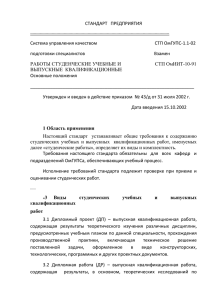
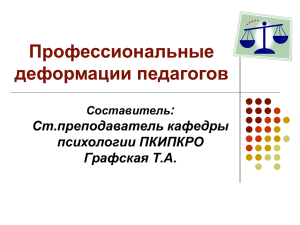
Министерство образования и науки РФ Научный Совет РАН по физике конденсированных сред Межгосударственный координационный совет по физике прочности и пластичности материалов Институт физики металлов УрО РАН Тольяттинский государственный университет «ФИЗИЧЕСКОЕ МАТЕРИАЛОВЕДЕНИЕ» Международная школа с элементами научной школы для молодежи (Тольятти, 31 января – 5 февраля 2016 г.) Сборник конкурсных докладов Тольятти Издательство ТГУ 2016 ОСОБЕННОСТИ В СТРУКТУРЕ СОЕДИНЕНИЯ, ПОЛУЧЕННОГО СВАРКОЙ ТРЕНИЕМ С ПЕРЕМЕШИВАНИЕМ ЛИСТОВ АЛЮМИНИЕВОГО СПЛАВА Высоцкая М.А., Барахтин Б.К. ФГУП «ЦНИИ КМ «Прометей», С.-Петербург, Россия, mail@crism.ru Приведены результаты металлографического исследования сварных соединений алюминиево-магниевого сплава, выполненных методом сварки трением с перемешиванием (СТП). Методами металлографии и системного анализа выявлены особенности, обусловленные режимом сварки. Полученные данные рассмотрены с позиций физического материаловедения и трибологии. Ключевые слова: сварка трением с перемешиванием, микроструктура, пластическая деформация, трибология, мультифрактальный анализ. Введение В технологиях соединения металлических материалов получил распространение метод сварки трением с перемешиванием (СТП). К достоинствам метода относятся: высокие прочностные свойства сварного соединения, исключение светового излучения и вредных выбросов в атмосферу, отсутствие остаточных деформаций, отсутствие расходных материалов, повторяемость режимов сварки и высокая производительность за счёт автоматизации процесса[1]. Цель работы: установление причинно-следственных связей между технологическими параметрами процесса сварки и структурными изменениями в объёмах СТП соединений на примере сварки тонких листов алюминиево-магниевого сплава 1565ч. Актуальность работы подтверждается публикациями различных авторов, где отмечается недостаточная изученность процесса формирования структуры в зоне сварного соединения, что усложняет выбор технологических параметров [2-5]. Выбранный сплав перспективен для судостроения, машиностроения, транспортной промышленности и др.[4], что определяет практическую значимость работы. Методика исследований Сварка листов толщиной 3мм осуществлялась цилиндрическим инструментом при частотевращения n = 450 об/мин (ώ ~1-10 с-1), скорости v = 120 мм/мин. В работе методами металлографии изучалась структура стыковых СТП соединений листов термически неупрочняемого алюминиевого сплава (табл.1). Исследования строения шва и околошовной зоны проводились на металлографических шлифах, изготовленных впоперечном сечении сварного соединения и во фронтальной плоскости со стороны корня шва. Таблица1. Химический состав исследованного алюминиевого сплава Al Основа Mg 5,8 Содержание химических элементов, вес.% Mn Si Fe Zn Cr 0,8 0,1 0,2 0,7 0,08 171 Zr 0,1 Ti 0,03 Рис.1. Схема процесса СТП [13] Экспериментальные результаты Зафиксировано, что на лицевой поверхности соединяемых листов присутствует волнообразный рельеф (рис.2а). По мере удаления от оси инструмента на участке стороны отставания наличие волн свидетельствует о циклическом выходе массы вещества на поверхность. Периодичность в чередовании волн дает основание полагать, что формирование шва осуществлялось с участием колебательной моды. Отсюда следует, что в формировании структуры сварного соединения принимали участие конкурирующие процессы, для которых описание работы необходимо осуществлять с позиций кинетики или нелинейной динамики. На шлифе, изготовленном во фронтальной плоскости конечного участка сварного шва видны траектории пластических ротационных сдвигов на удалении ~1,5 мм от наступающего инструмента (рис. 2б), деформация происходила в условиях сжатия и растяжения с изгибом. Отсюда следует, что в процессе деформирования металла принимали участие носители пластической и ротационной моды – дислокации и дисклинации. а Рис.2. а – макрофотография поперечного среза СТП соединения; б – траектории пластических ротаций на фронтальном сечении выходного отверстия (стрелкой