ПРОИЗВОДСТВО
АЛЮМИНИЯ
В ЭЛЕКТРОЛИЗЕРАХ
С ОБОЖЖЕННЫМИ
АНОДАМИ
ььз
Н.В. Галушкин
Р -/€ >
УЧЕБНОЕ ПОСОБИЕ
ПРОИЗВОДСТВО
В
АЛЮМИНИЯ
ЭЛЕКТРОЛИЗЕРАХ
С ОБОЖЖЕННЫМИ АНОДАМИ
С.Торайгыров j
атынжагы ПМУ-д1ч
академик С.Бейсембава
а тын да# ы f ылыми
|к1ТАПХАНДСЫ
ъ ш
ПРЕДИСЛОВИЕ
Учебное пособие "Производство алюминия в электролизерах с
обожженными анодами* разработал Галушкин Н.В. - старший технолог
электролизного цеха Таджикского алюминиевого завода.
При разработке пособия использованы:
- литературные источники, указанные в "Списке литературы",
помещенном в конце пособия;
- действующие технологические инструкции :
ТИ 48-0126-32-59-94, ТИ 48-0126-32-80-92, ТИ 48-0125-32-55-93 и др.;
- инструкция по безопасности труда для электролизников и
анодчиков электролизного цеха БТ 117-93;
- опыт работы электролизных цехов алюминиевой промыш­
ленности;
- личный опыт работы разработчика пособия на электролизе­
рах всех типов, применяемых в алюминиевой промышленности.
Пособие предназначено для рабочих (электролизников и анод­
чиков), изучающих на курсах техминимума теорию и практику электро­
литического производства алюминия в корпусах, оборудованных элек­
тролизерами с обожженными анодами.
/. ВВЕДЕНИЕ.
Алюминий - металл серебристо-белого цвета. На долю алю­
миния приходится 8 % массы земной коры (см. таб. 1). Среди химиче­
ских элементов он занимает третье место после кислорода и кремния.
Практически повсюду содержится в земной коре (он содержит­
ся в составе примерно 250 минералов, но в чистом виде в природе не
встречается). С различными соединениями алюминия люди были
знакомы еще в далекие времена. Глина и кирпич - это не что иное, как
обычные алюмосиликаты.
Глинозем (окись алюминия) был соединением, которое всегда
сопутствовало человеку, но многие века понадобились, чтобы доказать
в нем присутствие нового металла. В таких драгоценных камнях, из­
вестных с незапамятных времен, как рубин и гранат, сапфир и бирюза,
алюминий содержится а качестве одной из главных составляющих
частей. Выделить из окиси металлический алюминий не такое уж про­
стое дело, даже в наше время.
Свое название "алюминий* получил в 1807 г. от Г. Дэви, кото­
рый совместно с И.Берцелиусом предпринял неудачную попытку раз­
ложить глинозем на составляющие с помощью электрического тока.
Искомый элемент он предложил называть *алюминиум* (алюминий).
Это название стало международным, хотя в России долго применяли
слово *глиний*. .
Впервые алюминий удалось получить в свободном состоя­
нии в 1825 г. датскому ученому Г.Эрстеду с помощью металлического
калия.
Сначала он получил хлорид алюминия, затем амальгаму алю­
миния. А отогнав ртуть, Г.Эрстед обнаружил металлические комочки,
внешне похожие на олово. Так родился металлический алюминий.
Вторично открытие алюминия в 1827 году сделал химик - эксперимен­
татор Ф.Вепер с помощью Г.Эрстеда. Ф. Велер был первым химиком,
описавшим важнейшие свойства металлического алюминия, в 1845 г.
он же получил металл в слитке.
Французский химик А Сент-Клер Девилпь в 1854 г. приготовил
образцы чистого алюминия, используя для восстановления хлориде
алюминия не калий, а натрий. Он же, одновременно с Р.Бунзеном,
осуществил процесс электролиза расплавленного двойного хлорида
алюминия и натрия. Так алюминий был впервые приготовлен электро­
химическим путем. Л Сент-Клер Девилл ь был также пионером про­
мышленного получения алюминия.
В 1865 г. русский ученый Н.Н. Бекетов предложил получать
алюминий вытеснением его из фтористых соединений металлическим
магнием. Этот способ нашел применение в ряде стран Западной Евро­
пы.
Производство алюминия "химическими* методами осу­
ществлялось с 1854 г. до 1890 г. За это время было получено около
2 0 0 т алюминия.
Не так легко поверить, что этот серебристый металл всего сто
лет назад был чрезвычайно дорог и его называли даже серебром из
глины. Изделия из алюминия ценились наравне со сделанными из
серебра.
Основоположниками промышленного электрохимического
способа получения алюминия стали Поль Эру (Франция) и Чарльз
Холл (США), которые независимо друг от друга, в 1886 г. заявили ана­
логичные-патенты на способ получения алюминия путем электролиза
глинозема, растворенного в расплавленном криолите.
Электрохимический способ производства алюминия начал
развиваться очень быстро.
Если за 1890-1899 гг. выпуск алюминия во всем мире составил
28 тыс.-т, то уже к 1930 г. он приблизился к 270 тыс. т. В 1950 г. миро­
вой выпуск алюминия составил (без бывших стран социализма) 1,3
млн. т, а в 1973 г. -10 млн. т.
Сейчас алюминий производится в 37 странах мира. В дорево­
люционной России не было алюминиевой промышленности. Она нача­
ла развиваться только после 1928 г. 14 мая 1932 г. вступил в строй
Волховский алюминиевый завод (ВАЗ), а в 1933 г. - Днепровский алю­
миниевый завод (ДАЗ), в 1939 г. - Уральский алюминиевый завод
(УАЗ). В начале Великой Отечественной войны ВАЗ и ДАЗ были выве­
дены из строя, а оборудование этих заводов вывезли на Урал и в Си­
бирь.
В годы ВОВ был значительно расширен УАЗ и введены в экс­
плуатацию Новокузнецкий (1943 г) и Богословский (1945 г) алюминие­
вые заводы. В послевоенные годы были восстановлены ВАЗ и ДАЗ, а
также вошли в эксплуатацию новые алюминиевые заводы: Канакер-
ский (1950 г), Кандалакшский (1951 г), Надвоицкий (1954 г), Сумгаитский (1955 г), Волгоградский (1959 г), Иркутский (1962 г), Красноярский
(1964 г), Братский (1966 г), Таджикский (1975 г), Саянский (1985 г). В
настоящее время в странах СНГ работают 15 алюминиевых заводов.
Алюминиевые заводы являются самыми крупными потребиталями электроэнергии, поэтому все они расположены вблизи круп­
нейших ГЭС и тепловых электростанций.
На вышеперечисленных заводах установлены электролизеры
разной конструкции (с боковым токоподводом и самообжигакхцимся
анодом, с верхним токоподводом и самообжигакхцимся анодом, с
верхним токоподводом и предварительно обожженными анодами) и
разной мощности на силу тока от 50 кА до 255 кА.
Наиболее крупными заводами являются БрАЗ, КрАЗ, ТадАЗ,
СаАЗ, НкАЗ.
Электролизеры с обожжеными анодами признаны в
настоящее время наибопее перспективными с точки зрения лучших
условий труда, механизации и автоматизации производственных
процессов, лучшего качества продукции, они обеспечивают
наименьш ий расход техн о л оги че ской эл ектр оэнер гии и
технологического сырья на 1 тонну алюминия.
1) Получение из природных руд (боксита, нефелина, алунита)
безводной окиси алюминия (AL203) путем сложной химической
переработки.
2) Производство металлического алюминия электролизом
его окиси, растворенной в расплавленном криолите.
Первая
стадия получения алюминия производится на
глиноземных заводах.
Вторая стадия получения апюминия осуществляется в
корпусах электролиза алю м иниевы х заводов. Мы будем
рассматривать только вторую стадию получения алюминия.
2. СВОЙСТВА И ПРИМЕНЕНИЕ АЛЮ МИНИЯ.
Алюминий относится к химическим элементам третьей группы
Периодической системы элементов Д.И.Менделеева, его порядковый
номер - 13. Атомная масса алюминия 26,98. Благодаря малой плотмост, яыпокпй эпектролроаодносги и теплопроводности, хорошей
механической прочности и высокой коррозионной стойкости алюминий
нашел широкое применение в различных областях современной техни­
ки и в быту.
Он применяется как в чистом виде, так и в виде сплавов с
различными металлами. Значительно расширило области применения
алюминия широкое внедрение промышленных способов очистки пер­
вичного алюминия от примесей методами электролитического рафини­
рования и зонной перекристаллизации.
В электролизных цехах алюминиевых заводов выпускается
первичный алюминий технической чистоты, в котором содержание
алюминия составляет от 99,0 до 99,85%.
Физические, химические и механические свойства алюминия
несколько изменяются в зависимости от его чистоты.
Ниже приведены округленные данные:
Плотность при 20 °С
2,7 г/см3
Плотность при температуре плавления
2,55 г/см3
Плотность в момент плавления
2,38 г/см3
Плотность жидкого алюминия при 10ОО °С
2,29 г/см3
Температура плавления
660 °С
Температура кипения
2500 ОС
Сопротивление на разрыв
11,4 кг/мм2 .
Удельное электросопротивление
0,028 Ом • мм2/м
Коэффициент линейного расширения
23-1О* 6
Усадка при переходе
из жидкого состояния в твердое
6 ,6 %
Теплоемкость при 0 ОС
0,21 кал/г °С
Скрытая теплота плавления
93 кал/г
В расплавленном состоянии алюминий жидкотекуч и хорошо
заполняет формы при литье. В твердом виде алюминий легко под­
дается ковке, прокатке, волочению, резанию, сварке. Из алюминия
вытягивают тончайшую проволоку и катают фольгу. Порошок алюми­
ния при нагревании на воздухе воспламеняется и сгорает с выделе­
нием большого количества тепла (400 ккал/г-атом).
Электропроводность алюминия технической чистоты (99,5%
AL) составляет 62,5% от электропроводности меди.
Алюминий нетоксичен и немагнитен.
Алюминий дает сплавы со всеми металлами, кроме свинца.
Значительная часть алюминия используется в виде сплавов с кремни­
ем, медью, магнием, цинком, никелем, титаном и другими цветными
металлами.
Промышленные алюминиевые сплавы обычно содержат не
менее двух-трех легирующих элементов, которые вводятся в алюми­
ний, главным образом,, для повышения механической прочности.
Алюминиевые сплавы делятся на деформируемые и литей­
ные.
Деформируемые сплавы подвергают горячей и холодной об­
работке давлением, поэтому они должны обладать высокой пластич­
ностью. Из деформируемых сплавов широко известен д ю р а л ю м и ­
н и й (сплав алюминия с медью (3-4%), магнием (0,5-1%), марганцем
(6,5%).
Из литейных сплавов получают фасонные отливки различной
конфигурации. Широко известны литейные сплавы на основе алюми­
ния - с и л у м и н ы , в которых основной легирующей добавкой
служит кремний (10-13%).
Наиболее ценными свойствами алюминиевых сплавов явля­
ются малая плотность (2,65-2,8), высокая удельная прочность и стой­
кость против атмосферной коррозии.
—
10 —
Основные области применения алюминия и его сплавов:
1. Авиационная и автомобильная промышленность.
2. Железнодорожный и водный транспорт.
3. Машиностроение.
4. Электротехническая промышленность и приборостроение.
5. Промышленное и гражданское строительство.
6 . Химическая промышленность.
7. Ядерная энергетика, электроника, радиолокация.
6 . Защита металлических поверхностей от действия химиче­
ских веществ и атмосферной коррозии.
9. Черная металлургия (раскисление стали).
10. Сварка стальных деталей методом алюминотермии.
11. Получение некоторых металлов алюминотврмическим
способом (хром, кальций, марганец).
12. Пищевая промышленность (фольга и емкости для хране­
ния продуктов).
13. Бытовая промышленность (посуда, мебель и предметы
бытового обихода).
По масштабам производства и значению в народном хо­
зяйстве алюминий прочно занимает первое место среди Других цвет­
ных металлов.
3. ОСНОВЫ ФИЗИКИ И ХИМИИ.
Ф и з и ч е с к и м и т е л а м и называются все окружающие
нас предметы : тетрадь, стол, молоток, шумовка, металл, электролит и
т.д.
В е щ е с т в о м называется все то, из чего состоят физиче­
ские тела: бумага, дерево, железо, стекло, резина, криолит, глинозем
и др.
Я в л е н и я м и называются всякие изменения, происходя­
щие с физическими телами. Явления могут быть физическими и хими­
ческими.
Ф и з и ч е с к и м и я в л е н и я м и называют такие явления,
при которых не происходит коренного изменения вещества, из которого
состоит физическое тело (перемещение в пространстве, превращение
—
11 —
стальной болванки в деталь, нагревание, плавление, испарение, пе­
ремещение электронов по проводнику и т.д.).
Х и м и ч е с к и м и я в л е н и я м и Называют такие явления,
при которых изменяется само вещество (горение, брожение, электро­
лиз и др.).
Ф и з и к а изучает физические явления: движение различных
тел, звуковые, тепловые, световые, электрические и др. явления.
Х и м и я изучает изменения внутренней природы тел, т.е..
изменения и превращения веществ.
Физические тела состоят из мельчайших частиц - молекул и
существуют в т р е х с о с т о я н и я х : т в е р д о м , ж и д к о м и
газообразном.
К т в е р д ы м т е л а м относятся такие, которые способны
сохранять форму и свой объем: дерево, стекло, алюминиевая чушка,
камень и др. Для изменения формы твердого тела нужно приложить
физическое усилие.
К жидким
т е л а м относятся такие, которые имеют
определенный объем, но не способны сохранять определенную фор­
му. вода, бензин, молоко, спирт, электролит в ванне, расплавленный
алюминий и пр. Жидкие тела приобретают форму сосуда, в котором
они находятся.
К газообразным
относятся такие тела (вещества),
которые не имеют ни определенной формы, ни определенного объема:
воздух, кислород, хлор. Под воздействием внешних сил газы легко
сжимаются. В свободном состоянии газы стремятся занять возможно
больший объем.
Многие вещества при определенных условиях могут перехо­
дить из одного физического состояния в другое. Жидкая вода, напри­
мер, при охлаждении превращается в твердое состояние (лед, снег),
при нагревании она превращается в газообразное состояние (пар).
М а с с о й т е л а называется сила, с которой каждое тело
притягивается к земле.
За единицу массы принят один килограмм (1 кг). Один кило­
грамм - это масса одного литра чистой воды при температуре 4 °С.
1 грамм ( 1 г) - величина в 1 0 0 0 раз меньше 1 кг. 1 тонна ( 1 т) - величи­
на в 1 0 0 0 раз больше 1 кг.
—
12 —
Удельной
п л о т н о с т ь ю называется масса 1 см3
вещества, выраженная в граммах.
Масса тела в граммах
Удельная плотность®--------------------------------Объем тела в см3
Несмешивающиеся жидкости в одном сосуде располагаются в
зависимости от удельной плотности, жидкость с большей удельной
плотностью располагается ниже. Примеры: металл и электролит в
ванне, вода и растительное масло, вода и бензин.
.
Т е м п е р а т у р о й называется степень нагретости тела.
При изменении температуры изменяется объем физических
тел и их удельная плотность, для разных веществ - в различной сте­
пени.
Как правило, при повышении температуры объем тела увели­
чивается, а его удельная плотность уменьшается, т.к. происходит уве­
личение объема одной и той же массы. При повышении температу­
ры до определенных условий происходит плавление и кипение.
Т е м п е р а т у р о й п л а в л е н и я называют такую тем­
пературу, при которой вещество из твердого состояния переходит в
жидкое состояние.
Т е м п е р а т у р о й к и п е н и я называют такую температу­
ру, при которой вещество из жидкого состояния переходит в газообраз­
ное.
В природе имеются примеры перехода вещества из твердого
состояния сразу в газообразное, минуя фазу жидкого состояния. Это
явление называется с у б л и м а ц и е й .
Т е м п е р а т у р а измеряется термометрами, пирометрами,
термопарами.
В устройстве термометров используется явление расширения
тел при нагревании (ртутный и спиртовый термометр). В устройстве
пирометров используется явление одинакового свечения всех ве­
ществ при одинаковой температуре. Пирометры используются для
измерения высоких температур (> 500 ОС), когда нагретое тело начи­
нает светиться. В устройстве термопар используется явление протека­
ния электрического тока, если спай и концы некоторых пар проводни­
ков поместить в условия разных температур. Температура электролита
в электролизной ванне, как правило, замеряется термопарами (хро-
—
13 —
мель-алюмелевая термопара). В термопарах используются и другие
пары проводников: платина-платинородий, медь-константан.
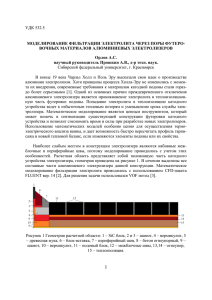
Температура тела при нагревании увеличивается, а при плав* .
лении и кипении остается неизменной, т.к. для превращения вещест­
ва из твердого в жидкое состояние и из жидкого в газообразное тре­
буется затрата тепла на преодоление молекулярных сил сцепления.
Рис. 1. Изменение температуры при плавлении и кипении.
За единицу тепла принята калория.
К а л о р и я - это такое количество тепла, которое нужно со­
общить 1 грамму воды, чтобы нагреть его на 1 °С.
Удельной теплоемкостью
называется такое
количество тепла, которое нужно для нагревания 1 грамма вещества
на 1 ОС.
Удельная теплоемкость различна для различных веществ:
Алюминий - 0,21 кал.
Железо
- 0,11 кал.
Стекло
- 0,15 кал!
Спирт - 0,56 кал.
Керосин - 0,51 кал.
Вода
- 1,0 кал.
Любое вещество состоит из мельчайших частйц, называемых
молекулами. Молекулы находятся в постоянном движении. Температу­
ра определяет скорость движения молекул. Чем выше температура -
тем выше скорость движения молекул и наоборот, чем быстрее дви­
жутся молекулы, тем выше температура тела.
T i p и м е р. Нагревание проволоки при расплющивании ее
молотком. Удары молотком увеличивают скорость движения молекул
в проволоке и она при этом нагревается.
Вещества бывают простыми и сложными.
Простыми
веществами называются такие, которые не
делятся на еще более простые. Наименьшая частица простого ве­
щества, сохраняющая химические свойства этого вещества, назы­
вается а т о м о м . Простые вещества состоят из одинаковых атомов.
Вещества, состоящие из 2-х или нескольких различных ато­
мов, называются с л о ж н ы м и в е щ е с т в а м и .
Наименьшвя частица сложного вещества, сохраняющая его
химические свойства, называется м о л е к у л о й .
Молекулы одного веществе друг от друге не отличаются. При
физических явлениях молекула не изменяется, а при химических явле­
ниях состав молекулы изменяется.
Х и м и ч е с к о й р е в к ц и е й называется явление, приво­
дящее к изменению вещества.
Основу химии составляет з в к о н с о х р а н е н и я в е ­
щ е с т в а , который заключается в том, что м а с с а в е щ е с т в ,
в с т у п а ю щ и х в х и м и ч е с к у ю реакцию, равнв мес­
се в е щ е с т в , п о л у ч е н н ы х в р е з у л ь т а т е э т о й ре­
акции.
Закон сохранения вещества открыли независимо друг от друга
великий русский ученый М. В. Ломоносов и французский ученый Лввуазье, поэтому этот закон носит название з а к о н а Л о м о н о с о ­
ва-Лавуазье.
Простые вещества носят название х и м и ч е с к и х э л е ­
ментов.
К настоящему времени известно 107 химических элементов, из
них в свободном состоянии встречаются около 2 0 , остальные встре­
чаются в виде химических соединений. Химические элементы в приро­
де распространены неравномерно. Не долю 10 элементов приходится
99,4% мессы земной коры, воды и атмосферы.
—
15 -
Таб. 1. Распространение химических элементов:
Кислород -46,5%
Магний - 2,2%
Кремний -28%
Титан
- 0,5%
Алюминий - 8 %
Водород- 0,2%
Железо
- 5%
Кальций * 3,5%
- 99,4%
Натрий
- 3,0%
Остальные химич
- 2,5%
Калий
элементы - 0 ,6 %
Обозначение химических элементов производится буквами
латинского алфавита во всех странах мира одинаково.
Таб.2. Обозначение некоторых химических элементов.
IBu
I
u b m
химического
элемента
ЗЬомчеекое
обозначение
Проиеноаение
|
алниияий
|
На
о
ие
натрий
I
|
|
Железо
Кремний
Г
Fe
81
фтор
феррум
СИ
|
|
1
|
|
|
Алюнииий
Кислород
Углерод
АХ.
О
|
|
Натрий
«тор
]
I
С
I
Кальций
Са
кальции
|
|
I
водород
Маркий
аж
|
иапий
1
I
Медь
Серебро
В
Mg
CU
аргентуи
Г
|
|
|
Ртуть
хидраретфук ,
!
... Ли •. ....
Яд
куирун
Х и м и ч е с к а я ф о р м у л а в е щ е Ь т в а - это химиче­
ское обозначение молекулы вещества.
Химическая реакция, записайная с Помощью химических фор­
мул, носит название х и м и ч е с к о г о у р а в н е н и я.
Например: гАЬгОз» 4AL + ЗОг -
—
16 —
Таб.З. Формулы некоторых веществ, встречающихся
при производстве алюминия.
Н ивш е
вещества
Химическая формула
молекулы
AL203
Проивномиие
Глинами
Криолит
НаэАЫб
алюминий два о три
натрий три алпмний
Фтористай алюминий
ALF3
фтор кость
алюминий фтор три
Фтористый натрий
Фтористый кальций
ЯаГ
СаГ2
МдГ2
♦тщ яю яй каткий
Углекислый гав
со2
со
натрий фтор
кальций фтор два
магний фтор два
цф о два
Угарюй гав
Сода
Карбид ангапит
Окись п а е а а
Окись кремния
Вода
*Ч С 3
Fe203
8Ю2
В20
це о
натрий два це о три
аляюший топф о це три
Форрум два о три
си о два
аж два о
Оккеь магник
Фтористый водород
МдО
HF
магний о
аа фтор
нагсоз
Такая химическая реакция происходит в электролизере при
электролитическом получения алюминия. Из химического уравнения
видно, что при разложении двух молекул глинозема получается четыре
атома алюминия и шесть атомов кислорода. Но и по химическому
уравнению видно, что две молекулы глинозема тоже содержат в себе
четыре втома алюминия и шесть атомов кислорода. Мы видим, что
левая часть уравнения по количеству алюминия и кислорода равна
правой части. В этом и заключается закон сохранения вещества.
Если формулы химических веществ, участвующих в хими­
ческой реакции, записаны правильно и само химическое уравнение
правильно отражает химический процесс, то правая часть уравнения
по массе веществ всегда будет равна левой части.
Виды х и м и ч е с к и х рее кций:
1. Химические реакции, когде из двух, или нескольких веществ
образуется одно или несколько более сложных веществ, назы­
ваются р е а к ц и я м и с о е д и н е н и я .
С + О ■ СО
С +
2 0
= СОг
2 AL + 3 0 = AL2 O3
2. Химические реакции, когда из одного более сложного ве­
щества получается 2 или несколько более простых веществ, назы­
ваются р е а к ц и я м и р а з л о ж е н и я .
2 AL2 O3 = 4AL ♦ 3 0 2
2
Н гО =
2
Н 2 +О 2
3. Химические реакции, когда одно простое вещество заме­
няет в сложном веществе другое простое вещество, называются р еа к ц и я м и за м е щ е н и я.
CU2 SO4 ♦ Fe = FeS0 4 + 2 Си
А т о м н а я м а с с а э л е м е н т а - это число, показы­
вающее во сколько раз атом какого-либо элемента тяжелее атома
другого элемента.
В качестве единицы сравнения с 1961 г. принята 1/12 часть
массы атома углерода.
А т о м н о й м а с с о й э л е м е н т а - называется число,
показывающее во сколько раз атом данного элемента тяжелее 1 /1 2
части массы атома углерода.
Г р а м м - а т о м о м называется количество вещества, масса
которого, выраженная в граммах, численно равна атомной массе дан­
ного элемента.
Например:
Грамм-атом алюминия =27 грамм.
Грамм - атом кислорода = 16 грамм.
и я г. г. о_ц. называется число, показыМоле
вающее во сколько ра£.йвов*‘ молекулы цанного вещества тяжелее
1 /1 2 части масод тйЯ^МДОдЗММой'Ысул рная масса подсчитываета кад е м ик С .Бейсем бэва
атындагы гылыми
К1ТАПХАНАСЫ
—
18 -
Таб.4. Атомная масса и валентность
некоторых химических элементов.
I Хииичес-| Атом­ |Вал«Н!Г- Химичес­ Атомная |Валентность|
( кий м е *| ная I кость кий м е - масса
ИС1ГТ
I нехт
| масса
1 AL
1
О
1 С
1
На
1
Г
f Fe
1
si
|
I
I
|
|
|
t
27
16
12
23
19
56
28
1 3(1)
1 2
1 4(2)
i 1
| 1
1 3(2)
I 4
CL
Са
Mff
В
Си
М
X
35
40
24
1
2
1
1
1
1
2
64
108
39
1
1
1
2
1
1
1
t
I
|
1
(1 )
|
1
1
1
ся путем суммирования атомной массы всех химических элементов,
входящих в состав молекулы.
П р и м е р . Какова молекулярная мессе глиноземе (AL2 O3 ) и
криолита (N8 3 ALFg) ?
Молекулярная масса AL2 O3 =2-27 + 3 >16=102
Молекулярная масса NasALFe = 3-23 + 27 + 6 -19=210
Г р а м м - м о л е к у л о й называется количество вещества,
масса которого, выраженная в граммах, численно равна молекулярной
массе данного вещества.
Так, грамм-молекула глинозема равна 102 граммам, грамммолекула криолита равна 2 1 0 граммам.
Атомная масса и молекулярная масса - числа относительные.
Грамм-атом и грамм-молекула - числа абсолютные.
По химической формуле любого вещества можно подсчитать %
содержание входящих в него химических элементов.
По химическому уравнению можно для заданных условий под­
считать количество вступающих в реакцию веществ и количество ве­
ществ, полученных после реекции.
Г р а м м - э к в и в а л е н т - это масса в граммах, равная
эквиваленту элемента.
Атомная масса элемента
Эквивалент элемента =
Валентность элемента
Таб.5. Эквиваленты и грамм-эквиваленты
некоторых химических элементов.
|
Химический
|
элемент
Эквивалент
момента
Грамм эквивалент
I
Алшмний
|
27
3 - 9
Кислород
1
1
1
16
2 •
12
4 - 3
23
1
|
19
56
I 108
1 —108
Углерод
Натрий
♦тор
Хелеэо
Серебро
9
8
храни
в
грамк
3
храмма
1 — 23
23
храмиа
1 - 1»
19
r p a ii
Э - 18,7
18, 7 х р а м а
108
храмм
\
Эквивалент элемента - величина относительная,
Грамм-эквивалент - величина абсолютная.
Валентность - это способность атома элемента присоединять
или замещать в различных химических соединениях определенное
число атомов других элементов.
В качестве единицы валентности выбран в о д о р о д .
В а л е н т н о с т ь - это число, показывающее сколько атомов
водорода присоединяет или замещает атом данного элемента (см.
таб. 4.).
Р а с т в о р и м о с т ь - это способность веществ давать с
растворителем однородные смеси.
Растворители: вода, бензин, спирт, расплавленный криолит и
др:
‘ . -•
•
В 100 г воды растворяется 200 г сахара.
В расплаве чистого криолита при 1000 °С растворяется при­
мерно 16% глинозема, т.е. в 1 т жидкого криолита растворяется 160 кг
глинозема.
—
20 —
В электролите работающего электролизера (КО*2,6-2,75;
Т=965 ОС) растворяется примерно 10% глинозема, т.е. в 1 т электроли­
та растворяется 1 0 0 кг глинозема.
4. ОСНОВНЫЕ СВЕДЕНИЯ ПО ЭЛЕКТРИЧЕСТВУ.
4.1.П о н я т и е о б э л е к т р и ч е с к и х
явлениях.
С электрическими явлениями люди познакомились очень дав­
но.
Такие явления, как гроза, были известны еще первобытным
людям.
В древней Греции ученые знали, что, если взять янтарную
палочку и потереть ее о шерсть, она приобретет свойство притягивать
к себе легки» тела, например, кусочки бумаги, пушинки.
Это явление было названо электричеством, от греческого сло­
ва "электрон*, что в переводе на русский язык означает я н т а р ь .
Впоследствии было замечено, что свойствами наэлектризовы­
ваться от трения обладают не только янтарь, но и, например, каучуко­
вые и стеклянные палочки.
Если взять две каучуковые палочки, потереть их суконкой,
поместить одну из них на острие, чтобы она могла вращаться как
стрелка компаса, затем поднести к ней другую, то мы заметим, что
вращающаяся палочка будет отходить, отталкиваться от палочки, на­
ходящейся в наших руках.
Если к такой же, находящейся на острие, каучуковой палоч­
ке поднести натертую кожей стеклянную палочку, то обе палочки будут
друг к другу притягиваться.
Из этого опыта становится ясным, что существует два вида
электризации или два вида электричества. Электризацию стеклянной
палочки назвали положительной, а электризацию каучуковой - отри­
цательной. Значит, в природе существует два вида электричества:
положительное и отрицательное. Можно сделать вывод: тела, заря­
женные одноименным электричеством, отталкиваются; тела, заря­
женные разноименным электричеством, притягиваются друг к другу.
До XIX века об электричестве знали мало.
Серьезным изучением электрических явлений стали занимать­
ся лишь после того, как была открыта их техническая применимость.
4.2. Э л е к т р и ч е с к и й ток.
В начале XIX века было установлено, что при некоторых усло­
электрические заряды могут двигаться по проводникам.
Перемещение по проводнику электрических зарядов называет­
ся э л е к т р и ч е с к и м т о к о м . Скорость электрического тока
огромна : она равна 300000 км в секунду. Свойство тел проводить
электрический ток называется э л е к т р о п р о в о д н о с т ь ю .
Но не все теле обладают таким свойством. Тела, проводя­
щие электрический ток, называются п р о в о д н и к а м и .
Тела, не проводящие электрический ток, называются и з о л я ­
торами.
Хорошо проводят электрический ток все металлы, уголь и
некоторые электролитически диссоциированные жидкости (растворы
кислот, щелочей и солей, расплавы солей и растворы окислов в рас­
плавах), называемые электролитами. (См. раздел 5.1. Электролитиче­
ская диссоциация).
Не проводят электрический ток стекло, резина, фарфор, сухое
дерево и многие другие вещества.
Для того, чтобы вызвать протекание электрического тока по
проводнику, нужно иметь налицо два обязательных условия:
- источник тока (аккумуляторные батареи, электрические ма­
шины, установленные на электростанциях);
- замкнутую электрическую цепь, состоящую из проводников,
по которым ток потечет.
Отсутствие хотя бы одного из этих условий делает протека­
ние электрического тока невозможным.
Назначение источника тока заключается в том, чтобы создать
на концах проводника электродвижущую силу (ЭДС), различное со­
стояние электричества, различные уровни электричества или, как в
технике принято говорить, р а з н о с т ь п о т е н ц и а л о в .
Движение электрических зарядов можно сравнить с движением
воды в сообщающихся сосудах. Вода всегда потечет от более высоко­
го к более низкому уровню.
виях
Мы не в состоянии видеть, как течет ток по проводнику. Про­
хождение электрического тока при движении по проводнику обнаружи­
вается по действию тока:
- по нагреванию проводника;
- по отклонению магнитной стрелки, поднесенной к проводни­
ку;
- по свечению электрической лампочки;
- приборами (амперметр, вольтметр).
4.3. П е р е м е н н ы й и п о с т о я н н ы й
ток.
Замкнутая электрическая цепь может состоять из любых про­
водников или, как их называют, п о т р е б и т е л е й тока (приемников
тока).
Спирали электроплитки, электрическая лампочка, электромо­
тор, электропечь для выплавки стали, электролизная ванна для полу­
чения алюминия или чистой меди - все это п р и е м н и к и т о к а .
Однако для различных целей необходим разный электриче­
ский ток. В технике применяют два вида электрического тока: п о с т о ­
янный и переменный.
П о с т о я н н ы м называется ток, который все время течет в
одном и том же направлении.
П е р е м е н н ы й т о к - это ток, который много раз в секунду
меняет свое направление.
Вырабатываемый на электростанциях ток имеет частоту коле­
баний 50 герц, т.е. меняет свое направление 100 раз в секунду. Это
объясняется тем, что источники переменного тока создают повышен­
ный уровень электричества попеременно, то на одном, то на другом
конце электрической цели.
Для большинства целей в технике вполне пригоден и приме­
няется п е р е м е н н ы й электрический ток. Такой ток вырабаты­
вается на электростанциях (ГЭС, ТЭС, ТЭЦ, АЭС).
Для получения алюминия электролизом и для электролиза
вообще применим только постоянный ток, поэтому получаемый алю­
миниевыми заводами с электростанций переменный ток, прежде чем
поступить в корпуса электролизного цеха, превращается (преобраэовы-
вается) в постоянный. Производится это на преобразовательных под­
станциях с помощью специального электрического оборудования
(мотор - генераторы, ртутные выпрямители, кремниевые выпрямите­
ли).
Наиболее экономичными являются кремниевые выпрямители.
Коэффициент преобрезования:
мотор-генераторы
- 0,90
ртутные выпрямители
- 0,93-0,94
кремниевые выпрямители >0,97
Преобразовательные подстанции ТадАЗа (КПП) оборудованы
кремниевыми выпрямителями.
В дальнейшем мы будем изучать постоянный электрический
ток, применяемый при электролитическом получении алюминия.
4.4. Е д и н и ц ы и з м е р е н и я п о с т о я н н о г о
э л е к т р и ч е с к о г о токе.
Количество
э л е к т р и ч е с т в а . Кулон.
За единицу количества электричества принимают такое его
количество, которое при прохождении через раствор азотнокислого
серебра (АдЫОз) выделит на катоде 1,118 миллиграмма серебра. Это
количество электричестве назвали к у л о н о м .
П р и м е р . Сколько кулонов электричества прошло через
раствор азотнокислого серебра, если не катоде выделилось 55,9 мг
серебре?
Р е ш е н и е . 1 кулон выделяет 1,118мг.
55,9
Прошло ---------- * 50 кулонов.
1,118
Кулон - очень маленькое количество электричества. На прак­
тике пользуются более крупной единицей ампер - часом. А м п е р ч а с равен 3600 кулонам.
—
24 —
С и л а то к а . А м п е р .
Количество электричества, протекающее через поперечное
сечение проводника в одну секунду, называется с и л о й т о к а . За
единицу силы тока принимают один а мп ер .
А м п е р - это такая сила тока, при которой в одну секунду
через поперечное сечение проводника проходит один кулон электри­
чества. Обозначение ампера - А.
Следовательно, если через поперечное сечение проводника
в 1 секунду прошло 100 кулонов, то сила тока равна 100 А и т.д. Для
малых сил тока применяется единица в 1 0 0 0 раз меньшая - миллиам­
пер (мА). Для очень больших сил тока применяется единица измере­
ния в 1000 раз большая - килоампер (кА).
Сила тока измеряется а м п е р м е т р а м и .
С о п р о т и в л е н и е п р о в о д н и к о в . Ом.
Свойство проводников влиять на силу тока в цепи называется
сопротивлением.
Чем легче проводник пропускает ток, тем меньше его сопроти­
вление. Чем большее препятствие создает проводник для прохожде­
ния тока, тем его сопротивление больше. Сопротивление проводника
зависит от материала проводника, его длины, поперечного сечения и
температуры.
За единицу сопротивления принят Ом (обозначение П).
О м - это сопротивление столбика ртути длиной 106,3 см,
поперечным сечением 1 мм2 при 0 °С.
Проводники из различных материалов обладают разным со­
противлением.
Сопротивление 1 метра проводника при его поперечном сече­
нии в 1 мм2 называется у д е л ь н ы м с о п р о т и в л е н и е м
и обозначается греческой буквой р(ро).
Наилучшими проводниками электрического тока являются:
серебро - р * 0,016 Ом • мм2/м
медь
- р =0,0175 Ом-мм2/м
алюминий - р * 0,028 Ом• мм2/м
Сопротивление проводника определяется по формуле:
—
25 —
L
r = p — \ Гдв:
S
- R - сопротивление, Ом
p - удельное сопротивление, Ом • мм2/м
L - длина проводника, м
S - поперечное сечение, мм2
П р и м е р .
Удельное сопротивление алюминия равно
0,028 Ом • мм2/м. Какое будет сопротивление у алюминиевой шины
длиной 100 м и поперечным сечением 50 см2.
Решение.
L
0,028 -100
R = р — = ----------------= 0,00056Ом
S
50-100
Н а п р я ж • ци 9 т о к а . В о л ь т .
Н а п р я ж е н и е электрического тока - это разность элек­
трических уровней (электродвижущая сила), которая заставляет
электрические заряды перемещаться по проводникам. Чем больше
эта разница уровней на концах проводника, тем, очевидно, больше
должно протечь электричества в единицу времени, т.е. сильнее дол­
жен быть ток. Напряжение в цепи создает источник тока. Напряжение
обозначается буквой U.
За единицу напряжения принят 1 в о л ь т (обозначение В).
Один- в о л ь т - это напряжение, необходимое для того, что­
бы в проводнике, имеющем сопротивление 1 Ом, протекала сила тока
в1Л
В технике приходится встречаться с самыми различными на• пряжениями от тысячных долей вольта (милливольт) до величин в
1000 раз больше (киловольт). Вот примеры:
Напряжение карманной батарейки - 4,5 В, в городской освети­
тельной сети - 220 В, на электролизной ванне - 4,2 В, на линии переда­
чи тока на большие расстояния -150000 В.
Напряжение измеряется в о л ь т м е т р а м и (милли­
вольтметрами, киловольтметрами).
—
26 —
Р а б о т а то к а . Д ж о у л ь .
Электрическая энергия - является универсальным видом энер­
гии. Она может совершать:
м е х а н и ч е с к у ю работу (работа станков, грузоподъем­
ных машин, движение электропоездов, пуск в работу автомобилей и
пр.);
х и м и ч е с к у ю (электролиз алюминия, меди, цинка и др.);
т е п л о в у ю (электропечь, электролизер, электроплита и
ДР.);
с в е т о в у ю (освещение);
э л е к т р о в о л н о в у ю (радио, телеграф) и др.
Электрическая энергия может быть передана на очень
большие расстояния с небольшими потерями.
Электрическая энергия может быть разделена на любые мел­
кие доли и собрана на любые мощности...
Р а б о т а электрического тока вычисляется умножением
силы тока в амперах на напряжение в вольтах и на время действия
тока в секундах. Работа тока измеряется в д ж о у л я х.
А = JUt, где:
А - работа электрического тока, в джоулях
J - сила тока, А
U - напряжение, В
t - время, сек.
1 д ж о у л ь - это работа, произведенная электрическим током
силой 1 А и напряжением 1 В за 1сек.
К и л о д ж о у л ь= 1000 джоулей.
П р и м е р . Сколько джоулей работы произведет ток силой 5 А
при напряжении 2 В в течение 30 минут.
Р е ш е н и е . A-JUt = 5 ■2 ■(30 х 60)*18000 джоулей.
На практике применяется другая единица работы (киловатт час), с которой познакомимся позднее.
—
27 —
М о щ н о с т ь тока.
ток
Ватт.
Мощность тока численно равна работе, которую производит
за 1 сек.
A
JUt
N = ---------------- = JU, где;
X . t
N - мощность тока, в ваттах (Вт)
А - работа электрического тока, в джоулях
t - время, сек.
J - сила тока, в амперах (А)
U - напряжение, в вольтах (В)
М о щ н о с т ь т о к а р а в н а п р о и з в е д е н и ю си­
т о к а в а м п е р а х на н а п р я ж е н н е е в о л ь т а х .
Единица мощности в а т т - это мощность тока при напряже­
нии в 1 В и силе тока 1 А.
В а т т - величина очень маленькая. На практике мощность
измеряется в киловаттах. 1 киловатт (кВт)= 1000 ватт (Вт).
П р и м е р . Определить мощность, потребляемую электролиз­
ной ванной для получения алюминия, если она работает на силе
тока 160 кидоампер, а среднее напряжение составляет 4,55 В.
Р е ш е н и е . N = J • U = 160к А • 4,55 В = 728кВт.
П р и м е р . Определить мощность, потребляемую этой же
ванной во время вспышки, когда напряжение на ней равно 25 В.
Р е ш е н и е . N = J • U = 160 кА • 25 В = 4000 кВт.
Зная практическую единицу мощности - киловатт, мы можем
определить и практическую единицу работы электрического тока. На
практике в качестве единицы работы пользуются киловатт-часом (кВтч), работой, совершаемой мощностью в 1кВт на протяжении одного
часа.
лы
1кВт-ч = 3600000 джоулей.
—
28 —
4,5. З а к о н ы э л е к т р и ч е с к о г о т о к а .
Закон
О м а.
Одним из основных законов электрического тока является
закон Ома, устанавливающий зависимость между напряжением в элек­
трической цепи, ее сопротивлением и силой тока.
Закон Ома читается так:
Сила тока в п р о в о д н и к е п р я м о пр о п о р ­
ц и о н а л ь н а н а п р я ж е н и ю на е г о к о н ц а х и о б р а т ­
но п р о п о р ц и о н а л ь н а е г о с о п р о т и в л е н и ю .
U
Формула закона Ома: vJ = — , где;
R
J - сила тока в проводнике, А
U - напряжение на концах проводника, В
R - сопротивление проводника, Ом
Сила тока численно равна напряжению, деленному на сопро­
тивление. Из этой же формулы следует, что:
1)
U = J-R, т.е. напряжение численно равно силе тока, ум
женной на сопротивление.
• - и
•*
2 ) R = — , т.е сопротивление численно равно напряжению,
.J
деленному на силу тока.
Во всех этих формулах сила тока берется в амперах (А), на­
пряжение в вольтах (В), сопротивление в омах (О).
П р и м е р . Определить силу тока в цепи, если известно, что
напряжение равно 20 В, а сопротивление 5 Ом.
Ч
U
20
Р е ш е н и е . J = -—- = — = 4 А
R
5
П р и м е р . Какое напряжение нужно иметь на концах провод­
ника, чтобы при сопротивлении 0,1 Ом, сипа тока в нем была 200 А
Р е ш е н и е . U * J-R = 200 • 0,1 = 20 В
П р и м е р . Определить сопротивление электролизной ванны
для получения алюминия, если известно, что рабочее напряжение на
ней равно 4,4 В, а сила тока 175 кА.
U
4,4
Р е ш е н и е . R = — * ---------- = 0,000025Ом
J
175000
Сопротивление очень маленькое, двадцать пять миллионных
долей ома. Объясняется это тем, что сопротивление проводника тем
меньше, чем больше его поперечное сечение. А поперечное сечение
электролизера равно многом миллионам квадратных миллиметров
(Площадь шахты электролизера на указанной ванне равна 9850x3860=
38021000 мм2).
Закон Л анца-Д ж оуля.
При прохождении через проводники электрического тока в них
выделяется тепло. Выделение тепла в проводниках есть превраще­
ние электрической энергии в тепловую.
Количество тепла измеряется в калориях.
К а л о р и е й называют количество тепле, необходимое для
нагревания 1 г чистой воды на 1 °С.
Как подсчитать работу электрического тока в джоулях мы уже
знаем:
А = JUt, где:
А - работа в джоулях
J - сила тока в А
U - напряжение в В
t - время в секундах.
Нужно определить сколько калорий соответствуют 1 джоулю.
Многочисленная проверка на опытах показала, что джоуль
соответствует 0,24 кал.
Теперь легко подсчитать тепловой результат прохождения
тока по проводнику.
Q = 0,24JUt, где:
(1)
Q - количество тепла, выделяющееся при прохождении элек­
трического тока по проводнику, в калориях (кал).
0,24 - коэффициент перехода одного джоуля в калории.
J - сила тока, А
U - напряжение, В.
t - время, сек.
Выше приведенная формула носит название закона Л е н ц а Д ж о у л я и читается так:
К о л и ч е с т в о тепла, в ы д е л я ю щ е е с я в про­
в о д н и к е при п р о х о ж д е н и и ч ер ез него э л е к т р и ­
ч е с к о г о тока, тем больше, ч ем б о л ь ш е с и л а то ­
ка, е г о н а п р я ж е н и е и в р е м я д е й с т в и я .
Ло Закону Ома U=JR, подставив это значение в формулу
закона Ленца - Джоуля, получим: Q = 0,24J2Rt,
(2),
т.е. количество выделившегося тепла можно подсчитать и тогда, когда
известно сопротивление, но неизвестно напряжение.
П р и м е р . Сколько тепла выделится в 1 минуту в проводни­
ке, если сила тока 2 А, а сопротивление 10 Ом? Решаем по формуле
(2):
Q*0.24J2RI = 0,24• 2 *-10. • 60»576кал.
П р и м е р . Сколько тепла в час выделится в электролизной
ванне для получения алюминия, если известны следующие данные:
Напряжение на ванне = 4,35 В, сила тока 160000 А Сколько
воды, находящейся при 0 °С, можно было бы за счет этого тепла на­
греть до 1 0 0 ОС, т.е. вскипятить ?
Решаем по формуле <1 ):
Q = 0.24JU1 = 0,24*160000 -4,35 -3600 = 601344000 кал - 601344 ккал.
Чтобы нагреть один кг воды на 1 ОС, нужно затратить 1 ккал.
Чтобы нагреть 1 кг воды до 100 °С, нужно затратить 100 ккал.
Сколько кг воды можно нагреть до 100 °С ?
601344 ккал
Р е ш е н и е . ------------------ 6013,44 кг воды.
1 0 0 ккал
4. 6. Способы п о д к л ю ч е н и я
п р и е м н и к о в т ок а.
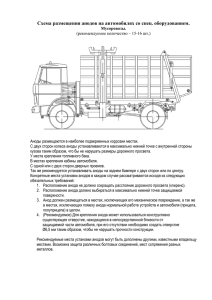
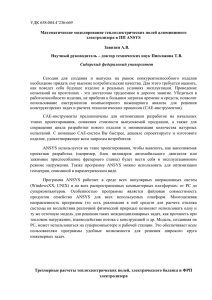
Элементарная схема электрической цепи с одним приемником
тока изображена на рис.2 .
Если же в электрическую цель включено несколько приемни­
ков тока, то их можно подключить по разному: последовательно, па­
раллельно и смешанным способом.
ч
1
-источник токаэлемент
2-выключатель
—
5
/
3-лампочка
накаливания
4-амперметр
2
5-вольтметр
Рис.2. Схема электрической цепи
с одним приемником тока.
Рис.З. Схема последовательного
соединения.
Рис.4. Схема параплельного соединения.
—
32 —
Не рисунках 3,4,5 стрелками
показано направление тока. Прием­
ники тока 1,2,3.
При последовательном соедине­
нии (рис.З) весь ток последователь­
но прокалит через все приемники
тока.
Последовательным
соединением (см.рис Л) называет*
ся такое соединение приемников
тока, когда они соединены в один
ряд - конец первого с началом
второго, конец второго с началом
третьего и т.д В атом случав весь
ток последовательно проходит
через все приемники тока. При
последовательном соединении:
Рис. 5. Схема смешанного соединения.
J общ = J f = J 2 = J 3
U общ * Uj + U2 + U3
R общ * R1 + R2 + R3
П а р а л л е л ь н ы м соединением (см. рис.4) называется
такое соединение приемников тока, когда ток разветвляется по
нескольким параллельным ветвям. При параллельном соединении:
J общ * J j ♦ J2 + J 3 ,
U общ * U1 = U2 = U3 ,
1
1
1
$ 1
Ro6 u;
R1
R2
R3
С м е ш а н н ы м соединением (см. рис.5) называется такое,
когда в одной электрической цепи одновременно есть участки с после­
довательным и параллельным соединением.
Примером
последовательного
соединения
приемников
(потребителей) тока является соединение электролизных ванн в одной
серии.
—
33 —
Примером параллельного соединения является подключение
анодов в многоанодных ваннах и илгырей - в одноанодных ваннах.
А м п е р м е т р (прибор для измерения силы тока) подключа­
ется п о с л е д о в а т е л ь н о .
В о л ь т м е т р (прибор для измерения напряжения) подклю­
чается п а р а л л е л ь н о .
<
5. ОСНОВНЫЕ СВЕДЕНИЯ ПО ЭЛЕКТРОХИМИИ.
Электрохимия изучает явления, связанные с изменением ве­
ществ под действием электрического тока.
5.1. Э л е к т р о л и т и ч е с к а я
диссоциация.
Из раздела 4.2 мы знаем, что электрический ток проводят не
только металлы и уголь, но и некоторые жидкости, называемые элек­
тролитами.
Электропроводность электролитов, т.е. таких проводников
тока, которые при прохождении электрического тока изменяют свой
состав, объясняется т е о р и е й э л е к т р о л и т и ч е с к о й д и с ­
с о ц и а ц и и , разработанной, в основном, Аррениусом. Главные
положения этой теории следующие.
1. Молекулы некоторых веществ в растворах и расплавах
подвергеются э л е к т р о л и т и ч е с к о й д и с с о ц и а ц и и , т . е .
распаду на отдельные заряженные частицы - ионы.
И о н ы - это атомы или группы атомов, несущие определен­
ные электрические заряды. Ионы, заряженные положительно, назы­
ваются
к а т и о н а м и . Ионы, заряженные отрицательно, назы­
ваются а н и о н а м и .
Явления электролитической диссоциации обозначаются так
же, как и химические реакции, например:
Cu2 S 0 4 о 2 Cu*+S0 4 - 2
2. Электропроводность электролитов объясняется тем, что под
влиянием напряжения, приложенного извне, ионы, несущие положи­
тельный заряд (катионы), движутся по направлению к отрицательно
заряженному электроду (катоду) и разряжаются там, получая с катода
недостающие электроны, а отрицательно заряженные ионы (анионы)
движутся к аноду и там разряжаются, отдавая аноду свои избыточные
электроны, осуществляя таким образом передачу тока через электро­
лит.
3. Электропроводность электролита зависит от с т е п е н и
д и с с о ц и а ц и и электролита. Степень диссоциации показывает
отношение числа диссоциированных молекул к общему числу молекул
электролита в расплаве или растворе. Чем выше степень диссоциации,
тем больше количество заряженных частиц в растворе и тем легче
осуществляется передача электрического тока через электролит.
4. Ионы в электролите несут одинаковое количество положи­
тельных и отрицательных зарядов, электролит на любом участке
внешне нейтрален, например:
NaCL <=> Na++C l'
ALF3
HCL
AL+3+3F
H++CL'
Катионами обычно являются металлы и водород, а анионами
металлоиды или их группы. Ч и с л о электрических з а р я д о в
ионов с о о т в е т с т в у е т химической в а л е н т н о с т и атомов.
5. Ионы при действии внешнего электрического поля, неза­
висимо друг от друга, движутся от одного электрода к другому
6 . Ионы сильно отличаются от соответствующих атомов по
своим свойствам. Так, металлический калий немедленно и бурно реа­
гируете водой, а ион калия К+ инертен по отношению к воде. Хлор - газ
обладает .резким запахом и является отравляющим веществом, а ион
CL* абсолютно лишен запаха и совершенно безвреден.
5.2. Н е к о т о р ы е г р у п п ы х и м и ч е с к и х
веществ с точки зрения э л е к­
тролитической диссоциации.
О к и с л ы . Окислами называются вещества, состоящие из
кислорода и какого-нибудь другого элемента.
—
35 —
MgO -окись магния
AL2 O3 - окись алюминия
СО2
-окись углерода
Fe2 0 3
Н20
S i0 2
-окись железа
-окись водорода
-окись кремния
Окислы могут быть получены различными путями: окисление
(горение), разложение солей при нагревании и др.
В расплавах солей, например в криолите, окислы металлов
диссоциируют на ионы:
AL2 O3 <* 2AL+3+30-2
Fe2 0 3 о 2Fe+3+30-2
S i0 2 <=> S i^+20-2
Окислы бывают солеобразующие и несолеобразующие.
Солеобразующие окислы: основные;
амфотерные;
кислотные (ангидриды).
При растворении в воде основные окислы образуют основа­
ния.
О с н о в а н и я - это соединения, полученные при реакции
окисла с водой, где в водном растворе из отрицательных ионов есть
только ионы гидроксила (ОН)- :
АЦОН) 3 <=>AL*3+3(OH)Fe(OH>3
Fe+3+3(OH)Щ е.л о ч и - это основания щелочных (К, Na) и щелочно­
земельных (Са, Mg) металлов:
КгО ♦ Н2 О = 2КОН;
Na20 ♦ Н20 = 2NaOH;
CaO + НгО = Са(ОН)2;
КОН
» К++ (ОН)*.
NaOH «■ Na*+ (ОН)-.
Са(ОН) 2<=> Са+*+ 2(ОНу.
К и с л о т ы - это соединения, дающие в водном растворе из
положительных ионов только ион водорода Н+ :
серная кислота
угольная кислота
H2 S0 4
2Н++ ЭОдН2СОз <=>2Н*+ СО3 -
—
36 —
соляная кислота
HCL
фтористоводородная
кислота
HF
<^> Н++ CL*
о Н++ F*
С о л и - это вещества, диссоциирующие в водных растворах
на положительно заряженные ионы металлов и отрицательно заря­
женные ионы кислотных остатков, т.е. в кислоте водород замещен
металлом:
C112SO4
Na2 C 0 3
NaCL
ALF3
5.3. П р о в о д н и к и
о 2Cu++ SO4 <» 2Na*+ СО3 « Na* + CL*
« AL+++ + 3F-
первого
и второго
рода.
Проводники электрического тока делятся на две группы: про­
водник первого рода и проводники второго рода.
К проводникам п е р в о г о р о д а относятся все металлы
и уголь.
К проводникам в т о р о г о р о д а относятся электролити­
чески диссоциированные жидкости: растворы кислот, щелочей и солей,
расплавы солей и растворы солей и окислов в расплавах.
Между проводниками первого рода и проводниками второго
рода имеются существенные различия.
1. Электрический ток в проводниках первого рода - поток
электронов, в проводниках второго рода - поток заряженных частиц
(ионов).
2. Проводники первого рода при прохождении электрического
тока не изменяют свой состав. Медь остается медью, алюминий алюминием, независимо от времени прохождения тока.
Электрический ток в проводниках первого рода - явление фи­
зическое.
Проводники второго рода изменяют свой состав при прохож­
дении эпектрического тока. Процесс прохождения тока - это одновре­
менно химический процесс изменения природы вещества. Так, в элек­
тролизере при прохождении тока глинозем (AL2 O3 ) разлагается на
алюминий и кислород.
3.
В проводниках первого рода можно обнаружить прохожд
ние электрического тока при любом напряжении на концах проводни­
ка, согласно закону Ома.
В проводниках второго рода электрический ток начинает про­
ходить, если приложено напряжение не меньше, чем н а п р я ж е ­
н и е р а з л о ж е н и я данного вещества.
5.4. Т е р м и н о л о г и я п р о в о д н и к о в
в т о р о г о рода.
Проводники второго рода называются э л е к т р о л и т а м и .
Процесс прохождения электрического тока по проводникам второго
рода называется э л е к т р о л и з о м .
Проводники первого рода, которыми электрический ток подво­
дится непосредственно к проводнику второго рода (электролиту), на­
зываются э л е к т р о д а м и.
'
Электрод, заряженный отрицательно, называется к а т о д о м .
Электрод, заряженный положительно, называется а н о д о м .
Установка, предназначенная для электролиза, называется
электролизером.
Молекула распадается в электролите на заряженные час­
тицы и о н ы .
Ионы, заряженные положительно, называются к а т и о н а м и. Ионы, заряженные отрицательно, называются а н и о н а м и .
5.5. Н а п р я ж е н и е
разложения.
Н а п р я ж е н и е м р а з л о ж е н и я называется наимень­
шее напряжение, при котором начинается процесс электролиза, т.е.
начинает проходить электрический, ток с выделением веществ на элек­
тродах.
Процесс электролиза складывается из процессов на катоде и
процессов на аноде. Рассмотрим какой-либо частный случай, напри­
мер, электролиз раствора хлорной меди СиС12. Хлорная медь в рас­
творе диссоциирует на ионы.
—
38 —
CuCL2 о Cu+2 t 2CLИстомник тока (элемент, аккумулятор или генератор постоянно­
го тока) направляет электроны на катод, создавая их избыток и сооб­
щая ему отрицательный заряд, а на аноде образуется при этом недо­
статок электронов, вследствие чего анод заряжается положительно.
Положительно заряженные ионы (катионы) Си* 2 притягивают­
ся к отрицательно заряженному катоду и разряжаются на нем, т.е.
присоединяют к себе два электрона и переходят в нейтральные атомы
металлической меди. Такие реакции называются электрохимическими.
Для нашего случая такая реакция пишется так
Си+ 2 + 2е-*С и, где е - электрон.
Медь отлагается на катоде в виде слоя металла. К положи­
тельно заряженному аноду притягиваются отрицательно заря­
женные ионы (анионы) CL*. Они отдают свои избыточные электроны
аноду и превращаются в нейтральные атомы, которые соединяются в
молекулы хлора по реакции;
2CL--► 0 . 2 + 2е.
Суммарный процесс на аноде и катоде сводится к разложению
хлорной меди.
„
CuCL2 —►Си + CL2
Чтобы вызвать катодный разряд катиона, необходимо на катоде
создать избыток электронов, т.е. придать ему некоторый о т р и ц а ­
т е л ь н ы й потенциал, относительно раствора или расплава. Причем
для каждого вида катионов значение этого потенциала будет различ­
ным. Напряжение, необходимое для разряда катиона на катоде, назы­
вается к а т о д н ы м п о т е н ц и а л о м в ы д е л е н и я .
Катодный потенциал выделения - отрицательный.
Для анодного процесса необходимо сообщить аноду опреде­
ленный для каждого вида анионов положитепьный потенциал относи­
тельно раствора или расплава, т.е. создать недостаток электронов,
а н о д н ы й п о т е н ц и а л в ы д е л е н и я . Анодный потенциал
выделения - положительный потенциал.
Для каждого металла установлен так называемый нормаль­
ный э л е к т р о д н ы й (катодный) п о т е н ц и а л , измеренный при
25 °С с концентрацией катионов данного металла 1 грамм-эквивалент
на литр.
В настоящее время нет способов измерения электродных по­
тенциалов относительно раствора, поэтому все потенциалы измерены
относительно какого-либо одного электрода,' потенциал которого
условно принимается за ноль.
Если расположить, измеренные по водороду, потенциалы вы­
деления металлов а ряд в порядке увеличения их алгебраической
величины, то мы попучим э л е к т р о х и м и ч е с к и й р я д н а п ­
ряжений.
Таб.6 . Ряд напряжений.
| IHrwuni | Потенциал
|
|выделения,В
I_______ I_________
Эолото
Серевро
Медь
Водород
|
|
|
|
IMMO 1
Цижк
|
Аджмсжкй 1
Магяий |
Натрий |
Кальций |
+ 1,36
+ о,во
+• 0,34
± 0
- 0,44
- 0,76
- 1,6 6
- г,за
- 2,71
т 2,76
1
Ряд напряжений показывает, что каждый вышестоящий металл
выделяется на катоде раньше чем нижестоящий, т.к. для его выделе­
ния требуется более низкий потенциал. Ряд напряжений указывает
очередность разряда катионов на катоде.
Большое значение ряда напряжений металлов заключается в
том, что он дает нам возможность классифицировать их в зависимости
от электрохимических свойств. Водород, который по своим электрохи­
мическим свойствам близок к металлам, занимает центральное поло­
жение. Все металлы, стоящие выше водорода, могут быть получены
электролизом водных растворов, а металлы, стоящие ниже водорода,
из водных растворов выделены быть не могут. Этим и объясняется тот
факт, что интересующий нас алюминий не может быть получен элек-
—
40 —
тролизом из водных растворов. В то же время, ряд напряжений пока­
зывает, что если в электролите есть катионы Si+4, Fe+3 Zn+2, то они
разряжаются раньше, чем AL+3, и загрязняют металл, поэтому к
сырью, используемому при электролизе криолит-гпиноземных распла­
вов (глинозем, криолит, фтористый алюминий, обожженные аноды и
др.), предъявляются повышенные требования на содержание ЯегОз и
SiC>2 . Катионы Mg+2, Na+, Са+2 разрядиться не могут, т.к. в ряду на­
пряжений стоят ниже AL+3 .
Но вернемся к напряжению разложения.
