвостового
приводов, что приводило к нарушению зацепления цепи со звездоч­
кой и вырывам пластин. Во избежание «вспучивания» полотна
конвейер приходилось включать толчками, что ухудшало режим
работы электродвигателей и пускателя.
С целью устранения этих недостатков в пускатель конвейера
было вмонтировано реле выдержки времени, включающее дви­
гатель головного Привода через некоторое время после пуска
двигателя хвостового привода. Наиболее рациональной с точки
зрения пуска конвейера оказалась выдержка времени, равная
0,8 сек. После установки реле выдержки времени включение кон­
вейера производилось однократным нажатием пусковой кнопки;
заметного «вспучивания» пластинчатого полотна при этом не на­
блюдалось.
При эксплуатации пластинчатого конвейера оказалось, что
рифленая форма пластин несущего полотна способствовала интен­
сивному налипанию угольной мелочи. Налипший штыб затем про­
тягивался под нижней ветвью конвейера и частично выпадал
на почву, что требовало уборочных работ, иначе конвейерная ли­
ния полностью заштыбовывалась в течение 2—4 смен.
При влажном угле, который попадал на конвейер с лавы
нижнего слоя, где работал комбайн «Донбасс-4М» с орошением,
шлак стекал на порожнюю ветвь и оседал плотным слоем на об­
ратной стороне пластин, вызывая увеличение веса каждого метра
пластинчатого полотна на 6— 12 кГ (по результатам взвешивания).
Однако работа конвейера происходила почти безаварийно: имели
место лишь случаи вырыва проушин замка цепи из скобы пластин.
По окончании срока службы роликов и при ослаблении соединения
пластин с цепью участились случаи выхода из строя ходовых ро­
ликов и несущих пластин. Специально проведенной ревизией было
установлено, что за период, несколько больший года, вышло
из строя 230 пластин и 225 осей с роликами. Из 230 пластин
76 было деформировано, на 112 пластинах вырваны соединитель­
ные планки и 42 пластины были сорваны с цепи из-за выпадения
штифтов, соединяющих пластины с тяговой цепью. Из 225 вышед­
ших из строя осей с роликами 138 имели заштыбованные ролики,
52 — заклиненные ролики вследствие поломок сепараторов ш а­
рикоподшипников, а 35 осей имели значительно подработанные
ролики из-за выхода из строя шарикоподшипников.
Поэтому по всей конвейерной линии (длиной 380 м) были за ­
менены все пластины с ходовыми роликами.
В результате испытаний было установлено, что средний срок
службы пластинчатого полотна фирмы «Демаг» 1,2-1,5 года.
Опытная эксплуатация пластинчатого конвейера фирмы «Д е­
маг» позволила сделать вывод о его работоспособности, но малой
долговечности и трудности пуска при большой длине става.
Пластинчатый конвейер фирмы «Прюнте» был смонтирован
в 1-м южном конвейерном штреке шахты № 7—7-бис треста Боковантрацит, на участке длиной 600 ж с 6 поворотами, имею­
щими суммарный угол 72°
При эксплуатации пластинчатого конвейера фирмы «Прюнте»
был выявлен ряд неполадок, основной причиной которых явилась
заштыбовка нижней ветви несущего полотна. Имели место частые
случаи отрыва пластин несущего полотна от тяговой цепи. Боль­
шие затруднения вызвало также налипание на пластины несу­
щего полотна влажной угольной мелочи.
Заштыбовка роликов, тяговой цепи и внутренней поверхности
пластин также являлась причиной продолжительных простоев
конвейерной установки. Скопление штыба под нижней ветвью не­
сущего полотна тормозило движение тяговой цепи, затрудняло
пуск конвейера.
Кроме того, ходовые ролики выходили из строя из-за попада­
ния на верхнюю полку направляющих.
За 8 месяцев эксплуатации конвейера, в течение которых ка­
федрой рудничного транспорта МГИ проводилось наблюдение
за его работой, произошло несколько серьезных аварий (три раза
перегорала обмотка электродвигателей, вышла из строя одна гид­
равлическая муфта). Наибольшее количество простоев конвейера
было вызвано поломками ходовых роликов, выпадением пластин
и заштыбовкой. Из-за неудовлетворительной работы конвейер был
остановлен для ремонта, при этом длина его была уменьшена
на ПО ж. В результате испытаний был сделан вывод о низкой
надежности конвейера фирмы «Прюнте».
Харьковским заводом «Свет шахтера» был спроектирован
пластинчатый конвейер КПИ-1, два опытных образца которого
изготовлены в 1959 г. и направлены для испытания на шахту «Пролетарская-Глубокая».
Первый конвейер КПИ-1 был смонтирован во 2-м северном
штреке шахты № 70 на длину 400 м по криволинейной трассе
с одним поворотом 6° Работа конвейера проходила относительно
удовлетворительно, однако наблюдался значительный износ угол­
ковых направляющих. После 3,5 мес. эксплуатации конвейер по
окончании отработки лавы был демонтирован.
Второй конвейер КПИ-1 был установлен на 4-м северном
штреке первоначально на длину 60 м. Затем длина конвейера была
увеличена до 150 м и еще раз до 210 м (по прямолинейной
трассе). В это время на конвейере был установлен и опробован
промежуточный привод с боковым захватом.
Через некоторое время конвейер нарастили до длины 380 м
с углом поворота 13° Работа конвейера проходила неудовлетво­
рительно, что показало неприспособленность конструкции кон­
вейера для работы на криволинейной трассе установки. Поэтому
конвейерный став на криволинейном участке разделили на две
прямолинейные части — длиной 210 и 170 м. Работа этих двух
конвейеров была также неудовлетворительной: имели место частые
случаи поломок пластин и роликов. Почти каждые сутки прихо­
дилось заменять некоторое количество пластин и роликов. Один
из конвейеров был заменен ленточным, а второй конвейер укоро­
чен до 120 м. После того как был использован резерв пластин,
конвейер был демонтирован.
На основании данных промышленных испытаний конвейеров
КПА и КПУ-1 СКВ Анжерского завода спроектировало пластин­
чатый конвейер КПА-2 проектной производительности 350 т/н при
ширине пластин 650 мм. Конвейер имел три привода мощностью
по 20 кет, два из которых были установлены в голове, а один
в хвосте конвейера.
Опытный образец конвейера длиной 530 м был установлен
в начале 1963 г. на шахте «Бутовская» комбината Кузбассуголь
в штреке с тремя поворотами 12°, 6° и 6° Конвейер имел два по­
грузочных пункта, производительность его составляла 30—
35 тыс. г в месяц. За два с половиной года эксплуатации кон­
вейером было доставлено около 750 тыс. т угля.
В процессе эксплуатации наблюдался частый выход из строя
ходовых роликов, аварийные пуски, низкая прочность редукторов
и т. д.
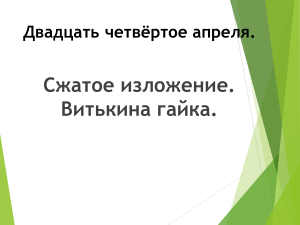
Рис. 1. Опытно-промышленный образец конвейера
П-65 (КИП-350) при заводских испытаниях
С учетом опыта эксплуатации пластинчатого отечественного
и зарубежного конвейеров институтом Гипроуглегормаш совместно
с СКВ завода им. Пархоменко был выполнен проект пластин­
чатого конвейера КИП-350, позже получивший индекс П-65
(рис. 1).
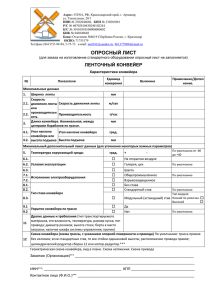
Конвейер П-65 был смонтирован на 2-м западном откаточном
штреке шахты № 70 на длину 690 м по криволинейной трассе
с суммарным углом поворота 386°; при этом максимальный угол
поворота составил 78°, а минимальный радиус закругления —
18 м (рис. 2).
На штреке сечением 8,4 м2 (в свету) была настлана рельсовая
колея шириной 600 мм для доставки оборудования и лесомате­
риалов при перекреплении штрека. Загрузка конвейера произво­
дилась непосредственно на хвостовой привод с ленточного кон­
вейера ЛКУ-250; разгрузка конвейера осуществлялась на конвей-
ерную линию диагонального уклона, откуда уголь поступал в бун­
кер скипового подъема.
Промышленные испытания конвейера были начаты в мае
1961 г. на шахте № 70. В первые две недели производилась об­
катка конвейера и наладочные работы, затем — доставка угля
и породы с подготовительных забоев. За это время было достав­
лено 2400 т груза.
Далее на конвейер стал поступать уголь с вновь нарезанной
лавы, оборудованной опытным образцом комбайна БК-1. Загрузка
конвейера при этом была мала, и за 2,5 месяца работы лавы со­
ставила всего 6100 т.
Рис. 2. Конвейер П-65 на карагандинской шахте № 70
В эксплуатацию была введена новая лава, оборудованная ком­
байном ЛГД. Суточная нагрузка на конвейер увеличилась
до 600 т.
К концу промышленных испытаний конвейером было достав­
лено свыше 100 тыс. т угля. В период испытаний конвейер ра­
ботал безаварийно, полностью отсутствовали простои очистных
и подготовительных забоев по причине простоя конвейеров.
На обслуживание конвейера задалживался один слесарь в смену
и оператор, одновременно управляющий конвейерами диагональ­
ного уклона. Испытания показали работоспособность конвейера,
и он был принят к серийному изготовлению.
В дальнейшем работа конвейера П-65 была осложнена силь­
ным вспучиванием почвы выработки и повышенным горным да­
влением. Однако периодические профилактические работы по
поддирке почвы, замене деформированных пластин и секций става
позволили поддерживать нормальную работу конвейера по до­
ставке угля с трех эксплуатационных лав до окончания работы
выработки. Таким образом, за 2,5 года эксплуатации конвейер по­
казал себя надежно работающим транспортным средством и был
принят в качестве базовой модели отечественных пластинчатых
конвейеров.
Учитывая большой объем исследований, выполненных инсти­
тутом Гипроуглегормаш, в области пластинчатых конвейеров и по­
ложительные результаты испытаний конвейера П-65, б. Государ­
ственный комитет по автоматизации и машиностроению Совета
Министров СССР назначил институт Гипроуглегормаш ведущим
институтом по пластинчатым конвейерам, поручив ему разработку
конструкции конвейера П-50 для промежуточных штреков сов­
местно с харьковским заводом «Свет шахтера», завершение кон­
структорско-экспериментальных работ по конвейеру П-65 сов­
местно с Анжерским машзаводом, разработку конвейера П-80 для
крупных новых шахт и конвейера ПН-65 для наклонных выра­
боток. Дальнейшие работы по пластинчатым конвейерам прово­
дились институтом Гипроуглегормаш совместно с Харьковским
и Анжерским заводами.
В 1964 г. харьковским заводом «Свет шахтера» были изготов­
лены два опытно-промышленных образца пластинчатого конвейера
П-50 с шириной пластины 500 мм и проектной производитель­
ностью 250 т/ч для доставки угля по промежуточным штрекам.
Один из опытных образцов конвейера был установлен для ис­
пытаний на карагандинской шахте № 107/108, а второй — на до­
нецкой шахте № 40 «Кураховка».
На шахте № 107/108 конвейер был установлен на длину 650 м
в выработке сечением 7,6 м2. Трасса конвейера имела незначи­
тельные повороты в плане и семь вертикальных перегибов
с углами от 2 до 7° В месте наибольшего перегиба штрек был
сильно обводнен.
Конвейер обслуживал две лавы и, кроме того, периодически
на конвейер поступали уголь и порода из подготовительных за ­
боев. Производительность конвейера в разные периоды составляла
800— 1500 т в сутки.
Простои конвейера из-за отдельных аварий и неполадок за ­
нимали около 2% рабочего времени.
Работа конвейера осложнилась наличием обводненного участка
по его трассе. Внутренние полости роликов заполнялись грязью,
что требовало частой замены пластин с роликами.
Значительно лучше проходила работа конвейера на шахте № 40
«Кураховка», где он работал почти безаварийно (укороченный
конвейер П-50 находится в эксплуатации по настоящее время).
Годовая экономия от применения конвейера составила 45 тыс. руб.
По результатам промышленных испытаний конвейер П-50
в 1966 г. был принят к серийному изготовлению.
В 1961— 1964 гг. институт Гипроуглегормаш выполнил проект
мощного пластинчатого конвейера П-80. Конвейер предназначен
для доставки угля по основным горизонтальным выработкам шахт
с большими грузопотоками. При пластинах шириной 800 мм кон­
вейер обеспечивает производительность 750 т/ч.
В 1965 г. Анжерский машиностроительный завод изготовил
опытно-промышленный образец конвейера П-80, который был
установлен на карагандинской шахте № 3 «Тентекская». Перво­
начально конвейер был смонтирован на длину 630 м , затем длина
конвейера была увеличена до 1160 м. Конвейер имеет 7 изгибов
в плане с суммарным углом 72° и 5 вертикальных перегибов
с углами до 4°. На конвейер работают два эксплуатационных
участка; производительность составляет 1600—2500 т в сутки.
За время промышленных испытаний (конвейер эксплуатируется
по настоящее время) машинное время работы конвейера соста­
вило 11 625 % а аварийные простои — 70 ч. Коэффициент" готов­
ности в этот период был равен 0,994. Высокая безотказность ра­
боты конвейера сочеталась с весьма небольшим износом эле­
ментов.
В 1967 г. на конвейере был смонтирован промежуточный
привод.
Ежесуточно на обслуживание конвейера задалживалось
9 чел/смен. Экономия от применения конвейера при производи­
тельности 2500 т в сутки составила 72 тыс. руб. в год. По резуль­
татам успешных промышленных испытаний конвейер был принят
к серийному изготовлению.
В 1963— 1965 гг. Гипроуглегормашем был разработан уклон­
ный быстроразборный конвейер ПКУ-60 для выработок с углом
наклона до 25° Конвейер предназначен для транспортирования
горной массы при проведении наклонных горных выработок. Кон­
струкция конвейера обеспечивает легкость наращивания става
и несущего полотна по мере подвигания забоя сверху вниз. Произ­
водительность конвейера (по углю) составляет 90 т/ч при ширине
пластин 400 мм и скорости их движения 1 м/сек. Тяговым орга­
ном конвейера является круглозвенная цепь с шагом 80 мм. По­
лотно с цепью монтируется отрезками длиной 1280 мм (7 несущих
пластин и одна опорная с роликами), которые соединяются спе­
циальными быстроразборными соединительными звеньями. Кон­
струкция секций става конвейера позволяет производить быструю
сборку, наращивание и демонтаж конвейера.
Испытания опытного образца конвейера длиной 100 м на одной
из карагандинских шахт подтвердили работоспособность кон­
вейера. Годовая экономия от применения этого конвейера соста­
вила 20 тыс. руб.
В ближайшее время будет налажен серийный выпуск конвейе­
ров ПКУ-60.
В 1963—1965 чт. Гипроуглегормаш и Анжерский машинострои­
тельный завод выполнили проект уклонного пластинчатого кон­
вейера ПН-65, предназначенного для доставки угля и породы по
наклонным выработкам с углом наклона до 35°. Конвейер имеет
пластины шириной 650 мм с поперечными перегородками, обес­
печивающими в зависимости от угла установки конвейера произ­
водительность 250—400 т/ч.
В настоящее время опытно-промышленный образец конвейера
ПН-65 проходит испытания на одной из кузбасских шахт.
В 1960— 1962 гг. криворожскими институтами НИГРИ и Гипрорудмаш совместно с харьковским заводом «Свет шахтера» были
начаты работы по созданию забойных пластинчатых конвейеров
для доставки руды по аккумулирующим штрекам. В результате
испытаний и исследования ряда опытных образцов таких кон­
вейеров (конвейер НИГРИ, КР2 и др.) разработан конвейер
КПР4, который имеет ширину пластин 600 мм при скорости дви­
жения их 0,165 м/сек и рассчитан на доставку при длине става
25—26 мм. Испытания опытного образца этого конвейера были
проведены в 1968 г. на аккумулирующем штреке шахты им. Ар­
тема в Криворожском бассейне. Серийный выпуск этих конвейеров
предполагается освоить на заводе «Амурский металлист».
В 1965— 1966 гг. Казахский политехнический институт и Д ж ез­
казганский горно-металлургический комбинат выполнили проект
экспериментального образца пластинчатого конвейера для до­
ставки руды. Этот конвейер длиной 60 м успешно эксплуатируется
в настоящее время на джезказганской шахте № 51.
В 1966 г. Карагандинский политехнический институт начал ра­
боты по конструированию пластинчатого конвейера для предприятцй открытой разработки. По результатам этих работ ин­
ститут Гипроуглегормаш в 1969 г. модернизировал конвейер П-80
применительно к условиям эксплуатации на открытых разработ­
ках. Предполагается изготовить 4 модернизированных конвейера
П-80 и установить их на Донских хромитовых карьерах.
В табл. 1 представлена техническая характеристика подзем­
ных пластинчатых конвейеров для доставки угля. Первые два
серийных пластинчатых конвейера П-65 были пущены в работу
в середине 1965 г., а в начале 1969 г. в эксплуатации находилось
25 конвейеров. Работа их характеризуется высокой надежностью;
простоев участков по вине конвейеров почти нет. Годовой эконо­
мический эффект от применения одного конвейера в среднем со­
ставляет 120 тыс. руб. в год.
В 1969 г. в Караганде была сдана в эксплуатацию шахта
№ 1/2 «Тентекская» производительностью 11 тыс. т угля в сутки.
Доставка угля на этой шахте с эксплуатационных участков до
скипового подъема осуществляется 12 пластинчатыми конвейерами.
Высокая надежность работы пластинчатых конвейеров и боль­
шой экономический эффект от их применения позволяют считать,
что в ближайшие годы на большинстве крупных угольных шахт
транспортирование угля будет производиться пластинчатыми кон­
вейерами. Завершение исследовательских и конструкторских ра­
бот по созданию пластинчатых конвейеров для доставки тяжелых и
крупнокусковых материалов позволит в ближайшем будущем на­
чать внедрение пластинчатых конвейеров на металлических рудни­
ках и предприятиях открытой разработки.
Та блица 1
К он вей ер
П о к аза те л и
П-50
П-65
Производительность, т/ч
150, 250 250, 350
Скорость движения полотна, м/сек 0,6; 0,9 0,7; 1,0
Ширина пластин, мм
500
650
Высота бортов пластин, мм
140
150
1280
1440
Шаг ходовых роликов, мм
80
80
Шаг тяговой цепи, мм
Шаг пластин, мм
160
320
Мощность двигателя привода (кон­
20
20
цевого и промежуточного), кет
54
Вес движущихся частей, кГ/м
63
180
220
Приведенный вес конвейера,. кГ/м
Ширина конвейерного става, мм
895
1085
Производительность, приходящаяся
на 1 кГ погонного веса конвейера, т/ч
1,4
1,5
П-80
ПН-С5
500, 750
0,8; 1,2
800
200
1376
86
172
250
1,14; 0,75
650
150
1280
160
160
32
103,5
310
1285
32
85
180
1050
2,4
0,9
Современная техника базируется как на результатах научных
исследований, так и на опыте инженерной практики. В настоящее
время накоплен большой теоретический и экспериментальный ма­
териал по исследованию пластинчатых конвейеров и инженерный
опыт по их проектированию и эксплуатации. На этой основе мо­
гут и должны быть широко внедрены в горную промышленность
уже разработанные конструкции пластинчатых конвейеров и раз­
работаны новые. Широкое применение пластинчатых конвейеров
высвободит для нужд народного хозяйства тысячи рабочих, заня­
тых на транспортных операциях в горной промышленности, а также
сэкономит значительные денежные средства. Это явится важным
этапом в деле технического перевооружения нашей горной про­
мышленности.
Глава 2
ОСНОВНЫЕ ЭЛЕМЕНТЫ ПЛАСТИНЧАТЫХ КОНВЕЙЕРОВ
§ 1. Пластинчатое полотно
Главной составной частью пластинчатого конвейера является
пластинчатое полотно, которое служит тяговым и несущим орга­
ном. Оно состоит из пластин, часть которых снабжена ходовыми
роликами, и тяговой цепи. Пластины крепятся к цепи, образуя еди­
ный орган.
Согласно типажу на магистральные конвейеры ширина пластин
принимается 500, 650, 800, 1000, 1200 и 1400 мм. Пластины имеют
трапециевидную форму.
Материалом для изготовления пластин служит листовая сталь.
У конвейеров П-50, П-65 и ПН-65 толщина пластин принята 4 мм,
у конвейера П-80 — 5 мм. Для жесткости их выполняют со спе­
циальными ребрами—зигами. Пластины изготовляют горячей
и холодной штамповкой. Во втором случае требуется более мощ­
ное прессовое оборудование. При холодной штамповке прочность
достигается выше, чем при горячей, после которой возникают
остаточные напряжения. Поэтому предпочтение следует отдавать
холодной штамповке.
У конвейеров, предназначенных для доставки тяжелого и круп­
нокускового материала (руда, вскрышные породы), толщина пла­
стины увеличивается до 6—8 мм. Естественно, что вес полотна
при этом существенно увеличивается и усложняется штамповка
пластин.
Несущие пластины могут быть короткими и длинными. У ко­
ротких пластин шаг равен двойному шагу кольцевой цепи; шаг
длинных цепей составляет четыре шага цепи.
Достоинством коротких пластин является малый вес, что уп­
рощает сборку полотна и замену вышедших из строя пластин.
Эти пластины крепятся к каждому горизонтальному звену цепи
(рис. 3). Короткие пластины имеют конвейеры П-50 и П-80.
К основанию коротких пластин 1 привариваются штампован­
ные коробки 2 с поводками 3, с помощью которых пластины опи-
раются на горизонтальные звенья тяговой цепи 4 и закрепляются
пружинными втулками через отверстия. Пластинчатое полотно
собирается из несущих и опорных пластин; к днищу последних
приваривается ось роликов 5, на концах которой монтируются
ролики 6.
При прохождении криволинейных участков опорные пластины
при развороте опираются своими задними кромками на опорные ко­
робки последующих пластин, чем обеспечивается жесткость полотна
на закруглениях.
Так как короткие пластины крепятся к тяговой цепи в одной
точке, то для обеспечения жесткости полотна в поперечном на­
правлении пластины должны сопрягаться между собой с малыми
Рис. 3. Пластинчатое полотно с короткими пластинами
зазорами сопрягаемых поверхностей на некоторой длине, доста­
точной для придания всему полотну необходимой жесткости (при
отсутствии достаточной жесткости полотна пластины быстро раз­
балтываются в местах соединений). Дополнительным и эффектив­
ным средством увеличения жесткости полотна с короткими пла­
стинами является соединение их друг с другом; что сделано в кон­
вейере П-50.
Прижатие пластин друг к другу для обеспечения поперечной
жесткости обусловливает зависимость работоспособности полотна
от износа тяговой цепи. По мере износа шаг цепи увеличивается,
вызывая уменьшение прижатия пластин полотна и снижение ее
поперечной жесткости.
Полотно с длинными пластинами серийного конвейера П-65
представлено на рис* 4. Пластины 2 , имеющие шаг 320 мм , спереди
и сзади крепятся к тяговой цепи 1 с помощью пружинных вту­
лок 3. При этом пара соседних пластин крепится к тяговой цепи
совместно.
Крепление пластин в двух точках обеспечивает поперечную же­
сткость полотна без прижатия пластин друг к другу. Последнее об-
стоятельство является весьма важным, так как в этом случае рабо
тоспособность полотна не зависит от износа цепи.
г
Рис. 4. Пластинчатое полотно с длинными пластинами конвейера П-65
С некоторым шагом (порядка 1,2— 1,4 м) на пластинах монти­
руются ходовые ролики. Поэтому часть пластин являются только
несущими, а часть опорны­
ми. Крепление роликов к
пластине может быть с по­
мощью сплошной оси (см.
рис. 3) или полуосей, при­
вариваемых к днищу опор­
ной пластины. Сплошная ось
предпочтительнее полуосей,
так как в этом случае опор­
ная пластина имеет боль­
шую прочность и жесткость.
Однако сплошные оси конст­
руктивно
невозможны
у
длинных пластин, к которым
можно приваривать только
Рнс. 5. Ходовой ролик
полуоси.
Ходовые ролики имеют
поверхность катания 100—120 мм и для обеспечения направления
движения полотна по колее снабжаются ребордами (рис. 5).
Ролики монтируются на оси (полуоси) на шарикоподшипниках. От
проникновения пыли и вытекания смазки ролики с внешней стороны
защищены торцовым лабиринтом, а внутри — уплотнительной л а­
тунной шайбой.
На участке полотна длиной 100 м опытно-промышленного об­
разца конвейера П-50 были смонтированы пластины, выполненные
из стекловолокнита марки АГС4. Испытания этих пластин пока­
зали практическую возможность выполнения пластин из синтети­
ческих материалов, но высокая стоимость таких пластин, в три
раза превышающая стоимость металлических, не позволяет пока
рекомендовать выполнение пластинчатого полотна из синтетиче­
ских материалов.
§ 2. Цепной тяговый орган
В пластинчатых конвейерах применяются пластинчатые и коль­
цевые цепи.
Пластинчатые цепи могут использоваться только при прямо­
линейной трассе установки. Достоинством этих цепей являются
относительно точные размеры шага цепи, что облегчает условия
работы промежуточных приводов. К сожалению, серийное изготов­
ление пластинчатых цепей на специализированных заводах еще
не налажено.
Кольцевые цепи обладают гибкостью во всех направлениях,<
позволяющей применять их в конвейерах с криволинейной трассой
установки. Важным достоинством кольцевых цепей является вы­
сокая стабильная прочность.
В Советском Союзе серийное изготовление кольцевых цепей
для подземных конвейеров было начато в 1956 г. артемовским за ­
водом «Победа труда». Заводом выпускаются калиброванные цепи
с диаметром прутка 18 мм и шагом 64 мм, диаметром 18 мм и ш а­
гом 80 мм, диаметром 23 мм и шагом 86 мм. Первоначально все
выпускаемые заводом цепи изготовлялись из легированной стали
ЗОХГСА; в 1962 г. завод перешел на изготовление цепи с шагом
64 и 80 мм из стали марки 20Г2.
Артемовский завод первоначально изготовлял звенья цепи,
сваривая их из двух половин. При такой технологии достигается
хорошая прочность сварных швов, но точность изготовления цепи
недостаточно высокая. С 1965 г. кольцевые цепи стали изготовлять
методом стыковой сварки с оплавлением звеньев с одним стыком.
При этом обеспечивается более высокая точность изготовления
цепи.
Кольцевые цепи поставляются отрезками определенной длины,
которые на конвейере соединяются между собой специальными
соединительными звеньями. Распространение получили соедини­
тельные элементы, представляющие собой звенья кольцевой цепи
с боковым вырезом прутка (рис. 6). Концы звена утолщены
и снабжены буртиками в виде полукольца; на концы звена наде­
вается накладка с пазами, в которые заходят буртики соедини2
Зак аз fa 232
17
тельного звена. Накладка удерживается на звене промежуточными
штифтами.
С целью выявления качественной характеристики отечествен­
ных кольцевых цепей и сравнения ее с характеристикой цепи
фирмы «Демаг» были проведены специальные исследования [2].
В результате были выявлены химический состав материала цепей,
механические свойства материала
и характеристика прочности це­
пей.
Механические свойства цепей
определялись на универсальной
разрывной машине. Испытания
показали, что механические свой­
ства сварного шва цепи фирмы
«Демаг» гораздо ниже механиче­
ских свойств основного металла.
При испытании цепи фирмы «Д е­
маг» на разрывной машине пять
образцов цепи из шести разорва­
лись по месту сварки. Отечест­
венные же цепи имеют высокое
качество сварных швов и более
высокие механические свойства основного металла. Вместе с тем
отечественные цепи и цепь фирмы «Демаг» имеют примерно оди­
наковые пределы пропорциональности.
Важным свойством тяговых цепей является их способность вос­
принимать ударную нагрузку. Пользуясь принятой характеристи­
кой ударной прочности цепи в виде так называемого коэффи­
циента поглощения, представляющего собой произведение разру­
шающей нагрузки на удлинение, приведенного к длине отрезка
цепи 914 мм, можно сравнить испытуемые цепи по ударной проч­
ности (табл. 2).
Таблица 2
Цепь
Фирмы «Демаг»
Завода «Победа труда»
То же
Шаг цепи,
мм
80
80
86
Минимальное
разрушающее
усилие,
кГ
Минимальный
предел про­
порциональ­
ности,
кГ
Коэффициент
поглощения
энергии,
Т-мм
27 000
43 000
49 000
25 000
24 000
32 000
1180
3920
800
Наибольшую ударную прочность имеет отечественная серийная
цепь, с шагом 80
мм,у которой коэффициент поглощ
составляет 3920
т• мм. Минимальную ударную проч
цепь с шагом 86 мм, у которой коэффициент поглощения энергии
составляет 800 т-мм.
Таким образом, цепи отечественного производства имеют зна­
чительно большее разрывное усилие по сравнению с цепью фирмы
«Демаг», у которой слабым местом является сварной шов. Вместе
с тем реализовать высокие прочностные свойства этих цепей
не представляется возможным, так как увеличение нагрузки выше
предела пропорциональности приведет к значительному увеличе­
нию шага и вследствие этого нарушению зацепления цепи с при­
водной звездочкой. Поэтому при прочностных расчетах необхо­
димо определять допускаемую нагрузку на цепь не из разрушаю­
щей нагрузки (как это обычно принято), а из предела пропорцио­
нальности цепи.
Очевидно, допускаемая нагрузка для отечественных цепей мо­
жет быть увеличена повышением их предела пропорциональности,
т. е. соответствующим подбором марки стали и режима термооб­
работки.
Опыт эксплуатации кольцевых цепей в конвейерных установках
показал их стабильную прочность; при правильном выборе за ­
паса прочности обрывы тяговых кольцевых цепей на конвейерных
установках почти исключены.
Допускаемая нагрузка на тяговую кольцевую цепь должна
определяться делением предела пропорциональности цепи на коэф­
фициент запаса, который следует принимать (при учете дополни­
тельных натяжений, возникающих при пуске) равным 3—4 для
горизонтальных конвейеров и 4—5 для наклонных.
Пластинчатые цепи обладают гибкостью только в одной плос­
кости и поэтому применяются только в конвейерах с прямолиней­
ной трассой установки. Применяются втулочно-роликовые и втулочно-катковые пластинчатые цепи с шагом от 160 до 450 мм.
Применение пластинчатых цепей большого шага требует увеличе­
ния зубьев приводной звездочки для уменьшения динамики.
В прямолинейном уклонном конвейере ПН-65 предусмотрена спе­
циальная пластинчатая цепь с шагом 160 мм.
Запас прочности тяговых пластинчатых цепей также следует
назначать исходя из предела пропорциональности цепи. Коэффи­
циент запаса при учете всех нагрузок, действующих на цепь,
можно принимать равным 5 для горизонтальных конвейеров и 7—
8 для наклонных.
§ 3. Опорный став
Металлоконструкция пластинчатого конвейера состоит из опор­
ных рам, верхних и нижних уголковых направляющих. Опорные
рамы устанавливают на некотором расстоянии Друг от друга
на шпалах; к рамам крепят направляющие и в случае необходимо­
сти контрнаправляющие.
По нижним полкам уголковых направляющих происходит ка­
чение роликов, реборды которых примыкают к кромкам полок.
Достоинство уголковых направляющих — обеспечение необходимой
жесткости става при относительно небольшом его весе. Как
показал опыт, применение других направляющих (рельсы, швел­
леры) приводит к значительному увеличению веса става.
Для увеличения жесткости и уменьшения влияния износа для
направляющих применяют специальный уголковый профиль
с утолщением по краям горизонтальной полки. Этот профиль про­
катывается из износостойкой стали ЗОГ, обеспечивающей доста­
точный срок службы става.
Для нормальной эксплуатации пластинчатого конвейера важ ­
ное значение имеет правильное выполнение стыков уголковых на­
правляющих. При сравнительно малом диаметре ходовых роли­
ков (100— 120 мм) даже небольшой зазор в стыке приводит
Рис. 7. Переходной мостик
к толчкам и ударам, которые вредно отражаются как на роликах,
так и на полотне в целом. В отечественных горизонтальных кон­
вейерах распространение получили соединения в виде переходного
мостика (рис. 7). В месте стыка вырезы горизонтальных полок
уголков заходят в специальные вкладыши. Шарнирное соединение
обеспечивает возможность работы конвейера в условиях пучащих
почв.
Расстояние между опорными роликами на прямолинейном
участке принимается 3,2 м\ на криволинейных участках это рас­
стояние уменьшается вдвое. На криволинейных участках угол­
ковые направляющие можно выполнять криволинейными (в соот­
ветствии с кривизной выработки) или прямолинейными. В первом
случае отдельные криволинейные направляющие должны быть
изогнуты под разными углами, в строгом соответствии с кривизной
выработки. Так как при изготовлении конвейера трасса установки,
как правило, заранее не известна, то монтаж конвейеров с криво­
линейными направляющими крайне затруднителен.
Более целесообразным является применение на криволинейных
участках укороченных уголковых направляющих, которые уста­
навливают под углом относительно друг друга. В этом случае,
имея два типоразмера уголковых направляющих и два вида опор­
ных рам, возможно собрать конвейерный став при любой трассе
установки. Как показал опыт монтажа опытного конвейера П-65,
устанавливая длинные направляющие (длиной 3,2 м ) под некото­
рым углом относительно друг друга, можно настелить став при
радиусе кривизны свыше 40 м. При меньших радиусах кривизны
требуется установка укороченных направляющих.
Опорный став конвейера состоит из линейных, поворотных и
переходных секций.
Линейные секции устанавливаются на прямолинейных и слабо
искривленных участках трассы. На рис. 8 представлена секция
конвейера П-65. Она состоит из двух прогонов 1, опорной рамы 2
и поперечной связи 3 . Каждый прогон имеет направляющие 4 для
роликов верхнего и нижнего полотна и уголковые контрнаправляю­
щие 5. Опорная рама представляет собой изогнутый швеллер,
к которому приварены переходные планки 6 и боковые планки 7.
Аналогичную конструкцию имеет поворотная секция, длина ко­
торой составляет 1,6 л. В этой секции концы уголковых направ­
ляющих отогнуты на 2° для обеспечения поворота става. Опорная
рама секции с помощью винтовой растяжки крепится к почве вы­
работки, что предохраняет став от смещения.
§ 4. Приводные устройства
Пластинчатые конвейеры в зависимости от длины, угла на­
клона, характера трассы и производительности снабжаются одним
или двумя концевыми приводными устройствами, концевыми и про­
межуточными приводными устройствами или только промежуточ­
ными приводами.
Концевые приводные устройства могут быть одинарными или
сдвоенными. Устанавливают их в голове и хвосте конвейера.
В подземных пластинчатых конвейерах, как правило, применяют
асинхронные короткозамкнутые электродвигатели
мощностью
22—32 кет. Между двигателями и редукторами устанавливают
тяговые гидравлические муфты. В последнее время наметилась
тенденция применения в пластинчатых конвейерах регулируемого
электропривода постоянного тока или объемного гидропривода
для регулирования скорости движения полотна.
На рис. 9 представлена конструкция приводной головки плас­
тинчатого конвейера П-65. Приводная головка состоит из основной
рамы У, подставной рамы 2, электродвигателей 3, турбомуфт 4 ,
редукторов 5, приводного вала 6 и расштыбовщика 7 Основная
рама собрана из двух боковин и поперечных связей трубчатого
сечения. К боковинам прикреплены редукторы вместе с турбомуф­
тами и электродвигателями. У приводного вала имеются высту­
пающие шлицевые концы, которые входят в пустотелые шлицевые
втулки последнего вала редуктора. Узел приводного вала, приво­
дящего в движение тяговую цепь, состоит из вала, разрезной
звездочки (г = 1 2 ), приводной звездочки, расштыбовщика и опор,
в литых корпусах которых размещены подшипники и уплотнения.
В отечественных конвейерах предусмотрено резервирование
приводных устройств. С этой целью один из приводов, делается
резервным, обычно располагающимся на хвостовой станции. Вклю­
чение резервного привода в работу производится только на период
ремонта вышедшего из строя рабочего привода.
Редукторы в приводах пластинчатого конвейера обычно трех­
ступенчатые цилиндро-конические с расположением оси двигателя
параллельно оси конвейера, благодаря чему уменьшаются размеры
приводной головки по ширине. Первая пара передач состоит
из конических колес; вторая и третья передачи имеют цилиндри­
ческие зубчатые колеса. Изменение скорости движения полотна до­
стигается сменой зубчатых колес второй ступени редуктора или
переключением соответствующих ступеней редуктора.
Опыт эксплуатации первых пластинчатых конвейеров показал
целесообразность наличия двух (и даже более) ступеней скорости
и устройства, отключающего редуктор. В этом случае необходимая
скорость устанавливается в зависимости от загрузки конвейера
в данный период времени, чем повышается срок службы пластин­
чатого полотна. Отключающее устройство позволяет отключить
привод в том случае, когда мощность, затрачиваемая на преодоле-
ние сопротивлений в конвейере, относительно невелика. Кроме
того, отключающее устройство позволяет наиболее просто осуще­
ствить резервирование работы приводных устройств.
Е1д5
Рис. 9. Приводная головка пластинчатого конвейера П-65
В наклонных конвейерах предусматривается электромагнитный
тормоз, который блокируется с электродвигателями.
На рис. 10 показан редуктор конвейера П-65. Этот редуктор
имеет три ступени передач и две скорости. Четыре пары колеса
редуктора размещены в стальном корпусе L Зубчатые колеса 2, 3,
5 и 6 — цилиндрические прямозубые, 7 и 8 — конические со спи­
ральными зубьями, 9 и 10 — цилиндрические косозубые. Переда­
точное число редуктора изменяется зубчатой муфтой 4. В вывод­
ном пустотелом валу 11 редуктора расположена подвижная шли­
цевая втулка 12, предназначенная для отключения редуктора
от приводного вала звездочки.
Рис. 10. Редуктор конвейера П-65
Важной составной частью привода пластинчатых конвейеров
является гидромуфта. Благодаря применению гидромуфт дости­
гается относительно равномерное распределение нагрузки между
двигателями, облегчается пуск и предохраняется от обрыва тя­
говый орган в случае его заклинивания. Кроме того, гидродина­
мическая связь валов в гидромуфте демпфирует крутильные и про­
дольные колебания.
В пластинчатых конвейерах применение получили так на­
зываемые тяговые гидромуфты с дополнительным объемом на сто­
роне насосного колеса, т. е. незамкнутые гидромуфты со сбрасы­
вающей камерой.
Конструкция гидромуфты ТМ-22, применяемой в конвейерах
П-50, и П-65, представлена на рис. 11. Она состоит из насосного
колеса 1, турбинного колеса 2, корпуса 3 турбинного колеса, зуб­
чатой муфты 4 и плавкой пробки 5. Со стороны насосного колеса
имеется камера дополнительного объема 6У сообщающаяся через
канал с рабочей полостью муфты.
Принцип действия гидромуфты состоит в следующем. При по­
ступлении жидкости в рабочую полость создается вихревое гидрав­
лическое кольцо, вращающее­
ся одновременно вокруг оси
муфты в радиальной плоско­
сти и вокруг оси кольца. В ра­
щающееся вихревое гидравли­
ческое кольцо является средой,
передающей мощность от ве­
дущего вала к ведомому. Ч а­
стицы жидкости, запасая кине­
тическую энергию в насосном
колесе, отдают ее турбинному
колесу, а затем снова попада­
ют в насосное колесо. Вели­
чина передаваемого гидромуф­
той вращающего момента за ­
висит от относительной ско­
рости вращения рабочих ко­
лес.
С увеличением крутящего'
момента на вторичном валу
гидромуфты уменьшается чис­
ло его оборотов, что происхо­
дит за счет уменьшения запол­
нения рабочего объема гидро­
Рис. 11. Гидромуфта ТМ-22
муфты. По мере увеличения на­
грузки и снижения в связи
с этим скорости вращения турбинного колеса уменьшается давление
в камере дополнительного объема и увеличивается в рабочей
полости. Это вызывает переливание жидкости из рабочей полости
в камеру дополнительного объема; при этом растет скольжение
муфты. С уменьшением нагрузки и увеличением скорости вра­
щения ведомого вала происходит обратное явление: жидкость по­
степенно переливается из камеры дополнительного объема в рабо­
чую полость. Форма характеристики тяговой гидромуфты зависит
от объема рабочей полости и камеры дополнительного объема и от
количества жидкости, залитой в гидромуфту. С уменьшением объема
масла в муфте скольжение увеличивается, а максимальный момент
уменьшается. И наоборот, с увеличением объема залитого масла
увеличивается жесткость характеристики и максимальный момейт.
Рабочей жидкостью гидромуфт является индустриальное масло
«15» или «20». При передаче номинального момента скольжение
муфты не превышает 3—5% и она в течение длительного времени
в состоянии работать без нагрева масла выше допустимого пре­
дела. Однако при перегрузке муфт происходит быстрый нагрев
масла. Поэтому необходимым элементом гидромуфты является
предохранительное устройство, останавливающее конвейер при зна­
чительном нагревании масла. В качестве такого устройства приме­
няется пробка с сердечником из легкоплавкого сплава, которая
расплавляется при нагреве масла до температуры 130° С, после
чего масло вытекает из
муфты.
Важным требованием,
предъявляемым к гидро­
муфте, является ее тщ а­
тельная
балансировка.
Биение муфты во время
работы приводит к быст­
рому выходу из строя уп­
лотнений и вытеканию
масла.
Тяговая
гидромуфта
облегчает пуск электро­
двигателя. Так как в пе­
риод пуска передача на­
чального импульса от на­
сосного к турбинному ко­
лесу гидромуфты проис­
ходит в течение некоторого времени, то двигатель успевает разо­
гнаться до номинального числа оборотов при холостой нагрузке.
Вследствие этого пусковые токи электродвигателя оказываются
малыми.
Важную роль играют гидромуфты при наличии в конвейере
нескольких приводов. Несколько повышенное скольжение (3—6% ),
которое складывается со скольжением двигателя, обусловливает
примерно одинаковое распределение нагрузки между двигателями.
Гидродинамическая связь между валами гидромуфты является
защитой от обрыва тягового органа при его заклинивании. Дело
в том, что у пластинчатых конвейеров с ходовыми роликами
в аварийных случаях возможно по тем или иным причинам закли­
нивание полотна, т. е. его быстрая остановка. При этом кинети­
ческая энергия полотна редукторов и двигателей (впереди места
заклинивания) переходит в потенциальную энергию упругих де­
формаций, следствием чего является дополнительное растяжение
тяговой цепи. Так как муфта при достижении максимального мо­
мента разъединяет редуктор и ротор двигателя, то устраняется
влияние ротора, обладающего большим запасом кинетической
энергии, на увеличение деформаций цепи.
Промежуточные приводы применяются при длине става свыше
1200— 1400 м. На конвейерах П-65 и П-80 устанавливаются про­
межуточные приводы гусеничного типа. Общий вид промежуточ­
ного привода конвейера П-65 представлен на рис. 12, а на рис. 13
дана схема промежуточных приводов конвейеров П-65 и П-80.
Приводная цепь 1 приводится в движение тяговой звездоч­
кой 2, которая, в свою очередь, получает вращение через редуктор
и гидромуфту от электродвигателя. Натяжение приводной цепи
осуществляется натяжной звездочкой 3 с помощью винтового на­
тяжного устройства.
Рис. 13. Схема промежуточных приводов конвейеров П-65 и П-80
На цепи привода шарнирно укреплены приводные кулаки 4У
шаг которых Гк больше шага упоров^тяговой цепи Гц. Кулаки снаб­
жены ходовыми роликами, образующими двухосную тележку. Ро­
лики кулаков движутся по направляющим 5 и поддерживаются
верхними направляющими 6. Приводной кулак, воздействуя на
упор пластинчатого полотна 7, передает ему движение. Направ­
ляющие спрофилированы таким образом, что на переднем участке
(по движению полотна) приводной кулак постепенно поворачи­
вается вокруг своей оси, уменьшая скорость движения точки кон­
такта с полотном. Вследствие уменьшения скорости движения
полотна у привода задний кулак выбирает зазор U0= TK— Тц
и входит с некоторым ударом в зацепление с соответствующим
упором полотна; при этом одновременно из зацепления выходит
передний кулак. Этот цикл повторяется с входом в зацепление
каждого последующего кулака.
Промежуточный привод монтируется на жесткой раме S.
§ 5. Натяжное устройство
Натяжное устройство предназначается для предварительного
натяжения цепи, необходимого для передачи тягового усилия
на приводе, ограничения провисания полотна между опорами и
обеспечения компенсации удлинения тягового органа в процессе
эксплуатации конвейера.
В пластинчатых конвейерах распространены так называемые
жесткие натяжные устройства, которые характеризуются постоян­
ным положением натяжной звездочки в процессе работы кон­
вейера. Они имеют сравнительно простую конструкцию, небольшие
размеры и вес. Применяют два основных типа жестких натяжных
устройств: в первом тяговый орган натягивается с помощью ле­
бедок или реечных домкратов, во втором натяжение осуще­
ствляется гидродомкратами.
Первый тип натяжного, устройства применяется в зарубежных
конструкциях конвейеров. В таком устройстве при создании натя­
жения вся натяжная станция передвигается по соответствующим
направляющим до создания необходимой величины предваритель"
ного натяжения цепи. Однако по мере вытяжки цепи, которая
всегда имеет место, предварительное натяжение постепенно умень­
шается, поэтому при таком натяжном устройстве требуется пе­
риодический контроль за натяжением тягового органа.
Несовершенство подобного контроля может вызывать аварии
при пуске конвейера, возникающие при недостаточном натяжении
цепи.
