МОСКОВСКИЙ АВТОМОБИЛЬНО-ДОРОЖНЫЙ
ГОСУДАРСТВЕННЫЙ ТЕХНИЧЕСКИЙ
УНИВЕРСИТЕТ (МАДИ)
Л.П. ШЕСТОПАЛОВА, Т.Е. ЛИХАЧЁВА
МЕТОДЫ ИССЛЕДОВАНИЯ
МАТЕРИАЛОВ
И ДЕТАЛЕЙ МАШИН
ПРИ ПРОВЕДЕНИИ
АВТОТЕХНИЧЕСКОЙ
ЭКСПЕРТИЗЫ
УЧЕБНОЕ ПОСОБИЕ
МОСКОВСКИЙ АВТОМОБИЛЬНО-ДОРОЖНЫЙ
ГОСУДАРСТВЕННЫЙ ТЕХНИЧЕСКИЙ УНИВЕРСИТЕТ
(МАДИ)
Л.П. ШЕСТОПАЛОВА, Т.Е. ЛИХАЧЁВА
МЕТОДЫ ИССЛЕДОВАНИЯ
МАТЕРИАЛОВ
И ДЕТАЛЕЙ МАШИН
ПРИ ПРОВЕДЕНИИ
АВТОТЕХНИЧЕСКОЙ
ЭКСПЕРТИЗЫ
УЧЕБНОЕ ПОСОБИЕ
Допущено Федеральным УМО в системе высшего образования
по укрупненной группе специальностей и направлений подготовки 23.00.00 –
«Техника и технологии наземного транспорта»
в качестве учебного пособия для обучающихся по направлению
«Эксплуатация транспортно-технологических машин и комплексов»,
уровень образования – бакалавриат, а также обучающихся по направлению
«Наземные транспортно-технологические средства»,
уровень образования – специалитет, специальность 23.05.01 –
Наземные транспортно-технологические средства
МОСКВА
МАДИ
2017
УДК 629.33.083.4
ББК 39.33-08
Ш522
Рецензенты:
д-р техн. наук, проф. каф. «Материаловедение»
МГТУ им. Н.Э. Баумана, автоэксперт В.М. Полянский;
д-р техн. наук, проф. каф. «Производство и ремонт автомобилей
и дорожных машин» МАДИ Н.И. Баурова
Шестопалова, Л.П.
Ш522
Методы исследования материалов и деталей машин при
проведении автотехнической экспертизы: учеб. пособие /
Л.П. Шестопалова, Т.Е. Лихачева. – М.: МАДИ, 2017. – 180 с.
В учебном пособии изложены различные методы исследования
изломов деталей машин при проведении автотехнической экспертизы
с использованием современного специализированного оборудования,
даны характеристики используемого оборудования. Рассмотрены методы очистки, сохранения и подготовки разрушенных поверхностей к
фотографированию, а также даны различные способы фотографирования. Детально описаны характерные классификационные и идентификационные признаки основных видов изломов: хрупких, вязких,
усталостных, смешанных, возникающих в процессе эксплуатации деталей машин и автомобиля в целом. Подробно рассмотрены методы
макро- и микрофрактографии применительно к изломам, приведены
примеры автотехнической экспертизы разрушенных деталей и материалов, из которых они изготовлены. Учебное пособие отличается
практической направленностью и поможет в профессиональной деятельности автотехническим экспертам.
Предназначено для студентов высших учебных заведений, обучающихся по направлениям подготовки 23.00.00 «Эксплуатация
транспортно-технологических машин и комплексов»; 23.05.01 «Наземные транспортно-технологические средства».
УДК 629.33.083.4
ББК 39.33-08
© МАДИ, 2017
3
ОГЛАВЛЕНИЕ
ВВЕДЕНИЕ ................................................................................................................ 5
1. ИЗЛОМЫ ................................................................................................................ 7
1.1. Общие сведения об изломах ......................................................................... 7
1.2. Классификация изломов и их характерные признаки .................................. 9
1.3. Подготовка и хранение изломов.................................................................. 11
1.4. Фотографирование разрушенных деталей
и поверхностей изломов .............................................................................. 14
1.4.1. Визуальное исследование перед фотографированием .................. 14
1.4.2. Способы фотографирования ............................................................. 15
Контрольные вопросы........................................................................................ 19
2. ОЦЕНКА КАЧЕСТВА ДЕФОРМИРОВАННОГО МЕТАЛЛА ............................. 20
2.1. Исследование причин разрушения деталей машин и механизмов .......... 20
2.2. Исследование причин разрушения сварных соединений ......................... 26
Контрольные вопросы ....................................................................................... 32
3. МЕТОДЫ ИССЛЕДОВАНИЯ .............................................................................. 33
3.1. Фрактографические методы исследования ................................................ 34
3.2. Макроскопическая фрактография ............................................................... 40
3.3. Микроскопическая фрактография ............................................................... 58
3.3.1. Световая микроскопия ....................................................................... 59
3.3.2. Электронно-микроскопическая фрактография ................................. 62
Контрольные вопросы ........................................................................................ 67
4. ВИДЫ ИЗЛОМОВ ................................................................................................ 68
4.1. Общие закономерности строения изломов ................................................ 68
4.2. Основные типы микрорельефа изломов
при внутризёренном разрушении ................................................................ 70
4.2.1. Хрупкие изломы .................................................................................. 70
4.2.2. Вязкие изломы .................................................................................... 74
4.2.3. Квазихрупкий излом ............................................................................ 82
4.2.4. Усталостные изломы .......................................................................... 83
4.3. Смешанные изломы ..................................................................................... 91
4.4. Особенности микрорельефа изломов
при межзёренном разрушении .................................................................... 92
Контрольные вопросы........................................................................................ 95
5. АНАЛИЗ ЭКСПЛУАТАЦИОННЫХ РАЗРУШЕНИЙ ........................................... 96
5.1. Основы анализа эксплуатационных разрушений....................................... 97
5.2. Параметры эксплуатационных разрушений,
которые могут быть выявлены фрактографически .................................... 98
5.2.1. Определение очага разрушения и траектории
распространения трещины ................................................................ 98
5.2.2. Определение типа нагружения ........................................................ 101
5.2.3. Исследование материала детали ................................................... 103
4
5.2.4. Исследование формы и поверхности детали ................................. 108
5.2.5. Влияние химической среды и термического
воздействия на эксплуатационные повреждения .......................... 112
5.3. Изменение типа разрушения в зависимости
от размера, формы и поперечного сечения детали ................................. 117
5.4. Разрушение в результате коррозии .......................................................... 118
5.5. Скорость роста усталостных трещин ........................................................ 121
5.6. Анализ внутренних дефектов материалов ............................................... 123
5.6.1. Закаты, волосовины и спаи.............................................................. 124
5.6.2. Трещины............................................................................................ 127
5.6.3. Включения ......................................................................................... 130
5.6.4. Пористость ........................................................................................ 131
Контрольные вопросы...................................................................................... 133
6. ВИДЫ ЭКСПЛУАТАЦИОННЫХ РАЗРУШЕНИЙ
И ПРИЧИНЫ ИХ ВОЗНИКНОВЕНИЯ............................................................... 134
6.1. Металлургические дефекты ....................................................................... 134
6.2. Конструктивные дефекты ........................................................................... 136
6.3. Производственные (технологические) дефекты....................................... 137
6.4. Механические повреждения поверхности................................................. 144
6.5. Эксплуатационные разрушения................................................................. 146
6.6. Характерные виды дефектов деталей автомобилей ............................... 154
6.6.1. Деформация ...................................................................................... 157
6.6.2. Разрушение ....................................................................................... 158
6.6.3. Механическое изнашивание ............................................................ 161
6.6.4. Коррозионно-механическое изнашивание ...................................... 168
6.6.5. Молекулярно-механическое изнашивание ..................................... 171
6.6.6. Коррозионное разрушение ............................................................... 172
Контрольные вопросы ...................................................................................... 175
СПИСОК ЛИТЕРАТУРЫ ....................................................................................... 176
ПРИЛОЖЕНИЕ 1. ТЕРМИНОЛОГИЯ, ИСПОЛЬЗУЕМАЯ ПРИ
АВТОТЕХНИЧЕСКОЙ ЭКСПЕРТИЗЕ ................................... 178
ПРИЛОЖЕНИЕ 2. НОРМАТИВНЫЕ ДОКУМЕНТЫ ПО ТЕРМИНАМ ................ 179
5
ВВЕДЕНИЕ
Анализ строения изломов металлических материалов относится
к старейшим методам их изучения. Он появился сразу же, как только
началось их практическое использование. Начальный этап исследования изломов металлов был связан с изучением и определением
причин аварийных разрушений [1].
Усложнение условий эксплуатации деталей и узлов в современной технике, а также применение высокопрочных сталей и сплавов,
обусловили повышенное внимание к проблеме разрушения. Методики
изучения изломов претерпели существенную модернизацию, путь их
развития прослеживается от визуального наблюдения изломов до
электронной микроскопии и количественной оценки строения поверхности разрушения. Это определило новые качественные изменения в
понимании явления разрушения и диагностирования причин преждевременных поломок.
Написание данного учебного пособия вызвано отсутствием
учебной литературы по указанной дисциплине и является попыткой
восполнить существующий пробел.
Цель настоящего пособия – изложение в доступной форме наиболее широко применяемых методов исследований изломов с использованием соответствующего оборудования – от лупы до электронного микроскопа, описание возможностей оборудования, применяемого на определенном этапе проведения исследования, рассмотрение примеров и предложение рекомендаций по применению конкретных методов для решения практических задач.
В пособии представлена классификация основных видов изломов, возможные причины их возникновения, описаны общие закономерности строения изломов, приведены основные типы микрорельефов изломов, дан подробный анализ эксплуатационных разрушений
деталей машин. Рассмотрены конкретные примеры эксплуатационных
разрушений деталей машин, показаны результаты исследования этих
разрушений, полученные с использованием макро- и микроанализа; с
помощью автотехнической экспертизы установлены причины разрушения этих деталей.
Изучение методов исследования материалов и деталей машин
при автотехнической экспертизе и используемого при этом оборудо-
6
вания призвано сформировать у читателей основы теоретических
знаний в данной области, а также практические навыки анализа эксплуатационных разрушений для установления причин их возникновения с применением современных методик и оборудования.
Основные задачи настоящего пособия – дать читателям представление о необходимости системного подхода к проведению автотехнической экспертизы, помочь в выборе рационального метода исследования эксплуатационных повреждений материалов и деталей
машин, подготовить их к самостоятельному проведению автотехнической экспертизы деталей машин и их материалов и формулированию
экспертного заключения.
В пособии в качестве примера рассматривались автотехнические экспертизы различного вида разрушений, которые произошли в
процессе эксплуатации или аварийных случаях, проведенные в Институте независимой автотехнической экспертизы (ИНАЭ-МАДИ).
7
1. ИЗЛОМЫ
1.1. Общие сведения об изломах
Излом – разрушение детали на две (или более) части, ранее составлявшие единое целое. Поверхность разрушения разделяет изделие на две практически одинаковые половины. Образуются как бы два
излома, определяющие в целом характер разрушения одного изделия.
Как правило, они различаются по макростроению тем, что возвышения
на одном изломе соответствуют впадинам на другом. Если поверхность излома имеет значительные макронеровности, то выбирают половину излома, наиболее удобную для последующих исследований.
Разрушение может быть связано с воздействием механических,
химических или термических факторов. Причиной разрушения могут
быть неправильный выбор материала или технологии его обработки,
а также аварийные условия эксплуатации. Поиски нарушений в режиме изготовления и эксплуатации изделий тесно связаны с тщательным исследованием поверхности разрушений. Необходимо изучать
все, даже незначительные детали, характеризующие данную поверхность излома. Успех диагностирования изломов в большой степени
зависит от компетенции исследователя.
Чаще всего изломы подразделяют на хрупкие, вязкие и смешанные при статических и динамических нагрузках и усталостные при
переменных во времени и по величине нагрузках. Образование излома тесно связано не только с процессом возникновения и развития
трещин, но и с процессами упругой и пластической деформации, с явлениями несовершенств упругости.
Изломы можно классифицировать по виду и условиям нагружения; по характеру разрушения.
По виду нагружения следует различать изломы, возникшие от
однократно приложенных нагрузок (статических кратковременно или
длительно действующих, ударных) или переменных. В каждой из перечисленных групп строение изломов будет обладать рядом специфических особенностей, обусловленных способом приложения нагрузки и
соответственно долей касательных и нормальных напряжений.
По условиям нагружения необходимо учитывать окружающую
атмосферу, в которой работают материалы и детали машин: темпера-
8
турный режим, повышенную влажность, загазованность атмосферы,
наличие кислотно-щелочной среды, а также масла, пыли, бензина и т.п.
Под характером разрушения понимают характер распространения трещины (внутризёренный или межзёренный) и степень развития
в процессе разрушения пластической деформации, т.е. хрупкое или
пластическое разрушение.
Приводимая классификация является в значительной степени
условной из-за различных причин: неоднородности структуры и свойств
материала; изменения деформированного и напряженного состояния
материала в процессе распространения в нем трещины; изменения
внешних условий нагружения в процессе разрушения, температуры,
среды и т.д. В связи с этим, классифицируя излом, принимают во внимание преимущественный характер его строения и главным образом в
начальной зоне, соответствующей начальной стадии разрушения.
Различают трещины первичные, т.е. распространяющиеся из очага разрушения и образующие поверхность разрушения, и вторичные,
т.е. распространяющиеся из отдельных центров разрушения, расположенных на поверхности излома. Вторичные трещины являются поперечными по отношению к плоскости первичного излома. Для описания
геометрии строения излома используются следующие понятия:
– однородный по макрогеометрии – излом, характеризующийся
морфологически единой поверхностью разрушения (без геометрических зон, различающихся по рельефу);
– неоднородный по макрогеометрии – излом, характеризующийся наличием зон, отличающихся по макрорельефу. Граница между
зонами на макроуровне может быть выделена по изменению цвета и
шероховатости излома при переходе от одной зоны к другой;
– однородный по микрогеометрии – поверхность разрушения,
характеризующаяся наличием однотипных элементов разрушения
практически одного размера;
– неоднородный по микрогеометрии – поверхность разрушения,
характеризующаяся наличием однотипных элементов разрушения
различного размера.
При описании поверхности разрушения применяют следующие
характеристики:
– по цвету излома – светлый, серебристый, серый, светлосерый, темно-серый, черный;
– по блеску излома – блестящий, матовый.
9
1.2. Классификация изломов и их характерные признаки
Вид излома служит критерием оценки качества металла. Существует удобное для практики, но весьма условное деление изломов на
хрупкие и вязкие. Основным признаком такого деления служит степень
макропластической деформации, сопровождающей разрушение. Изломы классифицируют также по признакам, учитывающим микромеханизм разрушения, характер силового воздействия (тип нагружения),
энергию разрушения и т.п. Классификация основных видов поверхностей разрушения (изломов) металлов [2] представлена на рис. 1.1.
Анализ изломов по предложенным в классификации основным
признакам позволяет достаточно полно и достоверно охарактеризовать процесс разрушения материала. По характеру силового воздействия изломы в соответствии с принятой классификацией делят на
три группы:
Изломы кратковременного однократного статического и
динамического нагружения. Силовое воздействие характеризуется
монотонно изменяющейся нагрузкой, отсутствием периода постоянной нагрузки либо его малой величиной по сравнению с периодом нагружения. Изломы такого типа образуются в результате эксплуатации
деталей [3, 4].
Изломы длительного статического нагружения. Их образование характеризуется периодом постоянства нагрузки, соизмеримым с периодом процесса развития повреждений, приводящих к разрушению. При этом существенное влияние оказывают температура и
действие активных (коррозионных) рабочих сред. С учётом сказанного
в пределах рассматриваемой группы изломов следует различать:
– изломы замедленного разрушения, образующиеся при нормальной температуре и без воздействия коррозионной среды; они могут возникать под действием постоянных внешних нагрузок и остаточных напряжений в закалённых сталях, не прошедших смягчающего
отпуска, а также после технологических операций, способствующих
наводороживанию;
– изломы, образующиеся при длительном статическом нагружении и высоких температурах в условиях ползучести;
– изломы, образующиеся при длительном статическом нагружении в условиях нормальной температуры при воздействии коррозионной среды (изломы коррозии под напряжением).
Рис.1.1. Классификация основных видов изломов
10
11
Изломы усталостного разрушения образуются под действием периодически и многократно изменяющейся нагрузки. В свою очередь подразделяются на изломы, характеризующиеся многоцикловым
нагружением (собственно усталостные) и малоцикловым нагружением
в широком интервале температур без воздействия коррозионной среды. При воздействии коррозионной среды выделяют коррозионноусталостные изломы, при периодическом изменении температуры –
термоусталостные.
Исследуемые поверхности разрушения не всегда позволяют однозначно судить о характере силового воздействия. Малоцикловые
усталостные изломы, например, могут внешне походить на собственно усталостные либо на изломы кратковременного однократного нагружения [2]. Тем не менее при проведении анализа разрушенной поверхности необходимо в первую очередь учитывать характер силового воздействия.
Пластическая деформация – неотъемлемая часть процесса
разрушения. По степени пластической деформации при разрушении
изломы подразделяются на хрупкие, квазихрупкие и вязкие. Хрупкому
излому соответствует относительное сужение площади поперечного
сечения не более 1,5%, квазихрупкому – до 15%, вязкому – более
15%. Такое деление является довольно условным и касается главным
образом изломов кратковременного однократного нагружения.
При классификации изломов по энергетическому признаку принимается во внимание работа разрушения.
Хрупкий излом характеризуется условно малой работой разрушения (А < 5 Дж), квазихрупкий – средней (А = 5...20 Дж) и вязкий –
высокой (А > 20 Дж).
1.3. Подготовка и хранение изломов
Правильная интерпретация изломов зависит от того, насколько
устранены посторонние факторы, которые могут исказить характеристики поверхностей разрушения и привести к ошибочным заключениям.
Обычно изломы подвергают исследованию с использованием
различных методик. Так как некоторые из них могут повлиять на получаемые результаты и даже могут изменить вид изломов, необходимо
сохранить подробные записи всех операций, проделанных над изломами до исследования и в процессе его.
12
Все операции, проделываемые над изломами, должны быть основаны на признании того факта, что поверхность излома содержит
много ценной информации и что любое уничтожение этой информации может затруднить интерпретацию излома.
Можно выделить два типа повреждений, которым подвергаются
изломы – механические и химические.
Механические повреждения могут происходить по разным
причинам, включая соударение с другими деталями. Это возможно во
время разрушения (например, при ударении автомобиля), при извлечении сломанных частей детали или при перевозке их с одного места
на другое. Необходимо соблюдать большую осторожность при транспортировке разрушившихся частей, а также при изготовлении образцов для исследования, так как признак, который оказывается полезным при установлении очага и механизма разрушения, может легко
измениться или вовсе пропасть из-за небрежности при отборе разрушенных деталей или в процессе анализа повреждений. При перевозке
излом можно защитить, например, тканью или ватой, однако при этом
можно удалить с него некоторое количество неплотно сцепленного
материала, который часто содержит основную информацию, позволяющую установить причины разрушения. Не следует касаться излома пальцами или протирать его.
Часто размеры исследуемого образца имеют определенные
ограничения, особенно при исследовании с помощью электронной
микроскопии (РЭМ), что приводит к необходимости разрезки разрушившейся детали. Эту операцию надо осуществлять тщательно,
чтобы не внести изменения в особенности строения рельефа поверхности.
Химическое (коррозионное) повреждение излома можно предотвратить различными способами. Поскольку присутствие постороннего материала на поверхности излома может затруднить установление причины разрушения, эксперты предпочитают не использовать
для консервации изломов антикоррозионных покрытий.
Если это возможно, то лучше всего высушить излом, используя
струю сухого сжатого воздуха (который может также сдуть посторонний материал с поверхности), а затем поместить его в эксикатор или
упаковать с осушителем.
13
Поверхность изломов требует обязательной очистки перед проведением исследований в следующих случаях:
– при наличии масла, пыли, а также защитных покрытий, нанесенных для защиты изломов от повреждений;
– при наличии продуктов коррозии, образовавшихся при длительном хранении;
– при окислении изломов;
– при подготовке к электронно-микроскопическим исследованиям.
Очистка изломов включает в себя различные операции, основными из которых являются: осушка, промывка и сухая очистка. Осушка проводится для удаления влаги с поверхности изломов и осуществляется в основном с помощью струи сухого и теплого газа.
Промывка необходима для удаления масел, загрязнений, консервирующих покрытий, окисленного слоя, ржавчины и производится
с использованием различного рода растворителей. Собственно, очистка необходима для удаления механических загрязнений и выполняется в основном при помощи мягкой кисти, а в сложных случаях с использованием ультразвуковых волн.
Консервация изломов необходима, если изломы подлежат длительному хранению или подвергаются транспортировке, и заключается в герметизации или помещении в защитную среду, а также в нанесении защитных покрытий. Герметизацию обычно осуществляют помещением изломов в эксикатор (стеклянный сосуд с притертой крышкой и с осушителем). Хорошие результаты дает вакуумирование изломов, но оно требует дорогостоящего оборудования. В качестве защитной среды широко применяется спирт, который дополнительно и
осушивает изломы. При консервации изломов больших размеров на
их поверхность наносят жидкие или твердые покрытия, которые перед
исследованиями удаляют тем или иным способом. В качестве жидких
покрытий применяют тавот, вакуумное масло или обезвоженное
трансформаторное масло. Твердые покрытия получаются либо нанесением на поверхность излома лака на основе нитрата целлюлозы
или акриловых лаков; либо нанесением на поверхность излома пластиковых реплик из ацетата целлюлозы; либо напылением металла
или погружением излома в жидкий металл. Хороший результат получается при защите излома ацетатной пленкой (горючая кинопленка),
14
предварительно размягченной ацетоном. Такое покрытие после высыхания на изломе хорошо защищает его и легко отделяется перед
исследованиями, не оставляет на поверхности излома частиц и не извлекает из излома частицы второй фазы при снятии.
1.4. Фотографирование разрушенных деталей
и поверхностей изломов
Фотография играет важную роль при проведении автотехнической экспертизы. Прежде всего, фотографируют общий вид разрушенной детали, затем поверхность разрушения и отдельные детали
зоны разрушения.
Фотографирование изломов производят в следующих случаях:
– если излом при дальнейших исследованиях разрезают на части;
– если существует вероятность повреждения излома при исследовании, длительном хранении и т.д.;
– если затруднена транспортировка крупногабаритных изломов,
подлежащих дальнейшему исследованию;
– если имеется необходимость иллюстрации изображений изломов в заключениях, отчетах и других материалах.
1.4.1. Визуальное исследование перед фотографированием
Прежде чем приступить к фотографированию поверхности излома, необходимо тщательно изучить полученный образец и выявить
наиболее важные детали излома и некоторые дополнительные внешние факторы (такие как загрязнение или механическое повреждение
поверхности после разрушения). Одновременно определяют необходимость специальной обработки поверхности. Исследование разрушенной детали начинают с визуального осмотра (без применения оптических средств), а затем проводят более детальное изучение излома с помощью лупы (если необходимо, с подсветкой), USB-микроскопа или с помощью стереоскопического микроскопа типа «МБС-10» с
небольшим увеличением. Результаты этих наблюдений должны регистрироваться. Их учитывают при последующем анализе и определении вероятных причин разрушения. При этом составляют перечень
деталей поверхности, представляющих интерес для фотографирования с необходимым увеличением.
15
Следующий этап исследования – фотографирование общего вида разрушенной детали и отдельных её частей, фиксация их размеров
и состояния, а также описание траектории разрушения по отношению к
отдельным частям детали. За этим этапом работы следует тщательное
исследование излома при рассмотрении его изображения на матовом
стекле задней стенки фотоаппарата или через видоискатель.
Изучение необходимо начинать с применения прямого освещения и предусмотреть использование косого освещения под различными углами, а также получение тёмнопольного изображения, чтобы как
можно лучше выделить и усилить детали рельефа поверхности разрушения. Кроме того, это должно помочь определить зону поверхности разрушения, представляющую наибольший интерес, а также установить необходимый уровень увеличения (при данном размере изображения) для выявления тонких деталей. После завершения этой
предварительной стадии осуществляется соответствующее фотографирование излома с регистрацией связи отдельных кадров по отношению друг к другу и ко всему излому.
1.4.2. Способы фотографирования
Детали и узлы, размеры которых не позволяют их транспортировать в лабораторию, фотографируют непосредственно на месте разрушения. При этом, чтобы отделить фотографируемый объект от остального фона, используют белую бумагу или большие куски картона
или полотна. Угол, под которым производится фотографирование,
стараются также выбрать таким образом, чтобы устранить этот фон.
Применение для создания фона белой или чёрной бумаги приводит к изменению тональных переходов. При этом чёрный фон даёт
чистую площадь негатива, на которой легко делать отметки тушью для
идентификации образца. На фотографиях эти отметки будут белыми.
При фотографировании изломов предварительно определяют
вид изображения (плоское, объемное, цветное, черно-белое), требуемое увеличение и размеры фотоизображения. Проще получить плоское изображение и поэтому его используют чаще всего.
Фотоснимок должен быть максимально четким, хорошо передавать объем, форму и детали рельефа объекта. Объект фотосъемки
должен быть хорошо подготовлен, правильно установлено освещение,
16
обеспечена необходимая глубина резкости и точность экспозиции. Для
создания необходимого фона фотографируемого объекта используют
белую или черную бумагу, картон или ткань, которые помещают за
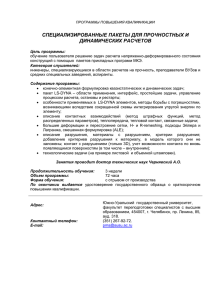
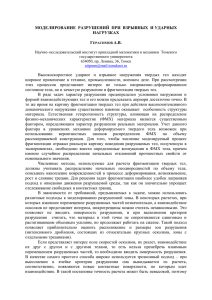
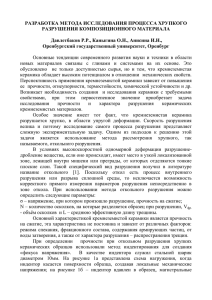
объектом. Для выявления таких дефектов в изломе, как кристалличность, светлые пятна и т.д., лучше применять черный фон (рис. 1.2).
а
б
Рис. 1.2. Поверхность излома стержня выхлопного клапана,
сфотографированная на фоне белой (а) и черной (б) бумаги.
В случае а из-за ореола, обусловленного белым фоном, не видны
некоторые детали. Четкая картина получена, когда образец был помещен
на черную бумагу (б) и ореол был устранен. х10
Общий вид излома, особенно волокнистое состояние, лучше фотографировать на белом фоне, чтобы избежать повышенной контрастности изображения. Наиболее достоверную передачу формы поверхности разрушения обеспечивает естественное рассеянное, дневное
освещение излома. Поверхность разрушения при этом освещается
одинаково равномерно, на ней отсутствуют тени и блики. Фотовспышку при съемке изломов не применяют, так как это приводит к значительной контрастности фотоизображений, что затрудняет их расшифровку. В качестве искусственных источников света при съемке изломов
рекомендуется использовать матовые фотолампы мощностью 220, 300
и 500 Вт в софитах. Интенсивность источников обеспечивает фотосъемку при достаточно малой экспозиции (выдержке) во избежание искажений фотоизображений из-за промышленных вибраций.
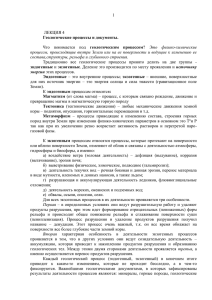
Большое значение имеет ориентация поверхности разрушения к
источнику света (рис. 1.3). Освещение излома при съемке без увеличения должно производиться из верхней полусферы, так как в против-
17
ном случае изображение будет ошибочным и выступы на поверхности
разрушения будут восприниматься как впадины, и наоборот.
Для макросъёмки используется переносная и стационарная фотоаппаратура. Широкое применение имеют зеркальные фотоаппараты
различных типов, так как они позволяют наблюдать объект съёмки непосредственно в процессе настройки. Фотосъёмка осуществляется на
35-мм и 60-мм фотоплёнку. При макросъёмке в комплекте с фотоаппаратом обычно используются переходные кольца длиной 5 (№ 1),
8 (№ 2), 16 (№ 3) и 25 (№ 4) мм либо специальные фотоприставки для
макросъёмки с изменяемым расстоянием. Они позволяют проводить
фотосъёмку в крупном масштабе с полным заполнением кадра.
a
b
c
d
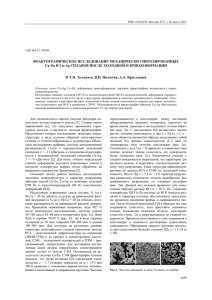
Рис. 1.3. Влияние способа освещения на вид поверхности усталостного излома
поверхностно закаленного стального образца. Усталостная трещина
зародилась на границе, разделяющей закаленную зону от сердцевины. х1/2:
а – освещение создавалось вокруг объектива с помощью круговой импульсной
лампы, плоский внешний вид излома; b – наклонное освещение, созданное
софитами, сильные световые блики в усталостной зоне; с – параллельное
наклонное освещение, созданное флуоресцентными трубками; ослабление
световых бликов; d – круговое освещение: наклонное освещение со всех сторон
с помощью круговых флуоресцентных трубок; хорошо выявлены детали,
за исключением центральных теней
18
Для более качественной фотосъёмки с увеличением до 20 крат
используются стационарные установки марок ФМН-2, ФМН-4, а до
40 крат – бинокулярные микроскопы МБС-200 с фотонасадками. С помощью этих установок обычно снимают изломы в так называемых
софитных столах (специальные ящики с вмонтированными в боковые
стенки лампами, дающими равномерное освещение). Объект освещают несколькими источниками света с различным направлением
светового потока. Общий заполняющий свет обеспечивает проработку
деталей объекта, находящихся в теневых участках. Основной направленный свет обеспечивает разницу освещенностей объекта и помогает выявить объем, форму и строение поверхности объекта. Выравнивающий свет подсвечивает теневую сторону объекта. Эффектный
(моделирующий) свет создает блики и тени. Контрольный свет помогает выделять контур объекта и отделять его от фона. Фоновый свет
дает необходимое освещение фона. Для макросъемки применяют
объективы – анастигматы средней светосилы с небольшим фокусным
расстоянием, позволяющие получать резкое изображение по всему
полю при небольших выдержках.
Съемку отдельных участков излома с увеличением до 100 крат
проводят на металлографических микроскопах, имеющих гониометрические столики. Для лучшей фокусировки объекта на матовом стекле
любой фотоаппаратуры желательно использовать лупу. В общем случае рекомендуется фокусировать аппарат на 1/2 глубины рельефа
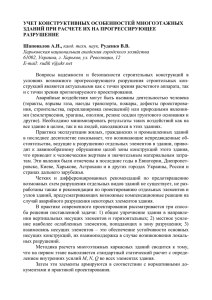
излома. При необходимости производят фокусировку на деталях излома, наиболее интересующих исследователя (рис. 1.4).
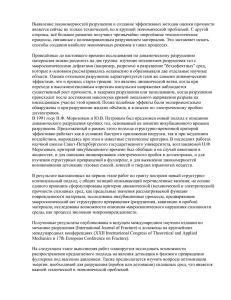
Содержащая больше деталей левая фрактограмма свидетельствует о том, что две усталостные трещины (одна отмечена стрелкой А,
другая – В) зародились на поверхности раздела между закалённой зоной и мягкой сердцевиной. Трещина, зародившаяся в точке А, распространялась вокруг закалённой зоны вследствие усталости на участке С
и в результате быстрого разрушения на участке D до встречи с трещиной, зародившейся в точке В. Кроме того, усталостная трещина из точки А проникла в мягкую сердцевину до зоны Е. И, наконец, быстрое
разрушение произошло в мягкой сердцевине на участке F.
Для изучения изломов при большом увеличении рекомендуется
проводить последовательное фотографирование панорамы поверхности разрушения, получая нужное число резких (качественных) фото-
19
снимков (так называемый метод выравнивания поверхности). Полученные фотоснимки затем монтируют и получают четкое изображение
всей поверхности разрушения. Если сохранность излома необязательна, то можно применять фотосъемку методом выравнивания поверхности, осуществляя постадийное стачивание выступающих частей.
a
b
Рис. 1.4. Фрактограммы поверхности усталостного излома стального вала,
который был подвергнут индукционной закалке. Изменение вида деталей
излома вследствие смещения положения источника света. х1,15. Освещение
создавалось круговой флуоресцентной трубкой. Детали поверхности хорошо
видны на фрактограмме а, но недостаточно на фрактограмме b, когда
источник освещения был перемещен на 25 мм от излома
В последнее время все большее распространение получает
съемка изломов с помощью цифровых фотокамер, которые позволяют
проводить обработку изображения на компьютере с последующей печатью на принтере, особенно на цветном. При получении цветного
изображения необходимо учитывать, что надо тщательнее готовить
изломы к съемке, так как посторонние тонкие пленки имеют различный окрас и могут сильно изменять достоверность изображения. Черно-белое изображение менее чувствительно к этому фактору.
Контрольные вопросы
1. Дайте определение излома. Назовите причины и характер разрушений в
зависимости от приложенной нагрузки.
2. Как различают изломы по виду и условиям нагружения, по характеру разрушения?
3. Опишите образование первичных и вторичных трещин. Дайте описание
геометрии строения изломов и его поверхности.
4. Классификация изломов и их характерные признаки.
5. Опишите подготовку и хранение изломов.
6. В каких случаях проводят фотографирование изломов? В чём заключаются особенности фотографирования изломов?
20
2. ОЦЕНКА КАЧЕСТВА ДЕФОРМИРОВАННОГО МЕТАЛЛА
Эксплуатационные свойства деталей зависят от их конструкционных особенностей, величины внешней нагрузки, вида напряжённого состояния, химического состава и структуры, а также условий эксплуатации.
