Размещено на http://www.allbest.ru/
МИНИСТЕРСТВО ОБРАЗОВАНИЯ РОССИЙСКОЙ ФЕДЕРАЦИИ
МОСКОВСКИЙ ГОСУДАРСТВЕННЫЙ ИНСТИТУТ СТАЛИ И
СПЛАВОВ (ТЕХНОЛОГИЧЕСКИЙ УНИВЕРСИТЕТ)
ДИПЛОМНАЯ РАБОТА на тему:
УТИЛИЗАЦИЯ КОНВЕРТЕРНОГО ГАЗА В КИСЛОРОДНОКОНВЕРТЕРНОМ ПРОИЗВОДСТВЕ СТАЛИ
Руководитель работы
Консультанты:
по экономике и управлению производством
по безопасности жизнедеятельности
по стандартизации и метрологии
Нормоконтроль проведен
Рецензент
Работа рассмотрена кафедрой и допущена к защите в ГАК
Заведующий кафедрой
Декан факультета
Москва
Размещено на http://www.allbest.ru/
МИНИСТЕРСТВО ОБРАЗОВАНИЯ РОССИЙСКОЙ
ФЕДЕРАЦИИ
МОСКОВСКИЙ ГОСУДАРСТВЕННЫЙ ИНСТИТУТ СТАЛИ И
СПЛАВОВ (ТЕХНОЛОГИЧЕСКИЙ УНИВЕРСИТЕТ)
Факультет__ ______ __
“УТВЕРЖДАЮ”
Кафедра Металлургии стали
Зав. кафедрой_____________
Специальность 110100
ДИПЛОМНОЕ ЗАДАНИЕ
Студенту группы ___ ___________________________________ __
(ф., и., о. полностью)
1. Тема дипломной работы Утилизация конвертерного газа в
кислородно-конвертерном производстве стали. _________________________
2. Цели дипломной работы: Исследование возможности повышения
производительности сталеплавильного агрегата за счет использования
химической энергии конвертерного газа.
3. Исходные данные: Принципиальная возможность применения
конвертерного газа в качестве технологического при комбинированном
способе продувки. Возможность увеличения доли металлического лома в
шихте за счет его нагрева.
4. Основная литература, в том числе:
4.1 Монография, учебники и т.п. Бережинский А.И., Циммерман А.Ф.
Охлаждение и очистка газов кислородных конвертеров. М.: Металлургия,
1983, 271 с. Григорьев В.П. и др. Конструкции и проектирование агрегатов
сталеплавильного производства. М.: МИСиС, 512 с.
Размещено на http://www.allbest.ru/
4.2 Отчеты по НИР, диссертации, дипломные работы и т.п. Труды
конгрессов сталеплавильщиков. Патентная информация.
4.3 Периодическая литература журналы «Сталь», «Известия вузов.
Черная металлургия» и иные периодические отечественные и зарубежные
издания
4.4 Справочная и методическая литература (в том числе литература по
методам обработки экспериментальных данных)
5. Перечень основных этапов исследования и форма промежуточной
отчетности по каждому этапу 1. Подготовка литературного обзора (текст
литобзора). 2. Расчет нагрева металлического лома (результаты расчета) 3.
Расчет температуры горения конвертерного газа (результаты расчета). 4.
Расчет материального и теплового балансов по 3 вариантам шихтовки плавки
и производительности конвертера (результаты расчета).
6. Аппаратура и методики, которые должны быть использованы в
работе Методика расчета нагрева металлического лома. Методика расчета
температуры сгорания газообразного топлива.
7. Использование ЭВМ Выполнение расчетов. Оформление текста
дипломной работы и иллюстративного материала.
8. Перечень подлежащих разработке вопросов по экономике НИР
Расчет сметы затрат на выполнение дипломной работы. Расчет изменения
себестоимости стали при реализации предлагаемой технологии.
Согласовано:
Консультант по экономике и управлению
производством
9.1 Перечень подлежащих разработке вопросов по безопасности
жизнедеятельности__Объемно-планировочное решение зданий и сооружений
_кислородно-конвертерного цеха. Анализ потенциально опасных и вредных
производственных
факторов
при
выполнении
основных
операций.
Технические меры защиты от выявленных опасных и вредных факторов.
Размещено на http://www.allbest.ru/
9.2. Вопросы экологии
Согласовано:
Консультант по охране труда и окружающей
среды
10. Перечень (примерный) основных вопросов, которые должны быть
рассмотрены и проанализированы в литературном обзоре Характеристики
конвертерного газа. Способы и схемы охлаждения и очистки конвертерного
газа. Способы утилизации конвертерного газа. Эффективность нагрева
металлического лома. Анализ теплового баланса кислородно-конвертерной
плавки.
11. Перечень (примерный) графического и иллюстративного материала
Схема газоотводящего тракта кислородного конвертера. Результаты расчета
нагрева металлического лома. Результаты расчета горения конвертерного
газа. Результаты расчетов материального и теплового балансов конвертерной
плавки. Результаты расчетов изменения себестоимости стали при реализации
предлагаемой технологии. Иной иллюстративный и графический материал,
отражающий результаты дипломной работы.
12. Руководитель работы ____________________________
(Должность, звание, ф., и., о.)
__________
(подпись)
13. Консультанты по работе (с указанием относящихся к ним разделов)
__________________________________________________________________
Дата выдачи задания_______
Задание
принял
к
исполнению
студент
__________________________________________________________________
(подпись)
Размещено на http://www.allbest.ru/
Аннотация
В данной работе разработаны основы ресурсосберегающей технологии
производства стали марки 08пс в кислородном конвертере с использованием
части образующегося конвертерного газа, в качестве топлива для нагрева
металлического
лома
непосредственно
в
конвертере,
и
в
качестве
технологического газа для перемешивания расплава при комбинированной
продувке, что позволит увеличить долю лома в шихте. Проведены расчеты
нагрева лома, горения конвертерного газа, а также материального и
теплового балансов для трех вариантов технологии.
Дипломная работа изложена на 133 страницах, содержит 6 рисунков, 32
таблиц, список использованных источников из 36 наименований, 4
приложений.
Размещено на http://www.allbest.ru/
Содержание
Введение
1. Аналитический обзор литературы
1.1 Характеристики конвертерных газов
1.1.1 Состав конвертерных газов
1.1.2 Количество конвертерных газов
1.1.2.1 Влияние присадок извести и руды
1.1.2.2 Влияние способа продувки (верхняя, донная, комбинированная) на
состав конвертерного газа
1.1.3 Запыленность и температура газов
1.1.4 Способы отвода конвертерных газов
1.1.5 Газоотводящий тракт конвертера
1.1.5.1 Способы и схемы охлаждения газов
1.1.5.2 Очистка конвертерных газов
1.2 Способы утилизации конвертерных газов
2. Теоретическая часть
2.1
Особенности
материального
и
теплового
балансов
кислородно-
конвертерного процесса
2.2 Анализ теплового баланса современного кислородного конвертера
2.3 Предварительный подогрев металлического лома и его значение
2.4 Нагрев лома технологическим газом
2.5 Расчет нагрева легковесного лома
2.6 Нагрев технологического газа
2.7 Система улавливания и использования в качестве топлива конвертерных
газов
3. Расчетная часть
3.1 Расчет материального баланса плавки стали 08пс
3.1.1 Используемые шихтовые материалы и предварительная оценка состава
металла перед выпуском
Размещено на http://www.allbest.ru/
3.1.2 Определение расхода извести и состава конечного шлака
3.1.3 Определение выхода жидкой стали
3.1.4 Определение расхода кислорода
3.1.5 Определение количества среднего состава отходящих газов
3.2 Расчет теплового баланса конвертерной плавки стали 08пс
3.2.1 Приход тепла
3.2.2 Расход тепла
4. Безопасность жизнедеятельности
4.1 Объемно-планировочные решения зданий и сооружений цеха
4.2 Отопление и вентиляция
4.3 Освещение
4.4 Санитарно-бытовые помещения
4.5 Анализ потенциально опасных и вредных производственных факторов
при выполнении основных операций
4.6 Технические меры защиты от выявленных потенциально опасных и
вредных производственных факторов
4.7 Предотвращение взрыва и пожаров в конвертерном цехе
5. Экономическая часть
5.1 Смета затрат на выполнение дипломной работы
5.1.1 Затраты на материалы
5.1.2 Основная заработная плата научно-технического персонала
5.1.3 Дополнительная заработная плата
5.1.4 Отчисления в общественные фонды
5.1.5 Затраты на силовую электроэнергию
5.1.6 Затраты на использование приборов и оборудования
5.1.7 Накладные расходы
5.2 Экономическая эффективность внедрения новой технологии
6. Расчет экологической эффективности утилизации конвертерного газа
Выводы
Список использованной литературы
Размещено на http://www.allbest.ru/
Введение
В современных условиях развития металлургического производства
весьма актуальными являются задачи по разработке ресурсосберегающих
технологических режимов плавки стали, теоретических и практических
аспектов новых энергосберегающих способов продувки сталеплавильной
ванны технологическим газом и повышения эффективности тепловой работы
печей.
Одним из путей снижения расходных показателей и уменьшения
потерь является утилизация физической и химической энергии отходящих
конвертерных газов. В настоящее время на металлургических предприятиях
России утилизация отходящих газов не занимает еще достойного места.
Особый интерес представляет использование конвертерного газа
непосредственно в сталеплавильном агрегате. В настоящее время активно
ведутся исследовательские работы по утилизации химической энергии
отходящих газов путем дожигания их в полости конвертера. Возвращение
части конвертерного газа в сталеплавильное производство и замена им
других
технологических
газов,
например
аргона,
в
процессах
с
комбинированной подачей дутья, является весьма актуальной задачей,
решение которой, позволило бы, получить значительную экономию
материальных и энергетических ресурсов, связанную с отказом от
использования аргона, а, следовательно, снижением себестоимости готовой
стали.
Использование части образующегося конвертерного газа в качестве
топлива для нагрева металлического лома непосредственно в конвертере или
в качестве технологического газа для перемешивания расплава при
комбинированной продувке позволит увеличить долю лома в шихте.
Дополнительный нагрев технологического газа за счет частичного дожигания
в
нем
СО
компенсирует
потери
тепла,
связанные
протеканием
Размещено на http://www.allbest.ru/
эндотермической реакции окисления углерода за счет СО2, содержащегося в
конвертерном газе.
До настоящего времени на предприятиях СНГ с конвертерным
производством стали практически не используются ресурсы конвертерного
газа как топлива, что не соответствует мировым тенденциям. Как известно,
освоение технологии улавливания, подготовки (охлаждение, очистка от
пыли, усреднение химического состава и теплотехнических свойств,
повышение давления) и использования конвертерного газа началось в
Японии в 1962 г. и к 1985 г. в эксплуатации находились 64 установки (из 66
действующих).