Поэтому более совершенно гидравлическое натяжное устрой­
ство, которое автоматически контролирует величину предваритель­
ного натяжения. Конструкция такого устройства, разработанная
Гипроуглегормашем для пластинчатых конвейеров П-50, П-65,
П-80, представлена на рис. 14. В период работы конвейера поло­
жение натяжной звездочки жестко фиксируется с помощью соба­
чек и зубчатых реек, гидродомкраты отключены. Перед пуском
конвейера включается гидронасос, который нагнетает масло
в гидродомкраты. Последние создают определенное, заранее за ­
данное (величиной давления в гидросистеме) усилие, соответ­
ствующее необходимому предварительному натяжению цепи. При
этом в период пуска контролируется величина фактического натя­
жения цепи; если она является недостаточной, то натяжная
звездочка гидродомкратами смещается и натягивает цепь до за ­
данной величины («собачки» при этом проскальзывают). По окон­
чании пуска гидросистема выключается.
На рис. 15 представлена схема гидросистемы натяжного уст­
ройства. В системе имеются маслобак 1 с приемным фильтром 2
и шестеренчатый насос 3, которые напорным трубопроводом 4
и сливным 5 связаны с гидравлическими цилиндрами 3, соединен­
ными с хвостовой головкой конвейера. Гидроцилиндры снабжены
обратными клапанами 7, предотвращающими включение кон­
вейера при отсутствии необходимого натяжения в тяговом органе.
Манометр 5, установленный на напорном трубопроводе, контроли­
рует давление в гидросистеме, а предохранительный клапан 9 за ­
щищает гидросистему от перегрузок. В гидросистему включены
золотник 10, распределитель потока 11 и реле давления 12.
Гидросистема работает следующим образом. При включении
пусковой кнопки конвейера включается электродвигатель насоса 3,
подающего масло из бака 1 через золотник 10 и распределитель
11 к рабочим цилиндрам 6. При достижении предельного давле­
ния, на которое отрегулировано реле давления 12, разрываются
нормально замкнутые контакты 13 цепи управления электродвига­
теля насоса, и насос выключается. Одновременно замыкаются со­
ответствующие контакты цепи управления электродвигателями
конвейера и электродвигатели включаются в работу.
Увеличение хода натяжения хвостового привода конвейера
осуществляется перестановкой цилиндров в другое положение
с помощью золотника 10.
При достижении поршнями гидроцилиндров 6 крайнего поло­
жения открываются перепускные каналы в цилиндрах и масло по­
ступает через обратные клапаны 7 на слив, разгружая гидро­
систему от давления. Реле давления 12 в этом случае не отклю­
чает электродвигатель насоса и не включает главные двигатели
конвейера.
В последнее время наметилось направление в создании авто­
матических натяжных устройств, которые поддерживают мини­
мальное натяжение тягового органа, необходимое для нормальной
работы конвейера во всех возможных режимах, включая пуск.
Проектирование таких устройств, которые значительно осложняют
натяжную станцию, следует вести на основе изучения закона
изменения натяжений цепи той конструкции конвейера, для ко­
торого предполагается автоматическое натяжное устройство.
Кроме того, работа самого устройства должна иметь высокую на­
дежность. В противном случае автоматическое натяжное устрой­
ство может не только не улучшить, но и значительно ухудшить'
работу конвейера.
§ 6. Электрооборудование
Электродвигатели подземных пластинчатых конвейеров постав­
ляются во взрывобезопасном исполнении. В приводных устрой­
ствах конвейеров П-50 и П-65 предусмотрены синхронные дви­
гатели с короткозамкнутым ротором типа КОФ-22-4 мощностью
20 кет. Для привода конвейеров П-80 и ПН-65 используются дви­
гатели КОФ-32-4 мощностью 32 кет. Насос гидравлического на­
тяжного устройства получает вращение от двигателя КОМ-21-4
мощностью 1,7 кет.
Характеристика электродвигателей, применяемых в подземных
и пластинчатых конвейерах, представлена в табл. 3. Отличитель­
ными особенностями этих двигателей являются высокая перегру­
зочная способность и большой пусковой момент. Благодаря этому
возможен пуск конвейера с грузом на полотне и опрокидывание
двигателей при перегрузке. Так как тяговыми расчетами конвейе­
ров предусматривается работа двигателей с нагрузкой, равной
или меньшей номинальной (длительной)
мощности, то перегрева двигателей при
нормальной эксплуатации не должно
быть.
ХО
Питание электрооборудования пла­ С0
стинчатых конвейеров подводится от сети н
трехфазного тока с напряжением 660 в.
Цепи управления конвейера питаются на­
пряжением 36 в.
Схема электрооборудования конвейе­
ра П-65 изображена на рис. 16. Кроме
электродвигателей в электрооборудова­
ние входят главный и хвостовой посты
управления, пускатели ПМВ-1365, ПМВ1357 и 1331, гудки, комплексный агрегат
и голые провода.
Посты управления конвейеров пред­
ставляют собой взрывобезопасные свар­
ные оболочки. Для предохранения аппа­
ратов, размещенных внутри постов, от
попадания пыли и влаги в местах сопря­
жения крышки с корпусом предусмотре­
ны резиновые уплотнения. Крышки под­
вешены на шарнирах.
В собранном виде посты управления
удовлетворяют требованиям взрывобезопасности, что достигается соответствую­
щими посадками и зазорами между со­
прягаемыми деталями.
Главный пост управления разделен
перегородкой на две части. В верхней ча­
сти на изоляционной панели размещают­
ся три кнопки управления «Пуск», «Блок»
и «Стоп», две сигнальные лампы, три реле
времени, два промежуточных реле и на­
бор зажимов. Нижняя часть оболочки
разделена перегородкой на две части:
искроопасную и искробезопасную. Глав­
ный пост управления имеет в нижней ча­
сти пять кабельных выводов. Крышка
крепится к корпусу невыпадающими бол­
тами.
Хвостовой пост управления устанав­
ливается у хвостового привода. Он раз­
делен на две части. В основной части раз­
мещаются кнопка «Стоп», два промежу­
точных реле и набор зажимов. Вывод то­
коведущих частей в нижнюю часть осу­
ю | ю
а а а
со зс <9
о" СО
о" о"
Ю
Ю
I
I
I
а а а
О
ОО
о со ю
со ю со
Q
о
оо
см ю
со о^
СО
—| сч о
см см~ см"
1
с я
з N
1-н
CM
см" см" г-7
1C
со со со
юО со
О
00 о00
О
о Оо
00
a, s
С Я «о
Св
35 О*"
ю
со
I я
о см <м
см со
S*
Лк ^
он дя а
О «V o
о о 2
£ О *
я
JO о о
S
О
<М
СМ СО
Т-»
S3 со см
ео
ь:
£
о
SeS
ществляется с помощью шпилек. Соединение с отходящими кабе­
лями производится в нижей части коробки, имеющей три кабель­
ных ввода.
Кнопка «Стоп» снабжается фиксатором — устройством, делаю­
щим невозможным пуск конвейера в период осмотра его механи­
ческой части.
В соответствии с ПБ на каждом посте управления предусмот­
рена механическая блокировка крышек, исключающая возмож­
ность открывания их при наличии напряжения на частях электро­
оборудования, размещенного внутри поста. Крышки блокируются
при помощи специального гаечного ключа, подвешенного с лице­
вой стороны крышки. Чтобы снять этот ключ, необходимо нажать
на кнопку «Стоп», обесточив установку. После этого ключ пово­
рачивают на угол 35° и выводят из кронштейна. Затем ключом
отвертывают специальные четырехгранные болты крышек постов.
Схема управления конвейера предусматривает:
1) питание приводных двигателей от различных источников
(ближайшей подстанции);
2) автоматический последовательный пуск двигателей по за ­
данной программе (при пуске конвейера вначале включается
хвостовой привод, а затем головной);
3) остановку конвейера из любой точки трассы;
4) автоматическую работу гидравлического натяжного устрой­
ства перед каждым запуском конвейера;
5) запрещение пуска конвейера при нажатии и фиксировании
любой кнопки «Стоп» как в головной, так и в хвостовой части
конвейера;
6) блокировку конвейера при неисправном гидравлическом
натяжном устройстве;
7) автоматическую подачу
звукового предупреждающего
сигнала перед каждым запуском;
8) контроль работы всех пускателей конвейера;
9)
невозможность пуска последующего привода, если не за­
пустился предыдущий привод конвейера;
10) запрещение повторного пуска конвейера после аварийного
отключения его;
11) включение промежуточных приводов;
12) дистанционное и местное управление.
При нажатии на кнопку «Пуск» главного поста управления по­
дается напряжение, отчего включаются гудки по трассе кон­
вейера, извещающие о предстоящем пуске конвейера. Одновре­
менно через соответствующий пускатель включается двигатель
гидронасоса натяжного устройства. По достижении в гидросистеме
натяжного устройства заданного давления, соответствующего
необходимому предварительному натяжению тяговой цепи, вклю­
чается цепь управления главными двигателями конвейера, а дви­
гатель гидронасоса отключается. Пуск двигателей производится
по заданной программе. Вначале включается хвостовой привод,
а затем, с выдержкой времени, головной.
Если не включился один из приводов, все двигатели отклю­
чаются.
Остановка конвейера производится кнопкой «Стоп» главного
поста управления. Кроме того, остановить конвейер можно кноп­
ками «Стоп» любого пускателя и с любой точки трассы соедине­
нием голых проводов.
Глава
3
СТАТИКА ПЛАСТИНЧАТОГО КОНВЕЙЕРА
§ 1. Оптимальные параметры производительности
Производительность пластинчатого конвейера определяется по
известной формуле
Q = ЗбОО/^т, т/ч,
(3-1)
где F — площадь сечения материала в желобе конвейера, мг\
v — скорость движения полотна, м/сек;
у — насыпной вес груза, т/ж3.
Площадь сечения мате­
риала в желобе конвейера
(рис. 17)
F = {Bh + - ^ ^ - y , (3-2)
где В — ширина
пластин,
см;
h — высота бортов пла­
стин, см;
р' — угол естественного
U--------------------- в
Рис. 17. Поперечное сечение груза на пластиноткоса;
чатом полотне
с — коэффициент, учи­
тывающий умень­
шение сечения насыпного груза на наклонном конвейере.
Поправочный коэффициент следует принимать на основании
данных табл. 4.
Основным критерием ра­
Таблица 4
циональности
выбранных
Угол наклона конвей­
параметров
пластинчатого
Коэффициент с
ера, град
конвейера является погон­
ный вес движущихся частей.
До 10
1
С уменьшением веса пла­
10-20
0,95
стинчатого полотна умень­
2 0 -3 0
0,9
шаются металлоемкость и
Свыше 30
0,65
стоимость конвейера, расход
электроэнергии и увеличивается расстояние между приводами.
В свою очередь, вес движущихся частей для заданной производи­
тельности определяется соотношением между высотой и шириной
несущих пластин и выбранной скоростью движения рабочего ор­
гана.
Зависимость веса движущихся частей пластинчатого конвейера
от ширины и высоты бортов несущих пластин может быть опреде­
лена следующим образом.
Вес 1 м движущихся частей
Яо— (В + 2А) Д/пл— ;—
Ч1Л Тст + ^ ц + ^ р »
где
(3-3)
А — толщина пластин, см;
— длина пластин, см;
tnn — шаг пластин, см;
Yct — удельный вес стали;
<7ц— вес 1 м тяговой цепи, кГ;
<7Р— вес ходовых роликов с осями, приходящийся на 1 м по­
лотна.
Высота бортов пластин согласно формуле (3-2)
/Пл
*~Я—^
м
Подставляя зависимость для высоты бортов в уравнение
получаем
В tg р'
2
А/,
100
^пл Тст + <7ц+ <7р•
( 3-3),
(3-5)
Выражение (3-5) представляет собой зависимость веса рабочего
органа от ширины пластин и площади поперечного сечения матери­
ала. Очевидно, рациональной будет такая ширина пластин, при ко­
торой для данной площади поперечного сечения вес движущихся
частей будет наименьшим. В математическом отношении вопрос
сводится к нахождению значения В, при котором будет наименьшее
значение qo.
Выявим оптимальные параметры пластин горизонтальных кон­
вейеров для доставки угля при ширине пластин до 700 мм. Для этих
конвейеров:
Д = 0,4 см\ ?пл=16 см\ /пл= 2 3 см\ Yct = 0,0078; <7ц = 6 кГ/м и
<7р = 20-^-26 кГ Поэтому
? о= (Я + 2й)0,45 + (20ч-26).
(3-6)
Принимая угол естественного откоса угля при движении р' = 15°,
имеем
F = Bh-\-0,077B\
откуда высота бортов пластин
A= - J - - 0 , 0 77В.
Подставляя значения h в формулу (3-6), получаем
д0= 0,388 + 0,9 — + (20 -н 26).
(3-7)
Первая производная qo по В
- g ^ - 0 ,3 8 - 0 ,9 f- g r Критическое значение аргумента (ширины полотна) находится
из условия
Рис. 18. Графики зависимости веса рабочего органа от
ширины и высоты пластин
откуда
B = \,5 5 V F .
(3-8)
Так как вторая производная
d?q0
dB2
всегда больше нуля, то при значении В у определяемом зависимо­
стью (3-8), имеет место минимальное значение веса полотна.
На рис. 18 представлены графики зависимости веса рабочего
органа от ширины и высоты пластин для различных площадей попе­
речного сечения материала. Как следует из графиков, минимуму
значения qo соответствует некоторая площадка кривой; поэтому
ширина конвейера может назначаться несколько больше или
меньше ширины, определяемой зависимостью .(3-8). Однако значи­
тельное отступление от ширины, определяемой этой формулой, при­
водит к заметному увеличению веса рабочего органа.
Следует отметить, что согласно экспериментальным данным до­
статочная жесткость пластин толщиной 4 мм обеспечивается при
ширине их менее 750—800 мм\ при большей ширине необходимо
толщину пластин назначать равной 5 мм, что вызовет значительное
увеличение веса рабочего органа.
Вес движущихся частей пластинчатого конвейера определяется
также, при прочих равных условиях, принятой скоростью движения
полотна. Зависимость веса рабочего органа от скорости его движе­
ния при оптимальных параметрах пластин может быть определена
путем подстановки в уравнение (3-5) выражения для площади се­
чения материала
f = __ 9.__
3600zr(
В результате получаем
Qo — k j / " — "г Ь,
(3-9)
где k \\ b — постоянные
коэф­
фициенты, завися­
щие от конструкции
конвейера и транс­
портируемого мате­
риала.
Для доставки угля по горизон­
тали и толщине пластин 4 мм
уравнение (3-9) принимает вид
«7о= 2,2
+ (2 0 ч-26).
(3-1СЛ
'
'
^ ис*
Графики зависимости веса
пластинчатого полотна от скорости
его движения
На рис. 19 представлены графики зависимости веса полотна от
скорости движения для разных производительностей. Как видим,
вес полотна уменьшается с увеличением скорости его движения.
С другой стороны, с увеличением скорости движения рабочего
органа увеличивается энергоемкость транспортирования груза. Оче­
видно, выбор рациональной скорости движения пластинчатого по­
лотна возможен лишь путем сравнения расходов на электроэнер­
гию за весь период эксплуатации конвейера и затрат на изготовле­
ние рабочего органа.
Расход энергии, приходящийся на 1 м длины прямолинейного
горизонтального конвейера, кГ • м/сек:
ЛГУД= (д + g0)(W0 ± i ) v + g0{W0 ± i)v.
(3-11)
Здесь: q — погонный, вес груза, кГ/м ;
Wo — средний (для всего конвейера) коэффициент сопротив­
ления движению пластинчатого полотна;
i — уклон выработки, в которой установлен конвейер.
Формула (3-11) выражает зависимость расхода энергии на
1 м длины конвейера от производительности и скорости движения
рабочего органа. Анализ этой зависимости показывает, что увеличе­
ние скорости вызывает увеличение расхода электроэнергии; в сред­
нем для горизонтальных конвейеров увеличение скорости движения
в два раза увеличивает расход энергии примерно на 30%.
Стоимость 1 м рабочего органа конвейера
С р = 2^0Ср,
(3-12)
где С' — стоимость изготовления 1 кГ деталей рабочего органа.
Подставляя в эту формулу значение q0 согласно формуле (3-9),
имеем
Cp= 2Cpk ] / - ^ - + 2 С > .
(3-13)
Стоимость изготовления конвейера обратно пропорциональна
корню квадратному из скорости движения полотна.
Сравнение затрат на изготовление конвейера и на электроэнер­
гию за весь срок его эксплуатации показало, что при горизонталь­
ной установке конвейера денежные затраты на его изготовление
значительно (в 8— 10 раз) превышают затраты на электроэнергию.
Значит, суммарные затраты на приобретение и эксплуатацию гори­
зонтального конвейера уменьшаются с увеличением скорости плас­
тинчатого полотна. Это позволяет сделать вывод о целесообразно­
сти, с точки зрения уменьшения стоимости конвейера, увеличения
скорости движения пластинчатого полотна. Очевидно, увеличение
скорости движения полотна при заданной проектной производитель­
ности конвейера практически возможно до величины, определяемой
требуемой долговечностью пластинчатого конвейера.
Для наклонных конвейеров выбор оптимальной скорости движе­
ния полотна должен производиться из условия минимума суммар­
ных затрат на электроэнергию и изготовление конвейера.
§ 2. Сопротивление движению пластинчатого полотна
на прямолинейных участках
Сопротивление движению рабочего полотна в значительной ме­
ре определяет технические показатели конвейера. Особо важное
значение имеет сопротивление для горизонтальных конвейеров.
Основное сопротивление движению ходовых роликов слагается
из сопротивления от трения в подшипниках, сопротивления от тре­
ния качения роликов по направляющим и потери живой силы от
ударов и колебаний полотна.
Коэффициент основного сопротивления
w 0=
где
f 'd + 2k + Г УД.
(3-14)
Y — приведенный к внутреннему диаметру коэффициент тре­
ния в подшипниках роликов;
d — внутренний диаметр подшипников ролика;
k — коэффициент трения качения роликов по направляющим;
Г уд— коэффициент сопротивления от ударов и колебаний.
Сопротивление от ударов и колебаний вызывается толчками при
проходе стыков, выбоинами на роликах и другими причинами.
Весьма приближенно (по аналогии с сопротивлениями при движе­
нии железнодорожных составов) это сопротивление может быть уч­
тено коэффициентом, равным 0,001—0,002.
Первоначально экспериментальное определение коэффициента
основного сопротивления было выполнено на пластинчатом конвей­
ере западногерманской фирмы «Демаг», находящемся в эксплуа­
тации на 19-м западном штреке шахты № 3-бис комбината Карагандауголь. Затем эти исследования были продолжены на плас­
тинчатом конвейере П-65.
19-й западный штрек, на котором был установлен пластинчатый
конвейер фирмы «Демаг», имел длину 600 м и четыре поворота по
2°, 3°, 6° и 10° Конвейер вначале был установлен на длину 590 м,
затем длина его была уменьшена до 380 м и впоследствии до 240 м.
Коэффициент сопротивления движению полотна конвейера «Д е­
маг» определялся с помощью электрических измерений мощности,
потребляемой двигателями конвейера. Этот коэффициент для неза­
груженного полотна вычислялся по формуле
Го =
^•^рсд
(к
(3-15)
2q0Lv
а для загруженной части полотна
^УдЧмДи», АУр
(3-16)
(.q+Ч о) Lt9v + *•
Здесь: т|ред — коэффициент полезного действия редуктора привода
и узла тяговой звездочки;
т]М|— коэффициент полезного действия гидромуфты;
г|дв 1— коэффициент полезного действия электродвигателя;
NT— мощность, потребляемая из сети двигателем голов­
ного привода;
Nx — мощность, потребляемая из сети двигателем хвосто­
вого привода;
L — длина конвейера;
Z*rp — длина загруженной части;
i — уклон штрека;
JVrp — мощность, расходуемая на перемещение загруженной
части полотна; определяемая по формуле
W0 =
N rp = (NT+ N J
4(Р
X
102%сд^м171дв1
X \L (W 0+ i ) + ( L - L T9)(W0- i ) \ .
(3-17)
Приведенные выше зависимости составлены без учета допол­
нительных сопротивлений на криволинейных участках, так как
при данной трассе установки и длине конвейера они достаточно
малы.
С целью определения коэффициента полезного действия гидро­
муфты «Фойт», установленной на приводах конвейера, была снята
ее характеристика на специальном стенде лаборатории гидропри­
вода Института горного дела им А. А. Скочинского.
Электрические измерения были проведены сразу после монтажа
и десятисменной обкатки конвейера, затем замеры были повторены
четыре раза. Результаты определения коэффициента основного со­
противления движению пластинчатого полотна представлены
в табл. 5.
Таблица 5
к
SCU
2
п
S
*
1
2
3
4
5
Условия работы конвейера
Длина конвейера 590 м. Кон­
вейер прошел обкатку в тече­
ние 10 смен после монтажа.
Пластины чистые
Длина конвейера 590 м. Дли­
на загруженной части 480 м.
Конвейер проработал 4 месяца,
доставив 2500 т угля. Пласти­
ны заштыбованы
Длина конвейера 590 м. Дли­
на загруженной части 480 м.
Конвейер проработал 7 меся­
цев, доставив 128 тыс. т
Длина конвейера 380 м. Дли­
на загруженной части 360 м.
Конвейер проработал 11 меся­
цев. Ролики работают без смаз­
ки, выходят из строя
Длина конвейера 240 м. Кон­
вейер проработал 24 месяца
5о л
«
НЛ
° иа
ill
i=sSS:
Коэффициент сопротивления
для порожнего
полотна
для груженого
полотна
0
0,0202
—
0
70
130
0,0183
0
0,0179
0
95
130
0,0356
0
—
—
0,036
_
0,0173
0,0169
—
0,0292
0,0283
—
Как видно из таблицы, коэффициент основного сопротивления
движению роликов диаметром 100 мм при незагруженном полотне
равен 0,02 после обкатки конвейера и 0,018 после его приработки.
При загрузке полотна коэффициент сопротивления несколько сни­
жается (на 5—10%). В период, соответствующий аварийному со­
стоянию ходовых роликов, коэффициент сопротивления увеличива­
ется в два раза.
В пластинчатом конвейере фирмы «Демаг» были установлены
ходовые ролики с уплотнениями в виде тонкого латунного кольца
(рис. 20). Двухлетний опыт эксплуатации конвейера на шахте
№ 3-бис выявил плохие эксплуатационные качества этих роликов.
В первые 4—5 месяцев эксплуатации ролики работали нор­
мально; почти отсутствовало вытекание смазки и попадание штыба.
Однако затем смазка твердела, образуя твердые кольца, и в под­
шипники попадали штыб и жидкий шлам. По этой причине при­
мерно через 7—8 месяцев эксплуатации ролики должны были выда­
ваться на поверхность для зарядки маслом, при этом значительная
часть роликов оказывалась непригодной для дальнейшей эксплуа­
тации.
Неудовлетворительное качество ходовых роликов, по данным
А. В. Евневича и Л. Г Шахмейстера [19], имело место на конвейере
фирмы «Демаг», эксплуатировавшемся в 1958— 1959 гг. на шахте
№ 7-7-бис треста Боковантрацит.
Рис. 20. Ролики пластинчатого конвейера фирмы
«Демаг»
Улучшение уплотнений ходовых роликов путем введения лаби­
ринта, резиновых манжет и т. п. связано с возможным повышением
сопротивлений при его вращении. Поэтому при проектировании
конвейера П-65 первоначально было предусмотрено лишь некото­
рое улучшение уплотнения — наряду с латунным кольцом кольце­
вых канавок в боковой крышке ролика.
Стремление к увеличению срока службы роликов вызвало необ­
ходимость изыскивать типы уплотнений роликов, дающих хорошее
качество уплотнения без заметных дополнительных сопротивлений.
В 1957— 1958 гг. институтом ВНИИПТМАШ были проведены ла­
бораторные и промышленные исследования различных типов уплот­
нения для стационарных роликов ленточных конвейеров. Эти иссле­
дования показали, что наиболее целесообразным типом уплотнений
является торцовый лабиринт. В 1959 г. Л. М. Алотиным (КНИУИ)
в пылевой камере' были испытаны ходовые ролики с торцовым л а­
биринтом, которые также показали хорошие качества.
Однако этими исследованиями не была выявлена величина до­
полнительных сопротивлений вращению роликов, обусловленных
наличием лабиринта, что не позволяло уверенно рекомендовать хо­
довой ролик с торцовым лабиринтом к промышленному примене­
нию. По этой причине в период проектирования конвейера П-65
были проведены исследования сопротивлений вращению ролика,
являющихся составной частью основных сопротивлений движению
полотна.
С целью определения приведенного коэффициента сопротивле­
ния в подшипниках ходовых роликов было изготовлено специальное
приспособление, представляющее собой обойму с коромыслом, на
которое подвешивались грузы.
Ось ходового ролика закреплялась в патроне токарного станка
и тщательно центрировалась. Затем на ролик надевалась обойма
приспособления и зажималась при помощи винтов. Разные вели­
чины радиальной нагрузки на подшипники ролика создавались при
помощи грузов, подвешиваемых к коромыслу.
Положение коромысла определялось при помощи оптической
установки, которая состояла из зрительной трубы, вертикальной из­
мерительной шкалы и зеркальца, закрепленного на обойме.
Определение коэффициента трения в подшипниках ходовых ро­
ликов выполнялось следующим образом. При помощи разновесок
регулировалось среднее нейтральное положение коромысла, при ко­
тором оно одинаково «играло» в ту и другую сторону от нейтраль­
ной оси при установке дополнительного груза; при этом среднее ней­
тральное положение фиксировалось на измерительной шкале. З а ­
тем с помощью разновесок в 1—5 Г определялся реактивный (от сил
трения в подшипниках) момент при скоростях вращения ролика 125,
200 и 315 об!мин. Для этого разновески набирались на одном из
плеч коромысла до тех пор, пока оно не занимало среднего нейт­
рального положения. В период равновесия момент от дополнитель­
ного груза (вес разновесок, умноженный на плечо коромысла) был
равен моменту сил трения на ролике.
Для каждой скорости измерения проводились по три раза при
вращении ролика в одну и другую сторону (величина момента сил
трения определялась как среднее арифметическое от замеренных
величин). Определение момента для каждой скорости вращения
производилось последовательно при радиальных нагрузках на ро­
лик 25, 35, 45, 65, 85 и 105 Г Исследования первоначально были
проведены с новыми роликами и роликами, бывшими в эксплуата­
ции, конвейеров фирмы «Демаг» и П-65. Ролики конвейера фирмы
«Демаг» испытывались после шести месяцев эксплуатации, а ро­
лики конвейера П-65 — после трех месяцев. Опытная партия роли­
ков П-65 испытывалась в течение трех месяцев на конвейере «Де­
маг» на шахте № 3-бис. Всего было испытано 12 роликов.
Анализ полученных экспериментальных данных позволил сде­
лать следующие выводы.
1.
Коэффициент трения в подшипниках новых ходовых роликов
выше, чем у роликов, бывших в эксплуатации. При этом новые ро­
лики имеют несколько отличные друг от друга приведенные коэф­
фициенты сопротивления (графики на рис. 21).
Результаты испытаний роликов, бывших в эксплуатации, мало
отличаются друг от друга. Это указывает на относительную ста­
бильность коэффициента трения в подшипниках приработавшихся
роликов (графики на рис. 22).
2.
Приведенный коэффициент трения увеличивается с увеличе­
нием числа оборотов роликов. При этом имеет место примерно про­
порциональная зависимость между коэффициентом трения и чис­
лом оборотов ролика; коэффициент трения в интервале скоростей
Рис. 21. Графики зависимости приведенного коэф­
фициента сопротивления нового ролика от ради­
альной нагрузки
100—350 об/мин увеличивается в среднем на 8% с увеличением ско­
рости на 100 об/мин. Выявленная эмпирическая зависимость
Рис. 22. Графики зависимости приведенного коэф­
фициента сопротивления ролика, бывшего в экс­
плуатации, от радиальной нагрузки
приведенного коэффициента трения в подшипниках ролика от ско­
рости его вращения оказалась равной для порожнего полотна
/ ' = 0,000021 п + 0,0257
(3-18)
и для груженого
/ ' =0,000017/z + 0,0206,
(3-19)
где п — число оборотов ролика.
3.
Величина приведенного коэффициента трения уменьшается
■с увеличением радиальной нагрузки на ролик. Для приработав­
шихся роликов имеет место вполне определенная закономерность
между коэффициентом трения и реальной нагрузкой; в области
малых нагрузок коэффициент трения заметно уменьшается, с увели­
чением нагрузки интенсивность уменьшения коэффициента трения
постепенно снижается до нуля; таким образом, начиная с некоторой
нагрузки коэффициент трения является постоянной величиной.
4.
Приведенный коэффициент трения в подшипниках прирабо­
тавшихся роликов пластинчатых конвейеров фирмы «Демаг» и П-65
составляет в среднем при незагруженном полотне 0,03; при произ­
водительности свыше 200 т/ч — 0,024.
Затем было изготовлено шесть роликов с торцовым лабиринтом
и канавкой для опытно-промышленного образца конвейера П-65
(рис. 23). Испытания этих
роликов на вышеописанной
установке показали, что со­
противления в их подшипни­
ках примерно равны сопро­
тивлениям в подшипниках
роликов без лабиринта, что
позволило
рекомендовать
применение роликов с тор­
цовым лабиринтом на кон­
вейере П-65. Перая опытная
партия этих роликов в количестве 80 штук была изпн
товлена мастерскими Гипроуглёгормаша и установлена
на опытном конвейере П-65
Рис. 23. Ролик с торцовым лабирин­
том опытно-промышленного образца
в период его монтажа в шах­
конвейера П-65
те. В дальнейшем заводом
им. Пархоменко была изго­
товлена партия пластин с новыми роликами, которая была уста­
новлена на конвейере.
Периодические электрические и динамометрические измерения
на опытном образце конвейера П-65 показали, что коэффициент ос­
новного сопротивления после приработки конвейера составляет
0,014 на груженой ветви и 0,015 — на порожней. Эти значения ока­
зались стабильными в течение всего периода наблюдений (44 ме­
сяца) за его работой на шахте № 70. Контрольные разборки роли­
ков, проведенные после 14, 18, 30 и 44 месяцев работы конвейера,
показали, что смазка подшипников загрязнена относительно мало.
С учетом результатов испытаний, институтом Гипроуглегормаш
и Анжерским машиностроительным заводом была скорректирована
конструкция ролика с торцовым лабиринтом и канавкой для кон­
вейеров П-50, П-65, П-80 и ПН-65. Эти ролики снабжаются маслен­
ками, позволяющими периодически производить
перезарядку
смазки (см. рис. 5). Срок службы таких роликов, как показала
эксплуатация, составляет около 5 лет при работе в сухой выра­
ботке. При эксплуатации конвейера в обводненных выработках
срок службы роликов резко снижается, что объясняется отсутст­
вием герметичности. Поэтому для работы пластинчатых конвейеров
в условиях обводненных выработок необходимо разработать новую
конструкцию ролика. Работа над таким роликом в настоящее время
завершается институтом Гипроуглегормаш.
По величине приведенного коэффициента трения в подшипниках
роликов представилось возможным, используя зависимость (3-14),
приближенно определить значение коэффициента трения качения
роликов по уголковым направляющим, которое оказалось равным
0,05 см для конвейера «Демаг» и 0,035 см для конвейера П-65.
Практический интерес представляет зависимость коэффициента
основного сопротивления от диаметра ходовых роликов и скорости
движения несущего полотна. Подставляя значения /' и k в формулу
(2-14), имеем для порожнего полотна
Г 0=
_|_ - — 7 ^ + 0,0.8
и для груженого полотна
0,00102ш/
W o =
+
tiD*
0,0206rf + 0,08
0(0015
(3.20)
+ 0,0015.
(3-21)
На рис. 24 представлены графики зависимости коэффициента ос­
новного сопротивления движению порожнего полотна от диаметра
ролика при скоростях движения
пластинчатого
полотна
1 и
1.5 м!сек. При построении графи­
ков внутренний диаметр подшип­
ников роликов принят равным
2.5 см. Как следует из графиков,
коэффициент основного сопроти­
вления резко снижается с увеличе­
нием диаметра ходовых роликов
до 120— 150 мм; при дальнейшем
увеличении диаметра коэффици­
ент уменьшается незначительно. Рис. 24. Графики зависимости коэф­
Сопротивление на прямоли­ фициента основного сопротивления от
диаметра ролика
нейном участке верхней ветви го­
ризонтального конвейера
Wtp = (q + q0)(w '0 ± i ) l .
(3-22)
На нижней ветви сопротивление равно
Wn= q0(W0 ± i ) t ,
(3-23)
где / — длина участка;
i — средний уклон участка.
Сопротивления на наклонном конвейере:
^ rp = (^ + ^0) (^ o C O S a ± s I n a ) /,
(3-24)
W^n= ?o (^ o C o sa i s i n a ) / ,
(3-25)
где a — угол установки конвейера.
§ 3. Сопротивления движению на криволинейных участках
Теоретическое исследование сопротивлений движению пластин­
чатого полотна на криволинейных участках впервые было выпол­
нено в 1957 г. Г. И. Солодом, определившим сопротивление на кри­
волинейном участке с учетом взаимного влияния внешних сил —
веса полотна и горизонтальной реакции направляющей [48]. Соста­
вив и решив дифференциальное уравнение, Г. И. Солод получил
следующую зависимость для определения натяжения цепи после
прохода криволинейного участка (при криволинейных направляю­
щих) :
S = s r ia+ { q + q o ) ^ ( l Wia - I)/?Здесь: 5 0 — натяжение цепи в начале криволинейного участка;
W2 — коэффициент дополнительного сопротивления движе­
нию полотна на криволинейных участках, который
Г И. Солод рекомендует принимать равным 0,1;
а — угол поворота криволинейного участка;
R — радиус кривизны криволинейного участка.
При выводе этой зависимости не учитывалось сопротивление от
жесткости пластинчатого полотна, которое на криволинейных на­
правляющих относительно мало, так как оно имеет место только
при набегании и сбегании с криволинейного участка.
Испытания пластинчатых конвейеров КПИ-1 конструкции харь­
ковского завода «Свет шахтера» и КПА-2 конструкции Анжерского
завода с криволинейными направляющими показали, что работа
конвейера при наличии, криволинейных участков происходила не­
удовлетворительно (КПИ-1) или сопровождалась значительным из­
носом (КПА-2). Проверить и изучить работу пластинчатых конвей­
еров «Демаг» и «Прюнте» на криволинейных участках не удалось,
так как они работали по прямолинейной трассе.
В период создания конвейера П-65 были проведены всесторон­
ние исследования по выявлению условий прохода пластинчатого
полотна криволинейных участков и определению возникающих при
этом сопротивлений.
Весьма важным является выбор схемы вписывания полотна
в став на криволинейном участке. Эта схема должна удовлетворять
трем требованиям: удобству монтажа става конвейера на криволи­
нейных участках выработки, возможности работы при радиусах
кривизны выработок до 20 м и получению относительно малых до­
полнительных сопротивлений движению полотна на криволинейных
участках.
Выбор радиуса изгиба конвейера до 20 м обусловлен тем, что
согласно обследованию криволинейности горизонтальных вырабо­
ток шахт Донецкого бассейна, проведенному Л. Г Шахмейстером, и
шахт Карагандинского бассейна, выполненному Л. М. Алотиным,
большинство выработок имеет радиусы кривизны свыше 20 м.
Условие малых сопротивлений на криволинейных участках дик­
туется главным образом допустимым износом полотна и става; оче­
видно, при больших сопротивлениях этот износ составит заметную
величину, сократит срок службы конвейера и потребует установки
большого количества промежуточных приводов.
При разработке конструкции конвейера П-65 было принято со­
ставлять криволинейные участки путем установки под углом друг
к другу прямолинейных секций длиной 3,2 и 1,6 м. На прямолиней­
ных участках выработки став собирается из длинных секций, на
криволинейных — либо из длинных секций с радиусом кривизны
свыше 60 м, либо из длинных и коротких секций с радиусом кри­
визны в пределах 40—60 м> либо только из коротких секций с ради­
усом кривизны менее 40 м. При этом длина коротких секций была
принята больше расстояния между ходовыми роликами.
Теоретическое определение сопротивлений на криволинейных
участках для данного случая не вызывает трудностей.
Приращение натяжений на элементарном участке пластинча­
того полотна при проходе им криволинейного участка обусловли­
вается основным сопротивлением движению, сопротивлением от
уклона, сопротивлениями от кривой и жесткости полотна.
Приращение натяжения от первых двух сопротивлений
{q + q0)(W0 ± i ) d l .
Приращение натяжения вследствие сопротивлений от кривой
SW Kd*.
Здесь коэффициент WK учитывает сопротивление от прижатия
реборд к направляющим и сопротивление от жесткости цепи. Со­
противления от кривой условно считаем равномерно распределен­
ными по длине криволинейного участка.
Сопротивление от жесткости пластинчатого полотна
-7 Г = ^ п л
dl,
где Г пл — удельная сила сопротивления (сила, приходящаяся на
1 м длины криволинейного участка) от жесткости плас­
тинчатого полотна при радиусе изгиба, равном 20 м.
Полное приращение натяжения на элементарном криволиней­
ном участке
dS = (q + q0) (W0 ± i) dl + S WKd * + W n„ dl.
Заменяя d l= R d a, получаем
- g - - S r K- (q + q0) (W0 ± i ) R - 2 0 Г ПЛ* 0.
Это уравнение решается интегрированием в пределах изменения
натяжения S 0—5 и угла поворота 0—а. В результате получаем
5 = . & + go) R (Ho ± О + 201УПЛ
WK
« _ ! ) _ ( _ s j * * e.
(3-26)
Выведенная зависимость позволяет определить натяжение рабо­
чего органа после прохода криволинейного участка радиуса R при
угле поворота а. Однако для применения этой формулы необходимо
знать значения WK и Wnn, которые могут быть определены только
экспериментальным путем.
Экспериментальная проверка выбранной схемы вписывания по­
лотна в колею конвейерного става и определение сопротивлений на
криволинейных участках были проведены в период заводских испы­
таний конвейера П-65. Длина става конвейера в период испытаний
составляла 100 м, на середине става имелся поворот около 90°, ра­
диус кривизны его составлял 20 м.
Обкатка конвейера показала, что прохождение полотна по кри­
волинейному участку происходит вполне нормально. Однако умень­
шение радиуса кривизны до 17— 18 м привело к заклиниванию по­
лотна в местах поворота. Таким образом, радиус кривизны, равный
18 м, является минимально возможным при данной схеме вписыва­
ния.
Для определения сопротивлений движению полотна на криволи­
нейном участке методом тензометрирования определялись усилия
в тяговой цепи. Для этого на специально утоньшенном (для увели­
чения чувствительности) отрезке цепи был наклеен датчик сопро­
тивления. Измерения были проведены при трех разных натяжениях
цепи перед криволинейным участком — 750, 1400 и 1875 кГ
По данным осциллограмм были построены графики изменения
натяжения цепи на криволинейном участке; обработка полученных
данных показала, что удельное сопротивление (среднее сопротивле­
ние на 1 м) криволинейного участка составляло соответственно 12,
16 и 20 кГ при натяжениях в начале участка 750, 1400 и 1875 кГ
Анализ показал, что теоретическая зависимость (3-26) относи­
тельно точно согласуется с экспериментальными данными. При
этом было получено: №о = 0,02; Ц7К= 0 ,1 3 и И7ПЛ= 3,6 кГ/м, что ука­
зывает на большую величину сопротивлений на криволинейном уча­
стке.
Следует сказать, что определение сопротивлений на относи­
тельно коротком криволинейном участке имело большую погреш­
ность. Поэтому полученные данные следует считать весьма прибли­
женными.
Для уменьшения сопротивлений на криволинейных участках
опытного образца конвейера П-65 были рекомендованы и практиче­
ски осуществлены следующие мероприятия: обточка штампованных
роликов; улучшение качества изготовления стыков секций; смазка
направляющих перед обкаткой конвейера для более быстрой и ка­
чественной приработки трущихся поверхностей; тщательный монтаж
конвейерного става.
Дальнейшие исследования сопротивления на криволинейных
участках проводились в период испытаний конвейера П-65 на шахте
№ 70. Конвейер был установлен на 2-м западном штреке этой шахты
длиной 700 м. Как показали специальные измерения, конвейер по­
сле монтажа имел 14 разносторонних поворотов с суммарным уг­
лом 386°; действительные углы поворота (в направлении от хвосто­
вого к головному приводу) составляли 78°, 10°, 20°, 32°, 29°, 42°, 22°,
14°, 22°, 19°, 9°, 38°, 6° и 45°. Длина конвейера была равна 690 м.
Рнс. 25. График натяжения цепи груженого полотна после 10 месяцев экс­
плуатации опытно-промышленного образца конвейера П-65
Измерения натяжений цепи на верхней ветви конвейера произ­
водились трехтонным динамометром типа ДР-3. Последний встраи­
вался в тяговую цепь у хвостового привода и вместе с полотном кон­
вейера перемещался до головного привода. Всего было произведено
4 измерения в разные периоды работы конвейера. Одновременно
с динамометрическими измерениями проводились электрические из­
мерения мощности, потребляемой двигателями конвейера.
Первое измерение было произведено после монтажа и обкатки
конвейера. У хвостового привода натяжение цепи после пуска кон­
вейера составляло около 1100 кГ, затем, по мере приближения ди­
намометра к головному приводу, оно возрастало, достигнув в конце
ветви величины 2140 кГ.
Вторые измерения были проведены после 25 смен работы кон­
вейера (практически вхолостую), результаты которых примерно со­
впали с первыми измерениями.
Третьи измерения были произведены после 4 месяцев работы. И,
наконец, четвертые измерения были проведены после десятимесяч­
ной эксплуатации конвейера. Результаты этих измерений для гру­
женого полотна представлены на рис. 25. Путем вычисления натя­
жений по теоретической формуле и сопоставления их с эксперимен­
тальными графиками методом последовательных приближений были
получены значения коэффициентов W0, W' , WKn Wuл.
Анализ экспериментальных данных показал, что они достаточно
близки теоретической зависимости (3-26). Результаты этих вычис­
лений представлены в табл. 6.
Таблица 6
на порожнем
полотне
2
1 =s 5k
Е
1
2
3
4
Конвейер смонтирован
и обкатан в течение
10 смен
Конвейер обкатан в те­
чение 25 смен
Конвейер проработал
4 месяца
Конвейер проработал
10 месяцев
wo
на груженом
полотне
<
■0*
о
W
§1
ш^
п «
= £
S ^
■0’ ш S
-R.S at _
Средний к<
циент сопр
ния на вер
полотне
Условия работы конвейера
п
н
S
at
S
g
Величина
о
а,
а
Коэффициент основного
сопротивления
WW кГ'м
Ja
£ о,
at
5«
н «и
£ а
ся
0
0,016
—
0,04 1,3
0,024
0
0,015
—
0,04 0,5
0,018
0
210
220
0,015
0,014
—
0,014
0,04 0,4
0,04 0,4
0,04 0,4
0,0195
0,0165
0,0165
Проведенные мероприятия показали значительно меньшую ве­
личину сопротивлений на криволинейных участках. Малое значение
среднего коэффициента сопротивления на верхнем полотне WcР (ве­
личина его в некоторой степени зависит от предварительного натя­
жения цепи) говорит о небольшой величине сопротивлений на кри­
волинейных участках, а также о малом износе.
Для изучения вопроса стабильности сопротивлений на конвей­
ере один-два раза в месяц проводились электрические измерения
мощности, потребляемой двигателями в течение всего периода про­
мышленных испытаний конвейера П-65. Эти измерения показали
относительно устойчивую стабильность величины сопротивлений на
конвейере. Суммарная потребляемая мощность составила 29—
30 кет при незагруженном конвейере и 37—39 кет при производи­
тельности 330 т/ч.
Как видно из приведенных данных, после проведения целого
ряда мероприятий было достигнуто резкое снижение коэффициента
WKl характеризующего трение реборд роликов о направляющие на
криволинейных участках; при этом малая величина этого коэффи­
циента оказалась стабильной в период эксплуатации конвейера.
Кроме того, в конвейере П-65 имели место меньшие сопротивления
трению качения роликов на прямолинейных участках в сравнении
с конвейером «Демаг», хотя условия движения роликов по уголко­
вым направляющим были примерно одинаковы.
В период заводских испытаний первых серийных образцов плас>инчатых конвейеров П-65 на Анжерском заводе смазка .направ­
ляющих вызвала резкое снижение сопротивлений на конвейере; ана­
логичное явление имело место и при заводских испытаниях опытнопромышленных образцов конвейера П-50 на харьковском заводе
^Свет шахтера». Таким образом, было установлено, что основной
Причиной снижения величины коэффициентов WK и k является
вмазка уголковых направляющих.
Однако масло с уголковых направляющих после заливки весьма
быстро стекает, смешиваясь с угольным штыбом (смазка направ­
ляющих на конвейере П-65 производилась раз в 10— 12 месяцев),
Отчего уголки и ролики в процессе эксплуатации остаются практи­
чески несмазанными. Приработка смазанных трущихся поверхно­
стей не могла существенно влиять на величину сопротивлений по
Причине непрерывной смены контактируемых поверхностей при
движении полотна конвейера.
Явление уменьшения сопротивлений при смазке направляющих
Можно объяснить с точки зрения современной теории механизма
сухого и граничного трения.
Работами чл.-корр. АН СССР Б. В. Дерягина и его сотрудников
(Институт физической химии АН СССР) выявлено существенное
значение адсорбционного слоя смазки для уменьшения сил трения.