По характеру приложения нагрузки бывают статические, динамические, циклические; они отличаются по величине и продолжительности воздействия; по характеру распределения (равномерные, неравномерные) и типу приложения нагрузки (распределённая или сосредоточенная). Каждый вид нагружения имеет свои разновидности. Учесть
все факторы, определяющие условия нагружения детали, очень сложно, поэтому для оценки конструкционной прочности большинства изделий, особенно из высокопрочных материалов, склонных к хрупкому
разрушению, используют понятие надежность и долговечность.
Надёжность – свойство материала, детали сохранять свою работоспособность (способность выполнять свои функции с заданными
параметрами) в течение всего периода эксплуатации. К факторам,
влияющим на надёжность материала, относится живучесть материала – это способность материала работать в поврежденном состоянии после образования трещины.
Долговечность – это свойство материала, детали сохранять
работоспособность до предельного состояния (невозможности его
дальнейшей эксплуатации). Критериями оценки долговечности являются такие свойства, как усталостная прочность, износостойкость, сопротивление коррозии и т.д.
2.1. Исследование причин разрушения
деталей машин и механизмов
Установление причины разрушения деталей машин и механизмов включает исследования как самой разрушенной детали, так и сопряжённых с ней деталей механизма. Разрушение при эксплуатации
возникает как следствие ряда фактов, но практически всегда можно
выделить наиболее вероятные причины и условия их возникновения.
Объемы, порядок и содержание работ в каждом конкретном случае
зависят от условий эксплуатации, типа и конструкции детали и маши-
21
ны, характера поломки. В то же время методика установления причин
разрушения деталей имеет ряд общих этапов работы, которые должны служить основой исследования [5; 4].
Расследование начинается с изучения обстоятельств, при которых произошло нарушение нормальной работы машины, режима работы, общей продолжительности и характера отклонения от нормального режима.
Состояние разрушенных и поврежденных деталей анализируется осмотром неочищенного излома визуально, при помощи лупы или
бинокулярного микроскопа; фотографированием неочищенного излома; промывкой, очисткой и просушкой изломов; осмотром очищенного
излома и отдельных участков при помощи лупы или бинокулярного
микроскопа; фотографированием излома и отдельных участков совместно с масштабной линейкой.
Анализ поверхности излома является важной, но не единственной необходимой операцией при установлении причин излома. Часто
без учета условий работы и внешних признаков повреждения бывает
трудно дать правильную оценку излому.
Важно тщательно изучить сломавшуюся деталь, оценить наличие причин и различных повреждений вблизи излома, установить
связь имеющихся повреждений с предполагаемым началом разрушения. Трещины, повреждения, загнутые кромки, основные направления
деформации, степень пластической деформации и направление действующих усилий могут служить признаком при определении начальных зон и направления разрушения. Тщательному осмотру должна
подвергаться вся поверхность детали. Трещины, расположенные на
поверхности не только вблизи, но и вдали от излома, могут помочь в
выявлении хрупкого слоя, возникшего в результате наклепа, химикотермической обработки, действия агрессивных сред.
Часть из обнаруженных трещин необходимо вскрыть и изучить
поверхность излома, часть можно использовать для металлографического анализа. Для выявления мелких трещин на поверхности детали
можно воспользоваться травлением с последующим осмотром под
лупой или микроскопом или магнитной, цветной или люминесцентной
дефектоскопией. При применении этих методов возможно нарушение
поверхности излома. Поэтому лучше контролировать излом, отрезав
22
часть исследуемой детали после тщательного осмотра поверхности
около излома.
Излом необходимо предохранять от механических повреждений
и окисления: сильно забитая, загрязненная или окисленная поверхность излома может быть непригодна для изучения. Наличие окислов,
следы затекшего масла, краски и т.п. на поверхности излома могут
помочь определить границу трещины, дать информацию о пути и скорости распространения трещины.
На основании анализа излома можно установить:
– характер разрушения (пластическое или хрупкое, при однократном нагружении, усталостное, от длительного действия статической нагрузки);
– вид и направление действия нагрузок (растяжения, изгиба,
кручения);
– расположение очага разрушения и связь его с наличием дефектов материала, концентраторов напряжений;
– примерный уровень переменных напряжений (при усталостном
разрушении);
– состояние материала (пластичное, хрупкое состояние границ
зёрен).
После осмотра излома в нетронутом виде его необходимо аккуратно очистить с помощью растворителей (бензина, керосина, спирта)
и мягкой щетки, промыть, просушить и провести фрактографический
анализ визуальным осмотром и при различном увеличении. Важным
этапом исследования является выявление мест зарождения изломов
и концентраторов напряжений. Концентраторы напряжений можно
оценить по форме и строению излома. Желательно точно установить
действующие нагрузки, степень перегрузки и выявить ненормальности
в работе разрушившейся детали.
При анализе повреждений необходимо разделить трещины на
трещины, возникшие до разрушения и в процессе разрушения. Участок
первоначального разрушения может отличаться от основного излома
характером строения, наличием дефектов металла, следом ненормальных выработок, характерными следами пластической деформации и смятия. Концентратор напряжений (крупные остроугольные неметаллические включения, карбиды, шлифовочные трещины и др.) ус-
23
танавливается металлографическим анализом или оценкой расположения излома на детали, например, разрушение вдоль вала или прутка
свидетельствует о наличии продольного дефекта (риски, волосовины)
или о растрескивании в процессе деформации (прокатки, ковки).
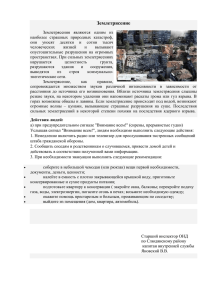
Характер разрушения можно оценить по расположению поверхности излома относительно направления действия сил и внешних контуров детали. Например, если поверхность излома вала расположена
под углом 45° к его оси (рис. 2.1, а), то разрушение произошло от переменного кручения, если под углом, близким к 90°, то от однократного или повторного кручения при значительных перегрузках и от повторных изгибающих. Такой излом вала может произойти от мгновенной остановки двигателя. Излом стержней, шпилек, труб, тяг от изгиба
или растяжения происходит по плоскости, перпендикулярной к оси
(рис. 2.1, б). Без анализа условий нагружения детали и ее работы в
этом случае трудно установить, от каких нагрузок произошел излом.
а
б
Рис. 2.1. Эксплуатационные разрушения:
а – разрушение вала сошки рулевого механизма произошло
за счет нагрузки, превышающей конструктивную
прочность детали; б – излом оси сателлитов произошёл
от одномоментной нештатной нагрузки
Анализ условий работы необходим для оценки конструктивных,
производственно-технологических и эксплуатационных факторов.
Разрушение деталей может быть обусловлено недостаточной прочностью, которая может проявиться при изменении условий работы: замене среды, колебаниях температуры, уменьшении сечения из-за износа и т.п.
24
Большими конструктивными недостатками могут быть концентраторы напряжений, неправильные зазоры, неудовлетворительная смазка и неправильный подбор материалов трущихся пар. Местом зарождения трещин могут быть выточки и сварные швы в наиболее нагруженных зонах детали. Дополнительные дефекты могут возникнуть во время ремонтных работ: наплавка материалом, не соответствующим условиям работы, трещины, вмятины, изменение размеров. При разрушении детали по конструктивному концентратору
напряжений снимаются слепки, на которых измеряется радиус галтельных переходов. Необходимо определить класс чистоты обработки
поверхности, особенно в том случае, если разрушение детали произошло по рискам от механической обработки, вмятинам, раковинам.
К дефектам механической обработки относятся: искажения
геометрических размеров, формы деталей, повреждения при ремонте,
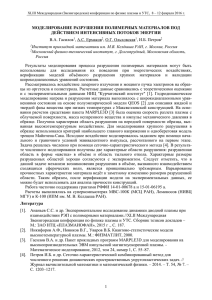
подрезы галтельных переходов, следы грубой механической обработки, задиры и трещины, шлифовочные трещины, ожоги и др. (рис. 2.2).
Рис. 2.2. Усталостный излом коленчатого вала автомобиля Land Rover
Discovery 4. Причина – отсутствие шлифования масляных каналов,
следы механической обработки, которые явились очагами зарождения
усталостных трещин
Разрушение деталей может произойти и при неправильной сборке. К группе монтажных дефектов относятся перекосы, неправильная
посадка, перетяжка, ослабление затяжки резьбовых соединений.
При исследовании причин разрушения деталей наиболее сложным является оценка эксплуатационных факторов вследствие того,
что допущенные при эксплуатации или обслуживании нарушения и
25
изменения ритма работы механизма выявляются с большим трудом, а
часто остаются невыявленными.
Если ремонтные и производственные факторы в большинстве
случаев можно установить прямым путем (обмер, дефектоскопирование и т.п.), то эксплуатационные нарушения (удары, перегрузки, перегревы, «масляное голодание» и т.п.) чаще устанавливаются косвенно
(рис. 2.3). Поэтому при анализе эксплуатационных факторов важно
изучить документацию по эксплуатации и техническому обслуживанию. Необходимо учитывать срок службы машины, режимы работы,
характер поломки, причины замены деталей и узлов, а также оценивать основные свойства по литературным данным и сопоставлять их с
требованиями чертежа и уровнем свойств по сертификату. Перечень
факторов для анализа должен уточняться и дополняться с учетом
конкретных условий службы детали.
Рис. 2.3. Коробка дифференциала, сломана ось сателлитов.
Первичным по отношению к поломке оси сателлитов явился ее аномальный
износ. Чтобы такой износ мог возникнуть, шестерни сателлитов должны
перестать свободно вращаться на оси в режиме жидкого трения и начать
«прихватываться» к оси. При длительном вращении сателлитов на оси
постепенно произошел разогрев. Зазор за счет теплового расширения
уменьшился, масло стало вытесняться и началось граничное трение,
а затем и локально сухое трение, которое привело к разрушению
Оценка качества металла детали и технологии ее изготовления
при проведении автотехнической экспертизы включает в себя ряд
26
стандартных испытаний: химический анализ, анализ макроструктуры и
снятие серного отпечатка, анализ микроструктуры и неметаллических
включений, фрактографию, оценку качества обработки поверхности.
Обязательным этапом оценки является обмер детали, проверка регулировочных зазоров в механизме и сопоставление полученных результатов с требованиями технических условий, чертежей или со
справочными данными.
В тех случаях, когда общая оценка качества металла не позволяет сделать выводы о причинах разрушения, используют количественный металлографический анализ, электронную микроскопию, микрофрактографию, рентгенографические исследования, локальный
анализ структурных составляющих рентгеновским микроанализатором, электронно-лучевым микрозондом и т.п.
Окончательное заключение о причинах поломки может быть
сделано на различных этапах исследования на основании анализа
внешнего состояния условий работы и излома детали, оценки качества материала. В нем должно быть обоснование последовательности и
картины разрушения, установление его причины.
2.2. Исследование причин разрушения сварных соединений
Методы оценки свойств сварных соединений во многом аналогичны методам оценки свойств металлов. Однако при исследовании
сварных соединений следует иметь в виду их особенности, связанные
с влиянием температурно-деформационного цикла, различием в
структуре шва и околошовной зоны, отличием химического, фазового
и структурного состояния металла шва от состояния сравнительного
металла, наличием остаточных внутренних напряжений и присутствием внешних и внутренних дефектов [6, 7].
При дуговой сварке плавлением или прессовой сварке теплота
зоны сварки, распространяясь в стороны от шва, создаёт в околошовных зонах основного металла градиент температуры с перепадом от
температуры плавления на свариваемых кромках до температуры
свариваемого металла, влияющий на исходную структуру и свойства
стали (рис. 2.4).
Причиной разрушения сварных соединений могут быть дефекты
сварного шва, образование закалочных структур, высокий уровень ос-
27
таточных напряжений, загрязнение металла включениями. Чаще всего
местом разрушения (более 90%) является участок основного металла
в зоне соединения, подвергнутого нагреву.
Рис. 2.4. Схема участков в зоне термического влияния сварного соединения
Металлографический метод исследования позволяет анализировать любые участки сварного соединения. Образцы для металлографического анализа вырезают из наиболее характерных участков
исследуемой детали. В случае анализа разрушений в них должны содержаться дефекты, вероятно, послужившие причиной разрушения
(трещины, поры, включения и т.п.). Образец должен охватывать все
участки сварного соединения: сварной шов, зону термического влияния, а также основной металл, не подвергавшийся термическому
влиянию сварки. В зависимости от задач конкретного исследования
могут быть выбраны различные направления резки при изготовлении
шлифа (рис. 2.5).
Для отбора образцов из металла или исследуемой детали пригодны все способы, не вызывающие изменения структуры (фрезерование, резка ножовкой, сверление). Резку абразивными кругами можно использовать лишь в тех случаях, когда образец интенсивно охлаждается водой или эмульсией. Температура в месте вырезки образцов не должна превышать 60–80°С. Подготовка образцов микро- и
28
макрошлифов сварных соединений – более трудоёмкая операция,
чем при исследовании монолитного металла.
Задачей металлографического исследования сварных соединений является изучение качественных изменений структуры в результате металлургических процессов. По структуре можно сделать выводы о влиянии этих процессов на работоспособность соединений при
эксплуатационных нагрузках.
Рис. 2.5. Схема вырезки образцов из сварных соединений для оценки основных
свойств: а, г – прочности металла шва; б, в – ударной вязкости металла шва;
д, е – прочности различных участков околошовной зоны; ж, з – ударной вязкости
различных участков околошовной зоны; и – прочности сварного соединения;
к – пластичности сварного соединения при работе на изгиб
Для объяснения причин разрушения сварных соединений необходимо иметь информацию о возможности образования и поведения
структуры при заданных нагрузках. Необходимо установить свойства
исследуемых материалов, основного и присадочного металла, способа сварки, последующей обработки и т.п.
Одна из основных задач исследования сварных соединений –
это выявление дефектов. Количество дефектов в сварном шве – объективный показатель рациональности принятого технологического режима, пригодности и кондиции используемых сварочных материалов и
основного металла, квалификации сварщика.
Все дефекты в сварных соединениях различаются на наружные,
внутренние и сквозные (рис. 2.6, 2.7).
К наружным дефектам относятся: занижение размеров и превышение усиления сварных швов; смещение шва от оси; подрезы;
наплывы; усадочные раковины; незаплавленные кратеры; наружная
пористость; трещины, выходящие на поверхность шва или около-
29
шовной зоны; неравномерность ширины и катета шва и крупная чешуйчатость валика.
К внутренним дефектам относятся: газовые поры, шлаковые и
неметаллические включения, непровары, трещины в металле шва и в
зоне термического влияния.
Сквозные дефекты представляют собой свищи, прожоги и
сквозные трещины.
Причин дефектов сварных швов много, основные из них – низкое
качество сварочных материалов, неправильная сборка, неисправность оборудования, отклонения от технологии и низкая квалификация сварщика. При автоматической сварке дефектов возникает, как
правило, меньше, чем при ручной.
Трещины являются опасным дефектом сварного шва и могут
возникать как в самом шве, так и в зоне термического влияния.
По своим размерам они могут быть макро- и микроскопическими.
Трещины связаны с металлургическими, термическими, гидродинамическими явлениями в процессе образования, формирования и кристаллизации сварочной ванны и остывания сварного шва. Трещины
бывают горячие (кристаллизационные) и холодные, образующиеся в
процессе остывания сварного шва. Образуются они как в сварном
шве, так и в околошовной зоне.
Кристаллизационные трещины возникают в процессе кристаллизации за счет усадки металла, при этом не хватает жидкого металла, чтобы заполнить образующиеся пустоты-трещины. Они образуются, как правило, вдоль столбчатых кристаллов (дендритов) и в зоне их стыка (рис. 2.6). Иногда образование трещин связано с ликвацией серы. По отношению к оси шва они бывают продольными и поперечными. Продольные – это трещины по оси шва в зоне стыка столбчатых кристаллов, а поперечные – между соседними кристаллами
(дендритами) (рис. 2.6). Кристаллизационные трещины служат причинами хрупкого, усталостного и коррозионного разрушения конструкции
как в процессе изготовления, так и в процессе эксплуатации.
Устойчивость металла шва против кристаллизационных трещин
(технологическая прочность металла шва) зависит от величины и скорости нарастания действующих в процессе кристаллизации металла
шва растягивающих напряжений, химического состава металла шва,
формы сварочной ванны, величины первичных кристаллов.
30
Холодные (закалочные) трещины образуются при остывании
сварных соединений, как правило, ниже 200°С и являются характерным дефектом сварных соединений из средне- и высоколегированных
сталей перлитного и мартенситного классов. Холодные трещины наиболее часто поражают околошовную зону, реже – металл шва. Основными факторами, определяющими их возникновение и развитие в
сварных соединениях, являются закалочные явления, суммарные напряжения и водород.
Рис. 2.6. Горячие кристаллизационные трещины в сварных соединениях:
1, 2, 3 – поперечные трещины шва и зоны вокруг него в материале;
4, 5 – трещины продольные
Газовые поры образуются как результат пересыщения жидкого
металла газами, неуспевающими выйти на поверхность, в процессе
затвердевания сварочной ванны. Они могут быть как микроскопические (несколько микрон), так и крупные (4–6 мм в поперечнике). Выходящие на поверхность поры (свищи) легко выявляются при внешнем
осмотре.
Наплывом (рис. 2.7, а, б) называется натекание металла шва на
поверхность основного металла без сплавления с ним. Он возникает
при неправильно выбранном режиме сварки или наличии на свариваемых кромках слоя окалины. В местах наплывов выявляются непровары, трещины и другие дефекты.
Непроваром (рис. 2.7, д, е) называется местное отсутствие
сплавления между свариваемыми элементами, между металлом шва
и основным металлом или отдельными слоями при многослойном
шве. Непровар уменьшает сечение шва и вызывает значительную
концентрацию напряжений, что может привести к образованию тре-
31
щин. Причинами непровара является нарушение режима сварки:
уменьшение силы тока и неправильное направление электрода. На
рис. 2.7, д показан пример непровара при двусторонней сварке. Обнаружить такой непровар очень трудно: для этого изделие надо просвечивать рентгеновскими лучами. Поэтому при двусторонней сварке
швы должны перекрываться. Иногда при двусторонней сварке непровар появляется из-за сдвига осей сварного шва (рис. 2.7, е).
б
а
д
е
г
в
ж
з
Рис. 2.7. Дефекты сварных соединений, А, Б – свариваемые элементы
Подрез (рис. 2.7, в, г) – это местное уменьшение толщины основного металла у границы шва, приводящее к резкой концентрации
напряжений. В большинстве случаев он является следствием излишне высокого напряжения дуги или большой скорости сварки, когда металл не успевает заполнить кромки.
Зона несплавления характеризуется отсутствием сплавления
между основным металлом и металлом сварочной ванны по периметру шва (рис. 2.7, ж).
Утяжины – это усадочные рыхлости на 2–3 мм в глубь шва и на
5–8 мм вдоль его оси. По строению утяжины похожи на усадочную
рыхлость в кратере шва и появляются при нарушении подачи наплавленного металла.
Прожоги – проплавление основного металла с образованием
сквозных отверстий, через которые вытекает жидкий металл из сварочной ванны. Они возникают из-за большого сварочного тока при небольшой скорости сварки; увеличении зазора между свариваемыми
32
кромками, в этом случае используют подкладки, т.е. внизу подкладывают медную прокладку (рис. 2.7, з).
Кратером называется углубление, образующееся после обрыва дуги в конце шва. Он характеризуется наличием усадочной раковины, часто переходящей в трещину.
Шлаковые включения представляют собой видимые невооружённым глазом округлые или вытянутые включения шлака, расположенные в металле шва у границы сплавления или между отдельными слоями.
Ожогами называются небольшие участки на основном металле
вне сварочного шва, подвергавшиеся расплавлению. Эти участки обладают пониженной пластичностью.
Опыт эксплуатации и исследования сварных конструкций показывает, что технологические дефекты могут существенно снижать работоспособность сварных соединений. В конструкциях, работающих в
условиях статического нарушения, дефекты являются очагами хрупких разрушений. При значительных напряжениях подрезы, непровары,
несплавления и трещины создают значительную концентрацию напряжений и снижают долговечность соединений. При определённых
условиях дефекты типа пор и шлаковых включений, неопасные при
статических нагружениях, могут вызвать преждевременные усталостные разрушения.
Контрольные вопросы
1. Отчего зависят эксплуатационные свойства деталей? Каким нагрузкам
подвергаются детали?
2. Что включает в себя понятие «конструкционная прочность? Дайте определение.
3. Для чего необходим анализ поверхности излома и как он проводится?
4. Что можно установить на основании анализа излома?
5. На конкретном примере опишите, как оценивается характер разрушения
по расположению поверхности излома относительно направления действия сил.
6. Приведите примеры дефектов, которые приводят к разрушению деталей.
7. Как оценивают качество сварки? Покажите на схеме зоны термического
влияния сварки.
8. Дайте схему вырезки образцов из сварных соединений для оценки основных свойств.
9. Перечислите возможные дефекты сварных швов, дайте их краткую характеристику.
10. В чём отличие кристаллизационных и холодных трещин?
33
3. МЕТОДЫ ИССЛЕДОВАНИЯ
В настоящее время для исследования изломов применяют как
традиционные методы макро- и микроанализа, так и методы физического металловедения с использованием сложнейшего электронновакуумного оборудования. Значительное развитие получили методы
количественного автоматического исследования изломов с использованием компьютеров. Эти исследования позволяют дать сравнительную оценку характера разрушения и вида излома, выяснить причины и
природу отклонения вида излома от оптимального, определить способы предупреждения этих отклонений.
Известны следующие методы изучения поверхностей разрушения и зон материала, непосредственно примыкающих к излому:
1) макро- и микроскопическая фрактография – изучение поверхности разрушения невооруженным глазом или с применением увеличения до 20–60 раз, а также изучение поверхности излома с применением оптического микроскопа при увеличении от 100 до 1500 раз и
электронного микроскопа при увеличении от 20 до 2000 раз и более;
2) непосредственное измерение и фотометрирование геометрии
поверхности разрушения, т.е. измерение шероховатости и ориентации
элементарных участков на поверхности изломов;
3) измерение твердости, определение химического состава металла и распределения химических элементов с помощью рентгеноспектрального микроанализа;
4) электрохимические, рентгенографические, электроиндукционные, магнитные, микромеханические и другие методы для локального
исследования фазового состава, искажений кристаллической решетки, механических и физических свойств материала;
5) анализ микроструктуры с целью определения соответствия
материала разрушенной детали, определения глубины обезуглероженного слоя.
Многообразие задач, которые могут быть поставлены при изучении изломов, исключает возможность единого подхода и единой методики их исследования. Метод исследования должен быть выбран с
учетом поставленной задачи и характера изучаемого объекта. Однако
визуальный осмотр и рассмотрение поверхности излома при небольшом увеличении являются обязательными.
34
Для изучения изломов при небольших увеличениях применяют
цифровой USB – микроскоп, бинокулярный стереоскопический микроскоп типа МБС-10, микроскоп МБС-14 с панкратической системой для
плавного изменения увеличения, позволяющие проводить макрофотографирование изломов. Эти микроскопы предназначены для наблюдения как объемных, так и тонких пленочных непрозрачных малоразмерных объектов. Наблюдение может производиться как при искусственном, так и при естественном освещении в проходящем и отраженном свете.
Успех диагностирования изломов зависит от компетенции эксперта и качества сохранения разрушенной детали.
3.1. Фрактографические методы исследования
Фрактография в настоящее время занимает важное место в науке о металлах, она используется как научный метод оценки энергоемкости процесса разрушения.
Фрактография – средство диагностики разрушенных деталей.
Термин «фрактография» (от латинского fractis – излом и греческого
grăphō – описываю) возник в 1944 г. для определения науки, изучающей поверхности разрушения [8], хотя металлурги занимаются
изучением изломов уже в течение многих веков. Значение фрактографии для металловедения определяется тем, что она, во-первых,
является эффективным средством анализа причин эксплуатационных повреждений, в том числе при проведении автотехнической экспертизы, а во-вторых, обеспечивает получение информации относительно микромеханизмов разрушения и внутренних особенностей
структуры материала.
Фрактографический метод является одним из немногих, способных ответить на вопрос о причинах и механизме нарушения сплошности материала. Излом служит как бы своеобразной фотографией процесса разрушения, структурного состояния и свойств материала в локальном объёме при прохождении магистральной трещины, определяющей разделение (разрушение) тела.
Фрактографический метод исследования предусматривает нахождение связи строения металла в изломе с условиями деформирования, разрушения и установление связи строения излома с металло-
35
графической структурой металла. Оба эти подхода взаимно дополняют
друг друга и позволяют с помощью метода фрактографии решать важные задачи, связанные с установлением характера и причин разрушения при эксплуатации, оценкой качества и структуры металла, изучением закономерностей процесса разрушения, влиянием конструктивных,
технологических, структурных и других факторов на разрушение.
Фрактографический метод исследования предполагает получение качественной и количественной информации о структуре изломов
путём визуального их рассмотрения, а также с помощью световых и
электронных микроскопов [2, 4, 9–11]. Исследование изломов невооружённым глазом либо при небольших увеличениях (до 60–120 крат)
позволяет получить общую картину процесса разрушения (макрофрактография). Возможность более подробного и полного изучения
рельефа в пределах нескольких зёрен и субзёрен реализуется при
использовании более значительных увеличений до нескольких тысяч
и десятков тысяч крат (микрофрактография).
Микроскопический фрактографический анализ осуществляется с
применением световых, просвечивающих (ПЭМ) и растровых (РЭМ)
электронных микроскопов. Световая фрактография излома предусматривает использование световых микроскопов с увеличением от
100 до 1500 крат. При использовании ПЭМ изображения поверхности
изломов получают с помощью реплик. РЭМ позволяет непосредственно изучать поверхности разрушения без снятия реплик.
Основные типы рельефа поверхности разрушения, составляющие предмет фрактографии как науки: скол, квазискол, ямки, гребни
отрыва, усталостные бороздки, фасетки интеркристаллитного (межзёренного) разрушения, смешанные рельефные разрушения, рельефы
изломов, обусловленные химическим и термическим воздействием.
В зависимости от технических возможностей и задач исследования анализ изломов может быть проведён на макро- и микроуровне
либо с привлечением всего диапазона увеличений.
Полезность фрактограмм определяется той информацией, которая может быть получена при её изучении. По фрактограмме можно
судить об условиях нагружения, влиянии температуры и внешней
среды, очаге разрушения и процессе роста трещины до окончательного разрушения.
36
Фрактографию применяют также при изучении механизма и кинетики разрушения. В этом случае излом в первую очередь связывают с условиями нагружения и параметрами процесса разрушения: характером напряженно-деформированного состояния, скоростью распространения трещины, видом и схемой приложения нагрузок и т.д.
Учитывая влияние внешних факторов нагружения на строение
изломов, следует также принимать во внимание состояние и свойства
материала. Особенно целесообразно исследование изломов для установления связи структуры материала с его способностью тормозить
разрушение: широко проведенное исследование, обязательно включающее анализ излома, дает непосредственную информацию о том,
какие структурные составляющие ускоряют или тормозят трещину, что
является микроочагами разрушения и что практически не оказывает
влияния на разрушение, какие структуры обладают большей или
меньшей способностью к микролокальной деформации, определяющей сопротивление развитию разрушения. Для этих исследований
целесообразно использовать электронные и оптические микроскопы.
При изучении кинетики разрушения наблюдения за распространяющейся трещиной целесообразно дополнить фрактографическими
исследованиями хотя бы потому, что характеристики разрушения
(скорость, характер разрушения) на поверхности и в сердцевине образца могут существенным образом различаться.
Изучение строения излома совершенно необходимо при исследовании причин и характера эксплуатационного разрушения. Использование фрактографии для оценки качества и структуры материала позволяет определить условия получения излома, поскольку
вид дефекта зависит от условий разрушения, а при изучении кинетики
разрушения по излому помимо условий нагружения необходимо учитывать состояние материала.
При анализе эксплуатационных изломов фрактографию
применяют для изучения механизма и кинетики разрушения, для установления закономерностей влияния структур и прочих факторов на
развитие разрушения, определения характера и причин эксплуатационного разрушения и др. При этом важно знать особенности строения
изломов, обусловленных как параметрами нагружения, так и свойствами и структурой материала, в том числе различными дефектами
37
материала. Отсюда вытекает органическая связь строения изломов с
многочисленными разнообразными факторами, условность разделения фрактографических исследований на различные аспекты и применение тех или иных методов исследования.
При визуальном осмотре устанавливают макроориентированность поверхности разрушения, т.е. связь ее с действием нормальных
(отрыв) или касательных (срез) напряжений. Визуальный осмотр излома иногда позволяет при достаточно крупнозернистом строении материала (с величиной зерна 50 мкм и более) выявить, как распространяется разрушение: по телу или по границам зёрен. При исследовании эксплуатационного разрушения с помощью визуального осмотра
излома и прилежащих участков детали получают основные сведения
о характере и причинах разрушения, а также устанавливают место начала разрушения.
Оптическая фрактография предполагает использование оптических микроскопов с увеличением от 100 до 1500 крат. Рассматриваемый излом не подвергается какой-либо предварительной обработке: полированию или травлению, необходима лишь промывка для
удаления постороннего налета. Наибольшие трудности вызывает фокусирование микроплощадок излома, располагающихся, как правило,
на разных уровнях и под разными углами. В связи с этим исследования с помощью оптического микроскопа пластичных изломов, имеющих волокнистое шероховатое строение, неэффективны. Хрупкие
кристаллические изломы, и в особенности усталостные изломы, целесообразно изучать с помощью оптического микроскопа.
Электронный микроскоп со значительно большей глубиной
резкости изображения, чем оптический, высокой разрешающей способностью, возможностью широкого диапазона увеличений представляет собой совершенный инструмент для изучения поверхностей разрушения. Электронный микроскоп – прибор, позволяющий получать
изображение объектов, используя для их освещения электрон. Эти
преимущества электронных микроскопов привели к достаточно широкому распространению электронной фрактографии в последние годы.
Для электронно-фрактографических исследований наиболее широко
используется интервал увеличений от 2000 до 15000. Увеличения от
2000 до 5000 обычно применяют при обзорном анализе поверхности
излома, большие увеличения – при более тонком исследовании.
38
Следует отметить, что в электронной микроскопии правильнее
пользоваться понятием разрешения, а не увеличения. Разрешающей
способностью называют способность микроскопа отображать раздельно два мелких максимально близко расположенных объекта.
Ниже предела разрешения эти объекты будут восприниматься как
один объект. Предел разрешения в электронном микроскопе составляет на практике около 0,5 нм, тогда как для светового микроскопа он
равен 200 нм. Это не значит, что электронный микроскоп лучше. Два
эти микроскопа предназначены для разных целей. Световой микроскоп по-прежнему незаменим как прибор, позволяющий составить
общее представление о структуре разрушенного металла, а электронный микроскоп благодаря высокой разрешающей способности
позволяет получить более ясное представление о механике процессов разрушения. В настоящее время при исследовании изломов используют просвечивающие (ПЭМ) и растровые(сканирующие) электронные микроскопы (РЭМ).
Возможности светового и электронного микроскопов хорошо показаны на примере вязкого разрушения (рис. 3.1).
a
b
Рис. 3.1. Ямки в изломе вязкоразрушенного стального образца:
а – фрактограмма, полученная в световом микроскопе (СМ); видны мелкие
и крупные ямки. Крупные ямки в нижней части фрактограммы не в фокусе. х100;
b – фрактограмма того же излома, что и (а), полученная в растровом
электронном микроскопе (РЭМ). Отчетливо видны детали мелких и крупных
ямок. Интересно, что внутри крупных имеются маленькие ямки. х100
Характерными элементами вязкого разрушения, которые четко
видны только при больших увеличениях, являются ямки. Их образование вызвано соединением микропор. Поскольку ямки очень малы и
требуют для своего обнаружения большого увеличения, их трудно
выявить методами световой фрактографии. Большая часть фракто-
39
грамм, получаемых с помощью светового микроскопа, при повышении
увеличения оказывается не в фокусе. На рис. 3.2, 3.3 рядом с каждой
фрактограммой, полученной с помощью светового микроскопа, находится фрактограмма, полученная с помощью растрового электронного
микроскопа (РЭМ), который обеспечивает более четкую картину ямок
на поверхности излома.
a
b
Рис. 3.2. Та же сталь и тот же рельеф, что и на рис. 3.1, но при большем
увеличении. Для фрактограммы (а), полученной в световом микроскопе (х250),
характерна небольшая глубина резкости. Больше деталей имеется
на фрактограмме (b), полученной в растровом электронном микроскопе. х200
a
b
Рис. 3.3. Та же сталь и тот же рельеф, что и на рис. 3.1 и 3.2,
но при увеличении х500: a – в световом микроскопе на поверхности излома
мало что можно увидеть; b – в электронном микроскопе все ямки хорошо видны
Вместе с тем электронный микроскоп кроме фрактографии позволяет применять ряд методов тонких исследований, самым распространенным из которых является рентгеновский микроанализ, дающий возможность определения химического состава микроучастков и
частиц. Изучают изломы и выявляют их закономерности с различных
точек зрения, зависящих в основном от задач, которые ставит перед
собой исследователь, приступая к анализу излома.
40
Излом изучают, во-первых, для оценки металлургического качества материала. Такой дефект обработки, как перегрев, оценивают в
конструкционных материалах по наличию камневидного излома; рыхлоты достаточно надежно выявляют в изломах литейных материалов и
т.п. В современных условиях для решения названных задач применяют
совершенное физическое оборудование – электронные микроскопы с
приставками, позволяющими производить дифракционный, рентгеноспектральный и подобные анализы и определять природу фаз и других
включений, ответственных за дефектность материала.
3.2. Макроскопическая фрактография
Макроскопическое исследование изломов является первой и необходимой стадией фрактографического анализа.
Цель исследования макростроения изломов – установление характера излома, определение влияния на него металлургических и
технологических факторов, выявление макродефектов. При макроскопическом исследовании изломов устанавливают также участки поверхности разрушения, которые необходимо исследовать методами
микроанализа.