Чтобы шел процесс электролиза, необходимо приложить к
электродам напряжение не ниже, чем
Ер = Еа - Е* где:
(1 )
Ер-напряжение разложения, т.е. минимальное напряжение,
которое необходимо приложить к электродам, чтобы началось разло­
жение вещества, а значит, и пошел электрический ток;
Еа-потенциал анода относительно раствора (расплава), необ­
ходимый для протекания данного анодного процесса;
Е**потенциал катода, необходимый для протекания данного
катодного процесса.
яя |
Потенциал катода Ек в формуле (1) отрицателен относитель­
но раствора (см. выше), а потому эту формулу можно написать сле­
дующим образом:
вшщящ
Ер=Еа -(-Е |()
(2)
Обычно о величине Ек говорят без указания знака, потому, во
избежание ошибок, нужно пользоваться формулой:
Е р=|Е аМ Е ,,|,где:.
(3)
Ер - напряжение разложения;
Еа - анодный потенциал выделения;
Ек - катодный потенциал выделения.
Прямые скобки |...[ показывают, что берется абсолютное зна­
чение величины, указанной в скобках, независимо от ее знака.
Н а п р я ж е н и е р а з л о ж е н и я состоит из суммы вели­
чин двух потенциалов выделения (без указания знака): анодного по­
тенциала выделения и катодного потенциала выделения.
Впервые количественные соотношения между количеством
электричества и химическими превращениями, с ним связанными,
были установлены Фарадеем (1794 -1867) в 1825 г.
Исследования Фарадея позволили ему установить два сле­
дующих основных закона электролиза, названных его именем.
Первый закон Фарадея.
К о лич ество вещ ества, в ы д е л е н н о г о при
э л е к т р о л и з е н а э л е к т р о д а х , прямо пропорционально
количеству электричества, прошедшего через электролит, т.е п р я м о
пропорционально силе
тока
и
времени
его
прохождения.
Второй закон Фарадея.
При
прохождении
через
электролиты
одинакового количества электричества, масса
выделившегося
вещества
пропорциональна
его х и м и ч е с к о м у э кв и в а л е н т у .
Фарадей также установил, что для выделения одного граммэквивалента любого вещества (см. таб.5) требуется одно и то же коли­
чество электричества, равное 96500 кулонам.
Количество электричества, равное 96500 кулонам, названо
ф а р а д е е м . 1 ампер-час - 3600 купонам.
96500
Тогда один фарадей = ----------- = 26,8 А-ч.
3600
Копи.чество веществаь выделяемое 1 апмер-часом электри­
чества, называется э л е к т р о х и м и ч е с к и м
эквивален­
том.
Чему равен электрохимический эквивалент для различных
химических элементов? Нужно грамм-эквивалент разделить на 26,8
А-ч.
9
Электрохимический эквивалент для AL = ------= 0,336 г/А-ч.
26,8
Электрохимический эквивалент показывает, что при силе тока
1 А за 1 час выделяется 0,336 г алюминия.
Таким образом, закон Фарадея может быть отображен форму­
лой:
М = KJt, гд е :
М - количество вещества, выделившееся на электроде, в
граммах (г)
г
к - электрохимический эквивалент этого вещества,-----А-ч
J - сила тока, А
t - время, час
Для подсчета количества алюминия, нарабатываемого в элек­
тролизере, формула закона Фарадея выглядит так:
М * 0,336 Jt,
здесь 0,336 - электрохимический эквивалент для алюминия, остальные
обозначения указаны выше.
•
П р и м е р . Сколько алюминия по закону Фарадея долж
наработать электролизная ванна, работающая на силе тока 160000 А
за сутки ?
Р е ш е н и е . М = 0,336 Jt = 0,336 -160000 • 24 = 1290240 г
алюминия, что соответствует 1290,24 кг.
5.7. В ы х о д
по току.
Количество вещества, подсчитанное по закону Фарадея, назы­
вается т е о р е т и ч е с к и м .
На п р а к т и к е всегда выделяется м е н ь ш е вещества,
чем должно выделиться по закону Фарадея. Это происходит из-за раз­
личных побочных процессов при электролизе, в результате которых
теряется (окисляется) уже выделившийся металл, или из-за прямых
утечек тока при замыкании анода и катода проводниками первого рода
(т.е. часть тока не участвует в процессе электролиза).
Отношение практически полученного
ве­
щ е с т в а к т е о р е т и ч е с к о м у , т.е. ожидвемому по закону
Фарадея, н а з ы в а е т с я в ы х о д о м п о т о к у и о б о з н а ­
ч а е т с я T).
—
43 —
М практ.
М практ.
Ц = ---------------= ------------- : .
М теорет
к Jt
Выход по току всегда меньше единицы.
Обычно выход по току выражается в процентах. В этом слу­
чае
М практ.
tj
= ---------------
• 100%
KJt
П р и м е р . Электролизер для получения алюминия, рабо­
тающий на силе тока 160000 А, наработал за сутки 1080 кг алюминия.
Какой выход по току у этого электролизера?
М практ.
Решение.
х\ = — ----------- • 100%
М теорет.
0,336 -160000 • 24
М теорет. ---------------------------* 1290,24 кг
1000
М практ.
1080 -100
ц = ------------- 100= ------------- = 83,7%
М теорет.
1290,24
Это значит, что 83,7% тока использовано полезно для получе­
ния алюминия, а 16,3% тока было для этой цели потеряно в результате
утечек тока или побочных процессов.
Иными словами, можно также сказать, что в ы х о д п о т о ­
к у - э т о с т е п е н ь п о л е з н о г о и с п о л ь з о в а н и я т ок а. Для повышения производительности электролизера и сокращения
расхода электроэнергии нужно научиться достигать высоких выходов
по току.
Выход по току определяется конструктивными и технологическими
параметрами электролизеров. Весьма важно знать причины, от кото­
рых зависит выход по току.
Зависимость выхода по току от технологических параметров
рассмотрена в разделе 9.4.
6. ОПИСАНИЕ ТЕХНОЛОГИЧЕСКОГО ПРОЦЕССА В
ЭЛЕКТРОЛИЗЕРЕ ДЛЯ ПОЛУЧЕНИЯ АЛЮМИНИЯ
6 . 1. Со с т ав э л е к т р о л и т а и е г о
основные свойства.
Электролитом при промышленном электролитическом получе­
нии алюминия служит расплавленный криолит с растворенной в нем
окисью алюминия и некоторыми другими добавками.
Таб.7. Примерный состав промышленного электролита.
I
I Составляющее
1 Химическая
электролита. | формула
1
f
| криолит
| Гликовек
| ♦гористый алюминий
| Фтористый кальций
I Фтористый магкий
|
1
|
|
|
1
«
|%
I
содержание!
по массе |
N a^ A l^ g
i
ДО 80%
|
A L 2 O3
4
1,5-6%
|
ALF 3
1
4 - 8 %
|
CaFz
| 4
- 6%
|
M<?F2
1 2
- 4%
J
1
1
Основой электролита является криолит - двойная соль фто­
ристого натрия и фтористого алюминия 3NaF ■ALF3 или NajALFe. Чис­
тый криолит плавится при высокой температуре 1010 °С и способен
растворять в себе до 16% глинозема.
Электролит из чистого криолита из-за высокой температуры
плавления не применяется
Добавки к криолиту глинозема, фтористого алюминия, фторис­
того кальция, фтористого магния, в указанных, в таблице пределах,
снижают температуру плавления электролита примерно до 935 °С, но
при этом снижается и растворимость глинозема в электролите и его
электропроводность. Чтобы процесс электролиза протекал стабильно,
температуру электролита нужно поддерживать на 15 - 20 °С выше его
температуры плавления, поэтому при нормальном технологическом
режиме процесс электролиза ведется при температуре электролита
955 - 960 ОС.
Растворимость' глинозема в электролите вышеуказанного
состава составляет 8 - 1 0 %, а удельная плотность электролита 2 ,1
г/см*.
Во всех видах сырья для получения алюминия (глинозем,
фтор-соли, обожженные аноды) в виде вредных примесей присутству­
ют окислы и соли многих других металлов. Основные из них; двуокись
кремния (Si0 2 ) и окись железа (РегОз). Поэтому в электролите всегда
присутствуют катионы Fe+ 3 и Si*4, которые участвуют в процессе элек­
тролиза.
Криолит с добавкой фтористого алюминия и других солей, о
которых говорилось выше, вполне отвечает условиям, необходимым
для получения алюминия электролитическим способом:
в) Не содержит металлов более электроположительных, чем
алюминий, которые при выделении загрязняли бы его;
б) плотность при температуре процесса (2 , 1 г/см3) на 0 , 2 г/см3
ниже, чем плотность расплавленного алюминия (2,3 г/см3), что вполне
достаточно для четкого разделения слоев металла и электролита;
в) хорошая растворимость глинозема в электролите позволяет
устойчиво вести технологический процесс;
г) обладает хорошей электропроводностью;
д) химически не взаимодействует с анодами, катодом, уголь­
ной футеровкой;
е) при температуре процесса обладает малой летучестью,
приводящей к сравнительно небольшим потерям фторсолей.
Многие попытки заменить криолит другими расплавами для
растворения и электролиза глинозема до настоящего времени не дали
положительных результатов.
6.2. К р и о л и т о в о е о т н о ш е н и е .
Для характеристики состава электролита пользуются понятием
к р и о л и то в о е отношение.
К р и о л и т о в о е о т н о ш е н и е - э т о молекулярное
отношение фтористого натрия к фтористому алюминию, или, другими
—
46 —
словами, о т н о ш е н и е ч и с л а м о л е к у л ф т о р и с т о г о
натрия к числу молекул ф тор и стого алюминия
в электролите.
В чистом криолите (3NaF • ALF3 ) на 3 молекулы фтористого
натрия приходится одна молекула фтористого алюминия.
3NaF
К О *-------- = 3
ALF3
Электролите КО * 3 называется н е й т р а л ь н ы м .
Если криолитовое отношение больше 3-х, такой электролит
называется щ е л о ч н ы м .
В щелочном электролите Имеется избыток фтористого нат­
рия по сравнению с чистым криолитом. Если же криолитовое отноше­
ние меньше 3-х, то такой электролит называется к и с л ы м .
В кислом электролите имеется избыток фтористого алюминия
по сравнению с чистым криолитом.
На практике работают с избытком в электролите фтористого
алюминия при криолитовом отношении 2,6-2,75.
П р и м е р . Определить криолитовое отношение электролита,
если он состоит из 3402 кг фтористого натрия и 2520 кг фтористого
алюминия.
340242
81
КО = ---------- * — = 2,7, где:
2520:84 30
42 - грамм-молекула фтористого натрия
84 - грамм-молекула фтористого алюминия
Разделив 3402 кг на 42, узнаем число кг - молекул фтористо­
го натрия. Разделив 2520 на 84, узнаем число кг - молекул фтористого
алюминия.
6.3. М е х а н и з м э л е к т р о л и з а и
п р о ц е с с ы на э л е к т р о д а х .
В расплавленном состоянии электролит алюминиевых элек­
тролизеров диссоциирует на ионы:
Na3 ALF6 <* 3Na+ + ALF6 ' 3
—
47 —
2AL2O3 <=> AL*3 + 3AL02*
ALF3 о AL*3 +3FCaF2
Ca+2 +2F*
MgF2 <=> Mg+2 +2F*
NaF » Na+ + F-
1
По современным представлениям в криолито-глиноземном
расплаве возможно существование следующих ионов:
AL+3, AL+, Na+, ALO+, F", ALFg'3. О"2, ALF4’ ,
ALO-2. ALOF3-2 ALOF-2, Si+4, Fe+3, Zn+2, Ca+2, Mg+2.
Криолито-глиноземный расплав является проводником второго
рода. Процесс электролиза, т.е. прохождение электрического тока с
выделением веществ на электродах, возможен только при напряжении
между анодом и катодом, превышающем напряжение разложения.
Под воздействием постоянного электрического тока положи­
тельно заряженные ионы-катионы разряжаются на катоде, а отрица­
тельно заряженные ионы-анионы разряжаются на угольном аноде.
Разряд каждого иона на электроде и образование при этом
атома элемента требует создания определенного напряжения, назы­
ваемого потенциалом выделения. Сумма двух потенциалов разряда
ионов на катоде и аноде составляет напряжение разложения.
Напряжение разложения для глинозема на угольном аноде по
литературным источникам принимается 1,7 В. Напряжение разложе­
ния, определенное на действующих сериях электролиза ТадАЗа при
снятии балансов напряжения составило 1,57 В.
Потенциалы выделения различны по величине для разных
ионов, что и определяет очередность разряда в случае одновременно­
го присутствия в расплаве многих катионов и анионов. Потенциалы
выделения, расположенные по возрастающей последовательности,
составляют р яд н а п р я ж е н и й (см.таб.6 ).
Катионы, присутствие которых имеет место в электролите при
электролизе алюминия, по возрастанию потенциала выделения распо­
лагаются в следующей последовательности:
Си*2 Fe+3, Zn+2, AL+3, Mg+2, Na+, Са+2
Катионы, стоящие в этом ряду до AL+3, будут выделяться в
первую очередь и загрязнять алюминий. Катионы, стоящие после AL+3,
—
48 —
выделиться не могут до тех пор, пока в электролите имеются катионы
AL+3. Вышеизложенное объясняет высокие требования к сырью для
получения алюминия электролитическим способом на содержание
двуокиси кремния, окиси железа и др. компонентов.
6.4. П р о ц е с с ы - на к а т о д е .
а) Основным процессом на катоде является разряд катионов
трехвалентного алюминия:
А 1 * 3 + Зе -» A L i
б) Наряду с этим процессом возможен неполный разряд тре­
хвалентных ионов алюминия до одновалентных с образованием
субфторида алюминия ALF и разряд одновалентных катионов алюми­
ния с выделением металла:
a L+ + « 4 a U
в) При определенных условиях (повышенная температура
электролита, высокая концентрация Na+ при высоком КО, низкая кон­
центрация AL2 O3 ) может происходить соразряд катионов натрия с
выделением металла или образованием субфторидных ионов. Проте­
кание процессов неполного разряда ионов трехвалентного алюминия
и разряда ионов натрия приводит к снижению выхода по току.
г) Выделившийся на катоде металлический алюмйний, имея
высокую температуру, под действием химически активного электроли­
та, частично в нем растворяется. Растворимость алюминия в электро­
лите тем выше, чем выше температура электролита, чем больше
поверхность контакта расплавленного алюминия и электролита, чем
выше циркуляция расплава. Растворимость алюминия зависит и от
состава электролита.. Наименьшая растворимость алюминия будет при
криолитовом отношении 2,5-2,7. Присутствующие в электролите ионы
кальция и магния, а также высокая концентрация глинозема сни­
жают растворимость алюминия.
Алюминий, растворенный в электролите (так называемый
‘металлический туман”), взаимодействует при циркуляции с углекис­
лым газом, выделяющимся на аноде, и сгорает.
2AL ♦ ЗСО2 - AL2 0 3 + ЗСО
Это и есть основная причина снижения выхода по току от
100% .
—
49 —
д) Катионы алюминия вступают в химическое взаимодействие
с угольной футеровкой электролизера:
4AL+3+ зс ♦ 12е - * AL4 C3 ,
т.е. образуется карбид алюминия.
е) Угольная футеровка катода и боковых стенок электролизе­
ра избирательно поглощает NaF из электролита. Фтористый натрий
для угольной футеровки является поверхностно активным веществом,
он проникает в межкриствллическую решетку угольных футеровочных
материалов п о с т о я н н о на протяжении всей рабочей кампании
электролизера. Этим объясняется деформация, с течением времени,
стального кожуха электролизера ('бочкообразность*), но особенно
заметен процесс поглощения NaF угольной футеровкой в послепуско­
вой период, вследствие чего возникает необходимость корректировать
электролит фтористым натрием с целью поддержания нужного соста­
ва по КО.
6.5. П р о ц е с с ы на а н о д е .
а) Основным процессом на аноде является разряд анионов
кислорода:
20-2-4е + С-> C0 2 t
В условиях промышленного электролиза при относительно
высокой плотности тока, т.е. при значительной скорости выделения
кислорода на аноде, происходит окисление угольного анода до практи­
чески чистого СОг по вышеприведенной реакции.
б) Однако, в анодных газах электролизера содержится до 50%
окиси углерода СО. Образуется она, в основном, по реакциям:
1) За счет окисления металлического алюминия (см. 6.4.
Процессы на катоде.) и
2) За счет восстановления углекислого газа до окиси угле­
рода непопяризованным углеродом (угольная пена, боковые грани
анодов, выступающие над электролитом) по реакции:
СОг + С —►2COt
в) Периодически на аноде при электролизе алюминия возни­
кают анодные эффекты, вызываемые обеднением электролита глино­
земом до 1 -1,5%.
—
50 —
А н о д к ы й э ф ф е к т представляет собой периодически
возникающий искровой анодный разряд, характерный для электролиза
расплавленных солей и, в частости, для электролиза криолито­
глиноземных расплавов.
Во время анодного эффекта напряжение на электролизере
возрастает с 4,0 - 4,5 В до 25 ~ 60 В.
Резкое возрастание напряжения при анодном эффекте связа­
но с образованием на подошве анода сплошной газовой пленки в ре­
зультате ухудшения смачиваемости анода электролитом при низкой
койцентрации глинозема в электролите.
В этих условиях (низкая концентрация AL2 O3 , повышенная
плотность тока, высокая концентрация ионов F-) происходит процесс
разряда на аноде фторсодержащих ионов, а образующиеся на поверх­
ности анода углефториды резко повышают омическое сопротивление
на границе анод-электролит.
Увеличение электрической мощности электролизера при анод­
ном эффекте приводит к выделению больших количеств тепла в элек­
тролите, повышению температуры эпектропита, снижению выхода по
току и увеличению расхода фторсолей за счет повышенного улетучи­
вания при высокой температуре.
Несмотря на наличие ряда отрицательных сторон анодного
эффекта, его возникновение на современном уровне технологии яв­
ляется необходимостью, так как периодичность и величина напряже­
ния анодного эффекта являются в настоящее время важным сред­
ством контроля качественной стороны процесса электролиза.
Частота и длительность анодного эффекта ограничиваются
необходимым уровнем, установленным технологической инструкци­
ей.
Анодные эффекты ликвидируются после погружения в элек­
тролит порции глинозема с помощью деревянной жерди, опусканием
анодного массива или сжатым воздухом.
'
Суммарная реакция процессов на аноде и катоде может быть
представлена уравнением:
AL2 Q3 + хС - 2 A L i + (2х - 3) СОТ + (3 - х) C02t
В процессе работы электролизера на катоде происходит не­
прерывное накопление расплавленного алюминия, который периоди­
чески (в соответствии с установленным графиком) выливается вакуум-
—
51 —
ковшом.
На аноде происходит непрерывное окисление углерода
выделяющимся кислородом с образованием смеси углекислого и
угарного газов, которые улавливаются системой гаэоотсоса и
удаляются из рабочей зоны. Угарный газ должен предварительно
дожигаться путем поддержания 4-х 'огоньков* под укрытием каждого
электролизера.
Анодные газы, собираемые укрытиями, поступают по
газоходам вытяжной вентиляции в систему газоочистки и регенерации
фторсолей.
■
. . Ч то р а с х о д у е т с я е п р о ц е с с е
электролиза ?
6 6
В процессе электролиза расходуется:
- глинозем, разлагающийся на алюминий и кислород;
- обожженные аноды,
окисляющиеся
выделяющимся
кислородом;
фтористые соли
(криолит свежий,
криолит
регенерированный, фтористый алюминий), вследствие улетучивания и
впитывания в угольную футеровку и на образование фтористого магния
из окиси магния в электролите;
- корректирующие добавки (фтористый кальций, фтористый
магний) теряются из ванны вместе с электролитом и при пропитке
футеровки;
•
электроэнергия в постоянном токе, необходимая для нагрев
и расплавления материалов, разложения глинозема и поддержания
требуемой температуры расплава;
- деревянные жерди (рейки), сжатый воздух и стальные трубы,
используемые для гашения анодных эффектов.
Для
обеспечения
непрерывности
нормального
технологического процесса электролиза в электролизер по регламенту
загружают глинозем, а аноды периодически заменяют.
Требуемые значения уровня и состава электролита
поддерживают путем загрузки в ванну свежего и регенерированного
криолита, оборотного электролита, а также фтористого алюминия,
окиси магния, фтористого кальция.
—
52 —
б. 7. Т е п л о в о й и э л е к т р и ч е с к и й
баланс.
Технологический процесс в алюминиевом электролизере сложный комплекс взаимосвязанных химических, физико-химических и
физических процессов.
Процесс электролиза должен вестись при тепловом равнове­
сии (тепловом балансе) при наиболее низкой температуре, обеспечи­
вающей нормальное протекание технологического процесса, т.е. когда
приход тепла в электролизер равен расходу тепла при наиболее низ­
кой температуре процесса.
Заданная температура процесса поддерживается за счет.
- тепла, выделяемого при прохождении электрического тока
через элементы электролизера: анод, электролит, катод;
- тепла, выделяющегося при сгорании анода в процессе элек­
тролиза.
Приход тепла за счет прохождения электрического тока со­
ставляет примерно 80% и определяется, в основном, силой тока
(одинаковой для всех электролизеров данной электролизной серии) и
падением напряжения в греющих элементах на электролизере.
Приход тепла за счет горения анода составляет примерно 20%
(см. таб. 22. Тепловой баланс на электролизерах ТадАЗа).
Тепловой баланс при наиболее низкой температуре устана­
вливается при поддержании минимального значения рабочего напря­
жения (см. таб.21. Баланс напряжения на электролизерах ТадАЗа).
На нормально работающих электролизерах поддерживается
рабочее напряжение в пределах 3,9 - 4,5 В в зависимости от типа
электролизера. Рабочее напряжение на каждом электролизере устана­
вливается индивидуально, в зависимости от его технологического со­
стояния, путём изменения междуполюсного расстояния. Установлен­
ное рабочее напряжение поддерживается вручную или автоматически
(системами АСУ ТП 'Электролиз*, 'Алюминий').
Большое значение для теплового равновесия электролизера
(а, значит, для работы электролизера) имеет металл, находящийся на
подине. Недостаточное количество металла может привести к повы­
шению температуры процесса и снижению технико-экономических
показателей.
—
53 —
Избыточное же количество металла приводит к холодному
ходу, вымерзанию части электролита, увеличению частоты анодных
эффектов, образованию глиноземистых осадков и 'коржей* на подине и
т.д., что ведет к снижению технико-экономических показателей.
Процесс электролиза нуж но ве сти
при
строгом соблю дении у с т а н о в л е н н о г о у р о в н я
металла в электролизере.
Для постоянного поддержания установленного уровня металла в
ваннах (т.е. для поддержания стабильного технологического режима
электролизеров) в корпусе создают запас твердого алюминия в виде
алюминиевых чушек.
. .Влияние магнитны х полей
на п р о ц е с с э л е к т р о л и з а .
6 8
Большие токи, протекающие по элементам конструкции элек­
тролизера и ошиновке, образуют сильное магнитное попе, зависящ ее
от взаимного расположения токоведущих элементов.
Магнитное поле взаимодействует с электрическим током в
жидком металле, в результате чего возникают силы, вызывающие
циркуляцию металла и искривление поверхности (перекос) металла.
Это, в свою очередь, приводит к неравномерности междуполюсного
расстояния и снижению выхода по току. Токоведущие элементы элек­
тролизера должны располагаться таким образом, чтобы, по возмож­
ности, уменьшить вредное влияние магнитных попей на процесс элек­
тролиза.
Магнитное попе в значитепьной мере затрудняет работу на
ванне обслуживающего персонала. Стальные инструменты и приспо­
собления притягиваются к токонесущим и стальным конструкциям.
Ведение технологического процесса электропиэа на электро­
лизерах С-160, С-175 регламентируется технологическими параметра­
ми, установленными ТИ 48-0126-32-59-94, а на электролизерах
С-255 - ТИ 48-0126-32-80-92.
—
54 —
7. СЫРЬЕ ДЛЯ ПРОИЗВОДСТВА АЛЮМИНИЯ.
7.1. Г л и н о з е м .
Основным сырьём для производства алюминия электролити­
ческим способом является окись алюминия AL2 O 3 (глинозем). В глино­
земе содержится 52,9% алюминия (по массе) и 47,1% кислорода.
Глинозем в природе в чистом виде не встречается. Его полу­
чают из алюминиевых руд: боксита, нефелина, алунита и др.
Таб. 8 . Состав основных алюминиевых руд.
|
|
1
1
| Руда
Содержание, % по
массе
S
1
{ Глико- |Крвнне- 1Окись I Окись !ВлагаI
I
1 аем I аем |железаI калия |
Г
1
1
1
1
!
1
t
I
|натрия|
1
1
1
1
1
I Боксит 135-60 I 1-12 J 2-30 {
и
|
1
1
-
1
1
-
I
-
1
1
1
1
!Алунит |20-35 I 35-40 I 3-5
|
1
!
1
1
Н
1
|
!
|
1
1
1
1
[
|
17-30 |
1
1
Проше
примеси
1
1
i
1
1
I Нефелин120-30 I 40-55 | 3-10 J10-20 |
1
|
*
1
20-25
|
Наиболее богатой рудой является боксит.
Глинозем из указанных руд извлекают сложными химическими
способами на глиноземных заводах. Полученный на этих заводах то­
варный глинозем представляет собой белый кристаллический порошок
с насыпной плотностью 0,9 -1,1 г/см3.
В воде глинозем не растворяется.
В электролите состава, указанного в таб.7, растворяется
8 - 10% глинозема. Скорость растворения глинозема в' электролите
зависит от размеров и формы частиц (гранулометрического и фракци­
онного состава) и фазового состава (содержание а и у модификаций).
—
55 —
Модификациями называются такие формы вещества, которые
при одинаковом химическом составе имеют различные физико­
химические свойства.
а > глинозем - безводная форма окиси алюминия с плотностью
4 г/см3.
у - глинозем содержит 1 - 2 % влаги, гигроскопичен и имеет
плотность 3,4 г/см3, при температуре 1000- 1200 ®С переходит в а.
При одинаковом фазовом составе лучше (быстрее) будет рас­
творяться глинозем, содержащий больше мелких фракций. При одина­
ковом фракционном составе хуже растворяется глинозем, содержащий
больше а - модификации.
Нежелательно присутствие в глиноземе влаги. Влага с ALF3
образует вредный для здоровья фтористый водород HF:
2ALF3 + ЗН2 О * AL2 O 3 ♦ 6 H Ft
Присутствие в глиноземе 15-20% а - глинозема обусловливает
его хорошую устойчивость против насыщения влагой.
При электролизе желательно потребление глинозема равно­
мерного по крупности кристаллов. Лучшей растворимостью обладает
более мелкий глинозем, но он при использовании при электролизе
сильно пылит, что увеличивает его безвозвратные потери и ухудшают­
ся условия труда. Крупнокристаллический глинозем меньше пылит, но
он медленнее растворяется в электролите, что способствует образова­
нию осадков на подине.
При эксплуатации электролизеров с обожженными анодами
желательно использовать глинозем & высоким углом естественного
откоса (больше 40°), который может быть засыпан на поверхность
электролита слоем большой высоты и может лучше утеплить анодный
массив, а это способствует снижению тепловых потерь через верх
электролизера и уменьшению падения напряжения в анодном узле.
В глиноземе должно быть минимально возможное содержание
окислов железа, кремния и других более электроположительных, чем
алюминий элементов, т.к. выделяясь при электролизе на катоде, эти
элементы будут ухудшать качество алюминия. Нежелательно присут­
ствие в глиноземе и окислов щелочных (К, Na) и щелочно-земельных
(Са, Mg) металлов, т.к. они, вступая во взаимодействие с ALFj, разла­
гают его и тем самым изменяют состав электролита, повышая КО,
вызывают необходимость дополнительной корректировки фтористым
алюминием:
3
Na2 0 + 2ALF3 =AL20 з+ 6 NaF
Повышенное содержание окислов калия в глиноземе отрица­
тельно сказывается и на сроке службы угольной подины электролизе­
ра.
Глинозем должен соответствовать следующим требованиям:
Таб.9. Марки глинозема (ГОСТ 6912-67).
|
| Содержание прихесей, %, не более
I
I
(Марка I
|
IT102+ I
I Сумма
I
I
1Пот«рм кассы |
|при прокали-1
II4 WHO- 1 81021 ,ж2°31 Crj03+| ZnOlNazO+KjO (жании,
I ееиа 1
-I
I
I
I
Ч,
ке|
I
| V2O5+ |
( а перес-1 более
|
I
I
I
I
I «ете ка |
HajO I
|
I
I_______I______I_____
|Г - 00(0/02 | 0,03
|Г - О |0,03 | 0,05
(Г - 1 |0,05 | 0,04
(Г - 2 |0,08 | 0,02
Мао
I
I
| 0,01
| 0,02
| 0,03
I 0,03
I
I
1____
I__________ I______________I
|0,01| 0,4
| 0,6
I
|0,02| 0,5
| 0,7
|
|0,03| 0,4
| 0,7
|
|0,02| 0,4
|
0,8
|
I______ I__ ___I_______ »_______ I___ _ 1 ________
I
I
Содержание а - модификации и величина естественного отко­
са для глинозема всех марок устанавливается а зависимости от техно­
логии производства алюминия у потребителя.
В глиноземе всех марок не допускается наличие посторонних
примесей. Глинозем транспортируют без упаковки (насыпью) в специ­
альных вагонах (цементовозы, цистерны) или в упакованном виде.
Глинозем Г-00 используется для получения первичного алю­
миния марок А-85, А8 , A-SE.
Глинозем Г-0 используется для получения А-7, А-6 .
Глинозем Г-1 используется для получения А-5.
Глинозем Г-2 используется для получения А-0.
—
57 —
7.2.Ф т о р и с т ы е
соли.
Фтористые соли, используемые при электролитическом полу­
чении алюминия (криолит, фтористый алюминий, фтористый натрий),
получают на криолитовых заводах из минерала, называемого ф л ю о ­
р и т о м или п л а в и к о в ы м ш п а т о м (CaF2 ).
К р и о л и т (NejALF$).
Искусственный технический криолит - мелкокристаллический
мягкий порошок от слабо-розового до серовато-белого цвета, комкуется при сжатии в руке. Плотность 2,95 г/см3.
Насыпная плотность 1,2 г/см3.
Температура плавления 1010 ОС. В чистом криолите содер­
жится: 32,8% Na; 12,8% AL; 54,4% F.
Криолит, как основной компонент электролита, обладает всеми
необходимыми свойствами, нужными для получения электролитическо­
го алюминия (см. раздел 6 . 1 ).
Таб.10. Требования к криолиту по ГОСТ 10561-80:
Марки криолита
|
IСодержание компонентов
VM ч.'
I ♦тор , (г, не и е к м
имений аорт I первый сорт 1
КА
1
КЛ
1
54,0
1
1
54,0
1
J
1,7
t
1
1 ,5
1
I
I (ф и а п и м п А модуль, не
| менее
I Алхкиний, %, не белее
1В
1
19
1
I Натрий, %, не иенее
23
1
22
I
| Двуокись кремния, %, не
| боде*
0,5
1
1
0,9
!
1
0,06
1
1
0,08
»
|
'| Окись желеаа, %, не
| более
I Сульфаты,» пересчете ка
.1
1
'
1
1
58 —
Таб.10.
I .
I Содержание компонентов
I
I
I
I 8 0 4 , * ' **• воя**
I Влага, %, не более
I Пятмокис* фосфора, %,
I же воле*
I
Окончание
|
Маржи криолита
|
1 высший сорт | пераый сорт |
1
кх
t
1
КА
1
1
0,5
1
0 ,2
1
1
1 ,0
1
0,5
|
|
0 ,2
|
1
1
0,05
1
1
1
1
Криолитовый модуль определяется по результатам химическо­
го анализа по формуле:
1,174 Ne
Ке * ----------- , где:
AL
«с - модуль криолита (синтетического);
Na - содержание натрия, %, по массе;
AL -содержание алюминия, %, по массе;
1,174 - коэффициент, учитывающий соотношение атомной
массы алюминия и натрия.
Криолитовый модуль технического криолита - это то же самое,
что и криолитовое отношение (КО) в электролите. Сделаем проверку
этого утверждения.
Электролит с КО=2,7 соответствует формуле криолита
2,7 NaF ALF3 , т.е. на 1 молекулу ALF3 приходится 2,7 молекулы NaF.
Определим % - содержание Na и AL при КО = 2,7. г *
Грамм-молекула будет равна:
2,7 (23 ♦ 19) ♦ 27 + 3 -19 * 197,4
113,4
57
В 197,4 г криолита содержится 2,7 ■23 ■ 62,1 г Na.
В 197,4 г криолита содержится 27 г AL.
62,1 • 1 0 0
% содержание Na * ------------ -- 31,46%
197,4
27 * 100
% содержание AL = ------------- * 13,68%
197,4
Определим фиолетовый модуль для электролите с КО=2,7;
1,174-31,46
Кс = --------------— = 2,7
13,68
Поскольку выпускаемый технический криолит отличается
низким модулем (низким КО), его можно использовать для корректи­
ровки КО в электролизерах.
Ф т о р и с т ы й ш л ю и и н и й (ALFj).
Кристаллический жесткий порошок белого или серого цвета с
розовым оттенком. Плотность 2,88 г/см3, насыпная плотность
0,7 - 0,9 г/см3. Температуры плавления не имеет.
Служит в качестве добавки к электролиту для снижения тем­
пературы плавления электролита и поддержания криолитового отно­
шения в требуемых пределах.
Таб.11. Требования к фтористому алюминию по ГОСТ 19161-78.
t
I
Сорт
Содержание компонентов
1
1
1
ю
сч
{Потери при прокаливании,%,не более
вагоний!
IКассовая доля фтористого алм гаи я,
1 %, не ивнее
93
1Массовая доля свободной окиси а л я м -
1 ния (A L jO j), %, не более
4
X
|
2
I
1
1 3,5 Y 6,0 |
1
1
1 88 | 88 |
1 -5 \
1 7 ,1- 7 I
|Массовая доля двуокиси кремния и
I окиси жел ев а, %, не-более
1
.1
0,30 1 0,401 0,50|
IМассовая доля сульфатов, *, не более
0 ,8
|Массовая доля ояжокиея фосфора, *,
1 не более
1
1 0 ,7 | 1 , 0 I
1
1
0,05 1 0 , 1 | 0 , 1 t
1
1
Требования к фтористому алюминию на содержание вредных
примесей и влаги те же, что и для криолита. Фтористый алюминий
оказывает и отрицательное влияние на электролит:
- снижает растворимость AL2 O3 в электролите;
- снижает электропроводность электролита;
- увеличивает летучесть электролита.
Ф т о р и с т ы й н а т р и й (NaF).
Крупнокристаллический порошок белого или серого цвета.
Фтористый натрий марки А используется при электролитическом
получении алюминия в составе пусковой шихты при пуске ванн на
электролиз и для корректировки состава электролита в послепусковой
период работы электролизера.
Таб. 12. Требования к фтористому натрию по ТУ 113-08-586-86.
| Марка
»
I
А
|
•, '
Наименование показателей
I высший первый|
| сорт
I
I_______________________ ____________________
сорт |
{Массовая доля фтористого натрия, %, не
I менее
97
95
1
1 0,3
0,6
|
1
IМассовая доля сульфатов, в пересчете на
IN»2so4
ке более
(Массовая доля углекислого натрия, %, не (отсут- отсут-I
) ствует ствует(
|более
0,3 |
I 0 ,2
|Массовая доля воды, %, не более
IМассовая доля нерастворимого в воде
(осадка, %, не более
1 0,7
2 ,0
|
Фтористый натрий является ядовитым и сильно гигроскопи­
ческим веществом, поэтому он упаковывается в стальные барабаны
или полиэтиленовые мешки. На упаковке должна быть надпись "ЯД*.
Фтористый натрий хранят в закрытых складах. Упаковка
вскрывается только перед непосредственным использованием по наз­
начению.
В т о р и ч н ы й криолит.
В процессе электролиза используется, помимо свежих фтор­
солей, вторичный криолит, получаемый на алюминиевых заводах из
газообразных и твердых отходов алюминиевого производства.
Вторичный криолит выпускается 2-х типов.
Криолит марки
В Р К (вторичный регенерационный
криолит) получают из
газообразных
или
твердых
отходов
(демонтируемой футеровки электролизеров) алюминиевого производ­
ства гидрохимическим способом.
К р и о л и т м а р к и В Ф К (вторичный флотационный крио­
лит) получают методом флотации из угольной пены, снятой с электро­
лизеров в корпусах электролиза.
7.3. О с н о в н ы е
добавки
Ф тористы й
к электролиту.
к а л ь ц и й (C aF tf.
Порошок темно-серого цвета, представляющий собой флота­
ционный концентрат флюорита (плавикового шпата). Температура
плавления 1418 °С. Плотность 3,18 г/см3.
Ф тористы й
магний
(M gFtf-
Температура плавления 1263 °С. Плотность 3,0 г/см3.
В электролит, как правило, загружается не МдРг, а окись маг­
ния (магнезит) МдО. При загрузке МдО в электролите происходит хи­
мическая реакция образования MgF2 :
2 ALF3 + ЗМдО = 3MgF 2 + AL2 0 3.
MgF2 образуется за счет расхода ALF3 из электролита, поэто­
му криолитовое отношение повысится.
Нужно знать:
для образования в электролите 50 кг MgF2 нужно загрузить в ванну
33 кг МдО и 45 кг фтористого алюминия.
Таб.13. Требования к вторичному криолиту по ТУ 48-5-130-85.
Нормы для марок
Наименование показателей
BPK | В*К
| ( смешанный
|
криолит)
____ I____________
1 . Внейкий •ид
Мелкокристаллический
порошок серого цвета
2 . Массовая доля фтора, %, яе
мепее
3. массовая доля алям«яия, %, не
менее
4. Массовая доля натрия, %, не
более
5. Массовая ДОЛЯ SIO2 , %, не
более
в. Массовая доля Fez 0 3 , %, не
более
7. Массовая ДОЛЯ сульфатов а переcvere на яо4 , %, не более
43
не нормируется
11
не нормируется
30
не нормируется
1,0
0,8
'
0,3
1,0
4.0
2 ,0
1,5
1,5
1,5
1,3
8 . Массовая доля м а т , %, не
более
9. Массовая ДОЛЯ углерода, %, яе
более
Плотность в пределах 3,1 - 3,4 г/см3.
Добавки CaF2 и МдРг влияют на процесс электролиза
идентично.
П ол ож ительное влияние.
1.
ляет вести
2.
к катоду и
Снижают температуру плавления электролита, что позво­
процесс электролиза при более низкой температуре.
Ионы Са+2 и Mg* 2 препятствуют проникновению ионов Na+
его разрядугёмпийо
—
63-
Таб. 14. Требования к фтористому кальцию марки ФФ-95Апо
ГОСТ 7616-83.
|Массовая доля примесей, |
|%, не более
! Массовая доля фтористого
I кальция, %, не менее
Iхремния 1лый кал w -|
|
t
{
1
|
95
1
1
1
Iд вуо ки сь|ухяеки с- |сера)
1
2 ,5
1
1ций
I
1
I
I I
| 0,2}
1 ,5
1
1
!
Таб.15. Требования к магнезитовому порошку по ГОСТ 1216-87.
1
|
Содержание компонентов
М ар к а
1
I ПИК- 9 0
1
I
1
1
1
1
I Окись магния, %, не менее
I Влага, %, не более
| СаО, %, не более
1 8 102 , Ф, не более
I Ре2Оз + AL2O3, %, не более
I Сульфаты <в пересчете на 8O4) ,
1
| %, не более
I Потери кассы при прокаливании,
1
1
I %, не более
1
I
ПКК-87 |
>0
1,0
2 ,2
2 ,0
2 ,2
I
j
|
|
5
i
I
87
J
1.0
1,8
1,8
1
1
1
|
2 ,2
1
1
1
1
6
|
1
3. Повышают поверхностное натяжение на границе алюминийэлектролит и препятствуют перемешиванию металла и электролита.
Отрицательное
влияние.
1. Повышают плотность электролита.
—
64 —
2. Снижают растворимость глинозема в электролите.
3. Снижают электропроводность электролита.
Сумма добавок CaF2 и MgF2 в электролите допускается не
более 9%.
7.4. К а л ь ц и н и р о в а н н а я
сода
(ЫагСОз).
Мелкокристаллический порошок или фапулы белого цвета.
Кальцинированная сода может применяться для раскисления
электролита (для повышения КО) в послепусковой период вместо фто­
ристого натрия. В электролите происходит реакция:
3Na2 C0 3 + 2 ALF3 = 6 NaF + AL2 0 3 +ЗСО2 .
т.е. фтористый натрий образуется за счет разложения фтористого
алюминия.
Таб.16. Требования к кальцинированной соде по ГОСТ 5100-85.
I•
Марка В
I______________
Наииеюаавю показателей
1высжий|
I сорт 11 сорт 2 сорт!
I______I______
1 .Внешний жид
2
.Массовая доля углекислого натрия
(MajCOs), %, не менее
________ !
! пороаок белого цвета)
|
99,0
| 99,4 | 99,0
3.Массовая доля потери при прокалива-|
1>
кии (при 270-300 ®С), %, не более
I 0 ,5 | 0 ,8
1 .5
4.Массовая доля хлоридов в пересчете I
1
о ,е
на МаСХ, %, не более
| 0 ,4 I 0 .5
5.Массовая доля желева в пересчете
|
1
ка Т « 20э>
не более
| 0,0031 0,003 0,008
6.Массовая доля сульфатов в пересчетеf
t
на М12 Ю4 , %, не более
I 0 ,0 4 | 0 ,0 5
I
I
не
нормиру— I
ется |
Кальцинированная сода изготавливается марок А и Б. При
электролитическом получении алюминия применяется техническая
кальцинированная сода марки Б.
Кальцинированная сода очень гигроскопична, ее хранят упако­
ванной в пятислойные бумажные мешки в крытых складских помеще­
ниях, предохраняя от попадания влаги.
7.5.О б о ж ж е н н ы е
аноды. *
В электролизерах с обожженными анодами применяются
предварительно изготовленные и обожженные угольные аноды. ТадАЗ
имеет собственное производство крупногабаритных обожженных ано­
дов.
Общие требования к анодам:
- высокая электропроводимость и плотность;
- высокая механическая прочность;
-аноды должны быть химически стойкими при температуре
электролиза и не должны разрушаться расплавленным электролитом;
- аноды должны быть малозольными, т.е. должны содержать
минимальное количество примесей, которые загрязняют металл
(кремний, железо и др.);
- аноды должны быть дешевыми.
Применяемые на заводе обожженные анодные блоки имеют
размеры и допуски в мм:
Длина -1450 ± 1 0
Ширина - 700 ± 5
Высота- 600 ± 10
Анодные блоки имеют форму призмы. Вверху блока имеется
четыре цилиндрических ниппельных гнезда для крепления стального
кронштейна анододержателя. В зависимости от физико-химических и
механических показателей блоки классифицируются на:
высший сорт - АБ-0 (тип А и Б);
первый сорт - АБ-1 (тип А и Б).
На ТадАЗе изготовляются анодные блоки типа Б.
—
66 —
Таб.17. Технические требования к обожженным
анодным блокам по ТУ 46-5-148-84.
|НН|
Технические требования
АБ-0
АВ-Х |
2,05
2,03 I
2 ,0 2
2,00 |
1,51
1,55
1,50 |
1,53 I
1
| 1 |Действительная плотность,г/смЗ, не немее
1 I - поста ка нефтяного кокса
I
шихта о содержанием ледового кокса,
I Iне ненее 50%
I 2(Кажущаяся плотность, г/см3, не менее
I |- виброформованные Опоки
1 |- гмдропрессованные блоки
I 31 Предел прочности на сжатие, кгс/см2, не
I (менее
| 41Удельное аяекарооопротмвпение,Омчо^/м,
1 (не боле*
I S|Окисла—«сеть в токе COz , иг/см^. «ас, не
| 1 более
I 6 |осыпаемость в токе COj, кг/си2 •час, не
320
270
I
60
65
|
В5
90
|
о ,в
50
0,9
|
|
0,9
г ,2
1
0 ,10
о
45
t| 7 1Зольность, %, не более
|
о испольаоаанием анодных огарков
I |а коксовой жихте, %, не более
| 81Содержание желеаж, %, не более
I 9|Содержание кремния, %, не более
11 0 1Содержание ванадия, %, не Солее
I I
0,09
0,013
0,09 |
и
О
1
0,013|
По внешнему виду блоки анодные обожженные должны удо­
влетворять следующим требованиям:
а) поверхность блоков и ниппельных гнезд должна быть очи­
щена от прикоксовавшейся засыпки;
б) бочкообразность блока разрешается в пределах допусков,
за исключением рабочей поверхности;
в) места отбора проб не являются браковочным признаком.
Кроме того, ТУ 48-5-148-84 устанавливают допустимые разме­
ры трещин на гранях анодных блоков и их количество.
К смонтированному аноду предъявляются следующие требо­
вания:
- угольный блок должен соответствовать ТУ 48-5-148-84;
- анододержатель должен соответствовать ТУ соответствую­
щего типа анододержателя. Штанга должна быть прямой, кривизна
штанги не допускается;
- штанга должна быть строго вертикальна относительно ниж­
ней грани анодного блока;
- грани штанги должны быть параллельны боковым и торце­
вым граням анодного блока;
- не допускается качание в ниппельном гнезде;
- не допускается качание в контакте "сталь-алюминий*;
- не допускается наличие сплесов чугуна на поверхности
анодного блока;
- не допускается заливка чугуна ниже уровня верхней грани
более 1 0 мм.
Анодные блоки и смонтированные аноды должны храниться у
изготовителя и потребителя в сухом и хорошо защищенном от дождя и
снега помещении.
8. КОНСТРУКЦИИ АЛЮМИНИЕВЫХ ЭЛЕКТРОЛИЗЕРОВ.
.1 . О б щ и е с в е д е н и я о к о н с т р у к ц и я х
э л е к т р о л и з е р о в р а з л и ч н ы х типов.
8
Электролизер - тепловой агрегат для получения алюминия
электролитическим способом.
В общем виде любой электролизер схематически можно пред­
ставить следующим образом.
Неглубокая шахта (ванна электролизера) заполнена распла­
вом, состоящим из жидкого алюминия и электролита. Это несмешивающиеся жидкости и располагаются согласно удельной плотности:
снизу алюминий (2,3 г/см3), сверху - электролит (2,1 г/см3). В электро­
лит опущен угольный анод. Катодом служит поверхность жидкого
алюминия на подине ванны. В тонком слое электролита (4-6 см) между
анодом и катодом происходит электролиз глинозема с- выделением на
катоде алюминия, а на аноде кислорода, в котором окисляется (горит)
—
68 —
угольный анод.
Над расплавом (на границе с воздушной средой) образуется
корка застывшего электролита, прикрытая сверху споем засыпки гли­
нозёма. Слоем застывшего электролита прикрыты изнутри боковые
стенки шахты ванны (гарниссаж, настыль).
Применяемые для получения алюминия электролизеры можно
классифицировать по характеризующим факторам.
Таб. 18. Типы электролизеров.
виды
характернаукжих
Тиш электроливеро»
факторов
1 .По потребляв- | Сила
мой мощности
до 100кА|1Э0-175кА|более 200кА
1 тока
I
I
I____ ________ I_________ I__________■
'
Тил ерсд и й | мощные I сверхмощные
| эл-ра моцхости|
|
I
•_______ I_________ I____________
2 .По устройству
анодного у ал а
Электроливеры е
непрерывными
самообнигаящи-1
мися анодами
Электроливеры
с вамекяемыки
обожженными
анодам*
Э.По количеству аяодов
Многоанодные
ка электролизере
Одноакод!
4 .По способу подвода
«ока к аноду
С боковым |
токоподво-|
Д ом
С верхним
токоподводом
|
»______________
Независимо от конструкции и мощности любой электролизер со­
стоит из следующих элементов:
- Катодное устройство;
- Анодное устройство;
—
69 —
- Ошиновка электролизера;
- Опорная металлоконструкция;
• Укрытие электролизера;
- Механизм для автоматического питвния глиноземом (АП Г).
На рис.6, 7, 8 представлены схематические чертежи трех
основных типов электролизеров: электролизера с обожженными ано­
дами; электролизера с самообжигающимся анодом и верхним токоподводом; электролизера с самообжигающимся анодом -и боковым токоподводом...
Нетрудно заметить, что катодное устройство всех электроли­
зеров принципиальных отличий не имеет, состоит из одних и тех же
элементов, но анодное устройство имеет принципиальные отличия.
Опорные конструкции, ошиновка и укрытия на схематических
чертежах не показаны, для каждого типа электролизеров они имеют
особенности конструктивного характера.
8 .2. Э л е к т р о л и з е р с о б о ж ж е н н ы м и
анодами.
6
.5
7
9
12
1
>4
\
Рис.6 . Схематический чертеж электролизера
с обожженными анодами.
Катодное устройство состоит из стального кожуха 1, футеро­
ванного внутри угольными подовыми блоками и боковыми плитами 3,
которые образуют шахту электролизера различных, в зависимости от
мощности электролизера, размеров.
Теплоизоляция 2 выполнена: днища из перлита, диатомитового кирпича и шамота, боковых и торцевых станок - из шамотной крупки
и теплоизоляционного кирпича.
В нижней части боковых сторон катодного кожуха расположё­
ны блюмсы 4 для отвода тока от подины. Количество блюмсов равно
количеству подовых секций.
Анодное устройство состоит из несущей конструкции, белки коллектора 8 , анодной ошиновки 7, обожженных анодов и механизма
подъема анодов. Каждый анод состоит из одного анодного блока 5 и
анододержателя 6 , стальные ниппеля которого закрепляются в нип­
пельных гнездах блока с помощью чугунной заливки.
Анододержатель состоит из алюминиевой штанги и стального
кронштейна, контакт между ними сварной (сверкой трением или свар­
кой взрывом).
Алюминиевые штанги анододержателя специальными зажи­
мами прижимаются к анодным шинам, образуя электрический контакт.
Для перемещения внодной ремы на электролизере имеется
подъемный мехвнизм из 4-х домкратов и 2-х редукторов, опирающийся
на балку-коллектор.
Во время периодически производимой перетяжки внодной
рамы аноды фиксируются с помощью автоматизированного устройства
для временной подвески анодов (электролизеры С-160, С-175, С-255)
или с помощью временных зажимов (С-160).
Ошиновке электролизера предназначена для подвода
(анодная ошиновка) и отвода (катодная ошиновка) тока. Анодная оши­
новка (С-160, С-175) состоит из алюминиевых шин и гибких алюминие­
вых лент.
Анодная ошиновка С-255 состоит из неподвижных алюминие­
вых шин и гибких компенсаторов, соединенных с подвижными шинами,
от которых ток передается к штангам анодов. Ток к неподвижным ши­
нам подается через жестко соединенные с ними входные стояки. Все
контакты между элементами ошиновки выполнены сварными.
Для снижения вредного влияния магнитных полей приме­
няется двухсторонняя асиметричная схема катодной ошиновки (С-160),
двухсторонняя наклонная катодная ошиновка (С-175), на электролизе­
рах.С-255 применяется схема ошиновки, обеспечивающая равномер­
ный съем тока с подины и подвод тока к анодному устройству следую­
щего электролизера при помощи 4-х стояков, они располагаются с
продольной входной стороны электролизера и передают по 25%
полного тока каждый.
Несущая конструкция электролизера с обожженными анодами
состоит из неподвижной балки-коллектора, опирающейся на торцевые
газоходные тумбы, стоящие на фундаментной плите.
Анодная ошиновка вместе с анодным массивом движется
вверх и вниз с помощью 4-х домкратов МПА, опирающихся на балкуколлектор.
Укрытие электролизера предназначено для сбора и удаления
вредностей от электролизера с целью защиты обслуживающего персо­
нала от пыли, газа и тепловыделений, улучшения санитарногигиенических условий на окружающей завод территории. Вредности от
электролизера направляются на улавливание ценных компонентов и
регенерацию фторсолей.
Укрытие электролизеров на ваннах с обожженными анодами
створчатого типа. Основными элементами укрытия являются: коллек­
тор, боковые съемные створки, (сегментные створки), механизм подъ­
ема, стационарные торцевые щиты. Предусмотрено ручное открывание
каждой створки и одновременное открытие створок (на всей стороне
или по секциям) электролизера при помощи механического привода.
Электролизеры с обожженными анодами оборудуются меха­
низмами АПГ двух типов: балочного типа или точечного типа.
Конструкция
АПГ б а л о ч н о г о
типа.
Секция АПГ состоит из механизма продавливания криолито­
глиноземной корки, направляющих козырьков, бункера глинозема,
дозатора и сигнальной системы с конечными выключателями. Меха­
низм продавливания состоит из продавливающей балки с электропри­
водом. Балка подвешена на 2-х домкратах, приводимых в движение
электродвигателем. Положение балки фиксируется двумя конечными
выключателями. Пластинчатый дозатор состоит из подвижных и непо­
движных пластин с отверстиями.
При совпадении отверстий происходит выгрузка глинозема из
дозатора в электролизер. Перемещение пластин производится с по-
—
72 —
мощью рычажной системы при движении балки из верхнего положения
в нижнее и наоборот.
АПГ балочного типа устанавливается по центральной оси
электролизера между двумя продольными рядами анодов.
Управление работой АПГ балочного типа может осуществлять­
ся локальными электрическими схемами вручную или централизо­
ванно из АСУ ТП 'Электролиз*.
Конструкция
АПГ т о ч е ч н о г о типа.
Секция АПГ точечного типа с объемно-аэрационным дозато­
ром состоит из:
• бункера для глинозема, в нижней части которого смонтирова­
но аэроустройство для загрузки глинозема в камеры дозаторов;
- 2 -х камер дозаторов;
- 2 -х разгрузочных аэродорожек;
- 2 -х пробойников с пневмоцилиндрами, расположенными
вдоль продольной оси электролизера;
- пневмотрассы с регулятором давления, дросселями и пнев­
мопереключателями.
По электрическому сигналу сжатый воздух с давлением
0 , 8 - 1 , 0 атм поступает на аэроустройство для создания псевдосжиженного слоя глинозема и загрузки объемного дозатора. По следую­
щему сигналу управления сжатый воздух подается на разгрузочную
дорожку дозатора. Управление работой АПГ точечного типа осу­
ществляется централизованно с АСУ ТП ’ Электролиз* или индивиду­
альным контроллером.
Необходимой частью каждого электролизера является элек­
троизоляция. Ее назначение - устранить возможность протекания тока
через детали несущей конструкции и предотвратить утечки тока в
'землю*.
У электролизеров с обожженными анодами должны быть изо­
лированы:
- катодный кожух от опорных строительных конструкций;
- металлоконструкция анодного устройства от катодного ко­
жуха;
- металлоконструкции, установленные на спецопорах - от этих
—
73 —
опор, опоры от 'земли* (опоры должны быть электрически соединены с
катодным кожухом);
-домкраты механизма подъема анодов от анодной рамы и
анодной ошиновки;
-укрытия - от катодного кожуха.
8.3. Э л е к т р о л и з е р с в е р х н и м
т о к о п о д в о д о м (Рис.7).
2
Рис. 7. Схематический чертеж электролизере
с верхним токоподводом.
Катодное устройство аналогично описанному для электролизе­
ра с обожженными анодами.
В электролит 13 погружен монолитный угольный анод 5 с вер­
тикальными то колод водящими штырями 8 . На подине находится слой
жидкого алюминия 14, выполняющий роль катода. Цифрой 12 показана
бортовая настыль, гарниссаж и корка электролита, образующиеся при
нормальной работе ванны.
Бортовая настыль и гарниссаж формируют форму рабочего
пространства электролизера.
1 1 - засыпка глинозема на корке электролита.
Анодное устройство состоит из самообжигающегося угольного
анода 5, который формируется и спекается внутри анодного кожуха 7.
Цифрой 6 показана жидкая фаза анода.
Анод подвешен на стальных штырях 8 , нижняя часть которых
запечена в теле анода 5. Верхняя часть штырей закреплена на анод­
ной раме специальными зажимами, которые прижимают штыри к кон­
тактным колодкам 9 на анодной шине 1 0 , создавая электрический кон­
такт.
Ток к аноду подводится анодными шинами 10, к которым под­
ключены токоподводящие штыри 8 через контактные колодки 9.
Анодная рама опирается на домкраты подъемного механизма.
Подъемный механизм служит для опускания или подъема анодного
устройства. На электролизерах с верхним токоподводом имеется меха­
низм для подъема анодной рамы при очередной перетяжке ее вместе
с анодным кожухом в верхнее положение.
Предусмотрена электроизоляция для предотвращения утечек
тока через детали несущей конструкции в 'землю*.
8.4. Э л е к т р о л и з е р с б о к о в ы м
т о к о п о д в о д о м (Рис.8 ).
Рис. 8 . Схематический чертеж электролизера
с боковым токоподводом.
Катодное устройство аналогично описанному для электролизе­
ра с обожженными анодами.
Анодное устройство состоит из самоспекающегося угольного
анода 5, анодного кожуха 8 с рамой жесткости, штырей 9 и механизма
—
75 —
для регулирования положения анода. Угольный анод все время снизу
сгорает в процессе электролиза и его необходимо опускать, а сверху
наращивать за счет загрузки сырой анодной массы. Нижняя часть ано­
да спекается в сплошной угольный блок, хорошо проводящий элек­
трический ток. Верхняя граница обожженного анода (конус спекания)
определяется линией температуры 400 °С. Конус спекания в централь­
ной части анода составляет 1000 мм, по периферии - 500-700 мм. По­
верх обожженного анода 5 находится слой полуобожженной тестооб­
разной массы 7, а в самой верхней зоне жидкая масса 6 с температу­
рой 150-170 °С. Для предотвращения протекания жидкой массы между
анодным кожухом 8 и угольным анодом 5 устанавливают обечайку из
алюминиевого листа толщиной 0,8-1 мм. Обечайку периодически свер­
ху надо наращивать. Для подвески анода к опорной конструкции и
подвода тока используются анодные штыри 9.
Анодный штырь представляет собой конический стальной
стержень длиной 1 м с максимальным диаметром 70-80 мм и мини­
мальным 40-50 мм. Масса штыря 25-30 кг. Штыри в аноде располага­
ются в четыре ряда в шахматном порядке. Шаг забивки 180-200 мм,
расстояние между вертикальными рядами 200-250 мм.
Штыри забиваются в лолускоксовавшуюся часть анода 6 на
высоте 110-120 см от подошвы анода и под углом 12-15 ° к горизон­
тальной плоскости. Рабочими, т.е. токоподводящими, являются два
нижних ряда штырей, за эти ряды осуществляется подвеска анода с
помощью рамы и анодного кожуха.
К нижней части кожуха приваривают стальные ребра жест­
кости (перья), на них крепят ‘сережки* 1 1 , на которые опираются шты­
ри.
Электрический ток к штырям подводится с помощью медных
или алюминиевых анодных шинок, соединенных с анодной ошиновкой.
Между штырем и шинкой - клиновой контакт.
Анодную раму с помощью полиспастов и тросов подвешивают
к несущей конструкции.
Несущая конструкция на электролизерах с боковым токолодводом предназначена для подвески анода, монтажа анодной ошинов­
ки, глиноземных бункеров, укрытий ванны.
Несущая конструкция представляет собой стальной каркас,
опирающийся на 4 угловых опоры, внутри которых проложены газохо­
—
76 —
ды для отвода от ванны выделяющихся вредностей в систему газо­
очистки. С продольных сторон ванна укрыта шторными укрытиями.
Предусмотрена необходимая электроизоляция для предот­
вращения аварий и устранения утечек тока. Изоляция выполняется в
виде прокладок или втулок из асбеста, миканита, текстолита, диабаза,
паронита или других изоляционных материалов.
8.5. С р а в н и т е л ь н а я о ц е н к а э л е к т р о ­
л и зе р о в р а з л и ч н ы х типов.
Каждая конструкция электролизеров имеет свои преимущества
и недостатки, определяемые, в основном, конструкцией анодного узла.
Всесторонний анализ показывает, что электролизеры с обожженными
анодами являются наиболее предпочтительными по целому ряду оце­
ночных показателей.
1. Качество обожженных анодов по электропроводности, плот­
ности, механической прочности является лучшим по сравнению с самообжигающимися анодами, но производство таких анодов возможно
топько в специализированных цехах обжига. Для самообжигающихся
анодов достаточно иметь цех сырой анодной массы. Требования к
исходному сырью (коксу и пеку) одинаково высокие.
По качеству анодов ванны с боковым токолодводом на втором
месте.