Если нанести на поверхность металла весьма тонкий молекулярный
(толщиной в одну-две молекулы) слой смазки, то сила трения ме­
жду этими поверхностями снижается в несколько раз.
Молекулярные слои смазки можно наносить на поверхность ме­
талла посредством конденсации пара органических веществ или по­
крытием поверхности толстым слоем масла и последующим тща­
тельным стиранием его, что, по-видимому, имеет место в нашем
случае. После стирания избытка масла поверхность металла спо­
собна сохранить на себе слой масла толщиной в одну молекулу,
удерживаемый за счет молекулярных сил. Таким образом, образу­
ется слой смазки толщиной в одну—две молекулы, адсорбирован­
ный (как бы прилипший за счет сил молекулярного сцепления)
к поверхностям трущихся тел. Ориентированные параллельно друг
другу цепи молекул адсорбционного монослоя «скрепляются»
силами молекулярного притяжения, что обеспечивает необходимую
прочность всего слоя, позволяющую ему выдерживать, не продавли­
ваясь, силу давления между соприкасающимися телами. Благодаря
этому скольжение тел облегчается в сравнении с несмазанными по­
верхностями.
Так, по данным Б. В. Дерягина, наличие мономолекулярного
слоя смазки из летучего органического вещества уменьшает коэф­
фициент трения между стальными поверхностями в 3,5 раза. По
данным В. Гарди, коэффициент трения стали по стали после покры­
тия поверхности ориентированными адсорбционными слоями стеа­
риновой кислоты уменьшается в семь-восемь раз.
Таким образом, можно предположить, что после смазывания
уголковых направляющих и последующем вытекании смазки на по­
верхность уголков и роликов образуется адсорбционный слой, вызы­
вающий резкое уменьшение трения скольжения между ребордами
роликов и уголковыми направляющими, а также некоторое умень­
шение трения качения роликов по направляющим.
Исследование сопротивлений движению пластинчатого полотна
позволило сделать следующие практически важные выводы.
1. Малые сопротивления движению полотна даже при сильно
искривленной трассе подтверждают рациональность выбранной
схемы вписывания полотна в колею става. Создание конструкций
конвейеров с дополнительными горизонтальными роликами (типа
конвейера «Прюнте») для реальных условий откаточных и проме­
жуточных штреков угольных шахт является нецелесообразным.
2. Пластинчатые горизонтальные конвейеры могут работать без
промежуточных приводов при длине става до 1200— 1300 м в усло­
виях любой реально возможной искривленности штрека.
3. Периодическая смазка уголковых направляющих солидолом
вызывает резкое уменьшение сопротивлений движению полотна на
криволинейных участках.
Натяжение тяговой цепи в конце участка между приводами оп­
ределяется по формуле
п
т
5 = 5 0+ 2 ^ п+
<=i
i= i
S 0 — натяжение в начале участка;
где
(3-27)
П
2 Wa — сумма сопротивлений на прямолинейных участках;
г-1
т
2 F K— сумма сопротивлений на криволинейных участках.
г=»1
Небольшая разница между средним коэффициентом сопротив­
ления при большей искривленности става (см. табл. 6) и коэффи­
циентом сопротивления на прямолинейном участке позволяет упро­
стить вычисление сопротивлений на конвейере. Эти сопротивления
можно определить с помощью формул (3-22) и (3-23), подставляя
в них средние значения (для всего полотна) коэффициента сопро­
тивления. Значение этого коэффициента в зависимости от кривизны
става следует принимать для верхней ветви на 15—25% больше ко­
эффициента основного сопротивления, для нижней— на 10— 15%
больше коэффициента основного сопротивления для этой ветви.
§ 4. Распределение нагрузки между приводами и роль гидромуфт
Пластинчатые конвейеры для горной промышленности характе­
ризуются применением на одном ставе нескольких приводов. Два
или три привода могут располагаться на концевых станциях,
а в случае применения промежуточных приводов общее число при­
водных устройств конвейера может достигать 6— 10. Из этого сле­
дует, что распределение мощности между отдельными приводами
является весьма серьезным фактором, определяющим наряду с со­
противлениями статические натяжения тягового органа.
Теория распределения нагрузки между приводами для случаи
скребкового конвейера разработана канд. техн. наук А. Г. Сосни­
ным и чл.-корр. АН УССР Н. С. Поляковым [39]. Согласно этой тео­
рии нагрузка каждого привода определяется жесткостью его харак­
теристики. Можно полагать, что данная теория применима и для
случая любых других типов многоприводных конвейеров, в том
числе и пластинчатых.
Тогда на основании указанной теории тяговое усилие, переда­
ваемое каждым приводом многоприводного конвейера, можно вы­
разить:
Fi — (v0 — v )act;
F 2== О^о
Ж-25
где ci, C2 ,
Fi = (v0 — v) aci,
(3-28)
Ci — жесткость характеристики соответствующего
привода;
v0 — скорость движения тягового органа при отсут­
ствии скольжения двигателя и муфты;
v — фактическая скорость движения тягового органа;
а — коэффициент, определяемый по формуле
Л г-
(3-29)
Здесь: i — передаточное число редуктора привода;
Азв — диаметр тяговой звездочки.
Так как сумма тяговых усилий на всех приводах равна суммар­
ной величине статических сопротивлений на конвейере, то послед­
няя может быть выражена
W = (v 0 — v) ас ,
где с — коэффициент, величина которого определяется значением
жесткости характеристик приводов конвейера.
Тогда
W
ас
и выражения (3-28) примут вид:
F .1 = W
С 1
F Z2= W F сl- >;
F t= W ^ -;
F i + F 2+
+ F t= W .
(3-30)
Эта система уравнений выражает распределение нагрузки ме­
жду приводами конвейера.
Асинхронные электродвигатели могут иметь различное скольже­
ние; по существующим стандартам допускается скольжение при ног
минальных нагрузках на 25% выше указанного в паспорте. Р аз­
личное скольжение имеют также гидромуфты вследствие неизбеж­
ного различия в наполнении и утечке масла. Таким образом, все­
гда имеет место некоторое различие механических характеристик
отдельных приводов и, следовательно, неравномерность распределе-ния нагрузки между отдельными приводами.
Анализ системы уравнений (3-30) показывает, что неравномер­
ность распределения нагрузки между приводами уменьшается
с увеличением скольжения, т. е. со смягчением механической харак­
теристики. Этим и объясняется целесообразность применения гид­
ромуфт, т. е. для выравнивания нагрузки между приводами. Сде­
ланный вывод подтверждается практикой. Многочисленные изме­
рения, проведенные на многоприводных магистральных конвейерах
(фирмы «Демаг», П-65, П-50, П-80, КРУ-350, КРУ-260), выявили
примерно одинаковое распределение нагрузки между двигателями;
различие в нагрузках, воспринимаемых каждым отдельным двига­
телем, не превышает 10— 15%.
Следует отметить, что уравнения (3-30), характеризующие тео­
ретическое распределение нагрузки между приводами, составлены
без учета упругой характеристики рабочего органа конвейера. В ре­
альных условиях удлинение рабочего органа от действия усилий
натяжения несколько выравнивает нагрузку между приводами.
В качестве примера рассмотрим работу конвейера с двумя приво­
дами, расположенными на концевых станциях. Пусть, вначале двитатели приводов нагружены совершенно одинаково, тогда натяже­
ние тягового органа перед каждым приводом (по ходу тягового ор­
гана) будет также одинаково. Если же один из приводов (напри­
мер, холостой) заберет большую нагрузку, то натяжение перед хво­
стовым приводом увеличится, а перед головным — соответственно
уменьшится. На основании закона сохранения массы должно быть
Я г^ г= Я Л >
где qv и <7х — погонный вес рабочего органа в местах набегания
соответственно на головной и хвостовой приводы;
vr и vx — фактические скорости движения рабочего органа
в местах набегания на головной и хвостовой приводы.
Очевидно,
(3-31)
Яг
<70— погонный вес рабочего органа при натяжении, равном нулю;
5 Г и 5 Х— натяжения тягового органа в местах набегания на
головной и хвостовой приводы;
Здесь:
Ег и Ex — жесткости рабочего органа при натяжении 5 Г и 5 Х.
Так как в нашем случае S r < S x, то очевидно qr> q х и, следова­
тельно, скорость vr < v x. Таким образом, при уменьшении нагрузки,
на головном приводе скорость тягового органа в месте набегания
на привод уменьшается, что вызывает увеличение разности ( v0— vr)
И, как следствие, увеличение нагрузки на этот привод, и наоборот,,
увеличение нагрузки на холостом приводе вызовет уменьшение раз­
ности (оо—£>х), что обусловит уменьшение нагрузки. Очевидно,,
влияние упругости рабочего органа будет тем больше, чем меньшую
жесткость он будет иметь.
Таким образом, упругость тягового органа конвейера несколькоулучшает распределение нагрузки между приводами, хотя это
влияние, как показывают расчеты, относительно невелико.
Распределение нагрузки значительно осложняется при наличии,
концевых и промежуточных приводов. Для обеспечения нормаль­
ной работы кулаки промежуточного привода выполняют с шагом,
превышающим соответствующий отрезок тяговой цепи, а в период,
выхода его из зацепления сообщается замедление. Соответствую­
щее уменьшение скорости цепи у промежуточного привода вызывает
необходимость некоторого увеличения скорости приводных кулаков,
для обеспечения средней скорости движения цепи на конвейере. Ло­
кальные изменения скорости движения цепи компенсируются дина­
мическими импульсами, возникающими в ней при работе промежу­
точных приводов.
По указанной причине равномерное распределение нагрузки ме­
жду приводами соответствует разной скорости цепи в месте конце­
вых и промежуточных приводов; при этом скорость цепи у проме­
жуточных приводов должна быть на некоторую определенную ве­
личину больше скорости цепи у концевых приводов.
Очевидно, скорость движения приводной цепи промежуточногопривода
Vn= v + - ^ v ,
(3-32).
v — средняя скорость движения тяговой цепи конвейера;
Uо — разность шага кулаков и соответствующего отрезка тяго­
вой цепи;
а — шаг отрезка тяговой цепи.
Средняя скорость движения тяговой цепи является величиной,
приближенной и колеблется в некоторых пределах в зависимости от
различия механических характеристик концевых приводов, заливки,
их турбомуфт и тягового усилия на приводе. Величина U0 из-за не­
точности изготовления тяговой цепи изменяется в некоторых преде­
лах; с увеличением износа тяговой цепи она уменьшается.
Движение приводной цепи промежуточного привода сообщается
через редуктор и приводную звездочку, при этом практически невоз­
можно добиться точной средней величины vn по зависимости (3-32)Поэтому скорость движения приводной цепи может отличаться от
где
величины, определяемой по формуле. По этой причине в период ра­
боты конвейера кулаки промежуточного привода могут отставать от
тяговой цепи (промежуточный привод не берет нагрузки) или, нао­
борот, опережать тяговую цепь (концевые приводы разгружены).
Этот вывод подтверждается практикой: в период заводских ис­
пытаний одного из первых серийных конвейеров П-65 промежуточ­
ный привод удовлетворительно работал вместе с концевыми приво­
дами. Так как испытания проводились при температуре от —20 до
—30° С, то имели место большие сопротивления на конвейере. Тот
же конвейер затем был смонтирован на штреке шахты им. Костенко
комбината Карагандауголь на длину 320 м\ при этом имели место
малые сопротивления. Опробование промежуточного привода в этих
условиях показало, что приводные кулаки отстают от цепи. Когда
конвейер нарастили до 600 м и выросли сопротивления, промежуточ­
ный привод стал работать нормально.
Возможная предельная ошибка скорости движения цепи проме­
жуточного привода
Avn= + Av ± Avt — \ v a .
(3-33)
Здесь До — абсолютная ошибка средней скорости движения цепи;
Avu — ошибка в скорости приводной цепи от уменьшения ве­
личины Uo\
Avi — ошибка вследствие неточного подбора передаточного
числа редуктора промежуточного привода.
Выявим вначале зависимость для средней скорости движения
цепи и возможные отклонения этой величины.
Средняя скорость движения цепи [3]
со/
(3-34)
где со — угловая скорость вращения вторичного вала гидромуфты;
I — шаг цепи;
<ро— половина угла зацепления;
I — передаточное число редуктора концевого привода.
Угловая скорость вращения вторичного вала гидромуфты
(3-35)
(п — число оборотов вторичного вала гидромуфты).
В пределах до номинальной нагрузки число оборотов вторичного
вала гидромуфты в общем виде может быть выражено уравнением
п = п0 — cF.
(3-36)
Здесь /то — число оборотов вторичного вала гидромуфты при нуле­
вой нагрузке и номинальной заливке масла;
F — тяговое усилие на концевом приводе;
с — условная жесткость характеристики концевого привода
при номинальной заливке гидромуфты маслом.
Подставляя значение со в формулу, получаем
v = v0 — acF,
(3-37)
ЪПqI
V° ~ 60-f0i ’
(3-38)
nl
бб^Г •
(3-39)'
a
В выражении (3-37) при определенной величине тягового усилия
F величины Vo и а могут быть приняты как точные, условная жест­
кость муфты с из-за различия характеристик двигателя и гидро­
муфты, неполной заливки гидромуфты маслом и его утечки может
колебаться в некоторых пределах ± Д с.
Из математической теории ошибок известно, что абсолютная
ошибка одного независимого переменного равна произведению аб­
солютной ошибки аргумента на производную этой функции. Отсюда
следует, что
h v = ± LcaF.
(3-40}
Необходимое увеличение скорости движения приводной
промежуточного привода согласно уравнению (3-32)
цепи
(3-41>
В этом уравнении величины v и а могут быть приняты как точ­
ные (их погрешность почти не влияет на величину vu), а величина.
Uo— как приближенная; при этом вследствие износа тяговой цепи
погрешность AUo следует считать отрицательной. Тогда
Дг»у = - Д £ / 0-2-
(3-42>
Ошибка из-за неточного подбора передаточного числа редуктора
промежуточного привода может быть положительной или отрица­
тельной.
Подставляя значения Ап и AVu в формулу (3-33), получаем
Ат'п = ± kcaF — Д£/0-у- +
•
(3-43)'
С другой стороны, по аналогии с зависимостью (3-37)
vn= Vo — a cF n,
(3-44)'
где v ' , а ' — величины, характеризующие кинематику промежуточ­
ного привода;
F n— тяговое усилие на промежуточном приводе.
Отклонение скорости приводной цепи от номинального значения
Дт;п== ± &ca'F„.
(3-45)-
± Д c a 'F „ = ± Д caF - ь и 0-!L ± д®,.
(3-46)
В идеальном случае тяговое усилие на промежуточном приводе
F n будет равно усилию на концевом приводе. Практически же уси­
лие Рп всегда будет отличаться от усилия F на некоторую величину.
•Очевидно, это различие должно быть относительно небольшим и за ­
ранее заданным. Исходя из этого тяговое усилие на промежуточ­
ном приводе может быть представлено как
F a= ( \ ± k ) F ,
(3-47)
где k — отклонение величины усилия на промежуточном приводе от
величины усилия на концевом приводе.
Тогда условие нормальной работы промежуточного привода
± са' (1 ± k )F = ± \c a F - Ш 0^ - ± Д®,.
(3-48)
Как видим, отклонение усилия на промежуточном приводе k яв­
ляется функцией отклонений величин с, £/0, величины ДVi и тягового
усилия на концевом приводе. В данном конкретном приводе Дс,
ДUо, ДVi определены, поэтому величина k является функцией только
тягового усилия на концевом приводе; однако эта величина будет
меняться по мере износа тяговой цепи конвейера.
Коэффициент k, т. е. отклонение величины тягового усилия на
промежуточном приводе от соответствующего усилия на концевом,
следует ограничить величиной 0,1—0,15.
При проектном расчете назначается величина Л и с помощью
уравнения (3-48) определяются допустимые отклонения Дс, AUo,
A Естественно, что эти отклонения должны соблюдаться при из­
готовлении конвейера и проверяться при его приемке.
Путем выбора соответствующей характеристики гидромуфт мо­
жно добиться примерно одинакового распределения нагрузки ме­
жду всеми приводами конвейера. Следует отметить, что равномер­
ность распределения нагрузки между приводами практически зави­
сит от величины наполнения гидромуфт жидкостью.
Однако отечественные конструкции тяговых гидромуфт не позво­
ляют контролировать количество масла в них. Поэтому утечки
масла могут, изменив характеристику гидромуфт, нарушить равно­
мерность распределения нагрузки между приводами конвейера. От­
сюда следует практически важный вывод о необходимости контро­
ля наполнения гидромуфт.
Тяговые (нерегулируемые) муфты облегчают пуск электродвига­
телей. Так как в период пуска передача начального импульса от на­
сосного к турбинному колесу гидромуфты происходит в течение не­
которого времени, то двигатель успевает разогнаться почти до но­
минального числа оборотов при холостой нагрузке и пусковые токи
электродвигателя оказываются относительно малыми.
Вместе с тем тяговые гидромуфты не уменьшают максимального
тягового усилия, соответствующего пусковой характеристике гид­
ромуфты. Тяговое усилие привода в период пуска изменяется от ве­
личины усилия, соответствующего пусковому моменту гидромуфты,,
до величины усилия, соответствующего максимальному моменту, по­
сле чего оно уменьшается до номинальной величины. В случае не­
обходимости уменьшения тягового усилия в период пуска исполь­
зуют регулируемые гидромуфты с трубкой-черпаком и вторым до­
полнительным объемом. Благодаря регулированию наполнения этих
муфт с помощью трубки-черпака можно получить при пуске целый
ряд характеристик — от весьма мягкой до универсальной, подобно
характеристикам, получаемым при пуске асинхронного двигателя
с фазовым ротором при помощи реостата.
Следует отметить, что разработанная для магистральных кон­
вейеров регулируемая муфта ТМ-85 имеет, как показал опыт экс­
плуатации их на конвейерах КРУ-350 и КЛЦ-1, невысокую техни­
ческую надежность и большую утечку масла. Поэтому в настоящее
время стоит задача усовершенствования регулируемых гидромуфт.
Наличие гидромуфт, обусловливает некоторое демпфирование
упругих колебаний, возникающих в тяговом органе и приводах кон­
вейера. Пуск в работу, изменение сопротивлений по длине конвей­
ера, неравномерность движения тягового органа вызывают переход­
ные процессы и упругие колебания, которые в некоторой степени
сглаживаются гидромуфтами.
Гидродинамическая связь между валами гидромуфты является
в известной мере защитой от обрыва тягового органа при его закли­
нивании. У конвейеров с ходовыми роликами возможно по тем или
иным причинам заклинивание рабочего органа, приводящее к быст­
рой остановке. При этом кинетическая энергия тяговой цепи (впе­
реди места заклинивания), редуктора и ротора двигателя перехо­
дит в потенциальную энергию упругих деформаций, в результате
чего происходит натяжение тягового органа. При достижении мак­
симального момента муфта разъединяет редуктор и ротор двига­
теля, тем самым устраняя влияние ротора, обладающего большим
запасом кинетической энергии, на увеличение упругих деформаций
тягового органа. Таким образом, гидромуфта является важной со­
ставной и неотъемлемой частью привода пластинчатого конвейера,
существенно повышающей надежность его работы.
§ 5. Определение натяжений в цепи пластинчатого конвейера
с концевыми и промежуточными приводами
Надежность работы пластинчатых конвейеров может быть обес­
печена лишь в случае достаточно точного определения статических
и динамических усилий.
Определение натяжений в тяговом органе конвейеров обычно
производится методом расчета «по точкам». Этот метод заключа­
ется в том, что предварительное натяжение суммируется с сопро­
тивлениями движения последовательным обходом по контуру цепи.
При этом определяются тяговое усилие на приводе и максимальное
натяжение тягового органа в период работы конвейера. Многолет­
няя практика показала, что этот простой и удобный метод опреде­
ления натяжений вполне приемлем для конвейеров длиной до 150—
200 м.
Однако для магистральных пластинчатых конвейеров метод
расчета по точкам не позволяет достаточно точно определить ста­
тические натяжения в силу следующих причин.
При жестком натяжном устройстве на величину натяжения тяго­
вого органа оказывают влияние его собственные упругие свойства.
Это объясняется тем, что
закон распределения натя­
жений тягового органа при
его неизменной длине раз­
личен для неподвижного и
работающего
конвейера;
этот закон меняется также с
изменением величины з а ­
грузки конвейера по длине.
При нормальной работе
конвейера натяжение тяго­
вого органа по всему зам к­
Рис. 26. Схема распределения натяжений
нутому контуру, помимо со­
в конвейере с двумя концевыми приводами
противлений движению, оп­
ределяется законом распре­
деления нагрузки между приводами, что следует учитывать. Кроме
того, для определения статических натяжений должны быть из­
вестны зависимости, определяющие величину сопротивлений дви­
жению рабочего органа.
Таким образом, статические натяжения могут быть опреде­
лены только с учетом упругих свойств тягового органа, величины
сопротивлений и распределения нагрузки между приводами.
В наиболее простом случае (наличие только концевых приводов)
выявление закона распределения натяжений не вызывает особых
затруднений. Схема распределения натяжений в конвейере с двумя
концевыми приводами изображена на рис. 26.
При натяжении цепи неподвижного конвейера каждой ветви тя­
гового органа сообщается некоторое первоначальное предваритель­
ное натяжение So. При этом верхнее и нижнее полотно получают
удлинение, которое определяется по формуле
M0 = 2 - ^ - L .
(3-49)
Здесь: L — длина конвейера;
Е — жесткость тягового органа, то есть коэффициент про­
порциональности между натяжением цепи и относитель­
ным удлинением пластинчатого полотна.
При пуске конвейера в работу положение натяжного устройства
в цепных конвейерах остается неизменным, поэтому удлинение тя­
гового органа также не меняется.
Отсюда
L
А/о' - = Д 4 + 4 ) ^ -
(3-5°)
где 5 В и 5 Н— натяжение верхней и нижней ветвей цепи.
Если сопротивления на верхнем и нижнем полотне равны WB и
Wn, то натяжения в произвольном сечении:
SB= S2 + WB^~;
S u= S 4+ W l t V ^ L .
После интегрирования получаем
ДА) = -Г [52+ *54 + 4 " (^ в +
Ю] •
(3-51)
Из схемы на рис. 26 следует
S < - S 2= F - W n,
где тяговое усилие при одинаковой заливке гидромуфт
F = - r iW m+ W J .
(3-52)
Поэтому
S 4 - S 2 = 4-(U 7 b - U 7h).
Уравнения (3-49), (3-51) и (3-52) определяют для заданной ве­
личины предварительного натяжения усилия в тяговом органе при
сбегании с приводных звездочек. Как следует из этих уравнений,
натяжение в точках сбегания в общем случае неодинаково; большее
значение имеет натяжение в точке сбегания с ветви, которая имеет
большее сопротивление движению; при равенстве сопротивлений на
верхнем и нижнем полотне натяжения в точках сбегания равны.
Так как согласно методу расчета по точкам
S i^ S t+ W » ,
S3= S2+ W B,
то очевидно, что натяжение тягового органа оказывается определи­
мым во всех точках конвейера.
Рассмотрим другие возможные варианты определения натяже­
ний в пластинчатом конвейере.
1. Имеется один привод в голове конвейера.
Схема распределения натяжений в конвейере с одним концевым
приводом показана на рис. 27.
В этом случае при предварительном натяжении величина натя­
жений тягового органа работающего конвейера определяется зави­
симостями:
Д/0 = 4
[5 >+
+ ^н) + к (5, +
;
S 4 = 5, + Wa + (К - 1) (5, + W„) + WB,
(3-53)
(3-54)
где К — коэффициент, учи­
тывающий дополнительные
сопротивления при огибании
хвостовой звездочки.
2.
Имеется два привода
в голове конвейера и один
хвостовой
привод.
При
этом:
Д/0= 2
А4 = у
Рис. 27. Схема распределения натяжений
в конвейере с одним концевым приводом
х
X
[52 + 5 4 + 4 ( ^ в + ^ н)];
(3-55)
(3-56)
S4
3.
Конвейер имеет два концевых и один промежуточный привод
по верхней ветви (рис. 28).
Здесь удлинение тягового органа неподвижного конвейера опре­
деляется также зависимостью (3-49). При пуске конвейера в работу
это удлинение должно быть равно:
— j* ~]f-dx-\- J* -g - dx + j -g-,d x .
Очевидно:
•s .= s , + r .
X — l\
д/0= = т
[(5 ! + 4
г .,) , ' + (5<
(3-57)
Из схемы на рис. 28 следует:
5 В- S 2 = -g- (WB>+ WB2) ~ ~ W U;
(3-58)
S 4 - 5 6=
(3-59)
Система
уравнений
(3-57), (3-58) и (3-59) оп­
ределит натяжения тяго­
вого органа в точках 2,4
и б. В вышеприведенных
формулах
учитывается
средняя жесткость рабо­
чего органа конвейера.
Как будет выявлено ниже,
жесткость тягового орга­
на пластинчатого конвей­
ера является функцией
натяжения цепи. Однако
точный учет жесткости
как переменной величины
приводит к сложным и
громоздким формулам [2].
( Wa, - W„) - 4
.
Рис. 28. Схема распределения натяжений
в конвейере с двумя концевыми и одним про­
межуточным приводами
§ 6. Распределение натяжений в конвейере с гидромуфтами
с учетом его неравномерной загрузки по длине
Рассмотрим распределение натяжений в многоприводном гори­
зонтальном конвейере, который неравномерно загружен по длине;
неравномерное распределение груза может иметь место после пуска
и перед остановкой конвейера, а также и во время нормальной ра­
боты конвейера. Пусть промежуточные приводы делят рабочий ор­
ган конвейера на п секций длиной L rp на верхней ветви и на А сек­
ций длиной LH на нижней ветви. Будем считать, что загруженной
в данный момент времени является лишь часть рядом расположен­
ных секций верхней ветви, число которых равно т [28,2].
Сопротивление движению секции с грузом верхней ветви и лю­
бой секции нижней ветви равно
W c ^ ( q + q0) W L rp = q oW Ln.
Тяговое усилие, передаваемое каждым приводом,
F =
TTF
+ Ь) (q + 9о) WLrp + (и - т ) q0WLrp}.
F -= ^ r , [ - = ± f 9 + 4
Очевидно, от каждой незагруженной секции верхнего полотна
груженым секциям и секциям нижнего полотна будет передаваться
«избыточное» тяговое усилие
F - W ' c= WLT? [ - = ± f ? + ? „ ] - W L„q , - WL,„ ( - = ± f ) q,
вследствие чего натяжение тягового органа возрастает на величину
с
1к//
(л — т ) { т + k ) _
О доп
И' " гр
Л + ft
Максимальное натяжение равно
5max =
Wc ~\~ $сб'
*5Д0П
где S c6 — натяжение тягового органа при сбегании с привода;
(л — т ) ( т + k )
5 m a x = WLгр
+
Ч + ^о| + *5сб(3-60)
п + k
При определенном соотношении числа загруженных и порожних
секций будет иметь место максимальное зйачение натяжения S ^ ax.
Для определения максимально возможной величины натяжения
продифференцируем зависимость (3-60) по числу загруженных сек­
ций т :
^ тш
ах
, _ л —л
k —
— 2т
ах
ту/ Г
Вторая производная
< 0.
Приравнивая первую производную нулю, получаем значение
=
лТТ
т 0= - ? - = ± ,
(3-61)
которое соответствует максимальному значению 5 ^ ах.
Максимальное натяжение тягового органа многоприводного го­
ризонтального конвейера получим, подставляя значение m в фор­
мулу (3-60):
5 max = WLTP
Коэффициент перегрузки
груза
к а=
+ l)<7 + <?0] + 5 сб.
от неравномерного
«$тах
W c + S cб
(3-62)
распределения
(3-63)
Рассмотрим распределение натяжений на наклонном пластинча­
том конвейере с промежуточно-уравнительными приводами. В этом
конвейере гусеничный привод осуществляет передачу тягового уси­
лия верхней ветви конвейера и одновременно разгружает нижнюю
ветвь, передавая натяжение с нее на верхнюю ветвь.
Схема распределения натяжений в тяговом органе наклонного
конвейера с промежуточно-уравнительными приводами показана
на рис. 29. Промежуточно-уравнительный привод перед началом ра­
боты конвейера устанавливается таким образом, чтобы его привод­
ные кулаки вошли в надежный контакт с цепью обеих ветвей кон­
вейера; при этом натяжение у привода становится близким нулю.
Рис. 29. Схема распределения натяжений в тяговом органе наклонного конвейера
с промежуточно-уравнительными приводами
Каждый отрезок рабочего органа между приводами оказывается
«висящим» на соответствующем приводе; натяжения в тяговой цепи
зависят от составляющей веса рабочего органа, вследствие чего
максимальное усилие имеет место в верхней части цепи.
После пуска конвейера в работу натяжение цепи на участке ме­
жду приводами изменяется — на верхней ветви оно увеличивается
на величину сопротивлений движению, а на нижней ветви умень­
шается. Поэтому максимальное натяжение тягового органа, кото­
рое имеет место сзади (по ходу движения полотна) приводного ку­
лака каждого привода, равно на верхней ветви
S B= (я + Яо) L sin’a + (q + > 0) Lw COS a = (q + Яо) L (sin a -f' to cos aj,
а на нижней ветви
S a — q0L sin a — q0Lw\co€jx = qQL (sin a — ®'cos a).
В процессе работы может оказаться загруженной лишь часть
конвейера и то же самое обязательно будет после пуска конвейера
в работу и перед его остановкой.
Пусть промежуточно-уравнительные приводы делят конвейерный
став на п секций равной длины, а загруженной в данный момент
времени является лишь часть рядом расположенных секций, число
которых равно т . Тогда тяговое усилие, передаваемое каждым при­
водом,
F =
[ т (q -]- q0) L (sin a -f- w cos a) -(- (n — m) q0L (sin a - f w cos a)].
После преобразований получаем
F = L
q + <70j (sin a - f w cos a).
(3-64)
Сопротивление движению одной секции порожнего полотна верх­
ней ветви конвейера
Wn= q0L (sin a - f w cos a),
а сопротивление движению секции полотна с грузом
U^rp = (Я + Яо) L (sin d-\-w cos a).
Поэтому очевидно, что на порожнем участке конвейера каждый
привод будет передавать груженой части цепи «избыточное» тяго­
вое усилие:
F — Wn—
qL(sina-\-w cos a),
отчего натяжение цепи возрастает на величину
(sin a + w cos a)
5 Д0П= (я
(3-65)
и максимальное натяжение цепи (при загрузке верхней части кон­
вейера) составит
5ш ах = 5 Д0П
(S
F) 4“ S Q.
Подставляя значения
Sm.ix == [ тп *
5 Д0П
и F , получаем
т2 q + qo'j (sin a -f- cos a) L.
(3-66)
Очевидно, при определенном соотношении m a n будет иметь ме­
сто максимальное значение натяжения S ^ ax. Для нахождения экс­
тремального значения натяжения продифференцируем зависимость
(3-66) по числу загруженных секций т :
%
-
=
4
^ ( s in « +
w cos«)(* +
1 — 2т ) .
Вторая производная
^шах
dm2
2_
п
qL (sin а + w cos а) < 0.
Приравнивая первую производную нулю, получаем значение
п+ 1
ткоторое соответствует максимуму исследуемой функции.
Окончательно формула для определения максимального натяже­
ния цепи примет вид
Smax = L ( ”2 + 4п + 1 ? + ?о) (Sin * + W COS а).
(3-67)
Коэффициент перегрузки цепи от неравномерного распределе­
ния груза будет равен
К п=
1
/ ri* + 2п + 1
ЧЛ-Ч о 1
4л
(3-68)
Анализ формулы (3-68) показывает, что коэффициент пере­
грузки увеличивается с увеличением длины и угла наклона конвей­
ера.
§ 7. Распределение натяжений в цепи пластинчатого конвейера
с промежуточными приводами *
Из изложенного в предыдущем параграфе следует, что при боль­
шом числе промежуточных приводов, работающих на один конвей­
ерный став, при неравномерной загрузке конвейера (например, по­
сле пуска и перед остановкой) происходит «перекачка» мощности
от более загруженных приводов к менее загруженным. В результате
этого возрастает натяжение на тяговом органе, что может привести
к его порыву.
Поэтому для обеспечения нормальной работы конвейера с боль­
шим числом промежуточных приводов необходимо, чтобы в процессе
работы не происходило перераспределения нагрузки между ними.
Для выявления условия, при котором не будет происходить перерас­
пределение нагрузки, рассмотрим процесс передачи тягового уси­
лия от промежуточного привода тяговой цепи, схема которого да­
ется на рис. 30.
Кулак 1 промежуточного привода давит на упор 2 тяговой цепи,
жестко соединенный с горизонтальным звеном тяговой цепи, кото­
рый воздействует на сзади расположенное вертикальное звено и
передает тяговое усилие от промежуточного привода несущему
* Параграф написан аспирантами Проскуриным В. И. и Акашевым 3. Т.
полотну на межприводном участке, приводя его в ДВижеИи^. Тяго­
вое усилие привода равно
/7пр = 5 л S в>
(3-67а)
где S A — натяжение в точке Л, равное натяжению набег^ющед
ветви;
S B— натяжение в точке 5 , равное натяжению сбегающей
ветви.
Промежуточный привод может передать дополнительное тяго­
вое усилие впереди расположенному приводу за счет повьццения
натяжения сбегающей ветви, т. е. повышением натяжения в тоцке В .
Очевидно, что процесс передачи тягового усилия впереди Располо­
женному приводу не будет происходить при условии, если S B =
= const.
Рис. 30. Схема передачи усилия кулаком промежуточного при­
вода тяговой цепи
Согласно закону сохранения массы .[33] при установившемся ре­
жиме работы
Яв^в = const.
(3-68а)
Здесь: qB — погонный вес рабочего органа в точке В, равный
Яв = — “ с— .
н ~ гсв-
(3-69)
qo — погонный вес тягового органа при натяжении, равном
нулю;
Е в — жесткость тягового органа в точке В ;
S B — натяжение в точке В.
Так как жесткость звена цепи при S B= const является величи­
ной постоянной, то из выражений (3-68а) и (3-69а) следует, что qB
и vB тоже постоянны. Скорость тяговой цепи в точке В сообщается
через упор 2 кулака промежуточного привода. Упор тяговой цепи
с некоторым допущением можно считать абсолютно жестким телом,
поэтому скорость цепи в точке В будет равна скорости привода. Та­
ким образом, для отсутствия передачи тягового усилия впереди рас­
положенному приводу необходимо, чтобы в процессе работы не из­
менялась скорость вращения привода.
где
Рассмотрим, что произойдет при изменении погонной нагрузки
на каком-то /-м межприводном участке конвейера, состоящем из п
межприводных участков.
Из условия использования мощности приводов при проектном
расчете конвейера с промежуточными приводами длина межпривод­
ных участков верхней и нижней ветвей должны быть подобраны та­
ким образом, чтобы сопротивления на всех межприводных участках
при установившейся скорости и равномерной загрузке по длине
были примерно одинаковы.
Очевидно, что тяговое усилие i-го привода равно
(3-70)
При увеличении погонной нагрузки на t-м межприводном участке
соответственно возрастает и сопротивление на этом участке. Натя­
жение впереди i-ro привода не изменится, так как все приводы вра­
щаются со строго определенной скоростью и сколько t'-й привод
«накачает» несущего полотна за определенный отрезок времени t,
то столько же i+ 1 привод «скачает» с t'4-l межприводного участка
(при условии, что погонная нагрузка на i- f l межприводном участке
не изменяется). Не изменяется и натяжение на набегающей ветви
t— 1 привода, так как сопротивление движению на i— 1 межпривод­
ном участке остается неизменным.
Постоянство длины межприводного участка, обусловленное син­
хронной работой приводов, определит отсутствие каких-либо удли­
нений цепи на участке при изменении на нем сопротивлений. Это оз­
начает, что увеличение или уменьшение сопротивления на участке
вызывает изменение натяжения цепи при неизменной величине об­
щего ее удлинения. Так, например, увеличение сопротивления вызы­
вает увеличение натяжения у передней части участка и уменьшение
в конце участка.
Натяжение в точке набегания на i-й привод и в точке сбегания
с t— 1 привода можно определить из условия, что длина несущего
полотна на i-м межприводном участке остается величиной постоян­
ной, т. е. упругое удлинение от изменения сопротивления движения
на t-м межприводном участке равно нулю:
(3-71)
Упругое удлинение
(3-72)
откуда
L
L
(3-73)
где S x и S'x — действительные значения натяжения тягового ор­
гана, являющиеся функцией положения X, при раз­
ных погонных нагрузках;
Ех и Е'х — действительные значения жесткости несущего по­
лотна при действии натяжений S x и S'x .
Зная закон изменения натяжения в тяговом органе и зависи­
мость жесткости несущего полотна от натяжения, можно определить
значения 5 ' б . и 5 'б f l Нетрудно показать, что при увеличении
сопротивления движению на межприводном участке ( W = S ' 6 . —
— S Сб
' г-. i, > ^ г = 5 нб, г. — S сб. г-. i, натяжение в точке сбегания с i— 1
привода уменьшится, а натяжение в точке набегания на /-й привод
возрастает. Вследствие этого тяговое усилие обоих приводов увели­
чится:
F i —1 = = ^нб i —1
*$сб l — 1
F i = 5нб-1— *5Сб i.
(3-74)
Соответственно возрастут и мощности, потребляемые этими при­
водами:
V'
F i - l Vnp
дл — FiV^ J y /l
102 г.
(3-75)
где r\ — коэффициент полезного действия привода.
При уменьшении сопротивления движению на i—м межпривод­
ном участке натяжение в точке сбегания с i— 1 привода возрастает,
а в точке набегания на i -й привод уменьшится при неизменных на­
тяжениях в точке набегания на i— 1 привод и в точке сбегания
с /-го привода. Очевидно, что натяжения в других точках межпри­
водных участков остается неизменным (если на них не изменяется
сопротивление движению).
Таким образом, при строго одинаковой скорости движения каж­
дого привода изменение сопротивления движению на каком-либо
межприводном участке вызывает изменение натяжений тягового ор­
гана в точках набегания на привод этого участка и сбегания с по­
следующего привода, что обусловливает изменения тягового уси­
лия, а соответственно и мощности, только на двух соседних (Z и
/— 1) приводах. Поэтому количество приводов, работающих на один
конвейерный став в случае обеспечения строгой синхронизации
скорости вращения приводов, может быть весьма большим, а длина
конвейера — теоретически бесконечной.
Карагандинский политехнический институт выполнил исследо­
вания по выбору электропривода и схемы управления ими для слу­
чая пластинчатого конвейера с промежуточными приводами со стро­
гой синхронизацией их работы. В результате этих исследований
в качестве электропривода конвейера была принята система УВ—Д
постоянного тока (управляемый вентиль-двигатель постоянного
тока). Принцип действия разработанной схемы управления регули­
руемыми приводами заключается в следующем.
При включении конвейера от общего для всех приводов задаю­
щего устройства на элементы сравнения поступает сигнал управле­
ния, пропорциональный скорости разгона. Каждый двигатель имеет
свой тахогенераторный датчик, сигнал которого пропорционален
действительной скорости вращения двигателя. Этот сигнал через
усилитель также поступает на элемент сравнения. Разность сигна­
лов и составляет ошибку слежения, которая после соответствующего
усиления поступает на фазосмещающее устройство. Последнее че­
рез управляемые вентили изменяет напряжение на зажимах якоря
двигателя в сторону ликвидации ошибки слежения. По окончании
пуска система продолжает непрерывно выравнивать скорость вра­
щения всех двигателей конвейера.
Глава
4
ДИНАМИКА ПЛАСТИНЧАТОГО КОНВЕЙЕРА
ОТ РАБОТЫ ПРИВОДНЫХ ЗВЕЗДОЧЕК
§ 1. Упругие свойства рабочего органа
К упругим свойствам рабочего органа конвейера относятся
жесткость, скорость распределения упругой волны и величина рас­
сеивания упругой энергии при прохождении волнового импульса.
Следует различать рабочие органы конвейера с непровисаю­
щими участками между роликоопорами и органы с провисающими
участками. В первом случае вес несущего полотна и груза не­
посредственно передается на опоры, а во втором случае этот вес
распределяется по длине тягового органа, вследствие чего послед­
ний вместе с несущим полотном провисает между опорами.
При отсутствии провисающих участков (провисанием самого тя­
гового органа можно пренебречь) определение упругих свойств ра­
бочего органа не вызывает затруднений. Жесткость рабочего ор­
гана соответствует жесткости тягового органа, которая является по­
стоянной величиной. Эта жесткость для данной цепи определяется
зависимостью
£ = ~ f-
(4*1)
где 5 — растягивающее усилие;
е — относительное удлинение.
Согласно существующим мнениям, для тел, подчиняющихся за ­
кону Гука, пропорциональность между удлинением и нагрузкой не
зависит от скорости приложения нагрузки, поэтому статическая
жесткость соответствует так называемой динамической жесткости,
что подтверждается многочисленными данными.
Проведенное в 1952— 1953 гг. проф. И. Г. Штокманом исследова­
ние жесткости тяговых цепей скребковых конвейеров также под­
твердило совпадение статической и динамической жесткости [52].
Таким образом, можно считать, что статическая жесткость тягового
органа при отсутствии провисающих участков соответствует дина­
мической жесткости и может быть экспериментально определена на
разрывной машине.
При наличии провисающих участков тяговый орган не подчиня­
ется закону Гука. Поэтому зависимость между нагрузкой и дефор­
мацией можно определить только экспериментальным путем.
Скорость распределения упругой волны в тяговой цепи опреде­
ляется по формуле Рэлея
сО
(4-2)
где <7Т— вес 1 м тягового органа.
Однако тяговый орган конвейера тем или иным образом связан
с полотном конвейера, несущим груз. Поэтому очевидно, что полотно
и груз в какой-то степени будут уменьшать скорость распределения
упругой волны в тяговом органе. То же показали исследования
проф. И. Г. Штокмана. Им установлена следующая зависимость для
определения скорости распространения упругой волны в скребко­
вом конвейере [52]:
Bg
Qt + Н '
где k — коэффициент участия груза в распределении упругой
волны, равный 0,3—0,5.
Очевидно, при k = 1, т. е. при жестком соединении несущего по­
лотна с цепью, скорость распространения упругой волны будет
«
- i / Ё
т а
-
<4 - 3 »
где <7п — погонный вес полотна и груза.
При отсутствии провисающих участков потеря энергии в момент
прохождения упругого импульса (результат приложения динамиче­
ской нагрузки) зависит от внутреннего трения в тяговом органе и
упругого гистерезиса.
Механизм внутреннего трения в металлах до настоящего вре­
мени изучен недостаточно. По существующим мнениям внутреннее
трение в металлах приводит к потерям тепловой энергии. Согласно
Зенеру [20], прохождение импульса и соответствующее изменение
объема тела сопровождается изменениями температуры: при сж а­
тии тела его температура повышается, при расширении — понижа­
ется. Если движение относительно медленное (малая частота коле­
баний), то перенос тепла совершается изотермически и потери
тепловой энергии не происходит. В пластинчатых конвейерах,
имеющих большую длину, колебания происходят с весьма низкой
частотой. Поэтому можно считать, что внутренние силы трения от
теплового процесса и упругого гистерезиса в тяговых цепях не на­
блюдаются (или весьма малы). Этот вывод подтверждается и ис­
следованиями проф. И. Г. Штокмана, доказавшего эксперимен­
тально отсутствие сил внутреннего трения в тяговых цепях скреб­
ковых конвейеров в пределах точности измерений.
Тяговая цепь с пластинчатым полотном опирается на ходовые
ролики, шаг которых в несколько раз больше шага пластин. По*,
этому рабочий орган пластинчатого полотна провисает между ро­
ликами. Провисание увеличивается с повышением веса пластин и
груза. Кроме того, провисание зависит от величины зазоров между
пластинами, их перекрытия и степени прижатия друг к другу.
При наличии провисающих участков упругие волны и импульсы
распространяются с некоторым рассеиванием энергии. Это объясня­
ется изменением провисания тягово­
го органа в момент прохода упругого
импульса и последующим восстановле­
нием положения полотна в первона­
чальное состояние, что связано с з а ­
У/
тратами энергии.
<
Первый этап исследований упругих
&у
свойств рабочего органа пластинчато­
J& /
го конвейера состоял в определении
У /
жесткости. С этой целью был смонти­
рован стенд, представляющий собой
короткий став (длиной 11 м) пластин­
d{
чатого конвейера П-65. Один конец
цепи верхнего полотна конвейера кре­
пился к жесткой опоре, а к другому
концу подсоединялись динамометр и
таль, с помощью которой создавалось
jn j;
натяжение тяговой цепи.
гРл£
Исходным натяжением цепи было
усилие 500 /сГ, далее оно увеличива­
лось на 100 кГ Возникшее при этом
fie* t
удлинение полотна фиксировалось при
помощи координатометров. Затем на­
тяжение цепи увеличивалось еще на
500 1000 1500 2000 2500 5,*Г
100 кГ и вновь определялось удлине­
Рис. 31. Графики зависимости
ние пластинчатого полотна и т. д. до
относительного удлинения пла­ усилия 3000 кГ.
стинчатого полотна от его на­
Опыты были проведены при шаге
тяжения при шаге роликов
пластин 160 мм, шаге ходовых роликов
1440 мм
1120, 1440, 1760 мм и погонной на­
грузке 0; 50 и 100 кГ/м. Кроме того, определялось удлинение цепи
с ходовыми роликами при снятых пластинах.
На основании полученных данных построены графики зависимо­
сти относительного (приведенного к 1 м полотна) удлинения от на­
тяжения цепи, которые для шага 1440 мм представлены на рис. 31.
Анализ графиков показывает, что относительное удлинение плас­
тинчатого полотна возрастает с увеличением погонной нагрузки и
шага роликов.