Макроанализ предусматривает фотографирование изломов с помощью фотоприставок и специальных оптических приборов (МФН-2,
МФН-8, МФН-12). Для фрактографического исследования используются свежеобразованные поверхности разрушения без механических повреждений, следов окисления, грязи и т.п. В случае необходимости изломы очищают, промывая их в каком-либо растворителе. После промывки излом просушивают в струе тёплого воздуха. При очистке излома следует очень осторожно применять реактивы, растворяющие металл, так как это может привести к искажению рельефа излома. При
изучении характера и причин эксплуатационных разрушений очистка
проводится только после тщательного осмотра излома в нетронутом
виде. Наличие окислов, следов масла, краски может дать дополнительную информацию об условиях возникновения трещины и развития
процесса разрушения [4].
Анализ макроизлома начинают с осмотра поверхности разрушения невооружённым глазом либо с помощью 5-, 10-кратной лупы.
Постепенно при помощи бинокулярного стереоскопического микро-
41
скопа переходят к увеличениям 20–120 крат. Затем фотографируют
макроизлом (увеличение до х10) и отдельные его участки (х15–20).
Угол освещения выбирают в зависимости от характера макрорельефа и необходимости выделить на фотоснимке какую-либо особенность строения излома.
Рис. 3.4. Схема начальных направлений вязкого и хрупкого разрушений
при различных видах кратковременного нагружения
(указаны направления максимального удлинения)
При проведении макроскопического анализа излом оценивают и
классифицируют по следующим основным признакам:
– ориентация поверхности разрушения;
– макрогеометрия;
– степень пластической деформации;
– шероховатость, цвет, блеск.
42
Ориентация излома связана с характером нагружения, напряжённого состояния, ролью нормальных и касательных напряжений,
вызывающих разрушение. Приведенная схема (рис. 3.4) позволяет
представить начальные направления вязкого и хрупкого разрушения
при различных видах кратковременного однократного нагружения [12].
По ориентации изломы классифицируют на прямой, косой и
прямой со скосами (чашечный).
Рис. 3.5. Характерные виды макроизлома при растягивающих нагрузках:
а – прямой; б – прямой со скосами типа «чашка – конус»;
в – прямой со скосами типа «двойная чашка»; г – косой; д – конический
Прямым (рис. 3.5, а) называют излом, поверхность которого ориентирована нормально к оси детали, т. е. перпендикулярно направлению наибольших растягивающих усилий. Такая ориентация излома
является характерным признаком макрохрупкого разрушения.
Прямой излом со скосами (чашечный) (рис. 3.5, б) образуется
при растягивающих нагрузках цилиндрических образцов чаще всего
конструкционных легированных сталей и характеризуется наличием
волокнистого строения поверхности, расположенной перпендикулярно
направлению максимальных растягивающих напряжений, и боковых
скосов, ориентированных примерно под углом 45° к основной поверхности разрушения.
Формирование «чашки» связано с образованием шейки в деформируемом образце, обусловливающей возникновение значительных боковых и осевых напряжений в центре образца. Здесь начинается разрушение, которое вначале распространяется в плоскости, ориентированной нормально к оси образца. В результате изменения напряженно-деформированного состояния при приближении трещины к
43
поверхности образца она меняет свое направление в сторону максимальных касательных напряжений с образованием боковых скосов.
Иногда конечная стадия разрушения сопровождается образованием
двойной чашки (рис. 3.5, в).
Косой излом (рис. 3.5, г) – это такой излом, поверхность которого
наклонена под углом к оси детали; образуется путем среза в плоскости максимальных касательных напряжений; наблюдается чаще всего
при разрушении анизотропных материалов с ограниченной пластичностью и сопротивлением разрушению срезом, например у магниевых
и алюминиевых деформируемых сплавов и др.
Наличие боковых скосов по краю излома (чашки), как и косой излом, является признаком макровязкого разрушения. Размеры скосов
увеличиваются с возрастанием зоны пластической деформации, сопутствующей разрушению. При максимальной реализации пластичности материала в зоне разрушения при растяжении могут образовываться полностью конические изломы, характерные лишь для очень
пластичных материалов (свинец, чистый алюминий, электролитическая медь и т.п.) (рис. 3.5, д).
Для изломов длительного статического нагружения характерны
поверхности, перпендикулярные максимальным растягивающим напряжениям, типичные для макрохрупкого разрушения. Очень хрупкие
материалы могут подвергаться замедленному разрушению даже под
действием сжимающих напряжений, образуя излом, ориентированный
перпендикулярно к линии максимальных поперечных деформаций.
Пластическая деформация сильно усложняет строение излома и
поэтому наиболее простыми для исследования, т.е. для определения
начала разрушения, направления разрушения, структурного хода
трещины и т.д., являются хрупкие изломы. В большинстве случаев
хрупкий излом сопровождается незначительной общей деформацией
образца, малым сосредоточенным удлинением и сужением.
Поверхность хрупкого излома перпендикулярна направлению
наибольших растягивающих напряжений (типично для макрохрупкого
разрушения), если эта закономерность не искажается анизотропией
механических свойств материала.
Признаком хрупких изломов, связанных с отсутствием заметной
пластической деформации, являются гладкие, ровные кромки излома
44
без скосов или с небольшими скосами, размеры которых возрастают с
увеличением пластической деформации в процессе нагружения и
разрушения. Однако при сложной схеме нагружения скосы найти
трудно, но выявить их необходимо, так как наличие скоса или скос
больших размеров на хрупком изломе указывает место долома, т.е.
окончания разрушения, и наоборот, участок с малым скосом (а чаще
всего без него) обычно примыкает к очагу зарождения трещины.
В соответствии с различными стадиями распространения трещины в материале с хрупким изломом можно различить три зоны:
очаг зарождения трещины, зону относительно медленного распространения разрушения и зону, соответствующую быстрому, лавинному разрушению.
Очаг зарождения трещины, т.е. малая зона, в которой начинается и из которой затем распространяется разрушение, в хрупких изломах, как правило, располагается непосредственно у поверхности
образца или детали, поскольку поверхность является наиболее вероятным местом концентрации напряжений. Концентрация напряжений
возникает вследствие наличия внутренних или внешних неоднородностей, оказывающих существенную роль в процессе хрупкого разрушения. Поэтому образование очага зарождения трещины гораздо больше, чем образование первой и в особенности второй зоны, зависит от
исходного физического и геометрического состояния поверхности.
Хрупкий излом при однократном и тем более при длительном
нагружении может иметь несколько очагов. Чем выше скорость возникновения очагов и чем меньше скорость распространения трещин,
тем большее число очагов должно наблюдаться на изломе. Расположение очага и само наличие очага указывает на неоднородность и неодновременность процесса разрушения. Речь идет о макрохрупких
изломах. Возможность возникновения целиком микрохрупких изломов
без всякого участия локальной пластической деформации, во всяком
случае у металлов, ставится под сомнение.
Зона относительно медленного распространения трещины
(первая) соответствует начальной стадии разрушения, когда развитие
трещины происходит сравнительно медленно. Обычно поверхность
этой зоны более гладкая, чем остальная поверхность излома.
Зона быстрого разрушения (вторая) соответствует очень быстрому, иногда лавинному, со скоростями, соизмеримыми со скоростью
45
звуковых колебаний, распространению разрушения до полного разделения образца на две или более частей. В отличие от условий возникновения трещины развитие трещины в первой и в особенности во
второй зонах меньше зависит от состояния поверхности и скорости
приложения внешней нагрузки. Развитие трещины в этих зонах обусловлено факторами, определяющими скорость разрушения (структурными, пластическими, тепловыми и др.).
Поверхность первой и второй зон хрупких изломов при наличии
одного очага имеет рубцы, веерообразно расходящиеся из фокуса в
направлении развития разрушения (рис. 3.6).
а
б
Рис. 3.6. Хрупкий излом стали, стрелками указаны очаги зарождения трещин:
а – разрушение сварного шва; б – поверхность излома впускного клапана
по нижней канавке под сухари. Разрушение произошло от изгибающего момента
В этом случае в месте возникновения разрушения рубцы бывают
очень невысокими и тонкими, в зоне развивающегося разрушения они
становятся грубее и приобретают иногда вид заноз, отстающих от основного материала. Характерное направление рубцов от очага зарождения трещины помогает установить место зарождения разрушения.
В том случае, если практически одновременно возникает не один, а
несколько очагов, из которых некоторое время трещины распространяются самостоятельно и лишь с течением времени сливаются в единую поверхность разрушения, рубцы имеют более грубое строение в
начальной зоне изломов и становятся более тонкими по мере слияния
46
соседних трещин. Замечено, что если разрушение начинается в одном очаге, а развитие разрушения проходит по нескольким, близко
расположенным поверхностям, то с увеличением длины развивающихся трещин расстояние между этими поверхностями увеличивается, вследствие чего рубцы огрубляются; лишь непосредственно перед
окончательным разделением образца все эти поверхности сливаются
в единую, рубцы исчезают. В том случае, когда разрушение практически одновременно началось из многих очагов и развивается по нескольким расположенным достаточно близко одна к другой поверхностям, то с самого начала соседние поверхности стремятся слиться, и
рубцы по мере удаления от фокуса становятся тоньше.
При хрупком и полухрупком разрушении характерно возникновение новых очагов перед вершиной распространяющейся трещины.
Пересечение основного и побочных фронтов разрушения приводит к
образованию на поверхности шевронного излома, представляющего
собой систему ступенек, образующих рисунок «ёлочки» или шеврона
(рис. 3.7). Вершины шеврона обращены к зоне начала разрушения.
Шевронный рельеф является признаком малой пластической деформации при разрушении. Шеврон хорошо заметен на смешанных (квазихрупких) изломах и почти не заметен на кристаллических.
Рис. 3.7. Шевронный узор на поверхности разрушенного стального образца,
разрушение которого произошло с высокой скоростью. Очаг разрушения
расположен на левом конце образца и граничит с небольшой волокнистой
зоной. Остальная поверхность излома – шевронные узоры, или ёлочка.
Вершины V-образных шевронов направлены от очага разрушения
Вторая зона хрупких изломов, так же как и в большинстве случаев длительно-статических и усталостных изломов, обычно обладает
повышенной по сравнению с первой зоной шероховатостью, что связано с более высокой скоростью распространения трещины, а также
увеличением количества вновь возникающих очагов. Вместе с тем
шероховатость излома зависит от кинетики изменения усилий: если
внешняя сила убывает с развитием разрушения, то скорость развития
47
трещины может падать. Хрупкие изломы могут иметь различное микростроение: при внутризеренном разрушении (малопластичное ямочное или фасеточное) – кристаллический излом; при межзёренном
разрушении – зернистый излом.
На поверхностях разрушения очень хрупких материалов могут
наблюдаться специфические неровности в виде одной или нескольких
линий, располагающихся вокруг центра разрушения – линии Вальнера
[5; 12]. Они являются следствием взаимодействия фронта распространяющейся трещины с фронтом упругой волны, создаваемой отражением от какого-либо дефекта или препятствия для развития разрушения (рис. 3.8). Линии Вальнера могут пересекаться между собой в
отличие от усталостных борозд, которые никогда не пересекаются в
пределах одного плато (террасы).
а
б
Рис. 3.8. Линии Вальнера в изломе стекла (а) и схема их образования (б);
L – линия Вальнера; Р – очаг разрушения; А – дефект на поверхности
стеклянного стержня; В, С, Д, Е – точки пересечения фронта разрушения
с фронтом упругой волны
Образование вязких (пластичных) изломов сопровождается
значительной макро- и микропластической деформацией. Степень предшествующей разрушению деформации также обычно велика и проходит
в значительном объеме, соизмеримом с рабочим объемом детали.
В процессе эксплуатации при наличии в изделии нескольких изломов первичные изломы, как правило, не относятся к вязким; кроме
того, относительно медленно развивающаяся вязкая трещина либо
заблаговременно обнаруживается, либо вследствие чрезмерной пла-
48
стической деформации деталь выходит из строя еще до ее полного
разрушения.
Наличие пластической деформации макроскопически проявляется, прежде всего, в волокнистости излома; разрушение вытянутых
волокон происходит с образованием матовых, большей частью темных площадок разрушения; пластичный излом вследствие сильной
деформации зёрен не имеет кристаллического блеска. Вязкие изломы
проходят или целиком по поверхности среза, или частично по поверхности макроотрыва, или частично по поверхности макросреза, однако
в последнем случае наличие участков макросреза, наряду с участками
макроотрыва, обязательно. Поверхность макросреза располагается
по направлению действия главных касательных напряжений примерно под углом 45° к направлению главных растягивающих напряжений.
При разрушении, проходящем целиком по поверхности макросреза, возникают косые или конические изломы. Косой излом на плоских
образцах приобретает ножеобразную форму. Косые изломы возникают
у материалов с ограниченной способностью к местной пластической
деформации, например у многих алюминиевых и магниевых деформируемых сплавов. Конические изломы наблюдаются у очень пластичных
материалов, таких как медь, свинец, чистый алюминий и др.
Конструкционные материалы, обладающие способностью к сосредоточенной деформации при растяжении цилиндрических образцов, образуют изломы «чашечкой» или «звездочкой», которые характеризуются наличием центрального участка с волокнистым строением, расположенного перпендикулярно направлению максимальных
растягивающих напряжений, и периферийного участка – боковых скосов шелковистого вида, расположенного наклонно к направлению σmax.
Очаг зарождения трещины пластичных материалов, нагружаемых осевым растяжением, обычно располагается в центре сечения,
где достигается условие объемного напряженного состояния. Смещение очага относительно центра наблюдается при уменьшении пластичности, когда увеличивается чувствительность материала к перекосу или к различного вида дефектам. В этом случае очаг может существенно отличаться по своему строению от остальной поверхности,
например, представлять собой участок микросреза (при разрушении
по какой-либо хрупкой структурной составляющей). В других случаях
49
целиком пластического разрушения очаг выявляется лишь как наиболее гладкий участок.
Макроскопическое строение усталостных изломов характерно тем, что на них более четко, чем на других изломах, выявляется
неоднородность их строения, выражающаяся в наличии различных
макроскопических зон и характерных знаков. На усталостных изломах
также можно выделить три основные зоны: очаг зарождения усталостной трещины; зона собственно усталостного развития разрушения; зона кратковременного долома (рис. 3.9). В ряде случаев на
макроизломе можно разделить зону усталостного развития трещины
на две: стабильного и ускоренного развития трещины.
Рис. 3.9. Макростроение усталостного излома (схема):
1 – очаг; 2 – приочаговая зона; 3 – первичные ступеньки сброса;
4 – усталостные линии; 5 – вторичные ступеньки сброса;
6 – переходная зона; 7 – зона долома; 8 – направление вращения вала
В общем случае с увеличением уровня напряжения в изломе
увеличивается количество очагов, однако большое количество очагов
может быть также следствием многих факторов: концентраторов напряжения конструктивного или технологического происхождения, наличия растягивающих остаточных напряжений или поврежденного поверхностного слоя. Поэтому необходимо учитывать не только количество, но также расположение и, главное, последовательность возникновения очагов. В том случае, когда очаги излома не совпадают с
имеющимися концентраторами напряжения или дефектами материала,
можно предположить действие достаточно высоких внешних нагрузок.
50
Очаг разрушения представляет собой относительно небольшое
место зарождения разрушения, включающее в себя фокус излома
(микроскопическое место зарождения трещины). Очаги разрушения
располагаются в основном на поверхности детали или образца в местах концентрации напряжений или различного рода дефектов.
При низких напряжениях начало разрушения в основном определяется различного рода концентраторами. При существенном повреждении поверхностного слоя, например вследствие действия коррозионной среды, очаги зарождения трещины часто располагаются в непосредственной близости один от другого по всей периферии излома.
При наличии многих очагов (рис. 3.10) необходимо установить
порядок их возникновения. Так, при малой скорости распространения
разрушения вероятно образование новых очагов. Поэтому при одновременном возникновении очагов, не связанных с дефектами, степень
перегрузки больше по сравнению с теми нагрузками, при которых излом имеет один очаг или несколько, но последовательно возникших.
а
б
Рис. 3.10. Многоочаговый хрупкий излом: а – храповый узор в изломе впускного
клапана. Образование ступенек свидетельствует о том, что усталостные
трещины возникли по внешней окружности и затем соединились
в магистральную трещину; б – поверхность излома болта крепления
рулевой тяги. Очаги зарождения трещин имеют темный цвет (корродировали
в процессе роста трещин). Зона долома расположена в центре
и имеет чистую блестящую поверхность
Последовательность возникновения очагов при макроскопическом исследовании оценивают по густоте макроскопических усталостных линий и блеску поверхности около очагов. Более густое располо-
51
жение усталостных линий и больший блеск поверхности обычно соответствует более медленному распространению трещин, т.е., как правило, более раннему их возникновению по сравнению с другими очагами. Размер усталостной зоны, примыкающей к первоначально возникшему очагу, как правило, больше, чем вблизи очагов, возникших
уже в процессе усталостного разрушения.
В зоне развития усталостной трещины различают приочаговую область и область собственно усталостного разрушения с участком ускоренного развития трещины перед окончательным разрушением (доломом). Приочаговая область характеризуется мелкозернистой
структурой и малой шероховатостью, имеет блестящий вид. Зона усталостного разрушения отличается дисперсностью строения, гладкой
матовой поверхностью с бархатистым оттенком. Шероховатость поверхности уменьшается при снижении амплитуды напряжения к скорости распространения магистральной усталостной трещины.
Макроскопическим признаком усталостного излома являются
усталостные линии, образование которых обусловлено остановкой
фронта или снижением скорости распространения трещины (рис. 3.11).
Правильность расположения линий усталости связывают с периодичностью изменений условий нагружения. В местах расположения усталостных линий отмечается упрочнение металла.
а
б
Рис. 3.11. Усталостное разрушение болта ролика газораспределительного
механизма (ГРМ). Причина разрушения – монтаж с ненадлежащим моментом:
болт прокручивался на посадочном месте: а – общий вид, х12;
б – очаг разрушения, видны линии усталости х24
52
Участок ускоренного развития трещины, отражающий переход от зоны усталостного разрушения к зоне долома, образует более
шероховатый микрорельеф излома, соответствующий возрастанию
скорости распространения трещины. При этом имеет место увеличение количества и глубины вторичных трещин с образованием больших вторичных ступенек сброса, а также локальное отклонение направления разрушения.
Зона долома соответствует заключительной (быстрой) стадии
разрушения, связанной с уменьшением сечения образца при росте
трещины. В хрупких материалах излом в зоне долома имеет в основном кристаллическое строение, для вязких материалов характерно
волокнистое строение [13, 14].
В материалах, мало чувствительных к трещине, зона
распространения усталостной трещины тем больше, чем ниже уровень нагрузки и, следовательно, меньше необходимое живое сечение
детали или образца, способное выдержать эту нагрузку, исходя из условия прочности при однократном нагружении. Для материалов, чувствительных к трещине, например высоколегированных сталей, усталостная зона в изломе занимает очень малую площадь, независимо
от уровня действующих напряжений.
Соотношение между усталостной зоной и зоной окончательного
долома в изломе изменяется также в зависимости от условий нагружения, в частности от скорости приложения нагрузки. Макроскопические усталостные линии, представляющие собой следы фронта распространения усталостной трещины, могут быть в виде уступов и в
виде зон различной шероховатости.
Усталостные линии типа уступов возникают вследствие
изменения направления разрушения. В наибольшей мере это проявляется при изменении направления действия внешних нагрузок, например при периодическом наложении крутящего момента на переменные изгибающие нагрузки (рис. 3.12).
Однако и при неизменном направлении действующих усилий усталостная трещина может периодически изменять свою траекторию:
участки распространения трещин нормально к действующему усилию
перемежаются с участками распространения по поверхностям действия касательных напряжений.
53
Рис. 3.12. Усталостный излом с усталостными линиями типа уступов:
1 – первоначально возникший очаг; 2 – вторичный очаг, х0,5
Усталостные линии, представляющие собой зоны резко изменившейся шероховатости, связаны с изменением скорости распространения разрушения. Перерывы в нагружении или изменении уровня внешней нагрузки, которые могут иметь место в эксплуатационных
условиях, приводят к появлению на поверхности усталостных изломов
зон различной шероховатости. Однако более общей причиной является циклическое чередование замедления и увеличения скорости
распространения разрушения, особенно наглядно проявляющееся
при переменном нагружении.
На макростроение усталостных изломов существенное влияние
оказывают наличие концентраторов напряжений на поверхности образцов, вид и уровень номинальных циклических напряжений [14, 15].
Влияние вида и величины циклического напряжения с учётом
формы образцов и концентратора напряжений на макростроение усталостных изломов показано схематически на рис. 3.13.
Характеристика изломов по шероховатости, блеску и цвету учитывает особенности строения и дисперсность структурных составляющих поверхности разрушения.
Шероховатость (наличие неровностей) излома связана с условиями нагружения при разрушении, характером распространения
трещины, кристаллографической ориентацией элементов структуры,
размером зёрен материала, степенью их деформации и т.п.
Деление изломов на кристаллические и волокнистые предполагает в определённой мере оценку характера и микроскопического
механизма разрушения. Наличие кристаллического излома является
одним из характерных признаков хрупкого разрушения, а наличие волокнистого – вязкого.
54
Рис. 3.13. Схемы строения усталостных изломов образцов
при различных видах нагружения (зоны доломов заштрихованы), [12]
Кристаллический излом (рис. 3.14, а, в, г) образуется в условиях разрушения с малой пластической деформацией, характеризуется наличием на поверхности разрушения блестящих плоских участков
(фасеток). Различают крупнокристаллические и мелкокристаллические изломы в зависимости от степени дисперсности фасеток. Поверхность разрушения с почти неразличимым мелкокристаллическим
55
строением, гладкая, матовая, сходная с поверхностью разрушения
фарфора, классифицирует излом как фарфоровидный (рис. 3.14, д).
Волокнистый излом (рис. 3.14, е, ж) характеризуется наличием волокон, образующихся при пластической деформации зёрен в
процессе разрушения. Он имеет матовую шероховатую поверхность в
случае распространения разрушения в плоскости, перпендикулярной
направлению действия максимальных растягивающих напряжений.
Когда разрушение совпадает с направлением действия касательных
напряжений, волокнистый излом приобретает более блестящий, шелковистый вид.
б
a
д
и
е
к
в
ж
г
з
л
Рис. 3.14. Виды макроизлома образцов при растяжении (а, б) и ударном изгибе
(остальные): а, в, г – кристаллический; б – звёздочкой; д – фарфоровидный;
е, ж – волокнистый; з – волокнисто-полосчатый; и – волокнисто-чешуйчатый;
к – камневидный; л – нафталинистый [12]
Волокнисто-полосчатый (рис. 3.14, з) излом представляет
собой поверхность, имеющую слоистое строение. Слои располагаются в виде почти параллельно ориентированных волокон различной
длины, заканчивающихся поперечными уступами. Слоистость является признаком анизотропии механических свойств и связана со структурной неоднородностью материалов. Появление волокнисто-полос-
56
чатой структуры излома является признаком одного из существенных
пороков стали – шиферности. Образование шиферности связывают
[3; 4] с ликвацией, строчечностью структуры, наличием большого количества строчечных неметаллических включений, повышенным содержанием газов (Н2 и СО) в стали и др. Иногда поверхность шиферного излома может иметь мелкозернистое строение, сплошность которого нарушается наличием полос и уступов.
В случае разрушения деформированных материалов в направлении толщины листа (перпендикулярно к его плоскости) поверхность
разрушения имеет вид гладких участков в виде чешуек и носит название волокнисто-чешуйчатого излома (рис. 3.14, и).
Камневидным (рис. 3.14, к) называют полностью или частично
межзёренный излом, характеризующийся грубозернистым бугорчатым
строением без металлического блеска. Зёрна ограничены криволинейной поверхностью с более или менее острыми рёбрами и иногда
имеют вид как бы оплавленных. Камневидный излом наблюдается при
разрушении перегретой стали и сопровождается значительным снижением механических свойств, особенно ударной вязкости и пластичности. Общей причиной образования камневидного излома сталей является выделение избыточных, ограниченно растворимых в Y-фазе
частиц (сульфидов, нитридов, карбидов, боридов) или оплавление эвтектик в зернограничных объёмах. Исправление структуры стали с
камневидным изломом может быть рекомендовано лишь в случаях
незначительного перегрева, когда это не сопровождается существенным снижением механических свойств.
К числу практически неустранимых дефектов, вызванных нарушениями технологии термической и горячей механической обработки,
относится нафталинистый (рис. 3.14, л) излом, отличающийся
крупнозернистым строением и образованием на поверхности гладких,
блестящих фасеток неметаллического вида [16; 4], образуется при горячем деформировании со значительными (близкими к критическим)
степенями обжатия предварительно перегретых сталей. Образованию
нафталинистого излома соответствует большая хрупкость.
Различие по цвету является одним из характерных признаков
изломов, связанных со структурой и, главным образом, легированностью стали. Углеродистые стали имеют серебристый цвет излома, никелевые – специфический светло-жёлтый, хромистые – светло-серый.
57
Марганец придаёт излому стали характерный тусклый, серый цвет. В
сложнолегированных сталях марганец и никель оказывают преобладающее действие на цвет излома [4].
Макрогеометрия излома подразумевает размерную оценку
различных зон поверхности разрушения. Оценка макроизлома по геометрическим признакам предусматривает дифференциацию их на однородные и неоднородные, а также изломы звёздочкой, шевронный и
сложной формы.
Однородный излом характеризуется морфологически одинаковой поверхностью, что наблюдается довольно редко, например, при
разрушении лишь достаточно хрупких материалов, углеродистых сталей при низких температурах.
Большинство изломов отличается неоднородностью строения,
наличием геометрических зон с различной макроориентированностью, кристалличностью, шероховатостью, блеском и т.п. и классифицируется как неоднородные. Неоднородность строения излома
может быть обусловлена двумя основными причинами: неоднородностью самого исследуемого материала по химическому составу,
структуре и свойствам и особенностями процесса разрушения, связанными с исходной неоднородностью напряжённого и деформированного состояния или изменением этого состояния [5]. Так, при однократном изгибе на изломах наблюдаются зоны кристаллического
либо волокнистого (рис. 3.14) строения в центральной части образца
и зоны более дисперсного волокнистого (шелковистого) строения –
на боковых кромках среза (скосах).
При длительных нагружениях неоднородность проявляется в
наличии зон стабильного развития трещины и быстрого разрушения
(долома).
В случае неоднократного осевого растяжения на изломах пластичных материалов выявляются дно и скосы чашки, при разрушении менее пластичных материалов формируется излом звездочкой
(рис. 3.14, д). Образование такого рельефа связывают с возникновением в центре образца фокуса разрушения и с изменением объёмно-напряжённого состояния в первой стадии разрушения (формирование шейки), при котором кольцевые объёмные напряжения
становятся почти равными осевым [5, 3, 17].
58
При разрушении растяжением с изгибом образцов и деталей
прямоугольного сечения образуется шевронный излом.
На поверхностях разрушения очень хрупких материалов могут
наблюдаться специфические неровности в виде одной или нескольких
линий, располагающихся вокруг центра разрушения.
Исходя из вышеизложенного, можно сделать вывод, что макроскопическое исследование строения изломов в большинстве случаев позволяет достаточно надежно определить характер разрушения (хрупкое или пластическое) и вид нагружения, при котором произошло разрушение: однократное (кратковременное или длительное) или многократное и т.д. Но, как правило, микроструктурный характер разрушения (внутризёренный или межзёренный) при этом не
выявляется.
При качественном анализе макростроения изломов устанавливают:
– вид и характер разрушения металлов по признакам, характеризующим качество металла;
– структурные элементы поверхности разрушения, отличающиеся от оптимального строения излома, обусловленные отклонениями
от оптимальной технологии изготовления металла (литья, деформации, термической обработки);
– дефекты структуры, приводящие к снижению свойств (неметаллические включения и др.);
– макронесплошности, имеющиеся в металле (флокены, поры,
расслоения и др.);
– макронесплошности, образующиеся при поломке на поверхности разрушения (шиферность, расслои и др.);
– величину дендритов, ликвационных неоднородностей.
С помощью количественного анализа устанавливают количество, размеры и распределение элементов строения поверхности
разрушения, отличающихся от оптимальных, и определяют степень их
отрицательного влияния на свойства металла [18].
3.3. Микроскопическая фрактография
Микрофрактография даёт ценную информацию об особенностях
строения изломов в пределах отдельных зёрен и субзёрен, о микро-
59
механизме процесса разрушения, его связи с элементами структуры и
характером силового воздействия, позволяет исследовать разрушение как локальный процесс, обусловленный микронеоднородностью
металла.
3.3.1. Световая микроскопия
Цели исследования – рассмотрение тех элементов строения поверхности разрушения, которые не видны при небольших увеличениях, а также определение участков поверхности разрушения, которые
необходимо исследовать при значительно больших увеличениях.
Важную роль играет микроскопическое исследование изломов для
идентификации хрупкого и квазихрупкого разрушения, так как при
практически одинаковом характере макроразрушения квазихрупкое
разрушение характеризуется наличием микропластической деформации поверхности разрушения.
При исследовании предварительно просматривают изломы при
минимально возможном увеличении и выявляют элементы микрорельефа, требующие изучения при больших увеличениях: фасетки, выделения по границам зёрен, различные включения и микронесплошности.
Исследование элементов микрорельефа на образцах, претерпевших большую пластическую деформацию, микроскопическими методами неэффективно.
Для исследования используют металлографические микроскопы, позволяющие получать увеличение от 40–50 до 900–1000 крат.
Однако изучение изломов с помощью светового микроскопа проводят
чаще всего при увеличениях 300–700 крат в зависимости от дисперсности кристаллического участка и решаемых задач. С помощью микроскопов, у которых предметный столик находится над объективом,
исследуют обычно небольшие изломы. Из больших изломов вырезают образцы массой до 100 г. Микроскопы МБИ-15 имеют револьверные головки, где объектив устанавливается над образцом, что позволяет исследовать изломы массой до 1 кг. Для удобства изучения изломов используют гониометры, выпускаемые серийно в качестве приставки к микроскопу МИМ-9.
Исследование изломов в световом микроскопе рекомендуется
вести при прямом освещении, при этом так выбирать положение по-
60
верхности элементов рельефа, чтобы чередование света и тени создавало объёмную картину. Можно несколько усилить контраст изображения за счёт чередования света и тени в микрорельефе излома
лёгким наклоном образца. При глубоком рельефе излома и достаточно большом увеличении наблюдение удобно проводить, постепенно
меняя фокусировку. Для получения фотоснимков таких изломов можно применять последовательное фотографирование их поверхности
на различной глубине, от снимка к снимку перемещая объектив на
различную глубину резкости. Затем фотографии монтируют, совмещая участки с резким изображением излома.
Микроскопическое строение отдельных участков излома изучают
с использованием косого и темнопольного освещения. Применение
косого освещения позволяет увеличить контрастность изображения в
связи с образованием теней от рельефа поверхности излома. Применение темнопольного освещения даёт возможность высвечивать отдельные плоские участки изломов (фасетки), что важно при определении их размеров. Однако необходимо учитывать, что освещённость
отдельных участков поверхности разрушения в этом случае будет неравномерной.
Металлографические микроскопы не позволяют получать резкое
изображение излома по всему полю зрения, и чем больше увеличение, тем меньше область резкого изображения (рис. 3.1–3.3). Поскольку большинство изломов имеют сложную шероховатую поверхность, применяют метод выравнивания поверхности: вначале исследуют выступающие части, затем их стачивают и таким образом проводят послойное исследование всего излома. Существенный недостаток этого метода – разрушение излома.
Основной методической сложностью при работе со световым
микроскопом является необходимость тщательной ориентировки исследуемой поверхности излома относительно к оптической оси микроскопа. Для этого применяют различные приспособления, позволяющие
удерживать образец на столике микроскопа и допускающие повороты
образца с целью ориентировки исследуемой поверхности излома.
Световая микроскопия позволяет выделить следующие основные
характеристики изломов [19]: линейный размер кристаллического участка (фасетки), его одно- или многоплоскостность, ступенчатость; гео-
61
метрию периметра участка (прямолинейные, криволинейные либо
смешанные границы участка). Внешний контур фасетки может классифицироваться как прямоугольный, трапецеидальный, лепесткообразный или папоротникообразный. В контуре фасетки возможно наличие
полосчатости, штриховатости, сдвигов; эти линии могут быть прямыми,
извилистыми, мелкими линиями типа штрихов и т.п. В кристаллическом
участке контура присутствуют трещины, расщелины и другие нарушения сплошности, а также происходит расслаивание участка на ряд блоков. Возможно иглообразное состояние поверхности, когда блоки
внешне представлены в виде игл; ёлочно-дендритное и скелетное, если блоки ориентированы по типу дендрита; лепестковое, когда блоки
имеют вид лепестков и др. Наблюдается также наличие двух и более
видов строения одновременно в данном кристаллическом участке.
Исследование изломов в световом микроскопе позволяет довольно легко различать поверхности межзёренного и внутризёренного
разрушения (рис. 3.15).
a
б
г
д
в
е
Рис. 3.15. Фрактограммы внутризёренного (а, б, в, г)
и межзёренного (д, е) разрушений (х600; уменьшено в 1,5 раза) [12]
При межзёренном разрушении видны очертания граней зерна,
фасетки имеют матовую поверхность. Внутризёренный излом харак-
62
теризуется наличием блестящих участков, часто различной формы и
дисперсности.
Когда разрушение развивается без заметной пластической деформации по определённой кристаллографической плоскости, внутризёренный излом имеет вид блестящих гладких фасеток, часто образующих систему микроповерхностей. При разрушении со значительной пластической деформацией наблюдается тонкое волокнистое
строение излома с отсутствием рельефной огранки зёрен.