Основным
толчком
к
широкому
внедрению
систем
утилизации конвертерного газа послужил так называемый энергетический
кризис 70-х годов XX в.
Утилизация конвертерного газа как топлива направлена на защиту
окружающей среды и энергосбережение, относится к первоочередным
общеотраслевым мероприятиям и государственным проблемам, которые
должны решаться с участием и под контролем государства.
Применение
конвертерного
газа
в
кислородно-конвертерном
производстве стали в настоящее время изучено не достаточно, хотя
технические
условия
для
реализации
данной
задачи
достаточно
благоприятны в сталеплавильных цехах, оборудованных конвертерами с
комбинированной продувкой металла.
Размещено на http://www.allbest.ru/
1. Аналитический обзор литературы
1.1 Характеристики конвертерных газов
Продувка кислородом вызывает интенсивное окисление углерода
чугуна и других примесей шихты в конвертере.
Температура газа на выходе из горловины конвертера колеблется в
пределах 1400-1800 0С. Количество газов изменяется по ходу плавки и
зависит от режима кислородной продувки, конструкции фурмы, типа
присадок и перерабатываемых чугунов. Расход газов определяется по
количеству кислорода и скорости обезуглероживания и составляет в среднем
60-80 м3 на 1 т садки. При выходе годного до 90 % это составляет 70-90 м3 на
1 т стали. Количество тепла, выносимого с газами в газоотводящий тракт,
находится в пределах 1100-1250 МДж на 1 т стали. Запыленность газов очень
высока и достигает 200 г/м3, причем основная доля частиц имеет размер до 1
мкм. Пыль, составляющая до 1,5 % от массы металлической шихты
конвертера, содержит массовой доли железа 55-60 % и может быть
использована на аглофабрике. Требования защиты окружающей среды и
возможность утилизации пыли приводят к необходимости обязательной
очистки газа. К тому же, в образующемся конвертерном газе содержится до
90 % СО и 10 % СО2, а его теплота сгорания достигает 13 МДж/м3 /1/.
Таким образом, конвертерный газ является не только теплоносителем,
но и топливом. В большинстве случаев оказывается целесообразным
использовать не только физическое тепло газа, но и утилизировать его как
химическое сырье или топливо.
Чтобы
утилизировать
конвертерный
газ,
как
технологический,
необходимо сформулировать определенные требования к этому газу. Для
этого нужно знать его состав, количество, запыленность, температуру, схему
отвода, а также способ охлаждения, т.е. характеристики.
Размещено на http://www.allbest.ru/
1.1.1 Состав конвертерных газов
Конвертерные газы начинают формирование в металлической фазе
ванны по следующим реакциям.
Углерод окисляется кислородом дутья
2[C] +{O2} = 2{CO},
[C] + {CO2} = 2{CO},
кислородом, растворенным в металле
[C] + [O] = {CO},
кислородом, содержащимся в шлаке
[C] + (FeO) = {CO} + [Fe],
[C] + (MnO) = {CO} + [Mn].
Последние две реакции, возможно, протекают через промежуточную
стадию – растворение (FeO) и (MnO) в металле с образованием
растворенного кислорода.
Углерод
в
конвертере
окисляется
в
первичной
и
вторичной
реакционных зонах в основном по двухстадийной схеме – окисление железа
кислородом и окисление углерода образовавшимся FeO; некоторая часть
углерода окисляется непосредственно кислородом дутья.
Процесс окисления углерода характеризуется высокой скоростью
взаимодействия газообразного кислорода с углеродом, при этом тепло
концентрируется в зоне реагирования.
При вдувании чистый кислород вступает в реакцию также и с
монооксидом углерода CO
2CO + O2 = 2CO2.
Эта реакция обратимая. С увеличением температуры равновесие
сдвигается влево, увеличивается степень диссоциации CO2. Поэтому в
Размещено на http://www.allbest.ru/
конвертере над металлом находится только монооксид углерода, несмотря на
присутствие избыточного кислорода. По мере движения газов к горловине
конвертера некоторое количество монооксида углерода окисляется до
диоксида, поскольку температура снижается.
Согласно литературным данным газы, выходящие из конвертера,
состоят в среднем из 90 % CO и 10 % CO2 /2/.
Технологическое использование конвертерного газа вызывает интерес
в связи с большим содержанием в газе оксида углерода, который сохраняется
в нем при отводе газа из конвертера без дожигания.
1.1.2 Количество конвертерных газов
Количество конвертерных газов меняется по ходу продувки. Кривая
выхода газов и абсолютные значения зависят от метода проведения
кислородной продувки, режима и типа присадок, конструкции фурмы и ее
положения, типа перерабатываемых чугунов, интенсивности продувки.
Количество газов, выделяющихся из конвертера, определяют, с одной
стороны, по максимальной скорости обезуглероживания, а с другой, по
количеству кислорода, вводимого в конвертер.
Исходя их максимальной скорости обезуглероживания, расчетное
(максимальное) количество газов при количестве чугуна в шихте составляет
С
г
Vmax
1,86 10
Gч
t max
Это
выражение
действительно,
(1)
если
в
период
максимального
обезуглероживания не подают ни руду, ни известь. Если же в период
максимального обезуглероживания подают руду, то выражение, по которому
определяют максимальное количество газов, приобретает вид
Размещено на http://www.allbest.ru/
С
г
Vmax
1,86 10
Gч + 0,15 Gр
t max
(2)
Количество газов, выделяющихся из конвертера на 1т шихты
V ã 18,6
a
C,
100
(3)
где a – содержание чугуна, %;
С – содержание углерода в чугуне, %.
То же, на 1 т стали
a
V г 18,6 C /3/,
(4)
где - выход годного, %.
Выход
конвертерных
газов
в
обычных
условиях
при
чисто
кислородном дутье составляет 70-90 м3 из расчета на 1 т готовой стали /4/.
1.1.2.1 Влияние присадок извести и руды
Процесс кислородной продувки ведут с присадками извести (для
образования шлака) и руды (в качестве охладителя). Режимы присадок
извести и руды на различных установках разные. Известь, подаваемая в
конвертер,
должна
содержать
минимальное
количество
недопала
(известняка). Гашеная известь (CaO) не увеличивает объема продуктов
сгорания, выходящих из конвертера.
Известняк разлагается по реакции CaCO3 → CaO + CO2.
Процесс протекает в зоне высоких температур, при которых диоксид
углерода частично диссоциирует с образованием монооксида углерода 2CO2
→ 2CO + O2.
Размещено на http://www.allbest.ru/
Таким образом, присадки известняка приводят к увеличению объема
газов (монооксида углерода), выходящих из конвертера. Из 100 кг CaCO3
образуется 56 кг CaO и 22,4 м3 CO2. В 100 кг CaCO3 содержится 12 кг С. При
дозировке на 1 т чугуна 80 кг извести с недопалом 20 % вносится 0,2 · 80 = 16
кг известняка (CaCO3). Количество выделяющегося CO2 будет равно 0,16 ·
22,4 = 3,58 м3, что составит примерно 5-6 % от количества газов,
выделяющихся при выгорании углерода чугуна.
В конвертерных цехах стремятся вводить известь, содержащую до 95 %
CaO. При этом увеличение объема газов, выходящих из конвертера, в
результате разложения известняка – незначительно.
Разложение CaCO3 протекает очень быстро, поэтому можно считать,
что к периоду максимального выгорания углерода реакции разложения
известняка практически завершаются. Введение извести не приводит к
увеличению максимальных количеств конвертерных газов.
В
конвертерном
эквивалентная
процессе
дополнительному
применяют
вводу
руду.
кислорода
Присадка
на
руды,
продувку,
сопровождается ростом скорости выгорания углерода и, следовательно,
увеличением количества конвертерных газов /2/.
1.1.2.2
Влияние
способа
продувки
(верхняя,
донная,
комбинированная) на состав конвертерного газа.
Процессу донной кислородной продувки в конвертере присущи
следующие особенности, отличающие его от процесса с верхней продувкой:
большее число реакционных зон и большая межфазная поверхность контакта
кислородных струй с металлом, интенсивное окисление углерода с первых
минут продувки, низкое содержание окислов железа в шлаке практически в
ходе всей плавки.
Мощность перемешивания пузырями оксида углерода при донной
продувке больше, чем при верхней, поскольку в первом случае углерод
Размещено на http://www.allbest.ru/
окисляется в нижних горизонтах ванны, а при верхней продувке – в
основном в верхних ее слоях и в околофурменной зоне.
При донной продувке содержание CO2 в конвертерном газе на
протяжении всей продувки не превышает 4 %; лишь вначале плавки оно
составляет 5-2 %. При верхней же подаче кислорода содержание CO2 в
отходящем из конвертера газе в начальный период плавки составляет 15-20
%, в середине – 8-12 %, т.е. при верхней продувке более полно используется
теплота от окисления углерода.
Термодинамические и кинетические особенности донной кислородной
продувки обуславливают более низкие концентрации растворенного в
металле кислорода, чем при верхней. Это объясняется тем, что в результате
образования водорода при разложении защитного топлива (газообразного,
жидкого) изменяется состав газовой фазы – содержание водорода достигает в
начале продувки 15-20 %, в конце – 25-30 % (при верхней продувке
значительно меньше) /5/.
Донная кислородно-топливная продувка имеет преимущества с точки
зрения экологичности процесса по сравнению с верхней продувкой. При
донной продувке ванны запыленность отходящих газов ниже, чем при
верхней: 5-20 г/м3 по сравнению с 80-200 г/м3, что соответственно повышает
выход годного стали до 1,4 % /3/.
При
комбинированной
продувке
кислородом
сверху
и
снизу
повышение расхода кислорода на дожигание приводит к увеличению
содержания диоксида углерода в отходящем газе /6/.
Комбинированная продувка с точки зрения пылегазовых выбросов
является экологически более чистой технологией, чем верхняя продувка
(вынос пыли снижается на 20 %). Снижение пылевыноса обуславливается,
во-первых,
уменьшением
угара
железа
и,
во-вторых,
потребления извести, а, следовательно, и ее выноса /3/.
сокращением
Размещено на http://www.allbest.ru/
1.1.3 Запыленность и температура газов
Масса металлических частиц в газах достигает 1-1,55 по отношению к
массе садки и увеличивается при неудовлетворительном ведении процесса.
При выносе с газами около 1 % металлических частиц загрязненность
конвертерных газов составляет 125 г/м3 .
Установлена зависимость количества пыли в конвертерных газах от
метода проведения
продувки, времени
присадки извести и
начала
вспенивания шлака. Подтверждено, что меньше всего пыли выносится в том
случае, если шлак вспенивается примерно через 60 % времени от начала
продувки и если присадки извести распределяются многими порциями по
ходу продувки.
