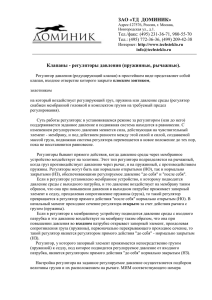
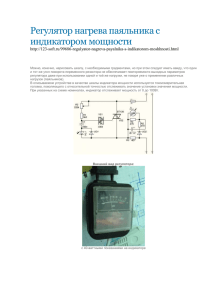
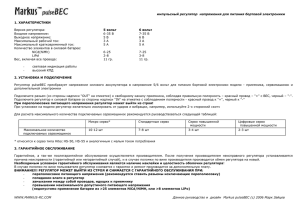
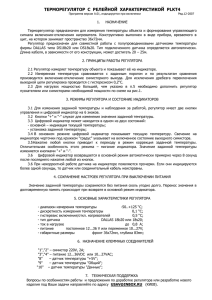
РЕГУЛЯТОР КОНТАКТНОЙ СВАРКИ РКС-15-1 Паспорт АСТ.098.00.0.000 ПС ПСКОВ СОДЕРЖАНИЕ Лист 1. Назначение……………………………………………………………..3 2. Технические характеристики………………………………………...4 3. Комплект поставки…………………………………………………….6 4. Устройство и принцип работы………………………………………6 5. Указание мер безопасности…………………………………………...8 6. Подготовка к работе…………………………………………………...9 7. Порядок работы………………………………………………………..9 8. Техническое обслуживание…………………………………………...12 9. Характерные неисправности и методы их устранения……………...12 10. Свидетельство о приемке……………………………………………...14 11. Сведения о консервации и упаковывании……………………………15 12. Свидетельство о консервации……………………………………….15 13. Свидетельство об упаковывании……………………………………..16 14. Правила хранения……………………………………………………...17 15. Гарантийные обязательства……………………………………………17 16. Сведения о рекламациях…………………………………………….. 17 Приложение А. Общий вид регулятора Приложение Б. Циклограмма работы регулятора Приложение В. Схема подключения регулятора Приложение Г. Схема электрическая общая --------------------------------------------------------------------------------------------------------------------АСТ.098.00.0.000 ПС 2 1. НАЗНАЧЕНИЕ 1.1. Регулятор контактной сварки РКС-15-1, в дальнейшем именуемый «регулятор», предназначен для управления циклом контактной сварки сварочных машин переменного тока с постоянным сварочным усилием. 1.2. Регулятор предназначен для работы в закрытых помещениях на высоте до 1000м над уровнем моря. 1.3.Регулятор изготавливается в климатическом исполнении УХЛ4 – работа в районах с умеренным климатом при температуре окружающего воздуха от плюс 1 С до плюс 35 С и относительной влажности воздуха до 80% (при плюс 25 С). 1.4.Окружающая среда невзрывоопасная, не содержащая токопроводящей пыли, агрессивных газов и паров в концентрациях, разрушающих металлы и изоляцию. --------------------------------------------------------------------------------------------------------------------АСТ.098.00.0.000 ПС 3 2.ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ 2.1. Регулятор обеспечивает : - управление одним тиристорным контактором и двумя электропневматическими клапанами сжатия; - от 1 до 2 пульсаций (импульсов) сварочного тока в течение одного цикла сварки; - плавное нарастание переднего фронта первого импульса сварочного тока ( модуляция); - дискретный отсчет и регулирование длительности позиций сварочного цикла; - работу в одиночном и цикловом режимах; - возможность прохождения сварочного цикла без тока; - хранение в энергонезависимой памяти 8 технологических программ сварки. 2.2. Общий вид регулятора приведен в приложении А. 2.3. Регулятор обеспечивает цикл сварки в соответствии с циклограммой, приведенной в приложении Б. 2.4. Основные параметры регулятора приведены в табл. 1 Таблица 1 № Наименование параметра Значение 1. Напряжение питания переменного тока при частоте 50Гц, В 380 + 5% - 10% 2. Потребляемая мощность, ВА, не более 60 3. Отклонение действующего значения сварочного тока от номинального значения при колебаниях напряжения питающей сети от 0,9 до 1,05 номинального значения, % , не более 1 +/- 3 Продолжение таблицы 1 № Наименование параметра Значение --------------------------------------------------------------------------------------------------------------------АСТ.098.00.0.000 ПС 4 4. Длительность позиций сварочного цикла, в периодах сети: ( один период равен 0,02 сек ) - предварительное сжатие (СЖ 1) 1 … 99 - сжатие (СЖ 2) 1 … 99 - модуляция (МОД) 0 … 99 - ток 1 ( СВ1 ) 1 … 99 - пауза