2. Электросопротивление в предварительно обожженном ано­
де наименьшее, т.к. наименьшее перед заменой анода расстояние от
подошвы анода до ниппеля, всего 2 см. У ванн с боковым токоподводом расстояние от конца штыря до подошвы анода будет равно 10-15
см, т.к. перед переключением шинок и извлечением нижнего ряда
штырей, расстояние от штырей до электролита допжно быть не менее
1 0 - 1 2 см во избежание расплавления головки штырей и медной плас­
тины анодного спуска выплескивающимся из-под анода электролитом.
На ваннах с верхним токоподводом расстояние от подошвы
анода до нижнего конца вертикального штыря перед извлечением
должно быть не менее 2 0 см.
Это объясняется низким качеством анода в 'лунке*, наличи­
ем трещин под извлекаемым анодом. Извлекать штырь при опускании
его ниже 2 0 см от подошвы анода - опасно, т.к. это может привести к
протеку в электролит жидкой анодной массы.
Пункты 1, 2 предполагают более низкий удельный расход
электроэнергии (на 1000-1200 кВт-ч/г) на ваннах с обожженными ано­
дами по сравнению с ваннами с боковым и верхним токоподводом.
3. Ванны с обожженными анодами - многоанодные, аноды в
одном ряду друг от друга отделены интервалом в 5 см, в между рядами
• 12-18 см. Электролит под анодами перегревается меньше, чем с
монолитным анодом. Условия отвода тепла из зоны анода через анод­
ный массив также значительно лучше, чем у ванн с монолитным ано­
дом.
В результате не ваннах с обожженными анодами выход по току
на 1 ,5-2% должен быть выше, чем у ванн других типов.
4. Благодаря п.З, ванны с обожженными анодами могут рабо­
тать при более высоких плотностях тока, чем ванны других типов.
5. На ваннах с обожженными анодами меньше отрицатель­
ное влияние электромагнитных сил на перекос металла и его циркуля­
цию.
Это объясняется более благоприятным расположением фер­
ромагнитных масс металлоконструкций (отсутствие стального анодного
кожуха и газосборного колокола, наличие магнитного разрыва между
анодной ошиновкой и токоведущими стальными ниппелями). Вышеска­
занное объясняет более высокий выход по току на ваннах с обо­
жженными анодами по сравнению с ваннами с верхним токоподводом
и самообжигающимся анодом той же мощности.
6 .
На электролизерах с обожженными анодами можно полу­
чить первичный алюминий мерок А-85 и А - 8 при использовании гли­
нозема марки Г-00 и гарантированном исключении подплавления
ниппелей за счет снижения на 1 - 2 суток цикла перестановки анодов.
7. Отсутствие вредных смолистых веществ в атмосфере корпу­
сов с обожженными анодами создает лучшие санитарно-гигиенические
условия труда в корпусах электролиза и на окружающей завод терри­
тории (за счет более высокого КПД газоочистки).
8 . Расход анодов на 1 т алюминия-сырца выше на ваннах с
обожженными анодами по сравнению с самообжигакнцимися анодами
из-за необходимости снимать огарки высотой 12-15 см и имеющейся
аварийной замены анодов (ванны с обожженными анодами требуют
более равномерного токораспределения по анодам, чем токораспреде­
ления по штырям на ваннах других типов).
Этот недостаток ванн с обожженными анодами вполне ком­
пенсируется преимуществами, перечисленными в п.п. 1+7.
. .Техн ичес кая характеристика
электролизеров с обожжен­
н ы м и а н о д а м и.
8 6
Краткая техническая характеристика электролизеров с обо­
жженными анодами.
Таб.19. Краткая техническая характеристика электро­
лизеров с обожженными анодами.
|ми |
Ins |
|
|
П оиииш »и
пармютри
I 1я- I тип м м я раю мц)»
| ми. I
|
| С-160 | С-175 | С-255
I
f
I
I
|М2 и М3|
I ___ I____________;__________ I______I______ _ l ________ I_________
11.
|2.
|
|3.
|СМпа «ок а
(Аподиап ш о га м я ь
(тока
ЦСмю тк я и о аводов a
I кА I 160
I
|
|А/см2 I 0,72
I
I
|
14.
|
|
|анодной массиве
I
1Р1МЩ1И Опока:длика |
|
шфияа|
|
пюо*а|
15. цсояммотао ниппель- |
|
|6 .
|
|7.
I
1В.
|
|
|шх гдеад
IПлощадь анодного
|массива
|Свч«хи« аподпой
Iштанги
(Вес апододоркамая
|(птакта о кропит WiI кои)
I___ I______________
I
Г
I
I
I
пт. I 22
юс 11450
мс 1700
ис 1600
| 175
I
| 0,72
I
| 255
I
| 0,70
I
| 24
11450
I 700
| «00
I 36
11450
| 700
| 600
I
|
|
пт. I
4
| 4
|
4
. • л|
I
I
м2 t 22,33| 24,36 | 36,54
|
I
I
эм |140xl56|I40nl54| 140x156
I
I
I
I
I
КГ I 400
I
I
I
| 400
I
| 400
I_____ I_______ I_______ I_______
—
79 —
Таб.19.
Окончание
1
1
_!
Показатели и
параматрм
Количество подовых
секций
110 . Габариты шахты
*д .
мам.
1».
Тип алектроливера
|
С-160 | С-175 | С -255
| М2 И ИЗ |
I
I
-
|
|
шт.
30
tef 9200 X
4120 X
565
111 . Расстояние от анодов
до продольное стенок
вахты
112 . до торцевых стенок
113.
114.
115.
И в.
117.
118 .
Расстояние между
р т д з ч анодов
Пмоотв перетяжки
анодной рами
Расчетная грувоподъемность
Плотность тока н
катодной онинонхе
Плотность тока >
авпдвой ониковхе
Объем гааоотооса:
о* закрытого
алехтроливера
от отбы того
алехтроливера
32
48
|
9824 х 14240 х |
4200 X
4040 х I
550 (М2 )
550
|
9850 X
3860 X
450 (М3 )
570 (М2)
400 (М3)
480
|
48 7 (М2 )
450 (М3)
395
|
120
160
180
|
450
400
350
|
72
72
100
|
ми
550
IM
500
мы
им
т
1
А/ИИ2
0 ,4 5
0,275
|
Л/м <2
0,62
0,72
I
8000
9000 |
12000
13500 |
иЗ/ч
м3 / *
-
—
80 —
8.7. П а р а м е т р ы э н е р г е т и ч е с к о г о
режима.
Сила тока серии устанавливается в зависимости от размеров,
конструкции и технологического состояния электролизеров. Возможно
сезонное изменение силы тока.
Регулирование силы тока осуществляется, исходя из техниче­
ских возможностей оборудования преобразовательной подстанции.
Подсчет силы тока, как правило, производится по счетчикам
ампер - часов. Для контроля погрешности этих счетчиков средний ток
за сутки сопоставляется с расчетным его значением, определенным
по счетчикам расхода электроэнергии переменного тока, счетчикам
вольт-часов постоянного тока и значению КПД преобразования.
Операторам АСУ ТП и технологическому персоналу информа­
ция о силе тока передается персоналом КПП по данным, определяе­
мым по счетчикам ампер-часов.
Среднее напряжение серии (корпуса) вычисляют по серийным
(корпусным) счетчикам вольт-часов.
Расчет и контроль силы тока и напряжения серии осу­
ществляется на преобразовательной подстанции.
Рабочее напряжение на электролизерах устанавливается ми­
нимально необходимым для обеспечения нормального технологиче­
ского процесса при наименьших температурах и контролируется по
показаниям вольтметров, установленных на электролизерах. Шкала
вольтметров 10 В с ценой деления 0,2 В.
Правильность показания вольтметров проверяется не реже
одного раза в месяц, при этом погрешность- ± 0,1 В указывается на
вольтметре, а при большей погрешности вольтметры заменяются на
исправные.
Рабочее напряжение эпектролизеров, регулируемых автома­
тически, поддерживается в пределах заданной у с т а в к и регулиро­
вания.
Выбор и изменение уставки регулирования производится по
указанию старшего мастера корпуса в соответствии с инструкцией по
выбору уставок регулироввния И 484)126-32-75-92.
В отдельных случаях, на электролизерах с расстроенной тех­
нологией, рвбочее напряжение регулируется автономно персонвлом
—
81 —
корпуса электролиза и только после достижения нормального техноло­
гического режима, он подключается в цепь автоматического регулиро­
вания.
9. НОРМАЛЬНАЯ РАБОТА ЭЛЕКТРОЛИЗЕРОВ.
9.1. П о н я т и е о б о п т и м а л ь н ы х т е х н о л о ­
гических параметрах электролиза.
Нормальным является такое состояние технологического ре­
жима алюминиевого электролизера, при котором он работает произво­
дительно с высокими технико-экономическими показателями. Для
обеспечения нормальной работы необходимо подобрать и установить
на электролизере строго определенные технологические параметры:
силу и плотность тока, уровни электролита и металла, состав электро­
лита и его криолитовое отношение, рабочее напряжение, междуполюсное расстояние, температуру эпектролита, частоту анодных эффектов,
частоту обработок и т.д. С изменением типа и мощности электролизера
изменяются его геометрические размеры и технологические параметры. При этом необходимо помнить, что все технологические параметры
находятся между собой в постоянной взаимосвязи и взаимозависимос­
ти: при изменении одного параметра требуется соответствующим
образом изменять и другие параметры, иначе на электролизере нару­
шится нормальный технологический режим.
Только в определенных и сравнительно небольших интерва­
лах параметров электролизер может работать нормально. Технологи­
ческие параметры, определяющие нормальную работу электролизе­
ров, называются о п т и м а л ь н ы м и .
Оптимальные параметры определяются на основе опыта
передовых производственных участков: звеньев, бригад, корпусов и
путем проведения специальных исследований.
Оптимальные технологические параметры процесса электро­
лиза записываются в рабочие технологические инструкции, соблюде­
ние которых строго обязательно для всего обслуживающего персона­
ла.
—
82 —
9.2. О с н о в н ы е т е х н о л о г и ч е с к и е п а р а ­
метры для э л е к т р о л и з е р о в с о б о ж ­
ж е н н ы м и анодами.
Оптимальные технологические параметры приведены в таб. 20.
Эти параметры установлены на основе длительной эксплуатации элек­
тролизеров С-160, С-175, С-255.
Таб.20. Основные технологические параметры процесса
электролиза.
Тип злектролиаеров
I I
|N | Параметры процесса
Iп. |
электролиза
I
С-1в0
1
I
I
IКриолитовое отношение
|Содержание фтористого
|магния, %
|Содержание фтористого
|кальцин, %
|Су*е*арное содержание .
|Мд?2+Са?2 ,%, не Салее
| 2 1 Уровень металла перед
| |выпивкой, си
I 3|Минимальный уровень
I (металла, ом
I 4|Уровень алектролита,см
I 5|Частота анодных
| |аффектов
| в|Длительность анодных
| |аффектов,мин. , не волее
| 7(Напряжение анодных афI |фактов, В, не менее
I 8 |Рабочее напряжение, В
I
I
|
1
I
1 1 |Состав электролита:
I
I
|
I
С-255
I С-175
|
1
2,80-2, 75|2,60-2,75 2,60-2,751
1
4,0-6,0
14,0-6,0
4,0-6,0
|
2,0-3,5
|
9,0
|
1
2,0-3,5
#,0
30-33
28
18-22
12,0-3,5
i
19,0
I28-32(М2)
|26-2»(ИЗ) 25-28
|27 (М2)
|25 (М3)
24
20-24
118-22
|
|
|
1
0,5-2
10,5-2
0 , 2 - 0,8
|
1
2
12
1
2
I
25
4,0-4,3
125
13,8-4,2
25
4,3-4,5
I
|
1
Таб.20.
Продолжение
Тип влектродиееров
IN
Параметры процесса
In.
влехтрслива
1 9 Количество обработок:
продольных сторон
ванн с АПГ
продольных сторон
ванн бев АПГ
обработка 1 / 2 торцевой
стороны
С-160
I С-175
| С-255
|
1
1
i
1
I
I
f l -2 рава'12 рава
I в сутки | в сутки
8 рав в 18 рав в |6 рав в
сутки
|сутки
I сутки
при ва»мне торце- (не реке 1
них анодов, по до-|рава в
поднителыюму гра-| неделе
♦ ику
|10 Температура влектролита
не должна превышать, ^С
1 1 1 Форма рабочего прост­
ранства
■танга-кронштейн, кВ,
не более
спуск-кат.шина, кВ,
не более
отояк-анодная нина, ИВ,
не более
114 Мекдуполюсиое расстоя­
ние, см
|
|
I
|
|
I
I
I весь то- |
1рец
1
1
1
1
965 I
965 |
965
|
Обявательное наличие ващкгг-1
ннх гарнисоажей, крутопадаю-|
кая настыль в воне металла,|
отсутствие осадка и нас- 1
тили ка подам под анодами I
112 Падение напряжения в
подине, В, не более
113 Падение напряжения в
контактах:
нина-нтакга,кВ,не более
)
1
0,37
10
12
0,37
10
12
1
10,33-0,351
1
1
1
1
I
1
1
10
12
I
20
1
1
1
1
20
20
|
1
20
20
|
1
5-6
5-6
I
1
20
|
1
| 5 ,0-5 ,8 |
1
1
— 84 —
Окончание
Таб.20.
1
1
IK 1 Партвтр» проносе*
|п.|
I
ашипрошша
1
Тип •явктролкмров
|
С-175 1 С-255
I С-160
1
1
1
1
1
|15|Раовсошвм ov подошвы |
| | огарка до вшмля, ем, |
2
I I
1
|
1
|
1
1
1
1
2
|
1
9.3. П р и з н а к и н о р м а л ь н о г о
хода э л е к т р о л и з е р а .
В корпусах электролиза действуют автоматизированные
системы управления процессом электролиза ("Алюминий-3*, АСУ ТП
"Электролиз*), но их влияние на процесс весьма ограничено как из-за
технического несовершенства этих систем, так и из-за ограниченного
числа воздействующих на процесс электролиза факторов. В настоя­
щее время производство алюминия требует высокой квалификации
обслуживающего персонала, способного с помощью визуального на­
блюдения за внешними признаками процесса электролиза и по показа­
ниям вольтметра контролировать режим работы электролизера.
По внешним признакам определяются многие нарушения нор­
мального технологического режима, поэтому необходимо энатъ
признаки нормальной работы электролизера,
которые приведены ниже:
1. Отведенные огоньки (по 2 на каждой стороне электролизе­
ра) должны быть интенсивными, цвет племени фиолетовый, сине­
голубой.
Огни желтого цвета указывают на нарушение нормальной ра­
боты. Желтизна пламени появляется при горении металла из-за пере­
греве электролита, образования 'конусов*, нарушения горизонта рас­
становки анодов, работы ванны "в бок’ и др.
2. Электролит в нормально работающей ванне должен бур­
лить, интенсивно и равномерно выплескиваться из-под всех анодов.
Это наблюдается при вскрытии корки.
—
85 —
Если же электролит неподвижен или вытекает из-под ано­
да (’ плывет*) - значит электролизер работает ненормально (низкое
междуполюсное расстояние, на подошве анодов 'конуса* и др.).
Слишком интенсивное бурление электролита вокруг отдельных
анодов показывает, как правило, на токовую перегрузку этих анодов
(стоят ниже уровня других анодов, проскользнули и др.).
3. Застывшая на поверхности электролита корка должна быть
сплошной и не слишком мягкой. Если корка слишком мягкая, то загру­
жаемый на корку глинозем проваливается, в электролит попадает
лишнее его количество и на подине образуется осадок. Очень толстую
прочную корку трудно пробивать при обработке электролизера. Тонкая
мягкая корка обычно бывает у электролизеров с перегретым электро­
литом и у электролизеров с низким криолитовым отношением (меньше
2,50). Толстая прочная корка образуется, если электролит щелочной
(КО больше 3,0), электролизер работает холодно или засыпка глино­
зема на ванну производится через продолжительное время после
обработки электролизеров.
4. Аноды засыпаны глиноземом полностью, без выгораний, без
покраснения ниппелей. Большое разрушение боковой поверхности
анодов и покраснение ниппелей свидетельствуют о токовой перегрузке
анода (образовался 'конус', замыкание на металл, анод поставлен
низко) или перегрузке отдельных ниппелей иэ-эа некачественной сбор­
ки анододержателя и заливки чугуном.
Анод может сильно выгореть и осыпаться также при плохом
укрытии его глиноземом, особенно у поверхности электролита и при
высокой температуре электролита ('горячем ходе*).
5. По периферии равномерная загрузка глинозема, без прова­
лов.
6 . В нормально работающем электролизере на подине под
анодами отсутствует глиноземный осадок. Большое количество глино­
земного осадка приводит к увеличению электросопротивления подины,
ее перегреву, а иногда и к более тяжелым технологическим рас­
стройствам. Глиноземный осадок легко обнаружить ломиком или дру­
гим инструментом (шумовкой, крючком). При замерах уровней металла
и электролита, если на подине имеется осадок, то он налипает на
ломик и хорошо виден.
7. Металл и электролит при замере ломиком должны четко
—
86 —
отделяться друг от друга.
8 . Нормально работающий электролизер имеет хороший
устойчивый г а р н и с с а ж (слой застывшего электролита у бортов
электролизера выше уровня металла) и мощные крутопадающие, не
заходящие под анод, б о р т о в ы е н а с т ы л и (слой застывшего у
бортов электролита в зоне металла). Настыли твердые и ломом не
протыкают»*. Гарниссаж и бортовая настыль предохраняют от разру­
шения боковую футеровку электролизера, служат дополнительным
теплоизолятором, предотвращают разряд ионов алюминия на боковых
угольных плитах.
9. Рабочее напряжение на ванне должно быть в пределах,
установленных технологическими инструкциями, и устойчивое:
I Тип мектропимра
|
I С-160
I1 С-175
|1 С-255
I
I
I1
1
I
1
1
1
IРабочее напряжение, В |1 4 ,0-4 ,3 |I 3,8-4,2 || 4 ,3-4,5 |
1
If
'1
1
11
11
Стрелка вольтметра может иметь небольшое колебание (в
пределах 0,1-0,2 В), обусловленное волнообразным движением метал­
ла и некоторыми другими факторами. При большем колебании стрелки
электролизер работает ненормально (низко стоит анод, на анодах
имеются 'конуса", под анодом кусок огарка и др.).
10.
Вспышки регулярные (при частоте 0,5-2 шт/сутки для
без АПГ и 0,2 - 0,8 шт/сутки для ванн с АПГ), устойчивые, 'ясные*.
Напряжение вспышек не ниже 25 В. Своевременный "ясный" анодный
эффект - один из основных признаков нормальной работы электроли­
зера.
Если анодный эффект не наступает в течение длительного
времени (больше 2 -х суток), то, значит, в электролизер загружено
больше глинозема, чем требуется для его нормальной работы, или же
загруженный глинозем расходуется медленно из-за каких-либо техно­
логических нарушений (образование 'конуса', расплавление гарниссажей и настылей, в которых содержится значительное количество
глинозема и др.).
У нормально работающего электролизера анодный эффект
возникает мгновенно, накал сигнальной лампочки яркий.
Тусклые, средние, мигающие или постепенно возникающие
вспышки свидетельствуют о каких-либо технологических нарушениях
(низкое междуполюсное расстояние, высокая температура электроли­
та, запененный электролит, под анодами плавают куски огарков и др.).
11. Температура электролита должна быть не выше 965 ОС.
12
В ванне должно быть нужное количество металла и э
тролита, определенное технологической инструкцией.
13. Нормально работающей можно считать только такую ван­
ну, которая имеет чистый электролит (проба электролита белого или
розоватого цвета без вкраплений черного цвета) нужного по техноло­
гической инструкции состава (КО, % CaF2 , % M0 F2 ).
Если на осматриваемой ванне внешние признаки работы не
соответствуют внешним признакам нормально работающей ванны, то
нормальный технологический ход электролизера нарушен. В этом слу­
чае обслуживающий персонал ставит в известность мастера смены,
выясняет причины нарушения, принимает меры по восстановлению
нормального технологического процесса.
9.4. З а в и с и м о с т ь в ы х о д а п о т о к у
от п а р а м е тр о в электролиза.
9.4.1. В л и я н и е т е м п е р а т у р ы э л е к т р о л и т а
на в ы х о д п о т о к у .
Зависимость выхода по току от температуры представляет
собой кривую с наличием максимума при оптимальной температуре.
Процесс электролиза нужно вести при о п т и м а л ь н о й
температуре, т.к. при этом обеспечивается максимально возможный
выход по току. Оптимальная температура для состава электролита,
соответствующего технологической инструкции (КО=2,б ч 2,75; Са F2 +
MgF2< 9%), составляет 955-960 °С.
С повышением температуры выход по току с н и ж а е т с я :
чем выше температура электролита, тем выше раство
мость и скорость растворения металлического алюминия в электроли­
те. Растворившийся алюминий окисляется (сгорает), т.к. при переме­
шивании электролита он контактирует с анодом, где образуется С 02 :
—
88 —
2AL + ЗСОг = AL2 0 3 + ЗСО
с увеличением температуры увеличивается интенсивно
циркуляции электролита, вызываемая конвекцией, и приводящая к
тому, что растворенный металл быстрее уносится в анодное простран­
ство и к поверхности электролита.
Снижение температуры электролита ниже оптимальной также
нежелательно, т.к. ведет к значительному повышению вязкости элек­
тролита, запутыванию в нем металла и его потерям. Выход по току с
понижением температуры ниже оптимальной также снижается (см.
рис.9).
Рис. 9. Зависимость выхода по току от температуры
электролита.
Снижению выхода по току при низкой температуре способству­
ет также увеличение плотности электролита.
При переохлаждении это может привести даже к всплытию
металла и окислению его кислородом воздуха.
—
89 —
9.4.2. В л и я н и е п л о т н о с т и т о к а
в ы х о д по току..
*
на
Плотность тока оказывает существенное влияние на выход по
току. В электролизере различают три вида плотности тока: а н о д ­
н у ю плотность тока (сила тока делится на площадь сечения анодов в
см 2 ), к а т о д н у ю плотность тока (сила тока делится на площадь
поверхности жидкого металла) и с р е д н ю ю плотность тока.
Среднюю плотность тока находят по формуле:
dcp = Vda dK> где:
dcp - средняя плотность тока, А /см ?;
da - анодная плотность тока, А/см2 ;
dK - катодная плотность тока, А/см2 .
Современные электролизеры работают с анодной плотностью
тока 0,7-1,0 А/см2. Катодная плотность несколько ниже.
Рис.10. Зависимость выхода по току от плотности тока.
Основной причиной снижения выхода по току являются потери
металла, в результате растворения его в электролите. Абсолютная
величина этих потерь определяется такими факторами как состав и
объем электролита, температура электролита.
С возрастанием катодной плотности тока отклонения от зако­
на Фарадея будут уменьшаться, т.к. количество металла, выделяющееся на катоде, будет увеличиваться пропорционапьно плотности
тока, а потери металла останутся практически постоянными. В силу
этого, в ы х о д п о т о к у с увеличением катодной плотности тока
будет возрастать по кривой, прибпижающейся к 1 0 0 %.
Но, поскопьку при определенной катодной плотности тока
начинается соразряд катионов Na+, (точка "а'), то выход по току, начи­
ная с точки 'а*, будет падать, т.к. дальнейшее повышение плотности
тока приводит к увеличению разряда катионов Na+.
С уменьшением же катодной плотности тока удельная величи­
на потерь металла будет возрастать, а выход по току снижаться.
В итоге может наступить момент, когда при определенной
плотности тока d'Kl количество выделившегося на катоде металла ста­
нет по абсолютной величине равно его потерям, т.е. выход по току
будет равным нулю, несмотря на идущий электролиз.
При низкой плотности тока возрастает частичный разряд AL+3 f
AL+3 + 2е -+ AL+, 1
что также уменьшает выход по току.
9.4.3. В л и я н и е
стояния
м е ж д у п о л ю с н о г о рас­
на в ы х о д по т о к у .
В электролизере для попучения алюминия м е ж д у п о п ю с н о е р а с с т о я н и е (МПР) - это расстояние между нижней по­
верхностью (подошвой) анода и поверхностью (эеркапом) расплав­
ленного алюминия на подине ванны.
Влияние расстояния между электродами на выход по току
впопне объяснимо с точки зрения растворимости апюминия в электро­
лите и механизма потерь катодного металла.
С увеличением расстояния между электродами, перенос рас­
творенного металла от катода к аноду диффузией и конвекцией за­
трудняется, вследствие увеличения пути прохождения металла. Благо­
даря этому, с увеличением МПР, абсолютные потери металла снижа­
ются и выход по току возрастает по кривой, прибпижающейся к 1 0 0 %.
При уменьшении же МПР увеличивается вероятность потерь металле
—
91 —
Рис.11. Зависимость выхода по току от междуполюсного
расстояния.
на аноде. Абсолютные потери металла возрастают. При сильном
сближении анода и катода выход по току может оказаться равным
нулю.
Из изложенного видно, что у в е л и ч е н и е М П Р (так же
как и плотности тока) п р и в о д и т к у в е л и ч е н и ю в ы х о ­
да
п о т о к у . Поэтому, казалось бы, выгодно возможно больше
увеличивать МПР и плотность тока. Однако, как одно, так и другое
приводит к увеличению напряжения на ванне.
U электролита * р • dcp • L, где:
U элект. - падение напряжения в электролите МПР, В
р
- удельное сопротивление электролита, Ом ■см
dcp
- средняя плотность тока, А/см 2
L
- междуполюсное расстояние, см.
Из этого выражения видно, что величина падения напряже­
ния в электролите прямо пропорциональна плотности тока в электро­
лите dcp и междуполюсному расстоянию L и, следовательно, будет
расти с увеличением последних. Поэтому очень важна проблема по­
вышения электропроводности электролита, что позволило бы увели­
чить МПР и выход по току без возрастания напряжения на ванне.
Выбор оптимальных значений МПР и плотности тока зависит
от конкретных условий стоимости электроэнергии. При дешевой элек­
троэнергии плотность тока и МПР могут быть выбраны выше, чем При
—
92 -
дорогой.
Анодная плотность на электролизерах ТадАЗа составляет 0,7- 0,72 А/см2, в междуполюсное расстояние 5-6 см.
9.4.4. В л и я н и е к р и о л и т о в о г о о т н о ш е н и я
на в ы х о д п о т о к у .
. В разделе 6.2 дано понятие о криолитоеом отношении.
Зависимость выхода по току от криолитового отношения (КО)
может быть представлена в общем виде кривой, где максимум выхода
по току приходится на электролит с КО =2,7.
Электролит с КО * 2,6-2, 8 является наиболее благоприятным
для процесса электролиза.
Рис. 12. Зависимость выхода по току от криолитового
отношения.
. Диапазон КО s 2,6-2,8 характеризуется наименьшими потерями
алюминия: наименьшая растворимость алюминия в электролите, ми­
нимальный разряд ионов Na+ на катоде, наименьшая плотность и
температура плавления электролита.
В левой части от КО = 2,7 выход по току с уменьшением КО сни­
жается:
- увеличивается образование субфторида алюминия:
ALF3 + 2 AL * 3 A L F t;
—
93 —
- возрастает электросопротивление электролита и занижается
МПР.
В правой части от КО = 2,7 выход по току с увеличением КО
также снижается:
- с увеличением концентрации NaF возрастает выделение на
катоде Na, который испаряется и сгорает, ток расходуется бесполезно,
выход по току (т)Т> снижается;
в щелочном электролите увеличивается растворимость м
таллического алюминия, т.е. увеличиваются его потери, выход по току
снижается.
9.5. Р а б о ч е е н а п р я ж е н и е , с р е д н е е
напряжение, греющее напряжение.
Для производства алюминия требуются большие затраты
электрической энергии и вопрос о снижении ее расхода является од­
ним из важнейших в алюминиевой промышленности.
Вот почему необходимо знать на каких участках электроли­
зера происходят потери, электрической энергии и от каких причин они
зависят.
Сила тока на всех участках электролизера протекает одинако­
вая, поэтому потери электрической энергии прямо пропорциональны
падению напряжения на этих участках.
Потери напряжения на участках можно рассчитать или изме­
рить непосредственно на работающем электролизере. По результатам
расчетов или измерений составляется баланс напряжения электроли­
зера.
Б а л а н с н а п р я ж е н и я - это сумма всех составляющих
падения напряжения ка электролизере, включая напряжение разло­
жения, долю падения напряжения от анодных эффектов и долю па­
дения напряжения в общесерийной соединительной ошиновке.
Балансы напряжения электролизеров представлены в
таб. 2 1 .
Р а б о ч и м н а п р я ж е н и е м (Upa6 ) называется общее
падение напряжения на электролизере, которое показывает вольтметр
в ШУЭ, подключенный между анодной и катодной ошиновкой, парал­
лельно ванне (см. рис.13).
94 —
—
Рабочее напряжение учитывает падение напряжения в анод­
ной ошиновке, анодном узле, в междуполюсном зазоре (напряжение
разложения и падение напряжения в электролите), подине и катодной
ошиновке (см. таб.21, пункты 1 * 17).
Как видим, рабочее напряжение складывается из:
падения напряжения в п р о в о д н и к а х
перво
р о д а (все участки ошиновки, штанга, кронштейн, угольный анод,
подина, контакты между ними);
Таб.21. Балансы напряжения электролизеров
» Сила тока,кА
IN
In Анодная плотность
тока, А/си2
1/
in
Годы снятия валамI
соя
1
1
|
160
i
181. 93 I
167
259
]
|
1
0.72
I 0.725
t
1
| 1979
1
0
0 .6 8
. 71 1
1
|
1
1980
| 1982-83
1984-85 |
1
1
MB |
% 1 мв |
1
\
1
1
1
1
1
I
1
1
1
11
\
1
1
1
t
Единицы намерения
| MB |
1
X АНОДНАЯ ОЦИНОВКА|
Стояк о гибким па- |
м ни
I
1
Контакт стоякI
12
-анодная кика
I
1
|
13 Анодная кика
Итого
|
1 .
XX АНОДНЬЙ У31Л |
i
|
14 Контакт анодная
жина-жтанга
|
1
|
Is Штанга
|
1 $ Контакт «танга-крокжтяйи
(
1
17 Кроши «Ли с ниш»- |
дями
1
1
_
1
I
1
82|
«
ВЦ
2 ,0 1
1
1
2
,0 |
%
77| 1,8
1
1
2Sf 0 , 6 | 26| 0 , 6 | 13| 0,3
851 2 , 1 1 85| 2 , 0 1 79| 1,8
1921 4,71 192| 4,81 1691 3,9
1
Г
1
f
1
1
[ 0,31
2 2 1 0,51
10
1
1
30) 0,7|
1
«4|
1
0,3|
241 0 , 6 |
111
1
1
1
83|
19| 0,4
10| 0,3
1
181 0,4|
,8 |
1
1
1
1
,S|
13| 0,3
t
53| 1,2
MB |
« |
1
130| 2,91
1
1441 3,2|
9| 0 , 2 1
2831 в,31
1
1
13| 0,3|
191 0,5|
1
141 0,3|
1
831 l,« l
Продолжение
Таб.21
{К I Сила тока,кА
(
160
I__________
|Н J_______________
( п
I
I
|п | Анодная плотность
|/ | тока, А/см2
259
167
161.93
0.72
I
0.725
|
0.71
0.68
_______________________________________
1
I
{Года снятия балан1979
I
(сов
I
I
{
|Единицы измерения
1 _
|
1980
| 1982-83 | 1984-85
_________________________________________
1
|8 (Контакт ниппель-
- к
I
I
I
{анод
106| 2 , 6 ( 112| 2,7| 1301 3,0| 148| 2 ,6
19 IАнод
175| 4,3| 150( 3,б| 172| 3,9| 181( 3 ,9
|
|
|
I
I
|
|
Итого
и х
407(10
f
I
i
I
ЗАЗОР
f
i
I
I
I
I
I
t
(1 0 (Обратная ЭДС(напря(
{жеиие разложения)
111JЭлектролит
I
(
Итого
1
|12|
( 3781 9 ,1 ) 397| 9,1| 438| 9 ,0
м ехд уп о лю сн ы й
IV ПОДИНА
I
0,2|
25|
0,6|
I
I
(16(Катодная пина
117(Контакт катодная
I
(шина-стояк
I
I
Итого
I 18(Рабочее напряжение
I
I I
I (п п . 1*17)
I
Г
f
350| 8,6| 356| 8,5| 360| 8,2| 350) 7 ,8
I
I -катодная вина
I
1366133,6|1473135,4|1703|39,011630)37,2
61
I
I
I
2 936(72,3130 47 1 73 ,2 (3 27 3(7 4 ,9 (31 3 0(7 0 ,5
(13 (Контакт влюкс-спуск
(15(Контакт спуск-
I
I
1570| 3 8 ,7Ц574137,8|1570135,911500 ( 33, 3
IV КАТОДНАЯ ОШИНОВКА
(14{Спуск
I
41
0,lf
I
I
8| 0 , 2 |
36| 0,9|
I
51
0
I
141
0,3f
8 ( 0 ,2
231
0,5|
9 | 0,2
I
I
I
,1 |
31
0,1|
t
H I 0,2
131| 3,2| 138| 3,3| 126) 2,9| 243| 5 ,6
\
f «
4| 0,1|
i
i
4| 0,1|
i
i
4| 0 ,1 J
i
«I
0 ,2
171| 4 ,2 | 191| 4 , 6 | 170| 3,8| 277| 6,4
»
I
» ^ f
I
I
|
056(100 |4164| 100|4369| 10014478] 100
------------_ J ____________ I
I
Таб.21.
Окончание
|Н
| сила
IN
1
т о к а ,к Л
1п
| Анодная
|/
| тока,
In
i
|
1
(Г о д ы
lo o m
п лотность
А /ем 2
см ятия
балан -
|
259
I
1
V*
0 .7 2
0 .7 2 5
1979
1980
|
0 .7 1
0 .6 8
|
I
1 9 8 2 -8 3
1 9 8 4 -8 5
МВ
MB
I
1
1К д и и и ц ы и а м в р ш о п
I
I 191У в ели ч ен и е
I
|напряж ении « а
|анодны х аф ф ектов
|2 0 | У в е л и ч е н и е
I
1н и н н а
}
(с е р и й н о й
I2 1 |С реднее
)
I
|
1
1
счет
|
1
счет
ИВ
|
1
%
|
|
% |
1
*
1
1
|
I
53
60
30
137
|
20
22
20
30
|
| 4129
-4 2 4 6
4419
4645
|
3788
4018
4009
|
|
онинонки
|
напряж ение
|
н апряж ение
(п п .7+12
%
н а п р я ж е-]
(п а ;1 8 ; 1 9 , 20)
|2 2 1 Г р е х ж е е
| ИВ
1
|
i
I
187
|
1
I t
t
1 6 1 .9 3
1
1
I
160
1
и
19)
'
|
| 3684
1
-на п р я ж е н и я разложения;
падения напряжения в э л е к т р о л и т е
второго рода).
Upa6 = J(£R 1 ) + Uo +JRan, где:
(провод
U раб - рабочее напряжение на электролизере, В;
JG-R-») - сумма падений напряжения в контактах и проводни­
ках первого рода, В;
Uo
- напряжение разложения, В;
JRan
- падение напряжения в электролите, В.
Рабочее напряжение электролизера контролируют по пока­
заниям вольтметра, установленного в ШУЭ и поддерживают в преде­
лах, указанных в технологических инструкциях (см. п. в таб. 2 0 ).
—
97 —
Вольтметр в ШУЭ показывает не все падение напряжения,
которое нужно отнести на работающий электролизер.
Кроме перечисленных в пунктах 1 + 17 таб.21, п о т е р и
напряжения
имеют место на у ч а с т к а х с о е д и н и ­
т е л ь н о й о ш и н о в к и с е р и и , падение напряжения в которых
не входит в показания рабочего вольтметра ванны (ошиновка от под-
станции до первого и последнего электролизера серии, ошиновка меж­
ду корпусами, в широких проходах и проездах между ваннами и др.).
Увеличение напряжения на одну ванну за счет общесерийной
ошиновки (DUoui.c.) подсчитывается делением суммарных потерь на­
пряжения на всех участках соединительной ошиновки на число рабо­
тающих электролизеров в серии, оно составляет 0,020 - 0,030 В на
одну ванну (см. п. 2 0 таб.2 1 ).
Кроме того, потери напряжения на электролизере увеличи­
ваются за счет анодных эффектов (см. п.19 таб.21). У в е л и ч е н и е
н а п р я ж е н и я з а с ч е т а н о д н ы х э ф ф е к т о в под­
считывается по формуле:
(U всп - U раб) • t • п
DU ан.эф = ---------------------------- , где:
1440
DU ан.эф - увеличение напряжения на ванне за счет анодных
эффектов, В
Uвсп - напряжение вспышек, В
1 )раб
- рабочее напряжение на ванне, В
t
- длительность вспышки, мин.
п
- частота вспышек, шт. на 1 ванну в сутки
1440 - число минут в сутках
П р и м е р . На какую величину за счет анодных эффектов
возрастет напряжение на ванне, если рабочее напряжение 4,0 В, на­
пряжение вспышек 25 В, частота вспышек 2,5, а длительность вспышек
2,3 мин.?
(25-4) • 2,3 -2,5
Р е ш е н и е . DU ан.эф = -------------------- = 0,084 В
1440
с
С р е д н е е н а п р я ж е н и е электролизера (Ucp) состоит
из рабочего напряжения (Upa6 ), увеличения напряжения за счет
анодных эффектов (Оиан.эф.) и увеличения напряжения за счет се­
рийной соединительной ошиновки (DUoui.c).
Ucp = Upa6 + Оиан.эф.* DUoui.c (см. п.21 таб.21).
Среднее напряжение электролизера подсчитывается депени­
ем среднего напряжения, выдержанного корпусом эпектролиза за сут­
ки, на число работающих электролизеров.
Среднее напряжение корпуса за сутки определяется по пока­
занию корпусного счетчика вольт-часов, установленного на преобразо­
вательной подстанции.
П р и м е р . Какое среднее напряжение на одну ванну выдер­
жано в корпусе электролиза за сутки, если корпусной счетчик вольтчасов показал 10022,4 вольт-часов?. В корпусе работает 96 электроли­
зеров.
*
... »
Решение.
1) За сутки среднее напряжение по корпусу составило:
10022,4
---------- = 417,6 В
24
417,6
2) Ucp на одну ванну выдержано:------- = 4,35 В
96
Б а л а н с н а п р я ж е н и я (т.е. сумма всех составляющих
падения напряжения на электролизере) с о с т о и т и з г р е ю ­
щего напр яж ен и я и н е гр е ю щ е го напряжения.
Ucp * Urp. + инегр.
Греющее напряжение необходимо знать при составлении теп­
лового баланса электролизера.
Г р е ю щ е е н а п р я ж е н и е - это сумма падений напря­
жения на тех участках электролизера, при прохождении которых элек­
трический ток выделяет тепло, расходуемое на электрохимический
процесс, для нагревания и расплавления поступающих в электролизер
материалов, компенсацию потерь тепла электролизером, поддержание
нормальной температуры процесса.
К греющему напряжению относятся пункты 7+12 и п. 19
таб. 2 1 , т.е. падение напряжения на токоведущих участках, располо­
женных под укрытием электролизера, и увеличение напряжения за
счет анодных эффектов.
Греющее напряжение суммируется из падения напряжения:
- в теле анода (начиная от кронштейна с ниппелями);
- на компенсацию напряжения разложения (обратной ЭДС);
- в слое электролита между анодом и катодом;
— 100 —
- в подине (катодных блоках с залитыми в них блюмсами);
- за счет анодных эффектов.
Греющее напряжение на электролизерах с обожженными ано­
дами составляет, примерно, 90% от среднего напряжения.
Негреющее напряжение (падение напряжения в анодной и
катодной ошиновке и анододержателях) составляет около 1 0 % от
среднего напряжения и заметной роли в тепловом балансе электроли­
зера не играет.
Как уже сказано выше, процесс электролиза должен вестись
при наименьшем рабочем напряжении, которое обеспечивает стабиль­
ную (устойчивую) и высокопроизводительную работу электролизера. Из
баланса напряжения мы знаем из каких составляющих складывается
рабочее напряжение.
Рассмотрим несколько подробнее падение напряжения на
отдельных участках.
П о т е р и н а п р я ж е н и я в о ш и н о в к е зависят от
длины шин, их сечения, протекающей силы тока, а также удельного
электросопротивления материала ошиновки (алюминия).
Рассчитать падение напряжения в ошиновке можно по форму­
ле:
DU = pdL, где:
DU - падение напряжения, В
р - удельное электросопротивление, Ом • мм2/м
d - плотность тока в ошиновке. А/мм2
L - длина шины, м.
Длина шин определяется конструкцией электролизера. Удель­
ное электросопротивление изменяется в небольших пределах в зави­
симости от температуры окружающей среды. Плотность тока в ошинов­
ке (следовательно, сечение и масса ошиновки) должна быть такой,
чтобы обеспечить минимальные капитальные затраты и минимальный
расход электроэнергии.
Чем ниже плотность тока в ошиновке, тем меньше расход
электроэнергии в ошиновке, но тем больше должно быть сечение шин,
их масса и стоимость всей ошиновки.
При высокой плотности тока капитальные затраты уменьшают*
ся, но увеличивается расход электроэнергии. Оптимальная плотность
тока в ошиновке, принимаемая при проектировании, лежит в пределах
0,3 - 0,5
А/мм2 и зависит от стоимости алюминиевых шин и электроэнергии.
Потери
напряжения
в
контакте
сталь­
н о й н и п п е л ь - а н о д достигают значительной величины (см.
п . 8 таб.2 1 ).
Падение напряжения в этом узле зависит от величины поверх­
ности контакта анода с ниппельным устройством, т.е. чем больше
диаметр ниппеля и высота ниппельного гнезда, тем больше площадь
контакта и тем меньше падение напряжения. Диаметр ниппеля ограни­
чивается механической прочностью анода, т.к. в конце работы анодно­
го блока из-за большого термического расширения стали анодные
огарки могут раскалываться. Глубина ниппельного гнезда анода опре­
деляется стоимостью электроэнергии и стоимостью анода: при мень­
шей глубине гнезда возрастает расход электроэнергии из-за уменьше­
ния площади контакта, но уменьшается расход анодов (огарок мень­
шей высоты). Оптимальная глубина ниппельного гнезда 80-100 мм.
Падение напряжения в контакте ниппель-анод изменяется от темпера­
туры нагрева в этом узле.
В первые сутки после установки анода оно достигает 130-160
мВ, а через несколько суток значительно снижается. Слой глинозема,
укрывающий анод сверху, благоприятно влияет на снижение перепада
напряжения в узле ниппель-анод.
Объясняется это тем, что после заливки чугуна в ниппельное
гнездо из-за его усадки при остывании образуется зазор между поверх­
ностями чугуна и анода, контакт ухудшается.
По мере разогревания чугунная заливка и стальной ниппель
расширяются, зазор в ниппельном гнезде уменьшается, контакт улуч­
шается, падение напряжения снижается.
Оптимальная толщина чугунной заливки 5-15 мм.
П а д е н и е н а п р я ж е н и я в а н о д е зависит от плот­
ности тока, удельного электросопротивления и высоты анода.
Удельное электросопротивление обожженного анода опреде­
ляется его составом и зависит от температуры обжига. Удельное элек­
тросопротивление обожженных анодов на ТадАЗе по ТУ 48-5-148-84
должна быть 60-65 Ом • мм2 /м.
С точки зрения расхода электроэнергии выгодно работать ка
анодах небольшой высоты, но при этом возрастают трудовые затраты
на монтаж и замену анодов, увеличивается расход анодов. Высота
анодов, применяемых на ТадАЗе, составляет 600 мм.
П а д е н и е н а п р я ж е н и я в п о д и н е определяется
конструкцией электролизера, состоянием подины и подовых настылей
и, в значительной степени, продолжительностью работы ванны с нача­
ла пуска на электролиз.
С течением времени электросопротивление подины увеличи­
вается, т.к. в катодных блоках образуются трещины при пропилю их
фторсолями и термическом расширении,
Роль обслуживающего персонала заключается в поддержании
подины в чистом от осадков и "коржей* состоянии и постоянном под­
держании нужной формы бортовой настыли.
Падение н ап р я ж е н и я в слое э л е к т р о л и т е
в значительной степени зависит от работы обслуживающего персона­
ла, оно может быть вычислено по формуле:
DUan-тв = pdL, где:
р - удельное электросопротивление электролита, Ом • см
d * плотность тока, А/см2
L - междуполюсное расстояние, см.
На удельное электросопротивление электролита влияют со­
став электролита, его температура, содержание в нем угольной пены и
некоторые другие фвкгоры.
Основным фактором, определяющим величину падения на­
пряжения в слое электролита, а также при прочих равных условиях и
величину рабочего напряжения, является междуполюсное расстояние.
С увеличением междуполюсного расстояния прямо пропорционально
возрастает падение напряжения в электролите, растет и расход элек­
троэнергии. Однако снижать междуполюсное расстояние для умень­
шения потерь электроэнергии можно лишь до определенных пределов.
Мы из раздела 9.4.3 знаем, что с уменьшением МПР снижается выход
по току, т.е. уменьшается производительность электролизера. Увели-
—
<
103 —
чивать МПР для повышения выхода по току целесообразно тоже до
определенной величины, выше которой падение напряжения в элек­
тролите будет возрастать прямо пропорционапьно увеличению МПР, а
выход по току будет увеличиваться на незначительную величину. На
электролизерах с обожженными анодами типа С-160 и С-175 оп­
тимальным является МПР равное 5-6 см, а на С-255 МПР должно быть
в пределах 5-5,8 см.
На работающем электролизере междуполюсное расстояние
измеряют с помощью специального крючка.
Обычно о междуполюсном расстоянии судят по рабочему на^
пряжению. Считается, что падение напряжения в ошиновке, контактах,
аноде, подине, напряжение разложения, а также плотность тока,
удельное электросопротивление электролита, при установившемся
режиме работы электролизера, остаются постоянными, а изменение
рабочего напряжения связывают только с величиной междулолюсного
расстояния, т.е. рабочее напряжение на электролизере устанавливает­
ся без учета возможного увеличения перепада напряжения в Отдель­
ных узлах. К чему это может привести ?
Увеличение удельного электросопротивления электролита,
которое происходит при изменении его состава, понижений температу­
ры, науглероживании, не учтенное при установлении Upa6 , приводит к
уменьшению МПР, а следовательно, к уменьшению производитель­
ности электролизера, а рабочее напряжение и расход электроэнергии
остаются прежними.
То же может произойти и при увеличении падения напряжения
на различных участках и в контактах электролизера. Особенно часто
это имеет место в контактах анодная шина-штанга и падении перепада
напряжения в подине.
Повышение электрического сопротивления на участках и в
узлах электролизера в любом случае приводит либо к уменьшению
МПР и снижению выхода по току, либо к увеличению расхода электро­
энергии.
Обслуживающий персонал должен внимательно следить за
состоянием контактов и ошиновки электролизера, состоянием подины,
составом и температурой электролита, не допускать его науглерожива­
ния.
При автоматическом регулировании электролизера на посто-
—
104 —
янное междуполюсное расстояние, уставка регулирования (рабочее
напряжение) должна выбираться с учетом фактических перепадов на
каждой конкретной ванне. Методика выбора уставок регулирования,
изложенная в И 48-0126-32-75-92, учитывает фактические перепады
на каждой конкретной ванне.
Среднее напряжение складывается из рабочего напряжения,
увеличения напряжения за счет анодных эффектов и увеличения на­
пряжения за счет серийной соединительной ошиновки. Падение на­
пряжения в серийной соединительной ошиновке, при постоянном чис­
ле работающих электролизеров, не меняется и зависит от тех же фак­
торов, что и падение напряжения в ошиновке электролизера.
В случае отключения электролизера на капитальной ремонт,
падение напряжения в катодной шине отключенного электролизера
(см. п. 16 твб.2 1 ) войдет в падение напряжения серийной соединитель­
ной ошиновки и, следовательно, несколько повысит DUoiu.c. на каждом
работающем электролизере серии.
Для снижения среднего напряжения электролизера (т.е. для
снижения расхода электроэнергии) нужно иметь в серии электролиза
максимальное число работающих электролизеров, нужно уменьшать
количество вспышек и быстро их гасить, а это зависит от работы электролизника. Сокращение количества и частоты вспышек до уровня,
установленного технологическими инструкциями, даст громадную
экономию электроэнергии.
9.6. Т е м п е р а т у р а э л е к т р о л и т а и т е п ­
ловое равновесие электролизера.
Самым важным технологическим параметром работы при про­
изводстве алюминия является температура процесса, т.е. температура
электролита в междуполюсном пространстве электролизера, где про­
исходит разложение глинозема на алюминий и кислород.
Температура электролита прямо или косвенно зависит от всех
технологических параметров электролиза и является конечным итогом
их взаимозависимости и взаимосвязи.
В разделе 9.4 показано в какой зависимости от температуры
электролита находится производитепьность электролизера, выход по
току. При работе нужно поддерживать оптимальную температуру 955-
— 105 —
4
- 960 Ос, при которой производительность электролизера будет мак­
симальной.
Температура электролита зависит от соотношения количества
тепла, выделяющегося в ванне в единицу времени, к расходу тепла за
этот же период.
Тепловое равновесие (т.е. когда приход тепла равен расходу
тепла) устанавливается при определенных рабочем напряжении, температуре электролита, составе электролита, уровне металла, форме
рабочего пространства и др.
Если тепловое равновесие нарушается и приход тепла стано­
вится больше расхода, то температура электролита повышается
(электролизер разогревается), и наоборот, если расход тепла больше
прихода, то температура понижается (электролизер охлаждается).
Основная часть тепла (примерно, 80%) выделяется в элек­
тролизере за счет подводимой электроэнергии:
Оэл/эн * 0,24JUrp t, где:
Оэл/эн - приход тепла за счет электроэнергии, кал.;
0,24 - коэффициент перехода электрической работы в тепло­
вую, кал/джоуль;
J - сила тока, А;
игр - перепад напряжения в греющих элементах электролизе­
ра (см. п.22 таб.21), В;
t - время, сек.
Сила тока на серии установлена проектом и обычно изменяет­
ся незначительно. Время для сравнения прихода и расхода тепла
одинаковое.
Вся разница в приходе тепла будет зависеть от греющего на­
пряжения (Urp.).
Греющее напряжение в токопроводящих элементах (см. пп.7,8,
9,10,12 таб.21) колеблется в небольших пределах. Большая часть
греющего напряжения расходуется в слое электролита в МПР (п.11
таб.2 1 ) и зависит от его удельного сопротивления и междуполюсного
расстояния.
U эл-та = pdL, здесь:
U эл-та - падение напряжения в МПР, В;
р
- удельное электросопротивление, Ом-см;
d
- плотность тока в электролите, А/см2;
L
- междуполюсное расстояние, см.
Регулированием междуполюсного расстояния и установлением
соответствующего рабочего напряжения можно легко увеличить или
уменьшить расход электроэнергии и, таким образом, увеличить или
уменьшить приход тепла, а, значит, увеличить или снизить температуру
процесса.
Кроме этого, примерно 20% тепла выделяется в электролизере
при сгорании анодов.
Таб.22. Тепловые балансы на электролизерах ТадАЗа.
I
Типы электролизеров
........... ftfltil
'1
| С-160 |
с -175
I
C- 255 |
С п п и баланса
1................
...
.. ._
1/1
1кВт| j* 1 КВт | % 1 кВт I * |
1и|
1
1
1
1
!_ 1_
1
1
| | ПРИХОД ТЕПЛА:
1
1
1
1
1
1
!1|Тепло, виделненов
1
1
1
1
1
1
I | метрическим током | 620| 7в ,81672 I 80 | 105Э| 81,51
12|Тепло о* сгорания
1
1
1
Щ
1
1
| 167|21 ,2|168 | 20 | 239| 18,В |
! анодов
.1
1
1
1
1
I
I- L - ,
) 1
'
Итого
1787|100 1840 | 100 | 1292|100 |
| | РАСХОД ТВППА:
1
1
1
\
1
1
I1 |На электрохимическую 1
, I щ .1
1
1
1
| |реакцию
| 401| 51 1414 ( 49, 3(590 | 45,71
I2| С вылитым алюминием 1 18| 2 , 3 | 18 | 2,11 26 I 2 I
(3 |Потери я окр. среду: )342| 43,,41398 | 46,71717 | 55, 5 |
15| 222 | 17,21
| |> с отходящими гавани|116| 14,,71126 |
| | - укрытием влек-ра
| 70, 4| |
175,411
1
1 4 ||
| | - токоподводом
1 31113,,11 33 | | 15, 4 | 51, 6| (13, 4 |
| | - прочими элементами 1 II
I
1
II
1
11
| | анодного увла
1 4511
|
| 2« ||
126, 61|
|
1
1 1L
1
... .................
„ L __ 1____.1
ЦЯ(
UU
|п |
— 107 —
Таб.22.
Окончание
Типы одектролидоро»
I
Статьи баланса
I
С-160 |
С-175
I
С-255
I___________________
I
- боковыми е м ш ш и
|кВ т|
% | кВт
.1;__ I
I____
I
i
катодного ксасуха
|56,5|
|5Э| I
- торцевыми стенками I II
I
I
катодного ксягуха
1121|15,6|18,7|
- днинсм катодного
I
I
I II
16,4
I 54 I
(
I
I 8 ,8 |
_____ I___ I____ I___
кожуха
135(1
- прочими элементами I N
катодного кожуха
12311
Неаяака баланса
Итого|761I 9 6 ,7 |830
98
______ I___ I____ I____
I 261+3,3| 10
+2
I__ I____I___
Тепловые балансы электролизеров ТадАЗа сняты при темпе­
ратуре окружающей среды, т.е. без потерь тепла на нагревание и рас­
плавление материалов.
Выделяющееся в электролизере тепло расходуется на разло­
жение глинозема, потери в окружающую среду с поверхностей кон­
струкции электролизера.
Из тепловых балансов при нормальном ходе видно, что при­
мерно половина тепла, выделяющегося в электролизере, тратится
полезно на электрохимическую реакцию, а вторая половина - беспо­
лезно
теряется в окружающее пространство. Эти бесполезные потери тепла
можно несколько снизить дополнительной теплоизоляцией катодного
узла (конструктивно) и анодного узла (увеличением слоя глинозема на
анодах), однако это допустимо до определенных пределов.
Снижая тепловые потери, мы должны уменьшить приход теть
ла, т.е. практически снижать рабочее напряжение, которое при кон­
кретном составе электролита зависит от МПР, снижать которое менее
оптимального нецелесообразно.
При расчете электролизеров выбирают такую теплоизоляцию,
которая при определенном составе электролита, плотности тока, междуполюсном расстоянии обеспечивает нормальный тепловой баланс
при оптимальной температуре, т.е. обеспечивает высокий выход по
току.
Рис. 14. Схема нормальной формы рабочего пространства
электролизера.
На рис. 14 показана примерная схема формы рабочего про­
странства, которая образуется в электролизере с нормальным ходом,
т.е. при тепловом балансе установившемся при оптимальной темпера­
туре. Такая ванна имеет мощную крутопадающую не заходящую под
анод настыль (5), хороший гарниссаж (4), защищающий бортовую
футеровку слоем 510 см от соприкосновения с электролитом, средней
толщины корку электролита (3), которая легко пробивается при обра­
ботке и без провалов удерживает засыпку глинозема (2). Высота на­
стыли зависит от уровня металла: чем он выше, тем более мощные
настыли имеет ванна. Правильной формы подовая настыль уменьшает
поверхность катодного алюминия. Это способствует снижению рас­
творения алюминия в электролите и, таким образом, уменьшает его
—
109 -
потери. Слой металла показан цифрой 7.
Анод (1) утеплен засыпкой глинозема (2), обеспечивающей
хорошую теплоизоляцию и изоляцию поверхностей анода от окисления
воздухом.
На бортовой настыли имеется тонкий слой глиноземного осадка
(8). При повышении прихода тепла (или при снижении его расхода)
уменьшается толщина бортовых настылей и толщина гарниссажа, тем
самым теплоизоляция катодного узла становится меньше, расход
тепла увеличивается. Приход и расход тепла приходят в соответствие,
но при более высокой температуре процесса.
Если в результате прихода тепла устанавливается такая тем­
пература, при которой бортовая настыль уменьшается, а гарниссаж
становится очень тонким или полностью исчезает, то на ванне насту­
пает ' г о р я ч и й х о д * .
На рис. 15 показана примерная схема формы рабочего про­
странства электролизера при горячем ходе.
Рис. 15. Схема формы рабочего пространства при горячем
ходе электролизера.
Такая ванна имеет слабую подовую настыль (5) или она сов­
сем отсутствует.
На подине имеется толстый слой осадка (8), который может
сползти и сползает под анод.
Гарниссаж отсутствует или очень слабый.
Корка электролита (3) очень тонкая и имеет провалы.
Боковые поверхности анодов обнажены от глинозема, горят и
осыпаются в электролит, что может привести к науглероживанию.
Уровень электролита, как правило, завышенный, что приводит
к подплавлению ниппелей и фланцевых листов, сортность металла
ухудшается. v
Производительность электролизера при горячем ходе резко снижается,
как из-за высокой температуры, так и из-за нарушения правильного
токораспределения между анодом и катодом.
На рис. 16 показана схема токораспределения при горячем ходе.
Обозначения те же, что и на рис. 16.
1
Рис. 16. Распределение тока в ванне при горячем ходе.
Обнаженная часть бортовой футеровки является катодной
поверхностью, поэтому ванна начинает работать *в бок*, *в торец*.
На бортовой футеровке либо частично разряжаются катионы
AL+3 с выделением металла, который почти полностью сгорает из-за
циркуляции электролита, либо образуется карбид алюминия:
4AL+3 +ЗС + 12е~» А1.4Сз,
при этом бортовая футеровка разрушается, а электроэнергия расхо­
дуется бесполезно, расход сырья увеличивается.
При уменьшении прихода тепла (или увеличении его расхода) на
нормально работающей ванне, тепловое равновесие нарушается,
гарниссажи и бортовые настыли становятся толще, теплоизоляция
увеличивается, а тепловые потери уменьшаются. Снова устанавли­
вается тепловой баланс, но при более низкой температуре.
Наступает ‘холодный ход* электролизера.
На рис. 17 показана примерная форма рабочего пространства
эпекгролизера при холодном ходе.
—
111 —
Рис. 17. Схема формы рабочего пространства
при холодном ходе электролизера.
При холодном ходе электролизера ванна имеет очень толстую,
труднопробиваемую корку электролита (3), толстый гарниссаж (4),
очень мощную бортовую настыль (5), заходящую под анод, покрытую
толстым слоем глиноземного осадка (8). Узкое рабочее пространство,
низкий уровень электролита не позволяют производить нормальную
обработку электролизера.
Завышенная частота вспышек и вынужденное поддержание
высокого рабочего напряжения приводят к повышению температуры и
переводу ванны к горячему ходу, т.е. холодный ход тоже приводит к
горячему ходу.
Большой эффект для регулирования потерь тепла дает засып­
ка анодов слоем глинозема. Потери тепла открытыми поверхностями
анодов почти в две раза больше, чем тогда, когда анодный массив
укрыт слоем глинозема 10 -15 см.
Этим можно и нужно широко пользоваться для стабилизации
теплового режима электролизера при изменении различных факторов,
от которых он зависит (температуры окружающего воздуха, силы тока,
междуполюсного расстояния и др.).
— 112 —
9.7. О р г а н и з а ц и я р а б о т ы п о о б с л у ж и в а н и ю
электролизеров в корпусе электролиза.
Общие
положений.
Прй обслуживании работающих электролизеров с обожженны­
ми анодами выполняются различные операции:
- наблюдение за технологическим процессом;
- поддержание технологических параметров в оптимальных
пределах;
-питание электролизера фторсолями;
-питание электролизера глиноземом;
-ликвидация анодных эффектов;
• обслуживание анодного узла;
- выпивка металла;
- устранение возможных нарушений технологического режима;
- вспомогательные работы (уборка *0 * отметки, переплавка
'козлов*, чистка подины от "коржей* и осадка, ремонт бортовой футе­
ровки на ходу, забивка разрушений подины и др.)
Поэтому рабочие, обслуживающие электролизеры, разделяют­
ся по видам работ на следующие специальности:
э л е к Т р о л и з н и к и : по обслуживанию электролизеров,
по механизированной обработке электролизеров, по выпивке металла
и Чистке вакуум - ковшей;
а н о д ч и к и: по замене анодов, по перетяжке анодных рам.
Эти же рабочие выполняют.
- подготовку к отключению электролизеров на капитальный
ремонт,
- обжиг и пуск электролизеров на электролиз после капиталь­
ного ремонта;
- обслуживание электролизеров в поспепусковой период.
Разливку алюминия - сырца в литейном отделении на товар­
ную продукцию (чушки, слитки, силумин) производят л и т е й щ и к и .