При отсутствии пластин на цепи, когда провисание ее в пределах
натяжений 500—3000 кГ было относительно невелико, имела место
примерно пропорциональная зависимость между натяжением и уд­
линением полотна. При наличии пластин и груза эта зависимость
усложнялась и имела следующий вид:
5 = 2506 - 250 У а ' ~ (2,5
\0 h ~ c f,
(4-4)
где а, Ь, с — коэффициенты, зависящие от погонной нагрузки
и шага ходовых роликов.
Условная жесткость пластинчатого полотна как коэффициент
пропорциональности между натяжением цепи и относительным уд-
Рис. 32. Графики зависимости жесткости полотна
от натяжения цепи при шаге роликов 1440 мм
линением (по продольной оси) пластинчатого полотна была опре­
делена из графиков e = f{S ) . А именно:
dS
ЕС — -de
г-.
Графики зависимости жесткости полотна для шага роликов
1440 мм при разных погонных нагрузках от натяжения цепи пред­
ставлены на рис. 32.
Из полученных графиков видно, что жесткость полотна при на­
тяжении свыше 700 кГ пропорциональна (с некоторым приближе­
нием) натяжению цепи, при снятых пластинах жесткость тягового
органа постоянна. С увеличением натяжения цепи жесткость при
наличии пластин увеличивается и постепенно приближается к не­
которой постоянной величине, соответствующей жесткости цепи при
отсутствии провисающих участков.
В общем виде жесткость пластинчатого полотна в пределах на­
тяжений 700—3200 кГ может быть, с некоторым приближением,
выражена следующей эмпирической зависимостью:
E = A S + B.
(4-5)
Для конвейера П-65 эта зависимость имеет вид при порожнем
полотне
£ = 3 6 0 5 + 48 • 10б,
при груженом полотне (проектная производительность)
Е = 5505 - 24 • 104.
Рис. 33. Схема установки измерительной аппаратуры для измерения скорости .распространения
упругой волны:
А, В, С —датчики, / —тяговая цепь; 2 —упор; 3 —мо­
лот; 4 —динамометр; 5 —усилитель; 6 —осциллограф
Для конвейера П-80, согласно исследованиям В. И. Проскурина,
жесткость порожнего полотна
£ = 1005 + 2,5 • 106.
Исследования скорости распространения упругой волны прово­
дились на специальном стенде, представляющем, собой короткий
став (длиной 35 м) конвейера П-65. Оба конца цепи верхнего по­
лотна става крепились к жестким опорам, с одного конца между
опорой и цепью включались таль и регистрирующий динамометр. На
трех звеньях тяговой цепи, отстоящих друг от друга на расстоянии
13,5 м, были наклеены тензодатчики. Динамические импульсы со­
общались цепи ударом молотка (весом 7 кГ) по укрепленному на
одном из концов цепи упору. Верхний конец рукоятки молотка шар­
нирно крепился на специальной раме; молот поднимался под опре­
деленным углом и свободно падал, ударяя по упору цепи. Схема ус­
тановки измерительной аппаратуры для измерения скорости распро­
странения упругой волны представлена на рис. 33.
В момент удара включался лентопротяжный механизм осцилло­
графа, шлейфы которого через усилитель подключались к тензодат-
пикам. При этом на пленке фиксировался упругий импульс, после­
довательно проходящий те участки цепи, на которых были накле­
ены тензодатчики. Расстояние между импульсами на пленке указы^
рало время прохождения упругой волны от одного датчика до дру­
гого, т. е. в конечном счете — среднюю скорость распространения
упругой волны на отрезке между двумя датчиками. Исследования
были проведены при шаге ролика 1440 мм, погонной нагрузке 0 и
100 кГ (с пластинами и при снятых пластинах), статических на­
тяжениях цепи 700, 1400 и 2100 кГ и угле отклонения перед ударом
рукоятки молотка 60 и 90° Каждый опыт проводился три раза.
В результате обработки осциллограмм установлено, что скорость
распространения упругой волны при снятых пластинах, когда жест­
кость является постоянной величиной, не зависит от натяжения
цепи и равна 1680 м1сек. Кроме того, при отсутствии пластин вели­
чина упругого импульса при движении его вдоль цепи почти не из­
меняется. Полученное экспериментальное значение скорости для
этого случая очень близко значению, определяемому по формуле
Рэлея (4-2). Эксперимент при наличии пластин показал совершенно
иные результаты. В этом случае средняя скорость распространения
упругой волны на участке между соседними датчиками несколько
уменьшается по мере движения импульса вдоль цепи; при этом ско­
рость незначительно увеличивается с ростом статического натяже­
ния и заметно уменьшается при увеличении погонной нагрузки. Ско­
рость распространения упругой волны по пластинчатому полотну
конвейера П-65 в зависимости от величины натяжения цепи и упру:
того импульса составляет 590—650 м/сек; при наличии груза на
полотне скорость снижается до 320—360 м/сек.
Математическая обработка результатов экспериментального оп­
ределения скорости распространения упругой волны позволила вы­
явить приближенную эмпирическую зависимость
где <7П,
- ‘/ S '
— соответственно погонный вес
цепи,
(4-6>
и
груза;
k — коэффициент увеличения скорости, для порожнего
полотна 1,5— 1,7, для груженого (<7 = 100 кГ/м) —
1,3— 1,5.
Заметим, что меньшие значения коэффициента увеличения ско­
рости относятся к натяжению 2100 кГ, а большие — к натяжению
700 кГ Поскольку между тяговой цепью и пластинчатым полотном
существует жесткая связь, в упругих смещениях сечений цепи уча­
ствует вся масса пластин, а коэффициент k, вероятно, характери­
зует влияние диссипативных сил.
Полученные данные показали, что прохождение упругого им­
пульса обусловливает значительные силы трения (диссипативные
силы), резко уменьшающие его первоначальную величину. Возник­
новение диссипативных сил объясняется уменьшением провисания
q nn, q
пластин
полотна на отдельных участках в период прохождения импульса и
последующим возвращением полотна после прохода имПУльса в ис­
ходное положение, вследствие чего затрачивается работ# На преодо­
ление сил трения в шарнирах тяговой цепи и сопряжения* пластин.
С целью выявления количественной оценки влияния диссипатив­
ных сил предположим, что пластинчатое полотно подчиняется за ­
конам упруго-вязкого тела, в котором компоненты напряжения вы­
ражаются в виде двух групп членов, из которых первая пропорцио­
нальна деформации, а вторая — скорости изменения деформаций.
Впервые понятие о таком теле неупругого поведения независимо
друг от друга дано Кельвином (1875 г.) и Фойгтом (1890 г).
Для случая одноосного растяжения такого упруго-вязкого стер­
жня, как показал Томпсон, зависимость между напряжением и де­
формацией должна иметь вид [17]
0=
"I-
at ’
где Eg — модуль упругости;
е — относительное удлинение;
це — коэффициент нормальной вязкости.
Первый член Ege представляет упругую составляющую напряже­
те
„
ния, а второй член pg ■ - является диссипативнои компонентой на­
пряжения. Для пластинчатого полотна это выражение удобнее пред­
ставить в виде зависимости между усилием и деформацией:
Р = Ег + ц -§ -
(4-7)
Предположение о поведении пластинчатого полотна как тела
Кельвина—Фойгта основано на различии экспериментальной ско­
рости распространения упругой волны и скорости, определяемой
зависимостью Рэлея [17]:
Eg
Ят "Ь Япл + я
’-Vi
Экспериментальные данные дают возможность определить фак­
тическое значение коэффициента р для двух участков полотна, рас­
положенных между датчиками, при разных величинах натяжений
цепи и первоначальных импульсов. Результаты расчетов сведены
в табл. 7.
Коэффициент р имеет примерно постоянное значение при раз­
личных величинах упругого импульса, статического натяжения и з а ­
грузки полотна (наблюдается тенденция некоторого увеличения р
с увеличением натяжения цепи). Таким образом, предположение
о поведении пластинчатого полотна как упруго-вязкого стержня,
подчиняющегося законам тела Кельвина—Фойгта, является доста­
точно обоснованным.
Участок полотна
1 (порожнее полотно)
2 (порожнее полотно)
2 (груженое полотно)
Среднее значение коэффициента р. {кГ»сек)
при натяжении цепи, кГ
700
1400
24 500
24 000
23 400
28 000
27 000
27 000
2100
28 000
28 000
29 000
Результаты исследования упругих свойств пластинчатого по­
лотна были затем проверены при тензометрических исследованиях
конвейера П-65 на шахте № 70 (см. § 6, глава 5).
Проведенное исследование позволило сделать следующие вы­
воды:
1) скорость распространения упругой волны в кольцевой тяго­
вой цепи достаточно точно определяется формулой Рэлея;
2) в кольцевой цепи практически отсутствуют силы внутреннего
сопротивления, что подтверждают исследования проф. И. Г. Шток­
мана;
3) присоединение к тяговой цепи некоторой массы (полотно
конвейера, груз), не воспринимающей усилия натяжения, вызывает
уменьшение скорости распространения упругой волны в цепи;
4) наличие провисающих участков полотна обусловливает пере­
менную жесткость тягового органа, являющуюся функцией натяже­
ния, а также значительные по величине диссипативные силы;
5) пластинчатое полотно подчиняется законам упруго-вязкого
тела Кельвина—Фойгта;
6) диссипативные силы увеличивают скорость распространения
упругой волны в тяговом органе.
§ 2. Динамические усилия от работы приводных звездочек
При проектировании магистральных конвейеров с цепным тяго­
вым органом возникла трудность в определении динамических уси­
лий в цепи, возбуждаемых приводной звездочкой. Поэтому пара­
метры цепного привода ленточно-цепного конвейера КЛЦ-1 (кон­
струкции завода «Свет шахтера») и опытного образца наклонного
пластинчатого конвейера КПУ-1 (конструкции Анжерского завода)
были выбраны без должных оснований, и работа этих конвейеров,
особенно КПУ-1, происходила с большой динамикой. Трудности
в выборе параметров цепного зацепления также возникли в инсти­
туте Гипроуглегормаш при проектировании наклонного пластинча­
того конвейера для проходческих работ ПКУ-1 и наклонного плас­
тинчатого конвейера ПН-65.
В связи с этим для разработки методики определения динамиче­
ских усилий, обусловленных работой приводных звездочек, были
выполнены специальные исследования. Схема зацепления цепи со
звездочкой показана на рис. 34.
Как известно, абсолютная скорость движения точки контакта
цепи с ведущей звездочкой (в направлении движения цепи)
т>ц =
cos a>t,
(4-8)
где со — угловая скорость приводной звездочки;
R — радиус звездочки;
со? — угол поворота звездочки, величина которого меняется от
а0
, а0
2 Д° + 2 '
Справедливость этой формулы для скребковых конвейеров была
экспериментально проверена проф. И. Г. Штокманом [52]. График
этой зависимости в качестве при­
мера представлен на рис. 35, ко­
торый представляет кинематиче­
ские параметры и возмущающие
усилия в точке контакта цепи и
звездочки.
Средняя скорость движения
точки контакта цепи (в направле­
нии ее движения)
Ч=
(4-9)
где фо — половина угла зацепле­
ния.
Средняя скорость представ­
ляет собой путь, проходимый точ­
кой контакта за время проворота звездочки на один зуб (грань).
В уравнении (4-9) фо— половина угла зацепления. При этом
Рис. 34. Схема зацепления цепи со
звездочкой
sin сро=
2R
где I — шаг цепи.
Очевидно, в месте контакта цепи со звездочкой будут происхо­
дить упругие смещения сечений цепи со скоростью
v — v^ — v0— (oftcos(ot — v0.
(4-10)
Анализ этого уравнения, график которого представлен на
рис. 35 б, показывает, что точка контакта цепи со звездочкой ко­
леблется (в относительном движении) около некоторого среднего
положения; при этом смещения точки контакта относительно сред­
него положения неодинаковы.
Очевидно, при положительном значении разности Гц— Го будет
происходить растяжение набегающей ветви цепи, а при отрицатель­
ном — «сжатие», т. е. уменьшение ее статического натяжения
(рис. 35, в). Таким образом, величина скорости упругих смещений
V в точке контакта определяет динамические усилия в цепи, возни­
кающие при передаче движения тяговой цепи приводной звез­
дочкой.
Физический смысл возникновения динамических усилий в месте
контакта цепи со звездочкой заключается в следующем. При весьма
малой скорости движения приводной звездочки тяговое усилие, пе­
редаваемое зубом этой звездочки, является почти постоянной вели­
чиной, равной фактическому натяжению цепи в месте контакта.
С повышением угловой скорости вращения звездочки увеличива­
ется скорость приложения усилия от ее зуба к цепи, отчего вели-
Время, сек
Рис. 35. Кинематические параметры и возмущаю­
щие усилия в точке контакта цепи и звездочки
а — график скорости движения цепи; б — график скоро­
сти смещении; в — график возмущающего усилия
чина тягового усилия колеблется в некоторых пределах относи­
тельно средней величины, соответствующей статическому приложе­
нию нагрузки [57]. С другой стороны, при увеличении числа зубьев
и неизменно»# величине угловой скорости вращения звездочки размахи колебания усилий относительно статического значения и
отклонения действительной скорости движения цепи от средней
стремятся к нулю.
Таким образом, начало отсчета скорости упругих деформаций
соответствует средней скорости движения тяговой цепи.
Ранее было установлено, что рабочий орган подчиняется зако­
нам упруго-вязкого тела Кельвина—Фойгта. При наличии прови­
сающих участков падающие волны уменьшаются до нуля, распро­
страняясь вдоль тягового органа, а отраженные — отсутствуют. Та­
ким образом, тяговая цепь пластинчатого конвейера при наличии
провисающих участков эквивалентна неограниченному «тонкому»
стержню, подчиняющемуся законам тела Кельвина—Фойгта.
Волновые процессы в рассматриваемом случае определяются ко­
лебаниями точки контакта цепи со зведочкой относительно цепи,
движущейся со средней скоростью.
Рассмотрим условие равновесия сил, приложенные к элементу
тяговой цепи конвейера длиной dx. К этому элементу веса (qr +
+ qa)dx приложены силы натяжения цепи Р, P + d P и сила инерции
от упругих смещений FH- В формировании силы инерции, помимо
массы элемента рабочего органа, принимает участие масса жестко
соединенного с цепью полотна конвейера с грузом. Полагая, что
масса несущего полотна присоединена к тяговой цепи равномерно
по всей ее длине в виде большого числа не связанных между собой
элементарных масс, имеем следующее выражение для силы инер­
ции:
И
g
dx,
где qn— погонный вес несущего полотна с грузом;
qT— погонный вес тягового органа.
Тогда условие равновесия
P + J l ¥ s-d x -% g -= *P + dP,
(4-11)
где и — смещение сечения цепи.
В уравнении (4-11) записан знак частной производной смеще­
ния, так как смещение и есть функция не только t, но и х.
Полагая, что рабочий орган конвейера подчиняется закону уп­
руго-вязкого тела Кельвина—Фойгта, имеем следующую зависи­
мость для натяжения по (4-7):
Дифференцируя это выражение, получаем
дР =
dx.
Подставляя значение dP в уравнение (4-11) и делая упрощения,
получаем дифференциальное уравнение
д2и .
д3и
qT-f q„ д2и
(4-12)
+
-------- g
w
При выводе уравнения (4-12) с целью упрощения принято посто­
янное значение жесткости, соответствующее некоторой средней ве­
личине жесткости рабочего органа. Следует отметить, что попытка
учесть жесткость как функцию натяжения привела к нелинейному
дифференциальному уравнению, не имеющему решения.
Распространение синусоидальных волн вдоль «тонкого» стержня,
являющегося телом Кельвина—Фойгта, было впервые рассмотрено
американскими физиками Риккером и Нолем [17].
Уравнение движения для такого стержня было ими представ­
лено в виде
д2и
J_
д*и
а- д3и
(4-13)
/>2
дР
дх* dt
ct
дх*
Для синусоидальной волны с начальной амплитудой А и частосоо
той —— решение этого уравнения имеет вид
2к
7-г
(t
^
(4-14)
u = Al е '
>
где у — коэффициент затухания, а с — фазовая скорость, определя­
емые системой из двух уравнений:
2 2
1 + а2ш1
(4-16)
Сравнивая уравнения (4-12) и (4-13), получаем выражения для
а и Со:
___ I*
(4-17)
Е •
Eg
ь - V - Ят + дп ‘
(4-18)
Подставляя значения а и Со в уравнение (4-16), получаем сле­
дующее выражение для коэффициента затухания:
(i2 2
~W “о
?т + <7п
с
Ят Яп
(4-19)
т=- 2ц
2ц *
g
g
i + "£2
4 - sО
Здесь частота колебаний точки контакта
1
to0=
(О^о *
(4-20)
где to— время поворота звездочки на одну грань;
со — угловая скорость вращения звездочки.
Максимальная амплитуда колебаний находится из следующих
соображений.
Скорость упругих смещений точки контакта цепи со звездочкой
определяется зависимостью (4-10)
V = <0$ COS (ot — v 0,
а величина смещения этой точки
а = J v dt =
sin <&t — v0t.
(4-21)
Полагая, что максимальная величина смещения будет иметь ме, to
сто при * = — , получаем максимальную амплитуду смещения точки
контакта:
( 4 - 22)
Л = B0 = /?sina>qp — 4"V o Динамическое усилие равно
г,
г, ди ,
д2и
Р = Е-7>7дх +1 rР dxdt
Дифференцируя выражение (4-14) пол:, получаем.
£
- - тл е - > - е '" ( ' " ' "И - -fs. А 6“ " еЧ ( ' " ' Я _
—(т+-^-)«Дифференцируя это выражение по
имеем
т ( ^ ) = - ( ^ + - ^ ) т = - ( т + - ^ ) ч « .
Согласно формуле Эйлера уравнение (4-14) может быть пред­
ставлено
и — A e~ T'r jc o sи>0^ --- ^ -j-f-/sin a>o[*-----j - j j .
Тогда выражение (4-7) для нашего случая примет вид
Р = — Е [т Н—
11 — t1,
- А е-1* (дт - -^г-) + *(£
+ /sin “о
Ч— ~с~^ *шои ==
+ Tf^o)] [cos <о0( * - - —) +
--- jrjJ •
Беря действительную часть этого уравнения, получаем
/ > _ _ Л е - " [ ( Т£ - Щ
«» «» (< -
-г) -
-<^(4+n )sln (/— f)
Максимальная величина динамического усилия имеет место при
* = 0, ^= 0 и равна
Рты = А. Д f
И“0
(4-23)
Вычисления показывают, что величин;а Еу во много раз больше
2
рсоо
— , поэтому для практических расчетов можно принять
Р тлх = АЕГ
(4-24)•
Для проверки этой зависимости были выполнены тензометриче­
ские измерения динамических усилий на пластинчатом конвейере
П-65 в шахтных условиях и на экспериментальном образце про­
ходческого пластинчатого конвейера ПКУ-1.
В тяговую цепь опытного образца конвейера П-65, эксплуатиро­
вавшегося на шахте № 70, были встроены тензодатчики, которые*
фиксировали натяжение верхней ветви цепи у головной станции
при работающем конвейере. Измерения были проведены в разные*
периоды работы конвейера и совмещены с измерениями по иссле­
дованию процесса пуска и динамики работы конвейера с промежу­
точными приводами. Полученные осциллограммы показали отсут­
ствие динамических усилий от приводной звездочки.
В табл. 8 приведены результаты определения максимальных ди­
намических усилий на конвейере П-65 по теоретической зависимо­
сти (4-24). При расчетах было принято: v = \ м/сек\ г = 24; 1=
= 0,08 м\ \х = 23 000 к Г . сек.
Таблица 8
Натяжение
цепи при
набегании
на звездочку
S, к Г
1000
2000
3000
2000
3000
Максималь­
Погонный Условная жесткость
полотна при набегании Коэффициент ное динами­
вес груза,
ческое усилие
на звездочку
Т. 1/-м
g, к Г / м
Я, к Г
р шах- кГ
0
0
0
100
100
0 ,8 3 . 106
1 ,2 • 106
1,57 106
0,81 • 106
1 ,3 6 .1 0 6
0,07978
0,08642
0,009307
0,01241
0,01478
2 ,6
4 ,3
6 ,0
0 ,4 2
0 ,8
Размах дина­
мического
усилий
2^шах’ кГ
5 ,2
8 ,6
1 2,0
0 ,8 4
1 ,6
Как видим, динамические усилия от звездочки имеют величину
порядка 1— 15 кГу которая меньше чувствительности тензодатчика
при измерениях. Поэтому естественно предположить, что теоретиче­
ская зависимость находится в «согласии» с результатами экспери­
ментальных данных.
Для более полной проверки зависимости (4-24) аналогичные из­
мерения были выполнены на экспериментальном образце пластин­
чатого конвейера ПКУ-60.
Этот конвейер предназначен для доставки угля и породы при
проходке наклонных выработок. Из условия минимальной длины
конвейера в начале проходки и возможности перегрузки груза при­
водная головка его должна иметь минимальные размеры.
По конструктивным соображениям, вытекающим из необходимо­
сти исключения переходных (между приводом и ставом) секций,
звездочка должна иметь всего шесть зубьев.
Экспериментальный образец конвейера, имеющий ширину плас­
тин 500 мм, был установлен на испытательной площадке на длину
■ 35 м под углом 25°. Для увеличения точности измерений тензодат­
чики были наклеены на специально утоньшенных звеньях тяговой
цепи.
Результаты измерений и теоретического определения размаха
максимальных динамических усилий от приводной звездочки приве­
дены в табл. 9.
Таблица 9
Натяжение
цепи при
набегании
на звездочку
S, кГ
1480
1930
1970
Размах макси­
Размах максималь­ мального дина­
Скорость
ного динамиче­
Погонный Условная распростра­ Коэффи­
мического
ского усилия
нения
жесткость
усилия соглас­
циент
вес груза
(эксперименталь­ но зависимо­
упругой
полотна
ные данные)
волны
7 , 1/м
сти (4-24)
g , кГ/м
Е, кГ
с, м!сек
^ ш а х ’ кГ
2ртах- кГ
0
0
36
1,4-106
1,5-106
1,4-106
890
905
670
0,077
0,079
0,114
40
45
55
37,2
41,2
55,7
Как видно из таблицы, экспериментальные и теоретические ре­
зультаты довольно близки по значению.
При проектировании пластинчатого конвейера для наклонных
выработок ПН-65 с двумя тяговыми пластинчатыми цепями появи­
лась необходимость уменьшения размеров привода по высоте и уве­
личения шага тяговой цепи. В связи с этим при выборе числа зубьев
лриводной звездочки и назначении шага цепи появилась необходи­
мость в определении динамических усилий от работы приводных
звездочек.
При динамических расчетах были приняты следующие исходные
данные.
Скорость движения полотна,м/сек
Погонный вес полотна, кГ/м
Погонный вес груза, кГ/м .
Жесткость тягового органа, кГ
Скорость упругой волны, м/сек
Коэффициент ц, кГ • сек
I
77
70
3- 10;’
585
30 000
Результаты расчетов динамических усилий по зависимости
■ (4-24), выполненных В. С. Эповым, представлены в табл. 10, пока­
зывающей, что динамические усилия уменьшаются с увеличением
•числа зубьев звездочки и уменьшением шага цепи.
Попутно заметим, что число зубьев звездочки пластинчатой цепи
•с точки зрения формирования динамических усилий не однозначно
>с числом зубьев звездочки кольцевой цепи. В первом случае зуб
звездочки соответствует одному звену цепи, а во втором — двум*
звеньям. Поэтому число зубьев звездочки кольцевой цепи эквива­
лентно удвоенному числу зубьев звездочки тяговой цепи.
Таблица
Щаг цепи
1, м
Число зубьев
звездочки
0 ,1 6
8
10
12
14
0,000784
0,000497
0,000346
0,000253
8
10
12
14
0,0009798
0,0006214
0,0004327
0,0003156
0 ,2 0
Z
Коэффициент
А, м
10
р тах- кГ
Размах дина­
мического
усилия
2Ртах- кГ
0,1441
0,1441
0,1441
0,1441
338
214
150
108
676
428
300
216
0,1441
0,1441
0,1441
0,1441
424
268
186
136
848
536
372
272
Коэффициент
Т. 1!м
Динамическое
усилие
Во избежание «усталостных» явлений в тяговой цепи динамиче­
ские усилия в тяговой цепи целесообразно ограничить величиной.
100—200 кГ На основании данных табл. 10 рекомендуется число*
зубьев принимать равным 14 при шаге тяговой цепи 0,16 м.
§ 3. Пуск пластинчатого конвейера с концевыми приводами
В период пуска ускорение тяговому органу сообщается не мгно­
венно, а постепенно, со скоростью распространения упругой волны.
Поэтому при большой длине става, характерной для пластинчатых
конвейеров, в период разгона имеет место постепенное ослабление
тягового1органа впереди (по ходу полотна) привода, что может при­
вести к нарушению пуска или аварии. Кроме того, натяжение тяго­
вого органа в период пуска зависит еще от последовательности и
выдержки времени между включениями отдельных приводов. По­
этому предварительное натяжение тягового органа, последователь­
ность и выдержка времени между включениями приводов должны
быть выбраны на основе детального изучения процесса пуска.
В начальные периоды эксплуатации пластинчатых конвейеровфирмы «Демаг» на шахте № 3-бис и опытного образца П-65 на ка­
рагандинской шахте № 70 наблюдались значительные осложнения
при пуске. Так, например, конвейер фирмы «Демаг» не удалось за ­
пустить в работу непосредственно после монтажа. Лишь- после ре­
конструкции натяжной станции, при которой было увеличено пред­
варительное натяжение цепи, запуск был осуществлен.
Более подробно особенности процесса пуска конвейеров боль­
шой длины были выявлены в период опробования и эксплуатация
опытного образца пластинчатого конвейера П-65, смонтированного-
на. длину 690 м. При первом пуске конвейера, через некоторое
время после включения хвостового и головного приводов, произо­
шел подъем пластинчатого полотна у головного привода, что вы­
звало деформацию ряда пластин. Конвейер удалось пустить в ра­
боту лишь после увеличения предварительного натянсения тяго­
вого органа. Затем конвейер четыре раза останавливали и вновь
пускали. Однако при пятом пуске снова имели место «выбег» по­
лотна у головной станции и смятие нескольких пластин. Натя>кение
цепи было увеличено еще, и это позволило произвести нормальный
пуск конвейера. В последующее время подобные аварийные случаи
наблюдались значительно реже.
Как показали измерения, в период обкатки конвейера происхо­
дило интенсивное удлинение шага тяговой цепи из-за снятия неров­
ностей, выдавливания грязи и т. п., что приводило к Постепенному
уменьшению предварительного натяжения цепи и осложнению
пуска конвейера.
Наблюдениями за работой' конвейера фирмы «Демаг», длина
.которого периодически сокращалась и составляла 590, 380, 240 и
120 м, было выявлено, что с укорочением длины конвейера пред­
ставляется возможным уменьшить величину предварительного
натяжения. Таким образом, увеличение длины конвейера должно со­
провождаться соответствующим повышением предварительного на­
тяжения тягового органа, что, в свою очередь, вызывает неустойчи­
вость полотна на криволинейных участках и увеличение сопротив­
лений. Из этого следует, сколь важным является изучение процесса
пуска магистральных конвейеров с целью, изыскания возможностей
•снижения предварительного натяжения тягового органа, обеспече­
ния стабильности их пусков в период его эксплуатации и определе­
ния максимальных усилий цепи в этот период.
Длительность и характер пусковых процессов определяются
пусковыми характеристиками приводов (двигателя и гидромуфты),
величиной движущихся масс, силами сопротивлений и упругими
■ свойствами рабочего органа конвейера.
Пуск каждого привода обусловливает одновременное появление
двух волн в тяговом органе — растяжения сзади привода и сжатия
впереди него; число таких волн на конвейере будет равно удвоен­
ному количеству приводов. Прохождение этими волнами концевых
станций сопровождается появлением волн отражения и изменением
амплитуды проходящих волн. Таким образом, волновой процесс при
пуске определяется суперпозицией некоторого числа сдвинутых по
•фазе и разных по амплитуде волн. Экспериментальное исследование
процесса пуска опытного образца конвейера П-65 с двумя конце­
выми приводами проводилось на шахте № 70. В период пуска одно­
временно изменялись скорость вращения головной и хвостовой при­
водных звездочек и усилия натяжения цепи верхнего полотна у кон­
цевых станций.
Измерения усилий производились с помощью тензометрические
датчиков, наклеенных на специальные звенья кольцевой цепи, кото­
рые встраивались в верхнюю ветвь тяговой цепи конвейера у голов­
ного и хвостового приводов. Каждый датчик подключался через,
усилитель ТА-5 к осциллографу МПО-2. Осциллографы и усили­
тели устанавливались в голове и хвосте конвейера. Схема распо­
ложения измерительной аппаратуры при исследовании пуска кон­
вейера П-65 длиной 690 м на шахте № 70 представлена на рис. 36.
Измерения скорости движения пластинчатого полотна произво­
дились с помощью индукционных датчиков, фиксировавших угло­
вую скорость вращения приводных звездочек. Импульсы от датчи­
ков передавались непосредственно на шлейфы осциллографа.
ПбГ-380
ПБГ-380
Рис. 36. Схема расположения измерительной аппаратуры при исследова­
нии пуска конвейера П-65 длиной 690 м на шахте № 70
Синхронное включение и отключение лентопротяжных механиз­
мов осциллографов, установленных по обоим концам конвейера,
осуществлялось дистанционно с головного привода через нормально
открытые контакты двух реле, включаемых одной кнопкой.
Измерения были произведены в период двух пусков порожнего
конвейера и двух пусков конвейера, загруженного по всей длине
(погонный вес груза 60 кГ/м).
Результаты полученных осциллограмм пуска незагруженного
и груженого конвейера представлены соответственно на графиках
рис. 37 и 38. Анализ этих графиков позволяет сделать следующие
выводы.
1.
Пуск хвостового привода незагруженного конвейера длитель­
нее пуска головного привода. При загруженном конвейере длитель­
ность пуска головного привода резко увеличивается, что вызывает
ослабление нижней цепи у головной звездочки.
Рис. 37. Пуск незагруженного конвейера П -6 5 .--------- головной привод, усилие; —• X —
головной привод, скорость;-------- хвостовой привод, усилие; ------- хвостовой привод,
скорость
2. С началом вращения хвостовой звездочки происходит посте­
пенное ослабление тяговой цепи на верхнем полотне.
3. Предварительное натяжение цепи неподвижного груженого»
конвейера значительно выше, чем у порожнего конвейера, при не­
изменном положении натяжного устройства. Таким образом, усло­
вия пуска груженого конвейера благоприятнее порожнего.
4. Натяжение цепи у головного привода после включения его»
в работу постепенно возрастает в период пуска.
5. По окончании пуска натяжение цепи у головного привода:
уменьшается, затем несколько возрастает, далее опять уменьшается
до номинальной величины. Этот переходный процесс смягчается при
загруженном конвейере.
6. При предварительном натяжении цепи, равном примерно»
900 кГ , происходит значительное ослабление верхней цепи у хвос­
тового привода, что может вызвать аварию при наличии груза на
хвостовой части конвейера. Поэтому первоначальное натяжение
цепи конвейера при данной длине установки должно быть увели­
чено до 1200— 1300 кГ
7. Принятая величина выдержки времени между включением:
приводов (1,6 сек) превышает время прохождения пусковой волны
по нижнему полотну, что вызывает перегрузку хвостового привода
в период пуска. Поэтому выдержка времени должна быть снижена
до величины 0,6—0,8 сек.
Экспериментальные исследования, которые были проведены*
в начале промышленных испытаний конвейера П-65, позволили дать
конкретные рекомендации по пусковому режиму — величине перво­
начального предварительного натяжения и выдержке времени. Осу­
ществление этих рекомендаций почти полностью устранило ава­
рии при пуске конвейера.
Анализ экспериментальных и теоретических данных [2] по»
пуску пластинчатых конвейеров с концевыми приводами показы­
вает, что условия пуска ухудшаются с увеличением длины конвей­
ера, уменьшением жесткости рабочего органа и скорости распро­
странения упругой волны.
Единственным средством улучшения условий пуска при асин­
хронном электродвигателе и нерегулируемой гидромуфте является
обеспечение достаточной величины предварительного натяжения
тягового органа и соответствующей выдержки времени.
При отсутствии специального наблюдения за работой пластин­
чатого конвейера на головной и концевой станциях аварии конвей­
ера при пуске, которые могут произойти при ослаблении
тягового органа, приведут к весьма серьезным последствиям. По­
этому для безаварийного пуска конвейера необходимо предусматри­
вать автоматический контроль первоначального предварительного
натяжения.
Для этого было разработано жесткое натяжное устройство с ав­
томатическим контролем первоначального предварительного натя­
жения. Перед каждым пуском создается определенное, заранее
яазначенное, первоначальное натяжение тягового органа, по оконча­
нии пуска натяжное устройство жестко фиксируется. Конструкция
-такого устройства и его гидравлическая схема, разработанная инс­
титутом Гипроуглегормаш для серийных пластинчатых конвейеров
П-50, П-65 и П-80, описана ранее, в главе 2. В период работы кон­
вейера положение натяжной звездочки жестко фиксируется с по­
мощью «собачек» и зубчатых реек, а гидродомкраты отключены.
.Перед пуском конвейера включается гидронасос, который нагнетает
масло в гидродомкраты. Последние создают определенное, заранее
заданное (величиной давления в гидросистеме) усилие, соответст­
вующее необходимому первоначальному предварительному натяжедию цепи. При этом в период пуска контролируется величина фак­
тического натяжения цепи; если она является недостаточной, то на­
тяжная звездочка гидродомкратами смещается и натягивает цепь
до заданной величины («собачки» при этом проскальзывают). По
.окончании пуска гидросистема выключается.
Необходимое предварительное натяжение тяговой цепи обеспе­
чивается с помощью реле давления, выходные цепи которого сбло­
кированы с электрической схемой управления конвейера.
Эксплуатация пластинчатых конвейеров с гидравлическим на­
тяжным устройством показала надежность работы и высокую эф­
фективность такого натяжного устройства для предотвращения
.аварийных пусков.
Специальные исследования гидравлического натяжного устрой­
ства на конвейерах П-65, выполненные Гилроуглегормашем, вы­
явили большие потери энергии в гидравлической и механических ча­
стях натяжного устройства.
К- п. д. гидросистемы оказался равным 0,77, а к. п. д. механиче­
ских звеньев — около 0,55. При этом было установлено, что потери
В механической системе натяжной концевой станции носят в опре­
деленной степени случайный характер, что осложняет установку не­
обходимой величины предварительного натяжения цепи с помо­
щью реле давления. Исходя из этого был сделан вывод о целесооб­
разности непосредственного контроля натяжения цепи. В связи
,с этим, по предложению И. С. Кибрика, гидравлическое натяжное
устройство было дополнено датчиками контроля натяжения цепи,
■ измеряющими реакции в опорах вала приводной звездочки. Такое
усовершенствованное гидравлическое натяжное устройство испы­
тывается в настоящее время на одном из пластинчатых конвейеров
П-65, установленных на карагандинской шахте им. Костенко.
Глава 5
ДИНАМИКА ПЛАСТИНЧАТОГО КОНВЕЙЕРА
ОТ РАБОТЫ ПРОМЕЖУТОЧНЫХ ПРИВОДОВ
§ 1. Общие положения
Расстояние между упорами на тяговом органе для кулаков про­
межуточного привода вследствие неточности изготовления цепи и
ее износа изменяется в некоторых пределах. Поэтому во избежание
заклинивания шаг кулаков должен быть заведомо больше (или
меньше) максимально возможного размера соответствующего от­
резка тягового органа. При этом каждому периоду зацепления ку­
лака будет соответствовать свое значение так называемого рабо­
чего зазора, величина которого будет меняться со сменой кулаков,
находящихся в зацеплении.
Разность между шагом кулаков и шагом упоров на цепи обус­
ловливает отсутствие передачи тягового усилия в период между вы­
ходом из зацепления переднего кулака и входом заднего. Очевидно,
при этом будут иметь место резкое увеличение натяжения тягового
органа впереди привода на величину тягового усилия (выход перед­
него кулака из зацепления) и последующее резкое уменьшение на­
тяжения на эту величину (вход в зацепление заднего кулака).
Столь значительные по величине динамические усилия вскоре вы­
зовут усталостные разрушения в тяговом органе.
Сильная «динамичность» работы промежуточных приводов мо­
жет при известных обстоятельствах привести к сложным и неста­
бильным процессам, резко ухудшающим надежность работы кон­
вейера и весьма трудным для изучения. Так как в результате этих
процессов отдельные приводы некоторое время (порядка десятков
секунд) не передают тягового усилия, то возникающее при этом до­
полнительное натяжение цепи делает применение промежуточных’
приводов практически бесполезным.
Можно предположить, что динамика работы промежуточного
привода уменьшается с уменьшением неравномерности движения
тягового органа. Однако любая малая неравномерность в течение
кратковременного периода времени между выходом из зацепле­
ния переднего кулака и входом последующего вызовет появление
динамического усилия, равного или близкого к Тяговому усилию
привода. Поэтому вход заднего кулака в зацепление должен осуще­
ствляться обязательно одновременно с выходом Переднего кулака
из зацепления, а возникающие при этом динамические усилия дол­
жны ограничиваться заданной величиной.
Таким образом, получившее распространение Мнение о том, что
проектирование промежуточного привода сводит^ и выбору кине­
матики, обеспечивающей малую неравномерность Движения тяго­
вого органа, является весьма односторонним и н ряде случаев мо­
жет привести к заведомо ложным выводам.
В период 1956— 1964 гг. проводились опытно-конструкторские и
экспериментальные работы по созданию промежуточных приводов
гусеничного типа для магистральных конвейеров, Которые выявили
некоторые обязательные условия надежной работу конвейера. Эти
условия можно сформулировать следующим образом.
1. Кинематика промежуточного привода должна обеспечивать
вход и выход кулака из зацепления. Кулак должен входить в зацеп­
ление, находясь на прямолинейном участке приводной цепи.
Это условие относительно просто создается подбором траектории
движения кулака. Правильность выбора траектории обязательно
проверяется графическим методом, при котором рассматривается
движение кулака и взаимодействие его с тяговой цепью.
2. Тяговый орган на участке промежуточного привода и кулаки
приводной цепи должны быть статически уравновешены, т. е.
иметь возможность двигаться по заранее установленной траек­
тории.
Статическая неуравновешенность кулаков и тягового ор­
гана вызывает нарушения зацепления кулака привода с тяговой
цепью и, вследствие этого, нестабильную работу привода. По­
этому у промежуточного привода следует рекомендовать уста­
новку достаточно длинных направляющих для ходовых роликов
рабочего органа. Ведущие кулаки привода должны быть снаб­
жены роликами, двигающимися по соответствующим направляю­
щим.
3. Для заданного процесса входа и выхода кулака из зацепле­
ния должна соблюдаться гарантированная в любой момент р аз­
ность между шагом кулаков и шагом соответствующего отрезка
тягового органа. Задаваемая величина разности должна учиты­
вать фактические допуски изготовления тягового органа и привод­
ной (промежуточного привода) цепи, а также возможный износ
их в процессе работы.
4. Динамические усилия, возникающие при работе промежу­
точных приводов, должны быть относительно невелики. В против­
ном случае с течением времени могут наступать усталостные раз­
рушения в тяговом органе. Кроме того, большие динамические
усилия могут вызывать поперечные колебания и удары, нарушаю­
щие стабильность процесса зацепления приводных кулаков с тя­
говой цепью.
§ 2. Физика работы промежуточного привода
Как указывалось выше, гарантированная разность между ш а­
гом кулаков промежуточного привода и длиной соответствующего
отрезка тягового органа приводит к появлению динамических уси­
лий в рабочем органе конвейера с промежуточными приводами.
В случае работы нескольких промежуточных приводов тяго­
вому органу конвейера сообщается движение определенной скоро­
сти; при достаточно большом числе зубьев звездочек приводных
цепей эта скорость с приближением может быть принята постоян­
ной величиной. В некоторые периоды времени на каждом приводе
(будет происходить выход переднего (по ходу цепи) кулака из за ­
цепления и вход последующего, заднего кулака. Распределение
Рис. 39. Распределение натяжений в цепи пластинчатого кон­
вейера с промежуточными приводами
натяжений в цепи пластинчатого конвейера с промежуточными
приводами показано на рис. 39. В начальные моменты этих пери­
одов скорость переднего, находящегося в зацеплении кулака на­
чинает уменьшаться по закону, заданному кинематическими пара­
метрами привода. При этом уменьшается передаваемое приводом
тяговое усилие от F = S mах—So до некоторой величины (в частном
случае тяговое усилие может стать равным нулю), после входа
в зацепление заднего кулака тяговое усилие вновь становится
равным F. Таким образом, в период выхода из зацепления кулак
стремится отстать от соответствующего шарнира тягового органа,
с которым он находился в зацеплении, а тяговое усилие при
этом уменьшается. Это вызывает увеличение натяжения тягового
органа впереди привода, кулак которого выходит из зацепления, и
ослабление тягового органа сзади привода. С изменением натяже­
ния тягового органа у привода появляются упругие волны растя­
жения и сжатия, фронт которых распространяется вдоль тягового
органа с определенной скоростью; поэтому величина растянутого
и сжатого участков тягового органа постепенно увеличивается
в течение всего периода замедления кулака. Так как при этом
имеет место смещение сечений тягового органа в сторону, обрат­
ную движению, то скорость тягового органа у привода уменьша­
ется.
Если приводному кулаку в период выхода его из зацепления
задается замедление а , то скорость отставания Кулака относи­
тельно всего рабочего органа (движущегося со скоростью v)
vk— a t
Если скорость упругих смещений тяг0аого органа vy меньше
1'к, то произойдет отрыв кулака от тягового органа (до входа зад­
него кулака в зацепление), вызвав появление динамического уси­
лия, величина котороготеоретически равна тяговому усилию.
Практически, в результате влияния местных напряжений, отход
кулака от места контакта
с тяговым органом произой­
дет в этом случае не мгно­
венно, а в течение некото­
рого времени, что несколько
уменьшит величину динами­
ческого усилия.
При меньших значени­
ях а, когда v^=vy, передний
кулак будет находиться в за ­
цеплении весь период з а ­
медления до момента входа
в зацепление заднего ку­
Рис. 40. График скорости цепи в ме­
сте промежуточного привода
лака. Так как скорость уп­
ругих смещений цепи явля­
ется функцией возмущающего импульса, то величина последнего
определяется замедлением кулака а. Таким образом, можно полу­
чить заданную величину динамического усилия при выходе кулака
из зацепления назначением соответствующей величины замедле­
ния а.
В период выхода кулака из зацепления, как было выявлено,
тяговый орган у привода замедляет свое движение. Так как зад­
ний кулак движется с номинальной скоростью о, то в некоторый
момент времени, когда будет «выбран» рабочий зазор, он войдет
в зацепление; при этом произойдет удар, сопровождающийся появ­
лением в тяговом органе упругих импульсов.
На рис. 40 представлен примерный график скорости цепи
в месте промежуточного привода. Здесь заштрихованные площади
идентичны рабочим зазорам, имеющим место при работе соседг
них кулаков (в общем случае зазоры не равны между собой).
Каждому зазору соответствуют, при постоянной величине замедле­
ния определенный период замедления и минимальная скорость
тягового органа..
В период выхода кулака из зацепления динамическое усилие
в цепи возрастает от нуля до некоторой величины Р. Это усилие
создает импульс растяжения, который распространяется к передо
нему приводу, и импульс сжатия, направляющийся к заднему при­
воду.
Динамические усилия имеют место и при входе кулака в зацеп­
ление, сопровождающемся ударом. При этом образуется импульс
сжатия, который двигается к переднему приводу, и импульс рас­
тяжения, движущийся к заднему приводу.
Таким образом, возникновение динамических усилий в период
выхода приводного кулака из зацепления и входа последующего на
каждом промежуточном приводе вызывает появление уп­
ругих волн в тяговом органе конвейера. Так, например, при вы­
ходе из зацепления кулака одного привода по тяговому органу
пройдет волна растяжения в виде импульса к переднему приводу,
а волна сжатия — в обратном направлении.
Упругие импульсы будут возбуждаться и в период входа ку­
лака в зацепление, который сопровождается ударом. Для выявле­
ния характера, и величины динамических усилий, возникающих при
работе промежуточного привода, необходимо рассмотреть волно­
вые процессы в тяговом органе.
§ 3. Исследование процесса входа в зацепление приводного кулака
промежуточного привода
Рассмотрим процесс входа приводного кулака в зацепление.
В момент первоначального касания кулака и тягового органа по­
следний движется в месте привода со скоростью v—ст, а привод­
ной кулак— со скоростью v. В этот момент первоначального каса­
ния произойдет удар, который вызовет динамические импульсы
в кулаке и тяговом органе.
Разработка методов расчета машин и их частей на ударную
нагрузку, как известно, является сложной и еще далеко не решен­
ной задачей [34].
Классическая теория соударения твердых тел, созданная Гали­
леем, Гюйгенсом и Ньютоном, рассматривала соударяющиеся тела
как совершенно жесткие, а процесс соударения — мгновенным. Эта
теория фактически позволяла определить лишь результаты уда­
ра — изменение скоростей соударяющихся тел. Внутренние зако­
номерности удара — его длительность и возникающие усилия — ос­
тавались совершенно нераскрытыми. Лишь после появления
теории контактных деформаций упругих тел Герца удалось устано­
вить зависимость величины контактной силы и длительности со­
ударения от масс, скоростей соударяющихся тел и геометрической
формы торцов. Но теория соударения Герца, учитывающая лишь
местные деформации, пригодна для расчета только свободно дви­
жущихся коротких тел, общей деформацией которых можно пре­
небречь.