между токами ( ПР 1) 0 … 99 - ток 2 ( СВ2 ) 0 … 99 - проковка ( ПР 2) 0 … 99 - пауза ( ПЗ ) 1 … 99 5. Диапазон регулирования действующих значений сварочных токов 2 6. Диапазон задаваемых значений коэффициента мощности 7. Дискретность задания коэффициента мощности 25 … 99 0,2 … 0,8 0,05 8. Параметры входных сигналов (педаль): - тип входного сигнала «сухой контакт» - напряжение, не более 30 - ток, мА, не более 20 - сопротивление замкнутого контакта, Ом , не более 60 9. Параметры выходных сигналов : - напряжение на нагрузке, В, не более 30 - остаточное напряжение на выходном ключе, В, не более 2,5 - ток нагрузки, А. не более 0,5 10. Параметры импульсов управления тиристорами - напряжение, на сопротивлении 6,2 Ом +/- 5%, В - длительность (на уровне не ниже 15 В) 11. Масса, кг, не более 20 +/- 5 300 +/-100 мкс 7,0 Примечания : --------------------------------------------------------------------------------------------------------------------АСТ.098.00.0.000 ПС 5 1. При условии, что коэффициент мощности сварочной машины отличается от заданного в регуляторе не более, чем на 0,02. (см. табл. 2 ) 2. За 99% принимается ток с углом отсечки не более 5 эл. градусов при напряжении питающей сети 0,9 от номинального значения. 2.5. Габаритные и установочные размеры регулятора приведены в приложении А. 3. КОМПЛЕКТ ПОСТАВКИ 1. Регулятор РКС-15-1……………………………..1 шт. 2. Паспорт АСТ.098.00.0.000 ПС………………….1 шт. 3. Ответная часть разъема………………………….1 шт. 4. Крепежные лапы ………………………………...4 шт. 5. Ключ …………………………………………….. 1 шт. 4. УСТРОЙСТВО И ПРИНЦИП РАБОТЫ 4.1. Регулятор выполнен в виде единого конструктивного узла. Лицевая сторона регулятора является панелью управления, на которой расположены : - 3 кнопки для задания параметров цикла сварки; - кнопка «СБРОС»; - 2-х строчный жидкокристаллический алфавитно-цифровой индикатор (дисплей); - 6 светодиодных индикаторов «КЛАПАН 1», «КЛАПАН 2», «ЦИКЛ», «ТОК», «ЗАЩИТА», «ГОТОВ»; - 4 тумблера управления режимами работы; - индикатор напряжения сети. На задней стенке расположены : - разъем для подключения регулятора; - клемма заземления. Регулятор выполнен на основе модуля МП-11 (Модуль процессорный). Монтаж выполнен с помощью обычных и ленточных жгутов. 4.2. Принцип работы регулятора --------------------------------------------------------------------------------------------------------------------АСТ.098.00.0.000 ПС 6 Вся работа регулятора происходит под управлением микропроцессора в соответствии с записанной в него программой. Регулятор может находиться в следующих режимах : а). Готовность. В этом режиме регулятор ожидает нажатия педали для запуска цикла сварки. Горит светодиод «ГОТОВ», а на дисплее высвечивается либо набор параметров, соответствующий одной из восьми программ сварки, либо № программы сварки. Вид информации на дисплее определяется положением тумблера «ПАРАМЕТРЫ/ № ПРОГР.». Тумблер «РАБОТА / ПРОГР.» должен находиться в положении «РАБОТА». б) Выполнение цикла сварки. Прохождение цикла индицируется светодиодами «ЦИКЛ», «КЛАПАН 1», «КЛАПАН 2», «ТОК», а также на дисплее, где отображаются либо позиции цикла ( тумблер «ПАРАМЕТРЫ/ № ПРОГР.» в положении «ПАРАМЕТРЫ»), либо напряжение сети (тумблер «ПАРАМЕТРЫ/ № ПРОГР.» в положении «№ ПРОГР»). При установке тумблера «ОДИН./ЦИКЛ.» в положение «ОДИН,» пройдет только один цикл сварки, и для его повторения следует отпустить и снова нажать педаль. Если же тумблер установлен в положение «ЦИКЛ.», то цикл сварки будет повторяться все время, пока нажата педаль, причем клапан, сработавший в позиции « Предварительное сжатие » останется включенным до отпускания педали. При кратковременном нажатии на педаль, с отпусканием ее до окончания отсчета