Как правило, химический состав и крупность пыли устанавливают по
замерам на некотором расстоянии от горловины конвертера – в пределах
охладителя. При этом на крупность пыли и состав существенное влияние
оказывает способ отвода газа из конвертера: при доступе воздуха и горении
конвертерных газов или без доступа воздуха.
При отводе газов с дожиганием развиваются высокие температуры,
FeO окисляется до Fe2O3. Пылевые частицы – черно-бурого цвета, частиц с
размером меньше 0,5 мкм примерно 20 %; 0,5-1,0 мкм 65 % и не менее 1 мкм
15 %. В ходе продувки меняется химический состав пыли. При переработке
низкофосфористых чугунов содержание железа возрастает с 50 до 70 %,
содержание извести находится в пределах 14–5 %, кремния (SiO2) 3-0,7 %,
фосфора 0,3-0,16 %, серы 0-0,12 %. Наибольшее количество пыли выделяется
примерно в середине продувки.
При отводе газов совершенно без доступа воздуха пылевые частицы в
основном серого цвета и более крупные /4/.
Запыленность отходящих конвертерных газов составляет в среднем от
140 до 300 г/м3. В момент подачи сыпучих вынос пыли значительно
увеличивается (запыленность конвертерных газов возрастает в 2-8 раз в
зависимости от вида, количества и качества сыпучих материалов).
Размещено на http://www.allbest.ru/
Температура газов, выходящих из конвертера, по мере проведения
кислородной продувки повышается от температуры чугуна (1250-1300 0С) до
температуры стали и несколько выше (1600-1700 0С) /2/.
Для того чтобы можно было бы использовать конвертерный газ, как
технологический его запыленность должна быть не более 10 мг/м3,
следовательно, необходимо иметь несколько ступень очистки.
1.1.4 Способы отвода конвертерных газов
В связи с необходимостью поворота конвертера между его горловиной
и газоотводящим трактом не может быть герметичного соединения. В этот
кольцевой зазор может подсасываться воздух в количестве, зависящем от
величины разрежения в этой зоне. При этом должен обеспечиваться отвод в
охладитель (ОКГ) всех газов, выходящих из конвертера во время продувки
кислородом.
Существуют
два
принципиально
отличных
способа
отвода
конвертерных газов: с доступом воздуха и без доступа воздуха.
При отводе с доступом воздуха может быть обеспечено три режима: 1)
полное сжигание газа с коэффициентом расхода воздуха б > 1,0; 2) горение с
недожогом, если 0,75 < б < 1 и 3) частичное сжигание, если 0,3 < б < 0,6. В
первом и втором случаях на выходе из охладителя образуются инертные
продукты сгорания, а в третьем - в смеси с воздухом газ взрывоопасен. При
отводе газа из конвертера без доступа воздуха подсос наружного воздуха
настолько мал, что сгорает только тонкий периферийный слой струи
конвертерного газа. При этом 0 < б < 0,1 и смесь газа взрывоопасна. Способ
называется - «отвод без дожигания».
Режим полного дожигания оксида углерода, когда через газовый тракт
проходят продукты сгорания, как при работе топливных котлов или котловутилизаторов, не вызывает затруднений в процессе работы.
Сложности в работе газоотводящего тракта конвертера возникают при
частичном
дожигании
или
без
дожигания
оксида
углерода.
Они
Размещено на http://www.allbest.ru/
характеризуются высокими требованиями по обеспечению безопасности
ведения процесса, так как в газоотводящем тракте возможно образование
взрывоопасной смеси газа с воздухом. С помощью уплотняющего устройства
- подвижного колокола (юбки) - удается уменьшить подсос, сократив зазор
между горловиной конвертера и кессоном до 70 мм. Специальное
регулирующее устройство, включенное перед дымососом, автоматически
поддерживает постоянное давление на стыке горловина - юбка. Этим удается
свести к минимуму подсос и отводить конвертерный газ по мере его
образования.
Особенностью работы газоотводящего тракта в этих режимах является
самопроизвольное образование так называемого «тампона» (рисунок 1). В
начале продувки и в ее конце, когда количество образующихся реакционных
газов мало, при небольшом подсосе воздуха происходит их полное или
частичное сгорание. Этот негорючий газ заполняет газовый тракт и, как
тампон, прочищает тракт от воздуха. Выделяющийся конвертерный газ
отделен таким образом от воздуха с двух сторон, что обеспечивает его
взрывобезопасность /1/.
/ — расход газа на выходе из горловины конвертера; 2 — расход газов,
отсасываемых дымососом; 3 — «тампон»
Рисунок 1- Схема образования «тампона» в газовом тракте конвертера
Размещено на http://www.allbest.ru/
В некоторых схемах режим без дожигания сопровождается подачей в
газовый тракт инертного газа - технического азота, который играет роль
тампона в начале и конце продувки.
В последние годы применяют схемы отвода газов без дожигания,
поскольку это снижает затраты на строительство цеха /5/.
В процессе работы без дожигания обнаружено, что размер частиц в
газах, выходящих из конвертера, увеличивается, что позволяет более полно
очищать отходящие газы от пыли /7/.
При отводе конвертерных газов без дожигания выбросы СО в
атмосферу за период одной плавки с интенсивностью кислородной продувки
2,5-3,0 м3/т·мин составляют 500 м3. Резко возрастают выбросы оксида
углерода при неурегулированном отводе газов без дожигания (частичном
дожигании). С повышением интенсивности дутья до 4,0 м 3/т мин объем
отходящих газов резко возрастает и одновременно с ним возрастает и
концентрация СО.
При
кислородно-конвертерном
процессе
количество
и
состав
отходящих газов в значительной степени определяются способом их овода.
При полном дожигании СО резко возрастает объем газов (таблица 1) /3/.
Таблица 1 - Характеристика пылегазовых выбросов от конвертера при
различных способах отвода газов
Способ отвода газов из
Среднее
Температура газов на
Концентрация на входе
конвертера
количество газов
выходе из агрегата, С
в газоочистку, г/м3
0
на входе в
газоочистку, м3/т
пыль
СО
NOx
Без дожигания СО
210
1600
130
360
1,0·10-2
С частичным дожиганием СО
230
1600
120
330
0,9·10-2
С полным дожиганием СО
525
1600
50
1
0,6·10-2
Размещено на http://www.allbest.ru/
Тот или иной способ отвода выбирают в зависимости от принятой
схемы
охлаждения
и
степени
утилизации
тепла,
экономически
целесообразной для конкретных условий завода.
В нашем случае отвод конвертерных газов осуществляется без
дожигания, что обеспечивает энергосбережение и охрану окружающей
среды, а также позволит улавливать конвертерный газ для последующего его
использования.
1.1.5 Газоотводящий тракт конвертера
Независимо от типа конструкции конвертера и технологического
процесса тракт должен состоять из систем отвода, охлаждения, очистки и
утилизации конвертерных газов. Как ужу оговаривалось, в процессе
продувки из конвертера выделяются газы в количестве 70-80 м3/т стали с
температурой 1500-1700 0С и содержащие пыли от 50 до 350 г/м3 (а в ряде
случаев и более). Газ, как правило, содержит до 90 % оксида углерода.
В
соответствии
с
требованиями
санитарных
норм
выброс
в
окружающую атмосферу таких газов недопустим. И в то же время
конвертерный газ служит источником вторичных энергоресурсов для
утилизации физической и химической теплоты. Учитывая, что оксид углерод
в смеси с воздухом является взрывоопасным в интервале концентраций 12,574,5 % СО, система отвода газа должна быть взрывобезопасной. Отсутствие
технической
возможности
очистки
от
пыли
отходящих
высокотемпературных газов обусловило разделение системы отвода газов на
два самостоятельных участка: участок охлаждения и участок очистки /8/.
1.1.5.1 Способы и схемы охлаждения газов
До подачи в систему газоочистки в зависимости от ее типа газы
охлаждают до температуры ниже 1200 °С. Применяют способы объемного и
поверхностного охлаждения. Первый - за счет контакта газа с холодным
воздухом или испарения распыленной воды без утилизации тепла. Второй -
Размещено на http://www.allbest.ru/
основан на контакте газа с поверхностью охлаждения типа кессона или
котла-охладителя, или котла-утилизатора. При этом способе достигается
частичная утилизация тепла.
Поверхностные
охладители
газов
можно
классифицировать
по
следующим основным признакам:
- по виду теплоносителя - водяные и паровые. К первым относят
кессоны и трубчатые охладители, ко вторым - котлы-утилизаторы или
системы испарительного охлаждения;
- по виду преимущественного теплообмена - радиационные и
радиационно-конвективные. В первых - охлаждение газов происходит до
800-1200 °С, во вторых - до 250-400 °С;
-
по
схеме
циркуляции
теплоносителя
с
-
принудительной,
естественной или комбинированной схемой циркуляции;
- по виду газохода - с одним восходящим газоходом (наклонным или
вертикальным), с П-образным газоходом и др /1/.
Для охлаждения конвертерных газов используют разнообразные по
конструкции и принципу действия котлы-утилизаторы, получившие название
охладителей конвертерных газов (ОКГ).
Учитывая, что высокотемпературные отходящие газы, имеющие
большую
запыленность,
способны
интенсивно
излучать
теплоту,
в
отечественной практике все охладители имеют в своем составе котел
радиационного действия, в котором газ охлаждается до температуры 1000900 0С. Дальнейшее охлаждение может осуществляться либо с утилизацией
теплоты в конвективных котлах, либо путем подачи воды непосредственно в
газовый поток.
Радиационная часть ОКГ представляет собой подъемный газоход,
внутренняя часть которого выполнена из трубчатых экранных панелей. Вода,
циркулирующая в этих трубках, отбирая теплоту, поступает в виде
пароводяной смеси в бак-сепаратор. Все ОКГ работают с принудительной
циркуляцией, сто требует сооружения специальной насосной станции.
Размещено на http://www.allbest.ru/
Учитывая, что конвертерные газы содержат высокие концентрации
оксида углерода, применяемые охладители и вся система отвода дыма по
газовому тракту должны быть взрывобезопасными. Для обеспечения
взрывобезопасности в основе систем отвода конвертерных газов могут быть
положены два принципа:
- снижение концентрации оксида углерода за счет многократного его
разбавления;
- отвод газов с высокой концентрацией оксида углерода (≥ 74,5 %).
Это достигается различными способами, которые отличаются в
основном коэффициентом избытка воздуха б на выходе из охладителя /8/.
При любом способе отвода и охлаждения газов газоочистка должна
обеспечить очистку настолько, чтобы при выбросе газов в атмосферу в
приземном слое концентрации пыли не превышала санитарную норму (ПДК).