Световая микроскопия при изучении изломов в связи с малой
разрешающей способностью и глубиной резкости чаще всего служит
для предварительного осмотра микрорельефа поверхности разрушения и выбора участков, интересных для дальнейшего исследования.
3.3.2. Электронно-микроскопическая фрактография
Исследование изломов с помощью электронного микроскопа с
высокой разрешающей способностью и большой глубиной резкости
позволяет получать весьма точное изображение микрорельефа при
значительных увеличениях [1, 8, 9, 20, 21], что позволяет расширить и
дополнить сведения, получаемые с помощью макро- и микроисследований изломов, более подробно изучить характерные особенности их
тонкого строения, элементы микрорельефа, необходимые для определения механизма разрушения, механизмы пластической деформации в зоне разрушения, элементы структуры, являющиеся источником
зарождения микротрещин, а также микронеоднородности в строении
металла, проявляющиеся в изломе. Для проведения микрофрактографического исследования изломов используют просвечивающие
(ПЭМ) и растровые (РЭМ) электронные микроскопы, обладающие
большой глубиной резкости.
Увеличение при работе на электронном микроскопе выбирают в
зависимости от решаемой задачи: общее строение изломов рекомендуется изучать при увеличении до 10000 крат; характер распределения вторичных фаз и пластической деформации – до 30000 крат. При
больших увеличениях возрастают трудности в получении высококачественных снимков, поэтому увеличение должно быть оптимальным
для решаемой задачи.
Для задач микрофрактографии применяют диапазон увеличений
в ПЭМ от 1000–2000 до > 30000 крат, в РЭМ – от 5–50 до 30000 крат.
63
Разрешающая способность ПЭМ значительно выше (2,5–5 нм),
чем в РЭМ (7–10 нм). Выбирая тот или иной метод исследования изломов (ПЭМ или РЭМ), прежде всего следует учитывать различия в
подготовке объектов исследования. На РЭМ изучают непосредственно поверхность разрушения, на ПЭМ – косвенным методом, т.е. с помощью копий-отпечатков (реплик) с изломов, оттенённых парами различных металлов (Аu, Сr и др.). Изготовление реплик для ПЭМ процесс очень трудоёмкий.
Исследование изломов методом РЭМ менее трудоёмко: требуется только вырезка образцов, размеры которых соответствуют размерам объектодержателя. Кроме того, РЭМ позволяет исследовать пластиковые реплики, оттенённые металлом, снимаемые с крупногабаритных изломов. РЭМ даёт возможность существенно проще, чем ПЭМ,
изучать точечные или единичные элементы структуры излома (например источники зарождения разрушения). РЭМ позволяет исследовать
образцы с площадью излома до 20х70 мм, в то время как максимальный размер реплик для ПЭМ – 3х3 мм. Благодаря этому при использовании РЭМ можно регистрировать одновременно многие элементы излома и устанавливать взаимосвязь между ними. Однако ПЭМ дает
возможность изучать отдельные участки массивных изломов, не разрезая их, проводить структурный анализ отдельных интерметаллических
и неметаллических частиц и карбидов, экстракционных реплик.
Применение реплик обеспечивает возможность передачи информации о топографии поверхности образца в виде точного «факсимиле», которое при этом можно легко перемещать и изучать в ПЭМ,
РЭМ или световом микроскопе. Реплики, используемые во фрактографии, подразделяются на одно- и двухступенчатые. Наибольшее распространение получили угольные реплики благодаря их прочности, химической инертности, устойчивости под электронным пучком и электронно-графической бесструктурности. Рекомендуемая толщина угольной плёнки не более 2 мм регулируется продолжительностью напыления. При соответствующем режиме химического либо электролитического травления при отделении плёнки возможно перенесение с излома и сохранение в плёнке различных включений (метод экстракционных реплик). Экстракционный метод приготовления реплик позволяет с
помощью микродифракции проводить кристаллоструктурное исследование включений и оценивать их роль в процессе разрушения. Недос-
64
татком химического и электролитического травления является растворение поверхностных слоёв металла в изломе и искажение рельефа,
что исключает возможность его повторного исследования.
При фрактографических исследованиях широкое распространение получили двухступенчатые реплики целлулоид – углерод. При их
изготовлении первичный отпечаток получают на целлулоиде, предварительно размягчённом ацетоном или другим растворителем. Затем
на первичный отпечаток напыляют углерод, металл или закись кремния. Вторичный отпечаток отделяют растворением целлулоида. Этот
метод также не лишён определённых недостатков, связанных с повреждением отпечатков при их отделении от поверхности излома с
острыми кромками, а также возможным искажением (сглаживанием)
рельефа излома на отпечатке.
Существенным преимуществом целлулоидно-угольных реплик
является возможность предварительного выбора и вырезки вместе с
целлулоидной подложкой интересующих участков реплики и проведения прицельного макро- и микроанализа поверхности разрушения.
Предварительно реплики просматриваются и изучаются с помощью
светового микроскопа.
Исследование с помощью РЭМ непосредственно поверхности
излома (без подготовки реплик) существенно расширяет возможности
микрофрактографии, упрощает и сокращает время проведения исследований. В РЭМ имеется возможность легко переходить от наблюдений общего вида поверхности разрушения при малых увеличениях к рассмотрению тонкого строения отдельных его деталей при
больших увеличениях без перефокусировки или переориентации образца. Сканирующий электронный микроскоп, наряду с большой глубиной резкости и достаточной разрешающей способностью, открывает возможность непрерывного наблюдения излома при постоянно
возрастающем увеличении в широком диапазоне – от 5–50 до 10 000.
Имеющиеся приставки к растровому микроскопу позволяют одновременно изучать химический состав поверхности излома и тем самым
идентифицировать различные включения и выделения.
Недостатки исследования поверхности разрушения с помощью
РЭМ:
– искажение размеров элементов излома, располагающихся под
большими углами к электронному пучку;
65
– затруднённость изучения изломов со слабо выраженным плоским рельефом поверхности.
Недостатки исследования поверхности разрушения с помощью
ПЭМ:
– возможность повреждения поверхности излома при снятии реплик; погрешности, вносимые при изготовлении реплик; невозможность снятия реплик с изломов, имеющих грубую и сильно развитую
поверхность;
– невозможность исследования микротрещин, не совпадающих с
поверхностью разрушения.
Полезным методическим приёмом является нанесение на поверхность изломов пластиковой координационной сетки, позволяющей точно фиксировать место, которое будет изучаться с помощью
того или иного электронного микроскопа. Кроме того, сопоставление
фрактограмм с данными электронно-микроскопических исследований
структуры металла вблизи зоны разрушения позволяет:
– сравнить морфологию выделений в матрице металла и на поверхности разрушения;
– оценить влияние субструктуры на процесс разрушения;
– определить толщину плёночных выделений на границах зёрен
и их протяжённость и т.д.
При исследовании характера разрушения на ПЭМ в большинстве случаев требуется исследование нескольких реплик, так как изучаются реплики, полученные с ограниченных участков поверхности разрушения. На РЭМ же можно чётко установить, какой участок поверхности разрушения исследован.
При исследовании на ПЭМ изломов, поверхность которых имеет
развитый микрорельеф, на участках гребней возможен разрыв угольной реплики. Такое же явление может наблюдаться и на острых участках ступенек, глубоких впадинах и др. Относительную высоту или
глубину деталей микрорельефа можно оценить по величине тени,
возникающей при оттенении реплик. Для установления взаимодействия трещин, образующих излом, с элементами структуры, рекомендуется напылять реплики в направлении от зоны зарождения трещины к
зоне долома. При исследовании на ПЭМ и РЭМ характера разрушения сталей, особенно при больших увеличениях, необходимо проводить идентификацию механизма разрушения по числу полей зрения,
66
представленному для оценки данной поверхности разрушения, так как
элементы микрорельефа поверхности разрушения на соседних участках могут существенно различаться между собой.
Большой дополнительный материал может быть получен путем
сопоставления растрового изображения с изображением, полученным
методом просвечивающей микроскопии с участков поверхности разрушения, имеющих близкое строение (рис. 3.16).
a
b
c
d
Рис. 3.16. Сравнение внешнего вида ямок на поверхности разрушения,
выявленных на РЭМ-фрактограммах при непосредственном изучении излома,
а также на РЭМ- и ПЭМ-фрактограммах, снятых с различных типов реплик.
Излом ударного образца Шарли из среднеуглеродистой стали,
модифицированной ванадием. На каждой паре фрактограмм два участка
вблизи основания надреза, на которых видны ямки различных размеров:
а – РЭМ-фрактограммы, полученные при непосредственном изучении
поверхности разрушения, х2250; b – РЭМ-фрактограммы от толстой
одноступенчатой, покрытой золотом пластиковой реплики, х2250;
с – ПЭМ-фрактограммы двухступенчатой пластиково-угольной реплики
без оттенения, х2250; d – то же, при оттенении хромом, х2250 [8]
Так как разрешающая способность ПЭМ выше, чем РЭМ, то исследование на ПЭМ позволяет выявлять более мелкие детали микрорельефа, не разрешаемые при использовании метода РЭМ, а РЭМ
позволяет исследовать большую площадь поверхности разрушения и
67
при этом рассматривать отдельные участки последовательно от малых до больших увеличений. Это особенно необходимо при наличии
на поверхности разрушения дисперсных выделений. В связи с этим
методы РЭМ и ПЭМ дополняют друг друга.
Типы поверхностей разрушения, выявляемые методом электронной микроскопии, значительно легче поддаются классификации,
чем макроскопическая картина излома, и могут быть сведены к относительно небольшому числу элементов микрорельефа, соответствующих определённым условиям распространения разрушения.
Контрольные вопросы
1. Назовите методы изучения поверхностей разрушения и зон материала,
примыкающих к излому.
2. Дайте определение фрактографии. Опишите возможности фрактографического исследования.
3. Какова роль фрактографии при анализе эксплуатационных изломов и визуальном осмотре поверхности разрушения?
4. В чем отличие оптической и электронной микроскопии?
5. Назначение макроскопической фрактографии. Как проводят макроскопический анализ?
6. Как характеризуют изломы по ориентации? Дайте характеристику изломам.
7. Опишите особенности хрупкого разрушения. Укажите признаки хрупких
изломов.
8. Дайте характеристику шевронному разрушению. Как отличить шевронный излом?
9. Где наблюдаются линии Вальнера, отчего они возникают? Покажите
схему их образования.
10. Опишите образование вязких изломов. В каких материалах возникают
косые и конические изломы, чем отличаются друг от друга?
11. Покажите схему макростроения усталостного излома. Укажите причины
возникновения и характер распространения усталостных трещин.
12. Чем отличается усталостный излом в материалах чувствительных и
малочувствительных к трещине?
13. Дайте характеристику кристаллическим и волокнистым изломам. Приведите примеры таких изломов.
14. Что подразумевает макрогеометрия излома?
15. Для чего проводят качественный и количественный анализы изломов?
16. Цель световой микроскопии и ее возможности при изучении изломов.
17. Опишите возможности электронно-микроскопического исследования при
исследовании изломов. Оборудование, используемое при микрофрактографическом исследовании, достоинства и недостатки.
18. В чем отличие ПЭМ и РЭМ? Что такое реплика и где она используется?
68
4. ВИДЫ ИЗЛОМОВ
В зависимости от условий и причин образования изломы по морфологии поверхности разрушения делятся на следующие три группы:
– изломы волокнистые и кристаллические;
– изломы, особенности строения которых обусловлены неоднородностью металла;
– изломы, в которых проявляются несплошности в металле.
Волокнистое строение изломов является признаком вязкого разрушения металла, которое сопровождается большей затратой энергии, чем разрушение того же образца с кристаллическим строением
излома.
4.1. Общие закономерности строения изломов
Рассмотрим общие особенности в строении изломов, которые
учитываются главным образом при изучении кинетики разрушения и
при анализе эксплуатационных разрушений. Однозначную трактовку
излома затрудняет то, что в ряде случаев различным видам нагружения соответствует в основных чертах один и тот же характер разрушения, в то же время одинаковый вид нагружения в зависимости от
состояния материала может привести к разрушениям разного характера. Разрушение в основном определяется распространением различных видов трещин, а они даже при одном виде нагружения могут
быть различны (рис. 4.1) [1].
Известно, что излом в основном отражает ту часть «жизни» нагружаемой детали, которая протекает с момента образования макроскопической трещины, и те свойства материала, которые проявляются
при развитии разрушения, т.е. большее или меньшее сопротивление
распространению трещины. Поэтому в общем случае излом характеризует лишь небольшую часть жизни детали. Однако в зависимости от
условий нагружения (вида нагрузки, формы и размеров детали, наличия концентраторов напряжений, характера среды, свойств материала
и т.д.) относительная часть жизни детали с развивающейся трещиной
резко меняется.
Характер влияния различных факторов на зарождение трещин и
их распространение в ряде случаев принципиально различается между собой. Например, при усталостном разрушении во многих мате-
69
риалах сопротивление возникновению разрушения выше при мелком
зерне, а сопротивление развитию разрушения повышается с укрупнением зерна. Такое явление наблюдается, в частности, в хромоникелевых жаропрочных сплавах, а также в ряде алюминиевых. Существует
мнение, что зарождение усталостной трещины в малой степени зависит от частоты приложения нагрузки, в то время как процесс распространения трещин зависит от частоты в гораздо большей степени.
Различаться между собой могут также закономерности раннего (ему
соответствует очаг и фокус излома) и развитого (ему соответствует
зона окончательного разрушения на изломе) разрушений.
а
1
2
б
II
1
I
в
III
Рис. 4.1. Макроскопический характер распространения различных видов
трещин при растяжении: а – разрушение отрывом (хрупкий излом);
б – разрушение сдвигом (1 – излом срезом; 2 – излом с образованием шейки);
в – излом типа «конус-чашка» (ямочный излом с «губами» среза;
I – III – последовательность разрушений
Сопротивление возникновению разрушения и предшествующие
ему процессы излом отражает далеко не в полной степени. Во всяком
случае, фрактографические признаки поведения материала до возникновения разрушения расшифровываются с большим трудом. Тем
не менее некоторые особенности поведения материала на этой стадии нагружения находят свое проявление в изломах, например общая
70
трещиноватость, являющаяся во многих случаях следствием низкого
сопротивления возникновению разрушений (или понизившегося в
процессе нагружения), выражается в образовании, в частности, слоистого излома, в наличии трещин в изломе или отходящих от него и т.д.
Проведение фрактографического анализа на микроуровне позволяет классифицировать исследуемые поверхности разрушения по
связи с элементами структуры материала и по механизму разрушения. В первом случае различают внутризёренный излом, образующийся в результате прохождения трещины по телу зерна, и межзёренный, когда преимущественным местом образования и распространения трещины служат границы зёрен. Поверхности межсубзёренного разрушения соответствуют поверхностям границ субзерен. Во
втором случае различают хрупкий, вязкий, квазихрупкий и усталостный изломы. Образующиеся при этом поверхности внутризёренного и межзёренного излома неодинаковы и имеют характерные
морфологические особенности.
4.2. Основные типы микрорельефа изломов
при внутризёренном разрушении
4.2.1. Хрупкие изломы
При внутризёренном разрушении различают кристаллические и
мелкокристаллические хрупкие изломы. Практически в любом материале, как бы он ни был пластичен, может произойти хрупкое разрушение, если в нем при статическом нагружении одновременно образуется множество «активных» дефектов – несовершенств кристаллической решетки, дислокаций. Хрупкое разрушение может иметь как
внутризёренный, так и межзёренный характер, приводя соответственно к образованию кристаллического или зернистого излома.
Кристаллический излом представляет собой однородную поверхность хрупкого разрушения с кристаллическим строением без заметных признаков макропластической деформации (рис. 4.2). Поверхность разрушения, как правило, светло-серая. Кристаллический излом
возникает при разрушении по границам зёрен (такой излом иногда называют зернистым или межкристаллическим) или по кристаллографическим плоскостям, проходящим по телу зёрен (транскри-
71
сталлический), что обусловливает значительную отражательную способность излома, придавая ему характерный металлический блеск.
Утяжки на боковых сторонах изломов либо отсутствуют, либо
имеют очень малую величину, что свидетельствует о незначительной
пластической деформации металла при его разрушении.
Рис. 4.2. Хрупкий кристаллический излом
Сталь, имеющая кристаллический излом при температуре эксплуатации, характеризуется пониженной ударной вязкостью по сравнению с той же сталью, имеющей волокнистый излом. При этом, чем
крупнее величина зерна в изломе, тем более хрупкий характер разрушения стали. Условия, способствующие образованию хрупкого кристаллического излома:
1. При горячей деформации – высокая температура ее конца и
медленное охлаждение в области температур до начала фазовых
превращений.
2. При термической обработке:
– перегрев металла перед закалкой, но не выше критической
температуры образования нафталинистого или камневидного излома;
– охлаждение при закалке со скоростью ниже критической, что
приводит к появлению в структуре большого количества немартенситных продуктов превращения аустенита;
– отпуск в зоне температур обратимой и необратимой отпускной
хрупкости (вызывает разрушение преимущественно по границам
бывших аустенитных зёрен);
72
– недостаточные продолжительность или температура высокого
отпуска, при которых не достигается необходимая коагуляция карбидов, что снижает вязкость и пластичность стали;
– недостаточная скорость охлаждения после высокого отпуска,
вследствие чего развивается обратимая отпускная хрупкость (разрушение преимущественно по границам бывшего аустенитного зерна).
При больших увеличениях на поверхности разрушения выявляются фасетки скола, квазискола или межзеренного разрушения. Хрупкое
разрушение металлов сопровождается формированием в изломе поверхностей внутризёренного скола в виде фасеток скола, образующихся
в результате разрушения по определенным кристаллографическим
плоскостям с минимальной пластической деформацией. Фасетки скола
реальных поликристаллических металлов представляют собой не идеально гладкие поверхности, как наблюдается при разрушении монокристалла, а характеризуются определенной структурой. При хрупком разрушении соответственно числу мест зарождения трещины скол распространяется одновременно в нескольких близко расположенных плоскостях (плоскостях спайности). Разрыв промежутков между этими плоскостями при соединении двух поверхностей скола, расположенных на разных уровнях, приводит к образованию ступенек. Ступеньки могут появляться также в результате скола вдоль границ двойников.
Рис. 4.3. Микрофрактограммы хрупкого внутризёренного разрушения
(ручьистый узор), РЭМ. х7000, уменьшено в 2 раза
73
Система границ ступенек воспринимается как ручьистый узор
(рис. 4.3). Ступени скола всегда объединяются в направлении распространения трещины. Параллельная ориентация ступенек на всех фасетках скола указывает на непрерывный ход фронта трещины. На вид
ручьистого узора, его разветвленность оказывает влияние микроструктура, границы зёрен могут изменять направление разрушения
сколом либо служить источником зарождения новых трещин. Пересечение субграницы или границы зёрен с малым углом разориентировки
кристаллографических плоскостей характеризуется появлением многочисленных ручейков.
Типичным элементом микрорельефа разрушения сколом являются язычки [22, 8], характеризующиеся треугольной или трапециевидной формой (рис. 4.4). Правильность расположения язычков, пересекающих плоскость скола в двух взаимно перпендикулярных направлениях, свидетельствует об их связи с определенной кристаллографической плоскостью.
Рис. 4.4. Микрорельеф излома при разрушении сколом
с образованием язычков, РЭМ. х7000, уменьшено в 2 раза
Формирование язычков, ориентированных вверх или в глубину
от плоскости основного скола, является результатом локального разрушения вдоль поверхности матрица-двойник. Количество язычков
увеличивается при быстром распространении трещины (высоких ско-
74
ростях нагружения, низких температурах). Язычки и ступеньки входят
друг в друга на двух сопряженных поверхностях разрушения.
Мелкокристаллический излом представляет собой в общем
виде кристаллический излом с мелкозернистым строением (рис. 4.5).
Рис. 4.5. Мелкокристаллический излом, х6
Поверхность разрушения матовая, без признаков макропластической деформации. Обладает трудно различимым визуально кристаллическим строением без металлического блеска, характерного
для кристаллического излома. Участки зернистого излома могут наблюдаться на фоне волокнистого строения излома. Различают зернистый излом двух видов: бархатистый – излом с мелкокристаллическим строением, трудно разрешаемым визуально, имеющий гладкую поверхность серого цвета с тусклым металлическим отливом,
напоминающим бархат; фарфоровидный – излом с мелкокристаллическим строением, разрешаемым визуально, имеющий сглаженную
поверхность светло-серого цвета, похожую на поверхность разрушения фарфора.
4.2.2. Вязкие изломы
Образование вязких изломов сопровождается значительной
макро- и микропластической деформацией и имеет ямочный рельеф
или волокнистый излом. Степень предшествующей разрушению деформации обычно велика и проходит в значительном объеме, соизмеримом с рабочим объемом детали. Вязким, как и другим изломам,
75
свойственна неоднородность строения. При рассмотрении поверхности разрушения с увеличением 300 и более, а также при микроструктурном исследовании зон, прилегающих к излому, можно обнаружить,
что даже в пределах одного зерна разрушение происходит неоднородно, например, частично по плоскости скола с образованием гладкой блестящей фасетки в изломе, частично по другим поверхностям,
деформированным в процессе разрушения.
Макроскопически излом при вязком разрушении характеризуется
волокнистостью, матовой, сильно шероховатой поверхностью, когда
разрушение распространяется перпендикулярно направлению действия максимальных растягивающих напряжений, или имеет шелковистый вид, когда оно совпадает с направлением действия касательных
напряжений. Следует иметь в виду, что термин «волокнистый излом»
применяют для двух различных понятий: при разрушении сильно деформированных, вытянутых в волокно в процессе нагружения зёрен
материала, поверхность излома при этом имеет шероховатость в виде каверн (ямок); при разрушении вдоль волокна, деформированных в
процессе изготовления изделий, в изломе наблюдаются вытянутые
строчечные неровности, повторяющие волокнистую макроструктуру
материала (изломы типа шиферных).
Ямочный рельеф. Основным элементом микрорельефа вязкого
разрушения являются ямки, представляющие собой микроуглубления
на поверхности излома, формирование которых характеризуется
медленным ростом трещины и значительной пластической деформацией. Образование ямок обусловлено возникновением локальных
очагов разрушения (микропустот), их ростом и слиянием (коалесценцией) по нормальному, сдвиговому и внецентренному механизму.
При фотосъемке поверхности вязкого разрушения ямки плохо
различимы (рис. 4.6, а), а при рассмотрении в оптический микроскоп
она представляется как имеющая грубоямочное строение (рис. 4.6, б),
т.е. поверхность разрушения на обеих половинках образца состоит из
углублений более или менее правильной округлой формы, отделенных одно от другого выступающими перемычками типа шейки. С увеличением микропластичности материала, как правило, увеличивается
глубина ямок, а перемычки между ними становятся тоньше.
Такое строение объясняется тем, что при достижении предельных состояний в локальных объемах на участках, представляющих со-
76
бой препятствия для непрерывности деформации, зарождаются микропустоты. По мере увеличения напряжений микропустоты растут,
сливаются, что приводит к полному разрушению с образованием на изломе углублений в виде ямок, соединенных между собой перемычками.
а
б
Рис. 4.6. Вид ямочного рельефа:
а – фото, х6; б – в оптическом микроскопе, х1000
Однако наиболее полную картину ямочного рельефа можно наблюдать в электронном микроскопе. РЭМ позволяет определить, что
различным условиям слияния микропустот соответствуют различные
формы ямок (рис. 4.7).
Равноосные ямки образуются в результате равномерного объёмного растяжения в условиях нормального отрыва. При однократном
внецентренном приложении растягивающей нагрузки происходит образование параболических вытянутых ямок, направленных в одну
сторону на сопряжённых поверхностях разрушения образца. В условиях действия касательных напряжений при коалесценции микропустот по схеме сдвига образуются вытянутые параболические ямки, но
ориентированные на сопряжённых поверхностях излома в противоположных направлениях.
Ориентированность ямок наблюдается практически во всех изломах. Она не всегда может совпадать с направлением макроразрушения, поскольку отражает направление развития разрушения в данном микрообъёме. На дне ямок могут наблюдаться частицы неметаллических включений и второй фазы либо их следы в виде углублений
соответствующей формы (рис. 4.8).
77
Рис. 4.7. Ямочный микрорельеф излома и схемы его образования в условиях
нормального (а), внецентренного (б) и сдвигового (в) разрушений, РЭМ.
х7000; уменьшено в 2 раза
Присутствие этих частиц является одним из условий образования ямочного рельефа излома. Увеличение количества выделений в
материале приводит к росту числа центров зарождения микропустот и
уменьшению размеров ямок [1, 8]. Нередко можно наблюдать ямки,
форма которых связана с формой включений. Например, в углеродистых сталях вытянутая форма сульфидных включений способствует
образованию в местах их скоплений вытянутых желобообразных ямок.
78
Включения округлой формы, расположенные цепочкой, образуют направленный ряд ямок. В зависимости от степени когезии частиц с
матрицей разрушение может идти либо по поверхности частица –
матрица, либо по частице. В первом случае в фокусе ямок наблюдается ложе (место расположения частицы) либо сама частица, во втором – признаки её хрупкого разрушения. Глубина ямок определяется
способностью материала к локальной пластической деформации, а
размеры – гетерогенностью структуры и расстоянием между локальными очагами образования микропустот.
Рис. 4.8. Схема образования и фрактограммы ямок
с неметаллическими включениями, РЭМ. х7000; уменьшено в 2 раза
79
Для высокопрочных материалов характерно значительное количество небольших ямок в изломе, для малопрочных – малое количество крупных ямок [1, 3]. Мелкие, но достаточно глубокие ямки
свидетельствуют о благоприятном сочетании высокой прочности и
вязких характеристик материала. В ряде случаев на поверхностях
вязкого разрушения наблюдаются крупные ямки, окружённые мелкими (рис. 4.9, а, б). Такой микрорельеф отражает определённую последовательность разрушения: первичное образование надрывов у
крупных микроконцентраторов напряжений, вторичное – у более
мелких [14]. Неоднородность ямочного рельефа может быть связана
также со структурной неоднородностью материала.
а
б
в
г
д
е
Рис. 4.9. Микрофрактограммы вязкого разрушения: а, б, – ямки;
в, г, д, е – поверхности гладкого расслоения, РЭМ. х6000, уменьшено в 2 раза
Образование ямочной структуры изломов имеет место не только
при макропластичном разрушении материалов. Она может наблюдаться в любом из изломов, отражая микромеханизм разрушения в
пластичных микрообъёмах.
80
При вязком разрушении, наряду с микрорельефом ямочного
строения, встречаются поверхности гладкого расслоения, представляющие собой гладкие, бесструктурные участки, если не считать
большей или меньшей волнистости поверхности (рис. 4.9, в, г, д, е).
Образование таких поверхностей связано с интенсивной предварительной пластической деформацией и более быстрым по сравнению с
ямочным разрушением распространением трещины [1, 3].
Поверхности гладкого расслоения наблюдаются чаще всего в
условиях, когда число частиц, способных вызвать образование микропустот в материале, мало, а деформация материала, предшествующая разрушению, очень велика, и разрушение происходит главным
образом в результате среза.
Волокнистый излом представляет собой однородную поверхность вязкого внутризёренного разрушения с явно выраженными
признаками пластической деформации по всей поверхности разрушения. Характерен для литых и деформированных сталей [23]. Поверхность разрушения волокнистых изломов обычно матовая (без
металлического блеска), темно-серого цвета. На боковых сторонах
излома имеются утяжки, величина которых возрастает с повышением
вязкости металла.
Волокнистый излом возникает в результате разрушения по телу
зёрен. При этом деформируется практически каждое зерно, прилегающее к поверхности излома. Получение волокнистого излома обеспечивается характером легирования стали и ее термической обработкой – закалкой в сочетании с высоким отпуском. Сталь, имеющая устойчивое волокнистое строение излома, характеризуется наиболее
высокой ударной вязкостью, пластичностью и более высокой хладностойкостью при одинаковом временном сопротивлении по сравнению
со сталями, имеющими изломы других видов. Волокнистые изломы в
свою очередь имеют условное подразделение на сухой волокнистый и
неоднородно-волокнистый изломы.
Сухой волокнистый излом представляет собой однородную поверхность вязкого внутризёренного разрушения с менее выраженными
признаками пластической деформации по всей поверхности разрушения, чем у волокнистого излома, разновидностью которого является. Характерен для литых и деформированных сталей (рис. 4.10, а) [23].
81
Сухой волокнистый излом возникает в результате разрушения по
телу зёрен, но в отличие от волокнистого излома разрушение в этом
случае сопровождается меньшей деформацией зерен. Рельеф у сухого волокнистого излома менее резко выражен, чем у волокнистого. Величина утяжки на боковых сторонах излома незначительна. Образуется
преимущественно в высокопрочных конструкционных сталях после закалки и низкого отпуска и для этой обработки является оптимальным.
Неоднородно-волокнистый излом представляет собой неоднородную поверхность вязкого разрушения с волокнистым строением
и явно выраженными признаками пластической деформации; является разновидностью волокнистого излома. Неоднородный волокнистый
излом наблюдается в деформированных сталях с макронеоднородной
поверхностью разрушения (рис. 4.10, б).
Появление неоднородно-волокнистого излома в деформированной стали обусловлено неоднородностью литой стали, в частности
повышенным содержанием включений сульфидов в междендритных
участках, дендритной ликвацией; в сталях с пониженным содержанием серы причиной возникновения неоднородно-волокнистого излома
может быть развитая первичная дендритная структура, сопровождающаяся ликвацией фосфора и других примесей.
а
б
Рис. 4.10. Макрофрактографии волокнистых изломов:
а – сухой плотный, х5; б – волокнисто-полосчатый, х12
При деформации литого металла его структурные неоднородности приводят к образованию полосчатой структуры. Неоднородность
волокнистого излома возрастает при увеличении степени деформации металла и снижении температуры отпуска, но не ниже температу-
82
ры обратимой отпускной хрупкости. Неоднородно-волокнистый излом
является типичным для высоко отпущенных сталей открытой выплавки. Появление неоднородного волокнистого излома сопровождается
повышением анизотропии механических свойств стали, причем наиболее заметно снижаются ударная вязкость и относительное удлинение по толщине металла.
4.2.3. Квазихрупкий излом
Помимо элементов микрорельефа, соответствующих чисто вязкому и хрупкому разрушению, при микрофрактографических исследованиях различают поверхности разрушения квазисколом. Указанный
микрорельеф представляет собой относительно ровные участки, ориентационно не всегда связанные с плоскостями скола, характеризующиеся признаками хрупкого разрушения и пластической деформации.
Рис. 4.11. Микрофрактограммы и схемы образования изломов квазисколом, РЭМ.
х6000; уменьшено в 2 раза: 1 – гребень; 2 – ступеньки; 3 – ямки
83
Разрушение квазисколом происходит путём объединения в единую поверхность участков хрупкого разрушения с участками некоторой пластической деформации. Это обусловлено слиянием многих
локальных трещин, расположенных обычно в разных неблагоприятно
ориентированных плоскостях скола в отдельных зёрнах. В результате
пластической деформации и разрыва перемычек между трещинами
образуются элементы микрорельефа в виде вытянутых высоких гребней и ступеней. Ступеньки входят друг в друга на ответных поверхностях излома, а гребни, разделяющие ямки, выступают на обеих половинах излома (рис. 4.11).
Особенностью квазискола является дисперсное хаотическое его
строение, обусловленное субструктурой, межфазными границами и
др. Морфология квазискола (как процесса, подготавливаемого пластической деформацией) может существенно меняться при повышении температуры, изменении жесткости нагружения и т.п.
Фасетки квазискола часто наблюдают при разрушении термически упрочнённых сталей в интервале вязкохрупкого температурного
перехода.
4.2.4. Усталостные изломы
Наиболее часто причиной выхода из строя деталей машин является усталостное разрушение (усталостный излом). При исследовании усталостных изломов могут наблюдаться все элементы микрорельефа хрупкого и вязкого разрушения. Излом этого вида образуется
и распространяется в конструкциях, подвергающихся действию знакопеременных нагрузок. Возникающие при этом циклически действующие (усталостные) напряжения могут быть значительно ниже предела
текучести. Зарождение и распространение усталостного разрушения –
это весьма сложные процессы. Оба они происходят при наложении
локальной микропластической деформации. Для распространения усталостной трещины необходимо, чтобы в ее окружении действовали
растягивающие напряжения.
К особенностям микрорельефа усталостного излома относятся
усталостные бороздки и траковые следы. Поверхность усталостного
разрушения исследуют с учётом особенностей макростроения усталостного излома, характеризующегося наличием зон усталостного раз-
84
вития трещины, переходной и зоны долома. Изучение последних двух
зон позволяет получить информацию о характере разрушения и соотношении вклада в его развитие различных микромеханизмов (хрупкого, вязкого, квазихрупкого).
Исследование усталостной зоны проводят с учётом характерных
особенностей её строения и в первую очередь усталостных бороздок.
Усталостные бороздки представляют собой систему повторяющихся
углублений и выступов, ориентированных перпендикулярно к направлению развития трещины, и являются следом её перемещения за каждый цикл нагружения. Усталостные бороздки не обнаруживаются повсеместно в зоне усталостного разрушения, а перемежаются с участками основного микрорельефа.
Заметное влияние на их образование может оказывать окружающая среда (влажность атмосферы, возможность коррозии и др.).
Расстояние между бороздками коррелирует (в среднем диапазоне
значений) со скоростью развития трещины и условиями нагружения.
Различают два типа бороздок: вязкие и хрупкие (рис. 4.12)
[13, 14]. Основным признаком изломов с хрупкими бороздками являются ступеньки сброса (террасы), располагающиеся веерообразно и
разделяющие области хрупких усталостных борозд на отдельные короткие участки. Хрупкие бороздки встречаются редко, как правило, на
изломах высокопрочных алюминиевых сплавов, а также при коррозионном воздействии.
Одна половинка излома хрупкого усталостного разрушения является негативным отображением другой, а вязкого – зеркальным.