В корпусах электролиза и литейном отделении управление электро­
мостовыми кранами и специальными технологическими кранами по
транспортировке различных грузов и по обслуживанию электролизеров
производят к р а н о в щ и к и (машинистыэлектромостовых кранов).
—
113 -
Это основные профессии электролизного цеха. Кроме них, в
цехе имеются рабочие вспомогательных служб, которые заняты вы­
полнением разного рода ремонтных работ, обслуживанием механо- и
электрооборудования, сантехники и т.п.
Непосредственным руководителем и организатором производ­
ства алюминия-сырца в корпусе электролиза является с т а р ш и й
п р о и з в о д с т в е н н ы й м а с т е р к о р п у с а , все указания и
распоряжения которого обязательны для рабочих, бригадиров и ма­
стеров корпуса. Его основной задачей является обеспечение выпол­
нения заданий по выпуску алюминия-сырца корпусом электролиза по
количеству и качеству при наименьших затратах материальных, трудо­
вых и финансовых ресурсов. Старший мастер корпуса следит за точ­
ным соблюдением всеми сменами и бригадами технологических ин­
струкций и инструкций по технике безопасности. Он принимает меры
по ликвидации технологических нарушений и по строгому соблюдению
норм и правил охраны труда и промсанитарии. Руководство трудовым
коллективом корпуса старший мастер осуществляет через подчинен­
ных ему производственных мастеров корпуса и бригадиров.
Электролитический способ получения алюминия - процесс
непрерывный. Электролизеры обслуживаются электролизниками по­
сменно. Для обеспечения непрерывности технологического процесса,
производства алюминия рабочие-электролизники работают в четыре
смены - по 6 часов каждая.
С целью усиления контроля за ведением технологического
процесса и с целью усиления заинтересованности в результатах рабо­
ты, электролизеры корпуса разбиваются на группы по 2 0 (16) электро­
лизеров, которые постоянно обслуживаются отдельной группой рабо­
чих. Коллектив рабочих, постоянно обслуживающий группу электроли­
зеров, составляет б р и г а д у . Результаты работы бригады и затраты
сырья, материалов и электроэнергии учитываются по каждой бригаде
отдельно.
Бригадой выполняется весь комплекс обслуживания и контро­
ля за работой электролизеров, включая обжиг и пуск ванн после капи­
тального ремонта.
Электролизеры бригады в каждой смене обслуживаются двумя
звеньями электролизников. Каждое звено обслуживает 10 (9) электро­
лизеров и состоит из 2-х электролизников. Звеном руководит старший
—
114 —
электролиэник ( з в е н ь е в о й ) , имеющий самый высокий разряд. За
каждым звеньевым закрепляется по 2 электролизера. Бригадой руко­
водит б р и г а д и р , назначаемый из числа наиболее квалифициро­
ванных старших электролизников. Все звенья корпуса, работающие
одновременно, объединяются в смену во главе с п р о и з в о д с т ­
в е н н ы м м а с т е р о м с м е н ы . Техническое руководство брига­
дой осуществляет т е х н о р у к , назначаемый из числа мастеров
смен.
Элеюролизники работают по пятисменному графику: четыре
смены работают, пятая отдыхает или работает спаренно с другой
сменой (1 раз в 20 суток). Во время спаренной смены элеюролизники
регулируют технологические параметры на закрепленных электролизе­
рах, чистят оборудование, убирают территорию и нулевую отметку и
т.п.
График работы обеспечивает ритмичное чередование времени
работы и отдыха, регулярное предоставление выходных дней, месяч­
ную норму рабочего времени.
Работой смены электролизников руководит производственный
м а с т е р с м е н ы , указания и распоряжения которого обязательны
для всех рабочих смены. Мастер смены должен обеспечить хорошее
знание технологических инструкций всеми рабочими и ее сознательное
и квалифицированное выполнение.
Работой по технологии аноднбТо хозяйства корпуса руководит
производственный м а с т е р а н о д н о г о х о з я й с т в а , в непо­
средственном подчинении которого находятся звенья по перетяжке
анодных рам. Эти звенья анодчиков постоянно работают в дневную
смену. В составе каждой смены корпуса имеется звено внодчиков по
перестановке анодов.
Техническое руководство звеньями по перестановке анодов
осуществляет мастер анодного хозяйства через мастеров смен.
Мастер анодного хозяйства руководит также работами по
механизированной обработке ванн, выпивке металла, чистке и ремонту
вакуум - ковшей, чистке нулевой отметки и вывозу с нулевой отмелей
сырья и металла и др.
Бригадир и старшие элеюролизники обязаны:
обеспечить выполнение плана выпуска металла всеми э
тролизерами бригады по количеству и качеству;
— 115 —
- следить за сортностью ванн, бригада с в о е в р е м е н н о
должна принимать меры по ее улучшению;
- следить за точным выполнением рабочей технологической
инструкции, знать технологические параметры всех ванн бригады,
с в о е в р е м е н н о приводить их к о п т и м а л ь н ы м значени­
ям, принимать оперативные меры по ликвидации нарушений техноло­
гического режима;
-экономно расходовать сырье, материалы и электроэнергию,
жерди для гашения вспышек;
- обеспечивать сохранность и исправность инструмента и обо­
рудования, закрепленного за бригадой;
- правильно распределять работу в бригаде между звеньями и
сменами;
- обеспечивать чистоту и порядок на рабочих местах бригады и
на закрепленном участке вне корпуса, а также на 'нулевой* отметке
под закрепленными ваннами;
•
не реже одного раза в месяц проводить общие собра
рабочих бригады по обсуждению технологических и организационных
вопросов и итогов работы бригады.
Звено электролизников обязано высококачественно и в полном
соответствии с технологической инструкцией обслуживать электроли­
зеры, не допуская технологических нарушений.
Звено анодчиков по перестановке анодов на ваннах работает
совместно со звеньями электролизников. В обязанности эвена анодчи­
ков входит доставка к ваннам новых анодов, их подогрев перед уста­
новкой, извлечение огарков, установка новых анодов, очистка огарков
от сырья и вывозка огарков из корпуса.
За качество и точность установки новых анодов несет ответ­
ственность старший электролизник.
Звено электролизников снимает сырье вокруг извлекаемого
анода, расчищает место для установки нового анода и совместно, со
звеном анодчиков устанавливает новый анод.
В течение смены, наряду с обработкой ванн, заменой анодов,
выпивкой металла, звено электролизников обязано обеспечить вывоз
угольной пены, доставлять в бригаду технологическое сырье, следить
за работой выливщиков, слесарей, электриков, монтажников и др., с
целью недопущения попадания посторонних примесей в электролизе-
—
116 —
ры. О всех замеченных ненормальностях звеньевой доводит до сведе­
ния мастера смены.
Старший электрслиэник обязан передавать электролизеры
перед перетяжкой анодной рамы звеньевому анодчиков, контролиро­
вать качество работы по перетяжке рамы и принимать электролизеры
от звеньевого анодчиков по окончании перетяжки.
Звено электролизников обязано систематически очищать кон­
струкции закрепленных ванн, следить за состоянием ошиновки, сле­
дить за исправностью оборудования и механизмов на ваннах эвена.
Звено электролизников обязано следить за правильной аэра­
цией и вентиляцией на участке звена. Своевременно засыпать ванны
глиноземом и не допускать гаэоеыдепения в атмосферу корпуса.
Все рабочие смены должны являться за 20 минут до начала
смены в раскомандировочную для разбора работы предыдущей смены
и получения задания от мастера смены на работу в предстоящей сме­
не.
Прием и сдача
смены.
Для приема смены звено электролизников обязано:
• тщательно ознакомиться с работой каждого электролизера у
сдающего смену и по записям на досках обработок электролизеров, с
распоряжениями бригадира;
- произвести замеры уровней электролита и металла;
- проверить исправность вольтметров/контрольных лампочек,
подъемных механизмов и укрытий электролизеров;
• записать на доске электролизера для записей принимаемое
напряжение по каждой ванне и проверить правильность записей о
работе, проделанной сдающей сменой;
- проверить количество загруженного глинозема на электроли­
зеры, состояние окучивания анодов и наличие 'огоньков';
- проверить наличие и исправность защитных ограждений и
других устройств, необходимых для создания безопасных условий
труда; исправность асфальтового покрытия пола; правильность поло­
жения напольных решеток (рифленок) и угловых плит на опорах и
наличие и исправность электроизоляционных разрывов между ванна­
ми; отсутствие замыканий на электролизерах и в районе звена;
- проверить наличие и исправность инструмента, наличие и
складирование сырья, чистоту и порядок на рабочих местах.
Электролиэник, работающий на обрабатывающей технике:
ПМГК, МПК-5, МПТ обязан принимать машину у сдающего смену, про­
верив ее исправность в работе.
В течение смены он несет ответственность за ее состояние. В
конце смены машина должна быть продута сжатым воздухом и смаза­
на. Прием и сдача машин оформляется с обязательной записью в
специальном журнале, который ведется по каждому рабочему месту.
Электролиэник, работающий на засыпающей технике: МРГ,
МРС, "Нева”, обязан принимать машину у водителя предыдущей сме­
ны, проверив ее исправность на ходу, а также проверить исправность
бункера для засыпки глинозема. В течение смены он несет ответствен­
ность за ее состояние.
Прием и сдача засыпающей техники оформляется с обяза­
тельной записью в специальном журнале для обработчиков, который
ведется по каждому корпусу.
Перед сдачей смены звено обязано:
- закончить работу на ваннах, привести в порядок и исправ­
ность инструмент, отвести 'огоньки* на электролизерах;
- убрать рабочее место;
- проверить правильность записей на доске обработок;
- при сдаче смены проинформировать принимающее звено о
ходе каждой ванны, о работе, проделанной на ваннах и в звене;
- смена должна сдаваться без недоделок.
При обнаружении недоделок, принимающее звено требует их
устранения от сдающего и ставит в известность своего мастера.
Сдающее звено обязано беспрекословно удовлетворить претензии
принимающего звена.
Применение сложных высокопроизводительных машин требует
от обслуживающего персонала больших технических знаний и опыта
работы на этих механизмах. Разделение труда электролизников в
эвене (корпусе) отвечает этим требованиям: одни электролизники
следят за технологическим режимом работы электролизеров, другие
производят пробивку криолито-глиноэемной корки, засыпку глинозема,
выливку металла.
Анодчики производят перетяжку анодных рам и с помощью
электролизников и машинистов (операторов, крановщиков) специаль­
ных и мостовых кранов заменяют огарки.
Специализация позволяет повысить производительность тру­
да, полнее использовать машины и механизмы. Вся работа по обслу­
живанию электролизеров должна выполняться в полном соответствии
с технологическими инструкциями: ТИ 48-0126-32-59-94 для ванн
С-160 и С-175, ТИ 48-0126-32*80-92 для ванн С-255 и инструкцией по
безопасности труда для электролизников и анодчиков электролизного
цеха БТ 117-93, указаниями корпусного, сменного и бригадного руко­
водства.
Сменную работу корпусов электролиза, литейного отделения и
служб цеха координирует с т а р ш и й п р о и з в о д с т в е н н ы й
м а с т е р с м е н ы цеха.
9.8. Н е о б х о д и м о з н а т ь
всегда помнить.
и
Выходить на работу нужно отдохнувшим, бодрым, за 20 ми­
нут до начала работы.
Перед выходом на работу необходимо:
- принять в здравпункте цеха масляную ингаляцию по назна­
чению цехового врача для защиты дыхательных путей от токсичных
газов и пыли;
- выпить в буфете 0,5 литра молока для защиты слизистых
оболочек пищеварительного тракта от вредных веществ.
На работу выходить в сухой и исправной спецодежде и обуви,
надетой правильно.
Иметь очки или щиток, рукавицы и респиратор.
..Иметь при себе: удостоверение стропалыцика-зацепщика,
удостоверение на управление электротранспортом и работу на маши­
нах Т-16, МПК-5, МРГ, ■Нева’ , МРС, МПТ, ПМГК и другие сложные
механизмы (для лиц выполняющих соответствующую работу).
Работающим в электролизных корпусах необходимо знать и
всегда помнить:
- Металлоконструкции электролизера, ошиновка, рифленки,
рельсы напольно-рельсовой машины постоянно находятся под высо­
ким напряжением. Напряжение между ними и заземленными предме-
—
119 —
теми может достигнуть 850-900 вольт. Напряжение между противо­
положными рядами электролизеров достигает 450-500 вольт. Наличие
оборудования под высоким напряжением и случайное наличие зазем­
ленных предметов создают при прикосновении к ним угрозу для пора­
жения электрическим током обслуживающего персонала электролиз­
ных корпусов, особенно при несоблюдении правил техники безопас­
ности.
Заземленными предметами и местами могут оказаться же
зобетонные части конструкций пола и стен; трубопроводы сжатого
воздуха, вакуум- линии и трубы вентиляционных установок; металл,
пирамиды для инструмента, урны и другие предметы, сложенные у
наружных стен корпуса; неисправный и мокрый асфальтовый пол; же­
лезная арматура пола и обшивки колонн; мостовые краны, тросы и
обоймы, выше крюка крана; регенерированный криолит, мелкий влаж­
ный оборот, пушонка, аноды и огарки анодов.
Для предотвращения поражения электрическим током необхо­
димо избегать одновременного прикосновения к оборудованию, нахо­
дящемуся под напряжением, и к заземленным предметам, имеющим
н у л е в о й потенциал.
Запрещается
передавать инструмент, находясь на
напольной решетке или рабочей площадке одного электролизера, ли­
цу, находящемуся на напольных решетках или рабочей площадке дру­
гого электролизера.
Применяемая электронзоляция в электролизных корпусах
полностью не обеспечивает электробезопасность, так как при попада­
нии на нее угольной пыли, копоти и влаги, она теряет свои качества.
Поэтому электроизоляцию крюка крана нужно проверять не реже одно­
го раза в смену с отметкой на обойме крюка. Сопротивление изоляции
крюка должно быть не менее 1,5 Мегома.
Получаемые рабочими корпусов валенки не являются надеж­
ными средствами защиты от поражения электрическим током, даже
если они новые. Валенки служат защитой от ожогов.
Не допускать замыкания инструментом и другими металличе­
скими предметами противоположных рядов ванн; инструмент должен
храниться в специально отведенном месте на пирамиде и распола­
гаться вдоль корпуса.
Стоя на рифленках, не касаться одновременно руками или
— 120 —
инструментом напольных решеток, головок рельс, ящиков, труб сжато­
го воздуха, труб вакуум-линии, неисправных частей пола, колонн и
металлических предметов, лежащих на полу у стен корпуса. В о з ­
м о ж н о поражение электрическим током.
При строповке грузов к крюку мостовых кранов з а п р е щ а е т с я прикасаться руками или какими-либо предметами к канату
выше крюка крана. Электролизнику и анодчику з а п р е щ а е т с я
производить работы по устранению неисправностей в электрообору­
довании. О замеченных неполадках в электрооборудовании следует
немедленно сообщить производственному мастеру смены.
Электролизник и анодчик должны уметь оказать первую по­
мощь человеку, пострадавшему от электрического тока.
Необходимо следить за сохранностью асфальтового пола и не
допускать его разрушения. Это предупреждает поражение электриче­
ским током.
Работа в электролизном корпусе производится в условиях
сильного магнитного поля. Стельные инструменты и приспособления
притягиваются к токонесущим и стальным Конструкциям, при этом воз­
можны замыкания и механические травмы.
Элеюролизники и анодчики, выполняющие обязанности за­
цепщика и стропольщика, должны пройти курсовое обучение, сдать
экзамены и получить удостоверение стропольщика.
З а п р е щ а е т с я работать без очков или защитного щитка
при выполнении всех технологических операций, связанных с жидким
электролитом и металлом: пробивке корки электролита напольнорельсовой машиной, самоходной машинкой, отбойным молотком и
ломом; переплавка твердого алюминия, фторсолей и отходов произ­
водства в ванне; опиковка бортов ванны; гашение анодных эффектов;
замеры уровней металла и электролита; отбор проб; снятие угольной
пены; отливка и переливка жидкого электролита; замена анодов;
оплескивание анодов и бортовой футеровки; переливке металла и
электролита из ковшей и снятие шлака с металла; чистка вакуумковшей, а также при выполнении любых других работ с применением
ударных инструментов. При выполнении любых работ с применением
ударных инструментов необходимо обязательно убедиться, что глаза у
рядом работающих людей предохранены защитными очками или щит­
ками. Немедленно прекращать работы при появлении людей, не
—121 —
имеющих предохранительных средств защиты таз, вблизи
производства работ.
При работе электролизники должны пользоваться
респиратором - это предохранит организм от попадания пыли.
Работать можно только сухим и исправным инструментом.
Все работы электролизники и анодчики должны выполнять в
рукавицах. Использование нагретого металлического инструмента,
приспособлений, строповка грузов, выполнение работ в магнитном
поле без рукавиц очень часто могут привести к травмам рук: ушибам,
ожогам, ранам.
Все работы, связанные с ведением технологического процесса
и обслуживанием оборудования, должны производиться в
соответствии с технологическими инструкциями и эксплуатационными
инструкциями на соответствующее оборудование.
Запрещается прием пищи на рабочем месте. В условиях
запыленности и загазованности вместе с пищей в организм человека
попадают химические вещества, используемые в технологическом
процессе, токсические элементы которых отравляют организм. Пища и
молоко должны приниматься только в специально предназначенном
для этого помещении. Перед питьем и приемом пиши рот необходимо
прополоскать, а руки вымыть».
Запрещается выполнять работу, не порученную
производственным мастером смены.
Запрещается выполнять работу на неисправном оборудовании
и неисправным инструментом.
При получении травмы немедленно сообщить мастеру смены и
обратиться в здравпункт.
На рабочем месте не допускается присутствие посторонних
лиц.
9.9. Наблюдение за техноло­
гическим процессом.
В течение смены обслуживающий персонал обязан: внимательно следить за работой каждого электролизера по
внешнему виду и по показаниям вольтметра на электролизере, следить
за исправностью оборудования и состоянием электроизоляции отдель-
—
122 —
ных узлов, герметизацией укрытий каждого электролизера;
- контролировать и поддерживать на электролизерах заданное
рабочее напряжение, уровни металла и электролита, заданный состав
электролита;
- контролировать и поддерживать правильное токораспределение по анодам;
.- контролировать состояние анодов, боковой футеровки, поди­
ны, формы рабочего пространства, междуполюсное расстояние;
- обеспечивать постоянное горение на продольных сторонах
электролизера по 2 отведенных огонька;
- заделывать глиноземом, оборотным электролитом, свежим и
вторичным криолитом места провалов в корке электролита и поддер­
живать оптимальную толщину засыпки глинозема на анодном массиве;
- обеспечивать хорошее уплотнение укрытий;
•
проводить работы, связанные с гашением анодных эф
тов, выпивкой металла, переплавкой сырья и т.д.;
- на электролизерах с АПГ - следить за уровнем глинозема в
бункерах;
Наиболее характерными причинами отклонения технологиче­
ского процесса от нормального хода могут быть:
- неисправность вольтметра илй электропроводки;
- перекос анодного массива, вызванный перекосом анодной
рамы;
- нарушение контактов или появление короткозамкнутых уча­
стков в катодной ошиновке;
- низкое качество монтажа отдельных анодов в цехе обо­
жженных анодов;
- неточная установка новых анодов;
- проскальзывание отдельных анодов (чаще всего при выливке
металла или при перетяжка анодной рамы);
- длительная работа на электролизере с открытой коркой или
поверхностью электролита;
- резкие колебания уровня и состава электролита и количества
металла в ванне;
- запененность электролита;
- занижение или завышение междуполюсного расстояния;
- наличие осадка и 'коржей" на подине;
•
занижение или завышение цикла перестановки ано
(нарушение схемы перестановки анодов).
При обнаружении расстройства технологического хода, что
проявляется в несоответствии внешних признаков работы осматри­
ваемого электролизера признакам нормально работающей ванны
(см. раздел 9.3), звено электролизников ставит в известность мастера
смены и принимает оперативные меры по выяснению причин рас­
стройства технологического хода, устранению нарушений, восста­
новлению нормального хода.
Рабочее место не должно загромождаться инструментами,
приспособлениями, сырьем, шлаком, 'козлами* и отходами производ­
ства. Инструменты и сырье необходимо содержать в специально отве­
денных для этого местах. Использованный инструмент и приспособле­
ния необходимо убирать сразу после работы этим инструментом
(после остывания и очистки от электролита) на стеллаж, не отклады­
вая до конца смены.
9.10. П од д е р ж а ни е т е х н о л о г и ­
ческих
параметров
в
заданных
пределах.
9.10.1. П о д д е р ж а н и е з а д а н н о г о
рабочего напряжения.
Рабочее напряжение не электролизерах устанавливается на
уровне минимально необходимого для обеспечения нормального тех­
нологического процесса при оптимальной температуре и контролирует­
ся по показаниям вольтметров, установленных на электролизерах
(см. табл. 2 0 ).
Задаваемое рабочее напряжение, как правило, поддерживают
автоматически с помощью систем 'Алюминий-3' или ‘ Электролиз'
назначением соответствующей у с т а в к и регулирования в зависи­
мости от конкретных условий с учетом фактических перепадов напря­
жения в подине и в контакте шина-штанга.
Если задаваемое рабочее напряжение выше 9 уставки для
электролизеров С-160 или выше 20 уставки для электролизеров С-175,
С-255 - электролизер к системе не подключается, принимаются меры
— 124 —
по снижению падения напряжения на участке цепи, где оно завышено.
Правильность выбора уставки контролируется старшим масте­
ром корпуса комплексным анализом работы электролизера. Основны­
ми показателями для анализа являются: частота вспышек, температу­
ра электролита, наработка металла, стабильность уровней металла и
электролита.
' * ’,
. .. й З З ..•>
В отдельных случаях, на электролизерах с расстроенной тех­
нологией, рабочее напряжение регулируется автономно персоналом
корпуса электролиза и, только после достижения нормального техно­
логического режима на электролизере, он подключается в цепь авто­
матического регулирования.
Таб.23. Уставки регулирования рабочего напряжения, в В.
1 ММ карпуво*
| электролиза
(Тип АСУ ТП
1
1 ,2 ,3 ,4 |
л..
1, -
л.
2
t
з
Г
1 '
4
5
1
1
6
7
1
8
1
1
Г
9
ю
11
1
12
.
9,10
11,12
1
I
1
1
АСУ ТП |
АСУ ТП
АСУ ТП Г ’Алкииний-Зп
*Электро- "Элвктро-1
"Элвктро-1
л и »"
| мм устаток
I регулирования
•
5 ,6 ,7 ,8
• - V •’ г
лик "
1
1
1
Л
4,15-4,19
3,77-3,831
3 ,82 -3 ,8 8 |
4,20-4,24
4,25-4,29
3,в7-3,0Э|
3,Й2-3,98|
4,30-4,34
4,10-4,14
4,35-4,39
3,97-4,031
4,40-4,44
4,02-4,081
4,07-4,131
4,45-4,49
4,17-4,231
4,22-4,281
1
1
1
1
1
1
1
3,67-3,731
3 ,72 -3 ,7 8 |
4,12-4,181
ли *”
4,50-4,54
Э,97г4,03 3,?J-.f<°3l
4,02-4,08 4,02-4,081
4,07-4,13 4,07-4,131
4,12-4,18 4,12-4,181
4,17-4,23 4,17-4,231
4,22-4,28 4,22-4,281
4,27-4,33 4,27^4,331
4,32-4,38 4 ,32-4,38)
4,37-4,43 4,37-4,431
4,42-4,48 4,42-4,481
4,47-4,53 4,47-4,531
4,52-4,58 4,52-4,581
1
— 125
—
Таб.23.
Окончание
I HN корпусов 1
1
| электролиза 1 1 ,2 ,3 ,4
1
I
3 ,6 ,7 ,8
1 . - 1
9,10
I
1
1
11,12
1
J
"Алюминий- 3” 1 АСУ ТП 1 АСУ ТП 1
(ТИП АСУ ТП
| АСУ ТП
|
|"Электро-|
I
1 лив”
| НМ уставок
|
1"Элвктро-|"Злектро-|
1 лив”
1 ли »"
1
1
(
1
1
1
|регулирования|
|
1
1
1
1
1
1
1
1
14,57-4,63|4,57-4,63|
1
1
13
14,27-4,331
1
14
|4,37-4,4Э|
14,67-4,73|4,67-4,73|
1
15
14,47-4,531
14,77-4,83|4,77-4,83|
1
1
16
17
1
1В
t
|
19
20
14,57-4,бЗ|
J4,87-4,93(4,87-4,931
14,47-4,731
|4,77-4,вЗ|
|4,97-5,03|4,97-5,03/
14,87-4,93|
|5,07-5,13|5,07-5,03 1
15,17-5,23|5,17-5,23(
14,97-5,031
|5,27-5,33|5,27-5,33|
1
1
1
9.10.2. П о д д е рж а н и е
уровня и состава
1
1
нормального
электролита.
Состав и уровень электролита оказывают существенное влия­
ние на производительность электролизера и его технико-экономические показатели.
От состава электролита зависит его температура плавле­
ния (и температура электролиза), электропроводность, растворимость
глинозема, удельная плотность, растворимость алюминия в электро­
лите.
О количестве жидкого металла и электролита в электролизере
судят по высоте их слоев, которую измеряют железным ломом.
Лом устанавливают вертикально на подину электролизера и
держат в таком положении 1 0 - 2 0 секунд, затем быстро вынимают.
Часть лома, которая была погружена в расплав, покрывается
— 126 —
корочкой застывшего электролита. Конец лома, находившийся в слое
расплавленного алюминия, темнеет значительно быстрее, чем та
часть, которая находилась в электролите. Граница раздела слоев
электролита и металла, при нормальной работе электролизера, ясно
видна. Линейкой измеряют расстояние от конца лома до границы раз­
дела слоев и определяют высоту слоя металла (уровень металла).
Измерением части лома от границы раздела слоев до верхней части
застывшей корочки электролита определяют высоту (уровень) электро­
лита. Если на подине электролизера имеется осадок, то его толщину
также можно измерить линейкой (на конце лома хорошо виден налип­
ший осадок глинозема).
В электролите растворяется необходимый для процесса элек­
тролиза глинозем. Чем выше уровень электролита, тем больше глино­
зема успевает раствориться в нем прежде, чем он попадет в слой
металла и выпадет в осадок. У электролизеров с низким уровнем элек­
тролита, как правило, образуется большой глиноземный осадок, элек­
тролит науглерожен, часто перегрет. Из-за недостаточного количества
растворенного глинозема на таких электролизерах часто возникают
анодные эффекты.
Завышенный уровень электролита является также нецелесо­
образным, т.к. приводит к увеличению расхода анодов из-за более
высокой толщины анодных огарков.
Уровень электролита, криолитовое отношение, содержание
фтористого магния и фтористого кальция необходимо постоянно под­
держивать в пределах, указанных в таб. 2 0 .
В процессе работы электролизера состав и количество элек­
тролита могут изменяться. Непрерывно происходит испарение элек­
тролита и унос возгонов в систему газоотсоса, пропитывание им
футеровки электролизера, часть электролита (AL2 O3 ) разлагается при
электролизе. В наибольшей степени изменяется процентное содержа­
ние глинозема в электролите и его криолитовое отношение, т.к. испа­
ряется в основном наиболее легколетучая часть электролита - фторис­
тый алюминий, т.е. происходит постепенное увеличение криолитового
отношения. Снижение уровня электролита ниже 15 см может привести
к неустойчивой технологии на ваннах всех типов, т.к. при таком уровне
электролита часть глинозема выпадает в осадок.
Чрезмерное завышение уровней электролита (более 24 см) мо-
—
<
127 —
жет привести к растворению в электролите стальных ниппелей, подплавлению фланцевых листов и ухудшению сортности металла. Рег­
ламентированный технологическими инструкциями уровень электроли­
та должен быть с т а б и л ь н ы м .
Нужный устойчивый уровень электролита обеспечивают:
- поддержанием стабильного технологического и теплового
режима, что достигается поддержанием оптимального рабочего напряжения на электролизере, соблюдением регламента выливки и об­
работки ванн;
- поддержанием оптимального состава электролита (КО,
%% содержание CaF2 , M0 F2 );
- систематической и своевременной добавкой необходимого
количества сырья (свежего и вторичного криолита, оборотного и
жидкого электролита, ’пушонки' с отключенных ванн, корректирующих
добавок);
- поддержанием нормального токораспределения по анодам,
соблюдением схемы и графика замены анодов, поддержанием необхо­
димой толщины засыпки глинозема на анодном массиве.
Приведение в норму завышенного уровня электролите произ­
водится путем отливки в урны или другие ванны.
Свежий криолит загружается на корку электролита с после­
дующей присыпкой глиноземом и погружается в расплав после прогре­
ва при очередной пробивке корки электролита при обработке.
Криолитом разрешается заделывать провапы корки. Разовая
загрузка криолита не ограничена, но предпочтительно систематическое
питание малыми порциями (до 50 кг).
Регенерированный, флотационный (смешанный) криолит, пу­
шонка, сырье с нулевой отметки, после измельчения слежавшихся
кусков до крупности не более 1 0 см, развозится по электролизерам,
загружается ровным слоем на фланцевые листы (не более 50 кг на
сторону) и сушится не менее 6 часов. После просушки сырье подгре­
бается на корку электролита поверх глинозема и погружается в элек­
тролит при очередной обработке электролизеров.
Кусковой оборотный электролит загружается в ванну для под­
нятия уровня электролита (при условии отсутствия значительного
глиноземистого осадка на подине) и для восстановления бортовых
настылей и гарниссажей. Во всех случаях куски оборота должны опус-
у бортов, не допуская попадания их под анод.
Обслуживающий персонал обязан строго поддерживать состав
электролита и его криолитовое отношение в пределах, указанных в
таб.2 0 .
Для правильной корректировки необходимо иметь достовер­
ный анализ электролита на криолитовое отношение.
Для определения состава электролита отбираются пробы по
графику.
Пр о б ы электролита на к р и о л и т о в о е о т н о ш е ­
ние для получения правильного результата должны быть отобраны с
соблюдением таких условий:
- содержание глинозема и угольной пены в пробе должно быть
минимальным, что достигается отбором пробы перед очередной об­
работкой через летку заранее подготовленную и очищенную от кусков
корки и угольной пены;
- проба электролита не должна содержать корольков металла;
- отбор пробы нужно производить специальной изложницей с
кольцевым вырезом по окружности для обеспечения медленного ее
охлаждения и одновременной кристаллизации по всему объему;
*
отбор пробы производится зачерпыванием электролита с
циальной изложницей (см. выше)г а не путем заливки электролита из
черпака.
..„ ... . .
f
•
Корректировка состава, электролита осуществляется в соот­
ветствии с данными анализов таким образом, чтобы обеспечить посто^ янегтво-его состава в установленных пределах.
Разовая загрузка фтористого алюминия на один электролизер
не должна превышать 70 кг.. Фтористый алюминий равномерным слоем
ь загружается на корку электролита после обработки по графику и приv сыпается основной загрузкой глинозема.
•*«
При сильном закислении электролита для корректировки ис- пользуют фтористый натрий и соду. Корректировку электролита фто' ристым натрием следует производить на вспышке путем его распыле­
ния над поверхностью электролита, а содой - после очередной обработки, загружая тонким слоем на поверхность корки электролита перед
загрузкой-глинозема.
Разовая загрузка фтористого натрия и соды на один электро- лизер не должна превышать 50 кг.
к аться
С некоторой погрешностью криолитовое отношение можно
определить и визуально, по его цвету, толщине корки на ломике и
другим признакам.
Кислый электролит (КО меньше 2,6) при нормальной темпера­
туре имеет темно-вишневый цвет, щелочной (КО больше 2,6) - более
светлый, с оранжевым оттенком. Чем кислее электролит, тем он более
темный. Застывшая на ломике корка электролита более тонкая и ме­
нее прочная при кислом электролите, чем при щелочном. Кислый элек­
тролит в изломе имеет белый цвет и ноздреватую структуру. Щелочной
электролит обычно запенен, имеет более плотную структуру й в изло­
ме серого цвета.
Корректировка фтористым кальцием и каустическим магнези­
том производится на основании анализов электролите на содержание
CaF2 и MgF2 по распоряжению старшего мастера корпуса.
Разовая загрузка СаРг и МдО на один электролизер не долж­
на превышать 50 кг, отдача в ванну производится аналогично фто­
ристому алюминию.
Во избежание выброса электролита и металла:
•
н у ж н о работать только сухим и подогретым инструмен­
том;
- з а п р е щ а е т с я загружать в ванну без подогрева холод­
ные и влажные глинозем, фторсоли, оборот. Чушковой металл и слит­
ки перед погружением в расплав должны быть достаточно просушены
и подогреты на бортах электролизера.
Во избежание ожога, н е л ь з я бросать в расплав фторсоли
в мешках, куски Оборота, чушки металла. Загрузку сырья и оборота
нужно производить осторожно лопатой, малыми порциями. Чушки ме­
талла сначала нужно разложить для подогрева на борта электролизе­
ра, а затем осторожно погрузить в расплав шумовкой. Длина шумовки
должна быть не менее 2 -х метров.
Необходимо следить, чтобы брызги расплава не попадали на
шланги и кабели.
При переливке расплавленного электролита и металла при
помощи черпака, последний должен быть исправным, а урна и черпак
сухие и подогретые, проверены на отсутствие посторонних предметов.
При переливании электролита и металла с помощью черпаков,
снятии угольной пены с поверхности электролита, необходимо остере-
— 130 —
гвться ожогов от теплоизлучения. При малейшем ощущении ожогов
нужно временно прекратить работу.
Жидкий электролит, отлитый в урны, перемещать кранами или
вручную з а п р е щ а е т с я
до его полного затвердевания при
охлаждении.
Разрешается перевозка в жидком виде электролита только
в вакуум-ковшах.
Обслуживая электролизер, з а п р е щ а е т с я становиться
на фланцевый лист, корку электролита, анод, кронштейн анода. Корка
электролита может обвалиться, а нога с анода, кронштейна анода, с
фланцевого листа соскользнуть, т.к. они имеют высокую температуру,
а подошва валенка подшита резиной, которая плавится при соприкос­
новении с горячим предметом......
З а п р е щ а е т с я садиться на борта электролизера и пе­
рекрытия шинного проема.
.
Отверстия для выхода газов ("огоньки*} необходимо пробивать
ломом, а при обработке электролизеров - деревянной рейкой. Необхо­
димо помнить, что при отсутствии 'огоньков*, газы, скопившиеся под
коркой, могут прорвать ее и вместе с электролитом вырваться наружу.
При пробивке отверстий в корке электролита брызги электро­
лита от скопившегося газа могут причинить ожоги при несоблюдении
правил ношения спецодежды, обуви, очков, рукавиц и при неправиль­
ном пользовании инструментом.
Затаривание в ящики угольной пены, снятой в тачки, протвени,
разрешается только после полного остывания.
При работе ломом нужно соблюдать осторожность, беречь
руки от ушибов о выступающие части конструкций. При дроблении
остывшего электролита и угольной пены необходимо обязательно
пользоваться защитными очками или защитным щитком.
Во время работы на электролизере з а п р е щ а е т с я :
- совмещать одновременно на одном электролизере выполне­
ние 2 -х или более опереций технологического или ремонтного характе­
ра:
- при подъеме и опускании рам укрытий подходить к электро­
лизеру и производить какие-либо работы у электролизера до полного
подъеме или опускания рамы и прекращения работы электродвигате­
ля; .
—
131
—
- поднимать раму укрытия, не убедившись в исправности ме­
ханизма подъема, тяг, пальцев, шплинтов;
-перекрывать чем-либо решетки шинных проемов;
• допускать замыкания металлическими предметами изолиро­
ванных друг от друга частей электролизера;
- прислонять инструмент к конструктивным частям электроли­
зера (газоходы, укрытия и др.);
- работать на ванне при неполностью укрытых шинных прое­
мах и отсутствии ограждений открытых мест;
-работать деформированным инструментом;
• разбивать раскаленные куски настыли и оборота, т.к. мелкие
куски могут отскочить и причинить ожог.
9.10.3. По д Д е р ж а ни е н о р м а л ь н о г о
ур о в ня металла.
Роль жидкого металла для обеспечения высокопроизводи­
тельной работы электролизера очень велика. Жидкий алюминий обла­
дает хорошей теплопроводностью. Благодаря этому, тепло от центра
электролизера отводится к периферии, температура во всем объеме
рабочего пространства выравнивается. Изменением количества ме­
талла можно регулировать тепловой режим работы электролизера. При
повышении уровня металла увеличивается отдача тепла электролизе­
ром, температура электролита и металла снижается. При понижении
уровня металла потери тепла электролизером снижаются, а темпера­
тура процесса повышается.
От уровня металла зависит перекос его поверхности. Перекос
поверхности жидкого алюминия зависит от плотности горизонтальных
токов в металле. Чем выше уровень металла, тем ниже плотность Го­
ризонтальных токов и тем меньше перекос жидкого алюминия в элек­
тролизере.
Жидкому металлу отводится первая роль в стабильном удер­
жании постоянной температуры (наряду с рабочим напряжением),
создании формы рабочего пространства электролизера, поддержании
теплового равновесия. Уровень металла (высота слоя металла в см) в
электролизере определяется его количеством и формой рабочего про­
странства. В электролизере всегда должен поддерживаться оптималь­
— 132 —
ный уровень металла, несколько различающийся в зависимости от
конструкции и мощности электролизера (см. таб.2 0 ), срока службы,
температуры окружающей среды и др. факторов.
Снижение уровня металла в ванне может быть по одной из
причин или их совокупности:
- снижение НЭП металла, т.е. выпивка металла в большем
размере, чем фактическая наработка;
*
повышение температуры электролита из-за технологическ
нарушений, завышенной силы тока или завышенного среднего напря­
жения;
- протек металла в катодный кожух или на нулевую отметку.
Повышение уровня металла достигается одним из прие­
мов:
- задержкой очередной выпивки или снижением задания на
выпивку;
- переплавкой твердого металла или 'козлов*;
- заливкой жидкого металла из других ванн;
- улучшением формы рабочего пространства путем опиковки
или учащенной обработки;
- стабилизацией на ванне всех технологических параметров.
Следует подчеркнуть, что повышение уровня металла приво­
дит к увеличению выхода по току только при постоянном поддержании
в ванне нормального уровня электролита и чистоты подины от осадка,
при правильной форме рабочего пространства, что достигается систе­
матической профилактической работой по очистке подины от осадка
при замене анодов и постоянном контроле уровней электролита.
Повышение уровня металла создает условия для увеличения
рабочего напряжения (уставки регулирования), что, в свою очередь,
приводит к увеличению МПР и выхода по току.
Постоянство уровня металла в заданных пределах системати­
чески контролируется путем замеров:
- старшим электролизником - ежедневно на всех ваннах эвена
при приемке смены и по мере необходимости;
- бригадиром т ежедневно при составлении задания на выпив­
ку металла и по мере необходимости;
- старшим мастером корпуса - ежедневно при составлении
задания на выпивку и по мере необходимости.
—
133 —
9.10.4. П о д д е р ж а н и е н о р м а л ь н о г о т о к о ­
р а с п р е д е л е н и я по а н о да м.
Электролизеры с обожженными анодами являются многоанод­
ными. Постоянный электрический ток подводится к электролиту через
отдельные аноды, подключенные к анодной ошиновке параллельно.
Совокупность анодов составляет анодный массив электролизера.
Анодный массив электролизеров состоит из 22-х (С-160), 24-х
(С-175) или 36-ти (С-255) анодов. Электролизер с обожжёнными ано­
дами будет работать стабильно и высокопроизводительно, если обес­
печить распределение тока, поступающего на электролизер, равно­
мерно по отдельным анодам.
Токовая нагрузка каждого анода определяется только
электрическим сопротивлением токоведущих элементов на пути про­
хождения тока от анодной шины до подины (п.п.4+11 баланса напря­
жения, см. таб.2 1 ), поскольку падение напряжения на этих участках
одинаковое (параллельное соединение).
В свою очередь, электрическое сопротивление на участках:
контакт шина-штанга, штанга, контакт штанга-кронштейн, кронштейн с
ниппелями, контакт ниппель-анод, обратная ЭДС (п.п.4+8,10) у всех
анодов почти одинаковое или меняется незначительно. Электросопро­
тивление в теле анода (см. п.9 таб.21) зависит от высоты анода
(огарка) и его температуры.
Сопротивление в электролите (см. п. 11 таб. 21) зависит от ве­
личины МПР под каждым отдельным анодом и от наличия замыкающих
элементов в МПР (угольная пена, куски анода, ’конус*).
Таким образом, сила тока, протекающая через анод, зависит
от сопротивления в аноде и сопротивления в электролите. Аноды в
анодном массиве выставляются, как правило, на одинаковое междупо­
люсное расстояние для всех анодов, поэтому токовая нагрузка, в этом
случае, будет зависеть от высоты огарка и его температуры. Неравно­
мерность токораспределения, зависящая только от неравномерности
электросопротивления в отдельных анодах, из-за разности в высоте
анода, составляет не более 1 0 % от средней токовой нагрузки по ано­
дам и вполне саморегулируется на нормально работающем электроли­
зере. Если по аноду из-за его большей высоты протекает меньший ток,
то он сгорает медленнее, МПР под таким анодом снижается, сопроти-
вление электролита уменьшается, а сила тока повышается, т.е. урав­
нивается, и анод начинает гореть быстрее. Если по аноду протекает
завышенная токовая нагрузка, то такой анод горит быстрее, МПР под
таким анодом увеличивается, сопротивление электролита увеличи­
вается, токовая нагрузка снижается до тех пор, пока не сравняется с
токовой нагрузкой на других анодах.
Вновь выставленные аноды имеют высокое электросопротив­
ление как иэ-за низкой температуры самого анода, так и из-за пло­
хого контакта ниппель-анод, о чем упоминалось выше.
В первые сутхи такие аноды, хотя и выставленные не один
горизонт с соседними анодами, берут пониженную токовую нагрузку изза высокого электросопротивления и в теле анода, и в контакте нип­
пель-анод (из-за низкой температуры). Но, начиная со 2-х суток, токо­
вая нагрузка на них выравнивается, т.к температура самого анода и в
контакте ниппель-анод поднимается, а сопротивление на этих участках
значительно снижается.
Остается только один участок, который нужно систематически
контролировать при регулировании токораспределения по анодам величину и чистоту м еж д у п о л ю с н о го рассто­
яния.
Необходимость с и с т е м а т и ч е с к о г о контроля МПР
диктуется тем обстоятельством, что электросопротивление на этом
участке может измениться из-за: - резкого уменьшения МПР при проскальзывании отдельных
анодов (в свое время установленных с нарушениями) во время вылив­
ки и во время перетяжки анодной рамы;
- скопления под анодам угольной пены, кусков анодов;
- отставания в сгорании отдепьных участке» анода (образо­
вание 'конуса', неровности);
- неправильной установки анода при замене.
В этих случаях сила тока, протекающая по отдельным анодам,
возрастает в 1,5-2 и более раз, что приводит, как правило, к а в а ­
р и й н о й замене анодов.
Звеном электролизников токораспределение контролируется
не реже одного раза в сутки на всех нормально работающих ваннах по
закреплению.
Замеры токораспределения, как правило, должны быть произ­
— 135 —
ведены в первый час работы с тем, чтобы до середины смены устано­
вить и устранить причины перегрузки анодов.
На "больных* электролизерах замеры токораспределения и его
регулировка производятся ежесменно, а при необходимости, и чаще.
Замеры токораспределения по анододержателям производят­
ся с помощью вилки с постоянной базой и милливольтметра.
Показания -милливольтметра (при постоянной базе) прямо
пропорциональны силе тока, протекающей по анододержателю. Так,
если при замерах токораспределения получены результаты: первый
анододержатель - 6 мВ, второй - 4 мВ, третий - 8 мВ, то это значит,
что по первому аноду протекает ток в 1,5 раза больше, чем по второму
аноду, а по третьему аноду протекает ток в 2 раза больше, чем по вто­
рому аноду.
Замеры токораспределения с обязательной записью в
'Журнале токораспределения" производятся двумя электролизниками:
один устанавливает вилку на анододержателе ниже контактной колод­
ки, второй следит за показаниями милливольтметра и производит
запись.
Аноды перегруженные и недогруженные определяются по
сравнению со средним результатом замера по ванне.
Цепью замера токораспределения является выявление анодов
с перегрузкой на ранней стадии и предотвращение ухудшения техноло­
гии на электролизере.
Прежде всего, нужно выяснить причину перегрузки. Причина
выясняется проверкой кочергой подошвы анода (в отдельных случаях
анод поднимается над расплавом для визуального осмотра подошвы).
После расчистки МПР от скопившейся пены, кусков анодов (а также
после обнаружения неровности, срубания "конуса") междуполюсное
расстояние устанавливается по условиям равного токораспредепения,
т.е. такой анод устанавливается так, чтобы по нему протекал ток, соот­
ветствующий средней нагрузке.
Обязательной проверке чистоты МПР и регулировке токорас­
пределения подлежат все аноды с показаниями, отличающимися от
средней нагрузки больше, чем на 1 мВ.
—
136 —
9.10.5.П о д д е р ж а н и е о п т и м а л ь н о й
з а с ы п к и г л и н о з е м а на а но да х .
Анодный массив равномерно засыпают глиноземом, причем
высота засыпки на анодах зависит от срока службы анодов и должна
быть не менее 5 см. Слой глинозема на анодном массиве играет
большую роль в уменьшении потерь тепла через анодный массив и в
снижении расхода электроэнергии анодами (утепленные аноды имеют
меньшее электросопротивление). Особое внимание нужно уделять
поддержанию оптимальной засыпки в середине анодного массива.
Засыпка в середине анодного массива должна быть на уровне засыпки
над анодами. На электролизерах, оборудованных системой АПГ, высо­
та глинозема в зоне действия питателей должна быть 5-10 см, а в
остальных местах 1 0 - 2 0 см, в зависимости от расстояния между ряда­
ми анодов.
9.10.6. П о д д е р ж а н и е о п т и м а л ь н о г о
междуполюсного расстояния.
МежДуполюсному расстоянию принадлежит важная роль в
обеспечении производительной работы электролизера (см. раздел
9.4.3).
Оптимальное междуполюсное расстояние (п.14 таб.20) обес­
печивается комплексно:
- поддержанием рабочего напряжения (уставки регулирования)
в оптимальных пределах (п. 8 таб.2 0 );
- поддержанием состава электролита (КО, %% содержание
СаРг и МдРг) в заданном пределе (п.1 таб.2 0 );
. поддержанием перепада в подине, перепада шина-штанга и
других составляющих рабочего напряжения в минимальном пределе;
- работой на верхнем пределе уровня металла, установленно­
го технологическими инструкциями (п. 2 таб.2 0 ).
— 137 —
9.10.7. П о д д е р ж а н и е п е р е п а д а в
подине в з а д а н н о м предепе.
Перепад в подине не выше 0,37 В на электролизерах С-160 и
С-175 и 0,33-0,35 В на С-255 возможен при содержании ее в чистом от
осадков и коржей состоянии и при правильной форме рабочего про­
странства. Чистота подины обеспечивается:
- стабильным поддержанием нормальных уровней электролита
и металла;
- соблюдением графиков и режима обработки электролизеров;
- поддержанием нормального состава электролита (КО,
%% CaF2 и MgF2);
- поддержанием стабильного теплового баланса;
- систематическим контролем чистоты подины (при подготовке
'гнезда* для установки нового анода) и нормальной формы рабочего
пространства (при обработке закрепленных электролизеров), постоян­
ными мерами по поддержанию их в нормальном состоянии.
Необходимо иметь в виду, что очень низкий перепад напряже­
ния в подине (ниже 0,30 В) свидетельствует о слабых бортовых на­
стылях или полном их отсутствии, что отрицательно влияет как на
выход по току, так и на срок службы электролизеров.
9.10.8. П о д д е р ж а н и е о п т и м а л ь н о й
температуры электролита. ®
Температура электролита (температура электролиза) является
самым важным технологическим параметром, влияющим на произво­
дительность электролизера. Ее роль на процесс электролиза подробно
изложена в разделах 9.4.1 и 9.6.
Оптимальная температура электролиза обеспечивается кон­
структивными параметрами электролизера в совокупности со стабиль­
ным поддержанием всех технологических параметров в оптимальных
пределах. Особое внимание обслуживающий персонал (наряду с под­
держанием нужного рабочего напряжения) должен уделять технологи­
ческим операциям:
- обработки электролизеров с соблюдением графиков и режи­
мов обработки;
—
-
138 —
выливки металла с соблюдением графика и задания на в
пивку;
• перестановки анодов с соблюдением графика и схемы заме­
ны анодов;
о гашению анодных эффектов с соблюдением частоты И вре­
мени гашения анодных эффектов.
*
?-
: >
9.11. П и х в -н и е
-
-bv.vA.T
электролизеров
ЛИН О э е м О М.
Основной и наиболее трудоемкой из всех операций по обслу­
живанию электролизера является питание электролизера глиноземом,
так называемая о б р а б о т к а э л е к т р о л и з е р а ;
Концентрация растворенного глинозема в электролите в про­
цессе электролиза постоянно снижается,, т.к. глинозем под действием
постоянного электрического тока разлагается на алюминий и кислород.
По мере снижения концентрации необходимо в электролит добавлять
новую порцию глинозема.
Питание электролизера глиноземом заключается в периоди­
ческой п р о б и в к е электролитной к о р к и на одной из продоль­
ных сторон электролизера и п о г р у ж е н и и е е в электролит
вместе с находящимся на корке нагретым глиноземом с помощью
о б р а б а т ы в а ю щ е й техники и з а с ы п к е в электролизер
на корку электролита н о в о й п о р ц и и г л и н о з е м а с по­
мощью з а с ы п а ю щ е й техники.
Пробиваемые стороны чередуются.
обработка электролизеров производится н е п р е р ы в н о
одного 38 другим п о п о т о к у , т.е. в установленном схемой обра­
ботки направлении и р е г л а м е н т и р о в а н н о , т.е. через строго
установленный промежуток времени.
Максимальная концентрация глинозема в электролите практи­
чески не превышает 6 %, такая концентрация будет в ванне сразу после
обработки. Затем, по мере переработки глинозема, концентрация его в
электролите снижается. При снижении концентрации глинозема до 1 -1,5% наступает анодный эффект.
Обработка электролизеров ведется с п р е д у п р е ж д е ­
н и е м вспышек, т.е. до того момента, когда концентрация глинозема
снизится до к р и т и ч е с к о й , при которой наступает анодный эф­
фект. Вот поэтому п е р и о д ы (время) между обработками должны
строго выдерживаться.
Период времени между обработками может составлять 2,3,4
часа в зависимости от конкретных условий, для которых и устанавли­
вается поточно-регламентированная с х е м а о б р а б о т к и .
Чем чаще обрабатывается электролизер, тем меньше разовая
порция глинозема должна поступать в ванну. Это позволяет полностью
растворить глинозем в электролите и создает условия для равномерно­
го технологического режима работы электролизера, не допуская выпа­
дения части нерастворенного глинозема в осадок. Однако учащенная
обработка увеличивает трудовые затраты на обслуживание электро­
лизера.
Наилучшим способом питания ванн глиноземом является не­
прерывное автоматическое питание с поддержанием оптимальной
концентрации глинозема в электролите. Но внедрение систем автома­
тического питания ванн глиноземом (АЛГ) в настоящее время находит­
ся в стадии разработок и испытаний.
В конкретном случае режим обработки определяется свойст­
вами глинозема и электролита, условиями работы электролизеров,
наличием и производительностью обрабатывающей и засыпающей
техники. Загрузку глинозема в электролит необходимо производить
таким образом, чтобы не только увеличить концентрацию глинозема в
электролите, но и поддержать в нормальных пределах основные тех­
нологические параметры. Различают поточно-регламентированную и
индивидуальную обработку электролизеров, т.е. когда электролизер
обрабатывается не по потоку.
На нормально работающей ванне температура электролита
(при поддержании всех остальных параметров в пределах нормы)
постоянно изменяется. Сразу после обработки она снижается до 945- 950 Ос, т.к. тепло расходуется на нагрев и расплавление материалов,
погруженных в электролит на обработке, а часть тепла теряется при
обработке через открытую поверхность электролита. Затем температу­
ра электролита поднимается со скоростью 3-5 °С в час, т.е. восстана­
вливается до величины перед обработкой.
—
140 —
9.12 Ликвидация анодных эффектов.
Анодные эффекты (вспышки возникают на эпиктролизере при
снижении концентрации глинозема до 1 -1,5% . Во время анодного
эффекта напряжение на электролизере возрастает с 4,0 - 4,5 В до
25 - 60 В, что связано с резким увеличением омического сопротивле­
ния на границе анод - электролит при низкой концентрации глинозема
в электролите.
. Такой электролит плохо смачивает анод, в результате чего
на подошве анода образуется сплошная газовая пленка, возникает
и с к р о в о й а н о д н ы й разряд.
Анодные эффекты имеют положительные и отрицательные
стороны.
К п о л о ж и т е л ь н ы м сторонам анодного Эффекта ОТНО­
СЯТ
■
л
»
- возможность контролировать качество технологического про­
цесса по величине напряжения анодного эффекта и по периодичности
наступления вспышек;
- возможность тщательной очистки электролита от угольной
пены, т.к. во время вспышки возникают лучшие условия для ее отделе­
ния от электролита.
На каждом электролизере имеется контрольная электрическая
лампочка на напряжение 60 В, подключенная, как и вольтметр, па­
раллельно электролизеру.
При рабочем напряжении 4,0 - 4,5 В лампочка не светится
(накал вольфрамовой нити еле заметен), но во время анодного эффек­
та, когда напряжение на ванне возрастает, лампочка будет светиться
там ярче, чем выше напряжение вспышки.
По величине напряжения вспышки различаются:
25 В и выше -'ясные*
15-25 В
''средние*
Ниже 15 В -"тусклые*
Бывают также вспышки ‘ мигающие* - это такие вспышки, когда
накал лампочки то увеличивается, то уменьшается.
О чем свидетельствует напряжение анодного эффекта ?
Очень высокое напряжение, выше 50 В, свидетельствует об
очень низкой температуре электролита в ванне. Чаща всего такое
напряжение бывает при 'ясных, мигающих* вспышках. 'Мигание' вы­
—
141 —
звано волнением металла во время вспышки не холодно работающем
электролизере.
Если напряжение вспышки не ниже 25 В, то процесс электро­
лиза идет нормально: междуполюсное расстояние чистое и не зани­
женное, под анодами нет угольной лены, отколовшихся кусков анодов,
сколов подовых блоков. Подошвы анодов чистые, не имеют неровно­
стей и 'конусов*, находятся в электролите, а не в осадке. Электролит
чистый, не науглерожен и не закарбижен. При нормальном процессе
электролиза анодный эффект наступает мгновенно и имеет высокое
напряжение, т.к. сопротивление на границе анод-электролит опреде­
ляется только электрохимическим процессом (образованием на по­
верхности анодов углефторидов с высоким электросопротивлением).
Если напряжение вспышки ниже 25 В, то это значит, что в
МПР что-то не соответствует нормальному положению (заниженное
МПР, грязный электролит, куски анодов, угольная пена, неровности и
’ конуса’ на подошве анодов и др.).
Конкретную причину заниженного напряжения нужно выяснить
сразу же после гашения вспышки и устранить ее. Следует иметь в
виду, что чем ниже напряжение вспышки, тем более существенное
нарушение есть в МПР.
Если вспышки наступают через установленный интервал
(0,5 + 2,0 шт./сутки для С-160 и С-175; 0,2,+ 0,8 шт./сутки для С-255), то
делается вывод о том, что температура процесса и количество посту­
пающего глинозема соответствуют нормальной работе.
Если вспышки наступают преждевременно - значит в электро­
лите растворяется недостаточное количество глинозема (из-за низкой
температуры электролита, низкой растворимости глинозема в электро­
лите, из-за малого количества электролита в ванне, из-за малой за­
грузки глинозема при обработке и пр.). Причину нужно выяснить и
устранить.
Если вспышка ’затягивается", не наступает вовремя, то де­
лается вывод о том, что поступающий в ванну глинозем не успевает
перерабатываться (из-за низкого выхода по току - ’ горячего хода* ван­
ны или завышенной загрузки глинозема при обработке). Причину нужно
выяснить и устранить.
Увеличение электрической мощности электролизера при анод­
ном эффекте приводит к выделению большого количества тепла в
—
142 —
электролите, что резко о т р и ц а т е л ь н о отражается на процессе
электролиза:
-увеличивается расход электроэнергии;
-нарушается тепловой баланс электролизера;
-поднимается температура электролита;
-снижается производительность электролизера;
-увеличивает») расход фторсолей;
- резко увеличивается выделение вредных газов и пыли, ухуд­
шаются условия труда;
-возрастают трудозатраты.
Частота вспышек ограничивается поэтому уровнем, необходи­
мым для технологического контроля работы э л е к т р о л и з е р о в .
Анодные эффекты ликвидируются после погружения в элек­
тролит порции глинозема.
Для уменьшения расхода электрической энергии во время
вспышки и снижения других отрицательных последствий, продолжи­
тельность вспышки не должна превышать 2 -х минут, а частота вспы­
шек допжна соответствовать п.5 таб.20. К гашению анодного эф­
фекта нужно приступать немедленно после его возникновения. В гаше­
нии анодного эффекта должны принимать участие все чпены звена,
если в момент наступления вспышки не выполняются какие-либо дру­
гие неотложные работы.
<
Для поддержания частоты анодных эффектов в заданном пре­
деле необходимо создавать соответствующие условия:
-следить за постоянством уровней металла и электролита;
- поддерживать заданный состав электролита (КО и %% со­
держание СаРг, MgF2 >;
- строго соблюдать установленный регламент обработки и
контролировать разовую загрузку глинозема при поточной обработке
на -,, , ваннах без АПГ и интервал срабатывания механизма АПГ;
- не допускать переохлаждения электролита из-за длительного
времени работы электролизера с открытой поверхностью электролита
и по другим причинам;
- анодный массив поддерживать в постоянно утепленном гли­
ноземом состоянии, не допускать провалов корки и выбивания огней в
неположенном месте;
• своевременно заменять аноды; вновь установленные аноды
— 143 —
немедленно утеплять глиноземом;
- ежесуточно производить замеры токораспределения по ано­
дам и принимать срочные меры по устранению выявленных отклоне­
ний;
-постоянно контролировать заданное рабочее напряжение.
На электролизерах с обожженными анодами анодные эффек­
ты, как правило, ликвидируются с помощью деревянной рейки (жерди).
Допускается гашение вспышек сухим сжатым воздухом, который по­
дается под анодный массив для перемешивания электролита через
стальную трубу, и гашение вспышек перемещением анодного массива.
Последний способ не получил широкого применения, так как
шахта ванны должна быть специально подготовлена к такому способу
гашения, а сам способ с первой попытки не дает 1 0 0 % результата.
9.12.1. Л и к в и д а ц и я а н о д н о г о э ф ф е к т а с
п о м о щ ь ю д е р е в я н н о й р е й к и (ж е р д и ).
Для устранения анодного эффекта необходимо:
- поднять укрытие электролизера на одной из сторон электро­
лизера (там, где будет гаситься вспышка);
- вручную быстро ломом пробить корку электролита на не ме­
нее 1/4 стороны (3 анода в корпусах 1 -1- 1 0 ; 5 анодов в корпусах 11 1 2 ) и ввести деревянную рейку (жердь) под анодный массив в сторону
непробитой части корки (во избежание разбрызгивания и выброса
электролита). При горении рейки в электролите происходит выделение
большого количества газов, которые интенсивно перемешивают элек­
тролит и разрывают газовую пленку на анодах, вспышка гаснет.
При отсутствии в эвене других н е о т л о ж н ы х работ гаше­
ние вспышки производят 2 электролизника. Длина рейки (жерди) долж­
на быть не менее 2 -х метров, а сама рейка (жердь) должна быть сухой.
После ликвидации анодного эффекта рейка (жердь) немед­
ленно извлекается из расплава. Категорически з а п р е щ а е т с я
оставлять рейку (жердь) в расплаве после устранения анодного эф­
фекта.
Гашение вспышек деревянной рейкой (жердью) производится
на всех типах электролизеров (сАПГ ибезАПГ).
Ликвидация (гашение) анодного эффекта должна производить­
—
144 —
ся в исправной спецодежде и головном уборе, с использованием фар­
тука, рукавиц, защитного щитка.
Перед гашением анодного эффекта необходимо опустить щи­
ток шляпы, закрыть лицо. Брюки должны быть поверх валенок, спере­
ди - фартук, на руках - рукавицы. Куртка должна быть застегнута на
все пуговицы.
Во время гашения анодного эффекта все другие работы
(кроме гашения) необходимо прекращать, а людей удалять на без­
опасное расстояние 6 - 8 метров.