Впоследствии Навье, Сен-Венаном и Буссинеску была разрабо­
тана волновая теория продольного удара, учитывающая распрост­
ранение деформаций вдоль соударяемыХ тел и пренебрегающая
влиянием местных деформаций.
Однако нужна была «синтетическая» теория удара, которая
связала бы местные и общие деформации. Такая теория для про­
дольного удара была разработана СирсоМ Н Позже Тимошенко для
случая изгибающего удара.
Весьма важные закономерности, характеризующие удар с энер­
гетической стороны, были в самые последние годы выявлены
Е. В. Александровым, который показал, что в передаче энергии
ударом участвует лишь часть массы длинного стержня, р0 кото­
рому производится удар.
Все известные методы определения усилий при ударе являются
весьма приближенными. Кроме того, они применимы лишь для
простых случаев удара — соударение шаров и стержней, попереч­
ный удар по балке и т. п. [34]. Для большинства конкретных
случаев определение ударных нагрузок встречает большие труд­
ности.
В частности, при ударе кулака промежуточного привода о
тяговый орган конвейера участвующие массы увеличиваются в мо­
мент удара от нуля до некоторого предела. Определение участвую­
щей в ударе массы тягового органа (и соответствующей жестко­
сти) не вызывает особых затруднений — масса и жесткость тяго­
вого органа пропорциональны скорости распространения упругой
волны и времени, отсчитываемого • от начала удара. Значительно
сложнее определение массы привода, участвующего в ударе. По
мере прохождения упругой волны по приводу в ударе последова­
тельно принимают участие приводная цепь, приводная звездочка,
зубчатые передачи редуктора и т. д. При этом скорость распрост­
ранения упругой волны изменяет свою величину при движении
фронта волны, а влияющие на удар масса и жесткость в моменты
прохода упругой волной цепной и зубчатых передач изменяются
дискретно, в соответствии с величиной передаточных чисел. Вслед­
ствие этого функция, характеризующая усилия или деформации
при ударе, является весьма сложной. Естественно, что строгое ре­
шение задачи определения ударной нагрузки весьма сложно и
требует большого объема теоретических и экспериментальны* ис­
следований.
По этой причине процесс соударения кулака с тяговым органом
можно рассмотреть лишь весьма приближенно, делая следующие
допущения:
1) в течение всего периода удара участвуют постоянные массы,
величина которых соответствует части массы движущихся частей
привода и тягового органа, фактически участвующих в ударе
в момент максимального сближения соударяющихся тел;
2) жесткость участвующих в ударе масс и местные деформации
соударяемых поверхностей учитываются постоянным коэффициен­
том, который находится экспериментальным путем.
Тогдя уравнение движения рассматриваемых тел при ударе
---- 5т = 8(г 1— * 2);
(5-1)
'r h - ^ - + ST= b(zi - z 2y,
(5-2)
Здесь: 6 — условная жесткость упругих звеньев;
2i — координаты движения приведенной массы привода,
участвующей в ударе;
2г — координаты движения центра инерции массы тяговой
цепи, участвующей в ударе;
5т — тяговое усилие на кулаке;
пи — приведенная к кулаку масса вращающихся и поступа­
тельно движущихся частей промежуточного привода,
участвующих в ударе;
m2 — масса тяговой цепи, участвующая в ударе;
Z\~zi — сближение тел в момент удара.
Масса m2 представляет собой часть массы пластинчатого по­
лотна, но которой успела пройти упругая волна до момента мак­
симального сближения тел:
т 2= (д + д0) - ^ .
(5-3)
Деля уравнение (5-1) на т i и уравнение (5-2) на тг и вычи­
тая их почленно, будем иметь
т i + m2 ^
(Zi —* 2)
dt2
т хт 2
тх+
1
m2
т\т<1 8(Z i— г2).
Введя обозначения:
Z l — Z2 = a ;
щ + jK g
ТП\ГП<1 т
m' ± mlb = g,
ТП\ТП2
(5-4)
получим
(р-з
ж = ал — b = О,
(5-5)
Это уравнение следует решать при следующих начальных усло­
виях:
i —-0; а = 0; — -= v0,
где Vo— разность скоростей кулака и тяговой
удара.
цепи
в
момент
Применяя для решения этого уравнения операционный метод,
имеем
P2y —Pv0-\-ay=*b,
откуда
v = _____ ь-______ l
.
У
F* + (Va)2 ^ Р *(У а)2 '
Первообразная функция этого изображения
а — -j- (l — cos Y ~at ) -)—
sin ntf.
(5-6)
Динамическая сила на кулаке в момент удара
Рул — 8а.
Подставляя в это уравнение значение а и имея в виду выраже­
ние (5-4), получаем зависимость для определения силы в период
удара
Ь (mi - f т 2)
P = --S T( l - c o s У
ЩПг>%
bv0
•sin /
b (mi + w2)
V ■
*) +
6(»и +rn2) t.
тгщ
(5-7)
ТП\ТП2
Максимального значения динамическая сила достигает в мо­
мент максимального сближения тел, соответствующий условию
Ъ(mi + m2)
V
m xm 2
to — T
TZ
’
откуда
2 _ J L 1/
0
2
V
m\m2
Ь (тп\ -f* m2)
(5-8)
Подставляя значение t в уравнение (5-7) и вычитая 5 Т, полу­
чаем выражение для максимальной динамической силы
too
>(mt + <и2У
Р шах
V
(5-9)
ТП\ГП2
Теоретические расчеты и экспериментальные данные показали,
что приведенная масса промежуточного привода значительно
больше участвующей в ударе массы полотна т г , поэтому с доста­
точной для практических целей точностью можно пользоваться
формулой
Здесь масса т,г определяется по формуле (5-3) путем подста­
новки в нее значения /о:
(5-11)
Величину U следует определять экспериментальным путем.
Как видим, максимальное динамическое усилие, возникающее
при ударе, пропорционально разности скоростей кулака и тяговой
цепи. Поэтому для уменьшения этого усилия целесообразно умень­
шить неравномерность движения тягового органа.
§ 4. Динамические усилия от выхода кулака из зацепления
Закон распространения упругих волн вдоль цепи пластинчатого
конвейера, как было доказано в предыдущей главе, характеризу­
ется дифференциальным уравнением (4-12).
Экспериментально было установлено, что возникающие упру­
гие импульсы в цепи пластинчатого конвейера, пройдя 50—80 м,
полностью гаснут. Так как расстояние между приводами конвей­
ера обычно превышают 300—400 м, то, очевидно, в нем отсутст­
вуют отраженные упругие импульсы.
Поэтому дифференциальное уравнение (4-12) может быть ре­
шено без учета продольных колебаний. Для этого преобразуем его,
<7т+<7п
разделив левую часть на
g
Тогда
д3и
д2и
~
(5-12)
N dtdxг2
М дх2
dfi ~ и'
где
Eg
Ят + Яп *
(5-13)
v-g
(5-14)
Ят + Яп
Для решения уравнения применим метод разделения перемен­
ных. Будем искать частное решение уравнения (5-12) в виде про­
изведения двух функций ср(х) и 0 ( 0 , из которых первая зависит
только от х, а вторая только от t:
и = <? (х) 0 (0(5-15)
N =
Подставляя частное решение в уравнение (5-12), имеем
М ер "© +
N < t"Q ’ -
<р0" =
Разделяя переменные, получаем
<р "
0 я
№ " + MQ
0.
В левой части этого равенства стоит функция, которая ке за ­
висит от х, справа — функция, не зависящая от t. П о зе м у ^2 яв.
ляется постоянной величиной, не зависящей от у, и t.
Из равенства (5-16) получаем два уравнения:
ср" — Х2ср= 0;
(5-17)
(5-18)
0 " - X W 0' - Х2Ж 0 = 0.
Их характеристические уравнения:
k? — X2= 0;
P 2- X 2jV p - X 2Af = 0,
имеющие корни:
k =
L-N
Р= ^ ±
,
1
у
±Х;
2
■ + Х2£
Так как корни действительны и различны, то решения уравне­
ний (5-17) и (5-18) имеют вид:
ср= с1е - и + с2е^;
(5-19)
_ ( ] / ™ L_x* - i ^ ) /
(у
+ ™L)
0 = Д1е ^
4
2 ' + ^2е
4
2 ’
Исходя из физического смысла поставленной задачи
принять
В2= 0.
(5-20)
следует
Тогда общее решение уравнения (5-12)
и = Л е
—
(I
(5-21)
Из начальных условий
Л = «0
Подставляя значения Л, М и W в уравнение (5-21), имеем
Г ]/”4£Х*£ (<7Т+ '/„) +
- Wv-g "I
« = uQe~lX ~ 1-
-I
Из начальных условий определим коэффициент X. Для
продифференцируем выражение (5-22) по t:
ди = _ Ио /4 £ X 2 g (gT + q n) + X<|x2g 2 - X2|Xg ^
dt
2 (?T + Чп)
V4
^0
(<7T+
2 (^т + ^п)
XVg
(5-22)
этого
Подставляя значения / = 0, х = 0 и приравнивая
производную
величине---- (начальное условие), имеем
V 4E № g
(?т +
Чп)
+ ^н-2,?2 —
_2
^0
2 (Чт 4- Чп)
откуда
Чт Ч~ ?п
- 2^)
Динамическое усилие определяется из условия
п
С ^
I
(5-23)
д* и
р - Е и г + р dxdt
из которого
Р
Vr Гр
„ У4El2g (qT+ qn) Hr W
- [ х --------------2 е т
у
JА
]/4gX«g (дт+ ? п)+ х «ц ^ -^ г f
2 (? т + ? п )
(5-24)
X е
Максимальное значение динамического усилия имеет место при
/=■ 0. Поэтому оно равно
п
... Г*7 .. / AEk^g (qT+ qn) + ЛW - Х2^ 1
/к
Р *н„ = ~ Хи0 [Е - I*------------- 2 (qT+ 1 Z ) \ •
(& 2Ь)
С целью упрощения расчетов по определению максимального
динамического импульса Рдин выведем приближенную формулу
для его определения.
Если приводному кулаку в период выхода из зацепления зада­
ется замедление а, то скорость отставания точки контакта кулака
относительно всей тяговой цепи (движущейся со скоростью о)
ик = at.
Согласно волновой теории при отсутствии диссипативных сил
скорость смещения сечения в момент приложения к нему динами­
ческого усилия Р [2]
Г| С
Vy==P ~Ё ■
Практически величина замедления а должна быть такой,
чтобы не было потери контакта кулака с тяговой цепью до входа
в зацепление заднего кулака. Поэтому vK= vy. Откуда
Eat
В начале замедления кулака t = 0; Р = 0, а в конце периода за ­
медления (£ = т)
Величина максимального динамического усилия, подсчитанная
по приближенной формуле (5-26), получается на 20—30% выше
значения усилия, определяемого по (5-25). Поэтому с достаточной
для практических расчетов точностью можно пользоваться при­
ближенной формулой, имея в виду, что эта формула Д ^ т не­
сколько завышенные результаты.
§ 5. Определение кинематических параметров промежуточного
привода
Как следует из формул (5-10) и (5-25), максимальные динами­
ческие усилия, обусловленные работой промежуточного привода,
Рис. 41. Схема к определению кинематических
параметров промежуточного привода
определяются его кинематическими параметрами: скоростью дви­
жения кулака в момент выхода его из зацепления v—vo й време­
нем периода замедления кулака т. Поэтому, задавшись допусти­
мыми значениями Ртах и Рдин и определив закон движения при­
водных кулаков в период замедления, необходимо выбрать соот­
ветствующие кинематические параметры промежуточного привода.
Практически эта задача сводится к назначению шага кулаков и
определению профиля направляющих для их роликов, обеспечиваю­
щего заданный закон движения кулаков.
Методика выбора кинематических параметров промежуточного
привода различна для разных схем привода.
В качестве примера рассмотрим кинематику привода конвейе­
ров П-65 и П-80, конструкция которых была описана во второй
главе. Схема к определению кинематических параметров проме­
жуточного привода дается на рис. 41.
При замедлении кулак проворачивается на угол <р относительно
центра поворота О, поэтому
tg<p = АА\ ___ а 0
ОАх ~ ОА ’
где ио — величина отставания точки контакта кулака.
104
При повороте кулака центр его заднего ролика спускается на
величину
,
„ D,
OB
at2
Л=— ОВ tg <р Uq
2
где
V-
OB
•
ОА
Путь, проходимый центром кулака в период замедления
точки контакта,
его
S = vnt,
где 1>ц — скорость движения приводной цепи.
Поэтому
Л
К
S 2.
В этой формуле а, ц и уп являются постоянными величинами.
Найдем зависимость для радиуса кривизны этой направляющей.
Как известно [37], радиус кривизны плоской кривой
з_
[1 + (/*')2] 2
Р—
hu
где
d2h
h" — dS2 ‘
Для нашего случая
А" =
Пренебрегая (А')2 Как величиной достаточно малой, находим
радиус кривизны
V2
(5-27)
*
Так как р = const, то очевидно, что искомая кривая представ­
ляет собой окружность радиуса р. Таким образом, выбранные из
условия допустимых динамических усилий величины а и т при дан­
ных геометрических параметрах привода и величине зазора «о оп­
ределяют радиус криволинейных направляющих для выхода из
зацепления приводного кулака. С увеличением радиуса направ­
ляющих уменьшаются замедление а и относительная скорость
в момент удара Vo; поэтому для уменьшения усилий Ядип и Ртах
необходимо увеличивать радиус направляющих.
§ 6. Результаты испытаний и исследований промежуточных
приводов
В 1959 г. институтом Гипроуглегормаш был разработан первый
вариант конструкции промежуточного привода к пластинчатому
конвейеру, схема которого представлена на рис. 42. Привод пред­
ставлял собой расположенную в вертикальной плоскости втулочно­
роликовую цепь с шарнирно закрепленными приводными кула­
ками. Последние имели в передней части углубление для зацепле­
ния с горизонтальным звеном тяговой круглозвенной
цепи
Рис. 42. Схема первого промежуточного привода пластинчатого кон­
вейера
конвейера и вертикальный паз для размещения соответствующего
звена цепи. Каждый кулак снабжался четырьмя роликами, кото­
рые катились по направляющим. Втулочно-роликовая цепь была
выбрана с шагом 40 мм (при шаге тяговой цепи конвейера 80 мм ),
а расстояние между кулаками было назначено равным 320 мм.
В передней части, перед приводной звездочкой, направляющие
были спрофилированы наклонно вниз под углом 25°, а верхние
контрнаправляющие обрывались. На участке наклонной направля­
ющей под действием тягового усилия приводной кулак поворачи­
вался в сторону, притовоположную движению, и выходил из за ­
цепления, в этот момент в зацепление входил задний (по ходу
цепи) кулак.
Испытания экспериментального образца этого привода на
стенде, представляющем собой короткий пластинчатый конвейер
длиной 30 hi, показали, что при кратности шагов кулаков и тяго­
вой цепи промежуточный привод работает нестабильно. При ра­
боте привода наблюдались в одних случаях сильные удары и
толчки при входе кулака в зацепление, в других — при выходе из
зацепления. Как показал анализ, нестабильная работа объясня­
лась тем, что шаг кулаков, отклонения которого составляли
± 4 мм, как правило, не совпадал с длиной соответствующего от­
резка тяговой цепи, имевшего размер 320±3,5 мм. В результате
был сделан вывод о необходимости гарантированной в любой пе­
риод времени положительной разности в размерах шага кулаков
и отрезка тяговой цепи между кулаками.
Ввиду неудовлетворительной работы экспериментального об­
разца был изготовлен новый промежуточный привод. Этот привод,
аналогичный по конструкции предыдущим, имел сдвоенную при­
водную цепь с шагом 44,45 мм и расстоянием между кулаками
489 мм, что определило среднее значение разности шага кулака и
соответствующего отрезка тяговой цепи, равное 9 мм. Однако ра­
бота такого привода оказалась также неудовлетворительной из-за
значительной динамики (при угле наклона прямолинейной направ­
ляющей 25°), и резкого замедления кулака в период выхода из
зацепления.
Кинематический анализ показал, что движение точки контакта
кулака с цепью происходит следующим образом: при движении
кулака в месте перехода от горизонтальной к прямолинейной на­
клонной направляющей происходит резкое уменьшение скорости
точки контакта, далее, когда кулак движется по наклонной направ­
ляющей, точка контакта имеет постоянную скорость vo<v. По этой
причине через некоторое время «выбирается» зазор между зад­
ним кулаком и соответствующим шарниром цепи и происходит
вход этого кулака в зацепление. Таким образом, время, в течение
которого формируется динамическое усилие при выходе из зацеп­
ления, весьма мало, что определяет значительную интенсивность
увеличения этого усилия.
В соответствии с результатами теоретических исследований
были изготовлены и смонтированы на приводе криволинейные на­
правляющие, очерченные по радиусу согласно формуле (5-27), по­
сле чего работа привода на стенде происходила без заметной ди­
намики.
После проведения доводочных работ, имевших целью частично
устранить многочисленные дефекты изготовления (опытно-промышленный образец привода был изготовлен в центральных элек­
тромеханических мастерских), промежуточный привод был смон­
тирован в средней части става опытного образца пластинчатого
конвейера П-65, эксплуатируемого на шахте № 70.
Смонтированный промежуточный привод был включен в ра­
боту и эксплуатировался в течение месяца. Работа привода в этот
период происходила без аварий и вполне удовлетворительно. По­
сле испытаний привод был отключен, так как при относительно
небольшой длине конвейера (690 м) не было необходимости в про­
межуточном приводе (концевые приводы конвейера были загру­
жены только на 75%). В дальнейшем промежуточный привод
использовался только при проведении электрических и тензометри­
ческих измерений.
Работа промежуточного привода происходила одновременно
с головным и хвостовым концевыми приводами. Результаты элек­
трических измерений показали, что наличие промежуточного
привода, несмотря на дополнительные потери энергии в нем, не­
сколько уменьшает (на 2—3 кет) суммарную мощность, необхо­
димую для преодоления сопротивлений на конвейере. Это объяс­
няется снижением натяжений тяговой цепи на верхнем полотне и
уменьшением вследствие этого сопротивлений на криволинейных
участках.
Для определения усилий в цепи конвейера при работе проме­
жуточного привода в тяговую цепь несущего полотна встраива­
лись специальные звенья с наклеенными на них тензометрическими
датчиками сопротивлений. Тензодатчик встраивалсч в тяговую
цепь конвейера на расстоянии 40 м от промежуточного привода.
Перед запуском конвейера тяговая цепь в месте датчика ослабля­
лась до полного снятия натяжения и на пленке осциллографа фик­
сировалось нулевое натяжение. Затем таль снималась, записыва­
лось на пленку предварительное нулевое натяжение цепи и после
этого производился пуск конвейера. Одновременно включались
усилитель и осциллограф и записывалось усилие тяговой цепи
в месте тензодатчика в период движения его на отрезке конвейера
длиной 80 м, в середине которого находился промежуточный при­
вод. Кроме того, записывались показания вибратора мощности, из­
меряющего нагрузку промежуточного привода. Измерение усилий
производилось как при груженом, так и при порожнем конвейере.
Всего было проведено две серии измерений — в апреле и июле
1962 г. при разном заполнении гидромуфты промежуточного при­
вода, т. е. при различной величине тягового усилия.
Рассмотрение полученных осциллограмм показало, что стати­
ческие усилия в цепи возрастают по мере приближения тензодат­
чика к промежуточному приводу, достигая вблизи его максималь­
ного значения, после чего мгновеннно падают до некоторой вели­
чины, а затем вновь постепенно возрастают. На рис. 43 приведены
графики статических усилий в цепи у экспериментального проме­
жуточного привода конвейера П-65 при порожнем и груженом по­
лотне, полученные в результате обработки осциллограмм (вели­
чина заливки гидромуфты 11— 12 л — вторые измерения). Как
видно из этих графиков, тяговое усилие, передаваемое приводом,
составило при этой заливке муфты в среднем около 1700 кГ (гру­
женый конвейер) и около 1450 кГ (порожний конвейер). При з а ­
ливке меньшего количества масла (первые измерения) средние тя­
говые усилия соответственно составляли 650 и 450 кГ
Тензометрированием были выявлены при работе привода ди­
намические усилия в тяговой цепи. На участке цепи до промежу­
точного привода при входе кулака в зацепление возникает импульс,
растягивающий цепь, а при выходе кулака из зацепления — им-
пульс, который ослабляет цепь. Процесс возникновения динамиче­
ских усилий на участке цепи за промежуточным приводом проис­
ходит в обратном порядке: при входе кулака в зацепление
Рис. 43. Графики статических усилий в цепи у эксперимен­
тального промежуточного привода конвейера П-65:
1 — груженый конвейер; 2 — порожний конвейер
образуется импульс сжатия, а при выходе — растяжения. Для
иллюстрации на рис. 44 приведены два отрезка осциллограммы,
Рис. 44. Отрезки осциллограммы, характеризующей динамику цепи у про­
межуточного привода (груженый конвейер):
а — после привода; б — до привода
характеризующей динамику цепи у промежуточного привода (вто­
рое измерение, груженый конвейер), соответствующие положению
датчика при подходе к приводу (б) и выходу из него (а)'.
Образующиеся при входе и выходе из зацепления кулака уп­
ругие импульсы распространяются со скоростью упругой волны по
тяговой цепи, при этом величина импульса резко уменьшается.
Анализ осциллограмм показал, что пластинчатое полотно подчи­
няется законам упруго-вязкого тела Кельвина—Фойгта, при этом
коэффициент вязкого трения как для груженого, так и для порож­
него полотна численно равен силе трения, колеблющейся в преде­
лах 21 400—24 800 кГ/м-сек . Для измерения скорости распростра­
нения упругой волны на тяговой цепи был смонтирован второй
тензодатчик (на расстоянии 38 м от первого датчика). Величина
скорости распространения упругой волны по порожнему полотну
оказалась равной 560 м/сек, а по груженому — 396 м/сек.
Имея теоретический расчет параметров экспериментального
промежуточного привода и данные, полученные в результате изме­
рений, можно произвести сравнение.
Согласно теоретическим представлениям, при выходе кулака
из зацепления, когда ему сообщается постоянное по величине за ­
медление (как это предусмотрено в опытном образце привода),
тяговое усилие, передаваемое этим кулаком, постепенно уменьша­
ется в течение всего периода выхода из зацепления. При этом впе­
реди привода образуется упругий импульс растяжения, а сзади
привода — импульс сжатия. Величины этих импульсов меняются
от нуля (начало выхода кулака из зацепления) до максимальной
величины (конец выхода кулака из зацепления). Так как импульс
сжатия образуется на заднем полотне, имеющем большое натяже­
ние и соответствующую большую жесткость, а импульс растяже­
ния — на передней части полотна с меньшим натяжением, то вели­
чина импульса сжатия значительно выше величины импульса рас­
тяжения.
Большие по величине диссипативные силы, действующие при
прохождении упругого импульса вдоль полотна, резко уменьшают
его величину, которая уже на длине 40—60 м становится весьма
малой.
Рассмотрение осциллограмм показывает, что в момент оконча­
ния выхода переднего кулака из зацепления входит в работу сле­
дующий, задний кулак, что сопровождается ударом. Это было
выявлено теоретическими исследованиями. Согласно им удар вы­
зывает импульс растяжения на задней части полотна (большой
величины) и импульс сжатия (меньшей величины) на передней
части, что совпадает с полученными экспериментальными дан­
ными.
Следовательно, существует качественное согласие теории с дей­
ствительным динамическим процессом.
Результаты определения максимальных динамических усилий,
полученные теоретическим путем и экспериментально, сведены
в табл. 11.
Теоретические значения максимальных динамических усилий
взяты для средней величины зазора, равной 10,8 мм. Эксперимен­
тальное значение динамического усилия определялось как средняя
величина усилия, полученного для всех пяти кулаков промежуточ­
ного привода. Удовлетворительное совпадение экспериментальных
и теоретических данных подтверждает достаточную достоверность
теоретических зависимостей.
среднее на
жение цеп
после пром
жуточного
привода, к
до привода
среднее на'
жение цет
до промеж
точного пр
вода, кГ
1
со
10-12
Максимальное значение динамического усилия
в цепи (среднее), кГ
погонная н
грузка на
полотне,
кГ/м
величина на-
1 полнения
гидромуфты
промежуточ­
ного приво­
да, л
Условия работы конвейера и промежуточ­
ного привода
экспери­
менталь­
ное
0
64
0
64
1300
1600
1800
2310
900
1050
760
810
-2 3 0
-2 8 0
-3 2 0
-5 1 0
после привода
теорети­
ческое
экспери­
менталь­
ное
теорети­
ческое
-2 6 0
—310
—320
-4 4 0
120
230
120
220
100
245
95
220
При составлении волновых уравнений принималось, что в фор­
мировании сил энергии, обусловленных упругими смещениями се­
чений тягового органа, участвует вся масса несущего полотна
вместе с грузом. Расчеты по определению максимального динами­
ческого усилия с учетом только части веса полотна с грузом пока­
зали, что полученные значения максимальных усилий меньше экс­
периментальных. Участие всей массы пластинчатого полотна и
груза в формировании сил инерции от упругих смещений является
экспериментально доказанным.
В табл. 12 представлены экспериментальные (средние длябкулаков) значения усилий Ртах, возникающих при входе кулака в за ­
цепление, и результаты расчетов по определению этих усилий по
формуле (5-10). Здесь имеет место некоторое расхождение экспе­
риментальных и теоретических данных (в пределах 40—10%), что
объясняется значительными допущениями, принятыми при выводе
формулы (5-10).
Таблица
Условия работы конвейера
и промежуточного привода
погонная
нагрузка
на полотне,
кГ{м
0
64
0
64
Динамическое усилие
(среднее до привода), кГ
среднее натя­
жение цепи
до промежу­ теоретическое
точного при­
вода, кГ
1400
1650
1800
2310
290
332
460
564
эксперимен­
тальное
205
242
516
624
Время от
начала удара
до достижения
максимальной
величины
силы удара,
сек
0,08
0,08
0,132
0,132
12
Условная
жесткость,
кГ/м
2,86
3,38
4,36
- 5,26
•
.
•
•
104
104
104
104
Результаты проведенных исследований позволяют проектиро­
вать промежуточный привод с малыми (заранее заданными) дина­
мическими усилиями при значительной разности в размере шага
кулаков и соответствующего отрезка тяговой цепи между кула­
ками. Из конструктивных соображений для увеличения прочности
кулаков и стабильности их работы целесообразно расстояние ме­
жду кулаками выбирать равным шагу ходовых роликов (с учетом
неточности изготовления и износа соответствующего отрезка цепи
между ходовыми роликами), а воздействие кулака производить на
соответствующий упор ходовой тележки.
Как было выявлено, величина динамических усилий определя­
ется радиусом криволинейной направляющей; с увеличением ра­
диуса уменьшаются динамические усилия. Анализ геометрических
параметров промежуточного привода показал, что с увеличением
радиуса направляющей несколько увеличиваются длина и высота
привода. Однако даже при относительно больших радиусах раз­
меры привода находятся в пределах, допустимых конструктивными
соображениями. Целесообразно назначать геометрические пара­
метры такими, чтобы динамические усилия имели малую величину
и не вызывали «усталость» тяговой цепи в течение заданного срока
ее эксплуатации.
На основе результатов исследований институт Гипроуглегормаш и СКВ Анжерского машиностроительного завода выполнили
рабочие проекты промежуточных приводов для пластинчатых кон­
вейеров П-65 и П-80 (см. рис. 12 и 13). Параметры этих приводов
были выбраны таким образом, что возникающие динамические уси­
лия при работе не превышали 150—200 кГ
Заводские испытания промежуточных приводов конвейеров
П-65 и П-80 были проведены на Анжерском машиностроительном
заводе.
Испытания промежуточных приводов были проведены на кон­
вейере П-65, установленном на карагандинской шахте им. Кос­
тенко, и конвейере П-80, работающем на шахте № 3 «Тентекская».
Вначале промежуточный привод был установлен на коротком
конвейере П-65 длиной всего 320 м. Однако при такой длине обес­
печить работу промежуточного привода было невозвожно: при­
водные кулаки отставали от упоров пластинчатого полотна. Когда
конвейер нарастили до 600 м, работа промежуточного привода
происходила нормально. В дальнейшем длина конвейера П-65
с промежуточным приводом была увеличена до 1200 м.
Электрические измерения показали, что мощность, потребляе­
мая промежуточным приводом, составила 12 кет при длине става
600 м и 18 кет при длине става 1200 м, а динамометрические и
тензометрические измерения — то, что при коротком ставе динами­
ческие усилия от работы привода составляют 90— 110 кГ, и при
длине става 1200 м — 130— 160 кГ Увеличение мощности связано
с повышением натяжения и жесткости полотна и, как следствие
этого, увеличением динамических усилий.
Промежуточный привод конвейера П-80 проходил испытания
вместе с опытно-промышленным образцом этого конвейера на ка­
рагандинской шахте № 3 «Тентекская». Длина конвейера к мо­
менту установки промежуточного привода составляла 1160 м. Про­
межуточный привод был смонтирован на расстоянии 730 м от го­
ловной станции.
Мощность, потребляемая промежуточным приводом, составляла
9,5 кет при отсутствии груза на конвейере, 14,3 кет при произво­
дительности 350 т/ч и 27,6 кет при производительности 750 т/ч.
Тензометрические измерения усилий показали, что максималь­
ные динамические усилия составляют 150— 180 кГ при среднем
статическом натяжении тягового органа до привода, равном
3000 кГ
В процессе эксплуатации промежуточных приводов был выяв­
лен ряд мелких недостатков, связанных с некачественным изготов-
Рис. 45. Схема промежуточного привода харьков­
ского завода «Свет шахтера»
лением, недостаточной прочностью деталей редуктора и относи­
тельно быстрым износом приводной цепи. Поэтому последующей
корректировкой чертежей промежуточных приводов было предус­
мотрено увеличение на 0,3 мм шага приводной цепи, устройство
для смазки цепи с целью продления срока ее службы, усиление
спиральнозубой передачи и подшипников редуктора.
Длительные испытания промежуточных приводов позволили
сделать вывод о полной работоспособности и надежности проме­
жуточных приводов конструкции института Гипроуглегормаш. Это
позволяет считать проблему создания промежуточных приводов
для пластинчатых конвейеров решенной.
Кроме предложенного институтом Гипроуглегормаш промежу­
точного привода был разработан ряд других конструкций проме­
жуточных приводов для пластинчатых и ленточно-цепных конвейе­
ров: привод с наклонной верхней ветвью Карагандинского политех­
нического института, привод с боковым захватом харьковского
завода «Свет шахтера», привод с цепочным зацеплением ИГД
им. А. А. Скочинского и МГИ, привод с управляемыми кулаками
МГИ. Работы по этим приводам были прекращены на той или иной
стадии разработки, а промышленные испытания прошел только при­
вод с боковым захватом харьковского завода «Свет шахтера»,
схема которого изображена на рис. 45.
Кольцевая тяговая цепь приводится в движение двумя специ­
альными приводными цепями, получающими движение от звездо­
чек, расположенных под небольшим углом наклона попарно
с обеих сторон тяговой цепи конвейера [2]. Звездочки приводятся
во вращение через редуктор с коническими зубчатыми колесами.
Вращаясь синхронно навстречу друг другу, звездочки приводят
в движение приводные цепи, которые, двигаясь по направляющим,
охватывают звенья тяговой цепи и передают движение несущему
полотну.
Первоначально привод с боковым захватом был испытан на
конвейере КПИ-1, а затем на П-50.
В процессе испытаний были выявлены большие потери энергии
в механизме привода, заметная динамика при его работе и низкая
надежность работы приводного механизма. По этой причине при­
вод с боковым захватом не нашел практического применения.
§ 7. Промежуточно-уравнительный привод
В горизонтальном конвейере промежуточный привод передает
тяговое усилие одной из ветвей конвейера, т. е. всегда является
приводным устройством. Значительно сложнее обстоит дело в на­
клонном конвейере, когда необходимо уменьшать напряжение тя­
гового органа нижней ветви, которое при большой длине конвей­
ера может достигнуть значительной величины. В этом случае, по­
мимо промежуточных приводов, для верхней ветви конвейера
(предполагается движение груза вверх) необходимо иметь спе­
циальные устройства, разгружающие
тяговый орган нижней
ветви.
В качестве такого устройства могут быть применены тормозные
промежуточные приводы, работающие в генераторном режиме.
В этом случае, помимо промежуточных приводов, для верхней
ветви в конвейере должны предусматриваться тормозные проме­
жуточные приводы для нижнего полотна. Естественно, что такой
способ уменьшения натяжения нижней ветви имеет много недос­
татков, главный из которых — повышенное число приводов на кон­
вейере.
Наиболее рациональным для наклонных конвейеров является
применение так называемого промежуточно-уравнительного при­
вода, представляющего собой единый приводной механизм для
обеих ветвей конвейера. Этот механизм, приводимый в движение
электродвигателем через редуктор, осуществляет передачу тяго­
вого усилия цепи верхней ветви конвейера и разгружает нижнюю
ветвь, передавая натяжение с нее на верхнюю ветвь. Особенностью
промежуточно-уравнительного привода является обеспечение одно­
временного контакта приводных кулаков с шарнирами тяговой
цепи на обеих ветвях конвейера, что достигается осевым переме­
щением рамы гусеничного привода относительно неподвижной ме­
таллоконструкции конвейера с помощью специального натяжного
устройства.
Применение промежуточно-уравнительных приводов сокращает
количество приводов на конвейере и установленную мощность
электродвигателей приводов, что позволяет уменьшить мощность
электрической подстанции. Последнее обстоятельство является
Рис. 4G. Схема промежуточно-уравнительного привода
весьма важным, так как необходимость почти одновременного
пуска приводов конвейера требует большой мощности и связанных
с этим дополнительных затрат на приобретение, установку и экс­
плуатацию трансформаторов.
Трудность практического осуществления промежуточно-уравни­
тельного привода заключается в необходимости иметь разные шаги
кулаков при взаимодействии их с верхней и нижней цепями. Так,
например, если шаг кулаков из условия работы на верхней ветви
выбран больше шага цепи, то на нижней ветви, где этим кулакам
должно быть передано усилие от тяговой цепи, произойдет закли­
нивание.
В 1962— 1964 гг. в Гипроуглегормаше была разработана конст­
рукция промежуточно-уравнительного привода гусеничного типа
для наклонного пластинчатого конвейера ПН-65. Особенностью
схемы этого привода (рис. 46) является возможность автоматиче­
ского изменения шага приводных кулаков на верхней и нижней
ветвях.
Промежуточно-уравнительный привод Гипроуглегормаша имеет
подвижную раму, посредством которой перед пуском конвейера
осуществляется одновременный контакт приводных кулаков с тя_
говой цепью нижней и верхней ветвей. Перемещение рамы и При_
жатие приводных кулаков к соответствующим упорам тягового
органа (кран траверс) производится специальным гидравлически
устройством.
Промежуточно-уравнительный привод работает следующем об­
разом. Приводной кулак, обогнув хвостовую звездочку, вь1ходит
на верхнюю ветвь привода повернутым под некоторым углом
к вертикальной плоскости. Верхние и нижние направляющие в на­
чале верхней ветви привода профилируются и располагаются ме­
жду собой таким образом, что на некотором участке к угол пово­
рота кулака ki постепенно уменьшается от <pmax до нуля. Точка
возможного контакта кулака с упором цепи в начале участка к
имеет скорость движения Vo, которая больше скорости движения
тяговой цепи конвейера v; скорость движения точки контакта по.
степенно уменьшается и в конце участка становится равной ско­
рости тягового органа. Ускоренное по сравнению с тяговой Цепью
движение точки контакта кулака обусловливает постеценНое
уменьшение зазора между этой точкой и движущимся впереди нее
упором цепи. В некотором месте точка контакта кулака догоняет
упор тяговой цепи, происходит удар, в результате которого кулак
kt входит в зацепление, одновременно высвобождая из зацепления
передний кулак k%, находившийся на участке k. Кулак ki, находясь
на участке к, передает движение тяговой .цепи с повышенной ско­
ростью, которая постепенно уменьшается, и, вступив на участок к,
сообщает цепи номинальную скорость v.
На нижней ветви взаимодействие кулака с цепью происходит
иначе. Обогнув приводную звездочку привода, кулак kz попадает
на участок /' с горизонтально расположенными направляющими и
в строго вертикальном положении движется на расстоянии рабо­
чего зазора впереди упора тяговой цепи. В этот момент нижняя
тяговая цепь находится в зацеплении с передним кулаком ki. Этот
кулак, достигнув участка /' с криволинейными направляющими,
начинает поворачиваться относительно горизонтальной цепи. По
этой причине скорость точки контакта кулака с цепью постепенно
увеличивается и вызывает уменьшение зазора между задним ку­
лаком кз и упором в цепи; в некоторый момент времени этот ку­
лак вступает в зацепление.
Для экспериментальной проверки схемы промежуточно-урав­
нительного привода был изготовлен опытный образец привода, ко­
торый затем был установлен на коротком наклонном пластинча­
том конвейере-стенде. Испытания промежуточно-уравнительного
привода полностью подтвердили его работоспособность. Кинемати­
ческие параметры этого привода были выбраны таким образом,
чтобы динамические усилия составили малую величину. Как пока­
зали тензометрические измерения, динамические усилия при ра­
боте привода были весьма малы и соответствовали расчетным.
На основе проведенных исследований институт Гипроуглегормаш выполнил рабочий проект промежуточно-уравнительного при­
вода для опытно-промышленного образца уклонного пластинча­
того конвейера ПН-65.
§ 8. Условия пуска пластинчатого конвейера с промежуточными
приводами1
Если конвейер с концевыми приводными станциями для увели­
чения длины оборудовать одним или двумя промежуточными при­
водами, то пуск его будет мало отличаться от ранее рассмотрен­
ных условий пуска конвейера с концевыми приводами. Наличие
промежуточного привода в середине става конвейера, как показал
опыт, несколько улучшает условия пуска, так как в этом случае
уменьшается время пробега упругой волны и менее ослабляется
цепь впереди (на ходу полотна) привода, включаемого в первую
очередь.
Совершенно иное положение имеет место в том случае, когда
конвейер оборудуется только промежуточными приводами.
В предыдущей главе было выявлено, что большое число про­
межуточных приводов, работающих на один став, обусловливает
необходимость применения двигателей постоянного тока с регули­
руемыми выпрямителями, которые позволяют обеспечить синхро­
низацию работы приводов, исключающую «перекачку» мощ­
ности.
Вариационный анализ пускового режима двигателя постоян­
ного тока показывает, что оптимальный закон ускорения разгона
двигателей, при котором электрические потери будут минималь­
ными,
=
(5-28)
где адв — ускорение разгона двигателя;
tv — время разгона;
Ь — коэффициент, определяемый из условий допустимой пе­
регрузки тягового органа в период пуска.
Пуск пластинчатого конвейера с промежуточными приводами
принципиально может быть осуществлен последовательным или
одновременным включением промежуточных приводов конвейера.
При последовательном пуске первым включается промежуточ­
ный привод, расположенный у натяжной станции конвейера, затем
через время тн, соответствующее времени пробега упругой волной
расстояния между приводами нижней ветви, включается второй
привод и т. д. Промежуточные приводы верхней ветви включаются
после включения приводов нижней ветви через время 2тн, соответ­
ствующее времени пробега упругой волной нижней ветви конвей1 Параграф написан аспирантом В. И. Проскуриным.
•ера. Первым из них включается привод, расположенной у разгру­
зочной головки, затем, через время тв пробега упруго^ волной рас­
стояния между приводами верхней ветви, каждый ^следующий
привод до полного включения всех промежуточных Приводов кон­
вейера. Образующаяся при пуске «слабина» несущего полотна на
межприводных участках компенсируется передвижением натяжной
станции.
При одновременном пуске, в отличие от последовательного, все
промежуточные приводы конвейера включаются одновременно по
заданному закону ускорения разгона.
Сравнение этих двух способов показывает, что, несмотря на ряд
существенных достоинств (уменьшение пусковой мощности элек­
троподстанций, меньшие действующие натяжения в тяговом органе
в процессе пуска и т. д.), последовательный пуск требует значи­
тельного хода натяжной станции, равного
(5-29)
Vnp — скорость движения приводной цепи промежуточного
привода при установившемся режиме работы;
т и п — соответственно число промежуточных приводов ниж­
ней и верхней ветвей;
Д /и з — запас хода натяжного устройства на увеличение дли­
ны тягового органа в процессе его эксплуатации.
При большом числе промежуточных приводов ход натяжного
устройства оказывается столь значительным, что в ряде случаев
становится невозможным изготовление конструкции натяжной
станции. Поэтому последовательный пуск может быть применим
для сравнительно коротких конвейеров, длиной не свыше 2 км.
При одновременном пуске требуется большая пусковая мощ­
ность электроподстанции. Однако ход натяжного устройства не­
значителен, и это дает возможность применения одновременного
пуска при большой длине конвейера.
При одновременном пуске от каждого последующего привода
к каждому предыдущему побежит упругая волна сжатия, умень­
шающая натяжение в тяговом органе, а от каждого предыдущего
к последующему побежит упругая волна растяжения, увеличиваю­
щая натяжение в тяговом органе. Так как упругие волны растя­
жения (сжатия) распространяются не мгновенно, то в точке набе­
гания несущего полотна на привод в течение некоторого времени
будет происходить возрастание натяжения в тяговом органе,
а в точке сбегания с привода — уменьшение натяжения.
Так как скорости распространения упругих волн сжатия и рас­
тяжения примерно одинаковы, то, очевидно, процесс разгона не­
сущего полотна закончится к моменту времени
где
где т — время пробега упругой волной растяжения (сжатия) ме­
жду приводами.
Величину действующих в тяговом органе натяжений в процессе
пуска можно определить из условия, что длина несущего полотна
на межприводном участке постоянна. Это обстоятельство справед­
ливо, если закон изменения ускорения движения приводов одина­
ков. Следовательно, упругое удлинение от действующих натяжений
в тяговом органе как в процессе пуска, так и в процессе устано­
вившегося режима работы (одинаковая скорость вращения каж­
дого привода, не зависящая от изменения нагрузки) есть величина
постоянная.
Таким образом,
L
А/ =
= const,
о Е
Это соотношение позволяет при известном законе изменения
напряжения в тяговом органе по длине межприводного участка и
законе изменения жесткости несущего полотна установить взаимо­
связь между максимальным (в точке набегания на привод), мини­
мальным (в точке сбегания с привода) и предварительным натя­
жениями в процессе пуска.
Анализ показывает, что максимальное натяжение тягового ор­
гана (в точке набегания на привод) в процессе пуска наступит
,
т
в момент времени г = — , соответствующий встрече упругих волн
растяжения и сжатия.
Очевидно, что максимальная величина натяжения тягового ор­
гана не должна превышать допустимой нагрузки на цепь. С дру­
гой стороны, максимальное натяжение в тяговом органе в точке
сбегания с привода также не должно быть меньше некоторой ве­
личины, так как в противном случае произойдет нарушение взаи­
модействия кулаков промежуточного привода с упорами тяговой
цепи, что может привести к аварии. Минимальное натяжение в тя­
говом органе в процессе пуска может быть принято на основании
опыта эксплуатации подземных пластинчатых конвейеров равным
300—500 кГ.
Таким образом, условия прочности цепи и нормального зацеп­
ления цепи с приводом ограничивают максимальное натяжение
цепи (позади каждого привода) и минимальное натяжение впе­
реди привода. Заданные значения этих натяжений могут быть
обеспечены соответствующими величинами предварительного на­
тяжения и пусковым ускорением.
При очень большой длине конвейера обеспечить заданную ве­
личину предварительного натяжения одной натяжной станцией не
представляется возможным. В случае оборудования приводов дви­
гателями постоянного тока создание предварительного натяжения
можно осуществить следующим образом: перед пуском последова­
тельно один за другим, начиная с промежуточного привода верх­
ней ветви установленного первым от натяжной станции, включа­
ются промежуточные приводы конвейера, работающие на ползучей
характеристике. Контроль предварительного натяжения осуществ­
ляется по величине момента на валу двигателя (но току). После
достижения определенной величины момента (тока) привод от­
ключается и включается тормоз. Удлинение несущ ее полотна вы­
бирается натяжной станцией. Для обеспечения безаварийного
пуска многоприводного пластинчатого конвейера в процессе экс­
плуатации необходимо строго контролировать величину предвари­
тельного натяжения перед каждым пуском-
Глава
6
НАДЕЖНОСТЬ ПЛАСТИНЧАТЫХ КОНВЕЙЕРОВ
§ 1. Критерии надежности
Согласно современным представлениям под надежностью ма­
шин понимают совокупность таких ее свойств, как безотказность,
долговечность и ремонтопригодность [15].
Безотказностью является способность машины сохранять рабо­
тоспособность в течение определенного времени в определенных
условиях. Потеря работоспособности наступает при отказе, поломке
или неисправности одного из узлов или деталей; возникающие от­
казы ликвидируются путем ремонта машины. Таким образом, отказ
переводит машину в состояние неисправности, а ликвидация от­
каза возвращает машину в работоспособное состояние. Кроме от­
казов— аварий в машине могут возникать те или иные неисправ­
ности, не нарушающие ее работы сразу. Чтобы незначительные
вначале неисправности не привели к отказу, необходимо своевре­
менное устранение их в период осмотра и профилактического ре­
монта.
Другим важным показателем надежности является долговеч­
ность, т. е. срок службы машины. По определению акад. Н. Г. Бру­
евича, долговечность машины — это ее свойство длительно сохра­
нять работоспособность в определенных условиях эксплуатации при
выполнении необходимых ремонтов с остановкой машины на время
ремонта. Окончание срока службы машины наступает при состоя­
нии, когда устранение возникающих отказов и неисправностей ста­
новится невозможным или экономически нецелесообразным.