позиции «Сжатие», цикл дальше не пойдет, и регулятор возвратится в режим «Готовность». При размыкании цепи запуска после отсчета позиции «Сжатие» пройдет весь цикл сварки. В регуляторе предусмотрена возможность исключения следующих позиций сварочного цикла : - модуляция; - проковка 1; - сварка 2; - проковка 2. Для исключения позиции нужно задать время ее выполнения равным нулю. Регулятор обеспечивает прохождение сварочного цикла без тока. Для этого нужно выключить тумблер «ВКЛ. ТОК», который аппаратно разрешает/запрещает прохождение импульсов управления на тиристорный контактор. --------------------------------------------------------------------------------------------------------------------АСТ.098.00.0.000 ПС 7 В цикле сварки может выполняться любая из 8-ми технологических программ сварки, которые предварительно должны быть записаны в энергонезависимую память (см. режим «Программирование»). После включения регулятора к исполнению готова так называемая « текущая » программа, т.е. программа, номер которой записан в специально выделенной ячейке энергонезависимой памяти. Чтобы выбрать программу с другим номером, нужно : - в режиме «Готовность» переключить тумблер «РАБОТА / ПРОГР.» в положение «ПРОГР.» и кнопками « ↑ », « ↓ » изменить номер программы на желаемый; - вернуть тумблер «РАБОТА / ПРОГР.» в положение «РАБОТА». После выполнения этих действий «текущей» становится программа с новым номером. в). Программирование. Этот режим предназначен для ввода в регулятор технологических программ сварки. Программирование осуществляется с помощью кнопок «↑» ( увеличение параметра ), «↓» ( уменьшение параметра ), «→» (переход к следующему параметру. По окончании программирования параметры записываются в энергонезависимую память. Процесс программирования описан в разделе «ПОРЯДОК РАБОТЫ». 5. УКАЗАНИЕ МЕР БЕЗОПАСНОСТИ 5.1. При обслуживании электросварочного оборудования необходимо соблюдать «Межотраслевые правила по охране труда (правила безопасности) при эксплуатации электроустановок (ПОТРМ – 016 - 2001)», «Правила эксплуатации электроустановок потребителей (ПЭЭП)» и требования стандартов системы безопасности труда (ССБТ). 5.2. При работе необходимо руководствоваться требованиями ГОСТ 12.3.003-86 «Работы электросварочные. Общие требования безопасности». 5.3. Работа с регулятором допускается только при наличии надежного заземления. СЛЕДУЕТ ПОМНИТЬ, ЧТО РАБОТА БЕЗ ЗАЗЕМЛЕНИЯ ОПАСНА ДЛЯ ЖИЗНИ ! 5.4. Регулятор нельзя считать обесточенным, если лампочка «СЕТЬ», установленная на регуляторе, не светится, т.к. она может не зажигаться из-за ее неисправности или отсутствия одной из фаз питающей сети. Для снятия напряжения с регулятора нужно отключить автоматический выключатель или другое отключающее устройство на машине. --------------------------------------------------------------------------------------------------------------------АСТ.098.00.0.000 ПС 8 5.5. Осмотр регулятора, ремонт и другие подобные работы следует производить только после отключения регулятора от сети. Допускается проведение наладочных и регулировочных работ при включенном регуляторе наладчиком соответствующей квалификации с соблюдением всех мер предосторожности. 6. ПОДГОТОВКА К РАБОТЕ 6.1. Перед вводом в эксплуатацию необходимо : - очистить регулятор от пыли; - проверить мегомметром на 500 В сопротивление изоляции первичного контура относительно корпуса (сопротивление между контактами 1с, 3а, 1а, 3с разъёма Х1 и корпусом). Перед проверкой отсоединить кабельную часть разъема Х2 от печатной платы. Сопротивление изоляции первичного контура должно быть не менее 1 МОм. В случае снижения сопротивления изоляции регулятор следует просушить (обдувая теплым воздухом); - установить крепежные лапы на днище корпуса согласно приложения А, закрепить регулятор на корпусе машины. 