Если во время анодного эффекта на электролизере работают
другие рабочие (анодчики, слесари, электрики), необходимо предупре­
дить их о немедленном прекращении работ и уходе с электролизера,
а затем приступить к гашению анодного эффекта.
З а п р е щ а е т с я пробивать корку электролита для гаше­
ния анодного эффекта в местах, где дана загрузка свежего или регене­
рированного криолита или на фланцевом листе сушится ’пушонка" или
отходы сырья с ‘О* отметки, во избежание возможного выброса элек­
тролита.
После гашения анодного эффекта укрытие электролизера
немедленно закрывается.
9.12.2. Л и к в и д а ц и я " т у с к л о й " (до 15 В),
" с р е д н е й " (до 25 В) и л и " м и г а ю щ е й *
вспышки.
Тусклая, средняя и мигающая вспышки сигнализируют о нали­
чии в МПР факторов, нарушающих стабильность технологического
процесса электролиза. Гашение таких вспышек производится только
жердью.
Перед гашением таких вспышек необходимо анодный массив
незначительно поднять (не более 1-3 см). Если незначительный подъ­
ем приводит к устойчивой и ясной вспышке, то вспышку гасят, рабочее
напряжение поспе гашения устанавливают на 0,1 - 0,2 В выше до
получения 1-2 контрольных вспышек с напряжением не ниже 25 В.
Если незначительный подъем анодов (не более 1-3 см) не
приводит к изменению характера вспышки, то следует прекратить
подъем анодного массива, вспышку погасить, после чего в присутствии
—
■
145 —
мастера устанавливается и устраняется причина возникновения не­
нормальной вспышки, для чего замеряется токораслределение по
анодам, тщательно проверяется и очищается междуполюсное про­
странство, подошвы анодов, исследуется форма рабочего про­
странства.
Рабочее напряжение на основании обследований устанавливается завышенным. Характер обработок до появления устойчивых,
ясных вспышек определяется распоряжением старшего мастера кор­
пуса.
9.13. О б с л у ж и в а н и е
анодного
узла.
При обслуживании анодного узла выполняются следующие
основные операции:
-извлечение огарков и установка новых анодов;
- перетяжка анодной рамы.
9.13.1. И з в л е ч е н и е о г а р к о в и у с т а н о в к а
н ов ы х анодов.
Извлечение огарков и установку новых анодов электролизники
и анодчики производят совместно с помощью мостового крана или
специального' комплексного крана, предназначенного для обслужива­
ния электролизеров с обожженными анодами. Работа может выпол­
няться и с помощью специальных машин, предназначенных для этой
цели.
Замену анодов производят по схеме, предусматривающей
равномерную замену по площади шахты электролизера с учетом чере­
дования рядов анодов. Схема устанавливает очередность замены
анодов по порядковым номерам. З а п р е щ а е т с я нарушать схему
замены анодов. Время работы одного анода ( ц и к л ) от установки
до замены зависит от количестве анодов в анодном массиве, силы
тока на серии электролизеров и выхода по току (а также и от качества
анодов).
Цикл замены анодов устанавливается для каждого электроли­
зера в зависимости от его технологического состояния и от сорта ме­
талла, выдаваемого ванной, и составляет 27-30 суток
—
146 —
А. Э л е к т р о л и з е р С -160.
С т о р о н а э л е к т р о л и з е р * у с т е н ы к о р ■ у с а.
Лицевая сторона электролизера
Очередность замены (схема замены)
по порядковым номерам анодов:
1; 14; 5; 18; 9; 22; 2;15; 6;19; 10;
12; 3; 16; 7; 20; 11; 13; 4; 17; 8 ; 21.
Рис. 29. Схема замены анодов для С-160.
Б . Э л е к т р о л и з е р С -175.
С т о р о н а о л v кт р о л и з о ря у с т е н ы к о р п у с а .
^
■ ■■■■■...- ... Н м рм /вн и в
тофя
■.
" '
{
JI и « « и я с т о р о н а э л е к т р о л и з е р а
Очередность замены (схема замены)
. по порядковым номерам анодов:
-1; 15; б;-19; 9; 23; 2; 16; 6 ; 20; 10; 24;
13; 3; 17; 7; 21; 1 1 ; 14; 4; 18; 8 ; 22; 12.
Рис. 30. Схема замены анодов для С-175.
В зависимости от срока службы анодов составляется график
замены анодов. График замены анодов для С-160 и С-175 составляет­
ся с таким расчетом, чтобы количество устанавливаемых новых анодов
на одном электролизере было не более 1 -го в сутки.
— 147 —
Для электролизеров С-255 схема замены анодов устанавли­
вает следующую очередность по порядковым номерам:
1, 28, 21, 12, 5, 32, 25, 16, 9, 36, 2, 29, 22,13, 6 , 33, 26, 17, 19,
10, 3, 30, 23,14, 7, 34, 27,18, 20, 11, 4. 31, 24,15, 8 , 35.
В зависимости от срока службы анодов для С-255 составляет­
ся график замены анодов, в котором равномерно распределяются дни,
когда меняется по 2 анода.
Толщина анодного огарка под ниппелем не должна быть
меньше 20 мм. Высота заменяемого огарка должна быть не менее
150 мм.
Во избежание подплавления ниппелей анододержателей не­
обходимо постоянно контролировать состояние анодов.
Аноды - огарки, имеющие оголение ниппелей более 50 мм по
высоте заливки и имеющие трещины, через которые может происхо­
дить прямой контакт ниппелей с электролитом, должны быть извлече­
ны досрочно. Досрочное извлечение производят с ведома и разреше­
ния мастера смены.
Операции по извлечению огарка и установке нового анода
производятся при открытой створке укрытия против заменяемого ано­
да.
Зачистку контактной поверхности на анодной шине, разбалчивание и забалчиаание зажимов производят при закрытом укрытии.
При замене угловых анодов должна быть пробита корка элек­
тролита с помощью МПТ (или спецкрана) на торцевой стороне против
устанавливаемого анода.
Не допускается наличие зазора в нижней части контакта шина
- штанга (из-за плохой подготовки 'гнезда* для установки нового ано­
да), так как это приводит к проскальзыванию анода при перемещении
анодного массива.
Аноды с деформированными штангами или неправильной
сборкой (отсутствие перпендикулярности оси штанги к нижней плос­
кости анода, отсутствие соосности боковых граней штанги и боковых
граней анода) должны выбраковываться.
Для упрощения контроля за качеством работ по замене ано­
дов применяется график замены анодов по закрепленным электроли­
зерам. Этот график является индивидуальным для каждого электроли­
зера в зависимости от состояния заменяемых анодов.
—
148 —
Порядок выпо л нения т е х н о л о г и ч е с ­
ким п е р с о н а л о м о п е р а ц и й при извле­
чении огарка:
- отгрести в сторону глинозем от извлекаемого огарка и подце­
пить штангу на автоматическую головку или ф>юк крана;
-отвернуть зажим и откинуть прижимную колодку;
- приподнять огарок на высоту 10 - 30 см и очистить от остат­
ков сырья;
• извлечь огарок из шахты ванны и зачистить от остатков
сырья;
- поставить очищенный огарок на чистый свободный поддон.
Зачистка огарка от остатков сырья производится над коркой
электролита в стороне от места извлечения огарка на этой же или
соседней ванне при закрытой раме укрытия и 3»х открытых створках.
Порядек
установки
нового
анода:
- зачистить контактные поверхности не шине и штанге;
-подготовить место для установки нового анода.
Очищается место для установки нового анода от корки элек­
тролита, обвалившейся в расплав при извлечении огарка. Расширяется
проем по габаритам нового анода путем очистки от корки электролита
боковых поверхностей соседних анодов и торцевой поверхности про­
тивоположного анода. Не допускается наличие зазора в нижней части
контакта шина - штанга из-за плохой подготовки 'гнезда* для установки
нового анода, т.к. это приводит к последующему проскальзыванию
анода при перемещении анодного массива.
Очищается осадок под извлеченным и соседними анодами.
Снимается угольная, пена с поверхности обнаженного электролита,
оплескиваются электролитом боковые поверхности всех анодов вокруг
'гнезда*;
_- осмотреть анод на отсутствие влаги и чистоту подошвы ано­
да.
При снятии нового анода с поддоне, перед его установкой,
нужно убедиться в чистоте подошвы анода, в отсутствии прилипания к
подошве анода посторонних предметов и кусков оборотного эпектро-
—
149 —
лита, которые могут оказаться влажными.
Анод, подготовленный для установки, должен быть сухим, без
наличия следов влаги на поверхности анода;
- установить новый анод на один горизонт с соседними анода­
ми.
Новый анод опускается в шахту ванны в подготовленное
'гнездо* с помощью крана до совмещения подошвы нового анода с
уровнем подошвы соседних анодов. Момент совмещения определяет­
ся вручную специальным крючком или с помощью комплексного крана
автоматически. Если анодчик твердо не уверен в полном отсутствии
влаги на аноде, допускается подогрев подозрительного анода в 5 -10
см над поверхностью электролита подготовленного гнезда в подве­
шенном состоянии в течение 5 -1 0 минут. При необходимости (если
на поверхности электролита образовалась за это время корка) произ­
водится повторная подготовка 'гнезда”:
- забоптитъ зажим, нанести мелом риску на штанге;
- сразу после установки нового анода, но не позднее 1 0 минут,
он должен быть для утепления засыпан глиноземом.
К установке на электролизер допускаются сухие аноды, не
подвергшиеся соприкосновению с влагой (хранение анодов должно
быть под кровлей, перевозка анодов должна производиться только в
сухую погоду или с применением укрытий для предохранения от атмо­
сферных осадков). Перед установкой нового анода нужно убедиться
по внешнему виду в полном его соответствии техническим условиям
по качеству анодного блока и анододержателя, а также анода в сборе
(см. раздел 7.5).
Замена анодов производится совместно электролизниками и
анодчиком.
Анодчик извлекает огарок, очищает его от сырья и устана­
вливает новый анод в 'гнезде*.
Электролизник подготавливает ‘гнездо* для установки нового
анода, контролирует щупом установку нового анода на горизонт.
Команды крановщику при замене анодов дает только анод­
чик, во избежание поломок металлоконструкций на электролизере.
При подготовке *гнезда* электролизник, находясь на рифленках против места работы, должен принять устойчивое равновесное
положение. Нижний швеллер рамы укрытия при этом должен быть
—
150 —
приподнят над вертикальной обортовкой фланцевого листа на 3-8 см
(последнее для С-160). Электролизнику, при необходимости, разре­
шается опираться ступней одной ноги на вертикальную обортовку
фланцевого листа. З а п р е щ а е т с я : переносить обе или хотя бы
одну ногу через вертикальную обортовку фланцевого листа, опираться
ногой на борт электролизера (фланцевой лист), опираться ногой на
корку электролита или извлеченные куски, опираться ногой на анод
или кронштейн анода.
При установке нового анода, после ввода крановщиком штанги
анода в гнездо зажима, электролиэник закрывает проем наклонной
(сегментной) крышкой, а анодчик закрывает горизонтальную крышку
(на С-160) или подкатывает и устанавливает передвижную лестницу с
площадкой. После этого анодчику разрешается подняться на горизон­
тальную площадку электролизера или на лестницу с площадкой.
Надевание захвата на головку штанги, закрытие защелки за­
хвата, разбалчивание зажима, открытие прижимной колодки нужно
выполнять, придерживаясь одной рукой за штангу.
На электролизерах С-175, С-255 все операции по замене ано­
дов должны производиться манипулятором спецхрана. Проектом не
предусмотрено наличие каких-либо площадок на анодной раме для
выполнения вручную операций забалчивания и разбалчивания. При
выходе манипулятора из строя замена анодов производится с по­
мощью захвата для анодов и с о б я з а т е л ь н ы м п р и м е ­
н е н и е м л е р е д в и ж н о й л е с т н и ц ы с площадкой для об­
служивания анодных зажимов.
Извлекаемые из электролизера горячие огарки разрешается
ставить только в вертикальном положении на поддон для перевозки
анодов. Это требование диктуется тем, что огарок не имеет надежной
площади опоры, в процессе электролиза анод обгорает, трескается и
под весом штанги может в любой момент упасть. При отсутствии под­
дона горячий огарок может быть снят с захвата в горизонтальном
положении в совок для огарков (в исключительных случаях).
З а п р е щ а е т с я поднимать и транспортировать аноды с
незакрытой защелкой захвата. Надевать захват на головку штанги но­
вых анодов и огарков, установленных на поддон, и снимать захват
разрешается только специальным, предназначенным для этой цели
крючком.
— 151 —
З а п р е щ а е т с я влезать на верхнюю часть поддона для
одевания и снятия захвата с головки штанги вручную.
Порядок
дожигания
огарков.
В процессе работы (при замене по графику анодов, устано­
вленных аварийно, при выводе на график замены анодов на электро< лизерах, пущенных на электролиз) из электролизеров извлекаются
большие (более 25 см) огарки, которые подлежат дожиганию.
Для дожигания больших огарков, на каждом электролизере
(кроме опытных и выдающих металл марки А 85) может быть выделе­
но 1 > 2 постоянных места (номера анодов). Замена догоревших огар­
ков производится по отдельному графику по мере их сгорания и при
постоянном контроле.
Устанавливать на дожигание огарки с пусковых электролизе­
ров рекомендуется горячими.
9.13.2. П е р е т я ж к а ( п о д ъ е м )
р а м ы.
анодной
Перетяжку анодной рамы следует производить до замены
анодов и не позже, чем через один час nocria обработки электролизе­
ров. При этом должны быть созданы условия, исключающие возникно­
вение анодного эффекта. В случае возникновения анодного эффекта
подъем анодной рамы прекращают, анодный эффект немедленно
ликвидируют деревянной рейкой, после чего заканчивают перетяжку
анодной рамы. До начала подъема анодной рамы в корке электролита
нужно подготовить отверстие и запасти сухую жердь для гашения
анодного эффекта, на случай его возникновения во время перетяжки
рамы.
Подъем анодной рамы во всех корпусах должен осущест­
вляться звеном анодчиков в составе не менее 4-х человек. На каждой
стороне электролизера: один анодчик находится на анодной раме,
другой-у электролизера для страховки.
Подъем анодной рамы производится во всех корпусах (кроме
корпусов 7, 8 ) с помощью переносного автоматического устройства
для перетяжки рам, которое устанавливается на электролизер с по-
мощью растяжек из пеньковой веревки. В корпусах 7, 8 для этой цели
используются временные зажимы, станционарно установленные на
каждом электролизере.
Во время подъема рамы не допускается сильное искрение
между анодной шиной и штангами. В местах сильного искрения необ­
ходимо уменьшить ослабление основных зажимов, а анодчик обязан
произвести протяжку шпилек основных зажимов.
Во избежание поломок механизма подъема допустимая высота
(шаг перетяжки) подъема анодной рамы:
электролизеры С-160 - 450 мм;
электролизеры С-175 - 400 мм;
электролизеры С-255 - 350 мм.
Для предупреждения возникновения тяжелого технологическо­
го расстройства, связанного с сильным волнением металла, дей­
ствующие технологические инструкции по обслуживанию мощных элек­
тролизеров с обожженным анодами рекомендуют:
•
перед перетяжкой анодной рамы поднимать на ванне ра
чее напряжение на 0,2 - 0,3 В, которое приводится к норме через 2 -3
часа после окончания перетяжки;
- перетяжку рамы прекращать, не доходя 50 мм до верхнего
крайнего положения, чтобы создать запас хода для увеличения МПР
при возникновении волнения металла.
Нужно принимать меры предосторожности при установке пе­
реносного устройства на электролизере, а также при зажатии и осво­
бождении анодных штанг, имея в виду отсутствие горизонтальных
площадок на электролизерах (кроме С-160), а на С-160 отсутствие
ограждений площадок. Окончательно опускание переносного уст­
ройства на анодную раму производится только после того, как все
штанги анодов свободно войдут в захваты устройства.
Все укрытия, во время нахождения анодчиков на анодной ра­
ме, должны быть закрыты.
До начала перетяжки:
- счищается глинозем специальными лопаточками с верхней
грани анодной ошиновки;
- после очистки глинозема лопаточкой, анодная ошиновка и
основные зажимы продуваются небольшой струей сжатого воздуха.
Особенно тщательно глинозем сдувается в местах прилегания
—
153 —
штанги к анодной шине;
- кардалентной щеткой производится зачистка контактной
поверхности штанги выше анодной шины на высоту подъема анодной
рамы.
До раскручивания зажимов и начала перетяжки отмечается
мелом положение всех штанг, например, относительно нижней грани
анодной шины.
Перед разбалчиванием основных зажимов:- произвести установку и закрепление штанг вспомогательны­
ми зажимами (корпуса 7-8);
- после установки автоматического устройства на электроли­
зер и проверки срабатывания автоматических зажимов, с пульта ШУЭ
опустить анодный массив на 3-5 мм для прочного зажатия анодных
штанг в автоматических зажимах (асе корпуса, кроме 7-8).
После закрепления анодных штанг временными зажимами на
балке - коллекторе или переносном устройстве для перетяжки, ослаб­
ляются основные зажимы до создания с к о л ь з я щ е г о контакта
и включается привод анодной рамы.
Напряжение на электролизере в момент перетяжки рамы не
должно увеличиваться более, чем на 0 , 2 8 от установленного до пере­
тяжки. Необходимо следить за тем, чтобы не происходило заклинива­
ние отдельных анодов и подъема их вместе с рамой.
После перетяжки анодной рамы необходимо:
- проверить положение рамы и, в случае наличия перекоса,
последний устранить;
......
- проверить положение всех анодов, сместившиеся аноды
выровнять;
-затянуть основные зажимы и отсоединить временные;
- установить на электролизере рабочее напряжение выше на
0,2 - 0,3 В от нормального, окучить глиноземом аноды и восстановить
огоньки;
- через 2 -3 часа снизить рабочее напряжение до исходного.
Во время перетяжки анодной рамы на электролизере не раз­
решается производить любые другие работы.
-
154 -
Поддержание перепада шина-штанга
в заданном пределе.
Для поддержания перепада в контакте шина - штанга не вы­
ше 10 мВ персонал, обслуживающий анодный узел, должен системати­
чески выполнять следующие условия:
- производить зачистку наждаком неровностей на анодной
ошиновке, образовавшихся от искрения при перетяжке анодной рамы и
в других случаях;
- тщательно очищать анодную ошиновку от пыли перед пере­
тяжкой анодной рамы с продувкой сжатым воздухом;
- не допускать искрения при перетяжке анодных рам;
- не допускать вспышку в момент перетяжки анодной ра­
мы;
- производить тщательную чистку металлической щеткой всей
рабочей высоты анодной штанги перед установкой анода на ванну;
- производить очистку от пыли рабочего участка анодной шины
вместе прилегания штанги нового анода;
- производить зачистку металлической щеткой рабочего
участка анодной шины в месте прилегания штанги перед установкой
ансда;
- добиваться установки нового анода так, чтобы штанга приле­
гала к анодной шине всей плоскостью контакта, а прижимная колодка
находилась на продольной оси штанги.
С целью исключения проскальзывания анодов, анодчик, от­
ветственный за перетяжку рамы на данной ванне, обязан через сутки
после перетяжки анодной рамы проверить степень прижатия основных
зажимов к штанге анододержателя.
Перед подъемом на горизонтальную площадку электролизера
или на трап переносного устройства, анодчик должен убедиться в
исправности лестничных маршей (корп. 5 + 8, 11, 12), лестниц на тра­
пах (корпуса 1 + 4, 9,10), горизонтальных укрытий (корпуса 5 + 8 ), боко­
вого трапа переносного устройства (корл 1 + 4, 9, 10, 11, 12), наклон­
ных укрытий (во всех корпусах).
При разбалчивании и забалчивании зажимов:
- пользоваться только исправными ключами, изготовленными
из антимагнитной стали;
—
155 —
*
не становиться ногами на ручку ключа, затягивать гайки мо
но только руками;
работать ключом одной рукой, другой при работе придерж
ваться за штангу.
Переносное устройство для подъема анодной рамы на С-255
состоит из 2 -х секций.
Разбапчивание основных зажимов производится с 4-х углов
одновременно, во избежание перекосов автоматического устройства и
проскальзывания анодов. После перетяжки забалчивание основных
зажимов производится одновременно с 4-х углов электролизера.
Обратная
п е р е т я ж к а (опускание)
а н о д н о й рамы.
При технологических расстройствах на электролизере, насту­
пивших через непродолжительное время после перетяжки рамы, чаще
всего при аварийной ситуации, созданной сильным волнением метал­
ла, возникает необходимость увеличения МПР для стабилизации хода
ванны, но такой возможности на электролизере нет, т.к. анодная рама
находится в крайнем верхнем положении. В этом случае МПР можно
увеличить только после опускания (обратной перетяжки) анодной ра­
мы.
Обратная перетяжка производится по распоряжению старшего
мастера корпуса или старшего производственного мастера смены цеха
и в их присутствии. Шаг обратной перетяжки устанавливается ими же.
Обратная перетяжка производится во время аварийной ситуа­
ции на ванне и требует повышенной осторожности, внимательности и
ответственности по соблюдению всех правил техники безопасности
как со стороны анодчиков, так и со стороны производственных масте­
ров.
Все подготовительные работы для обратной перетяжки вы­
полняются так же и в той же последовательности, что и при прямой
перетяжке. Во время опускания рамы нельзя допускать сильного
искрения в скользящем контакте, имея в виду завышенное напряжение
на ванне. Не допускается нахождение лиц, не выполняющих работу, в
районе аварийной ванны.
—
156 —
9.14. В ы л и в ка а л ю м и н и я .
Выливку жидкого металла, накапливающегося на подине
электролизера, производят по графику один раз в сутки. Е ж е д н е в ­
н а я в ы л и в к а металла, хотя и требует несколько больших тру­
довых затрат по сравнению с выпивкой один раз в двое суток, зато
о б е с п е ч и в а е т более р а в н о м е р н ы й т е х н о л о г и ­
ч е с к и й р е ж и м работы электролизеров.
В операции выливки металла участвуют злектролизник по
обслуживанию электролизеров (как правило, звеньевой) и электролизник по выпивке металла, чистке и сборке вакуум-ковша (выливщик).
Выливка алюминия производится вакуум-ковшом (см. рис. 31), который
транспортируется мостовым краном.
По результатам замеров уровня металла, которые делаются
перед выпивкой, для каждого электролизера составляется задание на
выливку в тоннах и в сантиметрах снижения столба металла в ванне с
таким расчетом, чтобы после выливки в ванне осталось количество
металла, достаточное для нормальной работы электролизера.
Для выливки металла в корке электролита пробивают отверс­
тие, через которое всасывающая труба вакуум-ковша погружается в
металл, находящийся на подине. Ковш подключают к вакуум-линии, в
нем создается разрежение, и металл всасывается внутрь ковша.
Количество выливаемого металла звеньевой определяет по
к о н т р о л ь н о й л и н е й к е . Выливка электролизеров по линейке
предусматривает поддержание заданного уровня алюминия в ванне.
Для выливки алюминия по линейке на анодной шине электро­
лизера со стороны ШУЭ в удобном для обозрения месте должны быть
нанесены хорошо видимые деления с интервалом 1 см, а на балкеколлекторе установлен неподвижный визир.
Бланк задания на выливку составляется старшим мастером
корпуса на основании замеров уровней металла, где кроме указания
веса выливаемого металла из каждого электролизера в тоннах, необ­
ходимого для планирования работы литейного отделения, указывает­
ся величина снижения уровня металла в ванне в см для выливщика и
звеньевого.
Перед началом выливки мастер смены корпуса электролиза
совместно с мастером смены литейного отделения устанавливают
очередность выливки металла из ванн с учетом сортности металла
в ваннах (по анализам, взятым перед выпивкой).
При необходимости дается задание на шихтовку. Как прави­
ло, выпивка металла должна производится перед обработкой ванн.
Рис.31. Вакуумный ковш для извлечения алюминия
из электролизеров.
- траверса вакуум-ковша;
- съемная крышка;
3 - всасывающая труба, вакуум-носок;
4 - опорное кольцо;
5 - шамотная футеровка;
6 - кожух ковша;'
7 - сливное отверстие;
1
2
Подготовка
вакуум>ковша
к выливке.
Перед началом работы нужно внимательно осмотреть вакуум ковш и вакуум-носок и убедиться в их пригодности к работе. Вакуум ковш перед заполнением его металлом из электролизера должен быть
просушен и прогрет. При пуске в работу вновь зафутерованного ваку­
ум-ковша необходимо предварительно высушить его и прогреть кост­
ром из дров до температуры не ниже 100 °С в течение не менее 30
минут.
‘
При подготовке ковша к работе особое внимание должно быть
уделено уплотнению крышки и шарового соединения. После замены
вакуум-носка, перед опусканием его в расплав, необходимо разогреть
его над открытой поверхностью электролита при включенном вакууме
до температуры не ниже 100 °С, время прогрева 15-20 минут.
Подготовка электролизера
к выпивке.
Перед выпивкой старший электролизник и подручный в уста­
новленном для выпивки месте поднимают укрытие С-160 в верхнее
положение со стороны среднего прохода, пробивают в корке электро­
лита отверстие для установки всасывающей трубы вакуум - ковша. На
всех других типах ванн (С-175, С-255) при выпивке снимается одна
сегментная створка укрытия в районе нахождения летки.
При подготовке неточного отверстия в корке электролита электролизнику необходимо пользоваться сухим и подогретым инструмен­
том.
Корка электролита извлекается на борт, подина очищается от
осадка подтягиванием его к борту, или, при необходимости, он извле­
кается из электролизера. Места для выпивки (летки) постоянно долж­
ны поддерживаться в чистом состоянии всеми звеньями бригады.
При подготовке электролизера к выпивке старший электролиз­
ник проверяет состояние электролизеров: рабочее напряжение, уровни
металла и электролита, состояние настылей и величину осадка, зна­
комится с заданием на выпивку.
Перед выпивкой чистота летки в электролизере проверяется
выливщиком с помощью подогретой шумовки.
Перед выпивкой нужно убедиться в исправности подъемного
механизма на электролизере. На время выпивки нужно отключить
электролизер от автоматического регулирования рабочего напряжения,
сообщив об этом на пульт управления.
-1 5 9
Процесс
-
выливки.
Выливка металла из ванны производится вакуум-ковшом, ваку­
ум-носок которого через отверстие в корке электролита опускается в
подготовленную летку.
Во время выливки металла элеюролизник опускает анод соот­
ветственно скорости выливки, следит не только за показаниями вольт­
метра, но и за величиной перемещения анодной шины относительно
визира.
Скорость опускания анодного массива при выпивке должна
соответствовать скорости снижения уровня металла в электролизере,
что достигается поддержанием рабочего напряжения выше нормаль­
ного на 0,1 - 0,2 В.
Во время выливки металла элеюролизник постоянно находит­
ся у пульта ШУЭ, следит за показаниями приборов и соответственно
скорости выливки опускает анодный массив. При выливке из ванны
электролита следит за положением анодов в электролите с помощью
шумовки, лома или фигурной кочерги.
Выливщик должен находиться у ковша, следить за ходом вы­
ливки и четко реагировать на команды электролизника.
Выливщик степень заполнения ковша определяет через летниковое отверстие, закрываемое оргстеклом с уплотнением из листового
асбеста и с отверстием по центру.
Разрежение в вакуум-сети должно быть не менее 500 мм
ртутного столба. В процессе выпивки следует избегать прерывания
струи металла. При выливке и переливке металла и электролита не
допускать присутствия людей в опасной зоне.
При выливке первого ковша металла или электролита вы­
ливщик должен находиться в стороне от выливного отверстия ковша, а
контролировать уровень металла в ковше следует только при снятом с
выливного отверстия стекле, т.е. при прекращении поступления метал­
ла в ковш и при опущенном на лицо защитном щитке.
Производить чистку трубы, забитой осадком или электролитом,
при наличии в ковше или трубе жидкого металла или электролита,
з а п р е щ а е т с я . Необходимо вылить содержание ковша, повер­
нуть его так, чтобы труба заняла наклонное положение, и только
в таком положении чистить. Аналогичным образом производить про­
—
160
—
верку состояния трубы ковша.
Уровень металла в наполненном вакуум-ковше должен быть
ниже летки (сливного отверстия) не менее, чем на 100 мм. Нужно сле­
дить, чтобы металл не переполнял вакуум - ковш - это может привес­
ти к несчастному случаю и к выводу из строя вакуум-линии. При выпив­
ке металла и электролита следить, чтобы не произошел разрыв элек­
трической цепи при отрыве анодного массива от электролита. Нельзя
замыкать вакуум - носком анод и катод электролизера. Прекратить
выпивку в случае возникновения анодного эффекта, до его ликвида­
ции. Вакуум - носок на время ликвидации вспышки должен быть извле­
чен из расплава.
При выливке металла до необходимого уровня по линейке,
электролизник дает команду выливщику о прекращении выпивки.
При подъеме и транспортировании вакуум - ковша с расплавом
поворотный механизм ковша должен быть застопорен предохрани­
тельной защелкой.
Рабочее напряжение снижается до нормального не сразу, а в
течение 1 * 2 часов, во избежание вызвать волнение металла.
Легочное отверстие и провалившаяся корка электролита заде­
лываются глиноземом, отводятся огоньки й опускается укрытие. В
звене, где по графику производится выпивка, допускается не более 2 -х
одновременно открытых леток.
П е р е л и в к а м е т а л л а из в а к у у м к о в ш а в р а з л и в о ч н ы й ковш .
Перед переливкой металла необходимо:
- проверить разливочный ковш на отсутствие в нем посто­
ронних предметов и влаги;
- убедиться, что на стенках летникового отверстия вакуум ковша нет влаги и шлака.
Переливка первого ковша с металлом производится малой
струей. Высота струи металла над краем разливочного ковша должна
быть минимальной.
В корпусах 1 +10 переливку металла из вакуум - ковша в раз­
ливочный ковш нужно производить на среднем проходе корпусов,
в установленном месте, и только с подставки для переливки металла.
Перед подъемом на подставку выливщик должен убедиться
...
<
161
-
в ее устойчивом положении.
При переливке постоянно удерживать вакуум-ковш от враще­
ния за штурвал, струю металла направлять так, чтобы она не лилась
на борта ковша, т.к. при этом могут быть травмы от брызг металла.
Не переполнять разливочный ковш. Уровень металла в разли­
вочном ковше должен быть ниже летки не менее, чем на 2 0 0 мм.
После окончания переливки металла вакуум-ковш выворачи­
вается в вертикальное положение и траверса стопорится предохранительной защелкой, вакуум-ковш отводится в сторону от разливочного
ковша.
После заполнения разливочного ковша до установленного
уровня (см. выше) производится съем шлака с поверхности металла в
ковше специальной шумовкой. Шлак сбрасывается в урну для шлака,
глаза при этом должны быть надежно защищены очками от ожогов и
засорения.
На разливочном ковше, перед отправкой его в литейное отде­
ление, должна быть сделана отметка с номерами вылитых электроли­
зеров.
В корпусах 11 и 12 переливка металла из вакуум-ковша в раз­
ливочный ковш производится на выделенном в каждом звене месте со
специальной площадки. Шлак с поверхности металла не снимается.
З а п р е щ а е т с я производить переливку металла с оши­
новки электролизера.
Чистка и ремонт вакуум-ковшей.
При обнаружении покраснения кожуха вакуум-ковша дальней­
шую выпивку этим ковшом немедленно прекращают, взятый металл
переливают в разливочный ковш, а вакуум-ковш направляют на охлаж­
дение и ремонт футеровки.
Плановый вывод вакуум-ковшей на чистку производится по
установленному графику.
Чистка вакуум-ковша от электролита, застывшего на дне ме­
талла и, в случае подготовки к капитальному ремонту, выбойка отра­
ботанной футеровки производится на специальной подставке.
Чистка вакуум-ковшей в корпусе электролиза производится в
специально отведенном месте. При установке вакуум-ковша на под­
ставку для чистки, прежде чем освободить крюк крана от траверсы ков-
162
-
ша, нужно сделать наклон траверсы в сторону днища ковша и зафик­
сировать ее в таком положении специальной фиксирующей скобой.
При снятии ковша с подставки, в первую очередь завести крюк
крана в проушину траверсы. Убедиться в надежности захвата и после
этого снять фиксирующую скобу. При снятии крышки вакуум - ковша на
подставке, необходимо стоять в стороне и работать ломом, т.к. горя­
чим воздухом из ковша можно причинить ожог лица, а крышка может
упасть на ноги.
Чистить разрешается ковш, остывший внутри до температуры
окружающей среды, для естественного остывания требуется не менее
2-х суток. В исключительных случаях разрешается охлаждать вакуум
- ковш струей сжатого воздуха, при этом:
- конец шланга должен быть снабжен металлическим наконеч­
ником из трубы и закрепляться в специальной стойке для фиксации
шланга;
- при включении сжатого воздуха нельзя находиться против
открытой крышки ковша ближе 1 0 м;
-поблизости не должно быть посторонних лиц.
Транспортировка, установка и снятие вакуум - носка с .-<вакуум ковша производится только с применением хомута, специально пред­
назначенного для этих целей.
Перед началом чистки вакуум - ковша:
- необходимо подготовить инструмент и проверить его исправ­
ность;
- убедиться в надежности установки вакуум - ковша на под­
ставку и фиксации траверсы;
•
подготовить и надеть защитные средства (рукавицы, защ
ные очки, респиратор);
- проверить отбойный молоток и воздушный шланг, он должен
крепиться к молотку хомутом.
Осмотреть внутреннюю часть ковша и, если требуется, убрать
нависшие куски застывшего электролита и кирпича (вырубку произво­
дить ломиком, находясь снаружи ковша).
З в п р е щ в е т с я выполнять работу внутри ковша без рес­
пиратора, головного убора, защитных очков, рукавиц.
При отцепке и зацепке, крюк крана в проушину траверсы дол­
жен вводиться и освобождаться при помощи штанги с крючком.
З а п р е щ а е т с я выливщику лоднимвться на ковш для за-
цепки и отцепки крюка от траверсы руками.
10. ОБСЛУЖИВАНИЕ ЭЛЕКТРОЛИЗЕРОВ С НАРУШЕННЫМ
ТЕХНОЛОГИЧЕСКИМ РЕЖИМОМ.
10.1. П е р е ч е н ь о с н о в н ы х н а р у ш е н и й
т е х н о л о г и ч е с к о г о р е ж и м а на
электролизерах.
В практике эксплуатации алюминиевых электролизеров с обо­
жженными анодами имеют место следующие основные технологиче­
ские расстройства:
1. Занижение междуполюсного расстояния или замыкание
отдельных анодов непосредственно на металл ("зажатие* электроли­
зера).
2. Отставание в сгорании отдельных участках анода ("конуса"
на подошве анода).
3. Пониженная температура процесса электролиза ("холодный
ход" электролизера).
4. Повышенная температура процесса электролиза ("горячий
ход" электролизера).
5. Прорыв расплава из шахты ванны.
6 . Обрыв анода.
7. Работа 'в бок", "в торец".
в. Науглероживание электролита.
9. Нарушения, связанные с резким изменением ФРП.
10. Карбидообразование (образование "грибов").
11. Трудноустранимый анодный
эффект ("затяжная",
’негаснущая' вспышка).
Основные причины, вызывающие нарушения технологического
режима на электролизерах, перечислены в разделе 9.9.
10.2. О б я з а н н о с т и о б с л у ж и в а ю щ е г о п е р ­
с о н а ла при о б н а р у ж е н и и р а с с т р о й ­
ства т е х н о л о г и ч е с к о г о п р о ц е с с а .
При расстройстве технологического процесса, что проявляется
в несоответствии внешних признаков работы ванны, указанным в раз­
деле 9.3 для нормально работающего электролизера, обслуживающий
персонал обязан:
- оперативно установить причину расстройства;
-устранить причины расстройства;
•
провести работы по нормализации технологического проц
са.
Электролизеры с расстроенной технологией отключаются от
автоматического регулирования и обслуживаются под руководством
мастера смены или старшего мастера корпуса. Отключение от си­
стемы ‘Алюминий-3* или "Электролиз* производится оператором си­
стемы по заявке мвстера смены с обязательным указанием причины
отключения.
10.3. П о р я д о к р а б о т п о у с т а н о в л е н и е
причин расстройства т е х н о ­
л огического процесса.
Выяснение причин, вызвавших расстройство технологии, п р и
о т с у т с т в и и я в н ы х п р и з н а к о в , производится в следую­
щем порядке:
- контрольным вольтметром (или с помощью вольтметра си­
стемы АСУ, используя телефонную связь) проверить точность показа­
ния вольтметра на электролизере и наличие надежных контактов в
проводке и на клеммах. Неисправность устранить;
- проверить положение анодной рамы с целью выявления и
устранения перекоса;
- проверить отметки, фиксирующие положение анодных штанг
в зажимах. Просевшие аноды поднять;
- осмотреть ошиновку, обратив внимание на состояние катод­
ных спусков и контактов спуск-шина, а также на наличие короткозамк­
нутых участков в ошиновке;
- осмотреть аноды, обратив внимание на цвет угольных бло­
ков, ниппелей, проверить распределение тока по анодам. Перегру­
женные аноды проверить с цепью выявления и устранения причин
перегрузки;
-под группой анодов сделать замер МПР;
- взять пробу электролита на ломик, обратив внимание на
цвет, толщину и прочность пробы, осмотрев пробу в изломе;
-проверить ФРП и состояние подины под анодами.
10.4. Н е к о т о р ы е п р и ч и н ы в о з н и к н о в е н и я
колебаний рабочего напряжения
на р а б о т а ю щ е м э л е к т р о л и з е р е
и п р о ф и л а к т и ч е с к и е мер'Ы.
Некоторые нарушения:
- недостаточное утепление анодного массива и периферии
шахты глиноземом;
- потери тепла при неоперативной замене анодов; одновре­
менная установка на электролизер более одного холодного анода;
- смещение отдельных анодов со своего горизонта при неточ­
ной установке или проседании при выливкв или перетяжке анодной
рамы;
- наличие необнаруженных короткозамкнутых участков анодов
на металл через отколовшиеся куски анодов или угольную пену;
- занижение МПР;
- длительные колебания тока серии в широких диапазонах (до
1 0 %) от номинального значения - могут вызвать на устойчиво рабо­
тающем электролизере вредные электромагнитогидродинамические
возмущения, которые вызовут колебания рабочего напряжения, снача­
ла малозаметные, но быстро прогрессирующие.
Если не принять оперативно необходимых мер, то может раз­
виться тяжелое технологическое расстройство, связанное с сильным
волнением металла.
Для предупреждения расстройства технологии необходимо не
допускать вышеуказанных нарушений.
При возникновении колебаний рабочего напряжения необхо­
димо оперативно поднять анодный массив до устойчивого рабочего
напряжения.
Осложняющим обстоятельством в этом случае может быть
нахождение анодной рамы в верхнем положении и отсутствие запаса
хода домкратов для увеличения МПР до устойчивого рабочего напря­
жения.
В этом случав необходимо вылить 0,5 - 1 т металла, не опус­
кая анодный массив, или оперативно опустить анодную раму (сделать
'обратную* перетяжку).
При производстве таких операций как перетяжка анодной ра­
мы, замена анодов, выливка металла, обработка электролизеров нуж­
но внимательно контролировать рабочее напряжение и внешние приз­
наки работы электролизера (работа анодов, цвет огней, состояние
целостности корки и др.), чтобы своевременно заметить начало коле­
баний рабочего напряжения.
В качестве предупредительных мер необходимо перед пере­
тяжкой анодной рамы поднимать рабочее напряжение на 0,2-0,3 В,
которое приводится к норме через 2-3 часа после окончания перетяж­
ки, а перетяжку рамы прекращать, не доходя 50 мм до крайнего верх­
него положения.
После выливки металла рабочее напряжение оставлять завы­
шенным на 0,1-0,2 В на время до 2-х часов.
Для нормализации колебаний напряжения полезно утепление
электролизера и заливка 1 - 2 т электролита.
При возникновении электромагнитогидродинамического воз­
мущения устойчивое завышенное напряжение на электролизере, уста­
новленное для увеличения МПР, снижается до нормального в течение
5-24 часов.
10.5. Н е к о т о р ы е
технологии
признаки расстройств
на э л е к т р о л и з е р а х .
1. Огоньки желтоватого или желтого цвета • признак перегрева
электролита, нарушения регулировки анодов, работы электролизера 'в
бок*, образования на анодах 'конусов* и др. нарушений.
2. Электролит при вскрытии корки неподвижен или течет без
бурления из-под анодов к борту ('плывет*) - это признак заниженного
МПРГ'зажатия*, наличия 'конусов* и др. нарушений.
3. Слишком интенсивное бурление электролита вокруг отдель­
ных анодов - признак перегрузки этих анодов (стоят ниже уровня дру­
гих анодов).
4. Значительное выгорание поверхностей анода и покрасне­
ние ниппелей - свидетельствуют о токовой перегрузке анодов (образо­
вание ‘ конуса", замыкание "на металл", анод проскользнул или постав­
лен ниже своего горизонта). Анод может сильно выгореть также при
плохом укрытии его глиноземом и при высокой температуре электроли­
та ("горячем ходе").
5. Глиноземный осадок на подине - признак завышенной дози­
ровки глинозема на обработках, отклонения состава электролита от
нормального (заниженное КО - слабая корка электролита, низкая рас­
творимость глинозема).
6 . Слабая тонкая корка электролита, слабый или отсутствует
боковой гарниссаж - признак либо "горячего хода", либо заниженного
КО (< 2,4).
7. Толстая прочная корка электролита, мощный гарниссаж признак либо "холодного хода", либо высокого КО (> 3,0), либо загрузка
глинозема производилась через продолжительное время после обра­
ботки.
8 . Большое колебание стрелки вольтметра (> 0,1 В) - указы­
вает на волнение металла, возможное наличие "конуса", неравномер­
ное токораспределение по анодам, наличие сколов анодов в МПР и др.
причины.
9. Задержка в своевременном возникновении анодного эффек­
та - признак "горячего хода" ("конус* на аноде, расплавление гарниссажа и подовых настылей) или завышенной загрузки глинозема.
10. Возникновение "тусклой" или "средней" вспышки - признак
заниженного МПР, "конуса" на аноде, скопления угольной пены под
анодами и др. причин.
11. Преждевременное наступление анодного эффекта - приз­
нак недостаточного количества поступающего в электролит глинозема,
плохой растворимости глинозема ("холодный ход", заниженное КО,
завышенное содержание CaF2 и MgF2 ).
12. Возникновение "мигающей* вспышки - признак повышенно­
го колебания металла в ванне из-за переохлаждения ванны и нерав­
номерности ФРП.
13. При замерах граница между металлом и электролитом не
отмечается - признак горячего, науглероженного, накарбиженного
электролита.
14. Проба электролита в изломе серого или черного цвета признак науглероженного или накарбиженного электролита. Накарби-
женный электролит определяют по запаху при смачивании водой.
15.
Наличие местных перегревов - признак перекоса анодног
массива, "конуса" на аноде, нарушение горизонта установки анодов
и др.
. . Те х н о л о г и ч е с к и е
нарушения.
Признаки, причины
возникно­
вения
и методы
устранения.
10 6
. . . ' 3 а ж а ти е "
10 6 1
электролизера.
Электролизеры работают нормально при оптимальном значе­
нии междуполюсного расстояния. Для электролизеров с обожженными
анодами оптимальным является МПР в пределах 5-6 см.
Завышенное МПР неизбежно приводит к перегреву электроли­
та и к горячему ходу ванны. Однако и чрезмерное заниженное МПР
вызывает нарушение технологического процесса.
Электролизер с пониженным против необходимого междуполюсным расстоянием называется "зажатым". <
В первый период на таком электролизере отмечается холод­
ный ход, снижение уровня электролита, но затем электролизер начи­
нает быстро разогреваться. Это происходит из-за интенсивного окис­
ления алюминия, чему способствует близость анода к поверхности
металла, где в электролите наибольшая концентрация растворенного
алюминия.
Окисление алюминия сопровождается большим выделением
тепла (сгорание 1 кг алюминия-идет с выделением 15000 юсал тепла),
поэтому электролит "зажатого" электролизера перегревается.
В первый период "зажатия" напряжение на ванне незначитель­
но ниже нормального или нормальное, но затем, по мере повышения
температуры электролита и роста его электрического сопротивления,
напряжение начинает возрастать.
Электролит по мере разогрева расплава науглероживается,
сопротивление его увеличивается, а напряжение на электролизере
повышается.
Попытки снизить напряжение на "зажатом" электролизере
опусканием анодного массива могут только ухудшить положение.
Наиболее характерными признаками 'зажатия* являются:
•
отсутствие бурления электролита у анодов (электролит спо
койно'выплывает* из-под анодов);
- электролит парит, т.к. сильно перегрет;
-огни вялые, желтые или белые;
-рабочее напряжение завышенное и неустойчивое;
- провалы в корке электролита и в засыпке глинозема;
- на ломе, при замере, не видно четкой границы разделения
металла и электролита;
-проба электролита темно-серого цвета.
Выделение угольной пены на 'зажатой' ванне прекращается,
она остается в электролите, поэтому электролит в изломе имеет гряз­
но-серый цвет.
Общей причиной 'зажатия* электролизеров является чрезмер­
ное занижение МПР опусканием анодного массива в случаях:
-неисправности вольтметра;
- после выливки металла (аноды сели на настыли, осадок);
-после гашения анодного эффекта;
-при перетяжке анодной рамы;
- при повышенном электросопротивлении электролита (науглероженный, запененный эпектролит, очень кислый электролит).
'Зажатым* может быть электролизер, работающий как на по­
ниженном, так и на повышенном напряжении. Это зависит от сопро­
тивления анодов, электролита, подины и других условий работы элек­
тролизера. Нужно отметить, что нормально работающая ванна очень
редко может оказаться 'зажатой*. Чаще всего ‘зажатыми* оказывают­
ся ванны с горячим ходом или имеющие другие отклонения от нор­
мального хода.
Для приведения ‘зажатого* электролизера к нормальному ходу
нужно, прежде всего, 'разжать* его, т.е. увеличить междуполюсное
расстояние за счет поднятия анодов.
Перед увеличением МПР нужно очистить анодный массив от
глинозема и утеплить его свежим и регенерированным криолитом.
При ’зажатии* в электролите имеется избыток глинозема, об­
разующийся в результате окисления алюминия. Глинозем с корки элек­
тролита при горячем состоянии 'зажатой" ванны неизбежно обвалится
вместе с коркой в электролит, что усугубит положение.
Поднимать анодный массив нужно до тех пор, пока не нач­
нется бурление электролита из-под анодов и цвет огней сменится с
желтого на фиолетовый. При этом напряжение на электролизере мо­
жет повыситься до 6-7 В, а иногда и выше.
По мере того, как электролизер начнет улучшать ход, напря­
жение на нем будет самопроизвольно снижаться, а электролит заметно
охлаждаться. Анодный массив нужно постоянно поднимать всякий раз
при снижении напряжения ниже 5 В. Температура электролита сни­
жается отдачей свежего криолита распылением его над поверхностью
электролита. Кусковой оборотный электролит отдается проталливанием его у бортов электролизера.
Снижение рабочего напряжения до нормального производится
очень медленно (не менее 6 часов) и постепенно, преимущественно
переплавкой твердого металла.
Наплавление уровня электролита на "зажатой* ванне необхо­
димо не только для снижения температуры, но также и для снижения
концентрации глинозема в электролите. На "зажатой” ванне электролит
перенасыщен глиноземом, поэтому полезна также заливка электролита
из нормально работающих ванн. ЛишНий электролит сливают в урны
или другие ванны. Обычно этими методами в течение 1-2 смен
удается привести ванну в нормальное состояние.
До наступления нормального анодного эффекта ванну необхо­
димо обрабатывать с минимальной загрузкой глинозема.
10.6.2. * К о н у с * на п о д о ш в е
анода.
'Конусами* называют неровности или наросты на нижней по­
верхности анода (на подошве анода). 'Конус* на подошве анода об­
разуется в том случае, если часть анода по каким-либо причинам дли­
тельное время (более 2 -х суток) отстает в сгорании от соседних уча­
стков анода.
Общей причиной образования 'конусов* является н е д о с т а ­
т о ч н ы й к о н т р о л ь МП Р .
"Конус" может образоваться при:
наличии в МПР угольной пены, сколов и кусков анод
Угольные частицы покрывают отдельные участки подошвы анодов и
изолируют ее от электролита. Изолированные участки анода не уча­
ствуют или участвуют неполностью в процессе электролиза, отстают в
сгорании и превращаются в ‘конуса";
-изоляции участков анода осадком;
- посадке анода на настыль или осадок при выпивке металла;
•
замыкании анодов на металл (такое тоже может быть пр
установке в ванну анодов с неправильно смонтированным угольным
блоком).
Опытный электролизник по внешним признакам и особенно­
стям работы электролизера может установить наличие на анодах
"конусов*:
- падение уровня электролита при нормальном рабочем на­
пряжении;
- при вскрытии корки электролит неподвижен или течет
("плывет") из-под анодов к борту;
- местные перегревы электролита и покраснения ниппелей и
анодов;
-значительное выгорание поверхности анодов;
- неравномерное токораспределение по анодам;
- наличие перегруженных анодов;
-большие колебания стрелки вольтметра (>0,1 В);
-задержка в наступлении анодного эффекта;
- возникновение "тусклой* вспышки;
- прекращение возникновения анодных эффектов;
-желтый цвет огней.
Перегруженные аноды определяются визуально по покрасне­
ниям и по замерам токораспределения. Причину перегрузки определя­
ют, проверяя МПР под перегруженными анодами кочергой, скребком
или приподнимая перегруженные аноды над поверхностью электроли­
те для осмотра подошвы анода. Причину перегрузки анода устраняют:
При наличии *конуса" - анод извлекается из электролизера
для срубания конуса. Колун для чистки анодов должен иметь прива­
ренную рукоятку из трубы 0 36, длиной 1500 мм.
В корпусах 5 - 8 "конусный" анод извлекается из электролизера
укладывается горизонтально, штангой вдоль электролизера на желе­
зобетонную площадку между двумя электролизерами. Головка штанги
должна быть уложена на подставку для удобства снятия и надевания
захвата.
В корпусах 1+4, 9, 10 извлечение 'конусного* анода из элек­
тролизера производится грузовым гаком спецкрана ( 2 0 т) с помощью
захвата для анодов, анод укладывается горизонтально на железо­
бетонную площадку между двумя электролизерами, штангой вдоль
электролизера, головкой штанги на подставку.
В корпусах 11-12 анод с целью сбивания 'конуса* извлекается
из электролизера малым гаком спецкрана ( 1 0 т) с помощью захвата
для анодов. Анод укладывается на рифленки у закрытого укрытия
эпектролизера, штангой вдоль электролизера, но предварительно на
рифленки ложится металлический лист для перекрытия потока возду­
ха под анод. Головку штанги нужно укладывать на подставку. Сбива­
ние 'конусов* производится ударами колуна для чистки анодов. Не
допускается нахождение посторонних лиц в зоне возможных отскоков
горячих кусков анодов.
Сколотые куски анода складывать в совок для огарков с по­
мощью исправного инструмента (лопата, крючок для извлечения ку­
сков, лом). Не допускается складирование кусков анодов на асфальто­
вом полу. После очистки подошвы анода от 'конуса' он ставится на
свое место. Горизонт установки анода определяется по условиям рав­
ного токораслределения. Место бывшего 'конуса' регулярно проди­
рается скребком до попного его сгорания. Если 'конус' невозможно
срубить из-за проскальзыванйя колуна, такой анод ставится на сере
место по условиям равного токораслределения и регулярно проди­
рается скребком до полного сгорания неровностей.
10.6.3.' Х о л о д н ы й
ход*
электролизера.
'Холодный ход* ванны возникает в случае существенного
изменения ее теплового баланса в сторону возрастания тепловых по­
терь или уменьшения прихода тепла:
Q прихода < Q расхода
Расход теппа может увепичиться из-за:
- чрезмерного накоппения металла в ванне, из-за задержки
выливки и по др. причинам;
- длительной работы с открытой коркой или открытой поверх­
ностью электролита;
-недостаточного утепления анодного массива глиноземом;
-изменения состава электролита;
'одновременной замены нескольких анодов.
Приход тепла может уменьшиться при:
-снижении силы тока на серии;
- занижении рабочего напряжения на электролизере.
Признаками ‘холодного хода* являются:
-пониженное рабочее напряжение;
-низкая температура электролита (ниже 955 °С);
- увеличенные бортовые гарниссажи, мощные подовые насты­
ли;
-появление осадка на подине под анодами;
-снижение уровня электролита;
-преждевременное наступление анодных эффектов;
-частые и яркие анодные эффекты;
-темный, вишнево-красный цвет электролита;
-всплытие металла на поверхность электролита.
‘Холодный ход* электролизеров обычно начинается с падения
уровня электролита. При этом существенно ухудшаются условия обра­
ботки электролизеров, т.к. при недостаточном содержании в ванне
жидкого электролита он быстро насыщается глиноземом, а избыток
его выпадает в осадок. В результате общего недостатке растворенного
глинозема на электролизерах с 'холодным ходом* отмечается много
'ясных* вспышек, для которых характерно высокое напряжение (40-50 В).
Дальнейшее охлаждение ванны привадит к 'схватыванию* - за­
твердеванию осадков и образованию мощных подовых настылей и
'коржей*. В крайних случаях, переохлаждение ванн приводит к вырав­
ниванию плотностей металла и электролита, всплытию металла. За­
мыкаясь на анод, и вызывая кратковременные концентрации тока в
различных участках ванны, металл под воздействием быстро изме­
няющихся электромагнитных сил приходит в интенсивное движение.
При этом возможны выбросы его из ванны, крайне опасные для обслу­
живающего персонала. В таком случае, следует максимально утеплить
ванну сырьем (свежим, регенерированным криолитом, в крайнем слу­
чае глиноземом, но это не лучший вариант), залить в ванну горячий
жидкий электролит, держать максимально возможное рабочее напря­
жение, осторожно разогревать электролизер.
‘Холодный ход* электролизеров, как правило, устраняют уве­
личением рабочего напряжения, заливкой горячего жидкого электроли­
та, снижением частоты обработок, утеплением корки электролита и
анодного массива глиноземом и уменьшением уровней металла, если
он чрезмерно велик, корректировкой состава электролита в соот­
ветствии с требованиями ТИ.
Следует отметить некоторые особенности 'холодного хода*
электролизеров:
а) На 'холодно* идущей ванне под анодом всегда есть боль­
шой глиноземный осадок Если неосторожно сливать излишний ме­
талл, то осадок может оголиться и прийти в соприкосновение с элек­
тролитом и даже анодами, что вызовет увеличение рабочего напряже­
ния. При попытке снизить напряжение на такой ванне путем опуска­
ния анода возникает "тусклая* или ‘средняя* вспышка, погасить кото­
рую очень трудно. Возникновению вспышки способствует присутствие в
электролите избытка глинозема, фтористых солей кальция и магния, а
также низкая температура электролита. В практике электролиза такие
вспышки носят название "негаснущих*, но на них остановимся ниже.
б) На электролизерах со всеми признаками 'холодного хода*,
в том числе низкими уровнями электролита, большими подовыми на­
стылями и осадками довольно часто бывает 'загашивание* вспышек,
которое происходит из-за длительного (5-10 минут) гашения вспышки и
при этом интенсивного взмучивания осадка. Электролит после такого
гашения горячий, напряжение на ванне 6 - 8 В.
Основной причиной 'загашивания* следует считать быстрое
насыщение электролита нерастворенным (взвешенным) глиноземом из
осадка, перегрев электролита и увеличение его удельного электри­
ческого сопротивления. Для приведения такой ванны к нормальному
ходу следует охлаждать электролит переплавкой свежего и регенери­
рованного криолита, очищать подошвы анодов скребком и постепенно
снижать рабочее напряжение до нормального.
10.6.4. * Г о р я ч и й
хоД*
электролизера.
'Горячий ход* - это технологическое нарушение, характери­
зующееся повышенной температурой электролита (выше 965 °С). По­
вышение температуры электролита в ванне может быть при возраста­
нии прихода тепла или уменьшении его расхода:
Q прихода > Q расхода.
Приход тепла в ванну может увеличиться из-за:
-повышенной силы тока на серии;
-повышенного рабочего напряжения;
-перегрева на вспышке;
-низкого уровня электролита;
- из-за интенсивного протекания обратной реакции окисления
алюминия (при 'зажатии* МПР) и др.
Расход тепла из ванны может уменьшится из-за:
-низкого уровня металла в ванне;
- переутеппения анодного массива и др.
Основной причиной ‘горячего хода*, как правило, является
завышенное рабочее напряжение на электролизере. Это бывает при
неправильной расстановке анодов в анодном массиве, при образова­
нии 'конусов' на подошве анодов, при *зажатии‘, при науглероженном
и накарбиженном электролите, при высоком перепаде в подине изза осадков и 'коржей' и в др. случаях.
При 'горячем ходе* снижается выход по току, увеличивает­
ся расход анодов и фторсолей, а также могут произойти крупные ава­
рии из-за прорывов расплава из шахты ванны.
При 'горячем ходе* корка электролита очень тонкая, а при
очень высокой температуре она совсем отсутствует (в наиболее горя­
чих зонах). Анодные газы выбиваются между анодами, цвет огней бе­
лый или ярко-желтый. Боковые гарниссажи и бортовые настыли не­
большие, а в некоторых местах могут и вовсе отсутствовать. Аноды
сильно осыпаются с боковых поверхностей. Электролит имеет светлооранжевый цвет. Если в такой электролит погрузить лом, то на нем
образуется темная тонкая, дымящая и быстро растрескивающаяся и
осыпающаяся корочка электролита. На ломе нет четкой границы меж­
ду металлом и электролитом, иногда эту границу невозможно разли­
чить. Угольная пена от электролита не отделяется или отделяется
плохо. Электролит в изломе темного или черного цвета.
На подине осадок глинозема, сползший под аноды при рас­
плавлении гарниссвжей и подовых настылей. Задерживается возник­
новение анодных эффектов, а возникшие являются "тусклыми* и
'средними*. Вылитый из ‘горячей* ванны металл при переливке сильно
дымит.
Прежде чем приступить к ликвидации 'горячего хода' ванны,
следует установить истинные причины, вызвавшие 'горячий ход'. Если
причиной 'горячего хода' являлось завышенное рабочее напряжение
или чрезмерно большая сила тока, то прежде всего устраняют эти
причины. Приход тепла в электролизер определяется величиной
г р е ю щ е г о н а п р я ж е н и я и в е л и ч и н о й с и л ы тока.
Регулируя любой из этих факторов, можно добиться уменьшения при­
хода тепла в электролизер, а следовательно, охлаждения ванны. О д­
нако сила тока, как правило, параметр установившийся и его снижение
для устранения 'горячего хода* одной или группы ванн нерациональ­
но, т.к приводит к снижению производительности всей электролизной
серии. Сила тока может быть снижена только при 'горячем ходе' всех
или большинства ванн серии. Более приемлемо снижение греющего
напряжения на 'горячей* ванне путем уменьшения МПР. Однако, к
уменьшению МПР в таких случаях следует относиться с особой
осторожностью, т.к. в перегретом электролите существенно возрастает
растворимость металла и при сближении анода с катодом быстро раз­
виваются реакции окисления алюминия с выделением большого коли­
чества тепла, что может привести к еще большему перегреву электро­
лита. Поэтому чаще всего бывает полезно сначала охладить ванну
переплавкой свежего криолита и оборотного электролита (лишний
электролит при этом сливать в урны или другие ванны), переплавкой
твердого металла и учащенной обработкой без глинозема. И только
после охлаждения электролита можно снизить рабочее напряжение
снижением МПР при условии интенсивной работы всех анодов.
Если причиной 'горячего хода* является слишком большая
частота и продолжительность анодных эффектов, то стремятся к упо­
рядочению обработки электролизеров, некоторому снижению уровней
металла и быстрому гашению вспышек.
Если в ванне недостаточен уровень электролита, его подни­
мают, переплавляя оборотный электролит, регенерационный крио­
лит или заливают жидкий электролит из ванн - маток.
"Горячий ход* ванн с малым уровнем металла устраняют, за­
гружая в ванну твердый алюминий или уменьшая задание на очеред­
ную выпивку металла. При этом переплавка твердого металла являет­
ся более эффективным средством, т.к. на разогрев и расплавление
алюминия расходуется большое количество тепла.
В практике электролиза "горячий ход* электролизеров часто
возникает при наличии на подине настылей, ’коржей* и глиноземных
осадков. Настыли и осадки способствуют увеличению перепада напря­
жения в подине и увеличению греющей мощности.