На выполнение профилактических работ, связанных со смаз­
кой, осмотром, заменой изношенных элементов, устранением отка­
зов и неисправностей, проведением текущих и капитальных ремон­
тов затрачивается определенное количество времени, труда, ма­
териалов и запасных частей, что характеризуется ремонтопригод­
ностью данного изделия.
Рассматривая надежность пластинчатого конвейера как сово­
купность безотказности, долговечности и ремонтопригодности,
представляется целесообразным определить основные количествен­
ные критерии надежности конвейера.
Важным критерием надежности работы магистрального плас­
тинчатого конвейера является безотказность (отсутствие аварий).
Как известно, аварийность электровозной откатки в горизонталь­
ных выработках и ленточных конвейеров в наклонных выработках,
а также низкая организация труда на подземном транспорте яв­
ляются причиной простоев очистных и подготовительных забоев.
Достаточно сказать, что среднее время простоев лав по вине под­
земного транспорта в угольной промышленности составляет 10—
12% рабочего времени, вследствие чего государство ежегодно те­
ряет десятки миллионов тонн угля. Конвейеры должны работать
безотказно, тогда аварии и связанные с ними простои лав будут
происходить лишь в редких, исключительных случаях. Это условие
безотказной работы, весьма важное для эксплуатации, предъяв­
ляет серьезные требования к конструкции конвейера, которые обя­
зательно должны быть учтены в период проектирования,изготовле­
ния, испытаний опытно-промышленных образцов, корректировки
чертежей при освоении серийного выпуска и контроле качества из­
готовления узлов и деталей.
Безотказность пластинчатого конвейера, являющегося ремон­
тируемой (в условиях эксплуатации) машиной, определяет коэф­
фициент готовности — вероятность того, что конвейер будет рабо­
тоспособным в любой произвольный момент времени. Иными сло­
вами, под коэффициентом готовности конвейера понимается доля
времени эксплуатации конвейера, в течение которой он является
работоспособным (при наличии груза). В общем виде коэффици­
ент готовности может быть определен по формуле
КЛ‘) = 7 Ш 7 -
<6- »
t — суммарное время работы конвейера (как с нагрузкой
так и без нее);
— суммарное время аварийных простоев конвейера.
Как показал опыт эксплуатации конвейеров фирм «Демаг» и
«Прюнте» и первых отечественных пластинчатых конвейеров, ра­
бота конвейера (с точки зрения отказов) происходила относи­
тельно стабильно до некоторого времени, после чего резко возрас­
тает число аварий, что объяснялось окончанием срока службы
пластинчатого полотна и ходовых роликов. Поэтому коэффициент
готовности следует считать примерно постоянным в течение всего
периода эксплуатации конвейера при условии, что к моменту окон­
чания срока службы конвейер будет демонтирован.
Коэффициент готовности может быть также представлен [15]
как
т
( 6 - 2)
Кт
Т+Т0 '
где
где Т — наработка на отказ, т. е. среднее время безотказной
работы конвейера;
Тв — среднее время восстановления.
В ряде случаев целесообразно пользоваться показателем, ха­
рактеризующим вероятность аварийного простоя конвейера. Усло­
вимся этот показатель называть относительной продолжительно­
стью простоев конвейера и выражать в процентах. Очевидно, отно­
сительная продолжительность простоев конвейера
8 = (1 — /СР) 100°/оБезотказность конвейера в целом определяется безотказной
работой его составляющих элементов: пластинчатого полотна, при­
водных устройств и става.
Поэтому и коэффициент готовности конвейера является функ­
цией коэффициентов готовности составляющих конвейер узлов. Эта
функция определяется с помощью теории марковских цепей, учи­
тывающей вероятность перехода из одного состояния системы
в другое (в нашем случае — перехода от работоспособного состоя­
ния к аварийным простоям по вине полотна, приводных устройств,
става) и обратно. Приближенно, без большой погрешности, коэф­
фициент готовности конвейера может быть представлен
к г= к пк прк с,
(6-3)
где /Сп, /Спр, Ко — коэффициенты готовности полотна, приводных
устройств и става.
Заметим, что погрешность в определении коэффициента готов­
ности с помощью этой формулы уменьшается с увеличением коэф­
фициентов готовности составляющих конвейер узлов.
Весьма важным является установление величины коэффициента
готовности пластинчатого конвейера. Малая величина этого коэф­
фициента допускает аварийные простои конвейера и связанные
с этим простои добычных механизмов. Поэтому, с точки зрения
ликвидации простоев добычного оборудования, пластинчатые кон­
вейеры должны иметь высокий коэффициент готовности, прибли­
жающийся к единице. Вместе с тем обеспечение высокого коэффи­
циента готовности, естественно, вызывает большие технические
трудности и повышает стоимость конвейера. Как показал опыт со­
здания подземных пластинчатых конвейеров, при проведении соот­
ветствующих мероприятий, которые будут описаны ниже, представ­
ляется практически возможным обеспечить коэффициент готовно­
сти выше 0,99 при длине става до 1,5 км. Значительно сложнее
обеспечить безотказность конвейеров большой длины для открытых
горных работ, так как коэффициент готовности уменьшается с уве­
личением длины конвейера. Поэтому для конвейеров длиной 5—
6 км практически возможно обеспечить коэффициент готовности
порядка 0,96.
Под долговечностью следует понимать срок службы конвейера
в выработке. Срок службы конвейера определяется из экономиче­
ских соображений и имеющегося опыта. Ца основании опыта экс­
плуатации пластинчатых конвейеров срок службы их следует на­
значать около 5 лет. Экономический расчет показывает, что при
этом сроке службы применение пластинчатых конвейеров оказы­
вается в большинстве случаев выгоднее Электровозной откатки и
доставки ленточными конвейерами.
Полагая среднее время работы конвейера в сутки ранным 14 ч
и прерывную рабочую неделю на предприятии, получаем срок
службы конвейера равным примерно 20 000 ч. Этот орок службы
должны иметь основные элементы конвейера — тяговая Цепь, плас­
тины, приводные и натяжные устройства, Металлоконструкция.
Ремонтопригодность машины в общем случае характеризуется
коэффициентом ремонтопригодности, представляющим собой от­
ношение стоимости всех ремонтов машины к ее первоначальной
стоимости. Различаются три вида ремонтов: аварийные (по устра­
нению отказов), текущие и капитальные. Текущие ремонты вклю­
чают в себя профилактическое обслуживание (смазка, регули­
ровка, осмотр и т. п.) и замену изношенных узлов и деталей. Ка­
питальный ремонт в специализированных ремонтных предприятиях
мало приемлем для пластинчатых конвейеров, монтаж» Демонтаж
и транспортирование которых весьма трудоемки. Поэтому ремонт
пластинчатых конвейеров в течение заданного срока службы сле­
дует ограничить аварийными и текущими ремонтами. В этом слу­
чае коэффициент ремонтопригодности можно представить как
if _Са + Ст
.
Арен—
>
(о-4)
где Са и Ст — стоимость аварийных и текущих ремонтов в тече­
ние заданного срока эксплуатации конвейера;
Сп— первоначальная стоимость конвейера.
С целью уменьшения затрат на эксплуатацию конвейера коэф­
фициент ремонтопригодности для заданной долговечности конвей­
ера следует ограничить величиной 0,5.
При благоприятных условиях срок службы основных узлов и
деталей конвейера может оказаться выше заданного. В этом слу­
чае с целью продления службы конвейера может быть проведен
капитальный ремонт отдельных узлов (приводных устройств, ходо­
вых роликов и т. п.). Целесообразность таких ремонтов в каждом
отдельном случае должна обосновываться экономическими расче­
тами.
§ 2. Условия безотказной работы пластинчатого полотна
Безотказность работы пластинчатого полотна зависит от безот­
казной работы тяговой цепи и пластин.
Как показала практика эксплуатации пластинчатых конвейе­
ров, обрывы цепи происходят весьма редко, что позволяет считать
коэффициент готовности цепи равным единице.
Высокая безотказность работы тяговой цепи объясняется боль­
шими запасами прочности, принятыми при проектировании. Для
конвейеров с кольцевыми цепями запас прочности принимался
равным 5 по отношению к пределу пропорциональности цепи.
В дальнейшем, после исследования закона распределения предела
пропорциональности цепей и улучшения контроля качества их из­
готовления, запас прочности, по-видимому, будет снижен.
Таким образом, практически только пластины определяют усло­
вия безотказной работы пластинчатого полотна.
При работе пластинчатого конвейера по тем или иным причи­
нам выходят из строя отдельные пластины или ролики, что в ряде
случаев вызывает аварию. При большом количестве 'пластин и хо­
довых роликов на конвейере вероятность выхода их из строя отно­
сительно велика.
Результаты наблюдений за работой пластинчатых конвейеров
показывают, что имеется три потока отказов пластин: выход из
строя роликов, деформация пластин с роликами и деформация
пластин без роликов. Выход из строя элементов пластинчатого по­
лотна предопределяется скрытыми дефектами, ненормальными ус­
ловиями отдельных пусков конвейеров, падением кусков породы
при перекреплении штрека, сильным вспучиванием почвы на от­
дельных участках штрека и другими случайными причинами. Как
видно, выход из строя пластин объясняется определенными иногда
случайными причинами, но число отказов пластин и промежуток
времени между ними носят случайный характер.
Потоки отказов пластин представляют собой совокупность слу­
чайных событий, так как время и место каждого отказа носят слу­
чайный характер.
Рассмотрение имеющихся данных по отказам пластин показы­
вает, что вероятностный режим потоков отказов сравнительно мало
изменяется во времени. Такие потоки событий в теории случайных
функций принято называть стационарными.
Отказы элементов полотна происходят относительно редко, по­
этому вероятность одновременного появления двух независимых
друг от друга отказов весьма мала. Такие потоки можно отнести
к так называемым ординарным потокам.
Рассматриваемые потоки отказов не имеют последействий и не
зависят друг от друга в силу большого количества элементов в по­
лотне.
Таким образом, три потока отказов полотна могут быть с неко­
торым приближением отнесены к категории простейших, которые
одновременно являются стационарными, ординарными и без по­
следействия. Как известно, у простейшего потока все промежутки
времени между соседними событиями распределены по экспонен­
циальному закону, а вероятность появления определенного количе­
ства событий в заданном промежутке определяется законом рас­
пределения Пуассона. Поэтому для простейшего потока плотность
вероятности длительности службы (отсутствия отказов), т. е. час­
тота отказов, записывается в следующем виде [15]:
f ( t ) = Xe-x‘,
(6-5)
где Я — интенсивность отказов, которая представляет математиче­
ское ожидание числа отказов в единицу времени.
При этом среднее время безотказной работы данного элемента
<ср = - г -
(6-6)
Вероятность получения т отказов взаданном интервале вре­
мени t находится по закону Пуассона
Р т = - £ г ( Щ т <Ги-
(6-7)
Выход из строя пластин без роликов характеризуется одним по­
током отказов, поэтому интенсивность их отказов может быть при­
ближенно определена по формуле
где по — число пластин без роликов;
tn — время наблюдений.
Выход из строя пластин с роликами определяется двумя ви­
дами отказов — повреждением роликов и деформацией пластин.
В этом случае закон распределения длительности безотказной
службы пластины с роликами может быть представлен в виде су­
перпозиции двух экспоненциальных законов [55]:
/ ( * ) = с2Х2е -*2' + ^ з е _Х<.
(6-9)
Здесь коэффициенты с2 и с3 должны удовлетворять следующим
условиям:
с2 +
cz —
1;
С2 __ т 2
сг
Щ ’
где /пг и т з — соответственно число отказов из-за деформации
пластин и выхода из строя роликов.
Среднее время безотказной работы пластин с роликами
* ° = -а2
ё - + ТаЗ7 ’
(б-ю)
а интенсивность отказов этих пластин
(6 -п )
Часть дефектных пластин и роликов заменяется во время ре­
монтных смен, что значительно повышает безотказность пластинчатого полотна.
Поэтому параметр потока отказов всего пластинчатого полотна
(среднее количество отказов конвейера в единицу времени)
А = ( лЛ + л Л ) - Г '
(6-12)
где /гр -- число пластин с роликами;
а — коэффициент, учитывающий профилактическую замену
дефектных пластин.
Как показал опыт, коэффициент а увеличивается с увеличением
частоты ремонтных смен и уменьшается с уменьшением интенсив­
ности отказов пластин. Для опытно-промышленных конвейеров
П-65 и П-50, которые имели относительно большую интенсивность
отказов, коэффициент а был равен 4,9. У серийных конвейеров
П-65, полотно которых имело высокую безотказность, коэффици­
ент а составлял до 1,5.
Если длина конвейера L, шаг пластин Ь и расстояние между
роликами а, то
а=
(М ^
- Х' + 4
Хр ) - Г -
(в-13)
Согласно математической теории надежности [15; 55] поток от­
казов изделия, составленного из элементов, имеющих экспоненци­
альный. закон длительности службы, является экспоненциальным.
Поэтому наработка на отказ пластинчатого полотна, т. е. средний
срок его безотказной службы,
aab
(6-13а)
Т„
h
2L [кг ( а - Ь) + Ь\р]
Как видим, средний срок безотказной работы пластинчатого по­
лотна обратно пропорционален длине конвейера.
Заметим, что наработка на отказ пластинчатого полотна в а
раз больше среднего времени между выходом из строя пластин,
которое выражается формулой
1
(6-14)
Т
1о
ло^1 + ЛрАр
или
Т° = 2 L [X, ( а ~ Ь ) + 6Хр] •
(6 ' 15)
В табл. 13 представлены данные по интенсивности отказов
пластинчатого полотна опытно-промышленных образцов пластин­
чатых конвейеров.
Как видно из табл. 13, показатели безотказной работы пластин­
чатого полотна улучшались с каждым последующим разрабаты­
ваемым новым типом конвейера.
Опасность отказа пластин, 1/ч
Тип
конвейера
Длина
става,
м
без роликов
с роликами
П-65
П-50
П-80
690
650
620
2 ,0 .1 0 -5
3 ,0 2 .1 0 -5
2,6 • 10-6
4 ,3 .1 0 -5
4,55 • 10-5
5,1 10-6
Среднее время
между выходом
из строя пластин
г о-"
Среднее время
безотказной
работы полотна
Т, ч
5,1
3,9
48,9
25
19
85
Коэффициент готовности пластинчатого полотна
(6-16)
где Тъ — среднее время, затрачиваемое на отыскание неисправной
пластины и ее замены.
У опытно-промышленного образца конвейера П-65 среднее
время ликвидации отказа полотна составляло 60 мин.
§ 3. Условия безотказной работы приводных устройств
Изучение потоков отказов приводов опытного конвейера П-65
на шахте № 70 показало, что в среднем на 100 ч работы одного
привода имеет место 1,1 отказа (поломки редуктора, течй гидро­
муфты, неисправность электрической схемы управления), а время
на ликвидацию одного отказа составляло от 3 до 14 ч. Примерно
аналогичные данные имеют место при работе приводов подземных
ленточных конвейеров.
У серийных пластинчатых конвейеров среднее время безотказ­
ной работы приводного устройства составило около 180 ч, а сред­
нее время восстановления привода — 6 ч.
Так как пластинчатые конвейеры в зависимости от длины уста­
новки снабжаются двумя-тремя приводами на концевых станциях,
а при длине свыше 1300 м еще и промежуточными приводами, то
частота аварий с приводами может быть относительно велика,
а связанные с ними простои конвейера составят заметную вели­
чину.
Поэтому в конструкции пластинчатого конвейера следует пред­
усматривать резервные приводные блоки.
У подземных горизонтальных пластинчатых конвейеров, имею­
щих концевые приводные станции с четырьмя приводными уст­
ройствами и один-два промежуточных привода (при большой
длине става), одно из приводных устройств может быть резервным.
Практически такое резервирование можно осуществить следую­
щим образом. Все приводные устройства снабжаются механиче­
ским устройством, позволяющим в любое время включать или от-
ключать привод, т. е. при выходе из строя одного из приводов за ­
менить его резервным. Вышедший из строя привод ремонтируется
и вновь включается в работу по выходе из строя одного из рабо­
тающих приводов, который также ремонтируется, и т. д.
Статистическая обработка результатов наблюдений за работой
пластинчатых и скребковых конвейеров показывает, что среднее
время безотказной работы приводов до капитального ремонта
примерно постоянно, а закон службы приводных устройств явля­
ется экспоненциальным. Поэтому коэффициент готовности привод­
ных устройств при отсутствии резервирования можно представить
в виде:
4 - 7"р
---------,
К п=
—
(6-17)
7’пр + т в
где Тпр — среднее время безотказной работы привода;
п — число работающих приводов.
При наличии резервирования простои имеют место при пере­
ключении приводных устройств и во время отказа одного из них
в период восстановления ранее вышедших из строя приводов. По­
этому коэффициент готовности в этом случае
К а=-
4 - гп
-р
— г пр + Гпер
П
Тр +
0 ,5
Тв
(6-18)
где Гпср — среднее время переключения приводных устройств;
Гр — среднее время безотказной работы всех приводных уст­
ройств.
Согласно теории резервирования [15], время безотказной ра­
боты приводных устройств конвейера
7' p - T - ( 7'.. + - T L) ’
<6' 19>
где Р — вероятность отказа приводного устройства в период вос­
становления другого привода, приближенно определяемая
по формуле
Р
пТв
(6- 20)
7пр
Подставляя значение р в уравнение (6-19), имеем
Т„ Л , ^пр
т«р
п V "г пТ0
(6-21)
Так как при отсутствии резервирования среднее время
Т
безот-
казной работы приводных устройств равно -—— , то, как следует
п
из уравнения (6-21), резервирование повышает время безотказной
Т
работы в 1Н—
- раз. Для пластинчатых конвейеров (71пр= 180 ч,
Тв = 6 ч) резервирование увеличивает время безотказной работы
при двух, трех и четырех приводах соответственно в 16; 11 и
8,5 раз.
Повышение коэффициента готовности от резервирования, как
показывает анализ формулы (6-18), в большой степени зависит от
времени переключения приводов Гпер. При наличии оператора
вблизи приводной станции, когда время переключения мало, коэф­
фициент готовности определяется вторым членом зависимости
(6-18) и близок к единице. С увеличением времени переключения
7пер эффективность резервирования уменьшается. Из формулы
(6-18) также видно, что эффективность резервирования одним
приводом уменьшается с увеличением числа основных приводов.
Поэтому при большом числе приводных устройств на конвейере
целесообразно предусматривать два резервных привода.
Резервирование по настоящим рекомендациям впервые было
предусмотрено в подземных многоприводных пластинчатых кон­
вейерах П-65 и П-80. Эксплуатация первых образцов этих конвейе­
ров полностью подтвердила эффективность резервирования.
У этих конвейеров при отсутствии резервирования коэффици­
ент готовности приводных устройств должен был быть равен, со­
гласно зависимости (6-17), при двух, трех и четырех приводах со­
ответственно 0,94; 0,91; 0,88. Это означает, что только по вине при­
водных устройств простои конвейера должны были составлять
6, 9 и 12% рабочего времени.
Опыт длительной эксплуатации первых серийных образцов
пластинчатых конвейеров П-65 показал, что простои конвейеров
из-за неполадок в приводных устройствах составили в среднем
0,25% рабочего времени, хотя без резервирования они должны
были составлять 6—9%. Но коэффициент готовности приводных
устройств пластинчатого конвейера П-65 в случае резервирования
равен 0,9975 и стоимость резервного привода оказалась во много
раз меньше стоимости убытков из-за простоев конвейера.
Обработка данных по работе приводных устройств пластинча­
тых конвейеров П-65 и П-80 с резервными приводами подтвердила
зависимости (6-18) и (6-19).
Наличие одного или двух резервных приводов возможно только
в конвейерах с концевыми и промежуточными приводами и тяго­
выми гидромуфтами. У конвейеров с промежуточными приводами,
работа которых синхронизируется таким образом, что каждый при­
вод преодолевал бы только сопротивление движению сзади распо­
ложенного участка пластинчатого полотна, применение ненагруженного резерва практически невозможно. Поэтому у таких
конвейеров целесообразно предусматривать нагруженное резервиро­
вание. В этом случае при выходе из строя одного из промежуточ­
но
пых приводов его отключают, а система автоматического управле­
ния переключается на специальный режим работы, предусматри­
вающий распределение нагрузки вышедшего из строя привода на
все другие приводные устройства. После ремонта вышедшего из
строя привода его вновь включают в работу, а система автомати­
ческого управления переключается на нормальный режим работы.
Естественно, при таком способе резервирования должны быть со­
ответствующим образом учтены дополнительные нагрузки двига­
телей и дополнительные натяжения цепи, возникающие впереди
вышедшего из строя привода.
При наличии нагруженного резерва простои имеют место во
время отключения вышедшего из строя и во время отказа одного
из работающих устройств в период восстановления ранее вышед­
шего из строя привода. Поэтому коэффициент готовности привод­
ных устройств в этом случае
(6 - 22)
где То —вреднее время отключения привода.
Среднее время безотказной работы приводных устройств при
любом законе распределения срока службы привода приближенно
выражается зависимостью [15]
Р— 2 (л —-1)
(6-23)
Как видим, эффективность резервирования при нагруженном
резерве повышается с уменьшением числа приводов и увеличением
отношения времени безотказной работы привода к времени его
восстановления.
§ 4. Условия безотказной работы става конвейера
Эксплуатация пластинчатых конвейеров показывает, что в слу­
чае установки конвейера на прямолинейной трассе и ежесуточного
контроля состояния става простои конвейера по вине става не про­
исходят. При осмотре става выявляются неисправные секции и
стыки. Неисправности по возможности немедленно устраняются,
а в особо сложных случаях дефектные секции заменяются новыми.
Значительно сложнее протекает работа конвейера на криволи­
нейных участках.
В период обкатки опытного образца конвейера П-65 на шахте
№ 70 при больших натяжениях тяговой цепи происходило опроки­
дывание пластинчатого полотна и подъем реборд ходовых роликов
на уголковые направляющие. Для предотвращения всползания
реборд роликов на направляющие на всех закруглениях с радиу­
сом, меньшим 35 м, были установлены жесткие контрнаправляю­
щие в виде уголков. Кроме того, первоначальное натяжение
было ограничено величиной 1300 кГ\ для сохранения устойчивости
нижнего полотна на закруглении у хвостового привода внутрен­
няя колея става была несколько приподнята.
Очевидно, надежная работа пластинчатого конвейера на кри­
волинейных участках возможна только при устойчивом положении
полотна.
Потери устойчивости полотна на криволинейных участках про­
исходят вследствие опрокидывания полотна в поперечном направ­
лении и всползания реборд роликоопор на направляющие. Рас­
смотрим условия устойчивости для случая одноосной ходовой те­
лежки.
Момент, опрокидывающий полотно на участке между сосед­
ними роликоопорами,
-^опр 3 0С1,
где
а — расстояние между осью тягового органа и плоскостью
катания ходовых роликов по направляющим;
S 0 — осевая составляющая натяжения тягового органа, кото­
рая может быть определена по формуле
5 0 = 5 sin «р = 5
.
(6-24)
Здесь: S — натяжение тягового органа на криволинейном участке;
1п — шаг опор;
R — радиус изгиба;
Ф — угол поворота двух соседних секций относительно друг
друга.
Восстанавливающий момент
Мв = (]0/х 2 9
где U — шаг ходовых роликов;
В — рельсовая колея.
Условия поперечной устойчивости полотна
о ^ qJjBR
°" ia x ^ 2/Су/па ’
(6-25)
где /Су— коэффициент запаса поперечной устойчивости, который
следует принимать равным 1,3— 1,5.
Из формулы (6-25) следует, что максимальное из условия по­
перечной устойчивости натяжение тягового органа пропорцио­
нально весу полотна, величине колеи, радиусу закругления и об­
ратно пропорционально плечу опрокидывающего усилия. Как пра­
вило, расстояние а различно для верхнего и нижнего полотна,
поэтому в общем случае условие устойчивости неодинаково для
верхней и нижней ветвей конвейера.
В качестве одной из мер улучшения условий поперечной устой­
чивости можно рекомендовать подъем внутренней (относительно
кривизны) колеи, что уменьшает плечо опрокидывающего момента.
Условие устойчивости полотна от всползания реборд роликов
на направляющие может быть выявлено из рассмотрения сил, дей­
ствующих на роликоопору по схеме, изображенной на рис. 47. Для
предотвращения подъема ролика под действием осевой силы S 0
необходимо, чтобы под действием силы тяжести Р происходило
непрерывное соскальзывание вниз. Это условие обеспечивается
в том случае, когда проекция силы на плоскость контакта АВ
больше суммы проекций на ту же плоскость всех остальных сил,
включая силы трения, т. е.
- f s i n p > ( s o + / '^ ) c o s p +
+ Г к (s o+ / ' - f ) sin р +
\
4 cos P’
(6‘ 26)
г
'
S0
У
Р/2
f'P/2
к'.
1
.
Р/2
Рис. 47. Схема сил, действующих на роликоопору
где Р — вес движущихся частей, приходящихся на одну ролико­
опору, равный q0lx;
f — коэффициент трения скольжения ролика по направляю­
щим;
Р — угол между образующей поверхностью реборды и горизон­
тальной плоскостью.
Подставляя значение 5 0 и преобразуя, получаем
о ^
4
Р
Г
K'yln L
Р -Ь ^ к ) Яо1х
2 ( l + U 7 Ktgp)
ft
J
4oW 1
2
J-
(6-27)
Здесь: /(' — коэффициент запаса устойчивости от всползания ре­
борд роликов на направляющие.
Зависимость (6-27) показывает, что условия устойчивости от
всползания роликов улучшаются с увеличением радиуса поворота,
веса пластинчатого полотна и уменьшением угла р.
Устойчивость полотна в значительной мере определяют пара­
метры конвейера с установкой на криволинейной трассе. Так, при
проектировании пластинчатых конвейеров П-50 и П-65 допустимая
по прочности цепи мощность двигателя 40 кет из условия устойчи­
вости была уменьшена до 22 кет. Значительно лучше условия
устойчивости конвейера П-80, пластины которого имеют значитель­
ный вес и большую ширину.
Практика эксплуатации пластинчатых конвейеров показала,
что при качественном монтаже става конвейера, установке контр­
направляющих и подъема внутренней колеи става на криволиней­
ных участках с малым радиусом, ежесуточном осмотре става и не­
медленном устранении неисправностей простои конвейера по вине
става могут быть полностью ликвидированы.
§ 5. Долговечность тяговых цепей
Срок службы тяговой цепи зависит от ее износа. Износ вызы­
вается поворотом звеньев цепи относительно друг друга при оги­
бании концевых станций. С увеличением износа уменьшается проч­
ность цепи и ухудшаются условия зацепления с приводной звез­
дочкой. Экспериментально установлено, что увеличение шага
кольцевой цепи вследствие ее износа на 2 мм нарушает нормальное
зацепление цепи со звездочкой.
Теоретические исследования износа тяговой цепи показали, что
износ цепи, выраженный увеличением ее шага, пропорционален
удельной работе трения в шарнирных соединениях при огибании
концевых звездочек [1].
Коэффициент износа (коэффициент пропорциональности ме­
жду износом цепи и сроком ее службы) при одном концевом при­
воде
к =
— т г- =
2гД /т
“Ь а 2 $2 + Я2$з + £ iS 4),
где
Луд — средняя удельная работа трения в Каждом
шарнире за секунду;
/ — коэффициент трения в шарнирах цепи;
z — число зубьев приводной звездочки;
А — длина поверхности контакта звеньев цепи;
/ — шаг цепи;
т — число звеньев тяговой цепи;
5 и S 2; 5з; St, — натяжение цепи при набегании и сбегании на
концевых станциях;
ai и а2— коэффициенты.
Для случая двухконцевого привода зависимость для коэффици­
ента износа может быть представлена
К=
(5, + 5 2 + 5 3+ 5 4)
(6-28)
или
* = a - £ (S t + 5 2 + 5 3 + 5 4),
где а\ и а — коэффициенты пропорциональности;
L — длина конвейера.
(6-29)
Из выражения (6-29) следует, что величина износа пропорцио­
нальна скорости движения цепи, сумме натяжений цепи у конце­
вых станций и обратно пропорциональна длине конвейера.
Во избежание общераспространенного заблуждения, когда ско­
рость движения цепи при определении износа связывают со ско­
ростью трущихся поверхностей, следует указать, что пропорцио­
нальность между износом и скоростью движения цепи (при
данной длине става) объясняется прямой зависимостью между
скоростью и частотой огибания концевых звездочек.
На рис. 48 представлен график зависимости износа тяговой
цепи, выраженного увеличением ее шага, от срока службы на
пластинчатом конвейере «Демаг», первоначальная длина
которого
составляла 590 м.
Первые шесть месяцев экс­
плуатации, ввиду малой за ­
грузки конвейера, износ цепи
был относительно мал, в после­
дующие шесть месяцев, когда
суточная производительность
конвейера превысила 1100 г,
износ цепи был более интенси­
вен и прямо пропорционален
сроку службы. После 12 меся­
цев эксплуатации, когда длина
конвейера была укорочена до
380 л/, а удельные сопротивле­
ния на конвейере вследствие Рис. 48. График зависимости износа тя­
фирмы «Демаг» от
заштыбовки ходовых роликов говой цепи конвейера
срока службы
значительно увеличились, ин­
тенсивность износа еще более
возросла. После 17 месяцев эксплуатации длина конвейера была
уменьшена до 240 м и интенсивность износа вновь изменилась.
График (рис. 48) показал, что износ цепи примерно пропорцио­
нален частоте огибания цепью концевых звездочек и сумме натя­
жений при набегании и сбегании с концевых станций. Таким
образом, зависимость (6-29) относительно удовлетворительно ха­
рактеризует процесс износа цепи, вызывающий увеличение ее
шага.
В период испытаний опытно-промышленного образца пластин­
чатого конвейера П-65 на шахте № 70 были проведены детальные
исследования износа его тяговой цепи (из стали марки ЗОХГСА).
Здесь износ цепи, связанный с увеличением шага, вызывается не
только огибанием тяговых концевых звездочек, но и проходом кри­
волинейных участков. Кривизна трассы обусловливает дополни­
тельный износ в месте контакта горизонтального звена цепи,
в котором закреплена пластина с ходовыми роликами, и двумя со­
пряженными с ним вертикальными звеньями.
Для изучения характера и величины износа цепи были прове­
дены измерения фактических размеров звеньев новой И изношен­
ной цепей. Для этого в период монтажа конвейера были зафикси­
рованы шаги звеньев 3 отрезков цепи длиной 17,5— 19,2 м. Один
из этих отрезков длиной 17,5 м был снят с конвейера после 15 ме­
сяцев эксплуатации, и на нем были измерены звенья. Измерения
новых и изношенного отрезков цепи производились при натяжении
цепи 1100 кГ одним и тем же мерительным инструментом три раза.
По обработанным данным измерений методами математиче­
ской статистики удалось построить кумулятивные (интегральные)
кривые распределения размеров звеньев новой и изношенной це­
пей (рис. 49). Здесь кривая / показывает распределение размеров
Рис. 49. Кривые распределения размеров звеньев
новой и изношенной цепей:
/ — новая цепь; II — звенья пластин изношенной цепи
без роликов; III — звенья пластин изношенной цепи с ро­
ликами
новой цепи, кривая I I — распределение размеров звеньев пластин
без роликов изношенной цепи, а кривая III — распределение раз­
меров звеньев изношенной цепи, к которым прикреплены пластины
с роликами. Кривые распределения / (измерения 219 звеньев) и II
(измерения 193 звеньев цепи) соответствуют нормальному закону
распределения. Кривая III не подчиняется какому-либо закону
распределения, что объясняется малой величиной выборки (всего
было измерено 26 звеньев).
Рассмотрение кривых распределения размеров цепи позволило
сделать следующие выводы.
1. Увеличение шага цепи от износа при огибании концевых
звездочек имеет заметную величину, составляющую в среднем
0,45 мм; износ цепи на криволинейных участках относительно мал
и равен 0,02 мм. Хотя величина последнего определена недоста­
точно точно, она во много раз меньше, чем износ от огибания кон­
цевых звездочек.
2. Износ звеньев с большим (в сравнении со средним) шагом
имеет больший износ, а звенья меньшего шага — меньший износ.
Так, начиная с минимальной величины шага, равной 78,5 мм, из­
нос цепи начинает возрастать от 0,12 мм при средней — до 0,45 мм
и 0,78 мм при максимальной.
3.
При заданном допуске на величину шага 1,25 мм 7,76%
звеньев имеют отклонения, превышающие этот допуск.
Зная величину периодического укорачивания цепи на конвейере,
можно выявить зависимость износа цепи от срока ее службы.
В качестве примера на рис. 50 представлен график зависимости
износа цепи опытно-промышленного образца конвейера П-65 от
срока службы. Как видно из графика, весьма интенсивный- износ
имел место в первые часы работы конвейера (выдавливание грязи,
Рис. 50. График зависимости износа цепи опытно­
промышленного образца конвейера П-65 от срока
службы
неровностей и т. п.), затем интенсивность износа уменьшается и
примерно через 120 ч с начала работы стабилизируется.
Всего за первые 15 месяцев работы конвейера было выброшено
7,94 м цепи, что соответствовало износу 0,46 мм. При этом суммар­
ное время работы конвейера (вхолостую и под нагрузкой), при­
веденное ко времени работы конвейера под нагрузкой, составило
677 ч. Совпадение средней величины износа, определенное двумя
различными способами, указывает на их достаточную достовер­
ность.
На основании графика на рис. 50 величина износа, выражен­
ного увеличением шага цепи,
bl = b + k(T
(6-30)
Ъ— величина износа при приработке цепи;
— время приработки цепи, ч;
Т — время работы конвейера, ч.
Коэффициент а\, входящий в формулу (6-28), оказался равным
для стали ЗОХГСА 9,0.*.IО-4. Для той же стали и параметров цеп­
ного зацепления, соответствующих опытному конвейеру П-65,
коэффициент а, входящий в формулу (6-29), равен 2,8 • 10~4.
где
Приработка цепи дала износ, равный 0,29 мм, а время приработки
составило 90 ч.
С целью изучения дальнейшего износа цепи через 2300 ч вновь
были проведены измерения звеньев указанного отрезка описанным
выше способом. Эти измерения определили величину износа, рав­
ную 0,82 мм. Согласно формуле (6-30) износ за этот период дол­
жен быть равен 0,84 мм. Таким образом, в процессе дальнейшей
эксплуатации наблюдался относительно стабильный износ цепи.
Расчеты показывают, что цепь из стали марки ЗОХГСА быстро
изнашивается. Так, при длине пластинчатого конвейера 700 м и
скорости движения полотна 1 м/сек увеличение шага цепи на 2 мм
наступает через 7700 ч работы конвейера.
Аналогичные результаты были получены в период испытаний
опытно-промышленного образца конвейера П-50 на карагандин­
ской шахте № 107. Для цепи из стали ЗОХГСА коэффициент а со­
ставил 2,7-10-4, а величины b и tu соответственно 0,2 мм и
150 ч [7].
Необходимость увеличения срока службы тягового органа кон­
вейера заставила изыскивать способы уменьшения износа цепи.
Было выявлено, что периодическая смазка цепи и концевых звез­
дочек почти в два раза уменьшает износ, при этом значительно
уменьшается коэффициент износа а и приработочного износа Ь.
Поэтому периодическая смазка цепи и приводных звездочек
осуществлялась с начала работы первых серийных образцов П-65.
Измерения показали, что у конвейеров с цепями из стали 20Г2 ко­
эффициент износа равен 1,68 • 10-4, время приработки составляет
150 ч, а износ — 0,16 мм. При этих параметрах износа срок
службы цепи при длине конвейера порядка 1000 м составляет
26 тыс. ч.
§ 6. Долговечность пластин, роликов и конвейерного става
При испытании пластинчатого конвейера фирмы «Демаг» на
карагандинской шахте № 3-бис было выявлено, что срок службы
пластинчатого полотна составляет в среднем 1,2— 1,5 года. Столь
малый срок службы объясняется потерей жесткости полотна в по­
перечном направлении. «Расхлябанное» полотно усугубляло
частые аварии конвейера, связанные выпадением пластин, закли­
ниванием ходовых роликов, деформацией отдельных пластин и т. п.
Исходя из опыта работы конвейера фирмы «Демаг» на шахте
№ 3-бис, при проектировании и изготовлении конвейера П-65 серь­
езное внимание было уделено увеличению жесткости пластинча­
того полотна в поперечном направлении.
Необходимая жесткость полотна была достигнута прижатием
переднего края пластины к упругой коробочке соседней пластины
и уменьшением зазора между поверхностями прилегания пластин
друг к другу.
В процессе работы конвейера поперечная жесткость полотна
несколько снизилась из-за смятия контактных площадок передней
части пластин с роликами и упорных коробочек.
Процесс смятия торца пластины с ходовыми роликами происхо­
дит более интенсивно с увеличением износа тяговой цепи. При
этом увеличивается зазор между торцами пластины и коробочками
соседних пластин, что приводит к их соударению в момент про­
хождения стыков направляющих на криволинейных участках
трассы. По этой причине в конце первого года эксплуатации опыт­
ного образца конвейера П-65 было заменено около 250 пластин
(2,9% от их общего количества). Вышедшие из строя пластины
имели после монтажа слабое прижатие к коробочкам соседних
пластин. Смятие краев частично объяснялось горячей штамповкой
пластин, уменьшающей контактную прочность.
После двух с половиной лет эксплуатации опытного конвейера
П-65 поперечная жесткость полотна была еще достаточной.
Благодаря наблюдениям был выявлен относительно малый из­
нос по толщине сопрягаемых поверхностей пластин. Этот износ
в первые два месяца эксплуатации конвейера составил в среднем
0,3 мм, через 15 месяцев — 0,4 мм, а через 36 месяцев — 0,5 мм.
При корректировке чертежей конвейера П-65 были приняты
дополнительные меры по увеличению поперечной жесткости,
т. е. увеличение «натяга» между пластиной и коробочкой, уве­
личение жесткости узла соединения пластин, имеющей ходовые ро­
лики, с тяговой цепью, холодная штамповка пластин.
Одновременно было решено на одном из первых серийных об­
разцов П-65 испытать конструкцию полотна, предложенную СКВ
Анжерского машзавода. В этом полотне применены пластины
(с шагом 320 мм), которые крепятся друг к другу в двух точках,
расположенных по продольной оси полотна, что обеспечивает ус­
тойчивую во времени поперечную жесткость полотна. Сравнитель­
ные испытания конвейеров П-65 с узкими и широкими пласти­
нами, результаты которых представлены ниже, позволили дать
практические рекомендации по увеличению срока службы полотна.
Как было отмечено в главе 1, пластинчатые конвейеры «Демаг»
и «Прюнте» имели неудовлетворительную • конструкцию ходовых
роликов: уже через 10 месяцев работы конвейера «Демаг» начался
массовый выход из строя ходовых роликов, что потребовало за ­
мены всех пластин с роликами. Пластины выдавались на поверх­
ность, их ролики разбирались и пригодные к использованию про­
мывались и заряжались солидолом.
В связи с этим были проведены специальные работы по разра­
ботке рациональной конструкции ходового ролика (см. § 3 гла­
вы 3). Новые ролики с глухой крышкой и торцовым лабиринтом
безаварийно работали в период эксплуатации опытного образца
конвейера П-65. Контрольная разработка 25 роликов после 36 ме­
сяцев эксплуатации выявила их вполне удовлетворительное состоя­
ние.
Средний износ по диаметру цилиндрической поверхности ро­
лика составил после 14 месяцев эксплуатации 0,37 мм, а после
36 месяцев — 0,8 мм. Износ конической поверхности реборд после
36 месяцев эксплуатации составил 0,3 мм у правых роликов и
1,0 мм у левых.
Полученные данные позволили сделать вывод о желательной
работе ролика с масленкой для перезарядки масла в течение за ­
данного пятилетнего срока службы конвейера. Кроме того, прак­
тика показала неудовлетворительность работы типовой конструк­
ции ходового ролика в условиях сильно обводненных подземных
выработок. Для этих условий необходима разработка специальной
герметичной конструкции ролика.
Большое влияние на работу конвейера оказывает жесткость
става. Эксплуатация первого образца конвейера П-65 при пуча­
щей почве выявила недостаточную жесткость уголковых направ­
ляющих профиля № 6 с толщиной полок 6 мм и в то же время —
рациональность конструкции шарнирного соединения секций става
конвейера.
Для определения величины износа уголков на прямолинейных
и криволинейных участках конвейера были зафиксированы 50 сек­
ций, на которых периодически производились измерения: опреде­
лялась ширина и толщина нижней полки уголка в начале, сере­
дине и конце уголка.
Осмотр и измерения направляющих уголков показали, что из­
носу подвержены в основном края горизонтальных полок и их по­
верхности, имеющие постоянный контакт с ребордой и цилиндри­
ческой поверхностью роликов. При этом наиболее сильный износ
наблюдается у секций, расположенных на криволинейных участ­
ках. Горизонтальная полка уголка относительно мало изнашива­
ется в средней части и интенсивно на краях, в месте соединитель­
ной вилки.
Результаты измерений износа уголковых направляющих опыт­
ного конвейера П-65 представлены в табл. 14. Повышенный износ
и недостаточная жесткость става вызвали быстрый выход из строя
направляющих на криволинейных участках. Так, за 36 месяцев
эксплуатации конвейера на шахте № 70 было заменено 60% сек­
ций криволинейных участков. Поэтому для повышения срока
службы направляющих следует рекомендовать применение специ­
ального уголкового профиля с утолщением по краям горизонталь­
ной полки.
Изготовление такого профиля .для пластинчатых конвейеров
было начато в 1964 г. на Донецком металлургическом заводе.
Исследования и опыт эксплуатации показали, что срок службы
основных элементов пластинчатого конвейера — несущего полотна,
тяговой цепи, ходовых роликов и конвейерного става мало зависит
от величины загрузки конвейера и в основном определяется скоро­
стью движения рабочего органа. Весьма приближенно можно счи­
тать, что срок службы основных частей конвейера обратно пропор-
П рямолинейны е участки
средний и зн ос по
ширине го р и зо н ­
т ал ьн о й полки, м м
П ер и оды эксп л у атац и и
Обкатка в течение 7 0
(без груза)
15 месяцев
36 месяцев
К риволинейны е участки
средний и зн ос по
ширине го р и зо н ­
т ал ьн о й полки, м м
средний
и зн ос по
толщ и не
к р ая гор и ­
зон тальн ой
полки, м м по к р аям
средний
и зн о с по
толщ и не
к р ая го р и ­
зо н т а л ь н о й
полки, м м
по кр аям
в средней
части
0,025
0,17
1,5
0
0
0 ,6
0,3
0
0 ,1
0 ,2
1 ,8
0 ,8
0 ,3
0 ,8
0,4
3,0
1,3
2 ,0
в средн ей
части
ч
ционален скорости движения полотна. Так как грузопоток в выра­
ботке, как правило, отличается от проектной производительности
установленного в ней конвейера, а количество груза, поступающего*
на конвейер, при отсутствии промежуточной бункеризации меня­
ется во времени, то, очевидно, целесообразно иметь несколько ско­
ростей движения рабочего органа, что позволит увеличить срок
службы конвейера. Исходя из этой рекомендации в серийных кон­
вейерах П-50, П-65 и П-80 предусмотрены две скорости движения
полотна, а в проекте конвейера для открытых работ ПКС-140 —
шесть скоростей движения.
§ 7. Контроль качества изготовления и надежности
пластинчатых конвейеров
Весьма важной является организация контроля качества изго­
товления и надежности пластинчатых конвейеров. При работе
с опытным образцом конвейера П-65 осуществлялся ряд этаповконтроля качества и надежности.
На первом этапе контролировалось качество изготовления от­
дельных элементов конвейера — тяговой цепи, ходовых роликов,,
пластин и звездочек. Прочностные параметры отрезков тяговой
цепи, изготовленной артемовским заводом «Победа труда», прове­
рялись на универсальной разрывной машине; при этом измерялись
геометрические размеры цепи и корректировались соответствую­
щие размеры элементов пластин. Далее, на специальном стенде,,
представляющем собой короткий конвейер длиной 15—20 ж, прове­
рялось зацепление цепи со звездочками.
Ходовые ролики вначале испытывались на специальной уста­
новке, на которой определялись их сопротивления вращению. З а­
тем небольшая партия пластин с роликами испытывалась на
стенде и далее на пластинчатом конвейере фирмы «Демаг»
в карагандинской шахте № 3-бис. На основании результатов;
испытаний были внесены изменения в конструкцию роликов, кото­
рые затем были изготовлены уже для всего конвейера.
Первая партия пластин в количестве 50 штук была испь>1таНа
на стенде. В результате испытаний были внесены коррективы ^ чер.
тежи пластин и штампа, а также в технологию изготовления, ц0сле
чего были изготовлены пластины на весь став конвейера.
Второй этап контроля качества и надежности был совмещен
с заводскими испытаниями конвейера. В результате заводских ис­
пытаний были сделаны замечания по качеству изготовления плас­
тин, стыков конвейерного става, ходовых роликов и др. Замечен­
ные дефекты были устранены заводом-изготовителем (Караган­
динский завод им. Пархоменко) на всех деталях конвейера.
Третий этап представлял собой испытания конвейера в про­
мышленных условиях. При этом до начала испытаний, в период
монтажа и обкатки, была проведена предварительная работу по
выявлению и устранению недостатков конвейера. В частности,
была выявлена недостаточная жесткость конвейерного с^ава.