При охлаждении конвертерного газа имеется возможность насыщения
газа водяными парами, что не очень желательно с точки зрения
использования этого газа, как технологический (т.к. имеется возможность
насыщения водородом). Данный вопрос требует отдельного детального
изучения и в данной работе рассмотрен не будет.
1.1.5.2
Очистка конвертерных газов
Как уже отмечалось, в конвертерных газах на выходе из конвертера
содержание плавильной пыли может достигать до 250 г/м 3. Выносимая из
конвертера пыль в зависимости от способа охлаждения конвертерных газов
имеет различный химический и фракционный состав.
Система газоочистки должна обеспечить снижение содержания пыли
независимо
от
способа
отвода
и
охлаждения
конвертерных
газов,
выбрасываемых в атмосферу в соответствии с требованиями санитарных
норм, как указывалось ранее, до 0,1 г/м3.
В настоящее время в мировой практике существует большое
разнообразие систем и конструкций газоочистных аппаратов. Все их можно
Размещено на http://www.allbest.ru/
объединить в три большие группы по способам очистки: сухую, мокрую и
электроочистку.
В
отечественной
практике
все
кислородно-конвертерные
цехи
оборудованы мокрыми системами газоочистки, т.к. они взрывобезопасны,
обладают высокой скоростью очистки и надежны в эксплуатации.
В основе принципа работы мокрых газоочисток лежит укрупнение
частиц пыли за счет увлажнения и вывода их из газового потока путем
многократного изменения направления и скорости движения газов. Система
мокрой газоочистки (рисунок 2) является многоступенчатой и включает
последовательно
1 - конвертер; 2 - котел-охладитель; 3 - орошаемый газоход; 4 - бункер
орошаемого газохода; 5 - две трубы Вентури первой ступени; 6 - бункер
первой ступени; 7 - регулируемая труба Вентури второй ступени; 8 - бункер
второй ступени; 9 - каплеуловитель; 10 - к эксгаустеру; 11 - вода из
оборотного цикла; 12 - гидрозатворы
Рисунок 2 - Схема газоотводящего тракта с мокрой очисткой газов
расположенные
аппараты,
предназначенные
для
снижения
температуры газов до заданных пределов (скрубберы), аппараты для очистки
Размещено на http://www.allbest.ru/
пыли (трубы Вентури) и аппараты для отделения влаги (каплеуловители
различной конструкции). Основным элементом таких газоочисток являются
трубы Вентури, которые предназначены для увеличения скорости газа,
дробления, перемешивания воды с газом, смачивания частиц пыли и их
коагуляции. В газоочистных аппаратах используются, так называемые, малые
трубы Вентури с круглым сечением горловины или большие трубы Вентури,
имеющие круглое или прямоугольное сечение горловины /1/.
При отводе газов без дожигания газоочистные аппараты должны
оснащаться трубами Вентури с регулируемым сечением горловины.
Регулирование размеров горловины осуществляется с помощью подвижного
конуса или поворотных заслонок в зависимости от количества газов,
выходящих из конвертера.
Мокрые газоочистки обладают радом недостатков, к которым
относятся большой расход воды 3,5-7,2 м3 на 1000 м3 газа, организация
сложной
и
громоздкой
системы
оборотного
цикла
водоснабжения,
утилизации шлама, высокий расход электроэнергии для обеспечения работы
системы газоочистки.
Применение тканевых фильтров требует установки дорогостоящего
оборудования и специальных материалов.
Использование электрофильтров (сухих или мокрых) при всех их
преимуществах
осложняется
взрывобезопасностью
в
связи
с
необходимостью тщательного регулирования скорости, температуры и
влажности дымового потока.
1.2 Способы утилизации конвертерных газов
Выбор способа использования конвертерного газа зависит от ряда
условий. Основными из них являются: технологические особенности
конвертерного процесса, цены на энергоносители, размеры капитальных
вложений на сооружение систем использования конвертерного газа. Эти
Размещено на http://www.allbest.ru/
условия
должны
быть
проанализированы
при
решении
проблемы
использования конвертерного газа в каждом конкретном случае.
На
данный
выбрасывается
момент
в
конвертерный
процессе
газ
в
конвертерного
количестве
производства
70-80
м3/т
стали
калорийностью 8-10 МДж/м3, что эквивалентно расходу 20 тыс. м3/ч
природного газа /9/.
В Японии использование конвертерного газа как топлива начато в 1962
г. В течение 10 лет установками использования газа были оборудованы 34
конвертера. Этому способствовали дефицит газообразного топлива, его
высокая цена, повышенный удельный выход конвертерного газа в связи с
высокой долей чугуна в металлошихте. Во Франции и ФРГ отвод газа без
дожигания применяется также с 60-х годов, но установки использования
конвертерного газа появились лишь спустя 20 лет, когда резко возросли цены
на топливо.
Кроме
общеизвестного
и
освоенного
за
рубежом
способа
использования конвертерного газа со сбором его в газгольдере, известны
разработки ряда альтернативных схем его использования.
Одной
из
них
является
подача
очищенного
кондиционного
конвертерного газа в сети доменного газа, используемой при этом как
газгольдер постоянного объема. Проведенные оценки показали, что, кроме
колебаний
калорийности
доменного
газа
с
переменной
примесью
конвертерного, наблюдалось существенное увеличение давления в сетях
доменного газа с 10 до 30-50 кПа. Эти сети не приспособлены к работе в
таких условиях.
Довольно глубоко разрабатывались предложения, предусматривающие
сжигание кондиционного конвертерного газа в топках регенераторов (типа
доменных воздухонагревателей). При этом часть продуктов сгорания
направлялась в котлы-утилизаторы, а часть – на нагрев насадки регенератора.
В межпродувочный период в этой насадке предлагалось греть воздух,
который должен был в котлах-утилизаторах использоваться для выработки
Размещено на http://www.allbest.ru/
пара. В различных вариантах этой схемы предусматривалось использование
тепла на выработку электроэнергии с помощью газовых турбин, в которую
подавался нагретый в насадке воздух, или на нагрев лома в специальных
камерах тем же воздухом.
Анализ выявил следующие недостатки этой схемы:
-
высокие
капитальные
затраты,
которые
делают
установку
экономически неоправданной;
- малый ожидаемый срок службы насадок вследствие высокой
запыленности конвертерного газа (100 мг/м3, а не 10 мг/м3, как у доменного);
-
сложнейшая
схема
переключения
(10-12
одновременно
и
взаимосвязано действующих клапанов).
Рассматривалась схема с подачей очищенного конвертерного газа в
энергетический котел (или другой мощный топливопотребляющий агрегат).
Наиболее целесообразны в такой схеме котлоагрегаты ТЭЦ, ПВС.
Постоянство паропроизводительности может быть обеспечено за счет
дополнительного топлива. Эта схема привлекала низкими капитальными
затратами (так как имелось в виду использование существующих котлов
ТЭЦ) и простотой. Недостаток – резкие и значительные колебания расхода
дополнительного топлива и значительная удаленность ТЭЦ от конвертерного
цеха (затраты на газопровод и транспортировку газа). Реакции, протекающие
на ТЭЦ при подаче конвертерного и природного газа, можно описать
следующими уравнениями
СН4 + 1/2 О2 = СО + Н2 + 35800 кДж,
СО + 1/2 О2 = СО2 + 12770 кДж.
Соответственно можно сделать вывод, что при подаче на ТЭЦ 3 м3
конвертерного газа будет достигаться экономия 1 м3 природного газа.
НПО «Энергосталь» разработан способ использования конвертерного
газа с дожиганием очищенного конвертерного газа в котле дожигания, общем
Размещено на http://www.allbest.ru/
для всех конвертеров цеха. В котле вырабатывается насыщенный пар,
подаваемый в пароводяные аккумуляторы, из которых он (с постоянным
расходом) поступает на перегрев, а затем к потребителю. Величина подтопки
составляет до 15 % мощности котла дожигания и определяется из условий
дожигания конвертерного газа с малой концентрацией СО в начале и конце
продувки. Эта схема более проста, безопасна и экономична по сравнению со
сбором в газгольдере /10/.
Также конвертерный газ можно использовать при нагреве лома до 850
°С, сжигая газ в потоке кислорода до 2250 °С с последующим охлаждением.
Все
больше
в
мире
получает
распространение
бескоксовое
восстановление железа в аппаратах прямого восстановления, для которых
специально подготовляют восстановители. Предлагаемая схема включает
охлаждение конвертерного газа до 900 °С путем энергохимической
аккумуляции с последующим восстановлением и обжигом железорудного
сырья, которое подается в зону восстановления без охлаждения. В результате
получается губчатое железо, которое можно ввести в конвертер без
охлаждения.
Электрохимическая аккумуляция газов протекает по схеме
СО + 3СО2 + СН4 = 4СО + СО2 + Н2 + Н2О.
В
результате
происходят
следующие
качественные
изменения:
снижаются концентрация СО и температура газа, повышается его количество
и теплопроводность. Температура газа снижается до 1000 °С, объем его
возрастает до 9,62 м3/100 кг. Далее газ направляется в зону, где
восстанавливаются
обоженные
окатыши.
Все
агрегаты
необходимо
располагать в непосредственной близости друг к другу. Такая схема позволит
снизить расход природного газа, который используется только для
корректировки химического состава конвертерного газа /11/.
Размещено на http://www.allbest.ru/
При утилизации конвертерного газа в доменной печи - после
газоочистки газ направляют на энергохимическую аккумуляцию для
отделения СО от СО2. Особенность использования топлива в доменном
переделе является то, что 65-70 % его энергии тратится на восстановление
железа из руды. Например, из реакции косвенного восстановления СО,
стехиометрическими
коэффициентами
в
соответствии
с
условиями
равновесия при 700 °С FeO +2,5CO = Fe + CO + CO2 следует, что на 1 кг
железа расходуется 0,536 кг углерода.
Поэтому не удается существенно снизить энергоемкость чугуна. При
вдувании в доменные печи различных топливных добавок преследуется,
прежде всего, цель экономии дефицитного кокса за счет использования менее
дефицитных видов топлива.
Нижняя ступень теплообмена, или зона прямого восстановления
железа,
является
определяющей
в
расходе
кокса.
Увеличение
восстановительной способности газов путем введения углеводородного
топлива связано с повышением концентрации оксида углерода и водорода. С
ростом восстановительных газов и их давления, степень косвенного
восстановления железа увеличивается, что приводит к сокращению расхода
кокса.
Основные требования к восстановительному газу: максимальная
концентрация в нем водорода и оксида углерода при минимальном
содержании диоксида углерода, оксида водорода и сажи.
При использовании конвертерного газа достигается экономия кокса, 1
кг углерода конвертерного газа экономит 2 кг углерода кокса. По сравнению
с вдуванием сырого природного газа, мазута использование конвертерного
газа имеет преимущество в том, что не затрачивается тепло на диссоциацию
углеводородов, а приход тепла определяется нагревом конвертерного газа.