Ликвидация 'горячего хода* на таких ваннах процесс длитель­
ный и связан с формированием новой более правильной формы рабо­
чего пространства.
В практике электролиза нередки случаи 'горячего хода* из-за
загрязнения электролита карбидами, углем и нерастворившимся гли­
ноземом, т.к. в результате повышения удельного электросопротивле­
ния электролита на ванне возрастает греющее напряжение даже
при нормальном МПР.
Наиболее эффективным способом ликвидации ‘горячего хода*
в этом случае является замена части загрязненного электролита чис­
тым и переплавка некоторого количества (350-500 кг) свежего криоли­
та. После первой же вспышки следует тщательно снять угольную пену.
Причиной 'горячего хода* электролизера могут стать местные
перегревы. Местные перегревы создают благоприятные условия для
увеличения скорости окисления растворенного в электролите металла
с выделением большого количества тепловой энергии. В конечном
счете это приводит к 'горячему ходу* всего электролизера. Местные
перегревы нужно ликвидировать сразу же при их обнаружении.
10.6.5. П р о р ы в
расплава.
Признаками прорыва расплава из шахты электролизера явля­
ются:
- покраснение катодного кожуха;
- рост рабочего напряжения до возникновения на ванне ис­
кусственного анодного эффекта;
- вытекание электролита и металла из шахты ванны через
отверстия для выхода блюмсов в катодном кожухе на нулевую отметку.
Причинами прорыва расплава могут быть:
- разрушение бортовой футеровки;
- разрушение подины;
- разрушение набойки под фланцевым листом.
При обнаружении течи металла и электролита все работы в
бригаде должны быть прекращены, нужно немедленно приступить к
остановке течи наличным количеством рабочих и сообщить мастеру
смены.
Прежде всего нужно защитить катодную ошиновку от струи
расплава листом асбеста или стальным листом.
Остановка течи производится путем эапиковки места про­
рыва расплава мелким оборотом, запас которого для этой цели
должен быть в наличии в каждой бригаде и храниться в специально
отведенном месте, гарантирующем от попадания влаги. Израсходован­
ный запас оборота должен быть немедленно восстановлен.
Перед опиковкой необходимо проверить соответствие спец­
одежды, фартука, защитного щитка, рукавиц, инструмента требованиям
Б Т 117-93.
Для остановки течи расплава разрешается использовать горя­
чий глинозем с корки электролита.
Разрешается охлаждение катодного кожуха в месте прорыва
сжатым воздухом при помощи исправного шланга, надежно прикреп­
ленного к длинной жерди..
Стоять вблизи места охлаждения, во избежание ожогов брыз­
гами металла или электролита, никому не разрешается. Не разре­
шается производить остановку течи опусканием' в расплав сырья,
затаренного в мешки (криолит, глинозем). Такое сырье может быть
использовано только мелкими порциями при помощи лопаты.
З а п р е щ а е т с я производить остановку течи расплава с
применением воды, что может вызвать взрыв, а также поражение
работающих электрическим током.
Для предотвращения разрыва серии нужно опускать анодный
массив по мере снижения расплава.
В аварийных ситуациях снимать токовую нагрузку на серии
до остановки течи и заливки электролита из других ванн.
Руководить остановкой течи металла и электролита из элек­
тролизера должен мастер смены.
10.6.6. О б р ы в
анода.
Непременным условием нормальной работы электролизеров с
обожженными анодами (а это электролизеры многоанодные) является
обеспечение равномерного токораспределения по анодам. Но этого
недостаточно. Необходимо также, чтобы электрический ток, проходя­
щий через анод, равномерно распределялся по ниппелям. Выполне­
ние первого условия зависит от персонала электролизного цеха, а
выполнение второго - от коллектива цеха обожженных анодов.
При нарушении этих условий перегруженные аноды могут не
выдержать перегрузки и сползти с ниппелей из-за расплавления
чугунной заливки или упасть в электролит вместе с кронштейном изза разрушения сварного контакта штанга-кронштейн.
Если же нагрузка неравномерно распределена по ниппелям,
то сначала отгорит наиболее перегруженный ниппель, а затем пооче­
редно и остальные.
Причинами завышенной токовой нагрузки на анод могут быть:
•неправильная установка анода На горизонт при перестановке
анодов;
проскальзывание штанги под весом анода из-за слабо
затяжки контакта шина-штанга. Чаще всего проскальзывание бывает,
когда штанга не прилегает всей плоскостью к анодной шине из-за
некачественной подготовки 'гнезда* при замене анода. Перемеще­
ние анодного массива (при выпивке и в др. случаях) приводит к
ослаблению контакта шина-штанга и анод опускается;
-/конус* или неровность на подошве анода.
Контакт штанга-кронштейн разрушается при высоком электро­
сопротивлении в нем. •
Поочередное перегорание ниппелей и обрыв анода может
быть из-за неравномерного электросопротивления в контактах нип­
пель-анод на одном аноде.
Обрыв анода можно заметить визуально по проседанию
анода, по отсутствию токовой нагрузки при замере токораспределения.
Извлечение упавших анодов производят электролизники и
анодчики под руководством мастера смены. Извлечение из электроли­
зера аварийно упавшего анода необходимо производить н е м е д л е н н о п о с л е о б н а р у ж е н и я такого анода. П р о м е д ­
л е н и е в с е г д а п р и в о д и т к р а з в и т и ю а в а р и и на
электролизере. Блок упавшего анода, как правило, замыкает через
себя на металл соседние аноды, которые тоже могут упасть, если про­
медлить с извлечением упавшего анода.
Извлечение упавшего анода производится с помощью мосто­
вого крана, стропа, клегфй для выемки анода из электролизера и с
использованием других исправных инструментов и приспособлений.
Исправность строп, клещей и других инструментов проверить перед
употреблением. В корпусах 11, 12 клещи подвешиваются на малый
крюк (Ю т) спецхрана.
В ванну может упасть анод вместе с кронштейном из-за раз­
рушения сварного соединения штанга-кронштейн или падает анод­
ный
блок из-за сползания с ниппелей по причине расплавления
чугунной заливки или перегорания самих ниппелей.
При обнаружении осевшего в ванну анода, алектролизник не­
медленно должен сообщить об этом мастеру смены и до прихода
анодчика подготовить технологический инструмент и электролизер для
извлечения аноде из шахты.
Мастер смены обязан оперативно вызвать анодчика на ава­
рийный электролизер и обеспечить его мостовым краном для извлече­
ния упавшего анода.
Извлечение упавшего анода производить при опущенной вниз
П-образной раме укрытия и при снятых наклонных крышках укрытия в
районе производства работ (корп. 5+8) или при снятых крышках
укрытий (корп. 1+4, 9+12).
При выполнении работы краном, на всех этапах работы, ко­
манды крановщику должен давать анодчик
Первоначально извлекается захватом штанга упавшего анода
и устанавливается на поддон для анодов, затем извлекается анод­
ный блок.
При падении анодного блока вместе с кронштейном, его из­
влекают двухпетлевым стропом* предназначенным для этой цели.
Одним концом строп просовывается в зазор между кронштейном и
анодом и удавкой крепится за наружный ниппель, другим концом наде­
вается на крюк крана.
При строповке и извлечении анода нельзя замыкать стропом
части электролизера, изолированные друг от друга (см. раздел 8 . 2 на
стр. 65).
По команде анодчика упавший анод выводится из электроли­
зера и отцепляется в совке для огарков, либо на рифленках, для
охлаждения и очистки от сырья.
Анод, сползший с ниппелей, необходимо подготовить для за­
хвата его специальными клещами. Для этого анод приподнимается
одним торцом большими ломами и одновременно подтягивается к
борту электролизера крючками и кочергами, если есть в этом необ­
ходимость.
Поднимая осевший анод, элеюролизник должен следить, что­
бы лом не сорвался, для этого нужно применять не менее 2 -х ломов
одновременно.
Надев спецклещи на крюк крана, анодчик должен завести их
для захвата анодного блока, удерживая одной рукой от разворота маг­
нитным полем, а другой рукой придерживая фиксирующий рычажок
клещей в открытом положении. Если клещи не обеспечивают Доста­
точного захвата анода, то их осаживают и подбивают крючком, ломом
или жердью длиной не менее 2 -х метров, после чего фиксирующий
рычажок снимается с предохранителя. При натяжении троса захват
должен удерживать тело анода. Если этого не произошло и захват
сорвался, то операция повторяется.
В момент извлечения упавшего анода из электролизера электролизники и анодчик должны находиться сбоку от открытых створок
укрытия.
Транспортировку извлеченного анодного блока с помощью
клещей в совок для огарков или к месту остывания производить на
высоте не более 0,5 м от пола при сопровождении анодчика.
При извлечении упавшего анода электролизникам и анодчикам
запрещается:
переносить обе или хотя бы одну ногу через нижний швелле
рамы укрытия или через вертикальную обортовку фланцевого листа;
опираться ногой на фланцевый лист, корку электролита, крон­
штейн анододержателя и анод.
Вместо упавшего анода устанавливается равноценный по вы­
соте огарок или новый анод.
10.6.7. Р а б о т а
'вбок*,
*в т о р е ц * .
Хороший боковой гарниссаж играет важную роль в нормаль­
ной работе электролизера: он служит хорошим теплойзолятором и
электроизолятором, предохраняет боковую футеровку от разрушения.
При 'горячем ходе' электролизера боковые гарниссажи рас­
плавляются (см. рис. 16). Жидкий электролит подходит непосредствен­
но к боковым угольным блокам и начинает их разрушать. Боковая
угольная футеровка при отсутствии гарниссажа является катодной
поверхностью. Часть тока с анодов проходит через боковые блоки, на
поверхности которых происходит разряд ионов алюминия. Ионы алю­
миния частично разряжаются с выделением металла:
AL
+3
+ 3 е -> AL,
который из-за циркуляции электролита почти полностью сгорает, а
частично образуется карбид алюминия:
4 AL+3 + 3 С + 12 е -► АЦСз,
углерод в этой реакции берется из боковых угольных плит, при этом
угольные боковые плиты разрушаются, а электроэнергия расходуется
бесполезно.
Расплавление гарниссажа на продольных сторонах электро­
лизера приводит к работе 'в бок*, а на торцевых сторонах - *в торец*.
Отсутствие боковых гарниссажей легко обнаружить ломом
или крючком. Для этого в корке электролита делают отверстие для
определения формы гарниссажей. Если гарниссаж отсутствует, то
конец лома или крючка легко скользит по вертикальной стенке шахты
электролизера.
При работа 'в бок*, *в торец* корка электролита проваливается
при опускании анода при еыливке, из-под электролитной корки выби­
ваются языки желтого пламени, краснеют фланцевые листы и катод­
ный кожух, обработка производится легко до бортовой футеровки,
токораслределение неравномерное.
Основная причина работы электролизера *в бок* и *в торец* это ’горячий ход*. Поэтому устранение нарушения работы электроли­
зера начинают с ликвидации причины 'горячего хода*. Это может
быть регулировка анодов, устранение перекоса анодной рамы, лик­
видация''конусов* и др. После устранения причины 'горячего хода'
ванну охлаждают переплавкой твердого металла, внеочередной обра-
боткой "горячей"стороны и "горячего” торца.
Работа электролизера "в бок” или "в торец" может пр и ве сти к а в а р и и
- прорыву металла или электролита, если эти те х н о ло ги че ски е
нарушения своевременно не будутустранены.
10.6.8. Науглероживание электролита.
В электролите всегда присутствует некоторое количество
угля (0,3*0,5%), который попадает туда главным образом при
осыпании анодов. Если электролизер работает нормально, уголь в
электролите не накапливается, т.к. почти все угольные частицы
всплывают, образуя на поверхности электролита угольную пену,
которая анодными газами подгоняется к отверстиям корки
электролита и там сгорает.
При некоторых нарушениях технологического режима
работы электролизеров ("горячий ход”, "конус" на подошве анода и
др.) аноды осыпаются сильнее и в электролит попадает больше
угольных частиц. Угольная пена накапливается также при
использовании анодов низкого качества. Частицы угля хуже
удаляются из электролита, который имеет высокое криолитовое
отношение. Взвесь угольных частиц снижает электропроводность
электролита, поэтому электролизеры с науглероженным
электролитом при нормальном рабочем напряжении имеют малое
МП Р. Проба науглероженного электролита темная от включения
большого количества угольных частиц, электролит перегрет, огни
желтого цвета. На электролизерах с науглероженным электролитом
анодные эффекты затягиваются, вспышки "тусклые" или "средние".
Накапливающуюся в электролите угольную пену нужно из
электролизера удалять.
Для удаления пены нужно создать подходящие условия:
- снизить температуру электролита переплавкой сырья,
металла. Ни в коем случае нельзя снижать для этого рабочее
напряжение. Рабочее напряжение нужно установить по
нормальному МПР (>5,5 см). Для снижения температуры полезно
уменьшить слой глинозема на бортах электролизера и на анодном
массиве. Улучшает работу такого электролизера заливка жидкого
электролита с нормально работающих ванн и переплавка свежего
криолита;
- откорректировать состав электролита.
В тех случаях, когда пена начинает хорошо отделяться от
электролита, ее снимают через "окна", пробиваемые у анодов в
местах ее скопления.
Электролизер не обрабатывают до наступления анодного
эффекта, во время которого пена хорошо отделяется от электролита.
При задержке анодного эффекта проверяют состояние
бортовых гарниссажей и производят опиковку бортов и торцов
оборотным электролитом. При наступлении анодного эффекта пену
снимают обычным способам.
Установку нормального рабочего напряжения, засыпку
анодов и бортов электролизера глиноземом делают после
возникновения нескольких регулярных "ясных" анодных эффектов,
которые свидетельствуют о нормальном ходе электролизера.
10.6.9. Н а р у ш е н и я, связанные
ким изменением ФРП.
с
рез­
Форма рабочего пространства может быстро измениться при
резком нарушении регламента обработки и выпивки металла, при
переохлаждении ванны из-за продолжительной работы с открытой
поверхностью электролита, при резком колебании состава
электролита из-за неправильной корректировки электролита
фторсолями и добавками к электролиту и по некоторым другим
причинам.
Изменение размеров и формы настылей и гарниссажей
приводит к резкому изменению уровней металла и электролита, что
вызывает нестабильность в работе электролизера. На подине
образуются осадки и "коржи". Наблюдается интенсивное
п е р е ме ще н и е р а с п л а в а . Т о к по а н о д а м п о с т о я н н о
перераспределяется, имеют место случаи отгорания анодов. Рабочее
напряжение неустойчивое. Температура электролита колеблется.
Частота и характер анодных эффектов изменяется, вспышки, как
правило, "мигающие".
Приведение электролизера к нормальному режиму в случае
волнения металла на нем - дело трудоемкое и длительное. Волнение
металла несомненно связано с перераспределением тока в
электролизере и электромагнитными силами, действующими на
расплавленный металл. Выработаны некоторые практические
приемы для прекращения движения металла.
Рабочее напряжение поднимается до его сравнительной
стабилизации. Уровень электролита наплавляется до верхнего
предела (22-24 см). Места отсутствия бортовой настыли и гарниссажа
пропико-вываются оборотным электролитом. Поверхность расплава
присыпают постоянно порошковым криолитом и содой, а анодный
массив утепляют сырьем. Полезна заливка в ванну жидкого
электролита с других нормально работающих ванн.
Чтобы избежать волнения металла при обработке
электролизеров с малыми уровнями кислого электролита, с
большими настылями и большими осадками на подине, нужно
проявлять особую осторожность.
Во время вспышки на таких электролизерах, прежде чем
гасить ее, необходимо наплавить достаточный уровень электролита.
На ваннах с резким изменением ФРП нужно принять меры к
распусканию неправильны х насты лей и форм ированию
нормальных. Состав электролита привести в соответствие с
требованиями технологической инструкции. Не допускать
нарушений регламента обработки и графика выливки металла.
Систематически контролировать токорас-пределение и принимать
меры по нормальному токораспределению.
10.6.10. Карбидообразование ("гриб ы").
Карбид алюминия (АЦСз) образуется в электролите при
температуре выше 1000 °С. Для образования карбида алюминия
нужно два обязательных условия: перегретый электролит ("горячий
ход") и науглероженный электролит. При "горячем ходе" оба эти
условия имеются. Перегрев электролита до температуры выше 1000
°С случай очень редкий. Обычно карбидообразование на "горячей"
ванне начинается на участках электролизера, где возникают местные
перегревы. В этом месте на поверхность электролита из-под анода
выплывают струйки раскаленной кашеобразной Массы, которая
постепенно распространяется по электролиту. На поверхности
электролита возникают многочисленные желтые огоньки, а у анода
ослепительно белые. Застывшая проба электролита в изломе имеет
темно-серый цвет с желтыми вкраплениями.
По внешнему виду науглероженный и накарбиженный
электролит очень похожи, но это совершенно разные вещества. В
наугпероженном электролите уголь находится в элементарном виде,
а в накарбиженном электролите он входит в состав карбида
алюминия. Науглероженный и накарбиженный электролит
различают, смачивая пробу водой. Карбид алюминия разлагается
водой, выделяя специфический запах.
Образование карбида алю миния сопровож дается
выделением большого количества тепла и идет с большой
скоростью. Если своевременно не ликвидировать карбид алюминия
на отдельных участках его образования, он может быстро
распространиться на весь объем электролита.
Из-за высокого электросопротивления электролита рабочее
напряжение возрастает до 10*15 В, боковые гарниссажи
расплавляются и создается опасность прорыва металла и
электролита.
Э л е к тр о л и т и н те н си вн о и сп а р яе тся с откры ты х
поверхностей электролизера, т.к. электролитная корка не
образуется.
Для ликвидации карбидообразования прежде всего нужно
устранить причины возникновения местных перегревов: срубить
"конуса", произвести регулировку анодов, вытащить куски огарков,
которые могли попасть под анод. Накарбиженный электролит в
местах его образования отчерпывается в урны. Делать это нужно
очень осторожно, т.к. перемешивание карбида алюминия в
электролите способствует распространению карбидообразования.
Отчерпывая накарбиженный электролит, нужно в местах
нормальной работы ванны плавить свежий криолит и заливать
нормальный электролит из других ванн.
Д ля извлечения карбида алюминия из-под анодов
производят переборку анодов, под которыми идет процесс
карбидообразования. Анод извлекается из ванны, его подошва
очищается от карбида лопатами, шумовками, скребками,
поверхность электролита в "гнезде" очищается от карбида
шумовками и скребками, после чего анод ставится на свое место.
Рабочее напряжение, даже если оно поднимется до 8-10 В,
снижать опусканием анодного массива нельзя, т.к. с уменьшением
МПР улучшаются условия карбидообразования.
Если карбид алюминия образовался на небольшом участке и
его быстро ликвидировали, то электролизер вскоре начинает
охлаждаться, выделяется угольная пена, напряжение постепенно
снижается. Обработку электролизера не производят до
возникновения анодного
эффекта.
Значительно труднее устранить технологическое нарушение,
если карбидообразование распространилось на большую часть элек­
тролита или на весь электролит.
В этом случае для очистки электролита делают сплошную
переборку анодов с тщательной очисткой как подошвы анода, так й
"гнезда*. Производят замену электролита.
Вакуум-ковшом возможно полнее сливается накарбиженный
электролит (накарбиженный электролит переливается в нормально
работающие ванны, для которых он безопасен, т.к. в них нет условий
для образования карбида алюминия) и заливается свежий электролит
с нормально работающих электролизеров. Заливку свежего электроли­
та производят в одно и тоже место, чтобы распространить зону нор­
мального электролита.
Иногда переборку анодов приходится выполнять' несколько
раз. Заливка электролита в большом количестве всегда дает хорошие
результаты.
Если карбидообразование продолжается после всех принятых
мер, то электролизер нужно временно отключить. Все аноды снимают­
ся, их подошва очищается от карбида. Шахта электролизера пол­
ностью очищается от старого содержимого. Аноды устанавливаются на
один горизонт и в шахту ванны заливают нормальный Элёктролит,
после чего восстанавливают нормальную токовую нагрузку. Заливается
жидкий Металл. Процесс электролиза на таком электролизере норма­
лизуется в течение нескольких суток.
. .
10 6 11
. * М е га с н у ща я * в с п ы ш к а .
При нормальной работе ванны анодный эффект1' легкоустраняется после загрузки очередной порции глинозема с по­
мощью деревянной рейки или другим способом. Но иногда возникший
анодный эффект не удается погасить обычным способом в течение
нескольких часов. Электролизер разогревается и создается угроза
прорыва металла и электролита.
Вспышки, ликвидировать которые не удается обычными спо­
собами, принято называть "негаснущими*. Природа возникновения
’негаснущих* вспышек, видимо, отличается от природы возникнове-
ния обычных вспышек. Ранее отмечалось, что анодный эффект насту­
пает при снижении концентрации глинозема в электролите до 1 4 -1 ,5 % ,
электролит при «том перестает смачивать анод, возникает газовая
пленка, отделяющая анод от электролита, сопротивление на границе
анод - электролит повышается, наступает искровой разряд - вспышка.
Общепризнано, что причиной возникновения ‘негаснущей*
вспышки является не недостаток, а избыток глинозема в электролите,
т.е. глинозем присутствует не только в растворенном в электролите
виде, но и в виде взвеси, т.е. в виде нерастворенных частиц. При из­
бытке глинозема сопротивление на границе анод - электролит также
повышается, т х такой электролит тоже не смачивает анод и тоже
наступает анодный эффект, который ликвидировать добавкой глинозе­
ма нельзя, т.к. глинозема и так избыток.
Чаще всего 'негаснущие' вспышки возникают на электроли­
зерах с пониженной температурой электролита, большим глиноземным
осадком на подине, с расстроенным ходом, с неправильной формой
рабочего пространства, недостаточным уровнем электролита и нару­
шенным составом электролита (очень низкое КО, очень высокое со­
держание добавок). 'Негаснущими* чаще всего становятся 'мигающие*
или "тусклые* вспышки, во время которых происходит интенсивная
циркуляция металла.
Нерастворенный глинозем может оказаться в ванне по одной
или нескольким причинам:
- гашение 'холодно* работающего электролизера с большим
осадком на подине без предварительного подогрева на вспышке;
• выпивка большого количества металла из ванны с большим
осадком за один прием;
- "мигающая" вспышка на ванне с большим осадком, волнение
металла на вспышке;
• гашение "тусклой* или "средней" вспышки без подъеме ано­
да до 'ясной*;
• кислый электролит в ванне с большим осадком и высоким
содержанием добавок и др. причины.
Приемы ликвидации "негаснущей" вспышки сводятся к таким
направлениям:
1.
Добиваются прекращения поступления в электролит гл
зема из осадка (ликвидируют волнение металла, заливают металл а
ванну при оголении осадка при выливке).
2. Снижают концентрацию нерастворенного глинозема в элек­
тролите (разогрев электролита на вспышке, раскисление электролита
содой, наплавление объема электролита, отливка "грязного* электро­
лита из ванны и заливка свежего электролита).
3. Кратковременно снижают анодную плотность тока.
Конкретные приемы зависят от конкретных причин, вы­
звавших 'негаснущую" вспышку. При этом волнение металла почти
всегда сопровождает возникновение 'негаснущей* вспышки.
Для устранения 'негаснущей* вспышки требуется в первую
очередь добиться прекращения волнения металла. Для этого подни­
мают анодный массив до получения устойчивой ясной вспышки, не
допуская при этом отрыва отдельных анодов от электролита, т.к. это
может усилить неравномерность токораслределения по анодам и цир­
куляцию металла. Места с интенсивной циркуляцией металла прокла­
дывают крупными кусками оборота. На вспышке прогревают электро­
лит, плавят свежий криолит, а если электролит кислый, то и соду.
После прогрева электролита и введения жерди опускают анодный
массив. Напряжение на ванне при таком гашении 'садится* до 8-12 В,
аноды начинают слабо работать. В дальнейшем, а течение нескольких
часов, по мере охлаждения электролита свежим криолитом и улучше­
ния работы анодов, напряжение снижается близко к нормальному.
Если указанным способом вспышку не удалось погасить, то
нужно постоянно обновлять электролит, сливая с ванны перегретый и
заливая в ванну свежий с нормально работающих ванн. По мере сни­
жения концентрации нерастворенного глинозема напряжение вспышки
будет снижаться с заметным улучшением работы анодов. Дальнейшая
работа проводится так же, как и в первом случае.
Хороший результат при гашении ‘негаснущих" вспышек дает
одновременная отдача в электролит большого количества оборотной
пены (там, где она имеется). ‘ Негаснущая* вспышка переходит в
‘тусклую' с заметной работой анодов. Напряжение по мере улучшения
работы анодов, снижается за несколько часов до близкого к нормаль­
ному. Такой эффект объясняется тем, что частицы нерастворенного
глинозема из электролита адсорбируется на кусках оборотной пены и
этого оказывается достаточно, чтобы аноды начали работать.
В крайнем случае, если создается угроза прорыва распла­
ва, для устранения 'негаснущей* вспышки снижают частично или пол­
ностью токовую нагрузку на серии на несколько минут.
После постепенного поднятия тока на серии "негаснущая*
вспышка, как правило, не возобновляется.
11. НЕКОТОРЫЕ ВСПОМОГАТЕЛЬНЫЕ РАБОТЫ
. . Уборка
11 1
нулевой
отметки.
Периодически "О" отметка корпусов должна очищаться от про­
сыпавшегося через рифленки глинозема и других видов сырья, проте­
ков электролита и металла. Работа на "О" отметке должна быть
оформлена нарядом-допуском с указанием:
- места проведения работы;
- времени проведения работы;
- состава рабочей бригады с указанием старшего производите­
ля работ и росписью всех членов бригады;
- результатов проверки потенциала 'земля";
- Ф.И.О. лица, допустившего бригаду на '0" отметку.
Рабочие, направленные на работу на "О* отметку, должны
пройти инструктаж по ТБ, который обязан провести мастер смены.
Перед началом работы на "О" отметке и отметке *-1,5м"
(корпуса 1 1 - 1 2 ) над участком работ должно быть проверено состоя­
ние гарниссажей электролизеров и устранены опасные потенциалы в
районе работ.
На отметке "+4м* над местом производства работ ставятся
плакаты ‘ ВНИЗУ РАБОТАЮТ ЛЮДИ*.
Под электролизерами с нарушенным технологическим режи­
мом работать з а п р е щ а е т с я . Разрешается работать только на
отведенном участке работ.
Все члены бригады, работающие на *0* отметке, должны
быть в касках, так как полностью не исключена вероятность падения
сверху (через напольные решетки) кусков оборота, инструментов, рас­
плава электролита и металла.
Над участком производства работ на нулевой отметке произ­
водить какие-пибо работы, в том числе и технологического характера
(кроме гашения анодного эффекта) з а п р е щ а е т с я . В том числе
з а п р е щ а е т с я п р о и з в о д и т ь : выпивку металла, электро­
лита, отбор проб, перестановку анодов, перетяжку анодных рам, пере­
плавку сырья, металла и пр.
Работающим на нулевой отметке з а п р е щ а е т с я :
- касаться с пола нулевой отметки частей кожуха электроли­
зера и ошиновки без изоляционных подставок и резиновых ковриков;
- передавать металлические предметы из рук в руки с нулевой
отметки на отметку ’-Им";
находиться под распорными железобетонными балками электро­
лизеров.
Систематической работой для электролизников и анодчиков
на нулевой отметке является уборка просыпей глинозема и фторсолей,
уборка протеков металла и электролита.
При производстве работ запрещается пользоваться электри­
ческим переносным инструментом. Разрешается пользоваться аккуму­
ляторными фонарями.
Собранное на нулевой отметке сырье и металл грузится
вручную на Т-16 и вывозится для переработки в корпус.
11.2. П е р е п л а в к а ‘ к о з л о в * .
Переплавка ’козлов* с отключенных ванн, ‘козлов* металла от
протеков на *0 * отметку и из литейного отделения, ишака, возвращен­
ного в корпуса из литейного отделения, производится на электролизе­
рах, назначенных распоряжением старшего мастера корпуса, под руко­
водством мастера смены.
Алюминиевые ‘козлы* и слитки в местах складирования укла­
дывают на деревянные подкладки, чтобы можно было свободно про­
изводить их строповку. Строповка алюминиевого "козла" и слитка
производится исправным тросом, имеющим бирку в соответствии с
массой поднимаемого груза. Строп, которым обвязывается ‘козел*
или слиток, должен надеваться непосредственно на крюк крана. Пе­
ревозить 'козел* и слиток мостовым краном можно только по сред­
нему проходу корпуса с обязательным их сопровождением.
З а п р е щ а е т с я переплавлять 'козлы", слитки и шлак без
достаточной их просушки и подогрева.
Прогрев и сушку 'козлов*, слитков и шлака производят на бор­
тах электролизера.
. Подовые 'козлы* перед сушкой и прогревом тщательно очи­
щаются от оборотного электролита и коржей.
Обвязку ‘козла* и слитка нужно производить только затяжкой
стропа *в удавку*.
При установке "козла” и спитка нельзя находиться под ними.
Направлять "козел" или слиток только длинной рейкой.
При опускании "козла" или слитка следить, чтобы не
замкнуть тросом или обоймой крюка за конструкцию электролизера.
Отцеплять крюк только после надежного укрепления "козла" или
слитка прочными деревянными подпорками нужной длины.
При расшатывании "козла" или слитка при очередном
погружении в расплав, нельзя находиться под ним. Стоять в
сторонге и поправлять деревянной рейкой. Обязательно крепить
деревянными подпорками В процессе переплавки систематически
следить за надежностью подпорок. Место переплавки "козла" или
слитка необходимо оградить и вывесить предуреждающий плакат
"НЕ ПОДХОДИТЬ, ОПАСНО".
Все работы по переплавке ‘козлов* и слитков производятся
под руководством мастера смены, который несет полную ответствен­
ность за безопасное выполнение этой операции.
При переплавке ‘козлов* и слитков з а п р е щ а е т с я :
- в корпусах 1 + 1 0 плавить с глухой стороны электролизера;
- в корпусах 1 1 - 1 2 плавить со стороны стояков;
- переплавлять одновременно на одном электролизере два
или более ‘козлов* или слитков;
- плавить 'козлы* длиннее 5 метров;
- плавить сырые, непросушенные *козлы*;
- при подъеме 'козлов* пользоваться захватными приспособ­
лениями, не предназначенными для этой цели.
11.3. Ч и с т к а
п о д и н ы о т * к оржей*
и осадка.
Чистка подины электролизера от 'коржей' и осадка должна
производиться электролизниками по закрепленным электролизерам и
по письменному указанию старшего мастера корпуса. Извлечение 'кор-
жей” и подовых настылей должно производиться под руководством
бригадира или мастера смены. Необходимый инструмент в нужном
количестве должен быть подготовлен заранее. В течение всего вре­
мени работы по извлечению "коржей* нужно следить за рабочим на­
пряжением и положением анодного массива, не допуская отрыва от­
дельных анодов отолектролита.
Извлеченные куски должны немедленно убираться на рифленки соседних ванн. Пользоваться инструментом, и з г о т о в л е н ­
ным из т р у б , з а п р е щ а е т с я .
При отрыве подовой настыли и при ее извлечении все звено
должно работать согласованно, подчиняясь командам ст. электролизника или бригадира.
Ложиться на лом и давить на него массой своего тела вос­
прещается, так как, при выскальзывании лома из гнезда или обламы­
вании настыли, возможно падение и получение серьезных ушибов.
Отрыв настыли или ‘коржа" должен производиться осто­
рожно, чтобы лом не вырвался из гнезда. Выправление и охлаждение
согнутого инструмента нужно производить в стороне от места работы,
на специально выделенном месте.
Осадок, образующийся на подине, следует чистить система­
тически при подготовке *гнезда* для установки нового анода. При
этом каждый раз должен очищаться участок подины по габаритам
"гнезда* с захватом доступных участков под соседними анодами.
Не следует накапливать осадок - это причина возможного
тяжелого расстройства хода электролизера, что повлечет за собой не
только большие трудозатраты, но и значительное ухудшение рабочей
среды, снижение производительности электролизера. Осадок, как пра­
вило, при чистке подины должен подтягиваться к борту скребком. Из­
влечение осадка производится только в исключительных случаях,
когда он может привести к расстройству технологического режима, и
на электролизерах с расстроенным ходом.
11. 4 . Ре мо нт б о р т о в о й ф у т е р о в к и на
з а б ив к а р а з р у ш е н и й подины.
ходу,
Прорыв электролита через бортовую футеровку происходит
при расплавлении гарниссажей и разрушении угольных плит. Аварий-
нов состояние электролизера может наступить через 1 - 2 года рабо­
ты как в результате механического разрушения бортовой футеровки
при обработке ванн, так и за счет окисления ее кислородом воздуха с
наружной стороны. Отсутствие надежных гарниссажей также может
явиться причиной разрушения бортовой футеровки.
, Для продления срока службы электролизеров с разрушенной
бортовой футеровкой производится р е м о н т б о р т о в о й фу ­
т е р о в к и не х о д у без отключения электролизера. Район ре­
монта определяется по месту покраснения катодного кожуха или про­
рыва расплава. Район разрушения уточняется ломиком или щупом.
Ремонт бортовой футеровки выполняется эвеном электролизников с
участием газорезчика под руководством мастера смены. Ремонт борто­
вой футеровки без остановки электролизера производится забивкой
перфораторами разрушенных мест подовой массой, нагретой в про­
тивне на корке электролита до температуры 150-180 °С.
Перед ремонтом производится создание защитной стенки в
районе ремонта из застывшего электролита и установка опалубки из
металлического листа:
- первоначально в районе ремонта замораживается оборотным
электролитом все пространство между бортом и анодным массивом;
- затем застывший электролит выбивается отбойным молотком
на ширину 35-40 см от кожуха и на глубину разрушения;
•место разрушения расчищается до уцелевшей угольной фу­
теровки;
•устанавливается металлическая опалубка со стороны элек­
тролизера, а отверстие в кожухе, если оно имеется, заделывается
металлическим листом.
Во время ремонта, в непосредственной близости от места
работы, необходимо держать запас мелкого оборота и глинозема для
заделки возможных прорывов электролита через защитную стенку.
Раскрепление опалубки на ширину набойки производится:
- от стенки катодного кожуха - временными деревянными рас­
порками, которые убираются по мере набойки по высоте;
• от защитной стенки из электролита - кусками оборотного
электролита.
Набойка подовой массой, нагретой до 150-180 °С, производит­
ся перфораторами в несколько засыпок в зависимости от высоты раз­
рушения. Толщина набойки за одну засыпку 80-100 мм.
После окончания набойки восстанавливается сваркой крепле­
ние фланцевого листа. В течение суток на участке восстановленной
бортовой футеровки обработка не производится, затем это место
расчищается и извлекается лист металлической опалубки. Обеспечи­
вается постоянный контроль за наличием гарниссажа в месте восста­
новленной бортовой футеровки.
Места разрушений подины определяются ст. электролизником
совместно с бригадиром и мастером смены (техноруком) с составле­
нием специальной карты разрушений. Забивка разрушенных мест по­
дины производится смесью дробленого магнезита и фтористого „каль­
ция в соотношении 1 : 1 .
Подсушенная и прогретая смесь загружается в алюминиевые
пакеты и укладывается в места разрушений подины с помощью шу­
мовок, специальных захватов и скребков. Укладка пакетов должна
производиться так быстро, чтобы алюминиевый пакет не успел рас­
плавиться. В месте забивки образуется подовая настыль, прикры­
вающая место разрушения подины.
Повторная забивка разрушения подины производится, если
это необходимо, после повторной проверки'и повторного составления
карты разрушений и при условии, что падение напряжения в подине
не превышает 0,5 В, а суммарное содержание СаР2 и МдРг в электро­
лите не выше 10%. Если перепад в подине выше 0,5 В, а добавок к
электролиту больше 1 0 % , то сначала нужно принять меры по сниже­
нию перепада в подине и обновлению электролита, после чего опера­
цию по забивке подины повторяют.
12. МОНТАЖ И ДЕМОНТАЖ ЭЛЕКТРОЛИЗЕРОВ.
Монтаж электролизеров осуществляют как при строительстве
новых корпусов, так и при капитальном ремонте электролизеров.
В разделе 8.2 кратко описано устройство электролизера с
предварительно обожженными анодами.
Катодное устройство электролизера состоит из металлического
кожуха с днищем, футерованного внутри огнеупорным кирпичом и уг­
леродистыми материалами, а также токопроводящей угольной подины.
В современных электролизерах с обожженными анодами на
силу тока 150-255 кА используются кожухи с днищем контрфорсного
типа. Прочность кожуха этого типа определяется жесткостью конструк­
ции контрфорсов, число которых зависит от /умны электролизера.
Фрагмент поперечного разреза катодного кожуха и всего ка-
Рис.32. Фрагмент поперечного разреза кожуха и катодного
устройства электролизера на 150 - 160 кА.
'Корыто* кожуха сварено из стального листа (1) толщиной
10 мм. Сверху оно обрамлено угольником (2). С целью увеличения
жесткости торцовые стенки 'корыта* снабжены горизонтальными и
вертикальными ребрами жесткости. Контрфорсы (3) на уровне дни­
ща стянуты поперек электролизера специальными лясами, а их нижние
концы попарно распирают железобетонные балки (4). Цоколь подины
электролизера с днищем (5), располагающегося в современных корпу­
сах электролиза на втором этаже здания (на отметке "+4м"), должен
иметь хорошую теплоизоляцию, для чего используют листовой ас­
бест, глиноземную засыпку, несколько рядов шамотного обычного лег­
ковесного или диатомитового кирпича. Верхние ряды цоколя выпол­
няют из шамотного обычного кирпича.
Конструкция угольной подины электролизеров не зависит от
их габаритов и типов применяемых катодных кожухов. Подина монти­
руется из отдельных угольных секций. Каждая секция может состоять
из одного или нескольких подовых блоков, соединенных одним катод­
ным стержнем (блюмсом). При монтаже современных электролизеров
используют прошивные угольные обожженные блоки сечением
550x400 мм разной длины, имеющие специальный трапецеидальный
паз для установки в нем токоподводящего стального стержня сечением
230x115 мм. Катодная секция изображена на рис. 33.
Рис. 33. Катодная секция:
- катодный блок; 2 - набивная пробка подового паза ;
3- катодный стержень; 4- пазы; 5- чугунная заливка
1
Катодную секцию изготовляют из подового блока и катодного
стержня. Катодный стержень укладывают в паз блока и заливают чугу­
ном или затрамбовывают углеродистой массой. Чугун должен иметь
небольшую усадку и небольшое электросопротивление. Создается
механически прочное и достаточно электропроводное соединение
сталь-уголь. Перед установкой секций набивают поверх цоколя подуш­
ку из подовой массы толщиной 40-50 мм. Назначение подушки уменьшить проникновение расплавленного алюминия и электролита к
кирпичному цоколю и обеспечить строгую горизонтальность подины.
Катодные секции устанавливают внутрь катодного кожуха,
юнцы катодных стержней выводятся наружу через окна кожуха и под­
соединяются к катодной ошиновке. Обычно монтируют секции с зазо­
ром примерно 40 мм. Этот зазор (шов) затрамбовывается подовой
массой. Для увеличения прочности подины секции устанавливаются
в п е р е в я з к у , чтобы центральный шов получился ступенчатым
(см. рис.34).
1
- периферийный шов; 2 - центральные межблочные швы;
3 - угольные блоки:
При такой конструкции подины уменьшается возможность ее
вспучивания при пропитке блоков и цоколя фторсолями в процессе
эксплуатации электролизера. Размер периферийных швов (между
боковой футеровкой и подовыми секциями) в зависимости от конструк­
ции и габаритов шахты колеблется от 50 до 300 мм. По вертикали вы­
сота швов соответствует высоте подовых блоков (400 мм).
Электролизер С-160 монтируется из 30 секций, С-175 из 32-х, а
С-255 из 48 секций.
Боковая футеровка катодного кожуха электролизера состоит из
угольных плит и теплоизоляционных материалов. В настоящее время
боковая футеровка выполняется из одного ряда боковых плит толщи­
ной 200 мм и длиной 600-800 мм. На обеих боковых гранях плит име­
ются полукруглые выемки, которые во время набойки подины затрам­
бовывают подовой массой. После обжига ванны бортовая футеровка
представляет собой монолитную углеродистую стенку. Пространство
между катодным кожухом и боковыми плитами с целью теплоизоляции,
в зависимости от требований расчета теплового баланса электролизе­
ра, заполняется шамотным или диатомитовым кирпичом и шамотной
засыпкой. Сверху боковые плиты прикрывают бортовым листом. Бор­
товой лист прикрепляют болтами к кронштейнам, приваренным к ка­
тодному кожуху на расстоянии 30-50 см друг от друга.
Размеры шахты электролизера зависят от его мощности и
применяемой плотности тока, однако глубина шахты для электроли­
зеров любой мощности колеблется в незначительных пределах
450-650 мм.
Срок службы катодного устройства электролизеров зависит от
многих факторов:
- качества используемых подовых и боковых угольных блоков;
- качества монтажа подины, особенно набивных швов;
- прочности катодного кожуха;
- качества и условий обжига и пуска электролизеров;
- качества и режима эксплуатации электролизера.
Срок службы катодных устройств в отдельных случаях дости­
гает 7-8 лет, но как правило, средний срок эксплуатации электролизера
составляет 3,5-5 лет.
Выход из строя катодного устройства электролизера вызы­
вается разрушением угольной подины и проникновением расплавлен­
ного алюминия к стальным токоподводящим стержням и быстрым
повышением содержания железа в алюминии. Разрушение подины
сопровождается значительными деформациями катодного кожуха.
Преждевременный выход из строя электролизера может быть также и*за разрушения боковой угольной футеровки и при а в а р и й н ы х
т е х н о л о г и ч е с к и х нарушениях.
Монтаж и демонтаж электролизеров чрезвычайно трудоемок.
Современные алюминиевые заводы имеют в своем составе специали­
зированные цехи, где производятся все технологические операции
монтажа и демонтажа катодных устройств. При этом в корпусе элек­
тролиза монтируется и демонтируется лишь анодное устройство с
укрытием и ошиновка. Катодное же устройство (в кожухе с днищем)
специальным краном большой грузоподъемности транспортируется
в торец корпуса, соединенного железнодорожной колеей с цехом капи­
тального ремонта электролизеров (ЦКРЭ), куда оно перевозится по
этой колее на специальной платформе. Цехи капитального ремонта
оснащены высокопроизводительными поточными линиями монтажа и
демонтажа катодных устройств. Отремонтированное или смонтирован­
ное впервые катодное устройство теми же видами транспорта возвра­
щается в корпус электролиза и устанавливается на свое место.
Специализированные цехи капитального ремонта позволяют
значительно повысить производительность труда при монтаже и де­
монтаже электролизеров, сократить простои их на капитальном ремон­
те, снизить стоимость этих работ.
Таджикский алюминиевый завод имеет в своем составе спе­
циализированный цех капитального ремонта электролизеров (ЦКРЭ),
где осуществляется ремонт электролизеров индустриальным поточным
методом вне электролизных корпусов.
Капитальный ремонт электролизеров при наличии ЦКРЭ со­
стоит из следующих основных операций:
1 ) демонтажа анодного устройства и транспортировки его в
торец корпуса;
2 ) демонтажа катодного устройства, транспортировки его в
торец корпуса и установки на специальную платформу грузоподъ­
емностью 160-200 т;
3) транспортировки катодного устройства в ЦКРЭ;
4) ремонта катодного устройства с заменой или ремонтом ка­
тодного кожуха и его футеровкой;
5) транспортировки отремонтированного катодного кожуха в
корпус электролиза и установки его на место;
6 ) установки отремонтированного анодного устройства;
7) сварки шиннЫх стояков, приварки катодных спусков к ка­
тодной ошиновке.
Все технологические операции монтажа катодного устройства
выполняются по специальным технологическим и рабочим инструкци­
ям. При отключении электролизере на капитальный ремонт нужно
слить максимально возможное количество металла и электролита,
чтобы упростить после охлаждения электролизера операции очистки
шахты от твердого алюминия и электролита.
Для облегчения удаления отработанной футеровки шахту
электролизера заливают водой, которая вступает в реакцию с карби­
дом алюминия и другими материалами футеровки, в результате чего
футеровка разбухает и разрушается.
Верхний слой, богатый электролитом, так называемую 'пушон­
ку*, удаляют отдельно и в дальнейшем используют для наплааления
электролита при последующем пуске электролизера.
Остальную футеровку нужнейскладировать для последующего
извлечения из нее дорогостоящего криолита.
13. ОБЖИГ И ПУСК ЭЛЕКТРОЛИЗЕРОВ.
Перед началом обжига новых корпусов все строительные и
монтажные работы в корпусе и вспомогательных объектах, входящих в
пусковой комплекс, должны быть закончены в соответствии с проектом
и приняты Государственной комиссией.
После капитального ремонта и реконструкции электролизеры
принимаются в эксплуатацию цеховой комиссией,
согласно
ТИ 48-0126-32-65-93 ‘Монтаж и капитальный ремонт электролизеров’.
Обжиг и пуск вновь смонтированных электролизеров, а также
электролизеров после капитального ремонта - важная и достаточно
сложная работа.
От качества обжига и пуска во многом зависит продолжитель­
ность работы электролизера, расход фторсолей, анодов и электро­
энергии в начальный период его работы, время, необходимое для
вывода электролизера на нормальный технологический режим.
Пуск электролизеров можно разделить на четыре периода:
- подготовка к обжигу;
•обжиг;
- пуск на электролиз;
- работа в послепусковой период.
Подготовка электролизера к обжигу начинается после оконча­
ния всех строительно-монтажных работ и составления акта по устано­
вленной форме.
Обжиг электролизеров- с обожженными анодами как после
нового строительства, так и после капитального ремонта, производится
одинаково, т.к. при обжиге не нужно обжигать сам анод, что имеет
место при обжиге электролизеров в новых корпусах с самообжигакнцимися анодами.
Целью обжига электролизеров с обожженными анодами яв­
ляется коксование набивных участков углеродистой футеровки катода
и достаточный прогрев всего катодного устройства и анодов для пуска
на электролиз.
При вводе в эксплуатацию нового корпуса, обжиг и пуск элек­
тролизеров производится группами. Количество электролизеров в
группе 10-30 и определяется возможностями преобразовательной
подстанции, а также наличием необходимого количества жидкого
электролита. Для подключения группы электролизеров на обжиг при­
меняют шунты - перемычки, устанавливаемые поперек корпуса за
крайними электролизерами группы- Перед подключением на обжиг все
электролизеры группы шунтируются короткозамыкателями с целью
возможности поочередного подключения на обжиг с помощью шунтовреостатов и регламентирования времени обжига. График обжига и
пуска электролизеров корпуса утверждается главным инженером заво­
да.
Обжиг производится за счет тепла, выделяющегося при про­
хождении электрического тока через электролизер. Обжиг электроли­
зеров с обожженными анодами производится на 'семечках* или на
металле.
“Семечки" представляют собой коксовую крупку с размерами
зерен 1+5 мм. Наличие в ‘семечках* пыли (фракции менее 1 мм) не
допускается.
При обжиге на ‘семечках* прогрев катодных блоков и всей
футеровки происходит при высокой температуре, что благоприятно
сказывается на сроке службы подины, однако обжиг на 'семечках*
требует больших трудозатрат при подготовке к обжигу, в процессе
обжига и при пуске на электролиз.
На металле электролизер обжигается равномерно, но прогрев
и обжиг подины проходят при температуре значительно ниже, чем при
обжиге на “семечках'. Увеличением длительности обжига этот недо­
статок исправить нельзя: напряжение на электролизере снижается до
такой величины, что он начинает остывать.
Кроме атого, при заливке в обжигаемую ванну жидкого метал­
ла подина подвергается тепловому удару (из-за разницы температур
холодной подины и расплавленного алюминия), что может привести к
образованию трещин в катодных блоках и снижению срока службы
электролизеров при их дальнейшей эксплуатации.
Пуск на электролиз, при обжиге на металле, сопровождается
почти всегда очень сильным волнением металла, что сопряжено с
большой опасностью для обслуживающего персонала и не прохо­
дит бесследно для снижения срока службы электролизера.
На ТадАЗе, как правило, применяется обжиг на 'семечках*.
Обжиг электролизеров производится только на новых анодах,
соответствующих требованиям Т У 48-5-148-84, и без механизмов АП Г
на них.
13.1. П о д г о т о в к а э л е к т р о л и з е р а
к о б ж и г у. Подготовка электролизера к обжигу заключается в следующем.
На очищенную и продутую сжатым воздухом подину засыпа­
ют ровным слоем ‘семечки* с размерами зерна 1+5 мм, толщина слоя
‘семечек*, на который затем устанавливают аноды, 2-4 см.
Для достижения равномерности толщины засыпки ‘семечек* на
подину, по длинным сторонам шахты укладывают два равнобоких
уголка размерами 40 х 40 х 3 или 35 х 35 х 3 мм и рейкой или швелле­
ром длиной 4 м (по ширине шахты) производят разравнивание
‘семечек* между уголками. Площадь засыпки должна выходить за пре­
делы анодного массива в плане на 80-100 мм.
От толщины слоя засыпки 'семечек* зависит напряжение
обжига, а от равномерности толщины засылки зависит равномерность
распределения тока по анодам, а следовательно, и равномерный про­
грев подины на обжиге, поэтому эта операция должна производиться
особенно т щ а т е л ь н о .
Перед установкой анодов на 'семечки* проверяется положение
анодной рамы, которая после обкатки подъемных механизмов анода,
должна быть установлена на 50-80 мм выше крайнего нижнего поло­
жения.
Установка анода на ‘семечки* производится так. Анод вводится
в гнездо зажима, выравнивается в вертикальном положении, чтобы
штанга всей плоскостью касалась анодной шины. Анод опускается на
'семечки', не доходя до них 40-50 мм. Зажим закрывается и затяги-
веется до создания между шиной и штангой с к о л ь з я щ е г о кон­
такта, после чего анод плавно к р а н о м опускается на 'семечки* и
затягивается контакт шина-штанга. Проверяется плотность контакте
между ‘семечками* и подошвой анода. Установка анода считается
законченной, если между 'семечками* и подошвой устанавливаемого
анода нет зазора, а анод плотно всей площадью прилегает к
'семечкам*. В случае обнаружения зазора между 'семечками* и подо­
швой анода менее 5 мм, 'семечки* подбиваются под анод до создания
надежного контакта. В случае обнаружения зазора более 5 мм, такой
анод заменяется на другой, устанавливаемый с меньшим зазором.
Аноды на 'семечки* устанавливают поочередно. Только убе­
дившись в правильной установке предыдущего анода, можно присту­
пить к установке следующего. После установки анодов на 'семечки*
нужно отключить питание электропривода механизма подъема анода.
На обжиге электролизеров с обожженными анодами приме­
няется у т е п л е н и е анодного массива и шахты ванны п у с ­
к о в ым с ырь ем.
Возможны 2 варианта загрузки пускового сырья на обжигаемый
электролизер:
- загрузка сырья до подключения электролизера в электри­
ческую цепь ( 1 вариант);
- загрузка сырья после подключения электролизера в электри­
ческую цепь, <но не позднее 24 часов с начала обжига, т.е. после сня­
тия всех реостатов и достижения равномерного токораспределения по
анодам ( 2 вариант).
Выбор варианта д е л а е т старший м ас те р
к о р п у с а после установки анодов на 'семечки", проверки и оценки
качества этой операции.
Обжиг с предварительной загрузкой в шахту ванны пускового
сырья ( 1 вариант) выгодно отличается простотой организации работ,
лучшей экологичностью, но регулирование обжига (т.е. токораспреде­
ления по анодам) ограничивается только степенью прижатия в контак­
те *шина-штанга* и временным отключением перегруженных анодов.
Обслуживающий персонал не имеет возможности воздействовать на
контакт ’семечки-анод', в случае плохого контакта в этом узле, ника­
ким усилием в контакте 'шина-штанга' положение выправить невоз­
можно. Для достижения удовлетворительной равномерности обжига по
площади подины необходим тщательнейший контроль за качеством
установки анодов на "семечки”.
Обжиг с загрузкой пускового сырья после снятия всех реоста­
тов ( 2 вариант), проигрывает 1 варианту в организации работ и эколо­
гичности, но оставляет обслуживающему персоналу возможность, при
необходимости, активно воздействовать на улучшение контакта
"семечки-анод* и добиваться равномерного токораслределения (т.е.
высокого качества обжига) при любых обстоятельствах.
Перед загрузкой сырья в шахту обжигаемого электролизера, на
продольных сторонах шахты между анодным массивом и боковой
стенкой, из кусков оборотного электролита выкладываются "летки" (по
одной на каждой стороне для электролизеров С-160, С-175 и по две
на каждой стороне для С-255) для последующей заливки электролита
на пуске.
Затем шахта ванны заполняется пусковым сырьем в следую­
щей последовательности: фтористый кальций, окись магния, фторис­
тый натрий, свежий криолит. Свежий криолит загружается в шахту до
полного ее заполнения. Остальное количество пускового криолита
загружают и плавят в электролизере во время и после пуска.
Затраты сырья на пуск электролизера после нового строитель­
ства и на пуск после капитального ремонта различны. Различие заклю­
чается в том, что при новом строительстве сырье, кроме пусковых
затрат (потери сырья на обжиг и пуск) нужно для создания н е з а в е р ш е н н о г о п р о и з в о д с т в а с ы р ь я на пусковом элек­
тролизере (настыли, гарниссажи, жидкий электролит, корка электроли­
та, засыпка глинозема на корке и на анодном массиве, аноды в неза­
вершенном производстве в анодном массиве).
При отключении электролизера на капитальный ремонт неза­
вершенное производство сырья должно быть сохранено в полном объ­
еме на пуск после капитального ремонта. При пуске эпектролизера
после капитального ремонта сырье затрачивается только на потери
при обжиге и пуске. Потребность сырья и электроэнергии на пуск одно­
го электролизера с обожженными анодами составляет;
— 208 -
Таб. 24. Потребность сырья и электроэнергии
на обжиг и пуск 1 электролизера.
I Норматив на обжиг |Нужно на сонд а ч е
|
и пуск
|
НЭП сырья
Вида сырья и
электроэнергии
I
I __________________ _
|Тип электролизера tТип электролияора
С -1 601С -1751С -2551С -1 60 1 С -17 5 1С-255
| 168 | 175 I 287 |
| 1,6 | 2,2 1 3,2 |
|
1
I 0,18|
0,291
О
N
О
тыс.кВт-ч
Нефтяной кокс, т
сжатый воадух,
тыс.и3
1
1
25,8| 27,11 35,5
14,4| 15,2|
rl
О
\
«
0,9 | 1,0 I 1,3
0,9 | 1,0 » 1,3
1 - I 27,4
15,9»
И
Ф
>1
Саехий криолит, т | 17,51 23,0| 30,01
ГЛИКОНвМ, *
I 1,6 I 1,» 1 2,5 |
Фтористый
1
1
1
кальций, т
! 0,9 1 0,9 | 1,3 1
Окись магния, т
0,7 | 1,0 S 1,2 1
Фтористый натрий,т| 2,2 1 2,5 » 4,0 1
Аноды обожженные,tJ 10, 0J 11,0| 16,01
<
Электроэнергия ■ j
V
1
,
1
переменном токе, |
1
1
1
-
1 ■1 -
1
-
1
1
-
1
1
I
1' I
1
1
При использовании для пуска высокомодульного криолита
фтористый натрий не применяют, а при использовании электролитов с
высоким содержанием фтористого кальция, последний не добавляют в
пусковую шахту.
Подключение электролизеров с обожженными анодами в элек­
трическую цепь после капитального ремонта производится с помощью
шунтов-реоствтов, подключаемых параллельно обжигаемой ванне и
предназначенных для понижения силы тока на обжигаемом электро­
лизере.
Это позволяет производить обжиг отдельных электролизеров
без снижения силы тока на серии.
Обжиг электролизера начинается на пониженной силе тока,
т.к. в начальный период большую нагрузку берут на себя шунтыреостаты.
Токовая нагрузка на обжигаемом электролизере постоянно
увеличивается до полной, по мере прогрева подины и снятия шунтовреостатов.
Подключение на обжиг электролизеров типа С -160 (корпуса 5,
6 , 7, 8 ) производится с помощью 2-х шунтов-реостатов на номиналь­
ный ток в шунте-реостате 80 кА. Реостаты без снятия или понижения
токовой нагрузки на серии подключаются во в х о д н о м торце ванны
с обеих сторон электролизера параллельно электролизеру. Реостату с
л и ц е в о й стороны присвоен N1, а реостату с г л у х о й стороны N2.
Подключение на обжиг электролизеров типа С-175 (корпуса
1+4, 9, 10) производится с помощью 3-х шунтов-реостатов на номи­
нальный ток 75 кА 2 реостата подключаются во в х о д н о м торце
с обеих сторон параллельно электролизеру (с лицевой стороны - N1, с
глухой стороны - N2). Третий реостат (N3) подключается с лицевой
стороны у среднего стояка.
Подключение реостатов (а в дальнейшем и снятие их) произ­
водится без снятия или занижения токовой нагрузки на серии.
Подключение на обжиг электролизеров типа С-255 произво­
дится с помощью 4-х шунтов-реостатов на номинальную силу' тока 75
кА. К каждому стояку на входной продольной стороне электролизера и
соответствующей катодной ошиновке подключается один реостат. По'
направлению тока самый левый реостат - N1, затем N2, N3, N4.
Подключение электролизера С-255 в электрическую цепь про­
изводится разрывом 8 -ми мест шунтирования с установкой изоляци­
онной прокладки (по 2 места шунтирования у каждого из 4-х стояков).
Без снятия токовой нагрузки разрывается по 1 месту шунтирования у
каждого из 4-х стояков, а остальные 4 узла шунтирования разрываются
при снятии токовой нагрузки до 180 кА (в случае необходимости, ток
снижается полностью).
Перед включением электролизера в электрическую цепь про­
веряют.
- состояние всех сварных узлов ошиновки и качество сварки
катодных спусков с блюмсами и катодной ошиновкой;
- состояние подъемных механизмов электролизера и наличие
смазки в редукторах;
- электроизоляцию электролизеров, сопротивление изоляции
стоек крепления балки-коллектора и домкратов должно быть не менее
0,5 МОм;
ч ... тем - mwm*.
- отсутствие замыкания между анодными штангами и укрытием
электролизера;
- наличие и исправность вольтметров и сигнальных лампочек,
правильность их включения в цепь;
- положение анодной рамы, которое должно обеспечить воз­
можность подъема анодного массива на требуемую высоту во время
пуска на электролиз;
- отсутствие вокруг электролизеров, в шахте, на анодах, на
катодной ошиновке, а также под электролизерами на *0 ' отметке по­
сторонних предметов и мусора;
- наличие необходимого инструмента и сырья.
К электролизерам подвозят аноды, сырье и материалы, произ­
водят подготовку инструмента и приспособлений. В первую очередь
подвозят и устанавливают аноды на подготовленную к обжигу подину
электролизера. Сырье и материалы для пуска каждого электролизера
(при пеке новых корпусов) размещают в соответствии со схемой, раз­
рабатываемой на пусковой период.
13.2. О б ж и г
электролизера.
Обжиг электролизера начинается с момента подключения его
в электрическую цепь и заканчивается заливкой эпектропита в ванну
при пуске ее на электролиз.
Напряжение на электролизере в момент подключения в элек­
трическую цепь с шунтами-реостатами должно быть в пределах:
- для электролизеров С-160, С-175 - 3,5-3,8 В;
- для электролизеров С-255
- 3,6-4,0 В.
После подключения электролизера на обжиг фиксируется на­
пряжение на ванне и, независимо от установившегося напряжения,
оперативно (не позднее 0,5-1 часа после подключения) производятся
замеры токораспределения по анодам и регулировка равномерности
распределения тока по анодам.
Регулирование обжига производят на основании систематиче­
ских замеров токораспределения по анододержателям с помощью
вилки с постоянной базой и милливольтметра, а также данных посто­
янного визуального наблюдения (покраснение ниппелей и анодов).
В п е р в ы е 2 с м е н ы регулированию подлежат все
аноды, нагрузка на которые отличается от среднеарифметической (на
момент замеров) больше, чем на ± 0,5 мВ.
В п о с л е д у ю щ и е с м е н ы (после 2-х первых) до конца
обжига регулированию подлежат все аноды, нагрузка на которые отли­
чается от среднеарифметической больше, чем на ± 1 мВ.
Аноды, подлежащие регулированию, определяются так. Сна­
чала подсчитывается среднеарифметическая нагрузка на один анод
(суммируется нагрузка по всем анодам и делится на число анодов в
анодном массиве), затем определяются п р е д е л ы р е г у л и р о ­
вания.
Для первых двух смен с начала обжига:
- Нижний предел регулирования равен средней нагрузке на
один анод минус 0,5 мВ;
- Верхний предел регулирования равен средней нагрузке на
один анод плюс 0,5 мВ.