В связи с этим на нем были установлены специальные винтовые
•стяжки и верхние уголки (вместо перил). Кроме того, были прове­
дены мероприятия по обеспечению устойчивости полотна на криво­
линейных участках.
Поэтапный контроль качества обеспечил успешные результаты
испытаний конвейера П-65. В период испытаний были проведены
всесторонние исследования конвейера в промышленных условиях,
данные которых явились основой корректировки чертежей для се­
рийного изготовления и пректирования других типоразмеров Плас­
тинчатых конвейеров — П-80 и ПН-65. В 1965— 1968 гг. был прове­
ден четвертый этап контроля — опытная эксплуатация головной
партии серийных конвейеров П-65, в результате которой уточнены
сроки службы элементов конвейера, интенсивность отказов, время
ликвидации отказов и коэффициент готовности. Это позволило
дать рекомендации по дальнейшей корректировке чертежей и ра­
циональной организации обслуживания конвейера, а также уста­
новить нормы по объему ремонтных работ и расходу запасных ча­
стей.
Весьма важно определить длительность заводских и промыш­
ленных испытаний. Очевидно, продолжительность испытаний дол­
жна назначаться такой, чтобы среднее время безотказной работы
(или, что все равно, параметр потока отказов) было определено
в результате испытаний с заранее заданной точностью.
Заводские испытания должны выявлять условия безотказной
работы конвейера и скрытые дефекты. Особенностью этих испы­
таний является ограниченная длина конвейерного става (100—
150 л«) и короткий срок испытаний. При этих условиях достаточ­
ная точность может быть достигнута в такой срок проведения ис­
пытаний, при котором не будет получено отказов. Время испыта­
ний в этом случае находится следующим образом.
Согласно теории вероятностей, доверительные границы в опре­
делении среднего числа событий для случая распределения Пуас­
сона при числе событий, равном нулю
Г0,
где г0 находится из соответствующих таблиц.
Тогда
Вер (0 < а < > 0) = а,
где а — доверительная вероятность.
Среднее число отказов
а = х г и= А .
Отсюда время испытаний
t» = r0K 3T ,
(6-31)
где Лз — коэффициент увеличения среднего времени безотказной
работы при заводских испытаниях, равный 2 ^ 3 .
Подставляя в эту формулу предполагаемое время безотказной
работы конвейера (при соответствующей заводским испытаниям
длине става), находим время заводских испытаний tn.
В случае получения отказов в течение заводских испытаний
конвейеры данной партии могут быть приняты только в случае уст­
ранения причин отказов на всех конвейерах.
Промышленные испытания опытно-промышленных образцов
конвейеров следует вести столько времени, чтобы гарантировать
достаточную точность в определении времени безотказной ра­
боты Т.
Для случая распределения Пуассона при числе событий больше
нуля верхний и нижний пределы возможного значения времени
безотказной работы [55]
tB-■= г {Г , tH= г2Т
При этом можно записать условие
Вер (г2Т < Т 0^ г хТ) = 2 а - 1 .
Рассмотрим две разности:
гхТ - Т = Т {гх- \ у ,
Т — r2T = T (1 — г2).
Расчеты показывают, что первая из этих разностей всегда
больше второй. Поэтому, если первую из этих разностей сделать
меньше или равной произведению предельной относительной
ошибки б на время 7\ то ошибки в определении времени безотказ­
ной работы не будут превышать заданной величины. Отсюда:
Г ( г 1- 1 ) = 8Г;
г, = 1 + 8.
(6-32)
Величину п можно определить по специальным таблицам для
распределения Пуассона по входным величинам — доверительной
вероятности а и математическому ожиданию числа отказов. Тогда,
задавшись величиной б и определив по формуле (6-32) величину
ги представляется возможным по таблицам найти соответствую­
щее ей среднее число отказов т .
Для закона Пуассона [55]
m=
(6-33)
где Кк — интенсивность отказов конвейера.
Так как
то время промышленных испытаний
tu= Tm.
(6-34)
Величина производительности конвейера заметным образом не
влияет на условия безотказной работы, поэтому в период промыш­
ленных испытаний конвейер часть времени может работать вхоло­
стую или с малой загрузкой.
В период промышленных испытаний кроме величины Т опреде­
ляются среднее время восстановления одного отказа Тв и коэффи­
циент готовности конвейера К г- Конвейер может быть принят в се­
рийное изготовление, если коэффициент готовности (с учетом по­
следующей корректировки чертежей) при средней проектной длине
превысит заданную величину.
Институтом Гипроуглегормаш была разработана единая мето­
дика приемки и испытаний пластинчатых конвейеров. По этой ме­
тодике были организованы приемка, заводские и промышленные
испытания конвейеров П-65 и П-80.
§ 8. Эксплуатационная надежность первых
серийных конвейеров П-65
В начале освоения серийного выпуска пластинчатых конвейе­
ров П-65, предназначенных для замены подземной электровозной
откатки, Анжерский машиностроительный завод выпустил в 1964 г.
первые два установочных образца серии этого конвейера. В на­
чале 1965 г. они были смонтированы на карагандинской шахте
им. Костенко. По результатам первых месяцев эксплуатации кон­
вейера были скорректированы чертежи и с начала 1966 г. начат их
серийный выпуск.
Первые два конвейера были изготовлены с разными конструк­
циями пластин. На одном были узкие пластины с шагом 160 мм,
соответствующим двум звеньям круглозвенной тяговой цепи;
к каждой восьмой пластине приваривалась сплошная ось с ходо­
выми роликами. Пластины крепились к цепи с помощью специаль­
ного упора и пружинного штифта, т. е. в одной точке.
Другой был изготовлен с широкими пластинами, которые имели
шаг 320 мм. Крепление этих пластин к цепи производилось в двух
точках, что обеспечивало большую жесткость полотна. Оси хо­
довых роликов были выполнены раздельными для каждого
ролика.
Конвейеры были установлены последовательно на полевом
штреке. Первый (по направлению перемещения груза) конвейер
•с узкими пластинами был установлен сначала на длину 360 м , за ­
тем, по мере продвижения лав, длина была увеличена до 600 м и
на третьем году эксплуатации — до 1200 м. Конвейер с широкими
пластинами сразу был установлен на длину 1050 м. Первый кон­
вейер имел два поворота с суммарным углом 35°, второй — три по­
ворота с углом ЗГ.
В период монтажа для контроля работы конвейеров в пуска­
тель были вмонтированы счетчики машинного времени и потребля­
емой активной энергии. Производительность конвейеров по мере
ввода лав в работу постепенно увеличивалась. В первый год экс­
плуатации средняя производительность конвейеров составила
около 22 тыс. т в месяц, во второй месячный грузопоток с шести
эксплуатационных участков достиг 85 тыс. г, а суточная произво­
дительность превысила 4 тыс. т.
Число часов работы конвейеров в сутки колебалось в пределах
17—22, составляя в среднем 20,5.
Непрерывный контроль за работой конвейеров, который прово­
дился Карагандинским политехническим институтом, позволил вы­
явить основную характеристику их безотказности — коэффициент
готовности, т. е. вероятность нормальной работы при наличии
груза. В первые 400—600 ч коэффициент готовности каждого из
конвейеров составлял около 0,98, а относительная продолжитель­
ность простоев — 2% рабочего времени. В дальнейшем, по мере
приобретения опыта обслуживающим персоналом, коэффициент
готовности увеличился и колебался в пределах 0,993—0,999. За
15 тыс. ч работы конвейера с широкими пластинами (длиной
1050 м) коэффициент готовности был равен 0,995; за это время
конвейер простоял 39 ч из-за приводных устройств и 31 ч из-за
пластинчатого полотна. За 20 тыс. ч работы коэффициент готовно­
сти оказался равен 0,994.
Таким образом, важнейшая эксплуатационная характеристика
пластинчатого конвейера — безотказность является весьма высокой
и почти не меняется в течение длительного срока эксплуатации.
Другой важной эксплуатационной характеристикой является
расход энергии, зависящий от сопротивлений на конвейере. В на­
чале работы конвейера расход энергии составил в зависимости от
загрузки конвейера 0,035—0,04 кет на 1 м длины конвейера. Этот
расход энергии почти не менялся в течение всего времени эксплуа­
тации конвейера, что указывает на высокое качество уплотнений
ходовых роликов и отсутствие нарушений в поверхностях качения
и стыках секций.
Продолжительность простоев по вине приводных устройств со­
ставляет около 0,25% рабочего времени. Столь малая продолжи­
тельность простоев объясняется тем, что из четырех приводных
устройств одно является резервным, включающимся в работу при
выходе из строя одного из рабочих приводов. Следует отметить,
что в процессе работы имели место частые аварии приводных уст­
ройств: выходы из строя электродвигателей, поломки зубьев зуб­
чатых колес редуктора и т. п. Поэтому необходимо обратить вни­
мание на качество их изготовления.
В табл. 15 представлены данные интенсивности отказов широ­
ких и узких пластин.
Таблица
Тип полотна
С широкими пластинами
С узкими пластинами
Длина
конвейера,
м
1050
1200
15
Интенсивность отказов пластин,
отказ/н
с роликами
без роликов
1,8 • 10-6
1,5 • 10-6
3,3 .10-6
1,8 . 10-6
Причинами выхода из строя пластин являются срез осей, срыв
поводка, разрушение подшипников, деформация. Наиболее частой
причиной является деформация — изгиб пластин. Часть деформи­
рованных пластин заменяется в период ремонтных смен и выход­
ные дни, поэтому среднее время между выходами из строя отдель­
ных пластин значительно меньше среднего времени между оста­
новками конвейера по вине полотна. Интенсивность отказов узких
пластин без роликов почти в два раза меньше широких. Однако
число узких пластин в два раза больше, поэтому оба типа полотна
имеют примерно одинаковую безотказность.
Еще одной важной характеристикой надежности является дол­
говечность основных узлов конвейера, которая определяет долю
амортизации в себестоимости доставки.
Наиболее изнашиваемой частью пластинчатого конвейера яв­
ляется тяговая цепь. Износ звеньев цепи, происходящий при оги­
бании концевых звездочек, вызывает уменьшение прочности и уве­
личение шага. Особенно неблагоприятно действует увеличение
шага, ухудшая условия зацепления цепи со звездочкой. При из­
носе, вызывающем увеличение шага на 1,75—2 мм , нарушается
нормальное зацепление цепи со звездочкой в конвейерах с узкими
пластинами — постепенное ослабление прижатия пластин друг
к другу, т. е. уменьшается жесткость пластинчатого полотна.
Поэтому при эксплуатации первых серийных образцов конвей­
еров П-65 с целью уменьшения износа осуществлялась периодиче­
ская смазка цепи и приводных звездочек. Величина износа состав­
ляла 0,78 мм за 15 тыс. ч работы у конвейера с широкими
пластинами й 0,9 мм у конвейера с узкими пластинами. Более ин­
тенсивный износ цепи этого конвейера объясняется тем, что пер­
вые 11 тыс. ч он работал с длиной става 360 и 600 му когда былоболее частое огибание цепью концевых звездочек. При этом на­
блюдалась линейная зависимость между износом и временем ра­
боты конвейера.
Для конвейера с широкими пластинами можно допустить, без
ущерба для прочности цепи и жесткости полотна, износ цепи до
2,5 мм. Если при этом предусмотреть замену концевых звездочек
с увеличенным шагом, то срок службы пластинчатого полотна мо­
жет быть для конвейера длиной 1000— 1200 м — 30—35 тыс. ч, что
соответствует 6—8 годам эксплуатации конвейера.
Для конвейера с узкими пластинами из условия жесткости
пластин износ цепи должен быть ограничен величиной 1,5—
1,75 мм. Это определяет срок службы полотна конвейера длиной
1000— 1200 м примерно 20—22 тыс. ч. Поэтому, с точки зрения дол­
говечности пластинчатого полотна и цепи, применение широких:
пластин является более предпочтительным.
Хорошее качество уплотнений и периодическая перезарядка
маслом ходовых роликов (непосредственно на конвейере) предо­
пределяют большой срок их службы. Периодическая разборка и
осмотр роликов за четыре года эксплуатации конвейеров показали:
хорошее состояние подшипников и уплотнений. Износ поверхно­
стей качения роликов и их реборд был незначительным.
При проектировании конвейера были выбраны подшипники хо­
довых роликов с расчетной долговечностью в 20 тыс. ч, соответст­
венно расчетному сроку службы конвейеров. Очевидно, для увели­
чения срока службы пластинчатого конвейера до 30—35 тыс. ч
следует усилить подшипники ходовых роликов.
Большое влияние на работу пластинчатого конвейера оказы­
вают жесткость и износ уголковых направляющих конвейерного*
става. Как показал опыт работы, уголковые направляющие с ши­
риной полки 70 мм и толщиной 8 мм обеспечивали достаточную*
жесткость конвейерного става.
Для выявления величины износа уголков на прямолинейных и
криволинейных участках конвейеров были зафиксированы 40 сек­
ций у приводных станций и на криволинейных участках; уголки
этих секций периодически измерялись. При этом определялась,
ширина полки уголка и ее толщина; измерения проводились в на­
чале, середине и конце уголка.
Осмотр и измерения направляющих уголков показали, что из­
носу подвержены в основном края горизонтальных полок и их
поверхностей, имеющих постоянный контакт с ребордой и цилинд­
рической поверхностью роликов. При этом наибольший износ наб­
людается у секций, расположенных на криволинейных участках.
Горизонтальная полка уголка относительно мало изнашивается
в средней части и интенсивнее по ширине и толщине на краях к
в месте соединительной вилки.
Данные по износу направляющих представлены в табл. 16.
П рям олин ейн ы е у ч астк и
В р ем я р аб о ты
к о н вей ер а,
н
5 000
10000
15 000
К риволи ней ны е уч астки
средний изн ос по
ш ирине на к р ая х
гор и зо н тал ьн о й
п олки , м м
средний и зн ос по
толщ и н е на к р ая х
гор и зо н тал ьн о й
п олки, м м
средний изн ос но
ш ирине на к р ая х
гор и зо н тал ьн о й
полки, м м
средний и зн о с по
то л щ и н е на к р ая х
го р и зо н тал ьн о й
полки, м м
0,55
0,88
1,21
0,65
0,84
1,03
0,7
0,99
1,27
1,04
1,25
1,46
Как видим, износ относительно невелик благодаря периодиче­
ской смазке направляющих. Более интенсивный износ происходит
в первые 5000 тыс. ч работы; после этого скорость износа умень­
шается и становится примерно стабильной величиной. Как показал
опыт, из условий обеспечения жесткости направляющих износ на
краях необходимо ограничивать величиной 3—4 мм по ширине и
2,5—3 мм по толщине, что соответствует примерно 30 тыс. ч ра­
боты, или 6 годам эксплуатации
В настоящее время конвейеры П-65 выпускаются с направляю­
щими специального профиля с утолщением по краям горизонталь­
ной полки на всей ее длине. В этом случае можно увеличить до­
пустимый износ более чем в два раза, тогда срок службы металло­
конструкции конвейера составит примерно 60—70 тыс. ч (12—
14 лет).
Таким образом, можно рекомендовать принимать средний срок
службы полотна с тяговой цепью приводных и натяжных станций
равным 30 тыс. ч работы (примерно 6 лет эксплуатации), а метал­
локонструкции конвейера 60 тыс. ч, или 12 лет эксплуатации.
Ремонтопригодность конвейера П-65 можно оценить двумя кри­
териями— средним временем ликвидации неисправности и коэф­
фициентом ремонтопригодности.
Как уже отмечалось, при выходе из строя одного из приводов
в работу включается резервный, и в зависимости от квалификации
обслуживающего персонала простой конвейера при этом состав­
ляет 30—40 мин. Среднее время замены неисправной пластины со­
ставляет 30 мин. Таким образом, ликвидация неисправностей кон­
вейера отнимает относительно небольшое время.
Шестилетиий опыт эксплуатации конвейера П-65 показал, что
годовые затраты на ремонт (заработная плата ремонтных рабочих
и стоимость запасных деталей) составляет около 4% первоначаль­
ной стоимости конвейера. Значит, коэффициент ремонтопригодно­
сти (отношение стоимости ремонта конвейера за весь срок службы
к его первоначальной стоимости) может быть при сроке службы
6 лет ориентировочно оценен величиной 0,25. Шахта им. Костенко
накопила положительный опыт по организации обслуживания и
ремонта пластинчатых конвейеров. Конвейерная линия длиной
2350 м обслуживается 8 слесарями; в каждую смену выходят
2 слесаря. Вся трасса, включая приводные станции, разделена на
отдельные участки, каждый из которых закреплен за одним из
восьми дежурных слесарей. Ежесменно дежурные электрослесари,
помимо общего надзора за состоянием работы конвейерной линии,
тщательно проверяют закрепленные за ним участки. Каждые сутки
в период остановки конвейера производятся осмотр и ремонт по­
лотна. В нерабочие дни осуществляется смазка роликов.
Таким образом, анализ эксплуатационной надежности первых
образцов П-65 позволил выявить параметры надежности этого кон­
вейера как совокупности безотказности, долговечности, ремонто­
пригодности и дать рекомендации по их дальнейшему повышению.
ОБЛАСТЬ ПРИМЕНЕНИЯ ПЛАСТИНЧАТЫХ КОНВЕЙЕРОВ
В ГОРНОЙ ПРОМЫШЛЕННОСТИ
§ 1. Область применения пластинчатых конвейеров
в горизонтальных выработках угольных шахт
Опыт эксплуатации первых пластинчатых конвейеров П-65,
П-50 и П-80 на горизонтальных выработках шахт Донецкого и
Карагандинского бассейнов позволяет дать оценку эффективности
применения пластинчатых конвейеров вместо электровозной от­
катки и наметить пути широкого внедрения их на угольных ш ах­
тах.
При электровозной откатке простои очистных забоев из-за
отсутствия порожняка составляют 10— 12% рабочего времени.
Кроме того, простои вызываются недостаточно надежной работой
откатки (поломкой электровозов, сходом вагонеток с рельсов, на­
рушением рельсового пути и т. п.) и невозможностью организации
движения электровозов по графику из-за случайного характера
поступления грузопотоков с очистных забоев.
Работа же пластинчатых конвейеров характеризуется высокой
надежностью, и их применение практически ликвидирует простои
эксплуатационных участков по вине транспорта.
Таким о б р азо в переход на конвейеризацию позволяет увели­
чить нагрузку на очистной забой и повысить добычу угля.
Длина става пластинчатого конвейера с концевыми приводами
может составлять до 1400 му а применение промежуточных приво­
дов в середине става позволяет удлинить конвейер до 2000—
2500 м. Надежная работа промежуточных приводов (по схеме Гипроуглегормаша) на одном из конвейеров П-65 и на опытно-про­
мышленном образце конвейера П-80 дает право считать проблему
создания промежуточных приводов решенной. Установка в каждой
транспортной горизонтальной выработке независимо от ее длины
одного става конвейера значительно уменьшает трудоемкость ра­
бот по управлению и обслуживанию и обеспечивает автоматиза­
цию работы.
Если трудоемкость электровозной откатки при производитель­
ности откаточного горизонта 2000—3000 т в сутки составляет
в среднем 20—30 человек на 1000 т добычи, то для пластинчатых
конвейеров — всего 4—5 человек. Следовательно, трудоемкость
транспортирования при конвейерной доставке в 4—5 раз ниже,
чем при электровозной [12].
Однако применение пластинчатых конвейеров сопровождается
увеличением капитальных затрат при оборудовании нового гори­
зонта. Например, капитальные вложения на 1 м конвейерной вы­
работки составляют для конвейеров П-65 и П-80 соответственно
130 и 185 руб., что примерно в два с половиной раза превышает
капитальные затраты при электровозной откатке. Кроме того, при­
менение конвейеров повышает примерно в полтора раза металло­
емкость оборудования транспортной выработки.^
Высокая стоимость пластинчатых конвейеров объясняется ма­
лым объемом их производства. При расширении выпуска конвейе­
ров внедрение поточных линий по изготовлению основных элемен­
тов конвейеров — пластин, ходовых роликов, секций става значи­
тельно снизит стоимость пластинчатого конвейера.
И все-таки общие эксплуатационные расходы при применении
пластинчатых конвейеров значительно ниже, чем при электровоз­
ной откатке. В табл. 17 даны фактические годовые затраты на 1 м
длины транспортной выработки.
Таблица
Производительность
горизонта, wjcyTKU
Годовые расходы на 1 м транспортной выработки, руб.,
при доставке
конвейера
электровозами
2000
3000
17
76
96
П-65
П-80
54
60
81
—
Годовая экономия от применения пластинчатых конвейеров
в сравнении с электровозной откаткой по эксплуатационным за ­
тратам составляет 40—70 тыс. руб. на 1 км длины доставки; при
учете экономии от ликвидации простоев очистных забоев суммар­
ная экономия колеблется в пределах 80—140 тыс. руб. в год.
Из сказанного можно сделать вывод о необходимости широ­
кого внедрения пластинчатых конвейеров на угольных шахтах.
Расширение выпуска пластинчатых конвейеров уменьшит стои­
мость и соответственно увеличит экономию от их применения^
Для уточнения технической политики в деле внедрения серий­
ных пластинчатых конвейеров П-65 и П-80 следует определить тех­
нико-экономическую область их применения в угольных шахтах.
Если при больших грузопотоках применение конвейерного
транспорта эффективно, то при небольшой производительности и
значительной длине транспортных выработок конвейеризация мо­
жет оказаться экономически невыгодной. Поэтому для решения
вопроса целесообразности установки пластинчатых конвейеров не­
обходимо произвести сравнение технико-экономических показате­
лей конвейерного транспорта и электровозной откатки в конкрет­
ных условиях эксплуатации.
Стоимость изготовления 1 м первых образцов пластинчатых
конвейеров П-65 и П-80 с учетом стоимости оснастки составила со­
ответственно 120 и 175 руб. По мере расширения выпуска этих
конвейеров стоимость их изготовления будет уменьшаться. По­
этому для определения стоимостных параметров подземных плас­
тинчатых конвейеров целесообразно пользоваться зависимостью
стоимости доставки в функции удельной стоимости конвейера. Эта
зависимость для конвейера П-65
СК= 32 + 0,286КД
(7-1)
Ск= 37 + 0 . 2 4 ^ .
(7-2 >
для конвейеров П-80
Здесь: Ск — стоимость доставки в год, тыс. руб.;
Ьк — стоимость 1 м конвейера, руб.;
L — длина доставки, км.
При выводе этой зависимости стоимость доставки определялась
по элементам: заработная плата, затраты на электроэнергию и
амортизацию. Затраты на монтаж конвейеров принимались, со­
гласно практическим данным, для конвейера П-65 — 5 руб/м, для
конвейеров П-80— 10 руб/м. При определении затрат на электро­
энергию принималась потребляемая мощность 50 кет на 1 км
длины става для конвейера П-65 и 70 кет — для конвейеров П-80.
При определении заработной платы, по опыту эксплуатации первых
пластинчатых конвейеров, принималась заработная плата двух ра­
бочих в смену для обслуживания всех конвейеров горизонта и рабо­
чих, занятых доставкой материалов и оборудования, зарядкой акку­
муляторных батарей для вспомогательного транспорта, поддиркой
почвы.
Стоимость доставки 1 т угля
1000С К
(7-3)
где Аг — годовая производительность конвейера.
При переходе на конвейерную доставку ликвидируются простои
эксплуатационных участков из-за транспорта, что увеличивает
производительность лав и уменьшает себестоимость добываемого
угля.
Дополнительная добыча угля, которую дают участки в резуль­
тате уменьшения простоев, выражается формулой
(7-4)
где Кп — коэффициент простоев участка при электровозной от­
катке, равный 0,09—0,12;
Ко — коэффициент, учитывающий совмещение простоев лав по
различным организационно-техническим причинам, рав­
ный 0,6—0,8;
Лу — суточная производительность участка.
Экономия от ликвидации простоев приближенно может быть
определена следующим образом. Для каждого бассейна сущест­
вует зависимость между участковой себестоимостью и суточной
Производительностью участка C(y) = f{AY). Поэтому снижение
участковой себестоимости может быть оценено так:
Э„ = Су (Лу)
Су (Ау -j- Лдоп) .
(7-5)
При доставке пластинчатыми конвейерами значительно снижа­
ется стоимость поддержания рельсовых путей, особенно при пуче­
нии почвы. По опыту Карагандинского бассейна экономия от
Уменьшения этих затрат, приходящихся на 1 ж выработки, состав­
ляет
Э под= 8 2 , 5 - ^ ,
(7-6)
где Л с — суточная производительность горизонта.
При установке на штреке конвейера увеличивается аэродина­
мическое сопротивление и соответственно повышаются затраты на
вентиляцию. Удельное увеличение этих затрат
40(ЗвЛд6
(7-7)
Ас '
где QB— производительность вентилятора, мг/сек\
/гд— потери депрессии от конвейеров, мм вод. ст.\
Ь — стоимость 1 кет • ч электроэнергии.
Очевидно, экономическая эффективность от применения
тинчатых конвейеров будет при условии
Ск Эп Эпод+ ЭВ<С*С99
плас­
(7“8)
где Сэ — стоимость транспортирования 1 Т угля при помощи элек­
тровозной откатки.
Себестоимость транспортирования электровозной откаткой дол­
жна определяться с учетом условий работы откатки на всем го­
ризонте. Как показывает практика, технико-экономические пока­
затели электровозной откатки зависят не только от грузопотока и
длины откатки, но и от целого ряда других факторов: состояния
почвы и кровли откаточных выработок, организации движения,
схемы расположения погрузочных пунктов и т. п. Эти факторы
большей частью носят случайный характер и меняются во вре­
мени, даже в условиях одного и того же горизонта. По этой при­
чине, как показали специальные исследования [2, 6], имеет место
корреляционная связь между себестоимостью электровозной от­
катки, величиной грузопотока и длиной откаточных выработок.
Для условий Карагандинского бассейна при откатке аккумуля­
торными электровозами с трехтонными вагонетками стоимость от­
катки характеризуется следующим уравнением регрессии:
Сэ = 0,677 - 0,00012ЛС+ 0,026/,.
(7-9)
Заметим, что данная зависимость определяет вероятное значе­
ние себестоимости откатки угля, т. е. среднее значение для некото­
рого числа откаточных горизонтов; в каждом отдельном горизонте
фактические значения себестоимости будут в большей или мень­
шей степени отличаться от значения, определяемого этой форму­
лой.
Очевидно, целесообразно в первую очередь конвейеризовать
те шахты, где может быть получен значительный экономический
эффект.
Перевод на конвейерную доставку по горизонтальным тран­
спортным выработкам действующих шахт может встретить ряд
технических трудностей, которые должны быть учтены при выборе
транспорта. К ним следует отнести:
1) большой объем выдаваемой породы;
2) выдача одновременно угля двух марок;
3) малые сечения уже пройденных выработок нового горизонта,
не позволяющие расположить на них конвейер и рельсовую колею;
4) ухудшение условий вентиляции при установке конвейеров;
5) малый срок службы выработок, в которых должны устанав­
ливаться конвейеры.
Таким образом, может быть рекомендована следующая мето­
дика выбора средств транспорта по основным горизонтальным вы­
работкам угольных шахт.
1. Определяются суммарный суточный грузопоток по откаточ­
ному горизонту и длина откаточных выработок.
2. Рассматриваются вопросы технической возможности при­
менения конвейеров (количество одновременно выдаваемых ма­
рок угля, сечение выработок, грузопотоки, условия проветрива­
ния и др.).
3. По данным табл. 18 выбирается тип конвейера.
Таблица
Возможная суточная производительность конвейера, т/сутки
Число часов
конвейер П-80
конвейер П-65
работы кон­
вейера в сутки один погрузпункт два погрузпункта три погрузпункта
один погрузпункт
18
10
4200
3400
2500
9000
2300
1850
1400
5000
18
Данные таблицы учитывают уменьшение производительности
конвейера при поступлении на него груза с нескольких пунктов.
Приближенно, на основании практических данных, погрузка угля
на один став с двух пунктов уменьшает производительность на
20%, а с трех — на 40%.
4. Экономическая целесообразность доставки угля пластинча­
тыми конвейерами определяется с помощью зависимости (7-8),
а получаемая экономия в год — по формуле
с г = (С, - Ск - Э п - Эпод + Эв) А г,
(7-10)
где Аг — годовая производительность горизонта.
5. По методу, изложенному в следующем параграфе, выявля­
ется характеристика неравномерности грузопотока, на основании
которой устанавливаются скорость движения полотна и емкость
аккумулирующих бункеров у погрузочных пунктов.
§ 2. Определение грузопотоков в угольных шахтах
Грузопотоки угля в шахтах характеризуются значительной не­
равномерностью. Это объясняется непрерывным изменением про­
изводительности угледобывающих агрегатов и их частыми оста­
новками, носящими случайный характер. Кроме того, меняется во
времени число эксплуатационных участков на горизонте и их произ­
водительность, что также влияет на величины грузопотоков и ха­
рактеристики их неравномерности.
Как правило, меньшие грузопотоки относятся к началу и
концу работы выемочного горизонта, когда очистные работы на
нем постепенно развертываются или сокращаются, в середине от­
работки горизонта имеют место максимальные грузопотоки. По
этой причине в разные периоды времени конвейеры работают с ма­
лой загрузкой или, наоборот, с максимальной, причем максималь­
ные грузопотоки могут превышать возможную производительность
конвейера. Очевидно, в первом случае целесообразно уменьшать
скорость движения полотна для снижения расхода энергии и повы­
шения долговечности, а во втором — предусматривать у погрузоч­
ных пунктов аккумулирующие емкости.
Практика эксплуатации первых пластинчатых конвейеров [12]
выявила целесообразность и эффективность установки аккумули­
рующих бункеров небольшой емкости (20—50 Г).
Для установления необходимой скорости движения полотна,
целесообразности установки аккумулирующих бункеров и опреде­
ления их емкости необходимо знать характеристику фактических
грузопотоков на горизонте.
Производительность лавы определяется производительностью
выемочной машины в конкретных горногеологических условиях и
относительной продолжительностью ее работы [5].
Производительность выемочной машины (комбайна или струга)
при определенной мощности пласта (слоя) и величине захвата
пропорциональна скорости подачи, которая устанавливается маши­
нистом в зависимости от физико-механических свойств угля. В об­
щем случае сопротивляемость угля разрушению не является по­
стоянной даже в одном забое.
Машинист стремится полностью использовать мощность двига­
теля и управляет скоростью подачи, руководствуясь характером
нагрева двигателя, вибрацией машины и другими весьма относи­
тельными и неточными признаками. Поэтому естественно, что даже
в одном и том же забое производительность машины является
величиной переменной, изменяющейся в некоторых пределах.
При надлежащей квалификации машиниста закон распределе­
ния производительности машины в лаве из теоретико-вероятност­
ных соображений может быть принят нормальным, что подтверж­
дается экспериментальными данными. В качестве числовых харак­
теристик нормального закона распределения производительности
эксплуатационного участка примем среднюю производительность
машины 0гср и среднее квадратичное отклонение от него <х<, Т/ч.
Эти величины легко определяются с помощью наблюдений за ра­
ботой лав и последующей статистической обработкой их резуль­
татов.
Продолжительность работы выемочной машины в лаве пред­
ставляет собой отношение времени работы машины ко всему вре­
мени работы участка по выполнению цикла:
Pi = 4 ~ .
1ц
(7-11)
Здесь Т — время производительной работы машины за цикл;
Тц — время, затрачиваемое на выполнение цикла (включая
время на управление кровлей, подготовку и ремонт
оборудования, а также простои).
Величины Т и Тц меняются в некоторых пределах от цикла
к циклу, поэтому продолжительность включения Pi должна опре­
деляться как средняя величина от некоторого числа наблюдений
за работой данного участка.
Непроизводительные затраты времени вызваны, с одной сто­
роны, особенностями конструкции выемочной машины ц техноло­
гической схемой ее работы, а с другой — организационно-техниче­
скими причинами и простоями из-за отсутствия порожняка, вслед­
ствие аварий и неполадок механизмов.
Таким образом, суточная производительность участка
Q = tcQlcpP it
(7-12)
где /с — время работы участка в сутки.
Сменная производительность участка
= -jгде а — число рабочих смен в сутки.
срP i >
(7-13)
На основе хронометражных наблюдений за работой участка и
статистической обработки результатов с помощью формул (7-12)
и (7-13) представляется возможным определить производитель­
ность эксплуатационного участка.
Весьма важно выявить величину грузопотоков угля в транс­
портных выработках. Грузопоток угля состоит из отдельных гру­
зопотоков нескольких эксплуатационных участков, которые имеют
разную производительность и продолжительность работы.
Если грузопоток образуется от работы п участков, то в неко­
торый произвольный момент времени погрузка угля может про­
изводиться одновременно всеми участками, или только некоторыми
из них, или, в частном случае, участки могут вообще не давать до­
бычи.
Представим работу п участков, формирующих данный грузопо­
ток, как п независимых испытаний, получив одну из возможных
комбинаций работы участков и известную схему теории вероятно­
сти— схему последовательности независимых испытаний. Опреде­
лим вероятность Р П(т ) из того, что при п испытаниях событие Л,
состоящее в осуществлении одной из возможных комбинаций ра­
боты участков, наступит т раз, а остальные п—т раз произойдет
событие, противоположное событию Л.
Пусть произведено п независимых испытаний, соответствующих
работе п участков. Результат каждого испытания будет давать
0 i (работа г-го участка) или 0* (простой i-ro участка). Так, на­
пример, на одном участке возможны два исхода: 0 (участок не ра­
ботает) и 0 (участок работает). При двух участках возможны сле­
дующие 4 комбинации: 0 i и 0 2 (оба участка не работают); 0 4 и 02
(работает первый участок); 0 i и 0 2 (работает второй участок); 0 i
и 0 2 (работают оба участка).
Вероятность появления события 0 * (работа i-ro участка) равна
относительной продолжительности работы этого участка Я * Веро­
ятность противоположного события ©г простоя участка обозначим
qu которое, очевидно, равно 1—Р г-.
Каждой возможной комбинации работы и участков (всего та­
ких комбинаций будет 2п) соответствует последовательность п
букв 0г и ©г, чередующихся в определенном порядке. Например,
при п = 5: 01, 02, ©з, 04, © работают 1, 3 и 5-й участки.
Так как испытания независимы, то вероятность каждой такой
комбинации может быть найдена перемножением вероятностей ра­
боты и простоя каждого участка. Например, вероятность ранее на­
писанной комбинации Р^гРз^Рб.
Для одного, двух и трех участков возможные комбинации ~их
работы и вероятности этих комбинаций представлены в табл. 19.
Как видим, определение комбинаций участков и их вероятностей
не представляет затруднений, однако с увеличением числа участ-
ков растет количество комбинаций, равное 2П, что делает расчеты
более громоздкими.
Таблица
1 участок
Комбинации
Вероятности
2 участка
Комбинации
Вероятности
3 участка
Комбинации
Вероятности
1 участок
Комбинации
Вероятности
2 участка
Комбинации
Вероятности
3 участка
Комбинации
Вероятности
01
Яг
01 02
19
01
Pi
01 ®2
4\ Р2
fli 02
Pi Р2
Я\ Я2
01 02
Pi 42
©1 02 0.3
01 02 0з
01 02 0з
Я\ Я2 Яг
Pi 42 4з
4i Рг 4з
01 в2 03
4i 42 р 3
01 02 03
Р\
Яг
01 02 ®3
Р\ Я2 Рг
01 02 ®3
Я\ р 2 Рг
01 02 03
P i Р2 Р 3
Средняя величина грузопотока при одновременной работе не­
скольких участков
0 Е= Ж ср = 0! ср + 02СР +
+ 0„ ср . ТЫ,
Среднеквадратичное отклонение грузопотока
° Е= ] /з ? + а22 +
~п.
(7-14)
(7-15)
Суммарный грузопоток является суммой величин, подчиненных
нормальному закону распределения, поэтому величина суммарного
грузопотока также подчиняется нормальному закону. Отсюда сле­
дует, что его величина колеблется от ©г—Зог до ©е + Зоъ.
При одновременной работе всех участков максимальная вели­
чина грузопотока
0 та * = 2 @<ср + 3 1 / 2 о?
(7-16)
i= l
r f?x
По максимальной величине можно определить так называемый
коэффициент неравномерности грузопотока
* п=
где
п
S 0г
0ср = - ^ — .
(7-17)
(7-18)
При большом числе участков (свыше пяти-шести) определение
комбинаций совместной работы участков и их вероятностей услож­
няется. В этом случае (так же как и при равенстве производи­
тельностей и относительной производительности работы всех участ­
ков) можно использовать биноминальное распределение продол­
жительности совместной работы участков. Определяются средняя
производительность участка
п
0=
(7-19)
среднеквадратичное отклонение
(7-20)
о=
и средняя продолжительность работы участка
п
(7-21)
Тогда вероятность совместной работы т участков [13]
ml (п — т ) I
_pmqti—n
(7-22)
Так, при трех участках возможны комбинации п + 1 = 4 ; участки
стоят ( т = 0), работает один участок ( m = 1), работают два уча­
стка ( т = 2), работают три участка ( т = 3). Очевидно, вероятно­
сти этих комбинаций, согласно зависимости (7-22) соответственно
будут:
Р 0= ? 3; Р 2~ З Р ад;
P i = 3 P q 2;
Р 3 = Р 3.
П
При этом 2 Рт = 1.
7Л=0
Среднеквадратичное отклонение суммарного грузопотока
<зт = V т о 1 =
о ]/Vre.
Среднее число работающих участков
т ср = пР.
Средняя производительность
9 ср — nPQ.
Максимальная величина грузопотока
0 та х =
Я© + За„.
Коэффициент неравномерности
дг _ п9 -|- За„
А ,,—
пРв
(7-23)
(7-24)
(7-25)
(7-26)
(7-27)
В табл. 20 представлены результаты расчетов по определению
параметров грузопотока при совместной работе четырех (/г*= 4),
пяти (п = 5) и шести участков (п = 6) при следующих наиболее ти­
пичных условиях:
0 = 10077*; /> = 0,4;
о = 1 0 7 ’/*; # = 0,6.
Согласно табл. 20 коэффициент неравномерности грузопотока
совместной работы четырех, пяти, шести участков соответственно
равен 2,86; 2,82; 2,74. Как видим, коэффициент неравномерности
почти не зависит от числа участков, формирующих грузопоток.
Из табл. 20 следует, что одновременно все участки работают
относительно непродолжительное время. Так, при числе участков
четыре, пять и шесть время одновременной работы всех участков
составляет соответственно 2,5; 1; 0,4% рабочего времени. С уве­
личением числа участков уменьшается вероятность одновременной
работы ( п— 1) участков.
Если максимальная величина грузопотока меньше возможной
производительности конвейера (с учетом числа мест нагрузки), то
решается вопрос об уменьшении скорости движения полотна.
В том случае, когда максимальная величина грузопотока превы­
шает производительность конвейера, предусматривается установка
у погрузочного пункта аккумулирующего бункера. Емкость этого
бункера определяется следующим образом. Вначале выясняют ин­
тервалы изменения производительности при работе п, ( п— 1),
(п — 2 ) ... участков и соответствующие вероятности их работы.
Сопоставляя максимальные производительности при совместной ра­
боте участков с возможной производительностью конвейера, уста­
навливают то число одновременно работающих участков, при ко­
тором возможно переполнение желоба конвейера. Условно прини­
мая рабочую смену за цикл закономерного изменения величины
грузопотока, определяем объем накопленного груза при совмест­
ной работе участков, число которых превышает допустимое по воз­
можной производительности конвейера. Так, например, если опас­
ность переполнения конвейера возникает только при одновремен­
ной работе п участков, то при одновременной работе участков,
продолжительность которой равна PntCM, будет накоплен груз
Vn= PJc»Qn ср(7-28)
величина которого и определит емкость аккумулирующего бун­
кера.
Если же опасность переполнения конвейера возникает даже
при совместной работе (л— 1) участков, то необходимая емкость
бункера
У л - 1 — P J c u Q n ср + Л 1—l4 w Q (n - l) ср •
(7-29)
Практически может оказаться, что возможная производитель­
ность конвейера находится в интервале изменения производитель-
Заказ
Число
участков
Число работающих участков
О
1
3
4
5
6
V
232
Вероятность работы
т
участков
Средняя производительность,
Интервалы изменения
тельности, т/ч
5
Вероятность работы
пг
производи­
участков
Средняя производительность,
Интервалы изменения
тельности, т/ч
б
Вероятность работы
пг
т/ч
производи­
участков
Средняя производительность,
Интервалы изменения
тельности, т/ч
т/ч
т/ч
производи­
0,129
0,346
0,346
0,164
0,025
0
100
200
300
400
0
70-130
158—242
249-351
340-460
0,078
0,260
0,345
0,231
0,076
0,010
0
100
200
300
400
500
0
70-130
158-242
249-351
340-460
434-566
0,046
0,186
0,310
0,277
0,139
0,038
0,004
0
100
200
300
400
500
600
0
70-130
158-242
249-351
340-460
434-566
543—657
ности при работе /г, (п— 1 )... участков. В этом случае бункер вы­
бирается из условия наполнения при работе участков с производи­
тельностью, превышающей производительность конвейера. Пусть,
например, производительность конвейера QK находится в следую­
щих интервалах:
(7-30)
где Qn max и Qn min — максимальный и минимальный грузопоток
при одновременной работе участков;
Q (n —1) max — максимальный грузопоток при одновремен­
ной работе ( п— 1) участков.
Определяя по таблице квантилей нормального распределения
вероятность Рк работы участков с производительностью QK, по
теореме умножения вероятностей вычисляется емкость бункера
V = Pntc>tQnСр (1 — Р к) .
(7-31)
§ 3. Перспективы применения пластинчатых конвейеров
на рудниках
Применение ленточных конвейеров с бельтинговой лентой на
рудных шахтах встречает большие трудности. Быстрый выход из
строя лент при транспортировании абразивного и крупнокуско­
вого материала, малая длина конвейера, невозможность установки
его на криволинейной трассе являются причинами весьма ограни­
ченного использования конвейеров на рудниках.
Так как при добыче применяют взрывные работы, то транспор­
тируемый груз имеет большую кусковатость. В ленточных конвейе­
рах со стационарными роликами крупные куски руды, имеющие
большую твердость и абразивность, «подсекают» ленту в месте
прохода поддерживающих роликов, вызывая быстрый выход из.
строя верхней обкладки, а вслед за ней и всей ленты,
v В последнее время на некоторых рудниках США, Канады и
Швеции начали применять ленточные конвейеры в комплексе
с подземными дробилками большой мощности и производительно­
сти. Особенностью этих конвейеров является большая толщина
верхней обкладки ленты (11— 12 мм ), которая позволяет транспор­
тировать дробленую руду. Однако невозможность изгиба ленточ­
ных конвейеров, ограниченный угол наклона их и дополнительные
затраты, связанные с предварительным дроблением, значительно
уменьшили эффект конвейеризации.
Поэтому за рубежом начали выпускаться пластинчатые кон­
вейеры для работы в горнорудной промышленности. Так, напри­
мер, на французском руднике в Лотарингии установлен пластин­
чатый конвейер на наклонном стволе для транспортирования же­
лезной руды с размером кусков до 600 мм и весом до 600 кГ
Широкое применение конвейерного транспорта на рудниках мо­
жет дать весьма высокий экономический эффект, так как приме­
няемые на большинстве рудников высокопроизводительные си­
стемы разработки позволяют в короткое время подготавливать
значительные объемы взорванной руды, и производительность руд­
ника зависит только от возможности транспортных установок по
доставке руды от забоя до поверхности. Однако применяемые в на­
стоящее время транспортные средства (скреперные установки, са­
моходные вагоны, электровозная откатка) имёют малую пропуск­
ную способность, ограничивающую производительность выемочных
участков и рудника в целом.
Большие перспективы в деле создания участковых и магист­
ральных конвейеров для транспортирования руды имеют пластин­
чатые конвейеры. В них отсутствует смещение груза относительно
полотна, что позволяет транспортировать абразивный и крупно­
кусковой материал без повреждения и износа полотна по любой
сложной трассе. Очевидно, на базе пластинчатых конвейеров в са­
мое ближайшее время должны быть созданы конструкции рудных
горизонтальных и наклонных пластинчатых конвейеров. В 1966 г.
Казахским политехническим институтом совместно с Джезказган­
ским горно-металлургическим комбинатом был выполнен проект
пластинчатого конвейера КФР-1 для доставки руды в подземных
условиях. Этот конвейер рассчитан на производительность 500 Т/чу
ширина пластин толщиной 8 мм равна 850 мм. Конвейер состоит
из головной приводной станции, хвостовой натяжной станции,
става с уголковыми направляющими и несущего пластинчатого по­
лотна с центрально расположенной круглозвенной тяговой цепью
шагом 86 мм. Шаг ходовых роликов 688 мм. Для предохранения
несущего полотна от износа пластины армируют резиновой лен­
той.
Опытный образец рудного конвейера КФР-1 (рис. 51) был из­
готовлен на длину 60 м и в мае 1968 г. установлен на шахте № 51
Джезказганского комбината. Конвейер входит в технологическую
цепь участкового транспорта; загрузка его производится самоход­
ными вагонами ВСД-10, доставляющими руду из трех очистных
камер, разгрузка — непосредственно в рудоспуск.
Для обеспечения нормальной погрузки у хвостовой части кон­
вейера на уровне несущего полотна была сделана насыпь для ус­
тановки самоходных вагонов под разгрузку. Транспортируемая
руда имеет крепость 8— 10 по шкале проф. М. М. Протодьяконова
и объемный вес 3,2 т/мг. Высота падения материала при погрузке
на конвейер составляет 1— 1,2 м, размер максимальных кусков
руды в поперечнике равен 800 мму а вес около 700—800 кГ.