6.2. Заземлить регулятор. 6.3. Подключить регулятор к машине в соответствии со схемой электрической принципиальной машины. 7. ПОРЯДОК РАБОТЫ 7.1. Работа с регулятором производится в следующей последовательности . 7.1.1. Подать напряжение на регулятор включением автоматического выключателя на машине, при этом на регуляторе должна загореться лампочка «СЕТЬ» и засветиться жидкокристаллический индикатор. После подачи напряжения на индикаторе может высвечиваться следующая информация: --------------------------------------------------------------------------------------------------------------------АСТ.098.00.0.000 ПС 9 а) – сообщение «ВВЕСТИ ПРОГРАММУ» б) – сообщение «НАРУШЕНА ПРОГРАММА» в) – сообщение «ПРОГРАММА № 0Х» г) – НАБОР ПАРАМЕТРОВ ПРОГРАММЫ СВАРКИ д) – сообщение «НОМЕР ПРОГРАММЫ = 0Х» е) – сообщение «НАЖАТА ПЕДАЛЬ». Сообщение а) появляется, если текущая программа не составлена. В этом случае следует перевести тумблер «РАБОТА / ПРОГР.» в положение «ПРОГР.», затем нажать кнопку « → » и ввести программу, как описано ниже. Сообщение б) появляется, если нарушилась ранее составленная программа. Это может случиться в результате сбоя регулятора. В этом случае также нужно программировать регулятор. Сообщение в) появляется, если регулятор находится в режиме готовности, а тумблер «ПАРАМЕТРЫ / № ПРОГР.» - в положении « № ПРОГР.». В этом случае высвечивается номер текущей программы, готовой к выполнению. Если же тумблер установлен в положение «ПАРАМЕТРЫ», то отображаются параметры сварки (информация по пункту г). В случае, если текущая программа сварки в порядке, а тумблер «РАБОТА/ПРОГР.» в момент включения питания находился в положении «ПРОГР.», высвечивается сообщение д). Сообщение е) появляется, если в момент включения питания цепь пуска была замкнута. 7.1.2. Ввести программы сварки. «РАБОТА / ПРОГР.» в положение «НОМЕР ПРОГРАММЫ = 0Х», Для этого необходимо перевести тумблер «ПРОГР.». На индикаторе появляется сообщение где Х – номер текущей программы, находящейся в пределах 1 … 8. Нажатием кнопки « ↑ » (инкремент параметра) этот номер можно увеличить, а кнопкой « ↓ » (декремент параметра) – уменьшить. Кратковременное нажатие кнопок приводит к изменению параметра на 1 дискрету. Длительное нажатие приводит к ускоренному изменению параметра в больших пределах. Для перехода к вводу следующего параметра нужно нажать кнопку « → ». ). Переход к предыдущему параметру возможен только при повторном входе в режим «Программирование». Последним параметром является коэффициент мощности (cos φ) cварочной машины. При задании cos φ следует пользоваться табл. 2. --------------------------------------------------------------------------------------------------------------------АСТ.098.00.0.000 ПС 10 Таблица 2 ______________________________________________________ сos φ сварочной машины cos φ, заданный в регуляторе ______________________________________________________ 0,2…0,22 0,2 0,23…0,27 0,25 0,28…0,32 0,3 0,33…0,37 0,35 0,38…0,42 0,4 0,43…0,47 0,45 0,48…0,52 0,5 0,53…0,57 0,55 0,58…0,62 0,6 0,63…0,67 0,65 0,68…0,72 0,7 0,73…0,77 0,75 0,78…0,82 0,8 --------------------------------------------------------------------------------------------------------------------АСТ.098.00.0.000 ПС 11 После ввода последнего параметра появляется сообщение «КОНЕЦ ВВОДА». После переключения тумблера «РАБОТА / ПРОГР.» в режим «РАБОТА» введенная программа сварки становится текущей и регулятор готов к ее исполнению. Для ввода следующей программы необходимо вернуться в режим «Программирование» и задать параметры этой программы, как это было описано выше. 7.1.3. Выбрать нужную программу сварки. Для этого нужно войти в режим «Программирование», кнопками « ↑ », « ↓ » выбрать номер желаемой программы и, не переходя к следующему параметру (время предварительного сжатия), переключить тумблер в положение «РАБОТА». Программа с выбранным номером станет текущей. Ее параметры можно просмотреть, установив тумблер «ПАРАМЕТРЫ / № ПРОГР.» в положение «ПАРАМЕТРЫ». 