После 2-х первых смен с начала обжига:
- Нижний предел регулирования равен средней нагрузке на
один анод минус 1 мВ;
- Верхний предел регулирования равен средней нагрузке на
один анод плюс 1 мВ.
Регулированию подлежат все аноды, нагрузка на которые
меньше нижнего предела регулирования и все аноды, нагрузка на
которые превышает верхний предел регулирования.
П р и м е р 1. Ванна стоит на обжиге 8 часов (т.е. в течение
первых 2-х смен с начала обжига). Средняя нагрузка на один анод по
результатам токораспределения составила 2,1 мВ.
Нижний предел регулирования: 2,1 - 0,5 = 1,6 мВ.
Верхний предел регулирования: 2,1 + 0,5 = 2,6 мВ.
Аноды с нагрузкой от 1,6 мВ до 2,6 мВ регулировать не нужно.
Регулированию подлежат все аноды, нагрузка на которые ниже
1, 6 мВ и все аноды с нагрузкой выше 2,6 мВ.
П р и м е р 2. Ванна стоит на обжиге 18 часов. Средняя на­
грузка на один анод составила 3,4 мВ.
' Нижний предел регулирования: 3,4 -1 мВ=2,4 мВ.
Верхний предел регулирования: 3,4+1 мВ=4,4 мВ.
*
Регулировать нужно все аноды с нагрузкой ниже 2,4 мВ и все
аноды с нагрузкой выше 4,4 мВ.
■ Замеры токор аслр е де ле ни я и регулировка обжига
производятся через каждые 2 часа в течение первых 2 -х смен после
подключения ванны на обжиг, а в дальнейшем до конца обжига через каждые 3 часа (т.е. 2 раза в смену).
При обжиге с предварительной загрузкой сырья (1 вариант)
регулирование токораслределения на анодах, подлежащих
регулированию, производят только изменением степени прижатия
анододержа-телей к анодной шине и осаживанием анода. Осаживание
анода > это ослабление прижимной колодки и легкое покачивание
штанги ломом или ключом, а не удары кувалдой по головке штанги.
Аноды, берущие недостаточную нагрузку, регулируются так.
Сначала на регулируемом аноде ослабляется прижимная
колодка и осаживается анод, затем колодка затягивается (при
одновременном контроле милливольтметром) с таким усилием,
чтобы обеспечить нагрузку выше нижнего предела регулирования.
При необходимости, эту операцию повторяют. На анодах, берущих
повышенную нагрузку, но без покраснения анодов и ниппелей,
ослабляется прижимная колодка (при одновременном контроле
милливольтметром) до обеспечения нагрузки ниже верхнего предела
регулирования.
При обжиге без предварительной загрузки сырья (2 вариант)
регулирование токораслределения производится, в дополнение к
вышеизложенному, активным воздействием на контакт "семечкианод".
Под аноды, берущие меньшую нагрузку, для улучшения
контакта подбивают "семечки" специальным подбойником.
В отдельных случаях, когда осаживание анода и подбивка
"семечек" результатов не дали, то:
- снимают анод, не берущий нагрузку (возможно из-за
дефектов в контактах "ниппель-анод" или "штанга-кронштейн"),
заменяют его на новый;
- снимают анод, не берущий нагрузку, устраняют дефекты
подсыпки (возможна замена холодных "семечек" на разогретые);
- на место анода, не берущего нагрузку, ставят горячий анод (а
на разогретое место - холодный);
- разворачивают анод на 180°.
П е р еч и сле нны е м е р о п р и яти я п р о и з в о д я тс я
одновременном контроле милливольтметром.
при
Аноды с покрасневшими ниппелями и перегретые аноды
(без покраснения ниппелей) временно, на срок не более 3-х часов,
отключаются. Допускается одновременно отключать не более 20%
анодов, установленных на электролизере:
электролизеры С-160 - не бопее 4-х анодов;
электролизеры С-175 - не более 5 анодов;
электролизеры С-255 • не более 7 анодов.
Не разрешается отключать более 2-х рядом стоящих анодов.
Временное отключение производится путем изоляции штанги от
анодной шины (при откинутой прижимной колодке) прокладками из
изолирующего материала (листовая фибра, картон, тонкий клин из
дерева).
Время отключения и подключения анодов отмечается в
бланке замеров токораспредепения на обжиге. При приемке-сдаче
смены информация по отключенным анодам обязательна.
Р е гу л и р о в к у
обж ига ,
в случав
н е р а в н о м е р н о го
токораспределения, легче производить при неполной силе тока, т.е. в
первые часы после подключения на обжиг, поэтому именно в это
время необходимо добиваться равномерного токораспределения,
которое обеспечивает высокое качество обжига подины
электролизера.
Образец заполнения бланка (на примере электролизера типа
С-175 в течение первых 2-х смен с начала обжига) IM, a \uQ,Zi. Работа
производится в следующей последовательности:
- в назначенное д л я замера время (например, 22/Х в 10-00)
фиксируется рабочее напряжение на обжигаемой ванне и количество
установленных реостатов. Эти данные записываются в нижнем
конце бланка в соответствующей строке в первой колонке.
В нашем примере рабочее напряжение - 3,4 В, а количество
установленных на момент замеров реостатов - 2 ;
- производится замер токораспределения по анодам и
данные замера записываются в первую колонку;
- определяется среднеарифметическая нагрузка на один
анод. Сначала суммируются результаты замеров в первой колонке.
Полученная цифра, сумма мВ (52,3 мВ) записывается в свою строку в
первой колонке. Затем суммарные мВ делятся на 24 (количество
анодов в анодном массиве). Полученная средняя арифметическая
нагрузка на один анод (2,2 мВ) записывается в своей строке в первой
колонке;
•
определяются пределы регулирования. Нижний пре
регулирования: 2,2 -0,5 = 1,7мВ. Верхний предел регулирования: 2,2 +
0,5 = 2,7 мВ.
Пределы регулирования для памяти записываются в
свободных клетках второй и третьей колонки в строке средних мВ.
Регулированию подлежат все аноды с нагрузкой меньше 1,7 мВ (<1,7
мВ) - это аноды NN 1,5,11,17,19. Регулированию подлежат также
всеаноды с нагрузкой больше 2,7 мВ (> 2,7 мВ) - это аноды NN
3,4,15,16,22;
округляются;
аноды, подлежащие регулированию, В первой колон
округленные аноды регулируются вышеизложенными
способами и результаты регулирования записываются во вторую
колонку бланка замеров токораспределения на обжиге;
•
дублируется замер токораспределения
результат заносится в третью колонку бланка.
по всем анодам
Оптимальный срокобжига на "семечках":
60-72 часа для электролизеров С-160 и С-175;
50-60 часов для электролизеров С-255.
Обжиг считается законченным, когда температура подины
достигает 850-950 “С. Температура подины в центре электролизера
замеряется за 2-3 часа до пуска.
Обжиг с шунтами-реостатами должен продолжаться не более
суток. Шунты-реостаты поочередно отключаются при снижении
напряжения на ванне до определенного значения с таким
интервалом, чтобы выйти на полную токовую нагрузку через 20-24
часа с начала обжига.
Каждый шунт-реостат, подключенный в электрическую цепь
параллельно обжигаемой ванне, имеет зону преимущественного
влияния на токовую нагрузку анодов (см. таб.26).
... 2 1 6 -
Примерные
Тип обжигаемог о I Р а б о т напряжение на
интервалы для
электролизера * |электролизере перед сня-
снятия
Iтиек реостата должно быть
реостатов
I
I
не
S
I
8 -1 2
часов
а
|
6 -8
часов
I
5-6
«асов
С-160
!
С-175
|
B U M 3,0
не ш в е 3,2
С-255
(
не мше 3,6 ■ '
1
1
Реостаты имеют нумерацию, указанную выше.
Чем больший ток идет по реостату, тем меньше токовая на­
грузка на примыкающий к реостату входной стояк, а следовательно,
меньше токовая нагрузка и на аноды в зоне влияния реостата. При
наступлении условий для снятия реостата (рабочее напряжение не
превышает установленного предела, выдержан интервал времени для
Таб.26. Зоны влияния реостатов на обжиге.
| NN
I
Номер а анодов в воне влияния р е о с т а т о в
I р е о - | ______________________________________ ___________________
I ст ата|
С-160
I
С-175
|
С-255
1__ __!______________ I________ \____________
|
|
| N1
|
1,2,3,4,5,6,
I 7,8,9,10,119,20,21,22,23,
7,8,9,10,11
|
11, 12
|
24,25,26,27
I______ I_____________________ I_______ I___________
|
| 12,13,14,15,16, | 19,20,21,1
1 ,2 ,3 ,4 ,5 ,
I М2
|17,18,19,20,21,22| 22,23,24 |
I
I_________________J _ _ _______ I________________
I
I
I КЗ
|
-
I
|
1 ,2 ,3 ,
4 ,5 ,6
6 ,7 ,8 ,9
110,11,12,13,14,
| 15,18,17,18
I______ I_____________________ *____________ I__________________
f
I
I
128,29,30,31,32,
I М4 I
I
| 33,34,35,36
I______ I_____________________ I '_________ 1 _
___________
снятия реостата), п е р в ы м из установленных с н и м а е т с я
тот р е о с т а т , в зоне действия которого средняя нагрузка на
аноды н а и м е н ь ш а я ка момент снятия реостата; остальные
реостаты снимаются по такому же принципу. При отключении реостата
напряжение должно возрастать на 0,2-0,5 В.
З а д а ч а . Какой из реостатов нужно снять первым, если
замеры токораспределения перед снятием реостата показаны в таб. 25
в первой колонке за 22/Х на 8-00?
Р е ш е н и е . Подсчитываем суммарную нагрузку по анодам в
зоне действия реостатов.
Реостат N1. Суммарная нагрузка анодов 7 +12 равна 11,1 мВ.
Реостат N2. Суммарная нагрузка анодов 19 + 24 равна 13,1 мВ.
Реостат N3. Суммарная нагрузка анодов 1 + 6 равна 13,5мВ.
Снимается первым реостат N1, т.к. нагрузка на аноды в зоне
его действия н а и м е н ь ш а я .
После снятия реостатов на полном токе возрастает скорость
обжига и увеличивается неравномерность токораспределения. Какова
методика регулирования токораспределения на такой ванне?
В таб.25 (на 23/Х - 15-00) рассматривается регулирование
обжига при наличии отключенных и покрасневших анодов.
В первой колонке приведены замеры токораспределения по
анодам.
Отмечены отключенные и покрасневшие аноды. Отключено
4 анода (NN 6 , 8 , 14, 15), они были отключены при предыдущем регу­
лировании, т.е. 3 часа назад. Имеется 7 покрасневших анодов (NN 4, 7,
11,16, 17, 18, 19). Эти аноды заштрихованы.
Суммарная нагрузка на все аноды составляет 105,1 мВ. Сред­
няя нагрузка на 1 анод равна 105,1 : 24 = 4,38 мВ, округляем до 4,4
мВ.
Нижний предел регулирования равен:
4.4 мВ -1 мВ = 3,4 мВ, верхний предел регулирования:
4.4 мВ + 1 мВ = 5,4 мВ.
Нужно регулировать все аноды, где нагрузка меньше 3,4 мВ.
Это аноды: 1,6,8,12,14,15,20,22. Нужно регулировать все аноды, где
нагрузка больше 5,4 мВ. Это аноды: 4,7,11,16,17,18,19.
Аноды, подлежащие регулированию, округляются. В первую
очередь подключаются отключенные аноды, т.к. их время отключения
истекло. При подключении этих анодов они будут брать нагрузку выше
средней.т.к. были отключены из-за перегрузки. После этого отключа­
ется допустимое количество покрасневших анодов. На С-175 можно
отключить не более 5 анодов. Отключаем 5 анодов: 7,18,16,11,4. Анод
N 17 (берущий нагрузку 7,5 мВ) отключать нельзя, т.к. будет наруше­
но условие запрещения отключать более 2 -х рядом стоящих анодов.
Вместо 17-го отключаем анод N4 (в,5 мВ).
Затем ослабляются зажимы на анодах 17 и 19 и затягиваются
с осаживанием анодов N 1,12,20,22. Регулирование закончено.
Делается повторный замер токораспределения по всем ано­
дам и записывается в третью колонку бланка замеров.
13.3. П у с к на
электролиз.
Перед пуском, который начинается Заливкой электролита, все
отключенные аноды должны быть подключены, а контактные колодки
на всех остальных штангах должны быть надежно затянуты во избе­
жание проскальзывания анодов.
Пуск электролизеров производят на анодных эффектах на­
пряжением 10-15 В. При отсутствии необходимой мощности преобра­
зовательной подстанции, пуск электролизеров осуществляют на пуско­
вом напряжении 8-9 В.
Для контроля пускового напряжения к электролизеру на вре­
мя пуска подключается специальный вольтметр со шкалой на 60 В.
При заливке электролита анодный массив поднимают со ско­
ростью, обеспечивающей напряжение на электролизере в пределах 7-9 8 .
Заливка электролита, содержащего металл, и отрыв части
анодов от электролита* н е . д о п у с к а ю т с я .
КОвши с электролитом, по 3 т каждый, должны подаваться с
интервалом времени не более 1 0 минут.
О
предстоящем пуске электролизера необходимо преду
дить преобразовательную подстанцию и оператора системы ‘Алюми­
ний-3* или АСУ ТП 'Электролиз*.
Количество электролита, заливаемого в пусковой электроли­
зер, должно обеспечить уровень электролита порядка 20-25 см. Для
этого на пуске нужно залить жидкого электролита:
С-160 - не менее 7 ковшей;.
С-175 - не менее 8 ковшей;
С-255 - не менее 12 ковшей.
Подготовка жидкого электролита ведется по отдельному гра­
фику в специально выделенных для этого электролизерах - “ваннахматках", где производится переплавка ’пушонки*, регенерационного и
флотационного криолита, мелкого оборотного электролита и др.
сырья.
>.
. .
Дальнейшее наплавление электролита в пусковом электроли­
зере производят за счет переплавки свежего криолита с добавкой
фтористого натрия и оборотного электролита с таким расчетом, чтобы
при достижении уровня электролита не менее 45 см, его состав отве­
чал криолитовому отношению 2,8-2,95 и суммарному содержанию до­
бавок фтористого кальция и фтористого магния 4-7%.
Основное условие окончания наплавления электролита - пол­
ное заполнение шахты электролизера расплавом с целью защиты бор­
товых блоков от окисления.
Признаки нормального пуска: наличие полной шахты электро­
лита с температурой 970-980 °С, равномерное бурление электролита
вокруг всех анодов, отсутствие признаков расслоения или 'шелушения*
угольных катодных блоков.
После заполнения шахты расплавом (не менее 45 см) элек­
тролит и подошвы анодов очищают от 'семечек*, поверхность электро­
лита присыпают свежим криолитом и глиноземом, на электролизере
устанавливают напряжение 8-9 В.
Дальнейшее снижение рабочего напряжения и температуры про­
цесса производится комплексно путем тщательной очистки подошвы
анодов и электролита от остатков “семечек* и угольной пены, отливки
горячего электролита в урны, охлаждения горячего электролита обо­
ротным электролитом, постепенным подъемом уровня металла и сни­
жением рабочего напряжения. По потоку производится минимальная
зафузка глинозема, с таким расчетом, чтобы обеспечить в послепусковом периоде 3-4 анодных эффекта в сутки. Хорошего отделения уголь­
ной пены от электролита добиваются нормализацией его состава и
температуры.
—
220 -
13.4. П о с л е п у с к о в о й
период.
Послелусковым периодом считается промежуток времени от
окончания пуска ванны на электролиз до установления на ванне нор­
мального режима:
- установление устойчивого температурного состояния элек­
тролизера;
. доведение электрических и технологических параметров
работы электролизера до оптимальных величин;
- наставление необходимого уровня электролита оптимально­
го состава и очистка его от примесей угля;
- формирование рабочего пространства правильной формы;
- накопление достаточного уровня металла и др.
Длительность послепускового периода - 15 суток. Состояние
ванны после пуска характеризуется некоторыми особенностями:
- тепловое равновесие между элементами ванны и окружаю­
щей средой еще не установилось. Ванна работает холодно, т.е. имеет
пониженную температуру электролита и пониженную растворимость
глинозема;
- ванна работает на повышенном напряжении, что обусловле­
но повышенными в это время теплопотерями (ванна еще достаточно
не прогрелась) и более высоким электросопротивлением холодной
подины;
- ванна работает при повышенной частоте вспышек, что тре­
буется для увеличения прихода тепла в послепусковой период;
- наблюдается большой расход криолита, главным образом,
из-за впитывания его новой угольной футеровкой;
- на внутренней боковой и торцевой поверхности шахты ван­
ны образуется настыль и гарниссаж - слой замерзшего электролита в
зоне металла и электролита, что ведет к постоянному снижению уров­
ня электролита, т.к. твердый электролит имеепг более высокую плот­
ность, чем жидкий;
•
вследствие избирательного поглощения фтористого на
новой угольной футеровкой, электролит обогащается фтористым алю­
минием (закисает);
- на подине образуется тонкий слой карбида алюминия;
- наблюдается значительное выделение угольной пены.
Жидкий металл (не ниже марки А7) запивают в пусковой элек­
тролизер не ранее, чем через 24 часа после пуска (для С-160 и С-175)
и не ранее, чем 48 часов после пуска для С-255. Такой интервал вы­
держивается с целью заполнения всех возможных трещин в подине
электролитом и для предотвращения проникновения в трещины жидко­
го алюминия. Первая заливка жидкого металла составляет для:
С-160 - 4-5 т;
С-175 - 5-6 т;
С-255 - 6-7 т.
Наращивание уровня металла производится за счет пере­
плавки твердого алюминия (не ниже марки А5) или заливки жидкого
алюминия с таким расчетом, чтобы иметь уровень металла:
на вторые сутки после пуска 7-6 см;
на третьи - *- •г “ - *12-14 см;
на четвертые
16-16 см;
на пятые
2 0 - 2 2 см.
Первые выпивки металла производят в зависимости от техно­
логического состояния, а систематические выпивки (по графику) - пос­
ле достижения нормальных уровней металла и стабильного техноло­
гического хода в соответствии с требованиями технологических ин­
струкций по обслуживанию электролизеров.
На пусковом электролизере в течение 6-7 суток производят
постепенное снижение рабочего напряжения путем подъема уровня
металла и опускания анодного массива, руководствуясь технологиче­
ским состоянием электролизера, с учетом температуры электролита,
интенсивности газовыделения из-под анодов, частоты и характера
анодных эффектов. Снижение рабочего напряжения должно произво­
диться при условии интенсивной работы всех анодов по следующему
графику:
Напряжение после пуска
8 - 9 В
7 - 8 8
первых суток
6 - 7В
вторых
5.5 - 6 В
третьих
5 - 5,5 В
четвертых
4.5 - 5 В
пятых
шестых
4,2 - 4,5 В
Рабочее напряжение первый месяц после пуска поддерживают
на 0,1-0,2 В выше обычной нормы.. Питание электролита глиноземом
после первой послепусковой вспышки производят в таком количестве,
чтобы обеспечить в послепусковом периоде 3-4 анодных эффекта в
сутки.
Уровень электролита в послепусковом периоде снижают по
мере подъема уровня металла и поддерживают из расчета заполнения
расплавом шахты электролизера на полную глубину, но не менее 2 0 22 см для электролизеров С-160 и С-175 и не менее 22 - 24 см для
электролизеров С-255.
Для компенсации потерь электролита на пропитку футеровки
производится увеличенная загрузка в пусковой электролизер криолита
и корректировка фтористым натрием.
Криолитовое отношение в первый месяц работы электролизе­
ра после пуска поддерживают в пределах 2,80-2,90 в целях создания
щелочных настылей.
Замена анодов с целью их расстановки в электролизере по
установленной схеме начинается на следующие сутки после пуска
по специально разрабатываемому графику.
Большие огарки (высотой более 250 мм) дожигают на мес­
тах анодов N 4 и N 19 (С-160, С-175) и N 35 (С-255) других нормально
работающих электролизеров.
Формирование *крышия анодного массива начинается на вто­
рые сутки после пуска, постепенным утеплением анодов глиноземом.
На 7-9 сутки слой глинозема на анодах должен быть не менее 100 мм,
как на нормально работающих ваннах.
Для контроля за технологическим состоянием электролизеров
в послепусковом периоде производят следующие измерения и опре­
деления:
- распределение тока по анодам на электролизерах с нор­
мальным режимом - 1 раз в сутки;
- на электролизерах с нарушенным технологическим режимом ежесменно;
- температура электролита - на 3 и 5 сутки после пуска;
•криолитовое отношение - по графику корпуса;
- содержание фторидов кальция и магния - 1 раз в неделю;
- перепад в подине - на 5,15, 30 сутки после пуска;
- уровень металла, уровень электролита, рабочее напряжение
•ежесменно (с отметкой в пусковой ведомости);
- температура днища кожуха электролизера - замеряется на
3,5,30 сутки после заливки металла.
Измерения производят переносным потенциометром и кон­
тактной ‘хромель-копель* термопарой.
Поперечные сечения для замеров:
|ТИп электролизера | Колич-во поперечных1 Районы Слюксов |
|
ааиароа
I
поперечных
сечений
|
I
1
1
11-30.'8-23)15-16 I
|
С-160
|
3
I
С-175
|
3
|1-32;9-24;16-17 |
|
С-255
<
5
| l-4 5 ;7 -4 2 ;1 3 -3 6 ;f
»
1
мя -
в*
1
|
1
1
19-30;24-25
iin iW A iif L
I
I
В каждом поперечном сечении температура днища замеряется
в 3-х точках: 2 точки проходят на расстоянии 500 мм от продольных
краев кожуха, одна точка по центральной оси.
При повышении температуры в отдельных точках выше 150°С
- места перегрева охлаждают сжатым воздухом или специальной уста­
новкой.
Если в течение суток отсутствуют анодные эффекты, то произ­
водят следующие операции:
- проверяют токораспределение по анодам, МПР и состояние
подошвы перегруженных анодов. В случае уменьшения МПР - анод
выравнивают с остальными. При наличии "конусов* - анод извлекается
и после ликвидации ‘конусов' устанавливается на>место;
- изменяют частоту и характер обработок, уменьшают загрузку
глинозема;
- подбирают рабочее напряжение и температурный режим
электролизера.
При появлении признаков расслоения ('шелушения*) подины,
немедленно принимают меры по выявлению причин и устранению
последствий ’шелушения*. Электролит очищают от всплывших частиц
углерода, при необходимости заменяют - для предотвращения карбидообраэования.
В случае покраснения участков катодного кожуха и проры­
ва расплава, необходимо немедленно принять оперативные меры по
ликвидации прорыва. Все работы по остановке течи расплава и вос­
становлению хода электролизера производятся под непосредственным
руководством мастера смены и ст. мастера корпуса. В течение поспепускового периода электролизер должен быть выведен на сортовой
металл, поэтому з а п р е щ а е т с я в пусковых электролизерах
переплавка подовых 'козлов”, "пушонки' и другого возвратного сырья.
В период обжига и пуска ведется следующая технологическая
документация:
- Пусковая ведомость;
- Журнал (бланк) замеров токораспределения на обжиге;
- Журнал с замерами, согласно схеме контроля технологиче­
ских параметров в процессе обжига.
Дальнейшая эксплуатация электролизера производится в со­
ответствии с технологическими инструкциями и изложена в разделе 9.
14. ЭЛЕКТРОЛИЗНЫЙ ЦЕХ.
Электролизный цех состоит из зданий и сооружений различно­
го производственного и бытового назначения: корпуса электролиза,
литейные отделения, склады глинозема с приемными силосами и резервуарные склады, приюорлусные расходные силоса, склады готовой
продукции, здания и сооружения вспомогательных служб цеха, здания
цехоупрааления, бытовые помещения и др.
Мы рассмотрим только конструкцию и планировку электролиз­
ных корпусов, в которых осуществляется основной производственный
процесс - электролитическое получение алюминия.
При выборе расположения электролизных корпусов на строи­
тельной площадке учитывают господствующие направления ветров в
течение года. Для обеспечения хорошей вентиляции необходимо, что­
бы господствующее направление ветров совпадало с длинной осью
корпусов электролиза.
- 225 -
14.1. П л а н и р о в к а
1
серии
электролиза.
:‘ .
*
Современные электролизные корпуса строят в виде длинных
однопролетных двухэтажных зданий прямоугольного сечения в плане.
Длина их составляет примерно 650-700 метров, а ширина
27 метров. Высота первого этажа равняется 4 м, высота до карниза
кровли 20 м. Электролизеры С-160, С-175 размещаются в корпусе
продольно в 2 ряда на втором этаже (на отметке *+4м"). Электролизе­
ры С-255 в корпусе электролиза размещаются в один ряд с попереч­
ным расположением электролизеров.
Такая конструкция электролизного корпуса обеспечивает эф­
фективную естественную вентиляцию рабочей зоны. Воздух, нагре­
ваемый теплом электролизеров, устремляется вверх, а на его место
через большие проемы первого этажа (между несущими колоннами)
поступает свежий воздух. Холодный воздух омывает днища и бока
катодных кожухов электролизеров, снижая температуру этих поверхно­
стей. Это создает лучшие условия для удаления тепла от электролизе­
ров. Серия электролиза - это большая группа электролизеров, подклю­
ченная к одному общему источнику тока. Серия электролиза питается
постоянным током от группы выпрямительных агрегатов, соединенных
параллельно и установленных на преобразовательных подстанциях.
На преобразовательных подстанциях новых алюминиевых
заводов (в том числе и на ТадАЗе) установлены полупроводниковые
кремниевые выпрямители, имеющие наиболее высокий к.п.д. преобра­
зования.
Число выпрямительных агрегатов зависит от мощности элек­
тролизеров, установленных на серии электролиза.
Выпрямительные агрегаты выпускаются на разное номиналь­
ное напряжение. Напряжение на серии электролиза суммируется из
среднего напряжения всех электролизеров серии.
Число рабочих электролизеров серии определяется в зависи­
мости от напряжения выпрямительных агрегатов с учетом потерь на­
пряжения на преобразование, а также резерва напряжения, необходи­
мого для компенсации силы тока при возникновении в серии анодных
эффектов.
В современных сериях электролизеров с обожженными ано­
дами, получающих постоянный ток от преобразовательных подстанций
с напряжением выпрямительных агрегатов 850 В, устанавливается
196-200 электролизеров (с учетом необходимого резерва напряжения).
Такое число электролизеров размещается в 2 -х корпусах, по 98-100
электролизеров в каждом.
На рис.35 показана компоновочная схема серии электролизе­
ров с обожженными анодами большой мощности.
а.
I
Рис.35. Компоновка серии, оснащенной электролизерами с
обожженными анодами.
Два корпуса электролиза (1) соединены между собой единым
соединительным коридором (2). Между двумя корпусами размещены
газоочистные установки ( 6 ), в которые по подземным каналам посту­
пают на очистку газы, удаляемые от электролизеров обоих корпусов.
На схеме показаны также силосы для глинозема (4), из которых глино­
зем по аэрожелобам и самотеком подается в корпуса электролиза для
загрузки в бункера машин и АПГ, обслуживающих электролизеры; ком­
наты отдыха (5) и служебные помещения (3).
Преобразовательная подстанция (7) размещается вблизи од-
кого из торцов серии. Цифрой 8 показано условно размещение элек­
тролизеров в корпусе. Железнодорожный путь (9), соединяющий кор­
пус с ЦКРЭ, служит для вывоза катодных кожухов на ремонт в ЦКРЭ и
возврата отремонтированных и зафутерованных катодных кожухов в
корпус.
14.2. К о р п у с
электролиза.
-;\
На рис.Зб показан поперечный разрез современного корпуса
электролизеров с обожженными анодами. Электролизеры (2) разме­
щены продольно в 2 ряда на втором этаже (на отметке *+4м').
Между электролизерами оставляют широкий проход для про­
езда обрабатывающей и засыпающей техники, установки поддонов
с анодами, транспортирования ковшей с металлом, мульд с отходами
производства, узлов электролизеров при ремонте (анодное устройство,
катодный кожух) и других транспортных операции.
Между электролизерами и несущими колоннами боковых стен
корпуса оставляют проход, достаточный для проезда напольной обра­
батывающей техники и электротранспорта (электрокары, электропо­
грузчики).
Катодная часть электролизеров и катодная ошиновка разме­
щены ниже отметки пола. По обе стороны каждого ряда электролизе­
ров в полу второго этажа предусмотрены шинные проемы; пере­
крытые стальными решетками (рифленками).
Через решетки во^бторой этаж поступает свежий воздух, при­
ток которого осуществляется через боковые проемы первого этажа.
Корпус электролиза снабжен фонарем, с помощью которого
осуществляется естественная аэрация корпусов. Под рядами электро­
лизеров размещены два продольных канала газоотсоса (4), куда посту­
пают газы и пыль, удаляемые из-под укрытий электролизеров. В кор­
пусе установлен монтажный мостовой кран большой грузоподъем­
ности, который используют для перемещения катодного устройства в
торец корпуса, где оно устанавливается на передвижную платформу с
целью дальнейшего транспортирования в специализированный цех
капитального ремонта электролизеров (ЦКРЭ) и обратно по специаль­
ному железнодорожному пути, соединяющему торцы корпусов и ЦКРЭ.
Основные технологические операции - пробивка корки и за­
грузка глинозема - осуществляются портальными машинами ПМГК
(3) (или комплексом самоходных обрабатывающих и засыпающих ма­
шин, либо спецхраном).
В корпусе электролиза смонтированы сети сжатого воздуха,
вакуумные сети для выпивки металла из электролизеров, система
газопроводов для удаления выделяющихся при электролизе газов.
Основные транспортные средства в корпусах электролиза
алюминия - электромостовые краны общего назначения и комплексные
технологические краны для обслуживания электролизеров с обо­
жженными анодами. Для перевозок различных грузов используются
также тракторы, автомобили и другие транспортные средства общего
назначения.
Замена анодов производится грузовыми (1) или специальными
мостовыми кранами.
В строительных конструкциях корпуса широко используется
монолитный и сборный железобетон и стальные конструкции. Из желе­
зобетона выполняют каналы газоотсоса, фундаменты несущих колонн
и электролизеров, перекрытия второго этажа. А каркас корпуса (несу­
щие колонны, фермы и подкрановые балки) - из стальных профилей.
Для облицовки стен используют железобетонные панели, асбоцемент­
ные плиты и волнистые листы из алюминия и его сплавов. Стальные
оцинкованные и алюминиевые волнистые' листы применяют для кров­
ли.
.v.v r f W
Естественное освещение корпусов осуществляется через гори­
зонтальные ленточные световые проемы в стенах с глухими металли­
ческими переплетами.
В эти проемы Могут быть вставлены вместо стекла полиэтиле­
новая пленка, цветной стеклоэфиропласт, поскольку стекло быстро
корродирует в результате воздействия фтористоводородной (плавико­
вой) кислоты, образующейся при взаимодействии фтористого водорода
с влагой атмосферы, покрывается пылью и темнеет, плохо пропускает
свет.
Применение стеклоэфиропласта наиболее целесообразно а
южных климатических районах, где он выполняет роль солнцезащитно­
го материала.
Рис.36. Поперечный разрез электролизного корпуса:
- мостовой кран; 2 - электролизеры; 3 - напольная рельсовая
машина для обслуживания электролизеров; 4 - каналы газоотсоса;
1
14.3. К о н т р о л ь т е х н о л о г и ч е с к о г о
р ежима.
Технологический процесс контролируется дпектролизниками,
анодчиками, производственными мастерами с использованием имею­
щихся на электролизерах приборов и по внешним признакам. В кон­
троле технологического процесса участвует также персонал автома­
тизированных систем 'Алюминий-3', АСУ ТП 'Электролиз*, преобра­
зовательных
подстанций,
химической
лаборатории,
опытноэксперименталь-ного цеха, ОТК и других служб завода, которые
производят специальные замеры силы тока, частоты и длительности
анодных эффектов, температуры и состава электролита, падения нап­
ряжения в подине и на других участках электролизеров, междуполюсного расстояния и других параметров электролиза, отбирают на анализ
пробы алюминия и сырья для его производства, выполняют химиче­
ский и спектральный анализ.
Главнейшими параметрами технологического процесса явля­
ются
сила
тока
и
напряжение
электролизера
(рабочее и среднее), поэтому определение их производится непрерыв­
но по приборам, установленным на преобразовательных подстанциях
и на электролизерах. Сила тока, напряжение, к о л и ч е с т в о
и
д л и т е л ь н о с т ь анодных эффектов на каждом электролизере
непрерывно контролируется йа пультах систем *Алюминий-3' и
■Электролиз*. *'•
Уровни
м е т а л л а и э л е к т р о л и т а замеряются
электролизниками и мастерами ежесменно д ля определения состояния
технологии, старшим мастером корпуса - ежесуточно д л я составления
задания на выпивку, а с участием комиссии по определению НЗП один раз в месяц.
Контроль других параметров производится реже.
К р и о л и т о в о е о т н о ш е н и е электролита определяют
1 - 2 раза в неделю методом кристаллооптического анализа, т.е. путем
визуального анализа под микроскопом структуры застывшей пробы
электролита.
С целью повышения точности определения криолитового от­
ношения пробы электролита нужно отбирать с минимальным содер­
жанием глинозема и углерода. Необходимо также, чтобы проба осты­
вала медленно. Поэтому пробу отбирают специальной изложницей
перед обработкой ванны через предварительно подготовленное от­
верстие в корке электролита. Точность кристаллооптического метода
составляет 0,05 единиц криолитового отношения.
О п р е д е л е н и е с о д е р ж а н и я CaF 2 , MgF 2 произво­
дя т 1 раз в месяц методом спектрального анализе застывшей пробы
электролита.
Определение температуры электролита, МПР, падения напря­
жения в подине, уровней металла и электролита (так называемые
к о м п л е к с н ы е з а м е р ы ) выполняют на каждом электролизере
один раз в месяц рвботники ОЭЦ.
Т е м п е р а т у р у электролита определяют при помощи тер­
мопары и потенциометра. Для измерения температуры электролита
используют хромель-алюмеле вые термопары.
П а д е н и е н а п р я ж е н и я в п о д и н е определяют с
помощью милливольтметра и стальных щупов. Один, изолированный
от электролита, щуп опускают в металл, другой устанавливают на ка­
тодную ошиновку. Отсчет сразу получают в милливольтах.
Для определения МПР применяют простой, но недостаточно
точный способ. При опускании специальной кочерги под анод, на ее
конце отмечают величину МПР. Из-за волнения металла точность
этого способа несколько снижается.
У р о в е н ь м е т а л л а и э л е к т р о л и т а определяют
путем погружения в расплав стального ломика с транспортиром для
фиксирования угла наклона. На ломике четко видна граница между
металлом и электролитом.
Определение вышеуказанных параметров проводят в одной и
той же точке, обычно посередине одной из продольных сторон ванны,
т.к. величина их в разных точках ванны различна.
Работники ОЭЦ один раз в месяц на каждом электролизере
производят замер падения напряжения в к о н т а к т е ш и н а штанга. К о н т р о л ь к а ч е с т в а
алюминия-сырца в
каждом электролизере выполняют в соответствии с графиком выпивки
- ежесуточно. Отбор проб производится работниками О ТК и электролизниками, а анализ отобранной пробы производится в химлаборатории спектральным методом.
14.4. П е р е р а б о т к а а л ю м и н и я - с ы р ц а .
Качество металла.
Алюминий, получаемый в электролизных ваннах, называют
алюминием-сырцом.
Алюминий-сырец из корпусов при температуре 760-850
по­
ступает в литейные отделения электролизного цеха в транспортных
(открытых, разливочных) ковшах.
В литейных отделениях алюминий-сырец в ковшах взвеши­
вается, отстаивается, охлаждается, шихтуется. После очистки от шла­
ка, алюминий-сырец заливается в миксер и разливается на товарную
продукцию. В литейных отделениях электролизного цеха производят
чушки мелкие и крупногабаритные из алюминия технической чистоты
и из сплавов, слитки плоские и цилиндрические из алюминия техни­
ческой чистоты, катанку (проволоку) из алюминия технической чисто*
ты. В литейных отделениях электролизных цехов, как правило, произ­
водится также силумин (сплав алюминия с кремнием), разливаемый
на мелкие чушки.
Гнутые и прессованные профили, гофрированный лист из
алюминия д ля строительных конструкций, лента для консервной тары
и пр. производятся а специализированных прокатно-литейных цехах.
Примеси, содержащиеся в алюминии * сырце, можно разде­
лить на три группы: металлические, неметаллические и примеси газов.
М е т а л л и ч е с к и е п р и м е с и в алюминии - железо,
кремний, медь, цинк, титан, кальций, магний, натрий, калий, ванадий,
марганец, свинец, хром, олово, висмут, кадмий, сурьма, мышьяк и др.;
основные из них: ж е л е з о и к р е м н и й .
Содержание каждой из этих двух примесей вызывает повыше­
ние вязкости алюминия в жидком состоянии, увеличивает его электро­
сопротивление, твердость и предел прочности, снижает коррозион­
ную стойкость и пластичность.
Содержащийся в алюминии кремний снижает его теплопро­
водность и коэффициент линейного расширения. Титан, ванадий, мар­
ганец к хром очень сильно .снижают электропроводность алюминия
даже при очень незначительном содержании, поэтому к алюминиюсырцу, предназначаемому д л я выпуска катанки, предъявляются повы­
шенные требования на содержание этих примесей.
Из н е м е т а л л и ч е с к и х п р и м е с е й в алюминии
могут присутствовать окись алюминия (глинозем) в количестве 0 , 0 0 1 0,007%, фтористые соли, углерод, карбид и нитрид алюминия. Даже
тысячные доли процента этих примесей ухудшают механические и
литейные свойства алюминия и снижают его коррозионную стой­
кость.
Из г а з о в в алюминии могут присутствовать водород, окись
и двуокись углерода, сернистый газ, кислород и азот. Суммарное со­
держание их в алюминии - сырце 0,10 - 0,5 см3 на 100 г алюминия. Из
этого количества газовых примесей более 60% составляет водород.
Газы, содержащиеся в алюминии, снижают его механические
свойства, вызывают образование пористости, раковин, пузырей при
литье и прокатке.
Очистка алюминия и его сплавов от взвешенных неметалличе­
ских включений и дегазация в промышленных условиях осуществляют*
ся:
продувкой газами, обработкой флюсами, выдержкой под раз­
режением, отстаиванием и фильтрацией.
Рассмотрим о т с т а и в а н и е - это простейший способ ра­
финирования алюминия-сырца от твердых и газообразных примесей.
Отстаивание расплавленного алюминия осуществляют в ков­
шах при небольшой температуре перегрева (700-750 °С).
В процессе отстаивания легкие частицы примесей всплывают
на поверхность металла, а тяжелые оседают на дно. Одновременно
происходит выделение части растворенного в металле газа (в основ­
ном водорода).
Пузырьки газа адсорбируются преимущественно на частицах
взвешенных в расплаве примесей (окислов и др.) и вместе с ними
всплывают на поверхность.
Оптимальное время отстаивания 30-45 мин.; более длитель­
ное время отстаивания и повышение температуры металла приводят к
дополнительному его окислению.
Для охлаждения металла в ковшах используют чистый от пыли
и влаги брак литья, чушковой металл и т.п. Количество твердой ших­
ты для охлаждения металла не должно превышать J - 1 0 % от массы
жидкого металла.
Металлические примеси из алюминия-сырца такими метода­
ми, которые перечислены выше для удаления неметаллических при­
месей и газа, удалить невозможно. Для этого требуются более слож­
ные способы (электролитический, химический, зонная плавка), кото­
рые применяются ограниченно (для получения сверхчистого алюми­
ния), поэтому задача состоит в том, чтобы не допустить значительного
попадания этих примесей в металл в процессе производства алюми­
ния.
Допустимое содержание металлических примесей определяет­
ся стандартом на первичный алюминий.
Требования стандарта, применительно к техническому алюми­
нию, получаемому в электролизерах, приведены в таблице 27.
- 234 -
Таб. 27. Содержание металлических примесей в алюминии
технической чистоты по ГО С Т 11069-74.
, »,
|AL,*,|
I
I «• I
I
I
I
I
Про».|
I
«•I
1 и»
К«м ою
I * i I Си I
I
JL
JL
I и >.
•
I
1 1
J ___ I___ I
■
|А 85
199,8510,08
|0,06|0,01|0 0 2 (0 ,0 0 8
I
I
t
I
I
i ' i
Г
IA • |В9,8 10,12
(
I
I
0 ,0 2
I
I
I I
I I
10, 10 ) 0,0110 ,0410/01
I
>1
ияи|
0,02
I
,
0 20
b*w
I. . »
'I
IA 7
198.7 10,16
10.1510.0110, 0410,01
»
L
I
|А П
188.7 10,20
10, 0* 10, 0110, 0410,01*^ 10,02 | 0 ,3 0 IJ* «
I
I
I,
I
I
I
I
ip
I
I
1
I
I
I _ I .
J
I
I
I
t
I
Iм I
|А «
199,6 |0,2S
h*
I
I A5
199,5 10,30
10,2510,021»; o e fo '02
I.
I . I,-
I
I
I
I
,
«|0 , 0 2
10.1810.0110,
0
I
_J
I
I
.1
J
IA 5S
I99,5 10,35**) 10, 1010, 0210, 0 4 |0 .015х1
I
I.
I
I
|A 0
188,0 (0 ,5 0
10,5 10,0210, 0810,02
1
I
I
I
. JL
1 ,■ *
i
i
i
i
I
I.
0 ,03
(0 ,0 3
I
I
I
I
i
I
I
I
0,02
1
I t I
0,02
I
1
^ 17
i
I
I___I__l
I
I
I__ _
0,0 3
м » и
покое)
ПРИМЕЧАНИЕ: х) - для суммы титана, ванадия, марганца,
хрома.
хх) - железа не менее 0,18%.
Главное отрицательное воздействие примесей металлов это уменьшение электропроводности. Особенно вредное влияние ока­
зывают хром, ванадий, марганец и титан. Каждая одна сотая процента
этих металлов снижает электропроводность на 1 - 2 %.
Необходимо отметить, что высокое качество применяемого
при электролизе основного сырья - глинозема, анодов, криолита и
фтористого алюминия
обеспечивает получение алюминия высших
марок (А 6 и выше).
выдача отдельными электролизерами алюминия более низко­
го сорта объясняется разрушением футеровки шахты, различными
технологическими нарушениями: "горячим ходом* электролизеров,
подплавлением фланцевого листа, ниппелей или механическим по­
паданием различных примесей в ванну, загрязнением сырья при хра­
нении и транспортировке.
Наиболее распространенной причиной является 'горячий ход*,
во время которого растворяются настыли и гарниссаж, содержащие
повышенное содержание примесей, а также подппавляются фланце­
вые листы, ниппеля, отельной технологический инструмент.
Кроме того, при устранении 'горячего хода* применяют свежий
и регенерированный криолит, которые вносят в ванну дополнительное
количество кремния.
При нормальном ведении технологического процесса, грамот­
ном использовании свежего и оборотного сырья и поддержании в об­
разцовом порядке рабочего места все электролизеры выдают металл
высших марок А7 и А 8
Технический алюминий наиболее высокого сорта, А85, на
электролизерах с обожженными анодами может быть получен при
соблюдении некоторых условий: должен применяться глинозем марки
Г-00; а ванне не следует плавить свежие фторсоли, кроме фтористого
алюминия, а нужно применять жидкий и оборотный электролит; цикл
замены анодов поддерживать на 1-2 суток ниже обычного. На электро­
лизере следует поддерживать нормальный ход, гасить вспышки только
деревянными жердями, не допускать переплавки в электролите сметок
от уборки рабочего места. При необходимости, на таком электролизере
снимают угольную пену и переплавляют ее на других электролизерах.
14.4.1. Ш и х т о в к а
металла.
Как указано выше, вредные металлические примеси из метал­
ла простыми способами удалить нельзя. Для получения товарного
алюминия нужного сорта производится шихтовка смешением металла
различных сортов. Подшихтовку твердым низкосортным металлом
обычно производят в литейных ковшах одновременно с охлаждением
металла.
Шихту рассчитывают отдельно для каждого компонента (Fe, Si)
по формуле:
Рг (Сз - С г )
P i я -------------------------- , где:
(C i - С 3)
Pi - количество низкосортного металла, необходимое для
подшихтовки, кг.;
?2 - количество шихтуемого металла, кг.;
C i -содержание компонента в низкосортном металле, %;
С 2 - содержание компонента в шихтуемом металле, %;
Сз - расчетное содержание компонента в конечном метал­
ле, % .
П р и м е р . Сколько чушек низкосортного металла с содер­
жанием железа 3,54% можно расплавить в ковше, в котором находится
2800 кг алюминия-сырца с содержанием 0,31% железа, чтобы получить
металл с содержанием 0,45% железа (А О )?
Дано:
Р2 = 2800 кг; С, = 3,54%; С г * 0,31%; Сз * 0,45%.
2800 •(0,45 - 0,31)
Решение:
Р\ ----------------------------------------- 126,8кг.
(3,54 - 0,45)
Вес чушки принимается 14,5 кг.
В ковше можно расплавить 126,8: 14,5 * 8,74 чушек.
Принимается нижний предел - 8 чушек.
Шихтовка низкосортного металла в электролизных ваннах не­
желательна, но иногда это вынуждены делать. Шихтовка производится
из такого расчета, чтобы алюминий-сырец в ванне не снизил свою
сортность.
П р и м е р . Сколько чушек низкосортного алюминия с содер­
жанием железа 2,85% можно расшифровать в ванне С-160, если ко­
личество металла в ванне принимается 1 2 0 0 0 кг, а содержание железа
по последнему анализу составляет 0 ,2 1 %.
Ванна имеет непредельный сорт А 6 .
Предел железа в этом сорте 0,25%. Шихтовку производим на
0,23%.
Д а н о : Р2 ■ 1 2 0 0 0 кг, Сч » 2,85%; С г = 0 ,2 1 % ; Сз = 0,23%.
12000 •(0,23 - 0,21)
Р е ш е н и е : Р^ = ............ ...................... = 92 кг.
(2,84 - 0,23)
Вес чушки принимаем 14,5 кг.
В ванне можно расшихтоватъ 92:14,5 = 6,34 чушки.
Принимаем для расшихтоеки 6 чушек.
14.5. Т р а н с п о р т н о - т е х н о л о г и ч е с к а я
с х е м а э л е к т р о л и з н о г о цеха.
Г л и н о з е м в прикорпусные силосы из склада глинозема
или из резервуарного склада, как правило, подается пневмотранспор­
том. Глинозем с места складирования или приемки с помощью специ­
альных пневматических аппаратов сжатым воздухом подают в корпус­
ные силосы, откуда он самотеком загружается в бункера засыпающей
техники (ПМГК, МРГ, МРС, ’ Нева*, спецхраны) и раздается по электро­
лизерам (на корку электролита или в бункера АПГ).
Глинозем может также поступать в упаковке по 1 т. В этом
случае, он автотранспортом завозится в корпуса электролиза, где
вручную раздается по электролизерам.
Фтористые
с о л и (криолит, фтористый алюминий) в
корпуса электролиза завозятся, в основном, автотранспортом.
Применяется разгрузка фторсолей, поступающих россыпью, на
складах глинозема и подача их пневмотранспортом в специально
выделенные силосы, откуда фторсоли засыпающей техникой (МРГ,
МРС) доставляются в бригады.
О б о ж ж е н н ы е а н о д ы , смонтированные и установленные
ка поддоны для транспортировки, из цеха по производству электродов
(ЦППЭ) перевозятся автотранспортом (на анодоеозах) на узлы пере­
грузки анодов электролизного цеха.
Поступающие аноды мостовым краном перегружаются с анодовозов на территорию узла перегрузки, а отработанные огарки грузят­
ся на анодоеозы для отправки их в ЦППЭ. С узлов перегрузки аноды
автопогрузчиками доставляются по соединительному коридору элек­
тролизного цеха на средние проходы корпусов.
Отработанные огарки автопогрузчиками по соединительному
коридору со среднего прохода корпусов доставляются на узел пере­
грузки анодов.
Обожженные аноды на поддонах со среднего прохода мосто­
вым краном расставляются по местам перестановки анодов. После
замены анодов, поддоны с отработанными огарками, очищенными от
глинозема, мостовым краном возвращаются на средний проход корпу­
са. Доставка новых анодов в корпус и вывозка огарков из корпуса
должны осуществляться без задержек, т.к. на среднем проходе нет
места для их накопления.
О б о р в а в ш и е с я а н о д ы , сколы и куски анодов, очи­
щенные от глинозема и оборотного электролита, в корпусах электроли­
за затариваются в мульды, отдельно от других отходов (угольная пена,
сметки) и периодически (по мере накопления) автотранспортом
(самосвалами) вывозятся по соединительному коридору цеха до бли­
жайшего въезда в соединительный коридор цеха и далее на террито­
рию переработки или складирования.
Ж и д к и й а л ю м и н и й - с ы р е ц , извлекаемый из элек­
тролизеров с помощью вакуум - ковша, мостовым краном по широкому
проходу корпуса между рядами ванн, доставляется на средний проход
корпуса, где перепивается из вакуум - ковша в открытый разливочный
ковш (корпуса 1 + 10). В корпусах 11*12 металл из вакуум - ковша в
открытый ковш переливается на территории звена в установленном
месте.
Р а з л и в о ч н ы й к о в ш с металлом, установленный на
тележку с резиновыми бандажами, трактором транспортируется в
литейное отделение по соединительному коридору цеха, пустые раз­
ливочные ковши возвращаются в корпус таким же способом.
Почти все транспортные операции внутри корпуса осу­
ществляют мостовыми кранами (общего назначения и спецхранами),
используемыми также для разного рода монтажных и ремонтных ра­
бот. Широко используются также Т-16.
В корпусах с мощными электролизерами с обожженными ано­
дами имеются большегрузные мостовые краны, предназначенные для
транспортирования в торец корпуса демонтированного катодного кожу­
ха целиком вместе с отработанной футеровкой для вывоза на ремонт в
ЦКРЭ и транспортирования отремонтированного и зафутерованного
катодного кожуха с торца корпуса на место установки.
Катодные кожуха из корпусов электролиза в ЦКРЭ и обратно
транспортируются тепловозом на специальной железнодорожной
платформе.
Для осуществления других транспортных операций внутри
цеха используются автомашины, автопогрузчики, электропогрузчики,
трактора с тележками, электрокары.
15. ТЕХНОЛОГИЯ ПРОИЗВОДСТВА ОБОЖЖЕННЫХ АНОДОВ.
Крупные алюминиевые заводы, оснащенные несколькими се­
риями мощных электролизеров с обожженными анодами, имеют в
своем составе и производство обожженных анодов. Размещение про­
изводства обожженных анодов вблизи электролизных серий позволяет
наиболее рационально организовать транспортные перевозки анодов и
утилизацию отходов электролизного производства огарков анодов. На
рис.37 приведена примерная схема технологического процесса произ­
водства обожженных анодов в составе алюминиевого завода.
Производство алюминия в электролизерах с обожженными
анодами экономически эффективнее, чем в электролизерах с непре­
рывными самообжигающимися анодами, лишь при относительно низ­
кой стоимости обожженных анодов, которая может быть достигнута
при создании высокомеханизированного и автоматизированного про­
изводства. Поэтому при проектировании и строительстве цехов по
производству обожженных анодов уделяется большое внимание
укрупнению единичной мощности оборудования и интенсификации
всего технологического процесса.
Нефтяной коке
Предаа ритяльн ов
дробление
*
Прокаливание
Дробление
О т и т ы а л е к тр о л и а н о го
« ■- " ■производства- огарки
и рвам пл
* 2 2 2
Дозирование,
и смешение
Демонтаж ано-
до »
пооле
электро лиза
.Г
.
Кзненнсгчгольный пек
Т
Электролизное
производство
Монтаж .анодов
Прессойвние. .... ..
ОВжмг............................ Обожженные
блоки
Рис.37. Схема технологического процесса производства
обожженных анодов в составе алюминиевого завода.
Для приема и хранения нефтяного кокса оборудуются специ­
альные склады, оснащенные грейферными кранами, с помощью
которых осуществляются все складские операции, а также загрузка
приемных воронок дробилок. Сырье поступает на склад в железнодо­
рожных саморазгружающихся вагонах по специальной эстакаде. После
п р е д в а р и т е л ь н о г о д р о б л е н и я до крупности 50 - 70 мм
нефтяной кокс системой конвейеров и элеваторов направляется на
последующую операцию технологического цикла - п р о к а л и в а ­
н и е . Прокаливанием называется термическая обработка углеродис­
тых, материалов без доступа воздуха при высокой температуре. Эта
технологическая операция является одной из наиболее важных в
производственном цикле получения анодов, т.к. существенно влияет
на качество й эксплуатационные свойства готовой продукции, эффек­
тивность производственного процесса электролиза.
Наряду с усадкой при нагревании кокса до высокой температу­
ры, протекают его сложные физико-химические изменения: удаляется
основная масса летучих, увеличиваются кажущаяся и истинная плот­
ности, повышаются электропроводность и механическая прочность.
Выделение летучих для всех видов углеродистых материалов
начинается с 200-250 °С и непрерывно нарастает с повышением тем­
пературы прокаливания. Для нефтяного кокса интенсивное повышение
газовыделения наблюдается до 550-650 °С. Достигнув максимума,
газовыделение при дальнейшем повышении температуры уменьшается
и завершается при 1250-1300 °С
При прокалке нефтяного кокса потери летучих составляют
около 9%, а влаги до 5%. Наиболее широко распространены при про­
изводстве электродной продукции, в том числе обожженных анодов,
вращающиеся барабанные печи, которые обладают высокой произво­
дительностью, позволяют автоматизировать процесс прокаливания и
требуют немногочисленного обслуживающего персонала.
При прокаливании нефтяного кокса, содержащего большое
количество летучих, прокалочная печь работает в основном за счет их
сжигания.
Высокая температура отходящих газов после прокалки неф­
тяного кокса, а также значительное содержание в них горючих со­
ставляющих (СО, Н2 , СНд) делает целесообразным строительство в
комплексе с прокалочными печами специальных котлов - утилизато­
ров. Прокаленный кокс, после охлаждения в холодильнике, системой
элеваторов и конвейеров направляется в специальные бункера или
силосы для прокаленного кокса, откуда по мере необходимости по­
дается на дробление и размол.
Дроблению и размолу подвергаются и огарки, полученные в
результате демонтажа отработанных в процессе электролиза анодов. .
После дозирования в определенной пропорции шихта, со­
стоящая из размолотого кокса и огарков, направляется в смесители подогреватели порошков. Подогретая до 130-150 °С шихта затем за­
гружается в смеситель непрерывного действия, где сухая часть шихты
перемешивается со связующим - каменноугольным пеком, имеющим
повышенную температуру размягчения. Каменноугольный пек подается
в смесители с помощью питателей • дозаторов из напорных баков,
размещенных при складе пека, куда пек поступает в специальных же­
лезнодорожных полувагонах - битумовозах или цистернах.
Цель операции с м е ш е н и я 1- приготовление однородной
массы из нефтяного кокса и пека. В производстве анодов важное
значение имеет однородность массы, достигаемая при смешивании
разнородных компонентов.
В производстве обожженных анодов количество связующего
составляет 16-18%. Для смешивания прессуемых масс применяются
специальные смесители. Температура смешения 110-150 ^С.
Современные высокопроизводительные смесители смешивают
в час до 24 т зеленой массы. Из смесителей непрерывного действия
зеленая масса передается на технологическую операцию п р е с ­
с о в а н и я . В процессе прессования зеленой массы происходит фи­
зический процесс сближения, сцепления углеродистых частиц и запол­
нения промежутков между ними связующим. Масса приобретает боль­
шую плотность и механическую прочность, которые сохраняются зеле­
ным анодом и после прекращения давления прессом.
Существует два способа прессования анодов:
- прессованию в глухую матрицу или способ штамповки;
- прессование методом вибрации.
Постоянный рост единичной мощности электролизеров тре­
бует укрупнения анодных блоков, что становится затруднительным при
гидравлическом способе прессования, поэтому получил распростране­
ние метод прессования анодов на специальных виброустановках.
Современные вибропрессы высокопроизводительны. На кару­
сельной машине возможно в час выпустить до 80 крупногабаритных
блоков.
Заключительной технологической операцией производства
обожженных анодов является о б ж и г, в процессе которого форми­
руются эксплуатационные свойства анодов.
В процессе обжига связующие вещества (пек) превращаются
в кокс. Зеленые спрессованные аноды представляют собой блок, со­
стоящий из мелких частиц кокса, сцементированных между собой
каменноугольным пеком.
Пек прочно прилипает к твердым поверхностям частиц кокса,
образуя между ними переходные слои, которые при обжиге затверде­
вают, превращаясь в кокс.
Механическая прочность обожженного анода находится в пря­
мой зависимости от количества образовавшегося кокса. Режим обжига
должен обеспечивать максимальное образование кокса из связующего
и получение плотной и однородной структуры анода.
Аноды обжигают Bi специальных многокамерных печах. Спе­
циализированные печи для обжига анодов работают на интенсифици­
рованном режиме обжига. Общая продолжительность цикла обжига и
охлаждения 360-420 часов, температура обжига 1000-1200 ^С. Аноды в
каждой камере располагаются в кассетах. В каждой камере по 4-5
кассет. Аноды в кассетах пересыпаются литейным или нефтяным
коксом.
В качестве топлива для печи применяют, как правило, природ­
ный газ.
Печи обслуживаются специальными мостовыми кранами, обо­
рудованными приспособлениями для одновременного захвата несколь­
ких анодов, загрузки, разгрузки и переработки пересылочного кокса.
Обожженные аноды после выгрузки из печей и охлаждения транспор­
тируются на склады или непосредственно в цех монтажа и демонтажа
анодов (ЦППЭ).
На производство каждой тонны обожженных анодов расходу­
ется около 900 кг нефтяного кокса, около 180 кг каменноугольного
пека, около 150 кг отходов электролизного производства - огарков.
Затраты электроэнергии составляют 200 кВт-ч, газа - 250 м3.
Технологический передел монтажа анодов включает в себя
несколько операций, назначение которых - надежное закрепление
токоподводящей анодной штанги (анододержателя) в теле анода.
При демонтаже отработанных анодов производится их разбор­
ка, при которой анододержатель отделяется от оставшейся неотрабо­
танной части анода, именуемой огарком.
Анододержатель - это алюминиевая токоподводящая штанга,
скрепленная со стальной траверсой, опускаемой при монтаже в специ­
альные гнезда в теле анода.
Применяются различные конструкции анододержателей, по
разному производится соединение алюминиевой и стальной части,
однако все методы соединения должны обеспечить надежную механи­
ческую прочность и минимальное электросопротивление контакта.
В настоящее время соединение контакта сталь - алюминий
производится сваркой трением или сваркой взрывом.
Закрепление стального кронштейна анододержателя в теле
анода осуществляется с помощью чугуна. Это соединение также долж­
но обеспечивать большую механическую прочность и минимальное
электросопротивление при высоких температурах процесса электроли­
за. Д ля заливки применяется специальный чугун, не дающий усадки
при застывании и достаточно хрупкий для удаления ею с ниппеля.
Участки монтажа и демонтажа анодов оснащены поточномеханизированными линиями, обеспечивающими максимальную меха­
низацию трудоемких операций сборки и разборки анодов.
Поступившие из эпектролизного цеха отработанные аноды
передаются на специальные вибростолы, где угольный огарок и сталь­
ной кронштейн очищаются от застывшего электролита, который воз­
вращается в цех электролиза.
После очистки от электролита отработанные аноды монорель­
совым конвейером передаются к прессам, в которых огарок раздавли­
вается.
Угольная часть огарка после удаления с анододержателя по­
дается конвейером в специальный бункер, откуда направляется на
последующую переработку в цех обожженных анодов.
Анодные подвески подвергаются дополнительной очистке от
остатков угля на дробеметной машине, затем транспортируются к гид­
равлическим прессам, где стальные ниппели кронштейнов очищаются
ОТ Чугуна.
'1»: '
Чугун возвращается на переплавку, а годные анодные подве­
ски после отбраковки подаются на передел монтажа анодов.
Нуждающиеся в ремонте анодные подвески удаляют из кон­
вейера и заменяют восстановленными.
Анодные подвески (ниппели) перед установкой в гнезда ано­
дов смазывают графитом, что облегчает при демонтаже отделение
чугуна от ниппеля кронштейна без нарушения его поверхности.
М о н т а ж
нового анода производится на специальном
стенде. После фиксации положений анодного блока и анододержателя
в ниппельном гнезде, производится заливка свободного пространства
между ниппелем и телом анода расплавленным чугуном, подготовлен­
ным в индукционных печах.