Опыт эксплуатации опытного образца конвейера КФР-1 пока­
зал, что высокая жесткость И Ирочность полотна обеспечивают на­
дежную работу конвейера в весьма сложных условиях. В настоя­
щее время изыскивается возможность уменьшения на этом конвей­
ере толщины пластин и увеличения шага ходовых роликов.
Таким образом, опыт эксплуатации рудного конвейера полно­
стью опровергает мнение специалистов о невозможности примене­
ния пластинчатых конвейеров для доставки тяжелого и крупнокус­
кового материала. Необходимое увеличение жесткости и прочности
пластин, усиление ходовых роликов и рациональная загрузка по­
лотна позволяют решить задачу доставки пластинчатыми конвейе­
рами любого груза, который имеется на горных предприятиях.
Рис. 51. Опытный образец рудного конвейера КФР-1
С учетом опыта эксплуатации опытного конвейера КФР-1 в на­
стоящее время ведется проектирование опытно-промышленного об­
разца на длину 800 м для условий строящейся в Джезказгане
шахты № 65.
В 1968 г. были проведены промышленные испытания забойного
пластинчатого конвейера КПР-4. Конвейер был установлен на акку­
мулирующем штреке, пройденном на уровне кровли 11 орта-заезда
шахты им. Артема № 1 рудника им. Кирова (Криворожский бас­
сейн).
Техническая характеристика конвейера
Производительность,
Рабочий орган
т/ч
Рабочая ширина полотна, мм
Скорость движения рабочего
. .
органа,
м /с е к
Число приводных блоков:
при длине конвейера 25—30
при длине конвейера 45—55
м
м
500
Пластинчатый, с двумя
круглозвенными цепями
23X86
600
0,165
1
2
тип
мощность, кет .
. .
скорость вращения, об/мин
Турбомуфта
Ширина турбомуфты (максимальная), мм:
при одном приводном блоке
при двух приводных блоках
Вес, т:
при длине 25 м
при длине 55 м
А02-72-4
4
1460
ТЛ-32
1955
2250
27
50
Проведенными испытаниями было установлено, что конвейер
работает устойчиво при всех режимах загрузки его рабочего ор­
гана, средняя продолжительность загрузки одного состава из
5 вагонеток составила около 20 мин. Применение пластинчатых
конвейеров вместо скреперных установок на доставке руды в ак­
кумулирующих выработках обеспечивает повышение интенсивно­
сти выпуска руды из блока в 3—4 раза и снижение стоимости до­
ставки руды на 20—45%.
§ 4. Пути решения проблемы конвейеризации карьеров
Конвейерный транспорт является основой поточной технологии,
обеспечивающей возможность повышения производительности
труда в карьерах. Однако темпы внедрения конвейерного тран­
спорта на открытых разработках являются весьма низкими. До­
статочно сказать, чтсг удельный вес конвейерного транспорта в об­
щем объеме перевозок на карьерах в течение нескольких послед­
них лет составляет около 5%. Это объясняется тем, что примене­
ние ленточных конвейеров встречает большие трудности при
транспортировании крупнокусковых и абразивных материалов —
вскрышных пород и руды. Эти материалы перед погрузкой на
ленту необходимо дробить непосредственно в забое, а это связано
со значительными затруднениями и дополнительными затратами.
Кроме того, невозможность искривления трассы, ограниченная
длина ленточных конвейеров делают необходимым установку боль­
шого числа на карьере, что уменьшает надежность работы и тре­
бует многочисленного обслуживающего персонала.
Поэтому работы, направленные на изыскание новых средств
конвейерного транспорта, обеспечивающих транспортирование
крупнокусковых абразивных материалов и расширяющих область
применения его, имеют важное народнохозяйственное значение.
С этой точки зрения большой интерес представляет применение
пластинчатых конвейеров на открытых горных работах. При соот­
ветствующем конструктивном выполнении ими молено транспорт
тировать без предварительного дробления крупнокусковый и
тяжелый материал. Возможность искривления става и большая
длина установки позволяют транспортировать полезное ископаемое
и вскрышные породы непосредственно от забоев к обогатительным
фабрикам, железнодорожным станциям и отвалам.
Анализ кусковатости материала, который транспортируется на
предприятиях открытой разработки, показывает, что максималь­
ная крупность относительно легких материалов (уголь, мягкие
вскрышные породы, многие нерудные ископаемые) не превышает
800—900 мм, у тяжелых материалов (руда, скальные вскрышные
породы)— 1200— 1300 мм. Поэтому целесообразно наметить для
карьерных конвейеров два типа полотна — шириной
1000 и
1400 мм. Первое полотно для транспортирования легких материа­
лов (насыпной тзес до 1,5 т/м3, максимальный размер кусков до
900 мм), а второе — для доставки тяжелого груза (насыпной вес
до 3,5 т/м3, максимальный размер кусков до 1300 мм).
Значительно сложнее обстоит дело с величиной грузопотоков,
колеблющейся в очень широких пределах. Как известно, техниче­
ским направлением в проектировании и строительстве карьеров
является резкое увеличение их производительности и соответст­
венно производительности добычных и вскрышных экскаваторов.
Поэтому, учитывая современную тенденцию развития открытых
горных работ, следует в карьерных конвейерах предусматривать
возможность работы как с производительностью, соответствующей
уже работающим карьерам, так и с повышенной, планируемой для
новых карьеров. Анализ грузопотоков новостроящихся и проекти­
руемых отечественных карьеров показал, что максимальная произ­
водительность конвейеров для легких грузов (в частности, угля)
должна составлять 3000 т/ч, а для тяжелых грузов (вскрышные
породы, руда) — 8000 т/ч. Для действующих средних и крупных
карьеров потребная производительность значительно ниже и со­
ставляет в среднем 800— 1500 т/ч для легких грузов и 1000—
1300 т/ч для тяжелых. Расчеты показали, что при доставке лег­
ких материалов полотном шириной 1000 мм скорость его движения
должна составлять 0,8— 1,5 м/сек для средних грузопотоков (дей­
ствующие карьеры) и 2,5—3 м/сек для максимальных грузопото­
ков. При доставке тяжелых грузов полотном шириной 1400 мм
скорость его движения должна составлять 0,5— 1,2 м/сек для
средних грузопотоков и 2,8—3 м/сек для максимальных. Для того,
чтобы число типоразмеров пластинчатого конвейера свести до воз­
можного минимума, т. е. до двух (ширина полотна 1000 и
1400 мм), целесообразно предусмотреть возможность работы карь­
еров с повышенными скоростями до 3 м/сек.
Как известно, скорость подземных пластинчатых конвейеров не
превышает 1,2 м/сек, поэтому, на первый взгляд, кажется, что ра­
бота пластинчатого конвейера со скоростью 2—3 м/сек является
невозможной. К сожалению, такого мнения придерживаются мно­
гие специалисты конвейерного транспорта.
Исследования, проведенные лабораторией конвейерного тран­
спорта карагандинского института Гипроуглегормаш, которым
разработаны отечественные конструкции пластинчатых конвейе­
ров, показали, что максимальная скорость движения полотна из
условия нормальной работы цепного зацепления на концевых го­
ловках конвейера составляет 2,8 м/сек. Однако увеличиваются
удары колес на стыках, износ и динамические усилия в цепи.
Очевидно, если, в отличие от подземных пластинчатых конвей­
еров, на карьерных конвейерах концевые звездочки не делать при­
водными, а движение тяговой цепи сообщать только промежуточ­
ными приводами, то динамические усилия в цепи от работы конце­
вых звездочек исчезнут. Устанавливая перед каждой концевой
звездочкой (по ходу цепи) промежуточные приводы, можно резко
уменьшить натяжение цепи у звездочек, а следовательно, и ее
износ.
Очевидно также, что удары колес при проходе стыков можно
уменьшить увеличением диаметра ходовых колес. Следовательно,
возможность работы пластинчатого конвейера с повышенными
скоростями является совершенно реальной.
Пластинчатые конвейеры для открытых работ должны иметь
большую длину и производительность, что требует значительного
количества промежуточных приводов. Вместе с тем увеличить
число приводов возможно только, решив вопрос распределения на­
грузки между ними, регулирования скорости и обеспечения без­
аварийного пуска, так как для нормальной работы многопривод­
ного конвейера необходимо, чтобы в процессе работы не происхо­
дило перераспределение натяжений, а каждый привод преодолевал
сопротивление только сзади расположенной (по ходу цепи) секции
полотна, что может быть достигнуто, как показано в главе 3,
только при строго одинаковой скорости движения каждого при­
вода.
Большое разнообразие величин грузопотоков и насыпных весов
транспортируемого материала в условиях горных работ требует
большого диапазона скоростей движения пластинчатого полотна.
Двигатели постоянного тока с регулируемыми выпрямителями
и соответствующей автоматической аппаратурой достаточно про­
сто синхронизируют скорости вращения двигателей, плавный пуск
конвейера и ступенчатое регулирование скорости.
Падение крупных кусков в месте погрузки вызывает значитель­
ные динамические нагрузки на полотно и став конвейера. Поэтому
прочностные параметры полотна и става должны быть выбраны
с учетом действия этих ударных нагрузок. Именно эти нагрузки
обусловливают толщину пластин, шаг ходовых роликов, толщину
направляющих става и, в конечном счете, металлоемкость и стои­
мость конвейера.
С целью определения величины ударных нагрузок в месте по­
грузки материала и разработки мероприятий по их уменьшению
Карагандинским политехническим институтом были проведены
теоретические и экспериментальные исследования. Эксперименты
производились на специальных стендах, имитирующих падение
крупных кусков с разной высоты на полотно шириной 800, 1000 и
1400 мм с различной толщиной пластин. Предварительный анализ
результатов показал, что ударная нагрузка уменьшается с умень­
шением высоты падения материала, натяжения тягового органа И
жесткости секции става. При этом значительного уменьшения
ударных нагрузок можно достичь введением эластичного з&ена
в опоре секции става.
В 1968 г. Карагандинским политехническим институтом совме­
стно с Институтом горного дела Минчермета СССР был выполнен
технический проект пластинчатого конвейера ПКС-140 для опыт­
ного участка карьера № 2 Гайского ГОКа. Конвейер длиной 1300 м
предназначен для транспортирования крупнокусковых вскрышных
пород с удельным весом 2,8 т/м2, от стационарного погрузочного
пункта до отвала.
Конвейер имеет пластины шириной 1400 мм и толщиной 8 мм,
скорость движения полотна 1,2 м/сек, что обеспечивает производи­
тельность до 2500 т/ч. Тяговым органом конвейера является сдво­
енная круглозвенная цепь с шагом 86 мм. Став конвейера состоит
из линейных, переходных и телескопических секций; в месте по­
грузки устанавливается усиленная секция с пружинной амортиза­
цией. Шаг пластин равен 344 мм, каждая четвертая пластина яв­
ляется опорной и выполнена в виде тележки с четырьмя ходовыми
роликами диаметром 120 мм. Из условия работы конвейера на
Гайском карьере с переменным по длине углом установки от 0 до
6° предусмотрена установка пяти промежуточных приводов гусе­
ничного типа с общей мощностью 750 кет. Каждый привод состоит
из двух приводных блоков с двигателями постоянного тока мощно­
стью 75 кет с независимым возбуждением и управляемым венти­
лем.
Конвейер снабжен аппаратурой автоматического управления.
При включении пусковой кнопки вначале поочередно, с выдерж­
кой времени, включаются двигатели на ползучей характеристике и
производится контроль величины предварительного натяжения.
Далее включаются линейные контакторы, которые замыкают кон­
такты в якорных цепях двигателей и включают программные реле
времени контактов ускорения каждого двигателя.
Технико-экономические расчеты показали, что пластинчатые
конвейеры, не требуя предварительного дробления скальных пород
и руд, позволяют значительно проще решать проблему их тран­
спортирования в сравнении с ленточными конвейерами. При этом
расходы при доставке пластинчатыми конвейерами на 15—20%
ниже в сравнении с ленточными. Так, например, экономический
эффект от применения одного конвейера на опытном участке Гай­
ского карьера составляет 110 тыс. руб. в год.
С учетом особенностей работы пластинчатых конвейеров в ус­
ловиях открытых горных работ Гипроуглегормашем в 1970 г. были
скорректированы чертежи серийного конвейера П-80 в сторону
усиления пластинчатого полотна става и увеличения числа приводов.
Изготовление и эксплуатация модернизированных конвейеров П-80
позволит выявить область их применения на карьерах и даст необ­
ходимый материал для разработки конструкций универсальных пла­
стинчатых конвейеров с шириной полотна 1000 и 1400 мм и произво­
дительностью соответственно до 3000 и 8000 т/ч, длиной става до
6—8 км, с передвижными загрузочными пунктами. Используя
один и тот же став в качестве забойного, сборочного, подъемного
и магистрального конвейера, представится возможным уменьшить
число конвейеров на карьере и практически решить проблему пол­
ной автоматизации карьерного транспорта.
Следует отметить, что почти все известные виды карьерного
транспорта, включая и ленточные конвейеры, обусловливают при­
менение в карьерах значительного числа разнообразного транс­
портного оборудования, большого числа промежуточных пунктов,
что исключает даже в далекой перспективе автоматизацию транс­
портных операций при отсутствии людей. И только применение
пластинчатых конвейеров делает реальной решение этой проб­
лемы. Поэтому необходимо ускоренно продолжать конструкторскоэкспериментальные работы по созданию карьерных пластинчатых
конвейеров.
Глава 8
МОНТАЖ И ЭКСПЛУАТАЦИЯ ПОДЗЕМНЫХ
ПЛАСТИНЧАТЫХ КОНВЕЙЕРОВ
§ 1. Монтаж пластинчатых конвейеров
Обязательным условием установки конвейера является соблю­
дение минимального радиуса закругления, равного 20 м. Поэтому
выработка, предназначенная для установки конвейера, должна
иметь соответствующие радиусы криволинейных участков. Если
отдельные участки выработки имеют меньший радиус, то выра­
ботку необходимо «спрямить», уменьшив кривизну.
Так как став конвейера собирается из длинных и коротких сек­
ций, то перед спуском конвейера в шахту для монтажа следует оп­
ределить необходимое число длинных и коротких секций. С этой
целью на плане выработки (в увеличенном масштабе) вычерчива­
ется схема установки става конвейера, согласно которой определя­
ется потребное число длинных и коротких секций, пластин и длина
тяговой цепи. Монтаж става конвейера производится с помощью
этой схемы.
При составлении схемы установки конвейера рекомендуется
проектировать длинные секции на прямолинейных участках и кри­
волинейных с радиусом кривизны свыше 35—40 ж; на сильно ис­
кривленных участках следует предусматривать установку корот­
ких секций.
После того как определена трасса конвейера, выполняется
уточненный тяговый расчет конвейера. Цель этого расчета — вы­
бор необходимого числа и места установки приводов. Предвари­
тельно, по методике, изложенной в предыдущей главе, опреде­
ляют необходимую скорость движения полотна и емкость
аккумулирующих бункеров. При выполнении тягового расчета обя­
зательно предусматривается резервный привод. В зависимости от
длины конвейера, грузопотока, кривизны и уклона выработки воз­
можны следующие основные варианты установки приводов:
1) рабочий и резервный приводы в голове конвейера;
2) рабочий и резервный приводы в голове конвейера и один
рабочий на хвостовой головке;
3) два рабочих привода на головной станции, рабочий и ре­
зервный на хвостовой станции;
4) рабочий и резервный приводы в голове конвейера, два ра­
бочих на хвостовой станции и один рабочий промежуточный при­
вод в середине става;
5) по два рабочих привода в голове и хвосте конвейера и два
промежуточных, один из которых является резервным.
Следует отметить, что тяговый расчет конвейера производится
проектной организацией при проектировании соответствующего го­
ризонта шахты. Однако этот расчет лишь приближенно учитывает
грузопотоки, кривизну и уклон выработки и служит для определе­
ния необходимого числа приводов, что необходимо для оформле­
ния заказа на изготовление конвейера. Перед спуском конвейера,
когда точно определены кривизна става, уклон выработки и вели­
чина грузопотоков, тяговый расчет помогает наиболее рационально
расставить рабочие и резервные приводы.
После того как установлены необходимое число длинных и ко­
ротких секций става, пластин, длина цепи, а также число приво­
дов, производится подготовка спуска конвейера в шахту. Лишние
секции, пластины, цепь, приводы размещаются на складе.
Прогоны секций става, опорные стойки става, пластины, от­
резки цепи транспортируются к месту монтажа в шахтных ваго­
нетках.
Концевые приводы конвейера рекомендуется перед спуском
разобрать на составные части: раму и приводные блоки, состоящие
из редуктора, турбомуфты и электродвигателя. В случае необходи­
мости рама привода может быть разобрана на отдельные узлы.
Крепежные и мелкие детали доставляются к месту сборки кон­
вейера в ящиках или специальной таре. Параллельно со спуском
узлов конвейера производится спуск шпал, которые устанавлива­
ются под опорные стойки става конвейера.
Прогоны секций, опорные стойки, шпалы, пластины и отрезки
цепи разносятся по всей длине выработки. Монтаж конвейера на­
чинается с установки головного привода, к раме которого затем
последовательно присоединяются переходные секции. После этого
монтируются секции става. По окончании монтажа става соби­
рается пластинчатое полотно на тяговой цепи; сборка пластин
начинается от головного привода по нижней ветви конвейера.
Пластины устанавливаются внахлестку по ходу движения по­
лотна.
Монтаж хвостового привода и гидравлического натяжного уст­
ройства производится после сборки става конвейера. Затем тяго­
вая цепь стягивается с помощью вспомогательной лебедки или ре­
ечного домкрата.
Монтаж конвейера заканчивается смазкой направляющих става
и тщательной проверкой качества монтажа и наличия масла
в редукторах и турбомуфте, правильности сборки пластинчатого
полотна, состояния переходных мостиков, электрической схемы
управления.
Затем производятся первые пробные пуски конвейера, в про­
цессе которых окончательно проверяется качество сборки конвей­
ера, определяется величина предварительного натяжения цепи и
устойчивость полотна на криволинейных участках. Кроме того, при
опробовании конвейера вхолостую проверяется работа редукторов,
гидромуфт, электродвигателей, гидравлического натяжного уст­
ройства. Особое внимание уделяется контролю плавности хода
пластинчатого полотна. Цепь с пластинами должна двигаться спо­
койно, без рывков; рывки свидетельствуют о заедании пластин или
цепи при сбегании звездочек или о наличии препятствий при про­
ходе стыков секций. При имеющемся промежуточном приводе про­
веряется зацепление приводных кулаков с упорами полотна.
Как было выявлено ранее, безаварийный пуск пластинчатого
конвейера обеспечивается выдержкой времени между включением
хвостового и головного приводов и предварительным натяжением
цепи, которые должны быть выбраны в зависимости от длины, кри­
визны и скорости движения полотна. Поэтому пробные пуски про­
изводятся при разных величинах выдержки времени и предвари­
тельного натяжения, которые устанавливаются с помощью реле
выдержки времени и реле давления в гидравлическом натяжном
устройстве. В результате определяются рациональные параметры
пуска конвейера.
Производятся наблюдения за движением цепи на криволиней­
ных участках и, в случае необходимости, принимаются меры по
увеличению устойчивости полотна (выпрямление става, подъем на­
ружной колеи става).
Затем осуществляется обкатка конвейера в течение 50—100 .ч.
В процессе обкатки прирабатываются трущиеся поверхности, что
постепенно уменьшает коэффициент сопротивления движению по­
лотна. Одновременно при обкатке конвейера снимаются неровно­
сти трущихся поверхностей тяговой цепи, отчего интенсивнее уве­
личивается ее шаг. Поэтому при обкатке цепь периодически уко­
рачивается.
В процессе обкатки производятся электрические измерения
мощности, потребляемой двигателем приводов, и, следовательно,
распределение нагрузки между приводами. При неравномерном
распределении нагрузки она регулируется изменением наполнения
гидромуфт: увеличивается наполнение муфт малозагруженных
приводов и уменьшается — более загруженных.
На основе вычислений по формуле (3-15) определяется коэф­
фициент сопротивления движению полотна, величина которого за ­
висит от качества изготовления и монтажа конвейера. Коэффици­
ент сопротивления порядка 0,018—0,016 указывает на удовлетвори­
тельное качество монтажа и окончание процесса приработки
конвейера.
§ 2. Эксплуатация подземных пластинчатых конвейеров
Выпускаемые отечественной промышленностью подземные плас­
тинчатые конвейеры имеют высокую надежность. Однако эта на­
дежность обеспечивается не только конструкцией конвейера и ка­
чеством его изготовления, но также и условиями эксплуатации.
Соблюдение правил эксплуатации конвейера весьма важно для
его бесперебойной работы.
Особое внимание должно уделяться поддержанию нормального
состояния горной выработки, в которой установлен конвейер. Если
выработка испытывает интенсивное горное давление, то должно
быть организовано периодическое перекрепление штрека. Нельзя
допускать сокращение пространства между креплением и конвейе­
ром, так как деформирующееся под давлением боковых пород
крепление может повредить конвейер.
При наличии пучащих почв должна выполняться периодическая
поддирка почвы.
Как было отмечено, ходовые ролики пластинчатого конвейера
не обладают герметичностью по отношению к влаге. Поэтому са­
мое серьезное внимание должно быть обращено на борьбу с об­
водненностью выработки. Наличие и хорошее состояние водоотвод­
ных канавок является обязательным. Должны быть приняты все
возможные меры для ликвидации возможности аварийного при­
тока воды в выработку.
Если по каким-либо непредвиденным причинам выработка,
в которой установлен конвейер, оказалась залитой водой, то дол­
жны быть приняты срочные меры по откачке воды и произведена
контрольная разборка ходовых роликов на разных участках кон­
вейера. Наличие воды в роликах опасно с точки зрения постепен­
ного выхода их из строя. Поэтому при попадании воды следует
промыть и снова зарядить маслом все ходовые ролики конвейера.
На погрузочных пунктах должна быть обеспечена нормальная
погрузка угля на конвейер без просыпания и переполнения става.
Необходимо периодически проверять состояние погрузочных пунк­
тов.
Надежность работы конвейера зависит от квалификации и от­
ветственности обслуживающего персонала, который должен хо­
рошо знать устройство, принцип работы конвейера и его электри­
ческую схему. Каждые сутки необходимо выделять время для про­
филактического осмотра и ремонта конвейера.
Необходимость ремонтной схемы (при большей загрузке кон­
вейера длительность этой смены может быть уменьшена до 2—
3 ч) диктуется тем обстоятельством, что в процессе работы конвей­
ера могут деформироваться пластины, уголковые направляющие,
переходные мостики и т. п. Эти деформации могут постепенно уве­
личиваться и привести к аварии конвейера. Поэтому ежесуточный
осмотр конвейера и немедленная замена деформированных дета­
лей являются обязательными.
Для обеспечения бесперебойной работы конвейера необходимо
регулярно производить смазку узлов конвейера и заправку тур­
бомуфт. Работа конвейера без смазки и с недостаточно заполнен­
ными турбомуфтами недопустима.
Применение недоброкачественной, загрязненной или несоответ­
ствующей марки смазки влечет за собой преждевременный износ
детали, а для турбомуфты — отказ в работе.
Для смазки в коробку редуктора заливается масло индустри­
альное «45В» (ГОСТ 2351—51) или индустриальное «45» (ГОСТ
1707—51). Первоначальная заливка масла в основной полости ре­
дуктора должна составлять не менее заданной инструкцией вели­
чины и контролироваться боковой сливной пробкой на стенке кор­
пуса.
Подшипники редукторов заправляются на заводе-изготовителе,
а в дальнейшем смазываются путем разбрызгивания масла зуб­
чатыми колесами. Смену масла в редукторах следует производить
не реже одного раза в полтора-два месяца. Отработанное масло
сливается через отверстия, расположенные в нижней части корпуса
редуктора. Перед заливкой свежего масла редуктор должен быть
тщательно промыт керосином.
Заливка турбомуфт производится через пробку, находящуюся
на боковой поверхности корпуса турбинного колеса. Заливать
масло в турбомуфту необходимо посредством специальной закры­
той масленки с удлиненным носком; при этом струя масла должна
не полностью перекрывать отверстие муфты во избежание перели­
вания масла. Для заливки турбомуфты применяется только масло
веретенное «2» или турбинное.
Контроль за количеством заливаемого масла осуществляется
масломером, расположенном в пробке турбомуфты. Полная смена
масла в турбомуфте производится один раз в два-три месяца,
а доливка масла — по мере надобности. Сливается масло из тур­
бомуфты через отверстие для заливки.
Подшипники приводных валов звездочек смазываются густой
смазкой солидолом «С» (ГОСТ 4366—64) или УС-2 (ГОСТ
1033—51) с помощью шприца через боковые отверстия в привод­
ных рамах. Смазывать подшипники следует не реже одного раза
в 2—3 месяца. Подшипники роликов пластинчатого полотна сма­
зываются при помощи шприца через шариковые масленки, находя­
щиеся на осях пластин, солидолом «С» или УС-2 не реже одного
раза в 6 месяцев.
Перед заливкой свежего масла бак гидравлического натяжного
устройства должен быть хорошо очищен.
В гидросистему натяжного устройства заливается масло инду­
стриальное «20» (1707—51).
Масло, предназначенное для заливки в масляный бак, должно
быть в запломбированной таре и снабжено паспортом, свидетель­
ствующим о соответствии его ГОСТу. В случае отсутствия масла
в запломбированной таре можно заливать в систему масло из
Неполадки
Причины неполадок
1. При пуске пластинчатое полотно
под приводной звездочкой голов­
ного привода деформируется
2. Пластинчатое полотно трогается
с места и останавливается, дви­
гатели опрокидываются
3. Шлицевая муфта редуктора не
включается
4 Течь масла через разъемы
уплотнения редуктора
5. Стук в редукторе
Слабое натяжение цепи
Заклинивание полотна в направляю­
щих опорного става конвейера
Муфта не совмещена со шлицами
приводного вала
и
Не затянуты болты на корпусах и
крышках, изношены уплотнения
Черезмерный износ шестерен и под­
шипников, неправильное зацепление ше­
стерен из-за плохой сборки
6. Нагрев корпуса редуктора в ме­
стах установки подшипников
Загрязнение смазки. В редуктор за­
лито большое количество масла. Непра­
вильно смонтированы подшипники
В турбомуфте недостаточно масла
7. Турбомуфты буксуют, полотно не
двигается
8. Одна из турбомуфт чрезмерно на­
гревается
9. Течь масла из турбомуфты
10. Нагреваются
вала
опоры приводного
Муфта пробуксовывает
Ослаблена затяжка пробок для за­
ливки масла, или пришли в негодность
уплотнения
Загрязнена смазка, износились под­
шипники или лопнули сепараторы
Способы устранения неполадок
Натянуть цепь натяжным устройст­
вом, повысив давление в гидросистеме
Найти и устранить место заклинива­
ния. Деформированные пластины заме­
нить новыми
Совместить шлицы путем поворота
выводного вала редуктора с приводным
валом конвейера
Подтянуть болты, заменить про­
кладки и уплотнения
Изношенные шестерни и подшипники
заменить новыми. Перемонтировать ре­
дуктор и отрегулировать зацепление ше­
стерен
Сменить смазку. Слить часть масла.
Проверить качество монтажа подшипни­
ков
Залить масло в турбомуфту
Долить в турбомуфту масло до соот­
ветствующего уровня
Затянуть пробки и заменить уплотнения
Промыть подшипники, сменить смаз­
ку. Заменить подшипники
Неполадки
11. Турбомуфты сильно нагреваются
12. Цепь на приводных звездочках
в момент пуска проскальзывает
Способы устранения неполадок
Причины неполадок
Большая перегрузка конвейера, заштыбовка- роликов планстинчатого по­
лотна, деформация става, неисправности
в редукторах и подшипниках приводных
валов
Износились ручьи звездочек, слабое
натяжение цепи
13. Роликовые пластины заезжают на
колею своими ребордами или
проваливаются под направляю­
щими
14. При нажатии на кнопку ПУСК
главного поста управления кон­
вейер не включается
Деформированный став.
Большой износ става
15. При запуске предупредительная
сирена гудит, а конвейер не вклю­
чается
16. Пускатель включается после по­
дачи напряжения на ввод или
включения разъединителя
17. При нажатии на кнопку ПУСК
конвейер запускается, при снятии
нажатия останавливается
Сгорела катушка
реле или обрыв в ней
Не включен разъединитель. Срабо­
тало тепловое реле на высокой стороне
трансформатора. Перегорела плавкая
вставка-предохранитель. Плохой контакт
кнопок БЛОК и ПУСК в кнопочном по­
сту. Сгорела обмотка трансформатора.
Оборвана одна из жил дистанционного
управления. Подгорели или загрязни­
лись контакты в цепи управления. З а­
пала (сгорели контакты) кнопка СТОП
промежуточного
Обнаружить неисправности и устра­
нить их. Ролики пластинчатого полотна
смазать или заменить
Заменить изношенные звездочки но­
выми. Увеличить давление в гидроци­
линдрах натяжного устройства
Исправить деформированный участок
става или заменить секции
Установить причину путем проверки
правильности дистанционного управле­
ния, осмотреть предохранители, обмот­
ку катушки и трансформаторов
Заменить катушку реле
элемента
Найти причину замыкания и устра­
нить
Плохой контакт в блок-контактах
или обрыв в цепи управления
Осмотреть блок-контакты цепи упра­
вления и устранить неисправность
Замыкание включающего
в цепи управления
Заказ № 232
18. При нажатии на кнопку СТОП
установка не выключается
Короткое замыкание в цепи управле­
ния или «прилипание» блокировочных
или силовых контактов
Снять напряжение, осмотреть контак­
ты и, в случае необходимости, произве­
сти их зачистку
19. Магнитный пускатель сильно гу­
дит
Слабо затянуты болты, крепящие сер­
дечники и катушку контактора. Чрез­
мерное нажатие контактов. Загрязнена
поверхность прилегания якоря к сердеч­
нику
Последовательно проверить и уста­
новить обнаруженные неисправности
20. При включении электродвигатель
гудит и не вращается
Разрыв силовой электрической цепи,
подгорели контакты магнитного пуска­
теля, обрыв обмотки статора. Недопус­
тимое понижение напряжения
Осмотреть и проверить электрические
цепи и зачистить контакты. Установить
наличие и величину напряжения. При
отсутствии обрывов цепи статора двига­
теля нужно искать причину в контакт­
ных соединениях и целости жил кабеля
21. Электродвигатель тяжело идет
в ход, сильно нагревается и гу­
дит при пуске
Вышел из строя подшипник вала
электродвигателя, ротор задевает за ста­
тор или заело втулку на валу электро­
двигателя
Если при отсоединении от редуктора
ротор вращается тяжело, электродвига­
тель выдать для ремонта на поверх­
ность
22. Электродвигатели глохнут, на­
блюдается ненормальный нагрев
их
Недостаточное напряжение на зажи­
мах электродвигателей, вследствие зна­
чительного удаления от участков под­
станции
Обеспечить нормальную величину на­
пряжения на зажимах двигателей
23. При включении контакторов маг­
нитных пускателей срабатывают
максимальные реле
Замыкание силовых жил в кабеле
или двигателе
Прозвонить
мегометром
цепи и устранить неполадки
силовые
общей тары с предварительной проверкой на соответствие его ГОСТу
и последующим отстоем и фильтрацией через батистовый фильтр.
После заливки масляного бака для заполнения гидросистемы
маслом и удаления из нее воздуха необходимо перед пуском на­
соса открыть кран сброса воздуха и закрыть его после того, как
начнет поступать масло, свободное от пузырьков воздуха. Первая
смена масла в гидросистеме производится через 50 смен работы
конвейера, а затем через каждые б месяцев.
Для уменьшения сопротивлений на конвейере и износа криво­
линейных направляющих периодически (раз в 2—4 месяца) сле­
дует смазывать направляющие конвейера солидолом. При этом од­
новременно смазываются приводные звездочки и тяговая цепь, что
уменьшает износ последней. Необходимость последующей смазки
направляющих определяется появлением неприятного «скрипа»
при работе конвейера.
Для проверки состояния става и ходовых роликов и определе­
ния нагрузки между приводами должны производиться периодиче­
ские электрические измерения потребляемой мощности двигате­
лями.
При возникновении аварийной ситуации конвейер должен быть
немедленно остановлен. Так как остановка пластинчатого конвей­
ера связана с простоем шахты или ее крыла, необходимо принять
срочные меры по ликвидации аварии. Поэтому сразу должна быть
выявлена причина аварии или неполадок в работе конвейера и на­
мечены меры по их устранению.
В табл. 21 перечислены возможные неполадки конвейера и спо­
собы их устранения.
1. Б е л е н ь к и й Д. М. К вопросу повышения надежности и срока службы
скребкового конвейера. Труды КНИУИ, сб., № 2. М., Углетехиздат, 1954.
2. Б е л е н ь к и й Д. М. Магистральные конвейеры. М., изд-во «Недра»,
1965.
3. Б е л е н ь к и й Д. М., Л у в и щ у к И. А. Динамические усилия в тяго­
вой цепи пластинчатых конвейеров, возникающие от работы приводных звездо­
чек. В сб. «Механизация и автоматизация горных работ», вып. 3. М., изд-во
«Недра», 1967.
4.
Б е л е н ь к и й Д. М. Работа института Гипроуглегормаш в области под­
земного транспорта. В сб. «Механизация и автоматизация горных работ», вып. 3.
М., изд-во «Недра», 1967.
5. Б е л е н ь к и й Д. М. Определение производительности эксплуатационных
участков и величины суммарных грузопотоков в угольных шахтах. «Изв. вузов,
Горный журнал», 1967, № 1.
6. Б е л е н ь к и й Д. М., К р а м а р ь В. С. Конвейеризация угольных шахт.
«Уголь», 1967, № 2.
7. Б е л е н ь к и й Д. М. Надежность пластинчатых конвейеров. В сб. «Гор­
ные машины и автоматика», 1967, № 8.
8. Б е л е н ь к и й Д. М. Распределение нагрузки в магистральных конвей­
ерах с концевыми и промежуточными приводами. Изв. вузов, «Горный журнал»,
1968. № 6.
9. Б е л е н ь к и й Д. М., К у з н е ц о в Д. Г. Резервирование приводных
устройств шахтных конвейеров. В сб. «Горные машины и автоматика», 1969, № 5.
10. Б е л е н ь к и й Д. М., К у з н е ц о в Д. Г. Широкую дорогу пластинчатым
конвейерам. «Уголь», 1969, № 8.
И. Г о р е л и к Г. С. Колебания и волны. М., Физматгиз, 1969.
12. Г у л ь н и ц к и й Н. С., Л и т А. Г. и др. Опыт эксплуатации пластинча­
тых конвейеров П-65 с несколькими погрузочными пунктами. В сб. «Горные ма­
шины и автоматика», 1967, № 8.
13. Г н е д е н к о Б. В. Курс теории вероятностей. М„ Физматгиз, 1961.
14. Г н е д е н к о Б. В. Лекции по теории массового обслуживания. М., изд-во
КВИРТУ, 1960.
15. Г н е д е н к о Б. В., Б е л я е в Ю. К. и др. Математические методы в тео­
рии надежности. М., изд-во «Наука», 1965.
16. Д а в ы д о в Б. Л., С к о р о д у м о в Б. А. Динамика горных машин. М.,
Госгортехиздат, 1961.
17. Д е й в и с Р. М. Волны напряжений в твердых телах. М., изд-во ИЛ,
1961.
18. Д е н - Г а р т о г Дж. П. Механические колебания. М., Физматгиз, 1960.
19. Е в н е в и ч А. В., Ш а х м е й с т е р Л. Г. Пластинчатые конвейеры для
угольных шахт. М., изд. ЦИТИугля, 1960.
20. 3 е н е р К. Упругость и неупругость материалов. М., Машгиз, 1954.
21. К а л ь н и ц к и й Я. Б. Обоснование конструкции конвейера с искрив­
ленной трассой для магистрального транспорта руды. В сб. «Горные машины»,
М., Углетехиздат, 1958.
12*
179
22. К о л ы ш к и н С. И., Ш л а к о в Ф. П. Быстроразборный уклонный кон­
вейер ПКУ-60. В сб. «Горные машины и автоматика», 1967, № 7.
23. К о л ы ш к и н С. И., Д е н и с о в П. П. и др. Пластинчатый конвейер
КИП-350 и опыт его эксплуатации в Карагандинском бассейне. В сб. «Механи­
зация и автоматизация горных работ», вып. 2. М., изд-во «Недра», 1965.
24. К о к с Д. С., С м и т В. А. Теория восстановления. «Советское радио»,
1967.
25. К и л ь ч е в с к и й Н. Л. Теория соударения упругих тел. М., Гостехиздат, 1949.
26. К о л ь с к и й Г. Волны напряжения в твердых телах. М., изд-во ИЛ,
1955.
27. К о т л я к о в Н. С., Г л и н е р Э. Б. Основные дифференциальные урав­
нения математической физики. М., Физматгиз, 1956.
28. К о с т Г. Н. Исследование нагрузок в тяговом органе горизонтальных
многоприводных конвейеров. В сб. «Транспорт горных предприятий». Госгортехиздат, 1963.
29. К о з ь м и н П. С. Машины непрерывного транспорта, ч. 2. ОНТИ, 1935.
30. К о т о в М. А. Распределение нагрузки между приводами многоприводных конвейеров. «Изв. вузов. Горный журнал», 1958, № 3.
31. Л а н д а у Л. Д., Л н ф ш и ц Е. М. Механика сплошных сред. М., Гостехиздат, 1954.
32. П а н о в к о Я. Г. Основы прикладной теории упругих колебаний, М.,
Машгиз, 1957.
33. Ж у к о в с к и й Н. Е. О скольжении ремня на шкивах. Соч., т. 3. М.,
Гостехиздат, 1949.
34. П о н о м а р е в С. Д. и др. Расчеты на прочность в машиностроении. М.,
Машгиз, 1959.
35. Р э л е й . Теория звука, т. 1 и 2. М., Гостехиздат, 1955.
36. Р ж е в к и н С. И. Курс лекций по теории звука. Изд. МГУ, 1960.
37. С м и р н о в В. И. Курс высшей математики, т. 1—4. М., Физматгиз,
1958—1962.
38. С о б о л е в С. Л. Уравнения математической физики. М., Гостехиздат,
1954.
39. С о с н и н Л. Г., П о л я к о в Н. С. Теория многоприводного скребкового
конвейера. В сб. «Вопросы рудничного транспорта», вып. 2. М., Госгортехиздат,
1957.
40. С п и в а к о в с к и й А. О. Конвейерные установки, т. 1 и 2. ОНТИ, 1935.
41. С п и в а к о в с к и й А. О. Теория конвейера, передвигаемого по частям.
«Уголь», 1949, №11.
42. С п и в а к о в с к и й А. О., Д ь я ч к о в В. К. Транспортирующие машины.
М., Машгиз, 1968.
43. С п и в а к о в с к и й А. О. Рудничный транспорт. М., Углетехиздат, 1958.
44. С п и в а к о в с к и й А. О., С а м о й л ю к Н. Д. и др. Подземные кон­
вейерные установки. М., Госгортехиздат, 1960.
45. С п и в а к о в с к и й А. О. и др. Конвейеры для больших углов наклона
с промежуточными приводами. В сб. «Горные машины и автоматика», 1961, № з.
46. С п и в а к о в с к и й А. О. и др. Конвейеры для больших углов наклона.
В сб. «Конвейеры для больших углов наклона и с промежуточными приводами».
М., Госгортехиздат, 1962.
47. С п и в а к о в с к и й А. О., П о т а п о в М. Т. и др. Карьерный конвейер­
ный транспорт. М., изд-во «Недра», 1965.
48. С о л о д Г. И. К вопросу определения сопротивлений и мощности изги­
бающихся конвейеров с несущим полотном. В сб. «Рудничный транспорт». М.,
Углетехиздат, 1958.
49. С о л о д Г. И. Расчет шахтных пластинчатых и комбинированных кон­
вейеров. В сб. статей по вопросу горного дела и горной механики. ЦИТИугля,
1961.
50. Ш а х м ей с т е р Л. Г. Об основных параметрах изгибающихся штре­
ковых конвейеров. В сб. «Рудничный транспорт». М., Углетехиздат, 1958.
51. Ш а х м е й с т е р Л. Г. Технико-экономический анализ выбора рацио­
нальных средств подземного транспорта с применением ЭПВИ. Изд. МГИ, 1968.
52. Ш т о к м а н И. Г. Динамика тяговых цепей рудничных конвейеров. М.,
Углетехиздат, 1959.
53. Ш т о к м а н И. Г. Исследование влияния внешних распределенных со­
противлений на затухание колебаний цепных тяговых органов. В сб. «Вопросы
рудничного транспорта», вып. 4, М., Углетехиздат, 1960.
54. Ш т о к м а н И. Г., Э п п е л ь Л. И. Прочность и долговечность тяговых
органов. М., изд-во «Недра», 1967.
55. Ш ор Я. Б. Статистические методы анализа и контроля качества и надеж­
ности. «Советское радио», 1962.
56. Щ и г а л е в Б. М. Математическая обработка наблюдений. М., Физматгиз, 1962.
57. Х а й к и н Э. С. Физические основы механики. М., Физматгиз, 1962.
58. X и н ч и н А. Я. Математические методы теории массового обслуживания.
Изд-во АН СССР, 1955.
59. Ш а х м е й с т е р Л. Г., 3 а р м а н Л. И. Магистральные подземные кон­
вейеры. М., изд-во «Недра», 1969.
Глава
1.
Глава
§
§
§
§
§
§
2.
1.
2.
3.
4.
5.
6.
Г л а в а
14
14
17
19
22
27
30
О сновны е элем ен ты п л асти н ч аты х кон вей еров
Пластинчатое полотно
Цепной тяговый орган
Опорный став
.
Приводные устройства
Натяжное устройство
Электрооборудование
3. С т а т и к а п л а с т и н ч ат о г о к о н в ей е р а
34
§ 1. Оптимальные параметры производительности
.
§ 2. Сопротивление движениюпластинчатогополотна напрямоли­
нейных участках
§ 3. Сопротивления движению накриволинейных участках
. . .
§ 4. Распределение нагрузки междуприводами и рольгидромуфт
§ 5. Определение натяжений в цепи пластинчатого конвейера с кон­
цевыми и промежуточными приводами
. . .
§ 6. Распределение натяжений в конвейере с гидромуфтами с уче­
том его неравномерной загрузки по длине
. .
. .
§ 7. Распределение натяжений в цепи пластинчатого конвейера с
промежуточными приводами
Г л а в а
4.
звезд о ч ек
Д и н ам и ка
п ласти н ч атого
кон вейера
от
работы
Г л а в а
5. Д и н а м и к а
ных при водов
34
38
46
52
59
63
67
п ри водн ы х
72
§ 1. Упругие свойстварабочегооргана
.........................
§ 2. Динамические усилия от работы приводных звездочек
§ 3. Пуск пластинчатогоконвейера сконцевыми приводами
п ласти н ч атого кон вей ера от
работы
72
79
87
пром еж уточ­
§ 1. Общие положения....................
. .
§ 2. Физика работы промежуточного привода
.
§ 3. Исследование процесса входа в зацепление приводного кулака
промежуточного привода
.
.
. . . .
§ 4. Динамические усилия от выхода кулака из зацепления .
§ 5. Определение кинематических параметров промежуточного при­
вода
...............
.............................................
§ 6. Результаты испытаний и исследований промежуточных при­
водов ......................................................
.
§ 7. Промежуточно-уравнительный привод
.
. .
§ 8. Условия пуска пластинчатого конвейера с промежуточными
приводами
182
3
О сн овны е этап ы р азр а б о тк и п л асти н ч аты х к он вей еров
93
93
95
97
101
104
106
114
117
Глава
§
§
§
§
§
§
§
6. Надежность пластинчатых конвейеров
1. Критерии надежности
2. Условия безотказной работы пластинчатого полотна
3. Условия безотказной работы приводных устройств
4. Условия безотказной работы става конвейера
5. Долговечность тяговых цепей
6. Долговечность пластин, роликов и конвейерного става
7. Контроль качества изготовления и надежности пластинчатых
конвейеров
.
.
. .
§ 8. Эксплуатационная надежность первых серийных конвейеров
П-65
121
121
124
128
131
134
138
141
144
Г л а в а 7. Область применения пластинчатых конвейеров в горной про­
мышленности
§ 1. Область применения пластинчатых «конвейеров в горизонталь­
ных выработках угольных шахт
§ 2. Определение грузопотоков в угольных шахтах .
§ 3. Перспективы применения пластинчатых конвейеров на руд­
никах
. .
. . .
.
§ 4. Пути решения проблемы конвейеризации карьеров
162
165
Г л а в а 8. Монтаж и эксплуатация подземных пластинчатых конвейеров
§ 1. Монтаж пластинчатых конвейеров
. . . .
§ 2. Эксплуатация подземных пластинчатых конвейеров
170
170
173
Л и тература
. м
.
.
.
.
150
150
155
179
Беленький Дмитрий Михелевич
Кузнецов Дмитрий Гаврилович
ПЛАСТИНЧАТЫЕ КОНВЕЙЕРЫ
Редактор издательства
С. А. Моисеева
Техн. редактор 3. А. Болдырева
Корректор Л. И. Окронело
Сдано в набор 22/IV 1971 т. Подписано
в печать 6/X 1971 г. Т-12884. Формат 60x90Vie.
Печ. л. 11,5. Уч.-изд. л. 11,44. Бумага № 1.
Индекс 1-3-1. Заказ 232/4064-12.
Тираж 3400 экз. Цена 72 коп.
Издательство «Недра».
Москва, К-12,
Третьяковский проезд, д. 1/19.
Ленинградская типография № 8
Главполиграфпрома Комитета по печати
при Совете Министров СССР.
Ленинград, Прачечный пер., д. № 6.