7.1.4. Произвести сварку опытных образцов, откорректировать режим сварки. 8. ТЕХНИЧЕСКОЕ ОБСЛУЖИВАНИЕ 8.1. При ежедневном обслуживании необходимо : - проверить заземление регулятора ; - проверить надежность подключения регулятора к машине. 8.2. При периодическом обслуживании 1 раз в месяц необходимо : - очистить регулятор от пыли ; - проверить сопротивление изоляции в соответствии с п. 6.1. 9. ХАРАКТЕРНЫЕ НЕИСПРАВНОСТИ И МЕТОДЫ ИХ УСТРАНЕНИЯ 9.1. При отказе сварочной машины, прежде чем искать неисправность в регуляторе, необходимо проверить правильность и надежность подключения регулятора к машине, наличие напряжения на регуляторе, а также исправность цепи запуска и цепей включения исполнительных устройств. --------------------------------------------------------------------------------------------------------------------АСТ.098.00.0.000 ПС 12 9.2. Часть неисправностей определяется самим регулятором : а). Во время нечетной полуволны сетевого напряжения напряжение на тиристорном контакторе так и не появилось (возможно, пробит тиристор или неисправны цепи сигналов «Контактор 1», «Контактор 2», или неправильно задан cos φ). Сообщение на индикаторе: ЗАРЕГУЛИРОВАНИЕ : 1-я полуволна. б). Во время четной полуволны сетевого напряжения напряжение на тиристорном контакторе так и не появилось (возможно, пробит тиристор или неисправны цепи сигналов «Контактор 1», «Контактор 2», или неправильно задан cos φ). Сообщение на индикаторе: ЗАРЕГУЛИРОВАНИЕ : 2-я полуволна. в). Короткое замыкание, перегрузка или обрыв цепи какого-либо выхода ( в т.ч. отказ светодиода, индицирующего состояние этого выхода). Сообщение на индикаторе: НЕИСПРАВНОСТЬ ВЫХОДОВ. Следует иметь в виду, что светодиод «Защита» светится только во время наличия неисправности на данном выходе. Другими словами, если неисправность носила кратковременный характер, светодиод гореть не будет, но сообщение на индикаторе останется. г). Цепь запуска замкнута в момент включения регулятора. Сообщение на индикаторе: НАЖАТА ПЕДАЛЬ. Это же сообщение появляется, если цепь запуска замкнута в момент переключения из одиночного режима в цикловой, или из режима программирования в режим выполнения цикла сварки. При возникновении перечисленных ситуаций цикл сварки прерывается или не запускается. Регулятор следует выключить и устранить неисправность. Если регулятор не отвечает требованиям п.3 табл.1 по компенсации изменений сетевого напряжения, нужно проверить правильность задания cos φ (см. п. 7.1.2.). Если же cos φ задан правильно, необходимо проверить правильность измерения сетевого напряжения регулятором. Измерение сетевого напряжения производить вольтметром переменного тока с классом точности 0,5. Для контроля напряжения, измеряемого регулятором, необходимо последний перевести в режим «Работа», тумблер «ПАРАМЕТРЫ / № ПРОГР.» перевести в положение «№ ПРОГР.» и включить сварочный цикл (можно на холостом ходу). Во время цикла напряжение, измеряемое регулятором, высвечивается на индикаторе. В случае необходимости (разность показаний превышает 5В) откорректировать показания подстроечным резистором R65, установленным на печатной плате. --------------------------------------------------------------------------------------------------------------------АСТ.098.00.0.000 ПС 13 10. СВИДЕТЕЛЬСТВО О ПРИЕМКЕ Регулятор контактной сварки РКС – 15 – 1 заводской № __________________ соответствует конструкторской документации и признан годным к эксплуатации. Дата изготовления______________________ ____________________________________ личные подписи (оттиски личных клейм) должностных лиц предприятия, ответст- М.