Перспективы для повышения степени утилизации газа является
технологическое
его
использование,
направленное
на
повышение
Размещено на http://www.allbest.ru/
эффективности
сталеплавильного
процесса
путем
термообработки
загружаемой в конвертер шихты.
Технологическое
использование
конвертерного
газа
для
восстановления железорудного сырья вызывает интерес в связи с большим
содержанием в газе оксида углерода, который сохраняется в нем при отводе
газа из конвертера без дожигания. При этом наиболее целесообразным
является
восстановление
непосредственно
в
железорудного
шихте
сырья
с
применением
кислородно-конвертерной
плавки.
его
После
восстановления железорудное сырье можно использовать не только как
охлаждающей плавку компонент шихты, но и в качестве металлодобавки к
ней, что может обеспечить снижение расхода чугуна на выплавку стали или
компенсировать угар металла во время продувки ванны конвертера.
Эффективность восстановления конвертерного газа зависит от места
размещения реактора-восстановителя на газоотводящем тракте конвертера.
Возможны два варианта размещения реактора: на высокотемпературном
участке газоотводящего тракта с использованием газа до газоочистки и на
участке тракта охлажденного газа после газоочистки /12/.
Также можно утилизировать химическую энергию отходящих газов
путем дожигания их в полости конвертера. В отходящих газах заключен
значительный запас потенциальной химической энергии – при сжигании 1 м3
CO до CO2 выделяется 12,65 МДж тепла.
Дожигание монооксида углерода в диоксид в рабочем пространстве
конвертера чаще всего осуществляется вдуванием технически чистого
кислорода /13,14/.
Основной проблемой дожигания конвертерных газов в полости
агрегата, с точки зрения улучшения теплового режима конвертера, является
организация эффективной теплопередачи от факела горение СО к ванне /15/.
Отсутствие достаточно интенсивного отвода тепла от зоны дожигания вглубь
расплава приводит к локальному перегреву отходящих газов и делает
процесс дожигания газов в конвертере экономически нецелесообразным.
Размещено на http://www.allbest.ru/
Процесс дожигания CO до CO2 в течение продувки идет неравномерно
– наиболее интенсивно реакция протекает в первой и последней третях
периода
плавки,
в
середине
же
плавки
при
повышении
уровня
газошлакометаллической эмульсии степень дожигания снижается.
Между среднемассовым за плавку содержанием CO2 в отходящих газах
А, %, и долей лома в шихте Рл, %, имеется следующая зависимость Рл = 23,6
+ 0,24·А, т.е. при увеличении содержания диоксида углерода на 10 % доля
лома в металлозавалке повышается на 2,4 % /16/.
Эффективное дожигание СО до СО2 в рабочем пространстве
конвертера организуется вдуванием двухъярусного потока кислорода над
зоной продувки, причем основной поток О2 поступает в металл на окисление
примесей, а дополнительный автономный поток О2 поступает в металл на
окисление примесей через верхний ярус сопел фурмы в объеме вспененного
шлака.
При дожигании СО в рабочем пространстве конвертере над шлаком
КПД дожигания монооксида углерода CO CO2 /CO CO2 заметно выше,
чем при организации сжигания СО струями газодинамической завесы из О2 в
области вспененного шлака.
При этом интенсивное излучение факелов дожигания СО над шлаком
приводит к перегреву футеровки и увеличению энтальпии отходящих
запыленных
газов,
теплоиспользования.
что
заметно
снижает
И
наоборот,
если
коэффициент
дожигание
полезного
СО
струями
газодинамической завесы из О2 полностью осуществляется во вспененном
шлаке и параметр эффективности дожигания СО по мере увеличения
толщины шлака снижается, то при этом попадание лучистой энергии на
футеровку устраняется и значительная часть тепла от дожигания СО
усваивается
шлаком,
который
интенсивно
перемешивается
струями
газодинамической завесы и за счет обезуглероживания металла /17/.
При организации газоструйной защиты над зоной продувки в
конвертере энтальпия шлака возрастает не только за счет дожигания СО, но и
Размещено на http://www.allbest.ru/
за счет возвращения в шлак струями газодинамической завесы из О2
корольков металла. Следовательно, чем интенсивнее подвод тепла в шлак от
дожигания СО и за счет возврата корольков металла, тем меньше тепла
теряется реакционной зоной продувки в сторону шлака и выше термический
КПД агрегата.
С энергетической точки зрения режим дожигания СО в шлаке менее
эффективен по сравнению с режимом горения в атмосфере печи, однако при
этом
устраняется
фактор
облучения
футеровки
и
улучшаются
теплотехнические условия службы агрегата. С теплотехнической точки
зрения применение режима погруженного горения СО в области вспененного
шлака является более эффективным по причине заметного повышения
термического КПД агрегата и интенсификации теплообмена в целом в
системе шлак – металл. Основным ограничителем шлака являются его
технологические характеристики (окисленность, основность и др.)
Однако
синхронизация
процесса
дожигания
СО
струями
газодинамической завесы из О2 с процессами шлакообразования и режимом
продувки конвертерной ванны позволяет устранить повышенный износ
футеровки за счет ее облучения факелами дожигания, снизить вынос пыли,
повысить тепловой КПД и производительность агрегата /18, 19/.
При дожигании отходящих газов в полости конвертера облегчаются
условия эксплуатации газоотводящего тракта, работающего в режиме
полного или частичного дожигания – снижается тепловосприятие экранов
охладителя конвертерных газов и температура в переходном газоходе.
Выход газов из конвертера на единицу введенного кислорода
уменьшается, что позволяет увеличить интенсивность продувки при
ограниченной пропускной способности газоотводящего тракта.
Благодаря
более
эффективному
дожиганию
отходящих
газов
температура металла возрастает на 20-30 0С при одновременном снижении
расхода
чугуна
на
9,4-27,2
кг/т
стали
и
перерабатываемого лома на 3,1-5,0 кг/т стали /20/.
увеличении
количества
Размещено на http://www.allbest.ru/
Технология
гибкость,
дожигания
причем
обеспечивает
лучшее
большее
газов
обеспечивает
распределение
количество
производственную
кислорода
тепловой
в
энергии.
конвертере
Регулируемое
использование этой энергии в будущем может обеспечить выгоды, связанные
с повышением доли лома в шихте, с сокращением продолжительности
рабочего цикла и с уменьшением случаев возникновения настылей на
участках корпуса конвертера и на фурме.
На всех предприятиях России схема отвода конвертерных газов
приблизительно
одинакова.
Газ
проходит
через
котлы
охладители,
газоочистку и сжигается на свечах. Основной проблемой при утилизации газа
оказывается неравномерность его расхода и химического состава. Схемное
решение этой проблемы определяет принцип утилизации.
Принципиально возможны следующие подходы к построению схемы
утилизации конвертерного газа (рисунок 3) /9/.
Утилизация
конвертерного газа
Без гашения
неравномерности
Аккумуляция
газа
(газгольдеры)
С гашением за счет
аккумуляции
Аккумуляция
тепла в виде
горячей воды
Компенсация другим
источником газа
Аккумуляция
нагревом
насадки
Рисунок 3 - Варианты утилизации газа переменного состава
В общем случае способы утилизации конвертерного газа представлены
схемой (рисунок 4) /9/.
Размещено на http://www.allbest.ru/
Способы утилизации
конвертерного газа
Технологическое
применение газа
В производство
стали
Энергетическое
применение газа
При востановлении металла
Для выработки
электроэнергии
Для выработки
пара
Подогрев лома
в конвертере
В доменных
печах
Классическая
паротурбинная
электростанция
Дожигание в
котлах
охладителях
Непосредственно в конвертере
В твердофазных агрегатах
Газотурбинная
электростанция
по схеме МЭИ
Сжигание в
котлах удаленных котельных
Рисунок 4 - Способы утилизации конвертерного газа
В черной металлургии имеется огромный потенциал энергосбережения
как за счет улучшения подготовки сырых материалов и применения более
экономичных технологических процессов, так и за счет широкого и
эффективного использования вторичных тепловых и энергоресурсов. В
черной
металлургии
России
не
используется
в
настоящее
время
конвертерный газ.
В мировой практике утилизация конвертерного газа считается
экономически целесообразной и все вновь строящиеся и реконструируемые
цехи оснащаются соответствующим комплексом сооружений.
Из всего вышеизложенного можно сделать вывод, что конвертерный
газ можно утилизировать по различным схемам. Он несет в себе
значительный запас энергии. И самое главное, что можно использовать не
только физическое, но и химическое тепло конвертерного газа.
Размещено на http://www.allbest.ru/
2. Теоретическая часть
2.1 Особенности материального и теплового балансов кислородноконвертерного процесса
При продувке обычного передельного чугуна кислородом сверху
выделяется такое количество тепла, которое может обеспечить нагрев ванны
к концу процесса до 1850-1900 0С, если не применять охладителей. Для
получения нормальной температуры в конце продувки (1580-1650 0С) расход
главной из охлаждающих добавок – стального лома – должен составлять 2428 %, чугуна 72-76 % массы металлической шихты в зависимости от его
состава и температуры. Превышение оптимального расхода охладителя
обусловлено обычно увеличением доли тепла реакций окисления железа, в
результате чего снижается выход годного.
Расходные статьи материального баланса представляют собой в
основном выход годного металла и определяющие его факторы. Различия в
производственных условиях и степени совершенства технологии приводят к
значительным колебаниям выхода годного (88-92 %) как в зарубежных, так и
в некоторых отечественных кислородно-конвертерных цехах. Потери железа:
с выносом мелких капель металла и шлака при продувке достигают 1 %
массы металлозавалки; в виде пыли, уносимой отходящими из конвертера
газами, 0,8-1,5 %; с выбросами – выплесками или даже периодическими
переливами через горловину конвертера макрообъемов металло-шлаковой
эмульсии достигают 2 % и иногда, при больших расстройствах процесса, до 5
%; в виде корольков металла, запутавшихся в шлаке (чаще всего в количестве
6-10 % массы шлака), и в виде оксидов железа.
Источником тепла в конвертере являются физическое и химическое
тепло чугуна, а также теплота реакций шлакообразования, определяемая
количеством примесей в чугуне. Расходные статьи теплового баланса состоят
из физического тепла стали, шлака, отходящих газов, потерь металла при
Размещено на http://www.allbest.ru/
продувке и прочих потерь тепла. Следовательно, резервы улучшения
теплового баланса заключаются в увеличении вносимого физического и
химического тепла и снижении потерь тепла (через корпус конвертера, его
горловину, на нагрев футеровки конвертера при ее остывании, с отходящими
газам, охлаждающей фурму водой и шлаком).
Примерная схема теплового баланса представлена на рисунке 5.