Согласно Форсайту, бороздки, образованные по схеме I (рис. 4.12),
относятся к типу хрупких, по схеме II – к типу вязких.
По Лаэрду и Смиту (рис. 4.12, III), «заострённая» в сжимающей
части цикла трещина раскрывается во время цикла растяжения, а
пластическая деформация, развивающаяся у вершины трещины, инициирует её распространение в направлении максимальных сдвигающих напряжений. Область пластической деформации перемещается в
плоскости трещины, при последующем цикле сжатия происходит разветвление вершины трещины.
Траковые следы (рис. 4.12, д, е) – характерный элемент микрорельефа усталостного разрушения, образующийся при соприкосновении противоположных поверхностей разрушения как результат воз-
85
действия твёрдых составляющих или частиц включений на соприкасающиеся поверхности излома. Траковые следы располагаются в направлении, совпадающем с направлением распространения трещины,
что может быть использовано при анализе усталостных изломов [13].
Рис. 4.12. Микрофрактограммы и схемы усталостного разрушения:
I, II – по Форсайту; III –по Лаэрду и Смиту; а – хрупкие усталостные бороздки;
б, в, г – вязкие усталостные бороздки; д, е – траковый след, РЭМ.
х6000; уменьшено в 2 раза
86
Часто в структуре усталостных микроизломов наблюдают ровные участки без какого-либо характерного рельефа, образование которых связывают с разрушением путём отрыва в плоскостях скольжения, ослабленных действием переменных напряжений.
Зарождение усталостной трещины. Усталостные изломы
начинаются, как правило, вблизи поверхности. Под действием циклической переменной нагрузки, приобретающей на свободной поверхности максимальные значения, образуются полосы локального скольжения и обусловленные этим рельефные участки. Различающиеся по
направлению и плотности распределения следы скольжения прямо
связаны с неоднородностью структуры реальных металлов и сплавов.
При исследовании усталостного разрушения находят особого рода
выступы, образующиеся в процессе экструзии (выталкивания), и впадины, образующиеся в процессе интрузии (вталкивания). Они обнаруживаются при изучении поверхности усталостного разрушения с
помощью РЭМ, что дополнительно подтверждает их связь с процессом образования зародышевых трещин. Интрузии обычно располагаются под углом примерно 45° к направлению растягивающего напряжения. Очевидно, эти 45-градусные трещины на разъединённых поверхностях излома проявляются как узкая начальная область. Их
можно ошибочно принять за побочные механические повреждения.
Хотя усталостные изломы могут начинаться и на совершенно гладких
полированных поверхностях, их возникновение, однако, в сильной
степени облегчается при наличии концентраторов напряжений на поверхности. Часто наблюдаемые исходные точки образования начальных усталостных трещин являются местами стесненной пластической
деформации в зоне концентрации напряжений: включений неровностей от механической обработки, а также от пескоструйной и дробеструйной очистки, надрывы, закаты, точечная коррозия, язвины, поры,
задиры и локальные участки интенсивного износа. Кроме того, следует обращать внимание на наличие участков структуры с малой усталостной прочностью (например обезуглероженные зоны).
Распространение трещины. После образования трещины и
ее начального распространения под углом 45° чаще всего в области
одного или двух зёрен за стадией I следует стадия II, отвечающая за
распространение трещины (излома) перпендикулярно к направлению
напряжения (рис. 4.13) [1].
87
Рис. 4.13. Схема движения усталостной трещины: 1 – полосы скольжения
С каждым циклом нагружения трещина (излом) продвигается
вперед на определенное расстояние. При этом на поверхности разрушения остается последовательный ряд полосок, которые называются усталостными бороздками. При макроскопическом рассмотрении
распространения трещины (излома) на II стадии обнаруживается характерный узор. Последний содержит усталостные бороздки как на
уже образовавшейся поверхности разрушения, так и на фронте продвигающейся трещины при переходе к области долома (последней
стадии усталостного разрушения). Расположенные параллельно усталостные бороздки возникают главным образом вследствие циклического изменения нагрузки; степень четкости их выявления определяется проникающей в излом окружающей средой и связанным с этим
последующим образованием характерного налета (рис. 4.14).
Для практики важным является определение магистрального
направления разрушения, которое можно установить на основании
тщательного макроанализа усталостных изломов.
Пластическая деформация при движении трещины. Усталостные изломы распространяются, как правило, в сопровождении
локальной микропластической деформации. При каждом цикле изменения нагрузки у вершины трещины имеет место сильная локальная
пластическая деформация. Поликристаллический характер структуры
определяет тот факт, что фронт разрушения претерпевает локальное
88
разделение – многократное ветвление. При этом образуется большое
число микроскопически видимых, параллельно расположенных следов (рис. 4.15) [1].
Рис. 4.14. Усталостный излом с бороздками:
очаг зарождения трещины – внутренний дефект, х22
Рис. 4.15. Строение усталостного излома:
I – макроскопическое направление распространения излома;
ΙΙ – вторичные трещины; ΙΙΙ – усталостные бороздки;
1–13 – полосы разрушения [1]
Профиль отдельных усталостных бороздок зависит от природы
материала, от величины и характера нагрузки. Считается, что усталостная бороздка возникает вследствие последовательного расширения
и сжатия боковых поверхностей трещины. При расширении трещина
продвигается, при двустороннем сжатии пластически деформированный материал у вершины трещины подвергается сплющиванию, которое впоследствии проявляется в виде образования полосчатой структуры (бороздок).
Профиль усталостных бороздок (полосок) изменяется в зависимости от величины нагрузки и способности данного материала к пла-
89
стическому течению. Имеет также значение ограничение двустороннего сжатия в случаях, когда поверхности трещины будут опираться друг
на друга. Все сказанное позволяет сделать заключение, что для скорости распространения трещины величина максимальной нагрузки
имеет более важное значение, чем амплитуда нагружения. Как и в
случае разрушения под действием статической нагрузки, при усталостном разрушении границы зёрен могут представлять собой путь минимального сопротивления распространению трещины. В начале разрушения почти на всей поверхности усталостного излома могут быть
выявлены не искаженные деформацией границы зерен. Только лишь
непосредственно перед разрушением, т.е. в области быстрого движения трещины, на поверхности излома границы зёрен не выявляются.
Количественная оценка усталостного излома. Независимо
от особенностей профиля усталостных бороздок сами они являются
ценным признаком, используемым в практической микрофрактографии.
Бороздки свидетельствуют о существовании усталостного разрушения
и во многих случаях их размеры (и профиль) могут быть обработаны
количественно. Из данных о ширине полосок (бороздок) в отдельных
местах поверхности разрушения и по их числу можно путем экстраполяции получить информацию об общем числе циклов нагружения. К
сожалению, у большинства сталей с ферритной матрицей усталостные
полоски четко формируются только в небольших областях поверхности
разрушения. Напротив, в аустенитных никелевых сталях и алюминиевых сплавах, т.е. в металлах с ГЦК решеткой, усталостные бороздки
видны очень отчетливо и распространяются на большие области поверхности разрушения. При количественной обработке усталостных
полосок (бороздок) необходимо учитывать следующее:
– инкубационный период развития усталостного разрушения, т.е.
стадия I, практически не оставляет усталостных бороздок (полосок);
– возможны случаи, когда усталостное разрушение продвигается вперед столь «малыми шагами», что они не проявляются в виде
четких бороздок. Это относится к случаю, когда шаг продвижения усталостной трещины по порядку величины соответствует параметру
решетки, т.е. лежит в области нанометров. К этому следует добавить, что с помощью РЭМ можно различить полоски шириной только
более 10 нм;
90
– фиксируемое на поверхности разрушения число перенесенных
циклов нагружения является минимальным из возможно определяемых (т.е. заниженным);
– ширина полосок колеблется в зависимости от характера структуры; поэтому число мест измерения (статистика) должно быть велико;
– невозможно проследить за усталостными бороздками (полосками) с начала до конца поверхности разрушения без пропусков. Это
связано с наличием в поликристаллической структуре металла различных препятствий для распространения разрушения. В этих случаях
определенное по числу бороздок число циклов нагружения оказывается слишком завышенным;
– оценка усталостных бороздок (полосок) может быть произведена
непосредственно на экране РЭМ. Если бы можно было измерить все
бороздки, то можно было бы составить представление о распространении разрушения по поперечному сечению. Если усталостные бороздки
плохо сформированы или деформированы под влиянием различных сопутствующих разрушению факторов, то усталостный излом можно также
идентифицировать при изучении направления распространения вторичных трещин. Последние образуются параллельно усталостным бороздкам. Они особенно хорошо видны на конечной стадии усталостного разрушения, т.е. при высоких скоростях распространения трещин в зоне
долома. Ширина усталостных бороздок (полосок) зависит от локального
максимального напряжения и амплитуды напряжения. Поэтому при разрушении в производственных (эксплуатационных) условиях бороздки в
начальной области разрушения в большинстве случаев уже, чем в конечной, так как с уменьшением поперечного сечения изделия максимальное напряжение у вершины трещины увеличивается. Однако имеют место случаи, когда с продвижением трещины напряжение уменьшается и благодаря этому полоски становятся уже.
Такая ситуация бывает при определенной конструкции детали.
Неравномерность по ширине усталостных бороздок может быть следствием периодического изменения нагрузки. Если максимальная нагрузка остается постоянной и изменяется только амплитуда, то ширина
бороздок изменяется закономерно в соответствии с новой амплитудой.
Если нагрузка периодически возрастает при постоянной амплитуде, то
первое изменение нагрузки обусловливает особенно широкую полоску.
91
Если нагрузка при постоянной амплитуде периодически падает, то полоски уже, чем в случае периодически увеличивающейся нагрузки.
4.3. Смешанные изломы
Выше была сделана попытка показать чисто хрупкие и чисто
вязкие изломы, но в практике они встречаются очень редко. На самом
деле, в машиностроительных материалах наблюдаются смешанные
изломы, которые можно классифицировать как: ближе к хрупким или
ближе к вязким. Как пример, можно рассмотреть два смешанных макроизлома (рис. 4.16, а, б). На рис. 4.16, а показан цементованный валик. В изломе на рис. 4.16, б наблюдаются две зоны разрушения: силовая срезом (начало разрушения) и зона долома с макропризнаками
усталостного разрушения, перпендикулярная сечению детали.
а
б
Рис. 4.16. Смешанные изломы
Излом в цементованном слое ближе к хрупкому, а в сердцевине
ближе к вязкому. Если на макроизломах достаточно трудно отнести
излом к тому или иному виду, то микрофрактография позволяет сделать это достаточно объективно (рис. 4.17).
На микрофрактограмме видны: участок хрупкого внутризёренного излома (между горизонтальными стрелками), участок хрупкого межзёренного излома (между вертикальными стрелками) и участок вязкого ямочного излома (между наклонными стрелками).
92
Рис. 4.17. Смешанный излом, РЭМ. х1000
Используя методики фрактографического статистического обсчета изломов, можно точно ответить на вопрос: какая доля того или
иного вида излома существует на самом деле.
4.4. Особенности микрорельефа изломов
при межзёренном разрушении
Межзёренное разрушение, т.е. разрушение по границам зёрен поликристаллического материала, наблюдается чаще всего при пониженных и повышенных температурах, водородной и отпускной хрупкости,
коррозии и усталости. Определяющим условием образования межзёренного излома является низкий уровень сил связи (межзёренной когезии), обусловленный выделениями по границам зёрен хрупкой фазы в
виде пленки или включений, сегрегацией легирующих элементов, миграцией и локализацией дефектов у границ и т.п. Межзёренные изломы,
как правило, относят к хрупким, учитывая при этом в первую очередь
низкую энергоёмкость разрушения. Если принимать во внимание микромеханизм разрушения, то при образовании межзёренного излома
возможна реализация как хрупкого, так и вязкого микромеханизма.
При хрупком межзёренном разрушении (рис. 4.18) на электронных фрактограммах наблюдаются гладкие площадки скола, часто с
частицами охрупчивающих включений (нитридов, карбонитридов, карбидов, сульфидов и др.). С увеличением размеров частиц и относи-
93
тельной площади, занимаемой ими, микрорельеф излома становится
более хрупким. Применение небольших увеличений (до 2000) позволяет в ряде случаев наблюдать связь микрорельефа излома с элементами структуры материала. Поверхность межзёренного скола отличается от внутризёренного отсутствием ручьистого узора, что связано с меньшей возможностью дробления трещины по сравнению с
внутризёренным [5].
Рис. 4.18. Межзёренный излом и схемы его образования: а – хрупкий излом;
б – хрупкий излом с карбидными включениями; в – вязкий излом; г – разрушение
при наличии на границах зёрен хрупкой фазы в виде пленки; а, б, в – РЭМ.
х1000, уменьшено в 2 раза; г – РЭМ. х3000, уменьшено в 2 раза
94
Фасетки межсубзёренного разрушения в большинстве случаев
имеют форму многогранников.
Известны случаи межзёренного разрушения с образованием типичного ямочного микрорельефа излома (рис. 4.19), например в аустенитных нержавеющих и жаропрочных сталях и высоколегированных сплавах. Энергетические характеристики образования такого излома, как правило, малы, значительно ниже, чем при внутризёренном
разрушении сколом. Реализация механизма ямочного разрушения в
данном случае ограничивается микрообъёмом материала (незначительным по толщине), прилегающим к границе зёрен.
а
б
Рис. 4.19. Микрофрактограммы межзёренного вязкого (а)
и хрупкого (б) разрушений, РЭМ. х7000, уменьшено в 2 раза
При разрушении перегретых сталей наблюдается микрорельеф
поверхностного разрушения в виде мелких плоских ямок (сотовый
рельеф), свидетельствующий о малой доле локальной пластической
деформации при низкой энергоёмкости разрушения (рис. 4.20).
Рис. 4.20. Сотовый рельеф на микрофрактограммах стали 18ХГНМФЛ. РЭМ.
х7000, уменьшено в 2 раза
Из рассмотрения основных видов микрорельефа изломов видно,
что хрупкому микромеханизму разрушения соответствуют фасетки
95
внутризёренного и межзёренного скола, ступеньки скола, ручьистый
узор, язычки. К особенностям квазискола относятся фасетки квазискола, гребни, ступеньки, язычки. При таком микромеханизме разрушения
основным элементом микрорельефа являются ямки (равноосные и
вытянутые), при интенсивной сдвиговой деформации – участки с гладкой или слегка волнистой поверхностью. Усталостное разрушение характеризуется наличием усталостных бороздок, траковых следов. Могут наблюдаться также элементы хрупкого и вязкого разрушения.
Применение фрактографии позволяет определить характер и
микромеханизм разрушения, установить местное направление развития разрушения путём отрыва и начальную точку разрушения, исследовать влияние дефектов структуры и выделившихся фаз на распространение разрушения. Наличие особенностей строения излома свидетельствует о предшествующей термической обработке, условиях
испытания и разрушения.
В некоторых случаях микрофрактография позволяет получить
косвенные сведения, касающиеся плотности дислокаций, энергии упаковки и структуры границ зёрен.
Микрофрактография является развивающимся методом тонкого
морфологического изучения поверхностей разрушения и может быть
применена для решения многих металловедческих задач и в установлении причин разрушения деталей.
Контрольные вопросы
1. Что отражает излом? В чем отличие внутризёренного излома от межзёренного? Назовите виды изломов.
2. Назовите виды хрупких изломов при внутризёренном разрушении. В чем
особенность каждого излома?
3. Назовите виды вязких изломов при внутризёренном разрушении, как они
образуются, для каких материалов они характерны?
4. Как происходит разрушение квазисколом и чем оно обусловлено?
5. От каких нагрузок возникают усталостные изломы, в чем их особенность?
6. В чем отличие усталостных изломов с хрупкими и вязкими бороздками?
7. Как образуются траковые следы при усталостном разрушении?
8. Покажите на схеме зарождение и продвижение усталостной трещины.
Какую роль играет пластическая деформация при движении трещины?
9. Как проводится количественная оценка усталостных трещин?
10. Опишите особенности микрорельефа изломов при межзёренном разрушении.
96
5. АНАЛИЗ ЭКСПЛУАТАЦИОННЫХ РАЗРУШЕНИЙ
При проведении автотехнической экспертизы исследованию изломов, а также изучению процесса образования и развития трещин,
отводится особое место. Это объясняется тем, что при анализе
строения изломов получают сведения о процессе разрушения, которые в большинстве случаев не могут быть получены другими методами, а именно:
1 – в строении излома находят четкое отражение все стадии
процесса разрушения, и поэтому анализ строения изломов является
единственным методом, с помощью которого после окончания разрушения можно получить сведения о протекании этого процесса;
2 – излом выявляет зоны, где наиболее неблагоприятно сочетаются условия нагружения и свойства материала, его способность к локальному сопротивлению разрушению, так как излом – это след магистральной трещины, оказавшейся решающей для разделения тела;
3 – строение излома отображает локальные условия разрушения в тонкой, примыкающей к поверхности излома зоне; характеристика вида излома – хрупкий или вязкий – оценивает степень микропластической деформации, прошедшей в процессе разрушения в тонком слое вблизи поверхности разделения тела.
Цель анализа эксплуатационных разрушений – установление
характера и причин эксплуатационных разрушений, вызвавших разрушение узла или детали, поскольку разрушения могут возникать по многим причинам, например в результате износа или эрозии поверхности,
искажения формы, низкой твёрдости, превышения нагрузки.
Для этого проводится анализ строения изломов в основном для:
изучения закономерностей процесса разрушения, его механизма, кинетики, влияния структурных факторов, оценки качества материала и т.д.
Важное значение имеет также анализ трещин: их траекторий, количества, распределения и т.д., что позволяет полностью выявить разрушенные зоны детали. В этот анализ входит определение появления
трещин на этапе до полного разрушения детали или конструкции.
Анализ излома, как правило, является одной из составных частей общего исследования. Изучение изломов может дополняться и
сопровождаться другими физическими и механическими методами
исследования.
97
5.1. Основы анализа эксплуатационных разрушений
Всякий процесс деформации деталей, узлов, конструкций при
достижении высоких напряжений заканчивается разрушением. Процесс разрушения начинается с образования субмикроскопических
трещин и заканчивается макроскопическим разделением их на отдельные части.
Основной причиной любого разрушения являются напряжения
(как приложенные, так и остаточные), величина которых превышает
предельную несущую способность детали. Эти напряжения могут возникнуть при взаимодействии многих сложных факторов, каждый из которых необходимо оценить для однозначного установления причины
разрушения. Некоторые вопросы, касающиеся предыстории изготовления, функций и назначения разрушенной детали, а также взаимодействия этой детали с другими, перечислены ниже.
Нагружение. Точно ли соответствовали характер, скорость и величина приложенной нагрузки расчетным характеристикам для данной
детали? Происходило ли повторное или циклическое нагружение? Каково направление главного напряжения по отношению к общей конфигурации данной детали? Где остаточные напряжения особенно опасны?
Материал. Был ли применен рекомендуемый материал? Соответствует ли уровень его механических свойств ожидаемому? Имелись
ли поверхностные или внутренние несплошности, которые могли способствовать разрушению? Соответствует ли микроструктура заданной?
Форма. Выполнена ли деталь в соответствии со всеми размерными требованиями чертежа? Достаточно ли поперечное сечение,
чтобы противодействовать локальной перегрузке? Имели ли закругления достаточно большие радиусы? Обладали ли взаимодействующие детали достаточным зазором? Деформировались ли какиенибудь контуры в процессе эксплуатации? Были ли признаки механического повреждения поверхности?
Рабочая среда. Подвергалась ли деталь воздействию коррозионной среды, очень высокой или низкой температуры? Была ли должным образом защищена поверхность детали? Изменялись ли свойства детали в процессе эксплуатации? Было ли взаимодействие (например гальваническое) между материалом детали и материалом соседних узлов конструкции?
98
5.2. Параметры эксплуатационных разрушений,
которые могут быть выявлены фрактографически
Изучение разрушения начинается с визуального обследования,
при котором устанавливают следующее:
– есть ли механическое повреждение;
– есть ли признаки чрезмерной коррозии;
– деформирована ли деталь;
– наблюдаются ли явные признаки вторичного разрушения;
– можно ли сразу определить очаг разрушения;
– легко ли определить направление распространения трещин.
На этой стадии исследования часто оказывается полезным
иметь такую же точно неразрушенную деталь. Данные этого обследования позволяют сделать вывод относительно существующих условий
эксплуатации до и в процессе разрушения.
Следует отметить, что самая важная часть фрактографии при
проведении автотехнической экспертизы – внешний осмотр невооруженным глазом или с применением простейшего инструмента – лупы.
Это, как правило, первая часть исследования, позволяющая составить
предварительное мнение (оно обычно на 80–90% оправдывается) и
определить последующие этапы изучения изломов с применением
более тонких методов исследования
В дальнейшем эту информацию сопоставляют с данными, полученными при изучении излома при малых увеличениях в бинокулярном
микроскопе типа МБС-10 и затем при больших увеличениях с использованием РЭМ, ПЭМ, металлографии (в отдельных случаях) или некоторых
комбинаций этих методов. Общий осмотр при малом увеличении важен
для идентификации областей, нуждающихся в дальнейшем исследовании при более высоком увеличении. Наиболее интересные детали регистрируются на фрактограммах при необходимых увеличениях для соответствующего отчета. Для последующего анализа требуется фиксировать последовательность операций обработки разрушенных деталей.
5.2.1. Определение очага разрушения
и траектории распространения трещины
Определение очага разрушения является важным для анализа
повреждений, а расположение этого очага может оказаться решающим
99
при разработке мероприятий для предотвращения повторных разрушений. Так, если очаг разрушения находится на поверхности, то, очевидно, поверхность была недостаточно упрочнена. Если очаг разрушения находится в приповерхностном слое, то, возможно, общая прочность низкая или имеются внутренние несплошности (включения, раковины и т.п.). При изучении этих деталей можно проследить путь трещины в обратном направлении – к источнику ее зарождения и таким образом определить, возникла ли эта трещина на включении, на участке
пористости, на частицах выделившейся фазы, у коррозионной ямки, у
механического надреза, на закате после ковки, на внутренней трещине
или царапине или образовалась просто в результате перегрузки.
Рис. 5.1. Схема расположения очага разрушения и направление
распространения трещины при усталостном разрушении основания ротора
из стали 40Х2Н2МА: 1 – очаг усталостной трещины;
2 – направление распространения трещины
Рассмотрим на конкретном примере применение фрактографии
при исследовании разрушения, начавшегося у концентратора напряжения в основании ротора, изготовленного из стали 40Х2Н2МА с кадмиевым покрытие (рис. 5.1, 5.2) [8]. Трещина, вызвавшая разрушение
детали ротора, зародилась, как показано на рис. 5.1, в углу сквозного
прямоугольного продольного паза, где он пересекается с верхней поверхностью. На рис. 5.1 также показан и профиль разрушения. При
изучении верхней (в соответствии с рис. 5.1) поверхности разрушения
выявлены три четко разделенные области; на рис. 5.2, а они показаны
стрелками А, В, С. На рис. 5.2, b видна область А и часть области В
при большем увеличении. Фрактографический анализ показал, что
начальный участок трещины (А) образовался по усталостному механизму (рис. 5.2, с). Продольные следы от механической обработки паза (рис. 5.2, а) распространились и в галтели. Для области В, состав-
100
ляющей основную часть излома, характерно межзёренное разрушение (рис. 5.2, d). Для области С – зоны сдвига – характерно наличие
вытянутых ямок.
a
b
c
d
Рис. 5.2. Поверхность разрушения основания ротора, изготовленного
из стали 40Х2Н2МА: a – усталостная зона А, зона межзёренного разрушения В
и зона сдвига С, х1,6; b – зона А и участок усталостного разрушения, х10;
с – слабо различимые усталостные бороздки в зоне А, ПЭМ,
пластиково-угольная реплика, х6800; d – межзёренный излом
в зоне В, ПЭМ, пластиково-угольная реплика, х8000
Поскольку деталь имела кадмиевое покрытие, и разрушение
происходило по межзёренному механизму, ожидалось, что оно обусловлено водородным охрупчиванием. В то же время присутствие
большого количества продуктов коррозии в области межзёренного
разрушения свидетельствует о коррозионном растрескивании под напряжением как основном механизме разрушения по границам зерна.
Вероятность коррозионной усталости как фактора, вызвавшего разрушение, была исключена, поскольку при фрактографическом исследовании всей области межзёренного разрушения не удалось обнару-
101
жить присутствия усталостных бороздок. Однако начало развития
трещины по усталостному механизму (участок А) свидетельствует о
том, что рано или поздно деталь должна была разрушиться, даже если бы и не было кадмиевого покрытия. С этой точки зрения водородное охрупчивание можно считать дополнительной интенсифицирующей, но не основной причиной разрушения.
5.2.2. Определение типа нагружения
При разработке конструкции детали заранее предвидят конкретный тип нагружения в процессе ее эксплуатации. Первый вопрос при
изучении разрушения: соответствовало или не соответствовало нагружение ожидаемому? Из данных фрактографического обследования
можно получить сведения о характере и величине приложенного напряжения.
Фрактографическое исследование разрушившейся трубки тормозного цилиндра крупного автомобиля, изготовленной из низкоуглеродистой стали (рис. 5.3, а, b), показало, что разрушение произошло
по усталостному механизму (рис. 5.3, с), хотя при макрообследовании
признаков усталости не было обнаружено.
a
b
c
Рис. 5.3. Трубка тормозного автомобильного цилиндра из низкоуглеродистой
стали, разрушившаяся в результате резонансной вибрации:
а – общий вид разрушенного изделия, х0,9; b – поверхность разрушения, х9;
с – усталостные бороздки на поверхности разрушения, ПЭМ,
пластиково-угольная реплика, х6000
Однако можно отметить, что во время передвижения автомобиля возникает резонансная вибрация и при несоответствующем креплении трубки тормозного цилиндра возможно возникновение в ней
циклического напряжения, вызвавшего усталостное разрушение.
102
Усталостное разрушение (наиболее часто встречающееся в деталях машин) реализуется при постепенном подрастании одной или
нескольких усталостных трещин, образованных в процессе повторяющегося циклического нагружения. Рост трещин может начаться от одной или нескольких поверхностных или подповерхностных несплошностей. Как уже отмечалось, важно определить очаг разрушения. Обычно
в результате повторяющихся циклов нагружения усталостная трещина
подрастает ступенчато, образуя параллельные микроскопические полосы, известные как усталостные бороздки. Эти бороздки можно распознать по РЭМ- и ПЭМ- фрактограммам, а их наличие служит прямым
доказательством цикличности нагружения (рис. 5.4).
Отсутствие усталостных бороздок еще не может служить доказательством того, что деталь не подвергалась циклическому нагружению, поскольку в некоторых случаях бороздки могут быть скрыты (завуалированы) или полностью уничтожены в результате коррозии, а в
некоторых материалах (например в высокопрочных сталях) практически не образуются. Если признаки усталостного разрушения обнаруживаются в неожиданных ситуациях, то это означает, что деталь эксплуатируется неверно.
a
b
Рис. 5.4. Реплики с поверхности усталостной трещины в нержавеющей стали,
фиксирующие регулярные усталостные бороздки:
а – по обе стороны от границы наклона (в правой части фрактограммы)
бороздки имеют разную ориентацию. ПЭМ, оксидная реплика, х5750;
b – ПЭМ, пластиково-угольная реплика, х7800
На основании фрактографического изучения поверхности разрушения можно качественно судить о величине действующего напряжения, но количественные оценки невозможны. В общем случае
103
эта оценка зависит от признаков значительного пластического течения
в разрушенной детали. Остаточная деформация свидетельствует о
том, что приложенное напряжение существенно выше предела текучести материала. Другим источником информации может служить
сравнительная количественная оценка различных составляющих поверхности излома. Так, например, при интерпретации оптических микрофрактограмм отмечается, что если при усталостном разрушении
расстояние между усталостными бороздками большое, протяженность усталостной зоны мала, а зона долома велика, то это значит,
что разрушение произошло в результате высокой нагрузки. О невысоком циклическом напряжении можно говорить в том случае, если протяженность усталостной зоны велика, усталостные бороздки расположены очень близко друг к другу, а зона долома мала. К другим факторам, принимаемым во внимание, относятся: наличие или отсутствие
концентраторов напряжений в детали, а также характер разрушения –
межзёренный или внутризёренный. Однако отсутствие значительной
деформации еще не является исчерпывающим доказательством того,
что приложенное напряжение было невелико.
5.2.3. Исследование материала детали
Многие вопросы оценки сопротивления материала разрушению
могут быть решены с помощью фрактографии; для решения других
требуются иные методы исследования, а именно: металлография, химический анализ, микрорентгеноспектральный анализ, микродифракционный рентгеновский анализ, Оже – спектроскопия. Если такие исследования выполнены на вспомогательных приставках либо к растровому, либо к просвечивающему электронному микроскопу, то их также
с известным приближением можно считать фрактографическими.
Как правило, разрушение вязкого сплава происходит в результате слияния микропор, а хрупкого – по механизму внутризёренного скола или межзёренного разделения. Однако это слишком упрощенная
схема (в большинстве изломов встречается смешанное разрушение),
но она служит основной предпосылкой.
Изучение металлографических шлифов, вырезанных перпендикулярно поверхности разрушения, позволяет судить о характере микроструктуры и о качестве проведенной термической обработки. Если
104
имел место перегрев [5], то по микроструктуре можно выявить этот
дефект (рис. 5.5).
Если по границам зерен имеются охрупчивающие фазы или
пленки, способствующие межзёренному разрушению, то их также
можно увидеть на микрофотографиях.
Рис. 5.5. Излом кованой насосной камеры из-за пережога стали.
Разрушение возникло от радиальной трещины (указана стрелкой) в отверстии
для плунжера. Грубая межзёренная поверхность
занимает 2/3 поверхности излома
По фрактограммам, выполненным при большом увеличении,
можно судить о чистоте металла, т.е. много или мало включений
встречается в изломе (рис. 5.6, 5.7). По таким фрактограммам можно
также судить о форме включений, так как в процессе разрушения происходит отделение включений от матрицы, что позволяет получить
трехмерное представление об их форме.
Если в сплаве образовалась сегрегация каких-либо элементов,
то фрактографически иногда можно выделить эту область сегрегации
по резким отличиям рельефа участка поверхности разрушения от характерного для данного сплава. Степень успеха при распознавании
сегрегации отчасти зависит от того, насколько объемна ее «структура». Если «структура» сегрегации (вернее, создаваемое ею отличие
рельефа) слишком тонкая, то для ее распознавания требуется применение методов металлографии, а главное микрорентгеноспектрального анализа.
105
а
б
Рис. 5.6. Излом литого сплава. Многочисленные включения внутри ямок –
частицы оксидов и сульфидов марганца (Mn(Fe)0, Mn(Fe)S)), которые были
«захлопнуты» между ветвями растущих дендритов. РЭМ: а – х150, б – х4000
Рис. 5.7. Неметаллические включения (отмечены стрелкой)
в разрушенном шатуне автомобиля. РЭМ. х740
Изучение поверхностей разрушения позволяет судить, явились
ли дефекты, образовавшиеся в процессе обработки, причиной разрушения. Складки при ковке и волосовины легко выявляются, поскольку
на поверхностях этих дефектов нет никаких характерных признаков
разрушения. Для усадочной пористости характерна дендритная структура (особенно внутри усадочной раковины), которую невозможно
спутать с рельефом разрушения (рис. 5.8, а, б).
Поверхности трещин, образовавшихся до или во время термической обработки, легко отличить от трещин, образовавшихся в про-
106
цессе дальнейшего разрушения, так как на поверхности этих термических трещин присутствуют окисные пленки или продукты коррозии.
Точный состав таких пленок зависит от того, как нагревали деталь в
процессе термической обработки (или горячей ее деформации) после
образования трещины, а также от того, была ли трещина заполнена
жидким или газообразным корродирующим веществом перед началом
ее распространения в процессе эксплуатации. Тем не менее поверхность первичной (в том числе термической) трещины всегда легко обнаруживается.
a
б
Рис. 5.8. Разрушение литого стального шпинделя, начавшееся от усадочной
раковины: а – поверхность излома шпинделя, слева раковина, которая имеет
четкую дендритную структуру. х1,3; б – усадочная раковина в изломе
поверхности при большем увеличении. Более отчетливо видна дендритная
структура раковины. Хорошо видна различная ориентация дендритов,
расположенных в разных зонах под различными углами.
Представляет интерес разница в размерах дендритов,
что связано с разницей в скоростях охлаждения. х4
Потенциальным источником трещин является сварка; трещины могут возникать как внутри, так и на поверхности сварного шва либо образовываться в зоне термического влияния сварки (в основном
металле). Если эти трещины образовались при температуре окружающей среды, то они, по-видимому, имеют сходство с поверхностью
разрушения в зоне долома. Если они образовались до полного охлаждения детали после сварки, то на поверхности открытых трещин
видны оксидные плёнки. На поверхностях внутренних трещин, как
правило, не происходит окисления. При фрактографическом исследовании будут фиксироваться все открытые окисленные трещины, одна-
107
ко наиболее полезную информацию о сварочных трещинах можно получить в процессе металлографического исследования поперечного
сечения зоны сварки и зоны ее термического влияния при изучении
структуры сварного шва и металла в районе трещин.
При исследовании разрушения оси из стали 40Х2Н2МА (рис. 5.9,
5.10) можно отметить, что разрушение оси началось в области сварного шва (рис. 5.9, а) и распространилось через всё поперечное сечение.