показано направление перемещения инструмента). б 172 На поперечном шлифе выделяются зоны: ядра, механотермического влияния (ЗМТВ), термического влияния (ЗТВ) и основного металла (ОМ) (рис.3). Химическим травлением шлифов выявлена структура металла, в которой по виду деформированных зерен определены границы указанных зон. Рис.3. Макроструктура шлифа поперечного сечения СТП соединения 1) Зона ядра выделяется наличием следов ротационной мегапластической деформации в виде замкнутых протяженных каналов неправильной формы шириной менее 15 мкм, заполненные мелкими (1±0,5 мкм) равноосными зернами. В центральной области ядра, удаленной от оси шва на расстояние не более 1,5 мм, вдоль границ каналов зафиксированы редкие разрывы длиной от 50 до 200 мкм межзеренного типа (рис.4). Известно [7,8], что схватывание происходит при «сухом» контактном взаимодействии в нанообъемах поверхностей трения по завершении этапа структурной приспосабливаемости. Отсюда можно заключить, что контактная аккомодация между каналами деформации осуществляется посредством диссипативных структур неравновесного состояния с высокой концентрацией вакансий, а внутри каналов пластическое течение реализуется с разной скоростью. 2) Зона механотермического влияния (ЗМТВ). Здесь по мере удаления от ядра СТП соединения ширина a и протяженность b каналов деформации, а также морфология зерен в них монотонно изменяются (рис.5). а б Рис. 4. Каналы деформации в ядре СТП (а) и их схематический генотип (б) Рис.5. Зерна фрагментированного состояния с полосовой субструктурой Например, для произвольно выбранного медианного участка между ядром и ЗТВ зафиксирована периодическая смена морфологии: каналы, заполненные равноосными зернами, чередуются с каналами, внутри которых содержатся упорядоченно ориентированные субзерна полосового типа. Относительно направления каналов полосы наклонены на угол ~45о, начинаются и оканчиваются на границах. Зафиксиро173 ванные особенности указывают на их деформационное происхождение и позволяют говорить о динамике структурных искажений колебательного типа [9], обусловленной коллективными эффектами взаимодействия активных мод деформации мезоскопического уровня: дислокаций и дисклинаций. 3) Зона термического влияния (ЗТВ) характеризуется равноосными зернами стабильного состояния и текстурой. В объеме СТП соединения границы перехода к ЗТВ выделяются большими градиентами структурных изменений. Формирование структуры этой зоны происходит при повышенных температурах в отсутствие напряжений. Поле температур определяется диаметром уступа инструмента 2R, частотой вращения инструмента ω, толщиной соединяемых листов, теплофизическими свойствами металла. Обсуждение полученных данных 1) Теоретически решением нестационарной тепловой задачи (рис.6 [2]) и экспериментально [3] показано, что при СТП соединении алюминиевых листов в максимальные температуры в зоне ядра варьируются от 400 до 470оС. Приведенная оценка температуры характерна для условий горячей пластической деформации, после которой высокая прочность металла обеспечивается динамически рекристаллизованными зернами малого размера как результата структурно-фазового превращения. а б Рис.6. Распределение температур (K) в СТП соединении алюминия [2] (а) и фрагмент карты распределения коэффициентов η(lgέ, T) эффективности диссипации механической энергии с линиями уровней [12] (б). Области, ограниченные η<3, указывают на нестабильное состояние структуры, упрочненная структура характеризуется интервалом 3 < η < 12, а при η >> 30 (T > 400 oC) возможно проявление сверхпластичности Для сплава, аналогичного исследуемому по химическому составу было показано [10], что в условиях горячей пластической деформации на величину сопротивления сплава пластической деформации влияет температура и скорость испытания. Например, в зависимости σ = εn показатель n логарифмически зависит от скорости деформации έ и изменяется с температурой по закону параболы с максимумом при 174 300оС. А по оценкам коэффициентов эффективности диссипации механической энергии пластическая деформация со скоростью до 10 с-1 при T>400oC может инициировать эффект сверхпластичности [11]. Признаки существования динамически рекристаллизованных равноосных зерен в ядре, полосовых субструктур аккомодации в ЗМТВ и диссипативных структур неравновесного состояния на границе с ЗТВ, указывают на изменение стабильности структур в зависимости от механической энергии, вводимой инструментом с характеристиками n, R, F, V. Следовательно, для рационального использования метода СТП необходим учет структурных изменений, обусловленных пластической деформацией металлов в поле температур. 