Потери тепла конвертером через корпус, на нагрев футеровки через
горловину, с охлаждающей фурму водой приведены в пределах 1,5-3,0 % от
прихода тепла, наблюдаемых на практике при четкой организации работы
конвертеров: без простоев, додувок, длительных периодов ожидания анализа.
При неритмичной работе конвертеров потери тепла по указанным статьям
расходной части теплового баланса увеличиваются.
1 - энтальпия чугуна; 2 - теплота окисления углерода до монооксида; 3
- теплота окисления углерода до диоксида; 4 - теплота окисления кремния; 5 теплота окисления марганца; 6 - теплота окисления фосфора; 7 - теплота
реакций связывания в шлаке SiO2 и P2O5; 8 - теплота образования оксидов
железа шлака; 9 - теплота образования дыма; 10 - энтальпия миксерного
шлака; 11 - энтальпия стали; 12 - энтальпия шлака; 13 - энтальпия газов; 14 теплота диссоциации влаги шихты; 15 - теплота диссоциации карбоната
кальция из шихты; 16 - теплота диссоциации оксидов железа шихты; 17 энтальпия оксидов железа дыма; 18 - энтальпия выбросов; 19 - энтальпия
железных корольков в шлаке; 20 - потери тепла.
Рисунок 5 - Примерная схема теплового баланса конверторной плавки
Размещено на http://www.allbest.ru/
В приходной части теплового баланса, кроме физического тепла
чугуна, очень велика доля от окисления углерода. Она составляет около 47 %
всего тепла, выделяемого в ванну химическими реакциями, и достигает, по
данным других исследований, максимальной величины 58 % при меньшем
расходе металлолома и соответственно большем чугуне. Заметна роль в
тепловом балансе концентрации кремния в металлическом расплаве. Каждая
0,1 % Si вносит в ванну конвертера 1,8 МДж на 100 кг металлической шихты.
Тепло реакции окисления кремния достигает 13-20 % от общего количества
тепла химических реакций. Значительно менее существенную роль играет
содержание марганца в металлическом расплаве.
Таким образом, углерод при кислородно-конвертерном переделе
обычного чугуна является главным топливом процесса. Можно считать
надежно установленным, что при интенсивности продувки 3 м3/минМт доля
углерода, окисляющегося в ванне конвертера до СО, составляет 0,9, а до СО2
– 0,1 /21/.
Если бы весь углерод окислялся в ванне конвертера до СО2, приход
тепла от его окисления увеличился бы в 2,4-2,6 раза. Роль других элементов в
тепловом балансе плавки в сравнении с углеродом невелика. В результате
повышения концентрации углерода в металлической ванне и увеличения его
доли, окисляемой до СО2, можно значительно улучшить тепловой баланс
кислородно-конвертерного процесса.
2.2
Анализ
теплового
баланса
современного
кислородного
конвертера
Уравнение теплового баланса (кДж/100 кг металлошихты) может быть
записано следующим образом
Qф.т + QС + Qэкз + Qф.ск + Qф.ч = Qм + Qшл + Qэнд + Qух.пр.ок + qпот, (5)
Размещено на http://www.allbest.ru/
где Qх.т – химическое тепло технологического газа;
Qф.т – физическое тепло топлива, поданного для горения;
QС – количество тепла, выделившееся при окислении углерода жидкого
чугуна;
Qэкз – тепло экзотермических реакций (кроме окисления углерода);
Qф.ск – физическое тепло металлического лома;
Qф.ч – физическое тепло жидкого чугуна;
Qм и Qшл – физическое тепло металла и шлака;
Qэнд – тепло эндотермических реакций;
Qух.пр.ок – физическое тепло отходящих газов;
qпот – иные виды тепловых потерь.
Необходимо отметить, что величина QС может быть представлена как
сумма двух слагаемых QС = QС→СО + QС→СО2. Конечно, нельзя абсолютно
точно утверждать, что углерод, содержащийся в расплавленном металле,
окисляется
только
до
СО.
Однако
экспериментальными
работами
установлено, что окисление углерода до СО носит преобладающий характер
/1/. Тогда
Qх.т + Qф.т + QС→СО + QС→СО2 + Qэкз + Qф.ск + Qф.ч = Qм + Qшл + Qэнд + (6)
+ Qух.пр.ок + qпот.
Анализ материального и теплового балансов конвертерной плавки
показывает, что безвозвратные потери тепловых и материальных ресурсов в
современном конвертерном процессе очень велики.
Таким образом, следует, что одной из важнейших задач дальнейшего
развития и совершенствования кислородно-конвертерного производства
является снижение материальных и тепловых потерь.
Предлагается уделить исключительно серьезное внимание утилизации
тепла отходящих газов и считать их не отходом, а дополнительным
продуктом конвертерной плавки. Газы на выходе из конвертера содержат
Размещено на http://www.allbest.ru/
около 0,95-1,05 МДж тепла на 1 т стали. Из этого количества – физического
тепла около 20 %, химического 80 %.
Очевидно,
что
для
повышения
энергетической
эффективности
конвертерного процесса наиболее целесообразно использовать энергию
отходящих газов.
Каковы пути этого использования?
В первую очередь – это получение пара в ОКГ с использованием для
этого физическое тепло газов.
Во вторую очередь – это нагрев технологического газа путем сжигания
его в струе кислорода. Дожигая определенную часть этого газа кислородом,
возможно, соответственно повысить выделение тепла в конвертерном
переделе, направив его, например, на повышение доли перерабатываемого
лома. Также, этим же газом можно подогревать лом в самом конвертере.
Конвертерный
газ
–
высококачественное
технологическое
и
энергетическое топливо. Энергетическая ценность конвертерного газа
определяется высокой теплотой сгорания и малым выходом продуктов
сгорания на единицу получаемой теплоты, что обеспечивает высокий
коэффициент использования топлива.
В работе показано, что применение нагрева отходящего газа с целью
увеличения расхода металлолома в шихте конвертеров, сравнительно с
обычной долей лома в металлозавалке, может быть связано со снижением
производительности цеха, которое в реальных условиях может быть
компенсировано установкой дополнительных конвертеров.
2.3 Предварительный подогрев металлического лома и его
значение
Необходимость использования все увеличивающегося в каждой стране
количества
металлического
лома
требует
повышение
металлической завалке современных конвертеров.
его
доли
в
Размещено на http://www.allbest.ru/
Одним из методов повышения доли металлического лома является
обеспечение его предварительного подогрева.
Предварительный подогрев металлического лома для использования
его в кислородных конвертерах может осуществляться как непосредственно в
конвертере, так и в специальных загрузочных емкостях. Подогрев лома в
конвертерах осуществляется с использованием газокислородных горелок, в
которых чаще всего сжигается природный газ /22/.
Требования к лому для конвертеров по плотности и габаритам
определяются технологией плавки. В процессе с продувкой кислородом
сверху максимальная крупность кусков лома ограничивается, поскольку
слишком большие куски могут не успеть раствориться в металле за время
продувки. Для конвертеров вместимостью 100 т (500 т) и более размеры
кусков стального лома не должны превышать 300 (400)×350(400)×1000 мм,
пакетов 700×1000×2000 мм. При донной и комбинированной донно-верхней
продувке кислородом в результате более равномерного перемешивания
ванны
и
режущего
действия
донных
кислородных
струй
условия
расплавления тяжеловесного лома улучшаются, поэтому обычно в конвертер
с донным и комбинированным дутьем загружают слитки, обрезь их нижних
торцов, прибыли и ковшевые настыли.
Для ускорения завалки и повышения производительности желательно
обеспечить конвертеры подготовленным к плавке металлоломом: обрезью
обжимных станов и пакетами.
Конвертеры как ломоплавильные агрегаты имеют ряд преимуществ
перед электро- и мартеновскими печами: значительно большая скорость
плавления лома (примерно в 10, а при донном дутье более, раз) в результате
интенсивной циркуляции продуваемого металла, определенная возможность
переработки лома без ввода внешней энергии в агрегат (для переплава лома в
мартеновских и электропечах
неизбежно энергопотребление), низкая
стоимость переработки лома в сталь.
Размещено на http://www.allbest.ru/
В действующих цехах подогрев металлолома вне конвертера трудно
осуществим, прежде всего, из-за отсутствия площадей для размещения
подогревательных устройств, расположение и размер которых отвечают
условиям целесообразной организации производства и обеспечивают
синхронизацию работы подогревательной установки и конвертера.
При проектировании новых цехов в ряде случаев целесообразно
планировать место размещения самостоятельных установок для нагрева
скрапа и сооружения специального оборудования с автоматикой и
соответствующими коммуникациями, несмотря на недостатки метода.
Особенно важно предусмотреть транспортировку горячего металлолома на
короткие расстояния в приспособленных для этой цели простых загрузочных
устройствах.
Подогрев металлолома в конвертерах следует в первую очередь
применять в тех отечественных цехах, где есть резервы повышения
производительности или имеют место значительные вынужденные простои
(в частности, из-за отсутствия шихты). Данный метод проще рекомендуемого
для новых цехов, но требует больших расходов тепла, огнеупоров и
тщательного контроля состояния футеровки, снижает производительность
конвертеров, что должно, прежде всего, учитываться при организации его
внедрения.
По мнению и результатам расчетов авторов /21/ способ подогрева лома
в конвертерах при выплавке сталей массового назначения (углеродистых и
низколегированных) экономичнее переплава в электропечах. Это же
косвенно подтверждается высокой эффективностью подогрева лома для
электропечей
путем
сжигания
топлива
в
условиях
многих
стран,
определяемой сокращением периода плавления, расхода электроэнергии,
повышением производительности и качества выплавляемого металла.
Следует отметить, что в действующих отечественных конвертерных цехах
есть значительные резервы повышения производительности. В настоящее
время длительность плавки составляет 40-53 мин, в ближайшие годы она
Размещено на http://www.allbest.ru/
может быть сокращена до 30-35 мин за счет внедрения мероприятий по
улучшению подготовки лома и ускорению его завалки, сокращению
загрузочно-вспомогательных
операций,
интенсификации
продувки,
широкого применения систем автоматического управления плавкой и цехом
в целом, а также усовершенствования систем газоочистки и газоотводящего
тракта. Одновременное осуществление подогрева лома в конвертерах и
мероприятий, сокращающих длительность цикла процесса, не вызывают
снижения производительности цехов.
Подогрев
в
конвертерах
изменяет
и
упрощает
требования
к
металлолому. При этом в ряде случаев предпочтителен легковесный лом, как
материал с высокой удельной поверхностью, пропорционально которой
возрастает теплопоток к нему от факела пламени. Чтобы не увеличивать
время завалки и одновременно быстро достигать заданной температуры
нагрева, средняя насыпная плотность лома в конвертерах должна быть в
пределах 0,8-2,0 т/м3. Донный и донно-верхний подогревы эффективнее
верхнего
и
рекомендуются
к
широкому
распространению.