При изучении реплик в ПЭМ было обнаружено, что разрушение
внутри сварного шва межзёренное (рис. 5.9, b).
a
b
c
Рис. 5.9. Разрушение оси из стали марки 40Х2Н2МА после сварки:
a – стрелка показывает очаг разрушения в зоне сварного шва. х0,4;
b – межзёренное разрушение в зоне сварного шва. ПЭМ, пластиково-угольная
реплика, х3400; c – скол за пределами сварного шва (рис. 5.10),
ПЭМ, пластиково-угольная реплика, х1700
Рис. 5.10. Металлографический шлиф из стали 40Х2Н2МА (см. рис. 5.9)
в области очага разрушения, на котором показаны зона сварного шва
и зона термического влияния сварки и нанесены значения твердости (HRC)
в разных участках: А – поверхность разрушения;
Б – сварной шов; В – зона термического влияния сварки
В зоне термического влияния сварки, отличающейся высокой
твердостью (рис. 5.10), присутствует мартенсит, образовавшийся при
108
подкаливании легированной стали даже в большом сечении, в результате чего могли образоваться мелкие закалочные трещины, которые
стали «инициаторами» разрушения. Разрушение оси произошло в основном по хрупкому механизму, что подтверждено наличием скола на
фрактограммах (рис. 5.9, с), снятых на всех участках, кроме зоны сварочного шва. Разрушение произошло при температуре окружающей
среды. Спектральный анализ показал, что состав стали соответствовал
заданному. Однако результаты измерения твердости и металлографическое исследование подтвердили, что сталь находилась в охрупченном состоянии из-за неправильного режима отпуска после сварки. Высокая твердость зоны термического влияния сварки (рис. 5.10) доказывает, что после сварки не была произведена необходимая термическая
обработка.
На рис. 5.11 показан разрушенный сварной шов, причиной разрушения которого также является дефект сварки, вызванный неправильной термической обработкой.
а
б
Рис. 5.11. Разрушенный сварной шов: а – излом проходит через середину
сварного шва; б – показан участок поверхности сварного шва после полировки
и травления 2%-м раствором азотной кислоты. Трещина видна сверху поры
по стрелке. Твердость основного металла – НВ 187, в зоне термического
влияния – НВ 516 и в сварном шве – НВ 363 – 534. х5
5.2.4. Исследование формы и поверхности детали
Перегрузка может вызвать значительное искажение формы детали. Первоначальный осмотр детали невооруженным глазом, а также
в стереомикроскоп с малым увеличением, должен включать и выявление признаков искривления детали. Однако они свидетельствуют о
109
перегрузке только для деталей из материала, обладающего высокой
пластичностью (вязкостью) и относительно низким пределом текучести. Если деталь изготовлена из высокопрочной стали, то доказать,
что перегрузка была выше нормы, труднее.
Чтобы определить, имела ли место концентрация опасных напряжений, способная инициировать разрушение, необходимо тщательно изучить наружную поверхность детали вблизи зоны разрушения. Источником разрушения могут быть простая риска, выемка или
глубокая царапина, образующиеся, как правило, в результате неаккуратной обработки или сборки при монтаже. Если отсутствуют острые
канавки, то другими неровностями поверхности можно пренебречь и
не связывать их с разрушением. В то же время, если какой-либо рельеф характеризуется острыми углами, соответствующие риски создают
возможность концентрации напряжения, что часто служит причиной
образования трещин. Источником концентрации напряжений могут
быть грубые следы от инструмента (рис. 5.12, а); галтель, отличающаяся очень маленьким радиусом, даже если ее поверхность исключительно хорошо обработана, также является местом зарождения усталостных трещин (рис. 5.12, б), что достаточно широко известно.
а
б
Рис. 5.12. Усталостные изломы коленчатых валов: а – в очаге разрушения
(на галтели коренной шейки указаны стрелками) коленчатого вала автомобиля
Nissan видны следы грубой механической обработки, которые послужили
очагами зарождения трещины; б – две трещины возникли под действием
напряжений изгиба; одна трещина возникла в галтели шейки (место указано
стрелкой) и развивалась через щеку до соединения со второй трещиной,
которая образовалась в галтели у противоположной стороны щеки.
В верхней части излома – резко очерченные линии усталости, х3/4
Растровый электронный микроскоп, обладающий большой глубиной фокуса, целесообразно использовать при исследовании разру-
110
шения, возникшего в результате обработки инструментом, поскольку
можно наблюдать как край поверхности разрушения, так и прилегающие внешние участки детали.
При помощи РЭМ на соседних с разрушенным участках поверхности можно выявить имеющиеся в материале несплошности, такие
как складки от ковки, трещины, коррозионные ямки. Исследование
может показать:
а) что на поверхности разрушения имеются различные виды несплошностей;
б) что одна или несколько из них могут вызвать разрушение;
в) что оставшиеся несплошности являются свидетельством того,
какова причина образования опасной трещины, даже если несплошности, послужившие непосредственным источником разрушения, уже
неразличимы.
Если характер разрушения не совсем понятен, то проводят исследование при большем увеличении, так для установления причины
разрушения поворотного кулака автомобиля Nissan было проведено
исследование на РЭМ (рис. 5.13).
а
б
Рис. 5.13. Излом поворотного кулака автомобиля Nissan:
а – макрофрактография поверхности излома. Стрелкой отмечен излом
на торце образца. х5,5; б – микрофрактограмма излома на торце.
Стрелками отмечены: большой – неметаллическое включение;
малой – квазискольная фасетка. РЭМ. х360
111
Микрорельеф излома образован отдельными фасетками квазискола (одна из них отмечена большой стрелкой на рис. 5.13, б), ямками вязкого разрушения, местами включениями шаровидного графита
и отдельными неметаллическими включениями. Таким образом, методом сканирующей электронной микроскопии подтверждён силовой
характер разрушения поворотного кулака автомобиля Nissan.
Следующая задача анализа поверхности (и микроструктуры) –
выяснение того, отличаются ли поверхностные слои по составу, твердости и микроструктуре от сердцевины. Различия могут быть следствием обезуглероживания, поверхностного упрочнения при науглероживании, индукционной поверхностной закалки или поверхностной
пластической деформации, например упрочняющей дробеструйной
обработки или накатки поверхности (рис. 5.14). Эти различия выявляются фрактографически по изменению особенностей разрушения поверхностного и внутреннего участков. Определение характера поведения каждого участка требует также (кроме фрактографического) химического и металлографического анализов.
а
б
с
Рис. 5.14. Хрупкий излом обезуглероженного слоя стальной детали:
а – поверхность излома. РЭМ. х100; б – обезуглероженная зона при большом
увеличении. Разрушение по механизму скола. В верхней части – тонкие
ручьистые узоры. РЭМ. х3000; с – участок излома, находящийся
на фрактограмме б под обезуглероженной зоной, снятый при большем
увеличении. Разрушение проходило по нескольким механизмам:
видны небольшие фасетки скола (отмеченные буквой А)
и некое подобие мелких ямок. РЭМ. х3000
112
5.2.5. Влияние химической среды и термического воздействия
на эксплуатационные повреждения
Эксплуатационное разрушение детали часто обусловлено типом
среды, в которой она работала. К активным химическим средам относят воду, насыщенный солью воздух, соленую воду, растворы кислот,
щелочей, некоторые жидкие, а также твердые металлы. Термическое
влияние, определяющее изменение свойств металла и его склонность
к разрушению, проявляется в случае эксплуатации при низких (например криогенных) или, наоборот, высоких температурах.
Если разрушение вызвано коррозией, то продукты коррозии будут
присутствовать на поверхности детали и непосредственно на поверхности разрушения и будут выявлены с помощью фрактографии. Состав
продуктов коррозии можно определить, используя методы химического
и микрорентгено-спектрального анализов, микродифракцию электронов и рентгеновских лучей или Оже-спектроскопию. Если произошло
коррозионное растрескивание под напряжением, то разрушение часто
оказывается межзёренным (рис. 5.15), а количество продуктов коррозии по границам зёрен больше у устья трещины и меньше на ее последнем участке. Отсутствие видимых продуктов коррозии на поверхности разрушения не служит доказательством отсутствия коррозионного растрескивания. При металлографическом исследовании могут быть
получены дополнительные данные, характеризующие коррозию по
границам зёрен и глубину вторичных зернограничных трещин.
Рис. 5.15. Усталостное коррозионное растрескивание аустенитной стали.
Распределение излома – слева направо. РЭМ. х1100
113
Подобно коррозионному происходит водородное растрескивание, которое вызывает межзёренное разрушение с очень чистыми
фасетками раздела зёрен (часто водородное охрупчивание оказывается настолько локализованным, что его трудно обнаружить).
При металлургических процессах, происходящих при высокой
температуре, водород растворяется и при быстром охлаждении остается в решетке. Другими благоприятными путями проникновения водорода являются также поры и определенные неметаллические
включения (рис. 5.16, 5.17).
а
б
Рис. 5.16. Водородное охрупчивание: а – проникновение водорода в сталь
при наличии пор и включений. В пустотах в структуре стали скапливается
и молизуется водород, развивается большое давление и благодаря этому
создаются высокие напряжения: 1 – поры; 2 – включения, например MnS;
б – схема образования в сталях излома, обусловленного водородным
охрупчиванием: 1 – поверхность излома; 2 – пластически деформированные
волосовины; 3 – микропоры; 4 – шлифовальная поверхность: толстые линии –
границы бывших (наследственных) зёрен аустенита; тонкие линии – границы
мартенситных пакетов; обычно излом вдоль границ бывших зёрен аустенита
носит название межкристаллитного, а излом вдоль или поперек границ
мартенситных пакетов – транскристаллитного [8]
В реальных условиях не удается выявить четкого различия между
коррозией под напряжением и водородным охрупчиванием. Например,
в высокопрочных сталях оба вида разрушения настолько близки, что
нельзя говорить о них, как об отдельных. С помощью тщательного
фрактографического анализа можно отличить разрушение из-за водородного охрупчивания от коррозии под напряжением (рис. 5.15–5.17).
114
а
б
с
Рис. 5.17. Дефекты водородного охрупчивания: а – дефекты типа «рыбий глаз»
в сварочном шве передаточного рычага мотоцикла. Квазискольный излом
в перлите произошел в результате воздействия водорода, который
образовался из-за высокой температуры при сварке; в стали всегда
присутствуют сульфиды марганца и возможна реакция MnS + H2O = MnO + 2H.
Наблюдается большое число пор. РЭМ. х2400; b – транскристаллитное
водородное охрупчивание стали. Характерными признаками являются
микроквазискольные изломы, транскристаллитные вторичные трещины,
микропоры и пластически раскрытые волосовины. Своеобразный перистый вид
этого хрупкого излома обусловлен мартенситной структурой стали. РЭМ.
х5000; с – доказательством водородного охрупчивания хромоникелевой стали
являются видимые на фотографии микропоры и дефекты
типа «вороньей ноги» на поверхности зёрен. РЭМ. х2200
Рассмотрим водородное охрупчивание мембраны из нержавеющей стали. На рис. 5.18 показана в двух видах разрушившаяся в
процессе эксплуатации мембрана из нержавеющей стали 12Х13 при
давлении водорода 300 МПа. Разрушение произошло при комнатной
температуре после работы в среде водорода высокого давления в интервале температур от температуры окружающей среды до 35°C.
Рис. 5.18. Две проекции разрушившейся после водородного охрупчивания
мембраны из нержавеющей стали;
слева – х1/2, справа – в натуральную величину
115
На поверхности разрушения имеются участки как внутризёренного (стереопара на рис. 5.19), так и межзёренного разрушения (стереопара на рис. 5.20); последнее характерно для водородного охрупчивания высокопрочных сталей. Отложения продуктов коррозии в результате заключительного воздействия активной среды на деталь (и
на поверхность разрушения) привели к тому, что реплики для ПЭМ
имеют много артефактов, однако никаких признаков коррозии по границам зёрен не обнаруживается (рис. 5.20). Это заключение позволяет отличить межзёренное разрушение, вызванное водородным охрупчиванием, от межзёренного разрушения из-за коррозии под напряжением. Только в результате исключительно тщательного фрактографического исследования можно обнаружить признаки, позволяющие
различить эти два типа разрушения.
Рис. 5.19. Рельеф внутризёренного скола на участке поверхности разрушения,
вызванного водородным охрупчиванием мембраны из стали (рис. 5.18, 5.20).
При стереонаблюдении видны массивные гребни, идущие сверху в левый нижний
угол с заметными ступеньками скола на правых сторонах гребней.
Видны отложения продуктов коррозии, оказавшиеся на поверхности
разрушения при эксплуатации и экстрагированные репликой. ПЭМ,
стереопара, пластиково-угольная реплика. х2400
Если деталь подвергали неправильному нагреву или охлаждению, то это можно определить по деталям микрорельефа на поверхности излома. Как правило, для низких температур характерно хрупкое разрушение. Наличие плоских фасеток с язычками скола на по-
116
верхности разрушения сплава с высокой вязкостью служит признаком
того, что разрушение произошло при очень низкой температуре.
Нагрев детали до слишком высокой температуры также вызывает определенные изменения, выявляемые фрактографически. К этим
изменениям относятся: окисление поверхностей детали и излома, коробление, снижение твердости термически обработанных сталей,
частичное оплавление локальных химических сегрегаций. При таких
обстоятельствах для вывода о причине разрушения требуется сопоставление данных фрактографического исследования с аналогичными
данными для нормальных условий эксплуатации.
Рис. 5.20. Разрушение по границам зёрен на поверхности излома мембраны,
вызванное водородным охрупчиванием. Нержавеющая сталь (рис. 5.18, 5.19).
При стереонаблюдении на слегка выпуклых поверхностях границ зёрен видны
поры, похожие на ямки; это следы от включений на границах зерен.
Можно видеть отложения продуктов коррозии на поверхности излома.
ПЭМ, стереопара, пластиково-угольная реплика. Х6600
Разрушение в результате удара, возникшего в особых условиях
эксплуатации высокоинерционных изделий (например при транспортной аварии), относят к несколько необычному «влиянию окружающей
среды». Причина такого разрушения обычно очевидна, однако в некоторых случаях возникает главный вопрос: когда возникли критическая
трещина или разрушение – во время удара или до него. Фрактографическое исследование позволяет выяснить, давно ли произошло разрушение, имеет ли оно следы кратковременных перенапряжений, а
117
также связаны ли очаг и путь развития трещины с общей деформацией, возникшей в результате удара.
5.3. Изменение типа разрушения в зависимости от размера,
формы и поперечного сечения детали
Форма, размер и поперечное сечение образца или детали конструкции могут оказывать большое влияние как на микро-, так и макрокартину поверхности разрушения, особенно если приложенное напряжение было значительным по величине. Отверстия, углы, надрезы, механические царапины, а больше всего уже существующие трещины очень сильно влияют на вид поверхности разрушения. Значительные локальные повышения напряжений – образование так называемых пиковых напряжений – более вероятны в крупных деталях,
чем в мелких, так как крупная деталь имеет и большее количество
различного рода дефектов и более высокий запас упругой энергии.
Размеры детали оказывают влияние и на тип разрушения. Если,
к примеру, вязкое разрушение железа, улучшенных сталей или других
металлов с ОЦК решеткой сменяется сколом по плоскости {100}, то в
ряде случаев есть определенная вероятность того, что это вызвано
увеличением толщины детали. Чем толще используемая деталь, тем
в большей мере проявляется трехосность и концентрация напряжений
в зоне впереди вершины трещины и тем ближе условия распространения трещины к условиям плоской деформации.
Если деталь изготовлена из материала, который не разрушается
по механизму скола или по межзёренному механизму, то увеличение
толщины выразится в изменении вида поверхности разрушения от
ямок сдвига (для тонкого листа) до ямок отрыва (для толстого листа).
Вид макроизлома изменится от полностью косого (тонкая деталь) до
полностью плоского (толстая деталь) излома, перпендикулярного оси
напряжения.
Иным оказывается влияние толщины образца на механизм разрушения детали в коррозионной среде. С повышением толщины детали, работающей в соленой воде, происходит изменение характера
разрушения – от слияния микропор до межзёренного разрушения, даже при более низком коэффициенте интенсивности приложенных напряжений.
118
Важное значение имеет анизотропия материала. Признаки разрушения по границам зёрен сплава, в других случаях разрушающегося по вязкому механизму, означают, что нагрузка была приложена
перпендикулярно направлению прокатки. В частности, это происходит
в нержавеющих сталях, в которых прошло дисперсионное твердение,
и в некоторых алюминиевых сплавах, которые после прокатки или
ковки обладают полосчатой структурой. Границы самых крупных зёрен в случае сильной анизотропии будут параллельны направлению
прокатки, при этом сегрегации элементов и преимущественное формирование частиц будут повышать вероятность образования микропустот вдоль этих границ.
5.4. Разрушение в результате коррозии
Анализ причин разрушения деталей или их частей после работы в
коррозионной среде часто затруднен либо из-за наложения друг на друга различных видов разрушения, либо из-за того, что разрушения, вызванные различными механизмами, имеют сходные внешние детали.
Трудно, например, различить коррозионное растрескивание, коррозионную усталость и просто усталость. При остановках трещин в процессе
коррозионного растрескивания образуются бороздки, очень схожие по
внешнему виду с усталостными. Коррозионную усталость, представляющую собой соединение нескольких механизмов распространения
трещины, трудно идентифицировать, так как неясно, какой механизм
был основным; так, коррозия поверхности трещины позади продвигающегося ее фронта может скрыть следы усталостных бороздок, вследствие чего можно ошибочно исключить усталостное разрушение.
Рассмотрим применение фрактографии при исследовании коррозионно-усталостного растрескивания корпуса клапанов компрессора
из улучшаемой стали (рис. 5.21–5.23). На рис. 5.21 показана типичная
коррозионно-усталостная трещина в клапане из термически обработанной стали 40Х2Н2МА.
На рис. 5.21, а приведена фотография корпуса клапана из стали
40Х2Н2МА. На рис. 5.21, b видна усталостная трещина в этой конструкции, которую специально раскрыли для исследования. Важно обратить внимание на гладкость поверхности трещины (рис. 5.21, b), что
является результатом совместного воздействия усталости и коррозии.
119
При рассмотрении поверхности разрушения клапана, показанной
на рис. 5.21, b при большом увеличении, было установлено наличие усталостных бороздок (рис. 5.22, а) у вершины трещины, а также коррозионных ямок и инициированных ими вторичных трещин (рис. 5.22, b, с)
внутри отверстия. Одна из трещин, образовавшихся на коррозионной
ямке, является очагом коррозионно-усталостного разрушения, которое
проникло внутрь клапана.
a
b
Рис. 5.21. Корпус клапана, изготовленный из стали 40Х2Н2МА и разрушившийся
при эксплуатации вследствие коррозионной усталости:
а – сечение корпуса, в верхней части которого с помощью магнитного порошка
выявлена трещина, продвигавшаяся к центральному отверстию. х3/8;
b – коррозионно-усталостная трещина в корпусе, аналогичная показанной
на рис. 5.21, а; линия остановки очень гладкой трещины имеет форму дуги;
область распространения трещины потемнела в результате отложений
продуктов коррозии; светлая часть излома (внизу слева от темной зоны)
образовалась после долома детали, произведенного для вскрытия
усталостной трещины; (полное пояснение см. также на рис. 5.22, 5.23)
Из рис. 5.22, d, на котором показана поверхность разрушения
непосредственно под поверхностью основного отверстия, видно, что
межзёренное коррозионное растрескивание произошло на ранней
стадии коррозионно-усталостного разрушения. Усталостные бороздки,
едва различимые в световом микроскопе (рис. 5.22, а), более отчетливо выявляются в ПЭМ (рис. 5.23).
Фрактографически выявляемые признаки позволяют сделать заключение, что коррозионно-усталостное растрескивание представляет
результат воздействия импульсов высоких напряжений в присутствии
коррозионного воздействия глицериновой смазки, которая загрязнена
содержащей хлорид водой. Глицерин, поглощая воду, разлагается,
образуя органические кислоты.
120
a
b
c
d
Рис. 5.22. Участки коррозионной усталостной трещины в клапанном корпусе
из стали 40Х2Н2МА, показанном на рис. 5.21, б: а – усталостные бороздки
в вершине трещины без признаков коррозии. СМ. х575; b – поверхность
отверстия, покрытая коррозионными ямками и вторичными трещинами CM.
Х185; с – вытянутая коррозионная ямка и трещина на поверхности корпуса;
система ямка–трещина обусловила зарождение коррозионной усталостной
трещины, распространившейся через деталь. СМ. х185; d – поверхность
трещины вблизи внутреннего отверстия; по наличию зернограничных фасеток
можно предположить, что коррозионное растрескивание произошло
на ранней стадии образования коррозионно-усталостной трещины. х185
a
b
Рис. 5.23. Микрорельеф разрушения в вершине коррозионно-усталостной
трещины в клапанном корпусе из стали 40Х2Н2МА, приведенном на рис. 5.21, б.
Почти не видимые на световой фрактограмме 5.22, а усталостные бороздки
хорошо различимы на ПЭМ-фрактограммах. Также видно небольшое
количество продуктов коррозии. ПЭМ, пластиково-угольные реплики. х3000
121
Вместо глицерина рекомендуется использовать минеральное
масло при условии максимальной его сухости.
5.5. Скорость роста усталостных трещин
Независимо от особенностей профиля усталостных бороздок
сами они являются ценным признаком, используемым в практической
микрофрактографии. Они однозначно свидетельствуют о существовании усталостного разрушения и во многих случаях их размеры (и профиль) могут быть обработаны количественно. Из данных о ширине
полосок (бороздок) в отдельных местах поверхности разрушения и по
их числу можно путем экстраполяции получить информацию об общем числе циклов нагружения. К сожалению, у большинства сталей с
ферритной матрицей усталостные полоски четко формируются только
в небольших областях поверхности разрушения. Напротив, в аустенитных сталях и в никелевых и алюминиевых сплавах, т. е. в случае
ГЦК решетки, усталостные бороздки обнаруживаются очень отчетливо
и распространяются на большие области поверхности разрушения.
При анализе эксплуатационных повреждений исключительную
важность для материаловедов и конструкторов имеют сведения об
уровнях циклических нагрузок и скоростях распространения трещин.
Считается, что одна бороздка усталостной трещины соответствует
одному циклу нагружения, из чего следует, что при идеальных условиях по расстоянию между усталостными бороздками можно оценить
скорость трещины на последовательных этапах ее распространения.
Ряд исследователей [3, 41] получили корреляции между макроскоростью трещины, измеренной при визуальном наблюдении, и микроскоростью, рассчитанной по числу бороздок и расстоянию между
ними. Было показано, что в определенных пределах существует хорошее совпадение между фрактографическим приближением и визуально определяемыми скоростями роста, но в общем эти значения
могут сильно различаться. Уайтсон и др. [8] считают, что это различие
вызвано присутствием на поверхности усталостной трещины участков
слияния микропор. Несмотря на эти расхождения, все же, исходя из
исследования бороздок, проводят макроскопические оценки скорости
роста трещины в процессе эксплуатационных усталостных разрушений. Это можно считать обоснованным, если бороздки на рассматри-
122
ваемом участке разрушения однородны, а на поверхности разрушения обеспечена соответствующая разметка, чтобы связать расстояния между бороздками с длиной трещины. На основании таких измерений с интерполяцией на области реплики, закрытой сеткой, можно
получить технически ценную информацию (учитывая в общем ограниченную точность таких оценок).
В случае оценки скорости роста трещины при непостоянной амплитуде цикла в процессе эксплуатации могут возникнуть определенные затруднения. По виду редких усталостных бороздок (рис. 5.24, а)
после разрушения детали из алюминиевого сплава не удается оценить скорость роста трещин.
Сложности такого рода усугубляются тем, что при случайном
спектре циклических нагрузок более низкие нагрузки могут оказаться
недостаточными для образования видимых усталостных бороздок
или, как показано Уайтсоном и др. [8], при резком падении нагрузки
возможен некоторый период, длительностью около 10 циклов или более, когда усталостная трещина не подрастает. Независимо от того,
постоянен или случаен уровень циклической нагрузки, часто оказывается, что усталостные бороздки образовались только на отдельных
участках поверхности разрушения, плохо различимы или частично
сглажены в результате коррозии или искажения поверхности разрушения. При таких обстоятельствах количественная фрактографическая оценка исключительно затруднена или вообще невозможна.
Однако имеется достаточно простой и надежный способ определения скорости роста трещины по измерению расстояния между
бороздками, дающий технически полезную информацию. На многих
поверхностях усталостного разрушения видны макроследы роста
трещины (они образуют следы типа ракушечных), которые также называют метками фронта трещины или линиями остановки трещины.
Образование этих линий может быть вызвано внезапным изменением
уровня циклических напряжений или остановкой роста трещины на
некоторый период с соответствующим образованием продуктов коррозии в ее вершине.
Макроособенности другого типа, наблюдаемые обычно на последних стадиях подрастания усталостной трещины, – это чередование светлых и тусклых полос. На рис. 5.24, б показаны такие макрополосы на поверхности разрушения детали из алюминиевого сплава.
123
На узких светлых полосах видны микроскопические усталостные
бороздки, а на более широких тусклых полосках – ямки вязкого разрушения. Эти особенности рельефа свидетельствуют об усталостном
разрушении, перемежающемся ограниченными проявлениями быстрого разрушения.
а
б
Рис. 5.24. Усталостные бороздки на поверхности изломов разрушившихся
в процессе эксплуатации от циклических нагрузок алюминиевых сплавов:
а – редкие бороздки. ПЭМ, пластиково-угольная реплика. х5600;
б – макроскопические полосы роста трещины, видимые на поверхности.
При большем увеличении на узких светлых полосах выявляются усталостные
бороздки, а на темных широких полосах – ямочный рельеф разрушения.
Световое изображение пластиково-угольной реплики при съемке на просвет, х7
5.6. Анализ внутренних дефектов материалов
Причиной разрушения нагруженных деталей часто является наличие внутренних или поверхностных несплошностей, поэтому, приступая к установлению причин разрушения детали, необходимо выявить возможные дефекты в ней, которые явились очагом разрушения.
Несплошности – закаты, волосовины, спаи, первичные трещины, пористость, включения, сегрегации или вытянутость зёрен при
ковке и др. – часто служат очагами усталостного разрушения или коррозионного растрескивания, так как они одновременно увеличивают
локальные напряжения и чувствительность к агрессивному воздействию окружающей среды. Большие несплошности могут снизить прочность до такой степени, что разрушение произойдет при однократном
124
приложении нагрузки. Однако нельзя считать несплошности единственной причиной разрушения. В ряде случаев анализ повреждения
показывает, что разрушение могло бы произойти даже при отсутствии
несплошностей.
Разрушение, зарождающееся и (или) развивающееся на значительных металлургических дефектах, обычно сопровождается изменением структуры, формы поверхности или цвета соседних с дефектом участков. Во многих случаях изучение конкретного участка при
различных увеличениях и условиях освещения помогает установить
наличие несплошности и получить информацию о ее размере и типе.
Особенно полезным при изучении излома может оказаться применение стереомикроскопа с малым увеличением при изменении угла освещения.
Иногда сегрегации или неблагоприятная ориентировка зерна могут приводить к разрушению без каких-либо видимых признаков влияния металлургических дефектов. Однако даже в тех случаях, когда
обнаруживаются визуально металлургические дефекты, желательно
получить дополнительные сведения с помощью других методов, например, путём металлографического исследования сечений через область предполагаемого дефекта или изучения локальных изменений
химического состава с помощью микрорентгеноспектрального анализа
или Оже-спектроскопии.
Несмотря на то что обычно трещины образуются на несплошностях, тип дефекта необязательно определяет механизм разрушения.
Например, разрушение от очень крупных несплошностей, таких как
закатанные при прокатке плёны, может происходить по любому механизму. Как правило, несплошности служат источниками разрушения и
вызывают его начало на более ранних стадиях нагружения или при
меньших нагрузках, чем это наблюдается в бездефектном материале.
5.6.1. Закаты, волосовины и спаи
Имея представление о природе различных типов разрушения в
изучаемом материале, обычно можно обнаружить несплошность, если
она расположена в очаге разрушения. Плоский участок, который при
визуальном рассмотрении (без увеличения) выглядит черным или
тускло-серым и не имеет обычных характерных рельефов разруше-
125
ния, указывает на наличие заката, волосовины или неслитны. (Можно
себе представить, что такая область образовалась в результате отслаивания двух металлических поверхностей, находившихся в контакте, но не очень сильно между собой связанных).
Волосовины, которые привели к усталостному разрушению коленчатого вала из модифицированной среднеуглеродистой стали и
стальной пружины, изображены на рис. 5.25. Закат, волосовину или
спай достаточно легко идентифицировать при малых увеличениях под
стереомикроскопом, поскольку площадь любой из этих несплошностей отличается по внешнему виду и цвету от остальной поверхности
разрушения. Дополнительное травление микроструктуры сломанной
детали позволяет установить характер и время образования дефекта.
а
б
Рис. 5.25. Усталостные разрушения от волосовины: а – разрушение щеки
коленчатого вала, волосовина находилась между краем детали (показано
иглой), и линией, обозначенной стрелками, х4; б – крупная волосовина (указана
стрелкой), выявленная на поверхности пружины после глубокого травления.
Справа – сопряженная поверхность излома, где виден очаг усталостной
трещины (справа), которая возникла от второй волосовины. х10
На рис. 5.26 показано, как большая глубина резкости и вообще
преимущества растрового электронного микроскопа могут быть с успехом использованы при идентификации таких дефектов, как волосовины, закаты и спаи. На фрактограммах рис. 5.26 показаны закаты в
основании резьбы шпильки, образованные во время накатки резьбы.
Эти закаты послужили очагами коррозионного растрескивания, кото-
126
рое привело к разрушению шпильки. Обе поверхности (рис. 5.26, с)
сильно окислены (рис. 5.26, d, е), что свидетельствует об образовании
заката до термической обработки шпильки. На рис. 5.27 показан участок трещины, образовавшейся в результате коррозии под напряжением, вблизи очага разрушения. (Фрактограммы рис. 5.27 показывают
различия в виде межзёренного разрушения и продуктов коррозии при
наблюдениях в РЭМ и в ПЭМ.)
a
b
d
c
e
Рис. 5.26. Закаты, образованные при накатке резьбы в стальной шпильке.
Механизм распространения коррозионных трещин от этих закатов:
а – закаты показаны стрелками. х10; b – закат представлен более детально.
х100; с – сильно окисленные поверхности задравшегося заката; окисление
свидетельствует о том, что закат существовал еще до термической
обработки шпильки; стрелкой справа указано место, представленное
на рис. 5.26, d, а слева – на 5.26, е. х50; d, е – видны окисленные поверхности
задравшегося заката, приведенного на рис. 5.26, с, х2040; b – е – РЭМ;
(полное пояснение см. также на рис. 5.27)
127
a
b
c
d
Рис. 5.27. Коррозионное растрескивание под напряжением стальной шпильки
(дефекты, образованные в процессе накатки резьбы. Важно обратить
внимание на характер межзёренного разрушения, продукты коррозии
и вторичные трещины по границам зёрен: а, b – ПЭМ (пластиково-угольная
реплика). х4000; с – РЭМ. х2065; d – РЭМ. х1020
5.6.2. Трещины
Причина образования исходной трещины и ее размер, имеющие
первостепенное значение в механике разрушения, очень важны и при
анализе эксплуатационных повреждений для установления критической длины трещины, по достижении которой начинается ее нестабильный рост. На рис. 5.28 показана поверхность разрушения детали
из стали, находившейся при высоких напряжениях. Узкая зона межзёренного разрушения, покрытая продуктами коррозии, соседствует с
зоной межзёренного разрушения без следов коррозии, рядом с которой в свою очередь находится область ямок.
Световая фрактограмма на рис. 5.29, а показывает существовавшую в исходной детали трещину скола, которая росла из нескольких очагов и послужила источником разрушения при перегрузке стальной детали. На рис. 5.29, б дана фрактограмма, полученная в ПЭМ.
128
a
b
c
Рис. 5.28. Разрушение термообработанной детали из стали 40Х2Н2МА,
вызванное ранее существовавшей межзёренной коррозионной трещиной,
которую не удалось удалить в процессе повторной обработки. РЭМ:
а, b – следы старой трещины вдоль края поверхности детали (стрелки);
темная зона на рис. 5.28, а и сильно окисленные фасетки межзёренного
разрушения на рис. 5.28, b (а – х80; b – х2000); с – чистый межзеренный рельеф,
образованный в момент окончательного разрушения. х2000
a
b
Рис. 5.29. Трещина скола, ставшая источником разрушения (а).
По реплике, исследованной в ПЭМ (б), на поверхности разрушения видны
продукты коррозии: а – х5; b – ПЭМ. х7000
К термическим трещинам, которые чаще всего приводят к эксплуатационным повреждениям, относятся трещины, образованные
под действием фазовых напряжений, и закалочные трещины, возникающие в стали. Когда термическая трещина вскрывается, ее поверхность имеет, как правило, межкристаллический (межзёренный) рельеф. Если трещина раскрылась в сторону наружной поверхности образца (так, что в нее могут проникать воздух или другие газы), то она
обычно приобретает темный вид вследствие окисления при последующем отпуске или в некоторых случаях обесцвечивается в процессе длительной выдержки в рабочих средах. Вид такой трещины показан на рис. 5.30 (между двумя стрелками).
Термическая обработка в интервале температур от 204 до 538°С
может вызвать цвета побежалости (различные оттенки желтого, голубого или коричневого) на раскрытой поверхности трещины. Вид цветов
побежалости зависит от состава стали, температуры и продолжитель-
129
ности обработки, атмосферы печи, а также от воздействия окружающей среды после термической обработки (например при охлаждении).
Незавершенное расплавление или недостаточное проникновение материала наплавки вызывают в материале дефекты, подобные
трещинам. Последующее нагружение может вызвать рост дефекта; на
рис. 5.31 показано усталостное разрушение промышленно чистого титана, начавшееся от зародышевых трещин, расположенных на обеих
поверхностях излома и обусловленных неполным проплавлением в
процессе сварки.
Рис. 5.30. Усталостное разрушение, начавшееся от закалочной трещины.
Закалочная трещина – это темная «зернистая» область между двумя
стрелками. Металлографическое исследование показало, что поверхность
разрушения на этом участке имеет межзёренный характер и покрыта
темной окисной пленкой. Окисление произошло в процессе термической
обработки после закалки, х4
Рис. 5.31. Поверхность разрушения сварного соединения промышленно чистого
титана, свидетельствующая о неполном расплавлении металла при сварке.
