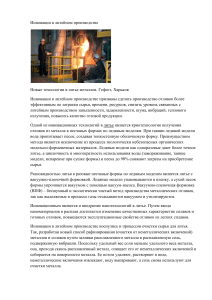
Литье по выжигаемым и выплавляемым моделям Литье по выплавляемым моделям Литье по выплавляемым моделям, широко применяемое в машиностроении при изготовлении тонкостенных сложных по конфигурации отливок, является наиболее распространенным методом получения мелких художественных отливок. Этот метод имеет долгую историю. Хорошо известны примеры литья пушек, колоколов, скульптуры с применением моделей, изготовленных из воска. Технология литья по выплавляемым моделям имеет ряд специфических особенностей: — модель служит для получения только одной отливки, потому что вытапливается в процессе изготовления формы; — металл заливают в тонкостенные неразъемные формы, получаемые путем нанесения огнеупорного покрытия на модель, сушки покрытия, удаления (вытапливания) модели и последующего прокаливания формы; — формовочная смесь представляет собой суспензию, состоящую из мелкозернистого огнеупорного материала и связующего раствора; — применение мелкозернистых пылевидных огнеупорных материалов обеспечивает очень высокое качество поверхности отливки; — высокая точность отпечатка модели достигается путем повышения температуры заливаемого металла, что требует использования высокоогнеупорных формовочных и связующих материалов. Шероховатость поверхности отливок зависит от их толщины и некоторых особенностей технологии. Так, при создании восстановительной атмосферы в форме во время заливки металла высота микронеровностей на поверхности стальных отливок толщиной от 10 до 40 мм снижается с 10—160 до 5—80 мкм. Схема изготовления по выплавляемым моделям мелких деталей в условиях крупносерийного и массового производства представлена на рисунке. Восковые модели изготавливают в многоместной прессформе на специальном пресс-автомате (рис. А), а затем собирают припаиванием в модельный блок с общей литниковой системой (рис. Б). На модельный блок наносят огнеупорную суспензию (рис. В), состоящую из связующего раствора (как правило, на основе этилсиликата) и огнеупорного порошка. Для укрепления суспензионного слоя его обсыпают кварцевым песком или крошкой другого огнеупорного материала (рис. Г), после чего просушивают. На блок наносят несколько слоев. Модель удаляют из керамической оболочки выплавлением, растворением или выжиганием (рис. Д). Оболочку прокаливают для удаления остатков модельного состава и других органических веществ (рис. Е). Если прочность оболочки недостаточна, ее перед прокаливанием заформовывают в огнеупорный наполнитель. После заливки и затвердевания металла блок очищают от огнеупорной оболочки, а отливки отделяют от литниковой системы (рис. Ж, З). В машиностроении литье по выплавляемым моделям получило интенсивное развитие в середине XX века благодаря успехам в области химии силикатов. Восковые модели машиностроительных отливок получают в металлических, пластмассовых и гипсовых пресс-формах, изготовленных по чертежам. Литье по выплавляемым моделям обеспечивает получение точных и сложных отливок из различных сплавов массой 0,02…15 кг с толщиной стенки 0,5…5 мм. Недостатками являются сложность и длительность процесса производства отливок, применение специальной дорогостоящей оснастки. Литьем по выплавляемым моделям изготавливают детали для приборостроительной, авиационной и другой отраслевой промышленности. Этот способ используют при литье жаропрочных труднообрабатываемых сплавов (лопатки турбин), коррозионно-стойких сталей, углеродистых сталей в массовом производстве (автомобильная промышленность). Технологический процесс автоматизирован и механизирован. Литье по выжигаемым моделям Литье по выжигаемым моделям – изготовление отливок свободной заливкой расплавленного металла в разовую форму, рабочая полость которой получена после выжигания модели, изготовленной из канифоли, блочного полистирола, пенополистирола и других пластмасс в пресс-формах. Способ применяют в случаях, когда модели должны быть прочными и термоустойчивыми. Его используют для изготовления отливок из любых литейных сплавов, массой от десятка граммов до сотен килограммов с толщиной стенки до 1 мм. Возможно изготовление компактных цельнолитых узлов со сложными лабиринтными полостями, которые не могут быть выполнены другими методами. Литьем по выжигаемым моделям можно производить отливки в различные формы: в обычные разовые, в сухой песок, в формы из ферромагнитных материалов, находящихся под действием магнитного поля. Модель может быть вырезана из пенопласта или изготовлена из вспенивающегося полистирола в пресс-формах. В первом случае она не отличается точностью от деревянной модели, но не требует больших затрат при изготовлении. Поэтому если необходимо изготовить одну сложную отливку, то целесообразность такой модели очевидна. Модели, изготовленные в пресс-формах на специальных машинах, применяются в массовом производстве и имеют точность, сопоставимую с выплавляемыми моделями. Особенностью рассматриваемого способа литья является процесс термодиструкции, связанный с выделением газов и продуктов разложения материала модели. Этот факт необходимо учитывать при разработке технологии и подборе материалов. Метод включает следующие основные операции: Сначала из специального материала изготовляют копию будущего изделия с необходимыми припусками на усадку и последующую механическую обработку. Затем на полученную модель наносят несколько слоев (до двадцати) керамических порошков с силикатным связующим, просушивая ее после нанесения каждого слоя. В результате вокруг нее образуется прочная жаростойкая оболочка – корка. Далее форму помещают в печь и достаточно долгое время выдерживают при высокой температуре либо в воздушной среде, либо с подачей кислорода – для более полного и быстрого сгорания модели. На следующем этапе корку помещают в песчаную опоку – своего рода буфер, который позволяет сохранить температуру формы. Оставшиеся в форме обуглившиеся остатки модели удаляют продувкой сжатым воздухом (иначе отливка получится некачественной). По завершении продувки в горячую корку заливают металл. После заливки форма остывает, затем корку разрушают и извлекают отливку. Для выжигаемых моделей применяют материалы, сгорающие на воздухе или в кислородной среде с низкой зольностью. Это, например, канифоль, блочный полистирол, пенополистирол, полиамид и другие пластмассы. Раньше модели получали в пресс-формах (аналогично выплавляемым моделям). Сейчас все более широкое применение находят методы, связанные с синтезом модели на основе процессов, названных в технической литературе быстрым прототипированием. Образцы выжигаемых моделей из полистирола, полученные с использованием технологий прототипирования