С
теплотехнической точки зрения, обеспечения высокого коэффициента
использования тепла в основе донного и верхнего подогрева должно лежать
использование твердого углеродсодержащего топлива.
Нагрев металлического лома отходящим газом
Нагрев металлического лома отходящим газом сталеплавильных
конвертеров позволит одновременно решить две проблемы – повысить долю
лома в шихте кислородно-конвертерной плавки и утилизировать физическое
и/или химическое тепло конвертерного газа, который в настоящее время
используется недостаточно эффективно.
По
ориентировочным
данным,
предварительный
подогрев
металлолома до 800 °С позволяет повысить его долю на 10 % от массы
металлошихты, длительность подогрева составляет обычно ~10 мин.
Эффективность
подогрева
следующему уравнению /21/
лома
может
быть
оценена
по
Размещено на http://www.allbest.ru/
Gл = Qизб /(qл + 0,01Qизб - ∆Тсл),
(7)
где Gл - доля лома, %;
Оиэб - избыточное тепло процесса, кДж/100 кг чугуна;
∆Т - степень подогрева металлолома, К;
сл - теплоемкость твердого лома, кДж/(кгК), для температур
обычного нагрева лома может быть принята равной 0,7;
qл - охлаждающий эффект металлолома, кДж/кг.
Qизб =103[(35-0,419 з) Si + 6,7Mn + 15,9C +8,38 +0,0817 tчуг] - [(1,84 +
2,68 з) Si + 0,71Mn +3,29C + 85,476]tст,
(8)
где знаки элементов – окислившееся количество их, % массы
чугуна;
з – желаемая основность шлака (CaO)/(SiO2);
tчуг – температура заливаемого чугуна, 0С;
tст – температура стали на выпуске, 0С.
Уравнение (5) учитывает изменения в процессе, связанные с
повышением расхода лома: снижение расхода чугуна, извести, количества
внесенных примесей и др.
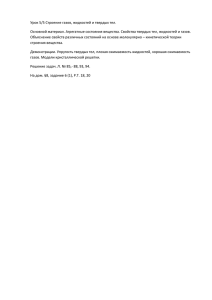
На рисунке 6 представлены количества переплавляемого металлолома
при различных температурах его нагрева. Эти данные подтверждены
дальнейшей практикой и хорошо совпадают с результатами вычислений по
уравнениям. Кривые рисунка 6 показывают, что обычное для металлической
шихты содержание, например 28 % лома, может быть увеличено до 40 %,
если его температура будет равна 815 °С. Нагрев до более высоких
температур приводит к избыточному окислению, потерям металла и другим
нежелательным последствиям. При отсутствии окисления металла более
высокие температуры нагрева были бы целесообразнее (см. рисунок 6 ,
верхняя кривая).
Размещено на http://www.allbest.ru/
Рисунок 6 - Влияние температуры нагрева скрапа (цифры на кривых)
на его долю в металлической шихте
Наибольшие трудности при подогреве лома связаны, с правильным
определением эффективности этого процесса. Трудности связаны с наличием
большого количества переменных факторов, определяющих термический
к.п.д., и прежде всего с тем, что при высоких температурах подаваемое
топливо не сгорает полностью до СО2 и Н2О. Когда лом с поверхности
начинает плавиться, жидкое железо, имеющее высокое сродство к кислороду,
окисляется, что также тормозит сгорание топлива. По ходу подогрева
тепловой поток снижается вследствие повышения температуры дыма,
уменьшения
перепада
температур
и
образования
на
кусках
лома
малотеплопроводного слоя оксидов железа.
При чрезмерном перегреве термический к.п.д. снижается, удлиняется
нагрев, повышается степень окисленности железа лома. Сильное окисление
лома вызывает бурные реакции при заливке чугуна, удлиняет ее, снижает
производительность конвертера, требует большой осторожности от ведущих
плавку. Температура нагрева до 800 °С может считаться оптимальной при
использовании слабоокислительного факела. Попытки нагревать металлолом
Размещено на http://www.allbest.ru/
восстановительным факелом с расходом кислорода по отношению к
стехиометрическому 0,5-0,9 показали, что окисление лома при этом
снижается. Однако одновременно резко уменьшается термический к.п.д.,
удлиняется нагрев и возрастает содержание водорода в отходящих газах и
системах газоочисток, что усложняет их работу.
2.4 Нагрева лома технологическим газом
Как уже отмечалось ранее, нагрев металлического лома отходящим
газом сталеплавильных конвертеров позволит одновременно решить две
проблемы: повысить долю лома в шихте кислородно-конвертерной плавки и
утилизировать тепло конвертерного газа, что в свою очередь благоприятно
скажется на тепловом балансе конвертерной плавки.
Сжигание газа в чистом кислороде обеспечивает температуру факела,
превышающую
2000
металлического
лома
0
С.
В
этих
необходимо
условиях
для
быстрого
технологический
газ
нагрева
сжигать
в
непосредственной близости от металла, обеспечивая тем самым высокий
уровень
теплоотдачи
(излучением)
конвекцией.
Учитывая
высокую
производительность конвертеров, подогрев металлического лома должен
производиться быстро, во избежание снижения общей производительности
конвертера и цеха.
При сгорании технологического газа между кусками легковесного и
габаритного лома, имеющего развитую тепловоспринимающую поверхность,
нагрев лома будет осуществляться в основном вследствие конвективной и
радиационной теплопередачи от факела. Очаги горения будут наблюдаться в
свободном пространстве между пакетами.
В процессе с предварительным нагревом металлолома изменяется цикл
плавки. Имеется период нагрева металлолома, но остальные периоды плавки
сокращаются, снижая почти вдвое вынужденные затраты времени на нагрев.
В основном время экономится на периоде продувки за счет снижения
Размещено на http://www.allbest.ru/
расхода чугуна и, следовательно, длительности рафинирования. Время
экономится и на периоде от конца продувки до начала выпуска в результате
более точного попадания в анализ. Как показывает практика, на плавках с
предварительным нагревом лома приблизительно на 10 % увеличивается
число плавок низкоуглеродистой стали, готовых к выпуску при первой
повалке.
Выход годной стали в плавках с предварительным нагревом
металлолома выше на 0,4-0,5 % при получении низкоуглеродистых сталей.
Это связано с уменьшением содержания примесей в металлошихте,
снижением концентрации железа в шлаке (более "горячий" ход плавок) и
сокращением числа выбросов в процессе продувки /23/.
На плавках с нагревом металлолома снижается содержание оксидов
железа в шлаке.
Работа с подогревом лома требует большой осторожности и строгого
контроля процесса. Если не будет обеспечен достаточный приход тепла или
доля металлолома растет вследствие использования высокосернистого лома
низкого качества, увеличится число додувок для нагрева плавок при низком
содержании углерода (0,05 %), понизится выход годного на 2,0-2,5 %
вследствие возрастания содержания FеО в шлаке, повышенных потерь с
выбросами и неполного усвоения ферросплавов, увеличится расход флюсов,
остаточное содержание в стали неметаллических включений, серы и азота.
Развитие метода предварительного нагрева лома в кислородных
конвертерах должно идти в направлении сокращения продолжительности
нагрева, что обеспечит повышение производительности цехов.
Для предварительного подогрева лома будут использоваться донные
фурмы конвертера в качестве фурм-горелок.
Длительность плавки в связи с завалкой увеличенного количества лома
и его предварительным нагревом увеличивается, несмотря на сокращение
периода продувки (вследствие уменьшения расхода чугуна). Чем больше
пропускная способность газоотводящего тракта, тем больше может быть
Размещено на http://www.allbest.ru/
тепловая
мощность
фурмы-горелки
и
тем
меньше
времени
будет
затрачиваться на нагрев лома.
Исследования авторов /24/ показали, что увеличение расхода лома
сверх 35 % при комбинированной продувке без его предварительного нагрева
нецелесообразно,
поскольку
холодное
начало
процесса
приводит
к
повышенному угару железа и неконтролируемым выбросам.
А увеличение расхода лома сверхуказанного предела (35 %) до 40-45 %
и более может быть осуществлено только путем предварительного нагрева
лома.
В приложении А показана зависимость доли чугуна от температуры
лома, найденная расчетным путем, а в приложении Б дана зависимость
средней температуры нагрева от времени нагрева металлического лома.
2.5 Расчет нагрева легковесного лома
Как правило, нагрев не является симметричным, что учитывается
введением расчетной толщины изделия /25/, определяемой по формуле
S = м · д,
(9)
где д – геометрическая толщина, м;
м – коэффициент несимметричности нагрева, равный 0,5.
В данном расчете рассматривается лом с геометрической толщиной
0,03 м и температурой tмнач = 0 0С. Принимаем температуру продуктов
сгорания в начале зоны Тпр.сгор. = 2000 0C (1000 0С). Средний коэффициент
теплоотдачи а = 100 Вт/м2К, определяем время нагрева лома заданной
формы.
Размещено на http://www.allbest.ru/
Критерий Био:
Bi = a · S / л
(10)
температурный критерий для поверхности металла:
пов = (tпср - tмкон):( tпср - tмнач)
(11)
По номограмме находим значения критериев Фурье, а затем
соответствующие им времена нагрева лома до заданной температуры
ф = Fo · S2 : б.
(12)
Используя полученные значения критериев Bi и Fo, найдем величины
температурных критериев для центра лома ц и температуру в центре лома
tц = tпср - ( tпср - tмнач) · ц
(13)
Данные, полученные в результате расчетов, представлены в таблице 2.
Таблица 2 – Результаты расчета нагрева легковесного лома для
малоуглеродистой стали
S, м
tмпов, 0С
tмцентра, 0С
tмср, 0С
л, Вт/мК
б , м2/с
Bi
пов
Fo
ф,
центра
мин
Тпр.сгор. = 2000 0C
0,015
400
320
360
46,8
10,52Е-06
0,03
0,8
6,4
2,3
0,84
0,015
600
560
580
37,8
6,72Е-06
0,04
0,7
8
4,5
0,7
0,015
800
740
770
31,4
4,52Е-06
0,05
0,6
10
8,3
0,63
0,015
900
800
850
28,8
5Е-06
0,055
0,5
13
9,75
0,55
Тпр.сгор. = 1000 C
0
0,015
200
150
175
53,3
13,2Е-06
0,03
0,8
7,5
2,1
0,85
0,015
350
300
325
47,7
11,18Е-06
0,03
0,65
12
4,0
0,7
0,015
450
400
425
43,9
9,3Е-06
0,03
0,6
20
8,0
0,6
0,015
550
500
525
39,8
7,63Е-06
0,04
0,35
26
12,7
0,5
Размещено на http://www.allbest.ru/
2.6 Нагрев технологического газа
Исследуем горение усредненного состава конвертерного газа для того,
чтобы узнать, как измениться этот состав при горении с различными
расходами кислорода, низшая теплота сгорания и температура продуктов
сгорания.