2) Замечание о возможной полимасштабной организации эволюционирующих структур является основанием для проведения их мультифрактальной аттестации, которая выполнена согласно [12]. Анализу были подвержены изображения, последовательно зафиксированные в пределах медианной области ЗМТВ (рис.7). б в а Рис. 7. Из участка ЗМТВ пример мультифрактальной аттестации изображения (512х285 pcx) со спектром Реньи и результатами мультифрактальной обработки в окне 265х265 pcx (а), схема возникновения струйной неустойчивости [14] в последовательности: зарождение скоплений призматических дислокационных петель → карандашное скольжение → ротационная неустойчивость в переходных слоях (заштрихованы) (б) и возможная геометрическая модель структурных изменений в виде кривой Кох с D0 = logL/logL0 = log16/log4 ≈ 2 (в). Обнаружение в пределах ядра и ЗМТВ признаков структурных изменений с дробной размерностью позволяет предположить, что в процессе формирования соединения путем «перемешивания» атомов некоторые структурные реакции могут реализоваться «почти» автомодельно. В качестве геометрической модели структурных изменений можно предложить кривую Кох с D0 ≈ 2. Возможной физической моделью граничной аккомодации каналов деформации может служить эффект струйной неустойчивости [13], типичный при высокоскоростном деформировании любых кристаллов в условиях гидростатических давлений. Характеристика «скрытой» упорядоченности (δ) уменьшается от 0,16 (в ядре) до 0,02 (на границе с ЗТВ). Физический смысл характеристики δ состоит в статисти175 ческой оценке симметрии и устойчивости объектов анализа с учетом их взаимного расположения. Чем больше (по модулю) величина δ, тем более упорядочена структура, или в ней становится больше периодической составляющей. δ≈0,02 свидетельствует о состоянии структуры зерен накануне структурно-фазового перехода с образованием диссипативных структур неравновесного состояния. Видно, что результаты мультифрактальной параметризации структур ЗМТВ положительно коррелируют с картой распределения коэффициентов диссипации механической энергии η(lgέ, T). 3) Оценку роли пластической деформации мы рассматриваем на основе современных представлений физического материаловедения о статистических ансамблях дефектов кристаллического строения разной пространственной размерности, морфологии и устойчивости. При этом на границах структурных объектов разного масштаба (зерен, каналов, полосовых субструктур) могут формироваться и разрушаться диссипативные структуры неравновесного состояния, существующие только в условиях «сухого» трения [7,8]. Например, используя связь коэффициента трения 𝜇 = 𝜇(𝜔, 𝑅, 𝐹, 𝑣) и структур неравновесного состояния в условиях «сухого» трибоконтакта (рис.8). Вовлечение металла в процесс образования сварного соединения сопровождается искривлением и вытягиванием зерен исходной структуры в условиях растяжения с изгибом, что можно сопоставить с этапом приработки, в течение которого коэффициент треРис.8. Схема изменения коэффициента трения μ и типы ния μ наиболее высок. В возможных структур на разных этапах контакта поверхностей в зависимости от параметров СТП. объеме ядра, где происходит мегапластическое течение с дроблением зерен и фаз, можно ожидать образование динамических структур неравновесного состояния, которые за счет вводимой механической энергии формируются и распадаются в трибоконтактах границ каналов деформации. Этот этап известен как «нормальное трение» с уменьшающимся коэффициентом трения (μ→μmin), динамической приспосабливаемостью структуры и локальным равновесием