П. венных за приемку изделия) _____________________________________________________________________________ (линия отреза при отправке за границу документа, подписанного представителем заказчика) _____________________________________ личная подпись (оттиск личного клейма) М.П. ответственного представителя заказчика – при наличии (Примечание : при полной замене подписей оттисками личных клейм лиц, ответственных за приемку, печать не проставляется) --------------------------------------------------------------------------------------------------------------------АСТ.098.00.0.000 ПС 14 11. СВЕДЕНИЯ О КОНСЕРВАЦИИ И УПАКОВЫВАНИИ 11.1. Сведения о консервации и упаковывании приведены в свидетельствах. 11.2. Консервация и упаковывание регулятора производятся в соответствии с ГОСТ 23216-78. 11.3. Срок хранения законсервированного регулятора - два года без переконсервации. 12. СВИДЕТЕЛЬСТВО О КОНСЕРВАЦИИ Регулятор контактной сварки РКС – 15 – 1 заводской №____________________ подвергнут консервации согласно требованиям, предусмотренным эксплуатационной документацией. Дата консервации____________________________________ Наименование и марка консерванта_____________________ ______________________________________________________________________ Срок защиты : при_______________________________ _____________________ (указать нормальные условия) ( срок ) при_______________________________ _____________________ (указать экстремальные условия - ( срок ) при необходимости) Консервацию произвел____________________ (подпись) М.П. Изделие после консервации принял____________________________ (подпись) --------------------------------------------------------------------------------------------------------------------АСТ.098.00.0.000 ПС 15 13. СВИДЕТЕЛЬСТВО ОБ УПАКОВЫВАНИИ Регулятор контактной сварки РКС – 15 – 1 _________________________ ______________ (наименование изделия) (обозначение) заводской №_________________ упакован (о, а) _______________________________________ согласно (наименование или код предприятия производившего упаковывание) требованиям, предусмотренным конструкторской документацией. Дата упаковывания _______________________ Упаковывание произвел____________________ (подпись) М.П. Изделие после упаковывания принял__________________________________ (подпись) --------------------------------------------------------------------------------------------------------------------АСТ.098.00.0.000 ПС 16 14. ПРАВИЛА ХРАНЕНИЯ 14.1. Регулятор должен храниться в закрытом вентилируемом помещении. Группа условий хранения 1(Л) по ГОСТ 15150 - 69. 14.2. Регуляторы, поставляемые в страны с тропическим климатом, должны храниться в закрытом вентилируемом помещении по группе условий хранения 3 (Ж3) ГОСТ 15150 – 69. 15. ГАРАНТИЙНЫЕ ОБЯЗАТЕЛЬСТВА 15.1. Предприятие – изготовитель гарантирует соответствие параметров регулятора требованиям конструкторской документации при соблюдении потребителем условий эксплуатации, транспортирования и хранения, установленных настоящим паспортом. 15.2. Гарантийный срок устанавливается один год и исчисляется со дня ввода регулятора в эксплуатацию, но не более 1,5 года со дня отгрузки потребителю. 16. СВЕДЕНИЯ О РЕКЛАМАЦИЯХ 16.1. В случае отказа в работе регулятора в период гарантийного срока необходимо составить технически обоснованный акт и направить его в адрес предприятия – изготовителя. В акте обязательно указать заводской номер регулятора и дату выпуска. 