Непроплавленные области на обеих поверхностях (отмечены стрелками)
послужили зародышами усталостного разрушения, развивавшегося
в процессе последующего циклического нагружения, РЭМ. х75
130
5.6.3. Включения
Несплошности в виде включений, таких как оксиды, сульфиды и
силикаты, могут инициировать усталостное разрушение при циклическом нагружении. Эти включения служат очагами зарождения вязкого
разрушения в алюминиевых сплавах и сталях [1–3]. При относительно
низких деформациях образуются микропоры в результате разрушения
включений либо вследствие их декогезии (отделения) от матрицы. На
рис. 5.32 показана фрактограмма поверхности разрушения алюминиевого сплава, содержащего крупные включения (одно из них видно
на фотографии), разрушение которых приводит к возникновению микропор. При увеличении деформации микропоры выросли до размера,
соответствующего крупным ямкам. В процессе окончательного разрушения на дисперсных частицах образовалось множество мелких ямок.
Рис. 5.32. Поверхность разрушения алюминиевого сплава. Видны крупные ямки
(А), образовавшиеся на крупных частицах (С). Растрескивание произошло
при сравнительно малой деформации. На стадии окончательного
быстрого разрушения образовано множество мелких ямок
на мелких частицах (В). ПЭМ. х1300
Так называемые дорожки представляют собой вытянутые в
строчки неметаллические включения, ориентированные в направлении деформации. Строчки неметаллических включений обычно образуются из продуктов раскисления или шлака, но возможно и образование их из специальных добавок для улучшения обрабатываемости
таких элементов, как сера.
131
На рис. 5.33 сопоставлен вид дорожек при исследованиях с помощью РЭМ и ПЭМ образцов из стали 40Х2Н2МА, разрушившихся
при однократном нагружении. На рис. 5.34 видна сульфидная строчка
в «жёлобе» на поверхности разрушения стали.
a
b
Рис. 5.33. Дорожки неметаллических включений на поверхности разрушения
в изломе образцов стали 40Х2Н2МА: а – виден ряд параллельных дорожек.
РЭМ, х960; b – на обеих сторонах дорожки (между парами стрелок)
видны ямки различных размеров. ПЭМ, х8160
Рис. 5.34. Сульфидная строчка, сохранившаяся в дорожке
на поверхности разрушения стали. РЭМ, х1500
5.6.4. Пористость
Пористость (наличие в металле мелких пустот или пор) наиболее часто встречается в литом состоянии и в сварных соединениях.
Надо отметить, что иногда остаточная пористость от слитка может сохраниться и после ковки. Поверхности разрушения по участкам максимальной пористости характеризуются наличием большого количе-
132
ства мелких углублений или пор (иногда выглядящих как ямки с круглым дном) или наличием участков, имеющих вид дендритной структуры. Поверхности разрушения по участкам значительной пористости
при малом увеличении выглядят «грязными» или «закопченными» изза огромного числа мелких пор, похожих на черные точки.
Жидкие алюминиевые сплавы сильно поглощают водород из влажной атмосферы или из продуктов горения. Выделение водорода в процессе кристаллизации может вызвать газовую пористость. Алюминиевые
сплавы характеризуются сильной пористостью, крупные поры в изломе
сплава выглядят как черные точки, которые хорошо представлены на
микроструктуре вблизи излома алюминиевой детали на рис. 5.35, b.
a
b
Рис. 5.35. Разрушение литого алюминиевого сплава обусловлено сильной
пористостью: а – крупные поры в изломе выглядят как черные точки, х1,2;
b – проявление микропористости на металлографическом шлифе
вблизи зоны разрушения, х60
a
b
Рис. 5.36. Пористость в изломе лопатки небольшой воздушной турбины
из литого алюминиевого сплава. Лопатка разрушилась от удара
по ее поверхности. РЭМ: а – х40; b – х400
На рис. 5.36 – случайная пористость (поры окружены ямками) на
поверхности разрушения детали из литого алюминиевого сплава.
Разрушение было вызвано перегрузкой при ударном нагружении.
133
На рис. 5.37 показана усадочная пора, пересеченная поверхностью разрушения коробки передач из литого алюминиевого сплава.
Дендритные ветви в окрестности поры свидетельствуют о том, что полость возникла в результате неблагоприятного направления кристаллизации отливки. Разрушение обусловлено перегрузкой.
Рис. 5.37. Усадочная пора со следами дендритов
на поверхности разрушившейся коробки передач,
изготовленной из литого алюминиевого сплава. РЭМ. х105
Контрольные вопросы
1. В чём заключается цель анализа эксплуатационных разрушений и какие
сведения о процессе разрушения получают при анализе строения изломов?
2. Какие факторы являются причиной эксплуатационных разрушений?
3. Назовите параметры эксплуатационных разрушений, которые могут быть
выявлены фрактографически.
4. Как определяется очаг разрушения и траектория распространения трещины?
5. Усталостное разрушение, его качественная и количественная оценка.
6. Что может стать источником разрушения? Приведите примеры, назовите
возможные источники разрушения.
7. Как влияет химическая среда и термическое воздействие на эксплуатационные повреждения?
8. Назовите причины возникновения и особенности коррозионного и водородного растрескивания.
9. Как влияет размер детали на тип разрушения?
10. Опишите особенности разрушения в результате коррозии?
11. Как определяется скорость роста усталостных трещин?
12. Назовите внутренние дефекты (несплошности) материалов, дайте их
краткую характеристику.
134
6. ВИДЫ ЭКСПЛУАТАЦИОННЫХ РАЗРУШЕНИЙ
И ПРИЧИНЫ ИХ ВОЗНИКНОВЕНИЯ
Причиной разрушения деталей, узлов являются металлургические, конструктивные, производственные (технологические) дефекты, механические повреждения поверхности и нарушения режима эксплуатации. Это могут быть:
а) неправильная конструкция, например, неверный шаг резьбы
или слишком маленькое сечение; недостаточный зазор;
б) повреждения при изготовлении, а именно: закаты, волосовины, сварные трещины;
в) активная вредная среда, например коррозионная атмосфера;
г) неправильный монтаж, например слабый крепеж.
д) работа под нагрузкой, превышающей допустимую прочность
детали;
е) ударные нештатные нагрузки единовременного характера и т.п.
В данной главе показаны эксплуатационные типы повреждений,
приведшие к полному либо частичному разрушению детали или узла.
На конкретных примерах рассмотрены наиболее часто встречаемые
повреждения, которые подвергались автотехнической экспертизе; показано, каким образом изучение изломов с применением фрактографии и других методов исследования может помочь определить причину и характер повреждения; дана интерпретация фрактографической информации и приведены примеры её применения.
При проведении автотехнической экспертизы, как правило, применяют следующие методы: органолептический, инструментальный,
методика исследования металлов и обработки опытных данных, методика трасологической экспертизы (при необходимости).
6.1. Металлургические дефекты
В приведенных ниже примерах рассмотрены дефекты металлургического характера.
На рис. 6.1. показан усталостный излом пружины, который произошел из-за подповерхностного дефекта в виде волосовины или за-
135
ката. Разрушение стального вала (рис. 6.2) произошло из-за включений сульфидов марганца, которые хорошо видны при съемке на электронном микроскопе (рис. 6.3).
а
б
Рис. 6.1. Усталостный излом пружины, который произошел после года
эксплуатации: а – зона усталостного развития трещины –
на внутреннем (правом) крае поверхности излома (показано стрелкой).
Это обычное место зарождения усталостной трещины
в спиральной пружине; излом можно считать типичным.
Усталостная трещина распространилась внутрь пружины
примерно на 13 мм, после чего начался долом;
б – микроструктура пружины вблизи очага разрушения.
Виден трещинообразный дефект, который, вероятно,
был зародышем усталостной трещины.
Обезуглероживание (светлая зона) вокруг дефекта
указывает на то, что дефект представляет собой
волосовину или закат, который был до начала эксплуатации. х100
Рис. 6.2. Поверхность излома стального вала.
Эта часть вала отломилась в процессе эксплуатации.
Трещина распространилась на большое расстояние
в продольном направлении из-за дефектов,
связанных с присутствием вытянутых
в продольном направлении включений
сульфидов марганца (рис. 6.3). х1/2)
136
Рис. 6.3. Строчечные включения и две дорожки от них на поверхности излома
стального вала (см. также рис. 6.2). На верхней стереопаре видны дорожки,
в которых раньше лежали включения. На нижней стереопаре в дорожке еще
сохранились два обломка включений. РЭМ: вверху – х1000; внизу – х3000;
6.2. Конструктивные дефекты
Конструктивные дефекты чаще всего наблюдают в коленчатых валах. Коленчатый вал автомобиля марки Land Rover разрушился
на границе второй шатунной и второй коренной шеек (рис. 6.4).
При проведении фрактографического исследования излома установлен усталостный характер разрушения (рис. 6.5). Разрушение
началось от масляного канала и распространялось в двух направлениях: к шатунной и коренной шейкам.
Масляный канал и галтель являются концентраторами напряжений и конструктивно ослабляют деталь. Близкое расположение масляного канала к галтели явилось причиной зарождения и развития усталостной трещины, приведшей к разрушению.
137
Причина разрушения коленчатого вала двигателя не связана с
нарушением правил эксплуатации или сборки двигателя, а состоит в
конструктивном исполнении коленчатого вала.
Рис. 6.4. Разрушенный коленчатый вал автомобиля марки Land Rover
Рис. 6.5. Поверхность разрушения коленчатого вала
автомобиля марки Land Rover
6.3. Производственные (технологические) дефекты
К производственным дефектам часто относят сварные швы,
разрушения которых происходят в результате некачественного сваривания деталей друг с другом из-за нарушения технологии сварки.
Для надежного соединения деталей между собой необходимо,
чтобы в процессе сваривания происходило расплавление металла
обеих свариваемых деталей, в результате чего происходит надежное
сваривание металла сварного шва и свариваемых деталей. При нару-
138
шении технологии сварки происходит расплавление металла только на
одной из деталей, в результате чего сваривание металла сварного шва
с металлом второй детали не происходит, либо при недостаточном количестве металла, подаваемого в сварной шов, не происходит надежного связывания свариваемых деталей друг с другом (рис. 6.6–6.8).
Рис. 6.6. Разрушение сварного шва в результате непровара.
На поверхности видны брызги металла
Рис. 6.7. Нарушение формы сварного шва привело к его разрушению
Рис. 6.8. Из-за нарушения технологии сварки внутренние напряжения
в металле превысили допустимые значения,
наблюдается разрыв основного металла
139
На приведенных фотографиях зафиксированы такие дефекты,
как нарушение формы сварного шва и неполный провар. При сварке
длинной дугой происходит интенсивное разбрызгивание металла и
шов неодинаков по форме. Нарушение формы шва является дефектом в соответствии с ГОСТ 30242-97.
В изломе непровар всегда заметен, так как проходит темной полосой на границе между наплавленным и основным металлом. Непровар резко снижает прочность шва и соединение становится ненадежным. В местах непровара сварных швов концентрируются напряжения, которые еще более понижают сопротивляемость шва внешним
нагрузкам, особенно ударным. При вибрационных нагрузках даже
мелкие непровары могут снижать прочность соединения до 40%.
Большие непровары корня шва могут снизить прочность до 70%. Непровар подпадает под классификацию дефектов межгосударственного стандарта ГОСТ 30242-97.
В данном случае дефекты вызваны нарушением режимов сварки
и низкой квалификацией сварщика. Некачественное сваривание деталей друг с другом относят к производственному дефекту.
Второй пример – излом звена цепи по месту сварки также относится к производственному дефекту (рис. 6.9, а). На металлографическом снимке разрушенного сварного шва цепи можно наблюдать зоны
несплавления металла (рис. 6.9, б).
а
б
Рис. 6.9. Разрушенное из-за плохого качества сварного соединения звено цепи:
а – общий вид. х5/6; б – поверхность излома, видны тусклые
недеформированные участки, в которых при сварке
не произошло полного расплавления металла, что привело
к дальнейшему разрушению. х4,5
140
Третий пример – определение причины выхода из строя двигателя автомобиля марки KIA SLS Sportage, у которого были разрушены
шатун и шатунный болт.
В нижней головке шатуна были найдены два фрагмента разрушенных шатунных болтов (маленький и большой). При исследовании
фрагментов под микроскопом МБС-10 на них были обнаружены трещины (рис. 6.10).
а
б
Рис. 6.10. Трещины на сломанных фрагментах шатунного болта:
а – маленький фрагмент (трещина показана стрелкой);
б – трещины между витками резьбы на большем фрагменте (в овалах)
Наличие трещин на фрагментах шатунного болта свидетельствует об усталостном разрушении болта.
Процесс разрушения двигателя можно представить следующим
образом. Возникновение усталостных трещин привело к уменьшению
момента затяжки шатунного болта, что привело к его самопроизвольному отворачиванию примерно на 1,5–2 оборота. Появление зазора
между шатунным болтом и шатунной крышкой привело к возникновению ударных нагрузок, которые разрушили шатунный болт полностью.
Разрушение шатунного болта привело к возникновению изгибающих
нагрузок на втором шатунном болте (рис. 6.11), в результате которых
второй шатунный болт первоначально изогнулся, а затем разрушился.
Отсоединение шатуна от шатунной шейки перестало ограничивать ход поршня, в результате произошло соударение поршня с головкой блока цилиндра и его разрушение. В дальнейшем попадание
фрагментов шатуна и фрагментов разрушенного поршня между вра-
141
щающимся коленчатым валом и верхним поддоном картера привело к
разрушению последнего.
Из вышесказанного следует, что причиной выхода из строя двигателя является усталостное разрушение болта.
Рис. 6.11. Изогнутый шатунный болт (показан стрелкой)
Возникновение усталостного разрушения шатунного болта на
маленьком пробеге автомобиля свидетельствует о его некачественном изготовлении, что относится к производственному дефекту.
Нарушение сборки узлов может привести к разрушению узла,
что хорошо показано на примере поломки заднего редуктора автомобиля KIA Sportage.
Вторичный подшипник ведущего вала повреждён
Первичный подшипник
ведущего вала разрушен
Рис. 6.12. Вал с ведущей шестерней исследуемого редуктора
142
На редукторе произошло разрушение первичного подшипника
ведущего вала (рис. 6.12).
Повреждение поверхности внутренней обоймы подшипника
главным образом сосредоточено в его верхней части (рис. 6.13).
Внешняя обойма первичного подшипника ведущего вала также
имеет соответствующие повреждения поверхности.
Выкрашивание и повреждение верхней
части поверхности
внутренней обоймы
подшипника
Разрушение сепаратора
первичного подшипника
Рис. 6.13. Разрушение первичного подшипника ведущего вала редуктора
На внешней и внутренней обойме вторичного подшипника ведущего вала редуктора установлены многочисленные повреждения в
виде выкрашивания поверхности (рис. 6.14).
а
б
Рис. 6.14. Повреждения поверхности обоймы вторичного подшипника
ведущего вала редуктора: а – внешняя; б – внутренняя
Все ролики вторичного подшипника ведущего вала редуктора
имеют повреждение поверхности в виде выкрашивания (рис. 6.15, а).
Выкрашивание поверхности – усталостное выкрашивание рабочих поверхностей тел качения и дорожек качения колец в виде рако-
143
вин или отслаивания (шелушения) вследствие циклического контактного нагружения (рис. 6.15, б).
Преждевременное выкрашивание поверхности часто вызывается плохой посадкой вала, деформацией корпуса и неправильной установкой (перетяжкой узла), т.е. условиями, вызывающими слишком высокие кромочные напряжения.
а
б
Рис. 6.15. Выкрашивание поверхности: а – ролик вторичного подшипника
ведущего вала редуктора; б – пример критического выкрашивания
Ведущая шестерня редуктора имеет повреждения зубьев
(рис. 6.16). Критические повреждения зубьев главным образом сосредоточены в торцевой части шестерни.
Установлены также повреждения внешней поверхности корпуса
дифференциала вследствие контакта с зубьями ведущей шестерни.
На поверхности корпуса дифференциала «отпечатался» профиль
зубьев ведущей шестерни.
Механизм разрушения редуктора следующий: в результате
разрушения первичного подшипника ведущего вала редуктора произошло осевое смещение и контакт зубьев ведущей шестерни с
корпусом дифференциала. Данный контакт зубьев ведущей шестерни вызвал радиальное смещение ведущего вала и разрушение
корпуса редуктора.
Ось и шестерни дифференциала не имеют следов перегрева,
которые могли бы свидетельствовать о нарушении правил эксплуатации автомобиля водителем (длительной пробуксовки).
144
Рис. 6.16. Повреждение зубьев ведущей шестерни редуктора
(указано стрелками)
Установленные повреждения деталей первичного и вторичного
подшипника ведущего вала редуктора и их роликов в виде выкрашивания поверхности свидетельствуют о слишком высоких кромочных
напряжениях, возникших на поверхности данных деталей. Также установлено отсутствие следов перегрева на исследуемых деталях редуктора. Всё это может свидетельствовать о нарушении сборки редуктора, которое привело к возникновению чрезмерного усилия на первичный и вторичный подшипники ведущего вала.
Причины разрушения редуктора автомобиля KIA Sportage – разрушения первичного подшипника ведущего вала редуктора, осевое
смещение и контакт зубьев ведущей шестерни с корпусом дифференциала. Контакт зубьев ведущей шестерни вызвал радиальное смещение ведущего вала и разрушение корпуса редуктора.
Данная причина носит производственный характер и связана с
нарушением сборки редуктора.
6.4. Механические повреждения поверхности
Грубая механическая обработка детали инструментом, а также
плохая шлифовка поверхности образуют на поверхности риски, зади-
145
ры, которые создают локальные концентрации напряжений, приводящие к образованию усталостных трещин и в результате – к разрушению детали (рис. 6.17, 6.18).
а
б
Рис. 6.17. Разрушение коленчатого вала – брак механической обработки:
а – Mitsubishi Lancer после перешлифовки на ремонтный размер;
б – поверхность автомобиля Land Rover Discovery 3. Видны следы инструмента
и цвета побежалости в масляном канале (масляные каналы
должны иметь полированную поверхность + накатка шариком
для создания сжимающих напряжений)
а
б
Рис. 6.18. Усталостное разрушение поршневого штока автопогрузчика
из низкоуглеродистой стали: а – несколько очагов усталостных трещин
видно сверху (между буквами А) и несколько снизу (между буквами В).
Излом получен при переменном изгибе. Долом произошел в небольшой области,
указанной стрелками. х3; б – следы грубой механической обработки галтели,
показанной на «а», между участком поршневого вала большего диаметра
и нарезанной частью вала. Вторичная трещина, возникшая
от следов механической обработки, видна сверху в центре.
Эти следы – участки локальной концентрации напряжений,
которые привели к образованию усталостных трещин. х10
146
6.5. Эксплуатационные разрушения
Эксплуатационные разрушения зависят от многих факторов.
Так, при установлении причин разрушения двух тормозных барабанов
из чугуна (рис. 6.19, а, б) можно отметить, что одной из них стал перегрев тормозного барабана автомобиля (цвета побежалости на всей
рабочей поверхности барабана), а второй – наличие большого количества трещин (рис. 6.19, а). Перегрев вызван трением колодок о рабочую поверхность тормозного барабана. Это возможно при длительном торможении при спуске или нарушении работоспособности тормозной системы. Перегрев поверхности привёл к образованию трещин и дальнейшему разрушению. Данное разрушение носит эксплуатационный характер.
Материал второго тормозного диска – серый литейный чугун с
пластинчатой формой графита. Металлическая основа – перлит с
включениями фосфидной эвтектики (рис. 6.19, б). Фосфидная эвтектика в сером чугуне обладает твердостью, износостойкостью, но достаточно хрупкая, что и послужило причиной разрушения при ДТП.
а
б
Рис. 6.19. Разрушение тормозных дисков:
а – цвета побежалости на рабочей поверхности тормозного барабана
из чугуна СЧ-21, видны трещины на поверхности;
б – трещины от удара при ДТП
Второй пример – разрушение цепи раздаточной коробки автомобиля Mitsubishi L200.
На всех звеньях цепи обнаружены сколы, износ и трещины на
внутренних звеньях по всей длине цепи (рис. 6.20).
147
Рис. 6.20. Сколы, износ и трещины на внутренних звеньях цепи
Фрактографический анализ изломов разрушенных звеньев и
штифтов цепи (рис. 6.21, 6.22) показал, что изломы не имеют признаков усталостного разрушения, материал соответствует требованиям к
данному типу цепей.
а
б
Рис. 6.21. Разрушенные звенья цепи: а – наружное звено имеет сильную
пластическую деформацию; б – внутреннее звено разрушено
без явных следов пластической деформации
Трещины и дальнейшее разрушение вызваны ударными нештатными нагрузками, превышающими допустимую прочность элементов цепи. Это возможно при нарушении правил включения передачи, особенно включение полного привода в момент буксования ав-
148
томобиля приводит к созданию динамических нагрузок в раздаточной
коробке, превышающих допустимую прочность деталей.
Поскольку разрушение цепи произошло от приложения ударных
нагрузок, превышающих допустимую прочность элементов цепи, то
наиболее вероятной причиной выхода из строя раздаточной коробки
явилось нарушение правил эксплуатации.
а
б
Рис. 6.22. Фактуры изломов цепи: а – излом штифта силовой, одномоментный.
Блестящие участки в верхней части излома – деформированные (забитые)
участки; б – фактура излома раскрытой трещины звена цепи. Излом храповый
(елочкой), одномоментный. Следы усталостного разрушения отсутствуют
Третий пример – разрушение дифференциала и шестерней
саттелитов автомобиля Ореl Zafira. Дифференциал автомобиля Opel
Zafira имеет механические повреждения в виде разрушения корпуса,
шестерён сателлитов, овализации отверстия оси сателлитов.
На оси сателлитов в местах работы сателлитов и в зоне фиксации в корпусе дифференциала имеются следы схватывания металла
и износ (рис. 6.23, а, б). Фиксирующий ось сателлитов в корпусе дифференциала штифт срезан (рис. 6.23, б), на поверхности оси сателлитов имеются следы перегрева в виде цветов побежалости металла
коричневого и черного цвета, свидетельствующие о нагреве поверхности до 300°С и более (рис. 6.23, б).
На корпусе дифференциала в отверстии под ось сателлитов со
стороны фиксирующего штифта имеются следы схватывания металла
(рис. 6.24, а). Корпус дифференциала имеет трещину, а отверстие под
ось сателлитов с противоположной стороны, относительно фиксирующего штифта, имеет катастрофический износ, отверстие овализировано (рис. 6.24, б). Овализация – отклонение периметра от окружности, когда поперечное сечение отверстия имеет форму эллипса.
149
а
б
Рис. 6.23. Следы схватывания металла и износ: а – на оси сателлита
в месте работы сателлита и в зоне фиксации в корпусе дифференциала;
б – на оси сателлита (вверху); фиксирующий ось сателлитов в корпусе
дифференциала штифт срезан (внизу), на поверхности оси сателлита
имеются следы перегрева
а
б
Рис. 6.24. Корпус дифференциала: а – в отверстии под ось сателлитов
имеется повреждение (указано стрелкой); б – отверстие под ось
сателлитов овализировано и имеет катастрофический износ
(трещина указана стрелкой)
Разрушенный сателлит на рабочей поверхности с осью сателлитов также имеет следы схватывания металла и износ, излом имеет
волокнистое строение, волокна повторяют контуры детали, что указывает на изготовление сателлита методом горячей пластической деформации (рис. 6.25, а). Сателлиты имеют повреждения в виде пластической деформации и сколов зубьев (рис. 6.25, б). Такие разрушения имеют силовой характер от приложения нагрузки, превышающей
допустимую прочность детали. Полуосевые шестерни также имеют
повреждения в виде пластической деформации и сколов зубьев.
150
а
б
Рис. 6.25. Разрушенный сателлит: а – на рабочей поверхности видны следы
схватывания металла и износ, излом хрупкий, одномоментный;
б – сателлит имеет повреждения в виде пластической деформации
и сколов зубьев
Химическим анализом установлено, что оси сателлитов и сателлит
изготовлены из легированных цементуемых сталей, близких по химическому составу к отечественным сталям марок 18ХГ и 20ХН3А ГОСТ 4543,
подвергнуты типовой химико-термической обработке – цементация + закалка + низкий отпуск – для получения твердого износостойкого слоя при
сохранении вязкой сердцевины. Твердость упрочненного слоя оси сателлитов 50…60 HRC; большой разброс вследствие перегрева оси и отпуска
упрочненного слоя, сердцевины 36…38 HRС, упрочненного слоя сателлита 59…62 HRC, сердцевины 38...42 HRC.
Металлографический анализ показал, что структуры материалов
сердцевины оси сателлитов и сателлита представляют собой сорбит, а
структура поверхностных упрочненных слоев – мартенсит + аустенит
остаточный, что соответствует упрочненным деталям данного типа.
Исходя из вышеизложенного, можно предположить, что разрушение деталей дифференциала редуктора произошло при нештатной работе дифференциала (возможно, при длительной пробуксовке одного
колеса). Произошло повышение температуры в паре трения сателлит –
ось сателлитов. При условии достаточного количества масла в картере
коробки переключения передач и дифференциале масло не смогло
обеспечить необходимый гидродинамический режим смазки из-за его
перегрева и утраты смазывающих свойств, вследствие чего детали
стали работать в режиме граничной смазки. При работе в режиме граничной смазки произошел износ рабочей поверхности в паре трения,
схватывание и заедание сателлита с осью сателлитов. Усилием образовавшегося момента на оси сателлитов при схватывании с сателли-
151
том произошло разрушение фиксирующего штифта и дальнейшее
вращение оси сателлитов совместно с сателлитом. При работе дифференциала с вращающейся осью сателлитов произошло разрушение
и овализация отверстия в корпусе дифференциала (рис. 6.24, б).
Вследствие возникших нештатных нагрузок в дифференциале
при работе оси сателлитов с перекосом произошло разрушение сателлита и пластическая деформация зубьев сателлитов и полуосевых
шестерен.
Причины разрушения деталей дифференциала носят эксплуатационный характер, обусловлены его нештатной работой в условиях
длительной пробуксовки одного из ведущих колес.
Четвертый пример – разрушение редуктора автомобиля
Hyundai ix35.
На подшипниках и шестернях редуктора нет следов его работы с
недостаточным количеством смазки или с использованием несоответствующей смазки в виде цветов побежалости металла или катастрофического износа. На магнитной сливной пробке была обнаружена металлическая стружка, а после снятия крышки корпуса редуктора было
обнаружено, что на одной из шестерней главной передачи часть зубьев
разрушена (рис. 6.26, а), на роликах и сепараторе конического подшипника имеются следы разрушения и деформации от попадания частиц
металла в зону трения (рис. 6.26, б). Обнаружены следы заедания и катастрофического износа на распорной втулке вследствие взаимодействия втулки с фрагментами разрушенных зубьев (рис. 6.27).
а
б
Рис. 6.26. Следы разрушения главной передачи: а – на зубьях шестерни
(указано стрелкой); б – на роликах и сепараторе конического подшипника
(показано в овале)
152
Рис. 6.27. Следы деформации, задиров, наволакивания, заедания
и катастрофического износа на распорной втулке
В ходе исследования поверхности излома зубьев шестерни
главной передачи был установлен усталостный характер разрушения отдельных зубьев (рис. 6.28). Остальные зубья имеют силовой
характер разрушения вследствие попадания твердых фрагментов
зубьев, разрушенных по усталостному механизму.
Рис. 6.28. Поверхность излома зубьев шестерни главной передачи.
Излом имеет усталостный характер (1 – начало разрушения,
2 – линии усталости, 3 – зона долома)
На рис. 6.29, а показана макрофотография усталостного излома
(видны линии усталости). Съемка в растровом электронном микроскопе (РЭМ) с разрешением до 3 нанометров подтвердили усталостный
характер разрушения (рис. 6.29, б).
153
Так как дефектов в материале шестерни и, в частности, в зоне
излома не установлено, то усталостное разрушение зубьев шестерни
главной передачи заднего моста могло произойти вследствие влияния
на них многократных циклических ударных нагрузок при эксплуатации
автомобиля по асфальтированной дороге в режиме блокировки полного привода. Силовое разрушение зубьев шестерни главной передачи заднего моста произошло вследствие попадания фрагментов разрушенных зубьев в зону зацепления. Разрушение и деформация роликов и сепараторов подшипников, распорной втулки также произошло вследствие попадания фрагментов разрушенных зубьев и образовавшейся металлической стружки.
а
б
Рис. 6.29. Усталостный излом:
а – макрофрактография (начало разрушения – по стрелке 1,
линии усталости – по стрелке 2), х24; б – РЭМ, х16
Надо отметить, что эксплуатация автомобиля с постоянной блокировкой полного привода возможна как при принудительном включении блокировки полного привода водителем, так и при неисправности
системы блокировки полного привода.
Причиной разрушения редуктора автомобиля Hyundai ix35 является усталостное разрушение зубьев вследствие влияния на них многократных циклических ударных нагрузок. Разрушение может носить
как эксплуатационный, так и производственный характер; для
окончательного ответа на поставленный вопрос необходимо исследовать муфту включения полного привода.
154
6.6. Характерные виды дефектов деталей автомобилей
По месту расположения все дефекты подразделяют на наружные
и внутренние. Наружные дефекты, такие как деформация, поломки,
изменение геометрической формы и размеров, легко выявляют визуально или в результате несложных измерений. Внутренние дефекты,
такие как усталостные трещины, трещины термической усталости и
т.п., выявляют различными методами структуроскопии деталей. В процессе структуроскопии деталей выполняется комплекс работ, состоящий в выявлении и характеристике дефектов, имеющихся в деталях.
В табл. 6.1 классифицированы характерные виды дефектов (отказов) деталей автомобилей, их признаки и возможные причины возникновения, а также приведены примеры типовых деталей с данными
отказами [29].
Таблица 6.1
Характерные виды дефектов (отказов)
деталей автомобилей
Виды
отказов
Признаки дефектов
1
2
Искажение формы
детали, изменение
размеров, нарушение
зазоров в сопряжениях (изгиб, сжатие,
вмятины, удлинение и
т.д.), ползучесть
Возможные причины
появления дефектов
3
ДЕФОРМАЦИЯ
Нештатные ударные нагрузки. Недостаточно жесткая
конструкция. Перегрузки или
длительное действие переменных напряжений. Повышение температуры, ползучесть материала
Примеры типовых
деталей с данным
дефектом
4
Тяги, рычаги, валы,
зубья шестерен,
шатуны, подшипники
скольжения, залитые
мягким антифрикционным сплавом;
штанги, стержни
клапанов
155
Продолжение табл. 6.1
1
2
1.
Хрупкое
Кристаллический излом без предварительной пластической
деформации
2.
Вязкое
Волокнистый излом с
предшествующей
пластической деформацией
Наличие трех зон на
поверхности излома
(очага разрушения,
зоны усталости и
зоны долома)
3.
Усталостное
а)
абразивное
Образование на поверхностях деталей
царапин, неглубоких
борозд, шероховатости. Уменьшение
размеров деталей
б)
эрозионное
Уменьшение размеров и изнашивание
поверхности
в)
кавитационное
Появление каверн
(вырывов) глубиной
от нескольких микрон
до десятков мм. Вибрация соединений,
расшатывание крепежных связей, проявление усталостных
поломок
3
РАЗРУШЕНИЕ
Низкая пластичность материала. Дефекты структуры
(металлургические, технологические, эксплуатационные). Наличие концентраторов напряжений, большие
внутренние напряжения.
Понижение температуры
Перегрузка. Низкое качество
материала. Несоответствующая структура, повышенная температура
Циклические напряжения
выше предела выносливости. Наличие дефектов на
поверхности. Растягивающие напряжения в поверхностном слое и технологические, конструктивные погрешности, вызывающие
концентрацию напряжений
(малые радиусы закруглений, надрезы и т.д.), низкая
чистота обработки
ИЗНАШИВАНИЕ
1. Механическое
Воздействие абразивных
частиц, попадающих
в зону трения
Воздействие на поверхность
изделий потоков газов, жидкости, твердых частиц
(в жидкостных или газовых
потоках), электрического тока, космических потоков раскаленных газов (явление
абляции)
Изменение давления потока
жидкости, вызывающее появление областей пониженного давления, в которых
образуются пузырьки пара.
При последующем повышении давления пузырьки разрушаются с гидравлическим
ударом, наклепывая и разрушая поверхность изделия
4
Сварные конструкции,
шатуны, валы, детали
ходовой части тракторов и автомобилей
Напряженные болты,
пространственные
конструкции, шатуны,
валы, штанги
Валы, шатуны, листовые рессоры, пальцы,
пружины, зубчатые
колеса, резьбовые
соединения
Тормозные колодки,
звенья гусениц, детали трансмиссии, рессорные пальцы, цилиндры, поршни, детали, работающие
без смазки или при
граничной смазке в
пыльной атмосфере
Детали гидронасосов,
плунжерные пары, трубопроводы, глушители,
сопла и лопатки реактивных двигателей,
клапаны, электроды,
обшивки космических
кораблей и др.
Гребные винты, лопасти турбин, детали
гидронасосов, трубопроводы, наружные
поверхности гильз
156
Продолжение табл. 6.1
1
г)
усталостное
а)
окислительное
б)
фреттингкоррозия
в)
водородный
износ
а)
схватывание
1-го
рода
б)
схватывание
2-го
рода
2
3
Пульсирующее действие
Усталостное выкравысоких контактных напряшивание, появление
жений в результате пере«питтингов» (ямок)
глубиной от долей мм менного давления на поверхности трения при градо нескольких мм.