Смонтированный анод затем подвешивается на монорельсо­
вый конвейер и транспортируется на перегрузочную тележку, откуда
передается в цех электролиза или на склад смонтированных анодов.
Для уменьшения окисления боковых и верхних поверхностей
анодов и, следовательно, расходе анодов при электролизе, аноды
передаваемые в электролизное производство, могут предварительно
покрываться алюминием.
Качество монтажа анодов оказывает большое влияние на тех*
нико-экономические показатели электролиза, поэтому выполняться эти
операции должны высококвалифицированным обслуживающим персо­
налом при строгом соблюдении специальных технологических инструк­
ций.
16. ГАЗООЧИСТКА И РЕГЕНЕРАЦИЯ ФТОРСОЛЕЙ
При работе электролизеров образуется большое количество
анодных газов, в-которых содержится много газообразных соединений
и пыли, вредных для людей, животных и растительности. Наиболее
вредны фтористый водород, продукты испарения криолито-глиноземного электролита, окись углерода. Поступление этих газов в помеще­
ния корпусов электролиза, а также выделение большого количества
тепла могут создать тяжелые условия. Выброс фтористых соединений
и пыли за пределы цеха будет оказывать очень вредное воздействие
на окружающую завод растительность.
Немаловажное значение имеет и то обстоятельство, что фто­
ристые соединения и глинозем являются дорогим и дефицитным сы­
рьем. Для предотвращения попадания вредных веществ в атмосферу
корпусов электролиза и за пределы электролизного цеха, а также с
целью регенерации фтористых соединений и улавливания глиноземной
пыли, на алюминиевых заводах осуществляется специальная система
газоотсоса и газоочистки. Схема газоочистки показана на рис.38.
На каждом электролизере, для сбора анодных газов и удале­
ния вредностей с целью защиты обслуживающего персонала от пыли,
газа и тепловыделений, улучшения санитарно-гигиенических условий
на окружающей завод территории, имеется укрытие, состоящее из
коллектора, сегментных створок с механизмами подъема и стационар­
ных торцевых щитов.
Вредности от электролизера из-под укрытий через коллектор
отсасываются и по подземным каналам газоотсоса направляются в
систему газоочистки. Но не все, отходящие от электролизера газы,
улавливаются.
Это объясняется многими причинами:
Газ or
Кораус
а а м гр а ж и
Дымосос..........
t
-> Элокгрофмйьтр
—►Улоалаявая
пиль
■
Скруббер
— ►
Шлам
V
СКмм нй
HaOH
AL<OH)
Ч/
Пульаа
Прихтмлймв
Отстойник
(сгуститель)
влюмиматвого
раствора
Рвстаор NaF
Алюмимтвмм
раетаор
р ясп ор
Пульв»
Сгуститель______
П р и п ло влпи е
садового
растюра
Р аств ор
Сушка 4—“
+
фильтрация
‘
Крмалкт
Ресеиерациоввый
миоамт
I
Корпус электролиза
Рис. 38. Схема газоочистки.
- Укрытия имеют неплотности, суммарная площадь допусти­
мых неплотностей 1,5 - 1, 8 м2 (в зависимости от типа электролизера);
- Сегментные створки в процессе работы деформируются.
Частично отсутствуют,
- Во время технологических операций укрытие электролизера
поднимается в верхнее положение, выделяющиеся газы в это время не
улавливаются;
- В корпусах допускаются случаи открытых электролизеров без
технологической необходимости.
Неуловленные вредности через фонарь корпуса выбрасы­
ваются в атмосферу, они являются главным источником загрязнения
окружающей среды, а фтор, в них содержащийся, д ля производства
потерян безвозвратно.
На современных алюминиевых заводах, оснащенных мощны-
ми электролизерами, применяется д в у х с т у п е н ч а т а я система
очистки газов, уловленных системой газоотсоса.
На п е р в о й с т у п е н и применяются электрофильтры.
В электрофильтрах газ очищается от пыли, состоящей, в основном,
из глинозема. Степень очистки пыли в электрофильтрах составляет
99 - 96%.
Уловленный глинозем перекачивается сжатым воздухом в
корпусные глиноземные силоса.
В качестве в т о р о й с т у п е н и газоочистки применяются
аппараты мокрой газоочистки: п е н н ы е а п п а р а т ы и с к р у б ­
б ер ы. Наиболее распространены пенные аппараты.
На ТадАЗе применяются скрубберы.
После электрофильтра газ направляется в пенный аппарат
или скруббер, где происходит очистка газов от газообразных хими­
ческих примесей (фтористого водорода, сернистого газа) адсорбцией
(поглощением). В скруббере газ доочищается и от пыли, не уловленной
в электрофильтре. Газ, поступающий в скруббер, равномерно оро­
шается содовым раствором в нескольких слоях керамических ко­
лец. Для орошения применяется содовый раствор с концентрацией
25 - 50 г/л.
В процессе газоочистки идут следующие химические реакции:
Na2 СО 3 ♦ 2 HF = 2 NaF + Н2 О + СО*
Na2 C 0 3 + С О 2 + Н2 О = 2 ЫаНСОз;
Na2 СО 3 + S0 2 + 1/2 0 2 = Na2 SO 4 ♦ С 0 2.
При достижении концентрации NaF в растворе 15 - 25 г/л, его
откачивают на переработку в отделение регенерации криолита из
растворов газоочистки.
Эффективность скруббера по улавливанию фтористого водо­
рода высока и составляет 95 -s98%.
Р ав ви ар а ци я
криолита.
Раствор газоочистки, содержащий соду, бикарбонат натрия,
фтористый натрий, а также уловленную в аппаратах мокрой газоочист­
ки пыль (шлам, состоящий из глинозема, криолита, фтористых солей,
частиц угля), используют д л я получения криолита.
Криолит, полученный из растворов газоочистки, называют
р е г е н е р а ц ионным.
Раствор газоочистки со взвешенными частицами шлама посту­
пает в отстойники - сгустители д л я осветления.
Шлам отправляется на шламовое поле, после отстаивания и
сушки поступает на фпотацию.
Осветленный раствор подается в реакторы, где производит­
ся в а р к а
криолита.
В реакторы подается также строго дозированное количество
алюминатного раствора (ЫагО AL 2 O 3 ), который готовится в специаль­
ной мешалке с обогревом, где растворяется гидроокись алюминия
растворе Каустической соды:
6 NaOH ♦ 4 AL (О Н )з =* 2 <1.5 ЫагО А1 2 О з) ♦ 9 Н 2 0 ,
в
где 1,5 ИагО •A L 2 O 3 - алюминат натрия с каустическим модулем 1,5.
В результате взаимодействия компонентов осветленного рас­
твора с алюминатным раствором протекает мгновенная реакция обра­
зования криолита, который выпадает в осадок:
12NaF + 1,5Na20 •AL 2 0 3 + 9 NaHC 0
3
-> 9Na 2 C 0 3 + 2 Na3 A L F 6 + 4,5НгО
Из реакторов криолитовая пульпа поступает в сгуститель на
сгущение.
Слив осветленной части направляется на газоочистку, как
оборотный содовый раствор (он содержит соды 35-60 г/л).
Сгущенная криолитовая пульпа дважды релульпируется и
фильтруется, затем сушится в многополочной сушилке. Высушенный
криолит подается в бункер готовой продукции, из которого отправпяется в корпуса электролиза.
Если на заводе перерабатывается угольная пена, снятая с
электролизеров, то при второй репульпации регенерационного криоли­
та, пульпа смешивается с пульпой флотационного криолита и получа­
ется с м е ш а н н ы й криолит.
В маточных растворах накапливается значительное количест­
во сульфата (ЫагЭОт, который должен периодически удаляться из
цикла газоочистки. Содержание Na2SC>4 в маточном растворе не долж­
но превышать 40-70 г/л, в зависимости от концентрации фтористого
натрия в осветленном растворе.
17. ТЕХНИКО - ЭКОНОМИЧЕСКИЕ ПОКАЗАТЕЛИ РАБОТЫ
ЭЛЕКТРОЛИЗЕРОВ.
17. 1. В ы х о д п о
тельность
току и п р о из во ди ­
электролизера.
По закону Фарадея максимальное количество алюминия, кото­
рое может быть получено на катоде при пропускании постоянного тока
через расплав электролита, равно:
М = 0,366 Jt г, где:
М
- теоретическое количество алюминия, г;
J
- сила тока, А;
t
- время прохождения тока.ч;
0,336 - электрохимический эквивалент для алюминия, г/А-ч.
На практике в силу различных причин (обратные реакции, по­
бочные электродные процессы, утечки тока и др.) количество выде­
ленного алюминия оказывается меньше теоретического и составляет
лишь часть его. Эту долю называют выходом по току и обычно выра­
жают в процентах к теоретическому количеству.
11
Мпр. •100
--------------------- % , где:
Мт
г]
- выход по току, %',
Мпр - действительное количество
выделенного
алюминия
(металл практический), г;
Мт. - теоретическое количество алюминия, подсчитанное по
закону Фарадея, г.
Отсюда следует, что:
Мт •Т1
Мпр = --------------
100
или
- 250 -
0,336 - J - 1 - т)
М Пр. = --------------------------------- г ;
100
Выход по току характеризует эффективность использования
тока д л я получения металла и является важным техническим показа­
телем промышленного процесса электролиза.
П рим ер.
О пределить выход по току д л я электролизера,
работающего на силе тока 175 кА, е сли известно, что за 10 суток в нем
практически получено 1 2 0 0 0 кг алюминия.
Д а н о : Мпр. = 12000 кг; J * 175 кА; t = 10 •24 = 240 ч.
Мпр. 100
Решение:
Мт.
Мт = 0,336 - J
12000 •100
= --------------------- 1 ----------------------------- 85 ,03 %
t = 0,336 -175000
14112
240 = 14112000 г = 14112 кг
Производительность электролизера за сутки (так называемый
выход на ванно-сутки) подсчитывается по формуле:
0,336 J 24 л
Пв-с | — |-----------------------------г, где:
100
Т1В_С - выход на ванно-сутки, г;
J
- сила тока, А
24
- число часов в сутках;
т]
- выход по току, % .
Из этой формулы видно, что суточная производительность
алюминиевого электролизера зависит о т двух параметров - силы тока и
выхода по току.
С и л у тока на серии электролизеров поддерживают, как прави­
ло , постоянной.
Выход по току, на величину которого можно активно влиять
посредством правильного ведения технологического режима электро-
- 251 »
лиза и умелого обслуживания электролизера, зависит от температу­
ры
электролита, междуполюсного расстояния, криолитового отно­
шения, качества анодов, состояния ФРП и др. факторов.
Для получения высокого выхода по току необходимо поддер­
живать нормальное рабочее напряжение на электролизере, оптималь­
ное МПР, достаточный уровень алюминия, не допускать перегрева
электролита в результате частых и длительных анодных эффектов.
Необходимо применять учащенную обработку электролизеров, свое­
временно корректировать состав электролита, следить за состоянием
гарниссажей и равномерным токораспределением по анодам, равно­
мерным сгоранием анодов.
выход по току на мощных электролизерах с обожженными
анодами может достигать 8 6 - 8 8 %.
П р и м е р . Определить выход на ванно-сутки для электролизера
на силу тока 160 кА при выходе по току 85 и 8 6 % .
Д а н о : J= 160 кА; t= 24 ч; Вт = 85%
0,336 •160000 24 -85
Р е ш е н и е : Пв-с = ----------------------------------------- =1096704 г =1096,7 кг.
100
Выход на ванно-сутки при л = 8 6 % :
0,336 160000 - 24 •8 6
П = ------------------------------------------- 1109606 г = 1109,6 кг.
100
Повышение выхода по току на С-160 на 1% дает увеличение
выхода на ванно-сутки на: 1109,6 - 1096,7 = 12,9 кг алюминия.
17.2.
Расход
электроэнергии.
В ы х о д а л ю м и н и я на
1 кВт-ч.
Производство алюминия потребляет громадное количество
электроэнергии. Современная серия электролизеров на 175 кА требует
ежесуточно свыше 3,5 млн. кВт-ч электроэнергии.
Расход электроэнергии постоянного тока вычисляется по фор­
муле:
W = JUcp.t кВт-ч, где:
W
J
- расход электроэнергии, кВт-ч;
- сила тока, кА;
Ucp.- среднее напряжение одного электролизера. В;
t
- время, ч.
Д л я производственных целей важен удельный расход элек­
троэнергии, отнесенный к 1 т алюминия • сырца, т.к. он показывает
количество электроэнергии, затраченное на единицу продукции, т.е.
характеризует эффективность использования энергии.
Согласно вышеприведенным уравнениям, удельный расход
электроэнергии постоянного тока будет равен:
Расход электроэнергии
JUcp.t •100
W = ----------------------------------------------------- --- ----------- ------------------ 1000 =
Наработанный металл
0,336 ■Jtrj
Ucp. •105
s -------------------- кВт-ч/т A l, где
0,336 n
W
- расход электроэнергии на 1 т, кВт-ч/т;
Ucp. - среднее напряжение на 1 электролизер, В;
г]
- выход по току, % ; '
1 0 0 0 - коэффициент перевода, кг в т;
0,336- электрохимический эквивалент д л я алюминия, г/А-ч.
П р и м е р . Какой расход электроэнергии на 1 т алюминиясырца у электролизера, если среднее напряжение составляет 4,56 В, а
выход по току равен 84% ?
Д а н о : Ucp.= 4,56 В; п = 84%.
Ucp. •105
Решение:
4,56
105
= ------------------= --------------------- --- 16156 кВт-ч/т.
0,336 •п
0,336 •84
На электролизерах с обожженными анодами расход электро­
энергии на 1 т алюминия-сырца при нормальной технологии составля­
е т 15000 -1 5 5 0 0 кВт-ч/т.
На практике, наряду с удельным расходом электроэнергии на 1 т
алюминия-сырца, используется также величина, обратная удельному
расходу электроэнергии - выход алюминия в граммах на 1 кВт-ч:
1
т|э = —
0,336 - ц
0,336 •л •Ю
= ------------------ •106 =s---------------------------'г/кВт-ч, где:
W
U cp.1 0 5
Ucp.
г|э - выход алюминия в граммах на 1 кВт-ч;
т]
- выход по току, % ;
Ucp.- среднее напряжение на 1 электролизер, В.
1 0 ® - количество граммов в 1 т.
Выход алюминия в граммах на 1 кВт-ч часто н е п р а в и л ь н о называют в ы х о д о м п о э н е р г и и .
Лучшие значения выхода алюминия на 1 кВт-ч д л я мощных
электролизеров с обожженными анодами находятся в интервале
66-64,5 г/кВт-ч.
Пример
Подсчитать выход алюминия на 1 кВт-ч электро­
энергии, если выход по току равен 84,5%, а среднее напряжение со­
ставило 4,48 В.
Дано:
Решение:
п = 84,5%;
Ucp.= 4,48 В.
0,336 •г\ ■10
0,336 84,5 10
= --------------------------- = ------------------------------= 63,4 г/кВт-ч.
Ucp.
.
4,48
Из формулы мы видим, что выход металла на 1 кВт-ч зависит
от выхода по току (т)) и среднего напряжения (Ucp.).
Условия получения высокого выхода по току были названы в
предыдущем разделе, поэтому остановимся на величине среднего
напряжения, т.к. чем ниже среднее напряжение, тем выше выход ме­
та лла на 1 кВт-ч. Из предыдущих разделов мы уже знаем, что в общем
виде среднее напряжение, приходящееся на один электролизер рав­
но:
Ucp.s ираб + DUecn + DU ouj., здесь:
Ucp. - среднее напряжение на 1 электролизер, В;
Upa 6 . - рабочее напряжение, В;
DUecn - повышение напряжения в результате анодных эффек­
тов, В;
DUotu. - падение напряжения в соединительной ошиновке
серии, отнесенное к одному электролизеру, В.
В свою очередь, рабочее напряжение равно:
11раб.= ираэл. + DUan. + DUa. + DUk., где :
Upa6. - рабочее напряжение, В;
иразл - напряжение, необходимое для разложения глинозе­
ма, В;
011эл. - падение напряжения в электролите, В;
DUa. • падение напряжения в анодном узле, В;
DU k. - падение напряжения в катодном узле, В.
Таким
образом:
Ucp.=Upa 3n.+DUan.+DUa.+DUK+DUBcn.+
DUoui.
На какие же из составляющих среднее напряжение величины
мы можем воздействовать?
П ерепад
на пр яж е н ия
в э л е к т р о л и т е
(DUan.) определяется в основном величиной междулолюсного рас­
стояния. С точки зрения расхода электроэнергии желательно поддер­
живать его возможно меньшим. Однако, это не приводит к желаемому
результату, т.к. из-за перекосов поверхности металла уменьшение
МПР, как правило, приводит к зажатию электролизера и заметным
потерям выхода по току. МПР поддерживается минимальным по усло­
виям нормальной работы анодов, т.е. интенсивного бурления электро­
лита из-под всех анодов.
Во время работы электролизера МПР непрерывно меняется,
т.к. с одной стороны расходуется 'анод, а с другой - увеличивается
слой алюминия на подине. МПР меняется при выливке металла. МПР
нужно регулировать при обработке электролизера, т.к. при этом воз­
растает сопротивление в электролите, а следовательно, перепад на­
пряжения в МПР.
Перепад напряжения
в катодном
узле
(D U k.) зависит, в частности, от величины сопротивления в подине. В
случае загрязнения подины осадками или ’коржами’ перепад напря­
жения в подине возрастает. Задача электролизников в этом случае - не
допускать образования осадков, добиваться полного растворения в
электролите загружаемой порции глинозема.
Уставка регулирования (рабочее напряжение) при автомати­
ческом регулировании МПР устанавливается с учетом фактических пе­
репадов в а н о д н о м и к а т о д н о м узлах, что исключает за­
жатие МПР. Рабочий - электролизник должен периодически следить за
напряжением на электролизере, поддерживая его в пределах, зада­
ваемых технологической инструкцией.
П а д е н и е н а п р я ж е н и я от а н о д н ы х э ф ф е к ­
т о в (DUecn.) зависит от напряжения вспышек, частоты и длитель­
ности анодных эффектов:
(Ua.3 . - Upa6 .) •t •п
DUecn. = ------------------------------------- В, где:
1440
DUecn. - увеличение напряжения за счет вспышек. В;
иа .э. - напряжение вспышек, В;
Upa6 . - рабочее напряжение на ванне, В;
t
- длительность вспышки, мин;
п
- частота вспышек, шт. на 1 ванну в сутки;
1440 - число минут в сутках.
Например, одна вспышка напряжением 25 В при длительности
гашения 2 минуты и рабочем напряжении.на ванне 4,0 В дает повыше­
ние напряжения:
(25-4) - 2 - 1
*
DUecn. = -------------;------- = 0,037 В.
1440
Снизить эту величину можно в результате уменьшения числа
и сокращения длительности анодных эффектов. Это достигается путем
работы с предупреждением анодных эффектов, своевременной обра­
ботки электролизеров, загрузки достаточной порции глинозема, бы­
строй ликвидации возникшего анодного эффекта.
Падение напряжения
в соединительной
с е р и й н о й о ш и н о в к е (DUoiu.), приходящееся на 1 работаю­
щий электролизер, зависит от числа действующих электролизеров
серии, т.к. падение напряжения в катодной ошиновке отключенных
электролизеров будет увеличивать DUqui., приходящееся на 1 рабо­
тающий электролизер.
Как указано в разделе 9.5, д л я снижения расхода электроэнер­
гии на 1 т алюминия-сырца и повышения выхода металла на 1 кВт-ч
затраченной электроэнергии, нужно стремиться к максимальному числу
действующих электролизеров на серии электролиза.
17.3. Р а с х о д
сырья.
Фактический расход сырья и электроэнергии на 1 т алюминия
- сырца за отчетный месяц определяется на основании акта инвента­
ризационной комиссии по снятию натурных остатков сырья и металла,
а также сырья и металла в незавершенном производстве (в НЗП) на
конец отчетного месяца.
Г л и н о з е м.
Теоретически на 1 т чистого алюминия {1 0 0% A t ) должно
расходоваться 1889 кг химически чистого глинозема (100% A I 2O 3).
Технический глинозем содержит до 1,7% примесей. Часть из
них переходит в алюминий (Fe, Si), а другие улетучиваются при нагре­
вании (Н 2О ). Поэтому теоретический расход технического глинозема, в
зависимости от общего содержания в нем примесей, составляет при­
мерно 1905-1915 кг на 1 т алюминия-сырца. В силу своих физических
свойств (мелкодисперсность, текучесть) технический глинозем легко
подвергается распылению при выгрузке из вагонов, при заполнении
бункеров засыпающей техники из силосов, при загрузке на электролит­
ную корку, уносится в системы вентиляции и газоотсоса. Практический
удельный расход глинозема на электролизерах с обожженными анода­
ми равен 1940 -1 9 4 5 кг на 1 т алюминия - сырца.
Ф т о р и с т ы е
соли.
Теоретически криолит и фтористый алюминий, являющиеся
компонентами промышленного электролита, подвергаются электроли­
тическому разложению только при анодном эффекте, о чем свидетель­
ствует выделение на аноде фтора. Практически же приходится посто­
янно добавлять в электролизер как криолит, так и фтористый алюми­
ний.
Расход фтористых солей обусловлен потерями со снимаемой
угольной пеной и с огарками анодов, с анодными газами (испарение
фторсолей), гидролизом (разложением) криолита и фтористого алюми­
ния парами влаги, поступающей с глиноземом. Этот фтор частично
возвращается обратно в электролизеры посредством регенерации его
из угольной пены и улавливания в системе газоочистки, но значитель­
ная часть его теряется безвозвратно.
На протяжении всего срока службы электролизера его уголь­
ная футеровка впитывает в себя фторсоли, особенно фтористый нат­
рий. Отработанная угольная футеровка содержит 20% фтора, а отра­
ботанная огнеупорная футеровка содержит до 3% фтора. В настоящее
время этот фтор не используется. Использовать частично его можно
при регенерации фторсолей из отработанной футеровки. Фтористые
соли частично теряются также от распыления при транспортировке и в
процессе отдачи в электролизеры. Расход криолита на электролизерах
с обожженными анодами (при недостаточно высоком качестве анодов)
достигает 30 - 35 кг на 1 т алюминия-сырца.
Расход фтористого алюминия, кроме вышеперечисленных
причин, связан с криолитовым отношением: чем оно ниже, тем больше
потери фтористого алюминия. Это объясняется тем, что фтористый
алюминий более летуч, т е. легче испаряется, чем фтористый натрий.
При криолитовом отношении 2,6 - 2,75 расход фтористого алюминия
составляет 20 - 25 кг на 1 т алюминия-сырца. Для уменьшения рас­
хода фторсолей необходимо поддерживать нормальную температуру
электролита, потому что с повышением температуры сильно возраста­
ют потери фтора за счет интенсивного испарения фтористого алюми­
ния с поверхности расплава.
О б о ж ж е н н ы е а н о ды.
Угольный анод непрерывно потребляется в процессе электро­
лиза, т.к. углерод участвует в электрохимическом процессе на аноде,
образуя в результате углекислый газ (С 0 2) и окись углерода (СО).
Теоретический расход углерода зависит только от состава
анодного газа и равен, кг/т AL:
При окислении до С 0 2
- 333,3;
!Г'.
При окислении до С О
- 6 6 6 ,6 ,
При окислении д о 50% С О 2 и 50% С О - 444,4.
Практический расход углерода в с е г д а превышает теоре­
тическое значение за счет механических потерь (осыпание угольных
частиц), окисления анода воздухом (выгорание ‘шеек* в теле анодов) и
наличия примесей (золы), которые без окисления переходят в элек­
тролит.
Расход обожженных анодов оказывается еще выше, т.к. сни­
маемые при нормальной работе огарки (при высоте огарка 15 см) со­
ставляет примерно 2 5 % от веса анодного блока. Кроме того, часть
анодов заменяется из-за обрыва или раскалывания в процессе работы,
что объясняется упущениями в ведении технологического процесса в
корпусах электролиза и низким качеством анодных блоков и их монта­
жа в ЦППЭ.
Практический расход обожженных анодов составляет на
С -1 60, С -1 75, С-255 650-700 кг/т AL.
Д ля уменьшения расхода обожженных анодов следует вести
технологический процесс в нормальном технологическом режиме,
следить за равномерным токораспределением по анодам в анодном
массиве, не допуская перегрева и покраснения анодов, необходимо
следить за равномерной и достаточной засыпкой глиноземом анодного
массива, заплескивать боковую поверхность анодов при обработке и
замене анодов, поддерживать нормальную температуру электролита.
17.4. К а ч е с т в о
металла.
Качество металла оценивается по количеству примесей, кото­
рые содержатся в полученном алюминии (см. таб.27).
Основным источником попадания в алюминий примесей яв­
ляется сырье: глинозем, обожженные аноды, фтористые соли, в состав
которых входят окислы железа, кремния, цинка и др. Окислы сначала
расплавляются в электролите, а затем образующие их металлы элек­
тролитически (катионы этих металлов восстанавливаются, на катоде
легче, чем катион алюминия) или за счет восстановления алюминием
переходят в катодный металл. Поэтому качество получаемого металла
зависит в большой степени от чистоты используемого сырья. Наи­
большее количество примесей содержится во фтористых солях, осо­
бенно во фтористом натрии.
Ниже, в таб.28 приводятся данные о количестве примесей>Fe
и Si, попадающих в алюминий-сырец из сырья.
Та б .28. Количество примесей (Fe и Si), вносимых
в алюминий - сырец с сырьем.
| Р а с х .к о э ф - т
Сырье
С одерж ани е
I
1
1
___________________
1
1
IГлинозем| 1945
1СЛота
|
1аноды
(П е р е х о д и т я м е т а л л ,
|ка 1 т A L , r r в 1 к г с ы р ь я ,г I
I
1Криолит |
|Фтор.
\
i алими кий 1
605*>
35
25
1
1
1
Fe
1
1
0.19 |
1
1 1-0
(
t
Si
I
0.091
1
Si
1
0.37
1
I 0.18
1
0.9 |
0.61
I 0.55
3.221
0.054
1 0.11
г ■54 i
1
I
1
|
0.751
0.63
Fe
1
t
i
кг
I______________
1
0.016
.
1 0.019
I
х) - Расход обожженных анодов принят за вычетом веса огарков:
715 - 110 = 605 кг/г; 715 - расход обожженных анодов, кг/т,
1 1 0 - возврат огарков, кг/т.
Железо может попадать в алюминий из-за небрежного обра­
щения с инструментами и неумелого обслуживания электролизера: в
результате оплавления шумовок, скребков, ломов и др. инструмента,
подгшавления ниппелей и фланцевых листов. Местное разрушение
боковой угольной футеровки влечет за собой увеличение количества
кремния в алюминии - сырце, поскольку при этом растворяется ша­
мотная засыпка и слой теплоизоляционного кирпича.
Значительное повышение содержания железа (иногда до
нескольких процентов) бывает при растворении алюминием катодных
стержней при разрушении угольной подины.
Д ля получения высококачественного металла необходимо
тщательно соблюдать технологический режим ведения процесса элек­
тролиза, поддерживать нормальную форму рабочего пространства, не
допускать технологических нарушений, контролировать токораопреде­
ление по анодам, предотвращать аварийную замену анодов, своевре­
менно забивать места разрушений подины и ремонтировать на ходу
разрушения боковой футеровки.
17.5. С е б е с т о и м о с т ь
алюминия-сырца
и п у т и ее с н и ж е н и я .
Себестоимость алюминия-сырца является важным экономиче­
ским показателем, характеризующим качество работы электролизного
цеха и алюминиевого завода в целом.
С е б е с т о и м о с т ь 1 т алюминия-сырца - это сумма всех
затрат в денежном выражении на производство 1 т алюминия-сырца.
Таб.29 показывает структуру себестоимости и распределение
затрат на производство 1 т алюминия-сырца, выраженное в % к общей
стоимости.
Таб. 29. Основные статьи себестоимости первичного алюминия
1
1
Статьи затрат
|
Доля о т общей
стоимости, %
f
I
II
СЫРЬЕ, ПОЛУФАБРИКАТЫ
1.
Глинозем
2 . Свежий криолит
3 . Криолит
регенерированный
1
'
F
]
|
1
II
'
1
'
1
1
3 8 ,9
t
1
2,5
•* I
1
1
0,5
1
|
I
4 . Фтористый алюминий
Фтористый кальций
1
4' Д
5.
I
-
i
Окись магния
7 . Аноды обожженные(ТУ) -
I
-
1
6.
1
1
2 0 ,2
1
1
f
I
I
II
I
_______ __________________________ I
III
ВСПОМОГАТЕЛЬНЫЕ МАТЕРИАЛЫ
|
1 . В озвр атн ы е отходы < о г а р .) ( - )
I
2 . Жерди
1III
ЭНЕРГОЗАТРАТЫ
-
0,8
0,1
Э ле к тр о э н е р ги я
{
1.
)
2. Сжатый воздух
0,1
1
3.. Услуги КПП
0,6
ITV
ЗАРПЛАТА ОСНОВНЫХ ПРОИЗВ.РАБОЧИХ
1, 6
IV
ДОПОЛНИТЕЛЬНАЯ ЗАРПЛАТА
0,3
(VI
ОТЧИСЛЕНИЯ ГОССТРАХУ
(VII
ЦЕХОВЫЕ РАСХОДЫ
21,6
0, 6
12,1
I_______ __________________________________
IVIII ЦЕХОВАЯ СЕБЕСТОИМОСТЬ
|
100,0
I_____________________________________ I__________'
43,6% всех затрат приходится на глинозем и фторсоли, 20,2% на обожженные аноды, 21 ,6% - на электроэнергию. Позему особое
значение имеет ликвидация непроизводительных потерь сырья и элек­
троэнергии. Даже небольшое сокращение указанных статей расхода
(на доли процента) позволит получить в условиях массового произ­
водства значительную экономию. Возможные пути снижения расход­
ных коэффициентов сырья и потребляемой энергии были рассмотрены
выше.
Цеховые расходы включают амортизационные отчисления (на
возмещение стоимости основных фондов) и затраты на содержание
оборудования. Величина цеховых расходов зависит от срока службы
электролизеров. Повышение их срока службы сокращает затраты на
капитальный ремонт.
Заработная плата составляет относительно небольшую долю
от общих производственных расходов. Однако, учитывая большой
объем производства алюминия, и здесь можно получить существенный
экономический выигрыш при увеличении производительности труда.
Производительность труда рабочих - электролизников еще
довольно низка и может быть заметно повышена за счет комплексной
механизации основных технологических операций.
Цеховые расходы непосредственно связаны с численностью
административного персонала, которая может быть уменьшена.
18. ОХРАНА ТРУДА И ТЕХНИКА БЕЗОПАСНОСТИ В
ЭЛЕКТРОЛИЗНОМ ЦЕХЕ
18.1. Х а р а к т е р и с т и к а о п а с н ы х и в р е д ­
ных п р о и з в о д с т в е н н ы х ф а к т о р о в .
Электролиз алюминия относится к категории вредных произ­
водств.
В корпусе электролиза алюминия в связи со спецификой обо­
рудования и технологического процесса существует комплекс потенци­
ально опасных производственных факторов.
Нижеперечисленные опасные производственные факторы
пред-определяют отнесение электролизных цехов к цехам с повышен­
ной опасностью, допуск в корпуса электролиза разрешен только для
лиц, усвоивших основы техники безопасности.
18.1.1. О п а с н о с т ь
термических
и хи­
мических
ожогов
и теплового
воздействия.
Обслуживающий персонал работает с расплавленным элек­
тролитом и металлом, имеющими температуру выше 950 °С, темпера­
тура воздуха в рабочей зоне достигает 45-50 °С. Термические и-хими­
ческие ожоги могут произойти при выплескивании из ванны расплав­
ленного электролита выделяющимися газами и расплавленного ме­
талла при электромагнитном волнении металла; при аварийном про­
рыве электролита и металла из электролизера; при взрыве от сопри­
косновения расплава с влагой непросушенного сырья, холодного ин­
струмента или при установке влажного анода; при обрыве или опроки­
дывании транспортируемых ковшей с высокотемпературными распла­
вами; при обрыве анода над расплавом и в других случаях.
Возникают ожоги.и от соприкосновения с горячими огарками
анодов, раскаленным инструментом, нагретым сырьем, металлом, от
воздействия электрической дуги при замыкании в корпусе электролиза
технологической электрической цепи и от других причин.
Во избежание ожогов должны приниматься меры по пред­
упреждению разбрызгивания и выброса металла и электролита, по
предупреждению аварийных ситуаций. Разрешается работать только с
исправным оборудованием и прогретым инструментом, просушенным
сырьем.
Необходимо правильно носить спецодежду, обувь, пользо­
ваться рукавицами, очками, щитками и другими защитными приспособ­
лениями.
18.1.2. О п а с н о с т ь
поражения
ческим
током.
электри­
В электролизных корпусах существует опасность поражения
обслуживающего персонала электрическим током, т.к. металлические
части электролизеров и металлические решетки шинных проемов
(рифленки) постоянно находятся под потенциалом технологической
электрической цепи.
Потенциал относительно земли может достигать 900 В, а на­
пряжение между рядами электролизеров может достигать более 450 8.
При нарушениях правил электробезопасности, особенно при
замыкании на 'землю", всегда имеется опасность поражения человека
электрическим током. Эта опасность особенно велика при произ­
водстве работ на нулевой отметке корпусов. Источником потенциала
"земля’ а электролизных корпусах могут быть: влага, оголенная арма­
тура строительных конструкций, металлические предметы и сырье у
стен корпусов, науглероженная пыль, магистрали сжатого воздуха,
вакуума и др.
В целях предупреждения поражения электрическим током
необходимо своевременно выявлять и устранять опасные потенциалы,
строго соблюдать требования инструкции по безопасности труда, не
допускать загромождения проходов.
Обслуживающий персонал должен знать, что спецодежда
(валенки, рукавицы) не является надежной защитой от поражения
электрическим током. В необходимых случаях нужно правильно ис­
пользовать средства индивидуальной защиты (диэлектрические пер­
чатки, резиновые коврики, боты). В корпусе электролиза необходимо
иметь комплект защитных средств от поражения электрическим током,
состоящий из диэлектрических ковриков, перчаток, бот и инструментов
с изолированными ручками.
Корпуса электролиза относятся к категории помещений с по­
вышенной опасностью поражения электрическим током.
•Электролизники и анодчики должны быть обучены правилам
электробезопасности и иметь 2 -ю квалификационную группу.
18.1.3. О п а с н о с т ь, в ы з ы в а е м а я
наличием
г а з а и пыли.
Использование химич чих веществ в технологическом про­
цессе электролиза россыпью и при высоких температурах (глинозем,
свежий и вторичный криолит, фтористый алюминий, фтористый натрий,
кальцинированная сода и др.) приводит к запыленности атмосферы
этими веществами и их возгонами. Выделение угарного газа Происхо­
дит при электролизе, фтористого водорода - при разложении фторсолей влагой.
Все это не исключает возможности отравления организма
работающих в корпусе электролиза токсическими компонентами этих
веществ и опасности получения профессионального забопевания флюороза.
Проникновение вредных веществ в организм человека наибо­
лее вероятно через дыхательные пути, реже - через желудочно-кишеч­
ный тракт или при непосредственном контакте через кожу.
Воздушная среда на рабочих местах, систематически, по гра­
фику, утверждаемому главным инженером завода, контролируется на
содержание пыли, ядовитых газов и аэрозолей. Содержание этих ве­
ществ не должно превышать п р е д е л ь н о
допустимых
к о н ц е н т р а ц и й (ПДК).
ПДК представляют собой такое количество вредных веществ,
которое даже при длительном воздействии не является для организма
вредным.
8 корпусах электролиза ПДК не должны превышать:
глиноземная пыль
- 6
мг/м3 ;
фтористый водород
-
соли фтористо-водородной кислоты
0,5 мг/м3 ;
-
окись углерода
1,0
-
мг/м3 ;
20
мг/м3 .
Глинозем.
О т продолжительного контакта с пылью глинозема возможны
хронические поражения дыхательных путей и изменения в легких алю м иноз
легких. Больные жалуются на подверженность про­
студным заболеваниям, приступам кашля, стеснениям в груди, одышку,
отсутствие аппетита, расстройство пищеварения, боли в животе.
Криолит,
ф тористы й
алюминий.
Токсичны, по степени воздействия на организм относятся к
веществам 2 -го класса опасности.
При концентрациях выше ПДК могут вызвать нарушения дея­
тельности центральной нервной системы, заболевание костных тканей,
глаз и кожных покровов. Ухудшают состав крови.
При попадании внутрь вызывают тошноту, рвоту.
Ф то р и с ты й натрий,
ф то ри сты й кальций.
Ядовитые вещества. При попадании внутрь даже в минималь­
ном количестве (0,25-0,50 г) вызывают тошноту, в большем количестве
- рвоту. Ухудшают состав крови, оказывают действие на белковые ве­
щества, играющие важнейшую роль в обмене веществ организма че­
ловека.
К альцинированная
сода.
При попадании на влажную кожу и слизистые оболочки может
вызывать раздражение, а при длительном воздействии ее - дерматит,
конъюктивит. ПДК кальцинированной соды в пересчете на каусти­
ческую соду - 0,5 мг/м3 .
... 266 ~
Фтористый
водород.
Раздражает слизистые оболочки дыхательных путей и глаз.
Длительное воздействие вызывает хроническое отравление и отло­
жение фтора в костях и зубах, вызывая впоследствии их заболевание.
Окись
углерода.
Чрезвычайно ядовитый газ, без запаха. Обладает способ­
ностью вытеснять кислород из гемоглобина крови, при этом кровь ста­
новится неспособной переносить кислород, в результате чего наступа­
ет удушье, при острых отравлениях - потеря сознания, судороги.
Д ля уменьшения вредного влияния газов и пыли обслуживаю­
щий персонал должен соблюдать следующие правила:
- пользоваться правильно спецодеждой ло отраслевым нор­
мам;
- пользоваться СИЗ органов дыхания, лица, глаз;
- следить за герметизацией электролизеров и постоянной ра­
ботой вентиляционных и газоотсасывающих устройств;
- выполнять санитарно-гигиенические требования по пред­
упреждению попадания фторсолей внутрь организма.
18.1.4. О п а с н о с т ь , в о з н и к а ю щ а я
технологической
техники,
механизмов
при р а бо те
кранов
и
Работа в корпусе электролиза связана с применением различ­
ных подъемных и транспортных механизмов, обрабатывающей и засы­
пающей техники, оборудования электролизера, т.е. связана с элемен­
тами потенциальной опасности от непредвиденного наезда, опрокиды­
вания, обрыва или падения транспортируемого груза. Опасность
представляют механизмы движения и вращения агрегатов и оборудо­
вания в случае их физического износа, несвоевременного ремонта,
эксплуатации без ограждений, блокировки, сигнализации.
Д ля предотвращения возможных травм нужно пользоваться
только исправными механизмами, соблюдая все правила по их тех­
нической эксплуатации и организации безопасной работы.
... 2 6 7 -
18.1.5. Д р у г и е п о т е н ц и а л ь н ы е
,
опасности:
- эксплуатация трубопроводов, шлангов, инструмента, рабо­
тающего под давлением;
- работа стальным инструментом в сильном магнитном поле;
- работа автоматизированных систем управления технологиче­
скими процессами и др.
18.2. С р е д с т в а к о л л е к т и в н о й
защиты.
18.2.1. В е н т и л я ц и я и г а з о о т с о с .
Корпуса электролиза имеют естественную и принудительную
вентиляцию.
В двухэтажных корпусах электролиза, где рабочая зона нахо­
дится на уровне второго этажа, необходимый воздухообмен обеспе­
чивается организованной естественной аэрацией, при которой све­
жий воздух поступает в корпуса через приточные проемы в первом
этаже и удаляется через вытяжной фонарь в кровле корпуса. Эффек­
тивная естественная вентиляция рабочей зоны осуществляется так:
воздух, нагреваемый теплом электролизеров, устремляется вверх, а на
его место через проемы первого этажа поступает свежий воздух.
Все электролизеры корпуса должны иметь исправные укрытия
и оборудованы системой местной вытяжной вентиляции для удале­
ния газов, пыли и тепла. Система механического газоотсоса должна
быть
непрерывной и иметь резерв. Отходящие газы, уловленные
системой газоотсоса электролизных корпусов, перед выбросом в атмо­
сферу должны подвергаться обязательной очистке от фтора, пыли и
смолистых веществ. Укрытия электролизеров должны иметь газосборники с устройствами, обеспечивающими равномерный отсос газов по
всей длине электролизера. Эксплуатация электролизеров должна про­
изводиться при соблюдении следующих правил:
- в корке электролита должны поддерживаться по два от­
верстия для выхода и горения газа на каждой продольной стороне
электролизера;
- укрытия необходимо открывать только в периоды обработки
электролизеров, перестановки анодов, выливки металла, гашения
вспышек и отбора проб;
- число одновременно открытых электролизеров в корпусе не
должно превышать 1 0 % от их общего числа;
- необходимо постоянно следить, чтобы электролизеры были
максимально герметизированы;
- запрещается держать без надобности открытые укрытия,
отдельные крышки.
Уборка полов от пыли должна быть механизирована и осу­
ществляться не реже 1 раза в смену. Инструментальная проверка
эффективности вентиляционных систем должна производиться не
реже одного раза в год.
Контроль за содержанием в воздухе рабочей зоны токсичных
газов и лыли должен осуществляться по графику, утвержденному глав­
ным инженером завода.
18.2.2. 3 а з е м л е н и е
и
электроизоляция.
Стены корпусов электролиза на высоту 3 м и колонны на вы­
соту 3,5 м от уровня пола должны быть электроизолированы.
Металлические трубопроводы и бронированные кабели, рас­
положенные выше отметки пола, должны быть проложены на высоте
не менее 3,5 м от уровня пола и. изолированы от строительных кон­
струкций.
Пусковая аппаратура электродвигателей и аппаратура управ­
ления механизмами на электролизере должны размещаться в специ­
альных шкафах (ШУЭ). Шкафы должны быть изолированы от пола и
строительных конструкций.
Корпуса электродвигателей, установленных на электролизе­
ре, должны быть электрически соединены с металлоконструкциями, на
которых они установлены.
Подключение электродвигателей, установленных на электро­
лизере, к питающей сети должно осуществляться через 2 разделяю­
щих трансформатора.
Система электроизоляции конструктивных элементов корпуса,
оборудования и коммуникаций должна исключать появление и внесе­
ние в корпус потенциала "земля*.
Металлические трубопроводы, проложенные вдоль корпуса,
должны иметь электроизоляционные вставки через каждые
10
м по
длине.
Газоотсосные патрубки электролизеров должны быть изолиро­
ваны от строительных конструкций и от магистральных газоотсосных
трубопроводов.
Изоляция у электролизеров с обожженными анодами перечис­
лена в разделе 8 . 2 .
Полы в корпусах электролиза должны быть неэлектропровод­
ными и выполняться из асфальта тугоплавких марок битума, механи­
ческая прочность которого обеспечивает нормальную работу наполь­
ных машин.
Полы должны содержаться в исправном состоянии. Пере­
крытия шинных проемов (рифленки) должны быть изолированы от
строительных конструкций и иметь потенциал катода электролизера
Плиты перекрытия должны быть уложены ровно и устойчиво и на
участках между смежными электролизерами иметь изоляционные
вставки шириной не менее 30 мм.
Мостовые электрические краны в корпусах электролиза долж­
ны иметь изоляцию, исключающую соединение ошиновки и частей
электролизера, находящихся под напряжением, с 'землей" через крюк
(грузозахватное приспособление} или трос крана. Число последова­
тельных ступеней изоляции крюка или грузозахватных приспособлений
от “земли" должно быть не менее 3-х.
Крановые пути в корпусах электролиза должны быть заземле­
ны, сопротивление заземления не должно превышать 4-х Ом.
Периодическая проверка изоляции конструктивных элементов
корпуса электролиза, электролизеров, рельсов ПМГК и ПМГК от
"земли", проверка исправности цепи переменного тока должна произ­
водиться не реже 1 раза в месяц, и немедленно - при обнаружении
неисправности.
Проверка изоляции крюка мостового крана должна произво­
диться е ж е с м е н н о
Применение электроинструмента в корпусах электролиза раз­
решается только при подключении его к питающей сети через 2 разде­
ляющих трансформатора.
... 270 -
16.2.3. О г р а ж д е н и я , у к р ы т и я .
Открытые, движущиеся части машин и механизмов (ременные,
зубчатые, цепные передачи) должны быть ограждены сплошными ме­
таллическими кожухами или сетками с ячейками не более 20 х 20 мм.
Шинные и другие проемы в корпусе электролиза должны быть
постоянно закрыты. Временно открытые проемы (ремонт электролизе­
ра, чистка ошиновки и др. случаи) должны быть ограждены перенос­
ными устройствами высотой не менее 1 м.
Все обслуживающие площадки, расположенные на высоте
более 0,6 м от поверхности попа и лестницы должны быть ограждены
перилами высотой не менее 1 м со сплошной обшивкой понизу высо­
той не менее 0,14 м и с перекладиной на высоте 0,5 м.
Настил площадок и ступеней лестниц должен исключать
скольжение при ходьбе.
При ремонтных работах на электролизере нужно производить
ограждение изолирующими материалами шинопроводов и конструкций
электролизеров, исключающее прикосновение людей к частям, нахо­
дящимся под напряжением, и ограждение шунтирующего устройства.
18.2.4. С и г н а л и з а ц и я .
На всех участках корпуса вблизи опасных мест должны быть
вывешены предупредительные и инструктивные плакаты (надписи) по
технике безопасности ипи устроена световая или звуковая сигнализа­
ция.
При совместной работе напольных рельсовых машин ПМГК и
комплексных кранов по обслуживанию электролизеров должна быть
предусмотрена звуковая сигнализация, предупреждающая о сближе­
нии крана с ПМГК.
На пусковых устройствах, остановленных для ремонта, осмо­
тра, очистки оборудования и механизмов, должны быть вывешены
плакаты "Не включать, работаю т л ю д и ”.
Снимать плакаты и включать оборудование в работу можно
только с разрешения лиц, ответственных за проведение работ.
... 271 -
18.3.Т р е б о в а н и я к р а б о т а ю щ и м
в качестве
э ле к тр о ли зн ик ов и анодчиков.
К выполнению работ в электролизных корпусах в качестве
электролизников и анодчиков допускаются лица мужского пола не мо<
ложе 18 ле т, прошедшие предварительное медицинское освидетель­
ствование, получившие вводный инструктаж по технике безопасности
в о тде ле техники безопасности, хорошо знающие:
- общую инструкцию по безопасности труда д л я всех рабо­
тающих на заводе, где обусловлены общие положения по технике без­
опасности, правила передвижения по территории завода, правила
обращения с инструментом, кислотами, газовыми баллонами, правила
работы на высоте, при погрузочно-разгрузочных работах, требования
сангигиены и методы оказания первой помощи при получении травмы;
- технологическую инструкцию по обслуживанию электролизе­
ров с обожженными анодами;
- инструкцию по безопасности труда д л я электролизников и
анодчиков;
- план ликвидации аварий в корпусе электролиза.
К самостоятельной работе электролизники и анодчики допус­
каются после
10-дневного
стажирования и обучения на рабочем месте
и сдачи экзаменов цеховой комиссии.
Электролизники и анодчики один раз в год сдаю т экзамены
по проверке знаний инструкций по безопасности труда, плана ликвида­
ций аварий, одновременно проверяю тся знания на
1
группу по элек­
тробезопасности.
Если комиссия установит, что рабочий неудовлетворительно
знает инструкцию по безопасности труда, план ликвидации аварий или
правила по электробезопасности, он долж ен получить дополнительны й
инструктаж и не позже
20
дн ей пройти повторную проверку.
Е с ли при повторной проверке знание рабочим инструкций
окажется неудовлетворительны м , он долж ен бы ть отстранен о т работы
электролизника или анодчика.
Все работающие в качестве электролизников
и анодчиков
должны ежегодно проходить медицинское освидетельствование.
- 272 -
18.4. Т р е б о в а н и я
к спецодежде, спецобуви, г о л о в н о м у у б о р у и СИЗ.
Разрешается работать только в полагающейся по нормам
исправной и сухой спецодежде, спецобуви, головном уборе, рукавицах
и пользовании другими средствами индивидуальной защиты.
Спецодежду, обувь, головной убор, рукавицы, очки надевать
и использовать нужно правильно.
По типовым отраслевым нормам электролизнику полагается:
костюм суконный на срок 18 мес.. костюм х/б с огнезащитной пропит­
кой на 6 мес., рукавицы суконные на 1 мес., шлем суконный на 12 мес.,
валенки на 9 мес., фартук суконный на 6 мес.
Анодчику полагается: костюм х/б с огнезащитной пропиткой
на б мес., валенки на 9 мес., фартук брезентовый на 9 мес., рукавицы
брезентовые на 20 дней, шлем суконный на 12 мес.
Электролизнику и анодчику, кроме того, полагается использо­
вать следующие средства индивидуальной защиты: респиратор, за­
щитные очки или защитный щиток.
Куртка и брюки надеваются на нательное белье, куртка долж­
на быть застегнута на все пуговицы, фартук надевается под куртку и
должен надежно защищать от попадания брызг металла и электроли­
та в валенки, а в зимнее время суконные брюки должны быть выпуще­
ны поверх валенок. Валенки надеваются с носками или портянками.
Неисправную и грязную спецодежду и обувь необходимо свое­
временно сдавать в ремонт и стирку, а валенки - на дезинфекцию.
Запрещается в любую погоду выходить на улицу в валенках.
Запрещается работать без очков или защитного щитка при
выполнении всех технологических операций (подробно перечисленных
в разделе 9.8).
При выполнении любых работ с применением ударных ин­
струментов необходимо обязательно убедиться, что глаза у рядом
работающего предохранены защитными очками или щитком.
Немедленно прекращать работы при появлении людей вблизи
производства работ, не имеющих предохранительных средств защиты
глаз.
При работе электролизник и анодчик должны пользоваться
респиратором - это предохранит организм от попадания пыли. Респи­
ратор типа 'Снежок* защищает и о т фтористого водорода.
Все работы электролизники и анодчики должны выполнять в
рукавицах. Использование нагретого металлического инструмента,
приспособлений, строповка грузов, выполнение работ в магнитном
попе без рукавиц очень часто могут привести к травмам рук: ушибам,
ожогам, ранам.
18.5. Т р е б о в а н и я к и н с т р у м е н т у , п р и ^
способлениям
и их и с п о л ь з о в а н и ю .
Все применяемые технологические инструменты и приспособ­
ления должны соответствовать (по материалу изготовления, разме­
рам, массе) чертежам, согласованным с О ТБ и утвержденным главным
инженером завода.
Не должны иметь заусениц, острых граней, наплывов шлака.
Инструмент и приспособления разрешается использовать
только по назначению.
Перед использованием для выполнения технологических опе­
раций, инструмент должен быть просушен и прогрет.
Разрешается пользоваться только исправным инструментом и
приспособлениями.
18. 6. Д р у г и е т р е б о в а н и я
б е з о п а с н о с ти труда.
по
В случае возникновения аварий, действия обслуживающего
персонала определяются планом ликвидации аварий, который ежегод­
но разрабатывается для каждого корпуса электролиза.
В корпусе электролиза не допускается нахождение посторон­
них лиц.
Все операции по обслуживанию электролизеров должны про­
изводиться в полном соответствии с отраслевыми 'Правипами без­
опасности при производстве алюминия* и действующей инструкцией
по безопасности труда для электролизников и анодчиков электролизно­
го цеха.
СПИСОК ЛИ ТЕРАТУРЫ .
Абрамов Г А и др. Теоретические основы электрометаллургии
алюминия. М., Металлургиэдат, 1953.
Беляев А И. и др. Электрометаллургия алюминия. М., Металлургиздат, 1953.
Вольфсон Г.Е., Ланкин В.П. Производство алюминия в элек­
тролизерах с обожженными анодами. М., Металлургия, 1974.
Гусыюв В.М. Электролитическое получение алюминия. М.,
Металлургиэдат, 1940.
Деркач А С . и др. Электролиз алюминия. М., Металлургия,
1967.
Курохтин АН. Электролизеры с боковым токолодводом и их
обслуживание. М., Металлургия, 1973.
Таненбаум Л.И., Беляев А С . и др. Механизация производства
алюминия. М., Металлургия, 1982.
Трифонов Д.Н., Трифонов В.Д. Как были открыты химические
элементы. М., Просвещение, 1980.
Троицкий И.А, Железное В.А. Металлургия алюминия. М.,
Металлургия, 1977.
Эпштейн AM. Электролизник алюминиевых заводов. М., Me*
таллургиздат, 1950.
Янко Э.А. Лозовой Ю.Д. Производство алюминия в электроли­
зерах с верхним токолодводом. М., Металлургия, 1976.
... 275 -
ОГЛАВЛЕНИЕ
Предисловие.
1. Введение.
2. Свойства и применение алюминия.
3. Основы физики и химии.
4. Основные сведения по электричеству.
4.1. Понятие об электрических явлениях.
4.2. Электрический ток.
4.3. Переменный и постоянный ток.
4.4. Единицы измерения постоянного электрического
тока.
4.5. Законы электрического тока.
4.6. Способы подключения приемников тока.
5. Основные сведения по электрохимии.
5.1. Электролитическая диссоциация.
5.2. Некоторые группы химических веществ с точки
зрения электролитической диссоциации.
5.3. Проводники первого и второго рода.
5.4. Терминология проводников второго рода.
5.5. Напряжение разложения.
5.6. Законы Фарадея.
5.7. Выход по току.
6.
Описание технологического процесса в электро­
лизере д л я получения алюминия.
6 .1. Состав электролита и его основные свойства.
6.2. Криолитовое отношение.
6.3. Механизм электролиза и процессы на электродах.
6.4. Процессы на катоде.
6.5. Процессы на аноде.
6 .6 . Что расходуется в процессе электролиза.
6.7. Тепловой и электрический баланс.
6 .8 . Влияние магнитных полей на процесс электролиза.
7. Сырье д л я производства алюминия.
7.1. Глинозем.
7.2. Фтористые соли.
7.3. Основные добавки к электролиту.
стр.
3
S
8
10
20
20
21
22
23
28
30
33
33
34
36
37
37
41
42
44
44
45
46
48
49
51
52
53
54
54
57
81
— 276 —
7.4.
7.5.
8.
8-1.
8.2.
8.3.
8.4.
8.5.
8.6.
8.7.
9.0
9.1.
9.2.
9.3.
9.4.
9.4.1.
9.4.2.
9.4.3.
9.4.4.
9.5.
9.6.
9.7.
9.8.
9.9.
Кальцинированная сода.
Обожженные аноды.
Конструкции алюминиевых электролизеров.
Общие сведения о конструкциях электролизеров
различных типов.
Электролизер с обожженными анодами.
Электролизер с верхним токоподводом.
Электролизер с боковым токоподводом.
Сравнительная оценка электролизеров
различных типов.
Техническая характеристика электролизеров
с обожженными анодами.
Параметры энергетического режима.
Нормальная работа электролизеров.
Понятие об оптимальных технологических
параметрах электролиза.
Основные технологические параметры д ля
электролизеров с обожженными анодами.
Признаки нормального хода электролизера.
Зависимость выхода по току от параметров
электролиза.
Влияние температуры электролита на выход
по току
Влияние плотности тока на выход по току.
Влияние междуполюсного расстояния на выход
по току.
Влияние криолитоеого отношения на выход по
току.
Рабочее напряжение, среднее напряжение,
греющее напряжение.
Температура электролита и тепловое
равновесие электролизера.
Организация работы по обслуживанию
электролизеров в корпусе электролиза.
Необходимо знать и всегда помнить.
Наблюдение за технологическим процессом
64
65
67
67
69
73
74
76
78
80
81
81
82
84
87
87
89
90
92
93
104
112
118
121
9.10.
Поддержание технологических параметров в
заданных пределах.
9.10.1. Поддержание заданного рабочего напряжения.
9.10.2. Поддержание нормального уровня и состава
электролита.
9.10.3. Поддержание нормального уровня металла.
9.10.4. Поддержание нормального токораспределения по
анодам.
9.10.5. Поддержание нормальной засыпки глинозема
на анодах.
9.10.6. Поддержание оптимального междуполюсного
расстояния.
9.10.7! Поддержание перепада в подине в заданном пределе.
9.10.8. Поддержание оптимальной температуры электролита.
9.11. Питание электролизеров глиноземом.
_
9.12. Ликвидация анодных эффектов.
9.12.1. Ликвидация анодного эффекта с помощью деревянной
рейки.
9.12.2. Ликвидация 'тусклой*, ‘средней* или ’мигающей*
вспышки.
9.13. Обслуживание анодного узла.
9.13.1. Извлечение огарков и установке новых анодов.
9.13.2. Перетяжка (подъем) анодной рамы.
9.14. Выливка алюминия.
10.
Обслуживание электролизеров с нарушенным
технологическим режимом.
10.1. Перечень основных нарушений технологического
режима на электролизерах.
10.2. Обязанности обслуживающего персонала при обнаружении
расстройства технологического процесса.
10.3. Порядок работ по установлению причин расстройства
технологического процесса.
10.4. Некоторые причины возникновения колебаний
рабочего напряжения на работающем электролизере
. и профилактические меры.
10.5. Некоторые признаки расстройств технологии на
электролизерах.
123
123
125
131
133
136
136 137
137
138
143
144
145
145
151
156
163
163
163
164
165
1
— 278 —
электролизерах.
Технологические нарушения. Признаки, причины
возникновения и методы устранения.
1 0 .6 . 1 . “Зажатие* электролизера.
1 0 .6 .2 . 'Конус” на подошве анода.
10.6.3. "Холодный ход" электролизера.
10.6.4. ‘Горячий ход" электролизера.
10.6.5. Прорыв расплава.
Обрыв анода.
1 0 .6 .6 .
10.6.7. Работа “в бок", "в торец*.
Науглероживание электролита.
1 0 .6 . 8 .
10.6.9. Нарушения, связанные с резким изменением ФРП.
10.6.10. Карбидообразование ("грибы').
1 0 .6 . 1 1 . 'Негаснущая' вспышка.
Некоторые вспомогательные работы.
11.
Уборка нулевой отметки.
1 1 .1 .
Переплавка "козлов*.
1 1 .2 .
Чистка подины от "коржей* и осадка.
11.3.
Ремонт бортовой футеровки на ходу, забивка
11.4.
разрушений подины.
Монтаж и демонтаж электролизеров.
12.
Обжиг и пуск электролизеров.
13.
Подготовка электролизера к обжигу.
13.1.
Обжиг электролизера.
13.2.
Пуск на электролиз.
13.3.
Послепусковой период.
13.4.
Электролизный цех
14.
Планировка серии электролиза.
14.1.
Корпус электролиза.
14.2.
Контроль технологического режима.
14.3.
Переработка алюминия - сырца. Качество металла.
14.4.
14.4.1. Шихтовка металла.
Транспортно •технологическая схема
14.5.
электролизного цеха.
Технология производства обожженных
15.
анодов.
Газоочистка и регенерация фторсолей.
16.
to. 6 .
168
168
170
172
174
177
178
181
184
186
187
189
192
192
193
194
195
197
203
205
210
218
220
224
225
227
229
231
236
237
239
245
-
27 9 -
17.2.
17.3.
17.4.
17.5.
18.
Технико - экономические показатели работы
электролизеров
Выход по току и производительность элект­
ролизера.
Расход электроэнергии. Выход алюминия на 1 кВт-ч.
Расход сырья.
Качество металла.
Себестоимость алюминия-сырца и пути ее снижения
Охрана труда и техника безопасности в электролизном
цехе
Характеристика опасных и вредных производственных
262
18.1.
факторов.
Опасность термических и химических ожогов и
теплового воздействия.
Опасность поражения электрическим током.
Опасность, вызываемая наличием газа и пыли.
Опасность, возникающая при работе технологической
техники, кранов и механизмов.
Другие потенциальные опасности.
Средства коллективной защиты.
Вентиляция и газоотсос.
Заземление и электроизоляция.
Ограждения, укрытия.
Сигнализация.
Требования к работающим в качестве электролизников
и анодчиков.
262
17.
17.1.
18.1.1.
18.1.2.
18.1.3.
18.1.4.
18.1.5.
18.2.
18.2.1.
18.2.2.
18.2.3.
CNI
со
18.3.
249
249
251
256
258
260
262
263
264
266
267
267
267
268
270
270
271
18.4.
Требования к спецодежде, спецобуви, головному убору
и СИЗ.
Требования к инструменту, приспособлениям и их
272
18.5.
18.6,
использованию.
Другие требования по безопасности труда.
Список литературы .
273
273
274
Оглавление.
275