16.2. Рекламации направлять по адресу: 180019, г. Псков, ул. Труда, 27, ЗАО «КБ АСТ». Сведения о рекламациях заполнять по форме, приведенной в табл.3 Таблица 3 _____________________________________________________________________________ Дата состав- Краткое содержание Куда направлена Меры, принятые Должность, ления рекла- фамилия и мации рекламации рекламация по рекламации подпись ответственного лица --------------------------------------------------------------------------------------------------------------------АСТ.098.00.0.000 ПС 17 --------------------------------------------------------------------------------------------------------------------АСТ.098.00.0.000 ПС 18 I %, F Педаль Сж 1 Пр 1 Св 2 Пр 2 импульс Тока 2 Рис. Б1. Циклограмма работы регулятора Одиночный режим Св 1 импульс Тока 1 Клапан 2 Сж 2 Мод Клапан 1 Пауза Св 1 Цикловой режим Сж 2 Мод импульс Тока 1 Клапан 2 t t ПРИЛОЖЕНИЕ Б --------------------------------------------------------------------------------------------------------------------АСТ.098.00.0.000 ПС 19 К цеховой сети ~380 В ПРИЛОЖЕНИЕ В N A Регулятор Контактор тиристорный B Кл. 1 7с 1c 1a 3b N Сеть 1 (~380 B) Контактор 1 Имп. вкл. "+" 2b Имп. вкл. S1 3c Контактор 2 3a Сеть 2 (~380 B) 5а +24В Клапан 1 7a Клапан 1 Клапан 2 6a Общий 6b Клапан 2 5b Общий 5c Педаль / Пуск 6c Общий Кл. 1 Имп. + Имп Кл. 2 Кл. 3 Кл. 3 Кл. 2 Сварочный трансформатор Педаль РИС. В1. СХЕМА ПОДКЛЮЧЕНИЯ РЕГУЛЯТОРА РКС - 15 - 1 --------------------------------------------------------------------------------------------------------------------АСТ.098.00.0.000 ПС 20 Приложение Г 7 8 T1 9 ~10B 10 11 ~380B ~19B 12 N 1 2 29 L1.1 3a N 1 2 F2 1A L1.2 4a 4 3 1с 3а 1а 3с 7с 7а 6в 2в 3в 5с 2а 1в 4в 4с 4а 2с 5а 7в 6а 5в 6с Х1 Сеть1(~380В) Сеть2(~380В) Контактор1 Контактор2 N Клапан1 Клапан2 Имп.вкл. Имп.вкл+ Педаль Х2 3 Сеть 1ф(~380В) 2 Сеть 2ф(~380В) X3 12 ~10B - 1 X3 13 ~10B - 2 14 ~19B - 1 15 1 8 7 5 5 Н1 R1 270к F3 X3 ~19B - 2 Х2 N Контактор1 Контактор2 Х2 Сеть1(~380В) 6a 6 4 X4 Раб./прогр. Од./цикл Кн."+" Кн."-" Кн."-->" Сброс 0 Н "Защита" +5В +24В 40 1 41 2 42 3 43 4 44 5 45 6 0 7 46 8 +5В 9 29 10 X5 Имп.вкл.S1 Имп.вкл.S2 H "Y1" H "Y2" Н "Ток" Н "Готов" Н"Цикл" Общ Н 1 2 3 4 5 6 7 8 Х2 Сеть2(~380В) 1A 3 4 1 2 N 21 22 26 25 27 21 22 23 24 25 26 27 28 Общ Цикл Готов 24 23 +24В Общий Общий Общий Общий 29 Общ X3 1 Y1 2 Y2 3 Готов 4 Цикл 5 Имп.вкл+ 6 Имп.вкл 7 Педаль 8 Парам/№ пр. 9 № пр - 1 10 № пр - 2 11 Общий X6 Vss Vdd V0 RS R/W E D0 D1 D2 D3 D4 D5 D6 D7 A(+) K(-) S2 S3 S4 S5 S6 S7 "Раб./прогр." "Од./цикл" "+" " " "-->" "Сброс" Н7 50 S1 51 52 H2 53 54 H4 55 56 Н6 Общ "Защита" "Ток вкл." "Y1" "Y2" "Ток" "Готов" "Цикл" H3 Н5 A1 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 1 ЖКИ 2 3 4 5 6 7 8 9 10 11 12 13 14 A K "Параметры / № прогр." S8 Модуль процессорный МП-11 Х1 - вилка РП14А - 21Ш3 (с розеткой РП14А - 21Г7) Х2 - вилка MPW-8 ( с розеткой MHU-8), MHU-T - контакт для розетки 5,08 мм X3 - вилка WF-15 (c розеткой HU-15), HU-T - контакт для розетки 2,54 мм X4 - вилка WF-10 (c розеткой HU-10), HU-T - контакт для розетки 2,54 мм X5 - вилка WF-8 (c розеткой HU-8), HU-T - контакт для розетки 2,54 мм X6 - вилка IDCC-16MS (c розеткой IDC-16F) L1.1,L1.2 -дроссель кольцо М2000 28х16х9 витая пара 0,35 15 вит. A1 - AC162AYJLY08-H Н1 - N-815, 220V H2...H7 - АЛ307 Т1 - трансформатор ТА60-1 380/220/19/10 S1...S3 - тумблер SS-309 S4...S7 - кнопка КМ1-1 РКС - 15-1. Схема электрическая общая Лист 1 из 1 --------------------------------------------------------------------------------------------------------------------АСТ.098.00.0.000 ПС 21