В результате устало- ничной смазке
стного изнашивания
нарушается нормальная работа
сопряжения
2. Коррозионно-механическое
Изменение размеров Образование и разрушение
окисных пленок. Нормальдеталей по мере изный окислительный износ
носа. Поверхности
возможен при условии,
трения имеют блечто скорость разрушения
стящий, гладкий вид
защитных пленок примерно
равна скорости их
образования
Образование на поМалые взаимные перемеверхностях контакта
щения колебательного хаследов коррозии в
рактера в сопряженных совиде налетов, пятен,
единениях в условиях окисязв и каверн
лительной среды. Характеризуется периодическим
разрушением окисных пленок деталей и образованием
вторичных структур
Появление царапин,
Выделение атомарного воборозд, уменьшение
дорода при трении из смазразмеров
ки, топлива и его адсорбирование на поверхности
с последующим возникновением химических соединений или твердых растворов
3. Молекулярно-механическое
Глубокие борозды (до Трение скольжения с малы0,5мм) в направлени- ми скоростями, но высокими
удельными давлениями,
ях перемещения трупревышающими предел тещихся поверхностей,
кучести при «сухом» и гравырывы металла с
поверхности трения и ничном трении
др. повреждения
Неглубокие борозды, Большие скорости трения и
высокие удельные давления
царапины, следы опв процессе трения скольжелавления и размазыния без смазки или при гравания жидкого расплава по поверхности ничной смазке
трения. Глубина разрушенной зоны –
до 0,1 мм
4
Зубчатые колеса,
подшипники качения,
железнодорожные
рельсы, пальцы и др.
детали
Валы, пальцы, оси,
подшипники скольжения и другие детали,
работающие как при
трении без смазки,
так и при граничной
смазке в условиях
трения
Листовые рессоры,
заклепочные соединения, соединения со
скользящей или прессовой посадками,
болтовые соединения, втулки и др.
детали
Шестерни, валы,
фрикционные элементы тормозов автомобилей и т.д.
Клапанные детали
гидравлических машин, подшипники
скольжения, зубчатые
колеса, поршни и т.д.
Детали поршневой
группы, втулки, направляющие и т.д.
157
Окончание табл. 6.1
1
2
1.
Общая,
или
сплошная
2.
Точечная, или
пятнистая
3.
Межкрикристалсталлитная
Образование окислов
в результате взаимодействия с внешней
средой по всей поверхности детали
Отдельные локальные повреждения в
виде каверн, язв, точек, пятен, налетов
Коррозия по границам
зёрен металла. Понижение прочности и
пластичности, потеря
металлического звука
при ударе
3
КОРРОЗИЯ
Взаимодействия с агрессивной внешней средой или с
воздушной атмосферой
Неоднородные по структуре
или составу материалы
с разным сопротивлением
коррозии отдельных
составляющих
Выпадение легирующих
элементов (например хрома)
из твердого раствора, обеднение защитным элементом
границ зёрен, создание благоприятных условий для
продвижения кислорода в
глубь детали
4
Стальные, чугунные,
латунные и др. детали, образующие химические соединения
с кислородом
То же
Клапаны двигателей.
Детали из хромоникелевых сталей аустенитного класса и
др. детали
6.6.1. Деформация
Деформация материала детали происходит в результате приложения нагрузки и отражается изменением формы и размеров деталей. Повреждение деталей происходит в результате пластической
деформации и выражается в виде изгибов, вмятин и скручиваний.
При изгибах и вмятинах нарушается не только геометрическая
форма деталей, но и происходит ее разрушение (рис. 6.30–6.32).
Рис. 6.30. Разрушенная петля дышла прицепа.
Разрушение произошло с сильной пластической деформацией
от изгибающей нагрузки
158
Рис. 6.31. Рулевая тяга разрушилась при ДТП, в месте разрушения
сильный изгиб резьбовой части. Фрагменты излома не совмещаются.
Это свидетельствует об ударной нагрузке, приложенной с большой скоростью
На рис. 6.32 показано разрушение шарового пальца, которое
произошло с большой пластической деформацией вследствие приложения ударной нагрузки, превышающей допустимую прочность материала, из которого изготовлен шаровый палец. Слева представлен
новый шаровой палец (образец-представитель).
Рис. 6.32. Вязкое разрушение шарового пальца рулевого наконечника
6.6.2. Разрушение
В зависимости от характера нагружения и исходного строения
материала деталей бывают хрупкие, вязкие и усталостные изломы.
Хрупкий излом характеризуется полным отсутствием или незначительной величиной пластических деформаций. Причинами хрупкого излома чаще всего служат хладоломкость материала детали, наличие концентраторов напряжений в опасном сечении и мгновенное
159
приложение нагрузки. При хрупком изломе в зоне разрушения хорошо
наблюдается кристаллическое строение материала. На рис. 6.33 показан хрупкий излом буксирного крюка автомобиля КАМАЗ. Излом является единовременным или протекающим в короткий промежуток
времени, произошёл из-за изгибающей боковой нагрузки, возникающей во время маневров при движении.
а
б
с
Рис. 6.33. Хрупкое разрушение буксирного крюка автомобиля КАМАЗ:
а – общий вид; б – начало разрушения; с – долом
Вязкий излом обусловлен наличием макропластической деформации. Разрушение детали при вязком изломе – результат резкого возрастания приложения статической нагрузки. Вязкий излом появляется в результате превышения предела текучести материала детали. На поверхности вязкого излома наблюдаются следы пластической
деформации. На рис. 6.34 показан разрушенный поршневой палец автомобиля Mazda CX-76, методом сканирующей электронной микроскопии подтверждён силовой вязкий характер разрушения.
160
Рис. 6.34. Вязкий излом поршневого пальца автомобиля Mazda CХ-7
из стали 20Х: а – общий вид; б – РЭМ. х1500
Усталостный излом является наиболее частой причиной выхода детали из строя. Установлено, что усталостные изломы возникают при напряжениях ниже предела текучести. Процесс начинается с
зарождения усталостной трещины, появлению которой способствует
наличие концентратора напряжений в основном сечении детали.
Рис. 6.35. Усталостное разрушение шпильки натяжного ролика
Рассмотрим усталостный излом шпильки натяжного ролика автомобиля Volkswagen Passat, изготовленной из прутка хромистой конструкционной стали, аналогичной отечественной стали марки 40Х.
Разрушение началось от поверхности впадины между вторым и
третьим витком резьбы (рис. 6.35). Усталостные трещины (многоцик-
161
ловая усталость) росли с левой стороны. Затем развилась малоцикловая усталость. Резьба со стороны долома примята (рис. 6.35). Причиной разрушения является повторное использование шпильки при
ремонте ГРМ. В деталях крепежа неизбежно развиваются усталостные трещины, диагностировать которые в условиях сервисной организации не представляется возможным.
Иногда очагов разрушения бывает несколько (рис. 6.36).
Рис. 6.36. Усталостный излом шатуна в месте, где отверстие под шатунный
болт почти вышло на наружную поверхность. Микротрещины
(очаги разрушения) расположены в верхней части сечения – указаны стрелками
6.6.3. Механическое изнашивание
Самый распространенный вид неисправностей деталей автомобилей – износы. К механическому изнашиванию относятся: абразивное, эрозионное, кавитационное и усталостное изнашивание.
Абразивный износ возникает в подвижных сопряжениях в результате царапающего и режущего действия твердых абразивных
частиц, находящихся в свободном или закрепленном состоянии. Закрепленное состояние абразивных частиц имеет место на дисках сцеплений и тормозных колодках автомобилей. Износ абразивными частицами, находящимися в свободном состоянии, подразделяется на:
гидроабразивный износ – результат воздействия твердых частиц, увлекаемых потоком жидкости и перемещающихся относительно изнашивающихся деталей; газоабразивный износ – результат воздействия
твердых частиц, увлекаемых газом (воздухом).
На рис. 6.37 показан абразивный износ ведущей шестерни главной передачи разрушенного автомобиля.
162
а
б
Рис. 6.37. Следы абразивного износа на зубьях ведущей шестерни главной
передачи (а); остатки стружки и осколки, которые ещё частично связаны
с основным металлом (б); в производственных условиях остатки стружки
и осколки могут осыпаться. РЭМ. х550
Эрозия металлов – это постепенное послойное разрушение
поверхности металлических материалов под влиянием механического
воздействия или электрических разрядов (электроэрозия). Эрозия металлов возникает при трении поверхностей, износе, кавитации, а также при воздействии на поверхность сильных потоков – газовых, жидкостных струй, особенно при высоких температурах (рис. 6.38, 6.39).
а
б
Рис. 6.38. Эрозия на конической поверхности клапана, вызванная
перемещающейся с циркулирующим маслом частицей алюмосиликата.
Аустенитная хромоникелевая сталь была сильно механически изношена.
В результате возникли направленные вдоль движения потока канавки, а – х500.
При большом увеличении (х900) можно обнаружить возвышение в объёме
за твёрдым включением. Кроме того, возникают рифлёные структуры, внешне
подобные тем, которые потоки воздуха или воды создают на песке (а). РЭМ
Кавитационное изнашивание металла происходит в результате воздействия на его поверхность микроударных нагрузок, при
163
схлопывании пузырьков пара с одновременным конденсированием
пара в потоке жидкости. На рис. 6.40 показана кавитация гильзы автомобиля и схема процесса кавитации.
х60
х2400
Рис. 6.39. Эрозия на поверхности вкладыша подшипника скольжения
из трёхкомпонентного сплава, возникшая под воздействием содержащегося
в масле песка. Типичным признаком являются канавки, вытянутые
в направлении движения потока. РЭМ
Кавитационные повреждения подшипников. Кавитация, или,
правильнее, кавитационная эрозия, не вызывает аварии подшипника,
но результатом ее является пятнистый вид поверхности подшипника.
Обломки слоев подшипника, образовавшиеся в результате кавитационной эрозии, попадают между шейкой вала и покровным слоем и
впечатываются в него (рис. 6.41).
Кавитационная эрозия – результат действия микроструй высокого давления, образующихся в момент схлопывания пустот в объеме масла в зоне отрицательного давления. В масле в подшипниках
отрицательные давления возникают в двух случаях – при вибрации и
наличии быстро разбегающихся трущихся поверхностей, разделенных
масляной пленкой. Разрыв непрерывной жидкой фазы в области пониженных давлений порождает образование пустот в виде пузырьков,
которые с огромной скоростью схлопываются при попадании в область повышенных давлений. В этот момент образуется реактивная
164
микроструя, несущая огромную (для размеров пузырька) энергию. Ее
направление и удар могут быть направлены в любую сторону, но если
струя попадает на поверхность мягкого покровного слоя подшипника,
она, как кумулятивный снаряд, разрывает ее. Микрооспины разрушений постепенно разрастаются, объединяются и становятся заметны
невооруженным глазом. В микротрещины между поврежденным покровным слоем и вкладышем проникает масло, ослабляя силы сцепления покрытия с вкладышем, в результате через некоторое время
крупные куски покровного слоя отваливаются и уносятся потоком масла, вызывая впоследствии вторичные разрушения, или вбиваются в
еще целую поверхность покрытия, меняя ее прочностные и эксплуатационные характеристики. Подшипники выходят из строя.
а
б
в
Рис. 6.40. Кавитация гильзы автомобиля: а – блок двигателя с гильзами;
б – схема процесса кавитации: 1 – охлаждающая жидкость;
2 – кавитационные пузырьки; 3 – эрозия металла; 4 – гильза цилиндра
«мокрого» типа; в – следы кавитации на поверхности гильзы
165
Рис. 6.41. Прогрессирующая кавитационная эрозия алюминиевого
шатунного подшипника вблизи поверхности разъема
Кавитационная эрозия подшипников происходит в результате:
– флуктуации (колебаний) давлений в потоке масла из-за особенностей поверхности подшипника и шейки вала, таких как канавок и
мест сверлений;
– инерционных эффектов масла внутри мест сверлений шатуна,
используемых для подачи масла к шатунному пальцу и для охлаждения поршня;
– вибрации шейки вала в пределах зазора подшипника.
а
б
Рис. 6.42. Кавитационное повреждение: а – вкладыша подшипника;
б – подшипника скольжения пузырьками пара, образованными в масле
166
Зона скопления кавитационных повреждений в основном сосредоточена на верхнем шатунном подшипнике из-за упругой деформации верхнего бугеля при различных тактах двигателя, вызывающей
образование пустот и их схлопывание в масляной пленке. Кроме того,
не последнее место в образовании пустот занимает и сверление шейки вала для подачи масла к подшипнику. Кавитационная эрозия чаще
всего наблюдается на алюминиевых подшипниках из-за их более низкой усталостной прочности (рис. 6.42).
Рис. 6.43. Образование питтингов: а – на боковых сторонах зубьев шестерен:
1 – деформационные языки; 2 – ведущее зубчатое колесо; 3 – ведомое;
4 – усталостные изломы; б – на ножке зуба шестерни; С-образный след
усталостного излома на поверхности: 1 – усталостное разрушение; 2 – излом
под действием статической нагрузки; 3 – пакеты скольжения, разрушение
сдвигом, шиферная структура; 4 – тангенциальная сила трения,
отрицательное проскальзывание; 5 – деформационные языки на боковой
стороне зуба; 6 – масло; W – направление (вдоль боковой стенки зуба)
перемещения нагруженной точки соприкосновения
Механическое усталостное изнашивание (образование
питтингов) – преждевременные разрушения деталей под действием знакопеременных или циклических нагрузок. Сущность изнашивания в том, что внутри или на поверхности металла образуются микроскопические трещины, увеличивающиеся под действием нагрузок, ослабляя поперечное сечение детали. Усталостный износ зависит как от
конструктивных факторов детали (резкие переходы от одного сечения
к другому, выточки, канавки, отверстия), так и от технологических
167
(чистоты обработки поверхностей, нанесения на поверхность деталей
покрытий и т.д.). К усталостному износу относится также разрушение
поверхности деталей при трении качения. Этот износ называется осповидным, т.е. на поверхности трения образуются микротрещины с
местным выкрашиванием (распространен на зубьях шестерен, шариковых и роликовых подшипниках) (рис. 6.43–6.47).
Двигатель автомобиля Great Wall во время работы подвергся
длительному масляному голоданию из-за недостаточного количества
моторного масла в системе смазки, что привело к катастрофическому
износу шестерни привода масляного насоса, прекращению подачи
масла к парам трения и выходу из строя двигателя (рис. 6.44). Также
механическому усталостному изнашиванию подвергаются детали
ГРМ, подшипниковые узлы (рис. 6.45, 6.46).
а
б
Рис. 6.44. Износ зубьев: а – шестерни привода масляного насоса
распределительного вала автомобиля Great Wall;
б – ведущей шестерни главной передачи
а
б
Рис. 6.45. Усталостное изнашивание:
а – рабочей поверхности ролика-натяжителя механизма ГРМ;
б – подшипника скольжения
168
а
б
Рис. 6.46. Усталостный износ (питтинг):
а – роликов подшипника; б – обоймы подшипника
а
б
Рис. 6.47. Усталостное выкрашивание зубчатого колеса:
а – на ножке с боковой стороны зуба шестерни из-за перенапряжения
по начальной окружности возникли питтинги (расположены полосой). РЭМ; х45;
б – питтинги на боковой поверхности зуба шестерни.
Усталостный характер излома проявляется в виде образования характерного
вырыва, распространяющегося в радиальном направлении, а также
в С-образном следе трещины на поверхности до вырыва. РЭМ. х600
6.6.4. Коррозионно-механическое изнашивание
Для этого вида износа характерно образование пленок окислов,
химических соединений на поверхностях трения и последующее механическое разрушение. Сюда относятся окислительный, водородный износы и фреттинг-коррозии. Воздух, попавший на слой металла при пластическом деформировании, вызывает окислительный износ, происходящий при трении скольжения и трении качения. В первом случае этот износ является ведущим, во втором – сопутствующим
осповидному износу.
При окислительном изнашивании образовавшиеся очень
хрупкие соединения железа с кислородом под действием сил трения
169
выкрашиваются. Это приводит к уменьшению размеров сопрягаемых
деталей и увеличению зазоров между ними (рис. 6.48).
Процесс окисления наблюдается при определенных режимах
работы узла трения, обеспечивающих активацию поверхности и температурные условия протекания соответствующих химических реакций металла поверхностного слоя с окружающей средой.
Рис. 6.48. Шлифовочный прижог на боковой стороне зуба шестерни
из стали 20МХ4. Характерными являются пузырчатые продукты окисления,
которые в отличие от неповреждённой поверхности кажутся светлыми.
Отчётливо видно, что пузыри как бы прерывают шлифовочные риски
Ресурс работы ответственных узлов часто ограничивается
преждевременным износом или разрушением контактирующих деталей в результате фреттинг-коррозии.
Фреттинг-коррозия – это коррозия, возникающая на контактирующих металлических поверхностях при минимальном повторяющемся (локальном) перемещении этих поверхностей относительно
друг друга в условиях воздействия коррозионной среды. Фреттингкоррозии подвержены болтовые соединения, посадочные поверхности
подшипников качения; шлицевые, шпоночные, заклепочные, болтовые
и винтовые соединения; листовые рессоры. Вследствие развития
фреттинг-коррозии изменяется шероховатость поверхности, образуются каверны и поверхностные микротрещины (рис. 6.49).
Этому виду изнашивания подвержены как углеродистые, так и
коррозионно-стойкие стали в парах трения сталь – сталь, сталь – оло-
170
во или алюминий, сурьма, чугун и многие другие пары трения. Более
склонными к проявлению фреттинг-коррозии являются одноименные
материалы.
х180
х480
Рис. 6.49. При контактном усталостном износе (фреттинг-коррозия)
стального кольца поверхность окислена и имеет
террасовидное строение. Форма канавок в окисленном слое указывает
на направление движения при качении. РЭМ
Водородное изнашивание – процесс разрушения металлического элемента пары трения вследствие поглощения металлом водорода. Водородное изнашивание зависит от концентрации водорода в
поверхностных слоях трущихся деталей. Он выделяется из материалов пары трения или окружающей среды (смазочного материала, топлива, воды и др.) и ускоряет изнашивание.
Водородное изнашивание проявляется в той или иной степени
практически во всех узлах трения. Разрушению этого вида подвержены детали из стали, чугуна, титана и других металлических материалов. Вследствие водородного изнашивания часто выходят из строя
коленчатые валы двигателей. Во влажном и холодном климате процесс водородного разрушения интенсифицируется, поэтому, например, в условиях Севера техника изнашивается в несколько раз быстрее, чем в средней полосе России.
Водородное изнашивание не имеет общих черт с водородной
хрупкостью стали ни по источникам наводороживания, ни по интенсивности и характеру распределения водорода в стали, ни по характеру разрушения, поскольку оно связано только с процессом трения и
обусловлено им. Для водородного изнашивания характерны высокая
локальная концентрация водорода в поверхностном слое стали, воз-
171
никающая вследствие больших градиентов температуры и напряжений при трении, которые обусловливают явление накапливания и особый характер роста трещин, приводящий к сплошному разрушению
слоя. Водородное изнашивание вносит новые представления о механизме хрупкого разрушения автомобильного транспорта (водородное
изнашивание резко снижает срок службы тормозных накладок, тормозных барабанов и дисков сцепления, а также лопаток бензиновых
насосов и других деталей агрегатов автомобиля) (рис. 6.50).
Рис. 6.50. Водородный износ фрикционной накладки ведомого диска узла
сцепления автомобиля Ssang Yong Kyron
6.6.5. Молекулярно-механическое изнашивание
Этот вид износа имеет место в подвижных сопряжениях, сближенных в точках контакта настолько, что вступают в действие силы молекулярного сцепления. В результате появляются прочные металлические связи в точках контакта сопрягаемых деталей, получившие название «схватывание». Различают схватывание первого и второго рода.
Схватывание первого рода возникает в сопряжениях, работающих при малых скоростях, больших удельных нагрузках и при незначительном повышении температуры. При этом происходит пластичное деформирование, разрушение и удаление частиц с трущихся
поверхностей (рис. 6.51).
Схватывание второго рода наблюдается в сопряжениях, работающих при высоких скоростях скольжения, повышенных удельных
нагрузках со значительным повышением температуры. В результате
172
значительно снижается твердость поверхностного слоя, разрушаются,
размазываются и удаляются частицы металла. Такой износ приводит
к аварии (рис. 6.52).
а
б
Рис. 6.51. Схватывание первого рода: а – в изломе видно волокнистое
строение. Следы заедания сателлита и оси сателлитов; б – следы заедания
на поверхности. Шероховатые структуры возникли вследствие
кратковременного приваривания (схватывания) при трении
и последующего отрыва непосредственно соприкасающихся участков
поверхностей, РЭМ. х1100
а
б
Рис. 6.52. Схватывание второго рода: а – износ рабочей поверхности оси
сателлита, наволакивание и вырыв металла; б – следы заедания
и переноса материала на внутреннюю поверхность сателлита
6.6.6. Коррозионное разрушение
Коррозия (от лат. corrosio – разъедание) – это самопроизвольное разрушение металлов в результате химического или физикохимического взаимодействия с окружающей средой. Коррозионные
разрушения в этом случае развиваются при воздействии на поверхности таких агрессивных веществ, как химически активные газы, кислотные примеси смазочных материалов, почва и др.
173
По типу агрессивных сред, в которых протекает процесс разрушения, коррозия может быть следующих видов: газовая и атмосферная коррозия; коррозия в неэлектролитах и электролитах; коррозия
блуждающим током.
По характеру разрушения: сплошная коррозия, охватывающая
всю поверхность (равномерная, неравномерная, избирательная); локальная (местная) коррозия, охватывающая отдельные участки (пятнистая, язвенная, точечная (или питтинг), сквозная, межкристаллитная).
Основной является классификация коррозии по механизму протекания процесса. Различают два вида: химическую коррозию и электрохимическую коррозию.
Коррозия может стать составной частью процесса изнашивания
деталей двигателей внутреннего сгорания независимо от рабочего
процесса в них. Так, при сгорании бензина помимо водяных паров образуются двуокись углерода, небольшое количество окислов серы из
органических сернистых соединений в составе топлива, окись азота в
очень малых количествах и др. При взаимодействии с водяными парами эти продукты образуют кислоты – угольную, сернистую, серную,
азотистую, азотную и др., которые в основном удаляются из цилиндра
с отработанными газами. При пониженной температуре стенок цилиндра кислоты легко конденсируются, повышая интенсивность изнашивания стенок и поршневых колец, усиливая коррозию поршня, бобышек и поршневого пальца.
Проблема коррозии подшипников возникла после внедрения в
быстроходные двигатели внутреннего сгорания антифрикционных
свинцовых, медно-свинцовых и кадмиевых сплавов. Все антифрикционные сплавы в какой-то мере корродируют под воздействием органических кислот, содержащихся в маслах или образующихся в них во
время работы.
Масла, окисляясь, дают перекиси, которые вызывают реакции,
заканчивающиеся образованием органических кислот.
Примеры коррозионного разрушения показаны на рис. 6.53–6.56.
Разрушение материала, деталей машин и в целом автомобиля
происходит не только от возникших вышеперечисленных дефектов и
нарушения правил эксплуатации, но и от естественного старения.
Старение – процесс постепенного и непрерывного изменения
эксплуатационных свойств, вызываемого действием механических,
174
электрических, тепловых и других нагрузок, наличие которых определяется режимом работы и условиями эксплуатации автомобиля.
Рис. 6.53. Коррозионно-усталостное разрушение детали рулевого механизма
Рис. 6.54. Коррозионно-усталостный излом рулевой полуоси
Рис. 6.55. Коррозионно-усталостный излом рулевой сошки автомобиля МАЗ.
Причина – тяжелые условия эксплуатации в агрессивной атмосфере
175
а
б
Рис. 6.56. Коррозионное разрушение: а – точечная или пятнистая коррозия
никелевого сплава в результате воздействия горячих газов.
В эксплуатационных условиях при высоких температурах образовался
коррозионный слой окалины. Кроме того, воздействию газовой коррозии
подверглись границы зёрен, выходящие на поверхность, что послужило
причиной возникновения усталостного излома. РЭМ. х500;
б – межкристаллитное растрескивание хромистой стали
произошло вблизи места высокотемпературной пайки. РЭМ. х2000
Признаки предельного состояния старения – необратимое изменение физико-химических свойств материалов деталей (потеря упругости, прочности и др.). Старение испытывают элементы и детали из
металлов, полимеры, резинотехнические изделия, уплотнения, полупроводники.
Контрольные вопросы
1. Назовите причины разрушения при эксплуатации деталей и узлов автомобилей.
2. Дайте характеристику металлургическим дефектам. Приведите пример.
3. В чём заключаются конструктивные дефекты деталей? Приведите пример.
4. Перечислите возможные производственные (технологические) дефекты,
приводящие к разрушению. Приведите пример.
5. Как влияют поверхностные механические повреждения на устойчивость
материала к разрушению? Приведите пример.
6. Какие бывают по характеру эксплуатационные разрушения? Приведите
примеры эксплуатационных разрушений и объясните причину их возникновения.
7. Назовите характерные виды дефектов автомобилей, их признаки и возможные причины появления. Приведите примеры типовых деталей с этими дефектами.
8. Дайте определение старения.
176
СПИСОК ЛИТЕРАТУРЫ
1. Энгель, Л. Растровая электронная микроскопия. Разрушение:
справ. изд. / Л. Энгель, Г. Клингеле; пер. с нем. – М.: Металлургия,
1986. – 232 с.
2. Рекомендации. Расчёты и испытания на прочность в машиностроении. Классификация видов поверхностей разрушения (изломов)
металлов. – М.: ВНИИНмаш, 1979. – 45 с.
3. Фрактография. Металлы и сплавы: справ. изд. / под ред.
Ю.П. Солнцева. – СПб.: НПО Профессионал, 2002. – 352 с.
4. Фридман, Я.Б. Строение и анализ изломов / Я.Б. Фридман,
Г.А Гордеева, А.М. Зайцев. – М.: Машгиз, 1960. – 128 с.
5. Гордеева, Г. А. Анализ изломов при оценке надежности материалов / Г.А. Гордеева, И.П. Жегина. – М.: Машиностроение, 1978. – 198 с.
6. Грабин, В.Ф. Металловедение сварки низко- и среднелегированных сталей / В.Ф. Грабин, А.В. Денисенко. – Киев: Наук. думка,
1978. – 276 с.
7. Лившиц, Л.С. Металловедение для сварщиков / Л.С. Лившиц. –
М.: Машиностроение, 1979. – 264 с.
8. Фрактография и атлас фрактограмм: справ. изд. / под ред.
Дж. Феллоуза; пер. с англ. – М.: Металлургия, 1982. – 489 с.
9. Шестопалова, Л.П. Методы исследования микро- и наноструктуры материалов: учеб. пособие / Л.П. Шестопалова, Л.Г. Петрова,
В.А. Александров. – М.: МАДИ, 2012. – 184 с.
10. Брандон, Д. Микроструктура материалов. Методы исследования и контроля / Д. Брандон, У. Каплан; пер. с англ. – М.: Техносфера, 2006. – 384 с.
11. Касаткин, Б.С. Структура и микромеханизм хрупкого разрушения стали / Б.С. Касаткин. – Киев: Техника, 1964. – 264 с.
12. Справочник по практическому металловедению / В.Л. Пилющенко [и др.]. – Киев: Техника, 1984. – 133 с.
13. Коцаньда, С. Усталостное разрушение металлов / С. Коцаньда; пер. с пол. – М.: Металлургия, 1970. – 454 с.
14. Избранные методы исследования в материаловедении: пер.
с нем. / под ред. Г.Й. Хунгера. – М.: Металлургия, 1985. – 392 с.
15. Иванова, В.С. Природа усталости металлов / В.С. Иванова,
В.Ф. Терентьев. – М.: Металлургия, 1975. – 456 с.
177
16. Браун, М.П. Природа излома перегретой стали / M.П. Браун. –
Киев: Изд-во АН УССР, 1954. – 286 с.
17. Зеленова, В.Д. Механизм вязкого и хрупкого разрушения и
методы оценки сопротивления разрушению металлов и сплавов /
В.Д. Зеленова. – М.: Машиностроение, 1975. – 40 с.
18. Петрова, Л.Г. Исследование микроструктуры сплавов методом количественной металлографии: методические указания к лабораторной работе / Л.Г. Петрова. – М.: МАДИ, 1993. – 28 с.
19. Богомолова, Н.А. Практическая металлография / Н.А. Богомолова. – М.: Высш. шк., 1979. – 272 с.
20. Кондратюк, С.Е. Фрактография и вязкость конструкционной
стали / С.Е. Кондратюк. – Киев: О-во «Знание», УССР, 1981. – 20 с.
21. Электронная и оптическая фрактография. Методы, рекомендации. – М.: Всесоюз. ин-т лёгких сплавов, 1972. – 24 с.
22. Grundziige der Fraktographie von Eisenwerkstoffen // Radex
Rundschau. – 1978. – H. ¾. – S. 591–673.
23. Герасимова, Л.П. Изломы конструкционных сталей: справ.
изд. / Л.П. Герасимова, А.А. Ежов, М.И. Маресев. – М.: Металлургия,
1987. – 272 с.
24. Горелик, С.С. Рентгенографический и электронно-оптический
анализ / С.С. Горелик, Л.Н. Расторгуев, Ю.А. Скаков. – М.: Металлургия, 1971. – 368 с.
25. Арсентьева, И.П. Лабораторные работы по курсу «Рентгенография и электронная микроскопия» / И.П. Арсентьева, Л.А. Лисицкая,
Л.А. Шевякова. – М.: МВМИ, 1980. – 100 с.
26. Гоулдстейн, Дж. Практическая растровая электронная микроскопия: пер. с англ. / Дж. Гоулдстейн, Х. Яковиц. – М.: Мир, 1978. – 656 с.
27. Александров, В.А. Разработка комплекса методов исследования структуры и свойств упрочненных материалов и поверхностных
слоев / В.А. Александров, Л.Г. Петрова, Л.П. Шестопалова // Упрочняющие технологии и покрытия. – 2007. – № 4 – С. 44–56.
28. Ковалев, А.И. Современные методы исследования поверхности металлов и сплавов / А.И. Ковалев, Г.В. Щербединский. – М.: Металлургия, 1989. – 191 с.
29. Струве, Н.Э. Методика выбора конструкционных материалов
для типовых деталей автомобилей: учеб. пособие / Н.Э. Струве. – М.:
МАДИ, 1989. – 88 с.
178
ПРИЛОЖЕНИЕ 1
ТЕРМИНОЛОГИЯ, ИСПОЛЬЗУЕМАЯ
ПРИ АВТОТЕХНИЧЕСКОЙ ЭКСПЕРТИЗЕ
Неисправное состояние (неисправность) – состояние автомобиля или агрегата автомобиля, при котором он не соответствует хотя
бы одному из требований нормативно-технической и (или) конструкторской (проектной) документации.
Повреждение – событие, заключающееся в нарушении исправного состояния конструктивного элемента автомобиля при сохранении
работоспособного состояния.
Дефект – это каждое отдельное несоответствие продукции установленным требованиям. Может включать в себя и повреждение, и отказ.
Критический дефект – это дефект, при наличии которого использование продукции по назначению практически невозможно или
недопустимо.
Неустранимый дефект – это дефект, устранение которого технически невозможно или экономически нецелесообразно.
Устранимый дефект – это дефект, устранение которого технически возможно и экономически целесообразно.
Конструктивный дефект – это дефект, возникший по причине,
связанной с несовершенством или нарушением установленных правил и (или) норм проектирования или конструирования автомобиля.
Производственный (технологический) дефект – это дефект,
возникший по причине, связанной с несовершенством или нарушением установленного процесса изготовления или ремонта автомобиля.
Эксплуатационный дефект – это дефект, возникший по причине, связанной с нарушением установленных правил и (или) условий
эксплуатации автомобилей.
Работоспособность – это состояние изделия, при котором оно
способно выполнять заданную функцию с параметрами, установленными
требованиями технической документации, в течение расчётного срока
службы. При этом некоторые из численно оцениваемых и контролируемых параметров могут не отвечать требованиям к новому изделию.
Экспертиза использует терминологию различных областей специальных познаний в науке и технике. Экспертиза не разрабатывает
каких-либо своих терминов. Все используемые термины основаны на
нормативных документах (ГОСТ, Регламент и т.п.).
179
ПРИЛОЖЕНИЕ 2
НОРМАТИВНЫЕ ДОКУМЕНТЫ ПО ТЕРМИНАМ
ГОСТ Р 27.002-2009
ГОСТ 23207-78
Р 50-605-80-93
ГОСТ 15467-79
ГОСТ 3.1109-82
ГОСТ 18322-78
ГОСТ 5272-68
Межгосударственный
стандарт
ГОСТ 17697-72
ГОСТ 2601-84
ГОСТ 22653-77
ГОСТ26098-84
Надежность в технике. Термины и определения
Сопротивление усталости. Основные термины,
определения и обозначения
Система разработки и постановки продукции
на производство. Термины и определения
Управление качеством продукции.
Основные понятия. Термины и определения
ЕСТД. Термины и определения основных понятий
Система технического обслуживания и ремонта
техники. Термины и определения
Коррозия металлов. Термины.
Автомобили. Качение колеса. Термины
и определения
Сварка металлов. Термины и определения
основных понятий
Автомобили. Параметры проходимости.
Термины и определения
Нефтепродукты. Термины и определения.
Учебное издание
ШЕСТОПАЛОВА Лариса Павловна
ЛИХАЧЕВА Татьяна Евгеньевна
МЕТОДЫ ИССЛЕДОВАНИЯ
МАТЕРИАЛОВ
И ДЕТАЛЕЙ МАШИН
ПРИ ПРОВЕДЕНИИ
АВТОТЕХНИЧЕСКОЙ
ЭКСПЕРТИЗЫ
УЧЕБНОЕ ПОСОБИЕ
Редактор Н.В. Шашина
Редакционно-издательский отдел МАДИ. E-mail: rio@madi.ru
Подписано в печать 13.04.2017 г. Формат 70×100/16.
Усл. печ. л. 14,25. Тираж 500 экз. Заказ
. Цена 365 руб.
МАДИ, 125319, Москва, Ленинградский пр-т, 64.