процессов упрочнения и разупрочнения металла. При разрушении динамических структур на возникающих участках ювенильной трибоповерхности высока вероятность схватывания. Для материалов, соответствующих реологической модели жесткопластического тела, при проскальзывании, которое является причиной генерации тепла, удельные силы трения должны быть равны пределу текучести при чистом сдвиге. Сформулированное требование говорит о том, что вблизи лицевой трибоповерхности глубина залегания и толщина неповрежденного слоя, а также условия скольжения определяются радиусом R и частотой вращения n инструмента. На основе имеющихся данных можно утверждать, что низкая скорость вращения инструмента и его быстрое перемещение вдоль стыка приводят к разогреву сплава до относительно низких температур и формированию мелкозернистой структуры. Высокая скорость вращения инструмента и низкая скорость его перемещения ведут к высокой 176 температуре и крупнозернистой структуре. Полученные результаты не противоречат данным других исследователей и являются научно-практическим вкладом в исследование технологии СТП. Выводы 1. На примере исследования структуры СТП соединения листов алюминиевого сплава из группы магналиев на основе принципов синергетики показана причинноследственная связь между структурными изменениями в объеме соединения и технологическими параметрами метода. 2. В разработке практических технологий СТП с постоянной скоростью вращения рекомендуется оптимизация диаметра заплечиков 2R инструмента, силы прижима F и скорости его перемещения v по траектории соединения с учетом химического состава и структуры соединяемых металлических материалов. Список литературы 1. Ищенко А.Я., Подъельников С.В., Покляцкий А.Г. Сварка трением с перемешиванием алюминиевых сплавов (обзор)// Автоматическая сварка, 2007.- №11.- С.32-38. 2. Кархин В.А. Тепловые процессы при сварке.- СПб.: Изд-во Политехнического Ун-та, 2013.- 646 с. 3. Павлова В.И., Алифиренко Е.А., Осокин Е.П. Исследование температурно-временных условий сварочного нагрева, структуры и свойств металла стыковых соединений из алюминиево-магниевого сплава, выполненных сваркой трением с перемешиванием // Вопросы материаловедения, 2009.- №4 (60).- С.74-88. 4. Дриц А.М., Овчинников В.В. Механические свойства сварных соединений листов из сплава 1565чНН // Технология легких сплавов, 2014.- №4.- С.32-39. 5. Миронов С.Ю. Об аномальном росте зерен в сварных швах, полученных сваркой трением с перемешиванием // Металловедение и термическая обработка металлов, 2015.- №1 (715).С.38-46. 6. Конюхов А.Д., Дриц А.М., Шуртаков А.К. Свойства стыковых сварных соединений алюминиевого сплава / Вестник ВНИИЖТ, 2013.- №3.- С.33-38. 7. Костецкий Б.И., Носовский И.Г., Бершадский Л.И. Механизм нормального трения и износа при высоких температурах / Трение и изнашивание при высоких температурах.- М.: Наука, 1973.- С.34-38. 8. Гаркунов Д.Н. Научные открытия в триботехнике. Эффект безызносности. Водородное изнашивание металлов. М.: Изд-во МСХА, 2004.- 384 с. 9. Метлов Л.С., Глезер А.М., Варюхин В.Н. Циклический характер эволюции дефектной структуры и свойств металлических материалов при мегапластической деформации // Деформация и разрушение, 2014.- №5.- С.8-13. 10. Барахтин Б.К., Барахтина Н.Н., Маркова Ю.М., Смирнова М.А. Структурно-механическое состояние конструкционных магналиев в условиях горячей пластической деформации // Металловедение и термическая обработка, 2015.- №2 (716).- С.15-19. 11. Барахтин Б.К., Барахтина Н.Н., Лебедева Н.В. Тенденции структурных изменений при горячем сжатии Al-Mg сплавов в отображении карт диссипации // Вестник Тамбовского университета. Серия: Естественные и Технические науки. Изд-во ТГУ им.Г.Р.Державина.Тамбов, 2013.- №4-2.- С.1926-1928. 12. Барахтин Б.К., Чашников В.Ф. Программа ЭВМ для мультифрактального анализа изображений структур металлов и сплавов // Вопросы материаловедения, 2001,N4(28).- С.5 - 8. 13. Владимиров В.И. Проблемы физики трения и изнашивания / Физика износостойкости поверхности металлов. Сб. научн. трудов. Л.: ФТИ, 1988.- С.8-41. 14. http://www.esab.com 177