Технологический газ сжигаем в потоке кислорода до температуры 2000
0
С.
Усредненный состав конвертерного газа приведен в таблице 3.
Таблица 3 - Усредненный состав конвертерного газа, %
CO
CO2
H2O
H2
N2
77,61
18,74
1,04
1,06
1,55
Расчет проведем на 100 м3 /25/.
Объем продуктов сгорания VПС= 1 м3/м3.
При a=1 VO =0,01[0,5(CO+H2)]=0,393 м3/м3.
2
VO2 =0,01[0,5(CO+H2)]
(14)
Низшая теплота сгорания конвертерного газа заданного состава равна
Q np = 127,7СО+108 H2
(15)
Найдем энтальпию продуктов сгорания
i 0 = Q np / VПС
(16)
При температуре tK истинная энтальпия продуктов сгорания равна
Размещено на http://www.allbest.ru/
i tK
t
t
iCO
VCO2 iCO
VCO i Ht 2OV H 2O i Ht 2 VH 2 i Nt 2 V N 2
2
V ПC
где
t
t
t
t
t
iCO
, iCO
, i H 2O , i H 2 , i N 2 2
,
(17)
энтальпии, кДж/м3, газов при
различных
температурах и постоянном давлении 101,3 кПа (приложение II, стр. 345 /4/)
VCO2 ,VCO ,V H 2O ,V H 2 ,V N 2 - объем газов, м3/м3.
Затем находим калориметрическую температуру горения
i0 t K"
tK t "
100
t K t K'
"
K
(18)
и действительную температуру продуктов сгорания
t дейтсв пир t K
,
(19)
где пир - пирометрический коэффициент.
Сведем все полученные данные в таблицу 4.
Таблица 4 - Изменение состава и температуры конвертерного газа от
коэффициента расхода воздуха
окислится
VO 2 ,
Q np ,
м3/м3
кДж/м3
tK, 0C
tдейств,
Состав технологического газа, %
0
CO
CO2
H2O
H2
N2
C
0,05
0,05(CO+H2)
0,01965
501
343
292
74,75
22,60
1,10
0,05
1,50
0,08
0,08(CO+H2)
0,03144
802
528
449
72,42
24,90
1,10
0,08
1,50
0,10
0,1(CO+H2)
0,0393
1003
644
547
70,80
26,50
1,10
0,10
1,50
0,20
0,2(CO+H2)
0,0786
2005
1161
987
62,90
34,20
1,20
0,20
1,50
0,30
0,3(CO+H2)
0,1179
3007
1613
1371
55,00
42,00
1,30
0,30
1,50
0,40
0,4(CO+H2)
0,1572
4010
2017
1714
46,60
49,90
1,50
0,40
1,60
0,50
0,5(CO+H2)
0,1965
4985
2377
2020
38,80
57,50
1,60
0,50
1,60
Размещено на http://www.allbest.ru/
В приложении В показано, что с ростом расхода кислорода
увеличивается количество СО2 в газах и уменьшается количество СО, что
связано с дожиганием СО до СО2 по реакции: СО+1/2О2=СО2. Также
увеличивается калометрическая температура – температура продуктов
сгорания.
Взрывобезопасность газоотводящего тракта
Необходимым
условием
для
работы
конвертера
является
взрывобезопасность газоотводящего тракта. Безопасность процесса продувки
обеспечивают
газоотводящего
системой
тракта.
контроля
и
автоматики
Взрывобезопасность
за
параметрами
обеспечивают
созданием
разделительного тампона, дожиганием СО до СО2 в начале и конце продувки.
Необходимо знать, что оксид углерода (СО), содержащийся в
конвертерном газе, в смеси с кислородом воздуха образует взрывоопасную
смесь. Для смеси конвертерных газов с воздухом пределы детонации
составляют:
- оксид углерода (СО) от 12,6 до 75 % при объемной доле кислорода
(О2) 5,6 % и более.
Пределы детонации составляют:
- оксид углерода (СО) от 34 до 52 % при объемной доле кислорода (О2)
от 9,7 % до 13,8 %.
Наличие в конвертерном газе водорода (Н2) расширяет эти пределы.
Температура воспламенения оксида углерода (СО) с воздухом составляет от
610 до 660 оС (теоретическая).
Водород (Н2) в смеси с воздухом образует гремучую (взрывоопасную)
смесь.
Объемная доля водорода в гремучей смеси от 4,0 до 75 масс. доли %
/26/.
Так как газовая смесь подается раздельно и ее смешение происходит в
самом конвертере, то она будет взрывобезопасной.
Размещено на http://www.allbest.ru/
2.7 Система улавливания и использования в качестве топлива
конвертерных газов
Настоящая работа выполнена для условий ККЦ-1 ОАО «НЛМК». Вся
исходная информация принята в соответствии с данными, полученными на
Новолипецком комбинате. В рассматриваемой перспективе в составе
конвертерного цеха № 1 предусматривается эксплуатация двух конвертеров
(№№ 1 и 3).
В качестве исходных данных приняты следующие величины:
- удельное количество газа, поступающего на установку сбора, 60 м3/т
жидкой стали;
-
запыленность 50 мг/м3;
- средняя теплотворная способность 2000 ккал/нм3.
Все расходы по газу приведены к нормальным условиям (0 0С; 101,3
кПа).
Система состоит из узлов улавливания газов, системы сбора и
подготовки конвертерных газов к использованию в качестве топлива и узла
использования газов (см. приложение Г).
Система включает в себя следующие элементы:
- котел-охладитель конвертерных газов;
-
приемный
газоход
(скруббер
предохлаждения)
с
пленочно-
форсуночным орошением;
- регулируемые прямоугольные трубы Вентури 1-й ступени;
- бункера-гидрозатвор, совмещающий улавливание крупной пыли и
каплеуловитель;
- переходный неорошаемый газоход;
- регулируемые прямоугольные трубы Вентури 2-й ступени;
- сепаратор Элбоу;
- центробежный каплеотделитель;
- установку перекидных клапанов для газоотводящих трактов;
Размещено на http://www.allbest.ru/
- нагнетатель (дымосос);
- устройство для дожигания уходящих газов («свеча»);
- оборудование систем КИП и АСУ ТП газоотводящих трактов
конвертеров № 1, 3;
- установку газгольдера;
- установку доочистки газов с газоповысительной станцией;
- газопроводы конвертерного газа;
- объекты внешнего энергоснабжения и транспорта.
Узел улавливания газов каждого газоотводящего тракта состоит из
установки клапанов с системой автоматики.
Газы, выходящие из конвертера, проходят котел-охладитель. Котелохладитель конвертерных газов охлаждает газы и использует физическое
тепло газов для выработки насыщенного пара с давлением на барабане котла
2,4 МПа. Конфигурация ОКГ – круглого или многогранного сечения. Все
поверхности нагрева котла-охладителя работают по схеме с принудительной
циркуляцией,
с
кратностью
циркуляции
обеспечивающей
надежное
охлаждение всех элементов. Для обеспечения возможности работы в схеме
«без дожигания» котел-охладитель оборудуют цилиндрической подвижной
юбкой, которая охлаждается водой.
Юбка находится в поднятом состоянии при повалке конвертера и
опущена на горловину конвертера во время продувки, что исключает подсос
воздуха и разбавление им отсасываемых конвертерных газов. Поднятие и
опускание юбки производится электромеханическим подъемником.
В кессоне котла-охладителя должно быть 4 отверстия: для кислородной
фурмы, для измерительной фурмы, два отверстия с водоохлаждаемыми
желобами (патрубками) для подачи сыпучих материалов в горловину
конвертера. Котел-охладитель должен быть газоплотным.
Потом поступают в орошаемый газоход, где охлаждаются и
предварительно очищаются. Далее газы поступают в две параллельно
скомпонованные низконапорные трубы Вентури, где происходит полутонкая
Размещено на http://www.allbest.ru/
очистка. Далее по газоходу попадают во вторую ступень очистки, где вместо
нерегулируемой трубы Вентури установлена труба Вентури с регулируемым
сечением горловины.
Труба Вентури 1-й ступени регулируется по постоянному перепаду
давления газов между входом в газоочистку и выходом из каплеотделителя
равному 2,4 кПа и обеспечивает улавливание крупнофракционной пыли
составляющей до 70-80 % всей массы пыли.
Привод
створок
гидравлический
от
собственной
гидроаккумулирующей станции. Время полного открытия/закрытия створок
– 25-25 сек.
Из трубы Вентури газы попадают в газовую часть бака – гидрозатвора,
ударяются о поверхность воды и поворачиваются на 1800, за счет чего они
очищаются от капельной влаги и по переходному газоходу направляются на
трубу Вентури 2-й ступени.
Уловленная зашламленная вода из бака-гидрозатвора направляется в
оборотный цикл по шламопроводу.
Из нижней части бака-гидрозатвора предусмотрена возможность
периодического сброса осевшего крупняка в шламопровод, либо в думпкар.
Труба Вентури 2-й ступени управляется в функции поддержания
постоянного давления газов в заданной точке кессона, с коррекцией по
поддержанию заданной концентрации за ОКГ в начальный и конечный
период продувки при создании «тампонов из инертных газов» и коррекцией
по содержанию СО не выше заданной величины при работе с б=0,10.
Перепад давления на трубе Вентури в максимуме газовыделения около
11 кПа. Разряжение на выходе около 15 кПа.
Привод
створок
гидроаккумулирующей
–
станции
гидравлический
шкафного
типа.
от
собственной
Время
полного
открытия/закрытия не более 5-7 сек.
На выходе трубы Вентури 2-й ступени устанавливается сепаратор
«Элбоу»,
обеспечивающий
основное
каплеотделение.
Зашламленная
Размещено на http://www.allbest.ru/
мелкофракционной пылью вода по водосборным коллекторам сепаратора
«Элбоу» через проходной гидрозатвор подается в сборный бак, откуда
перекачивается насосами (2 рабочих, 1 резервный) на орошение 1-й ступени
газоочистки.
Между дымососом и свечей каждого тракта предусматривается
установить по одному трехходовому клапану и одному аварийному
отсеченному клапану.
Трехходовым клапаном обеспечивается перекидка потока газов со
свечи на газгольдер и обратно.
Сигналом на переключение является показания газового анализатора на
CO, H2 и O2. Переключение на газгольдер разрешается при концентрациях O2
менее 2 % и СО более 30 %. Переключение на свечу производится в
обратном порядке.
Система сбора и подготовки конвертерных газов к использованию в
качестве топлива состоит из подводящих газопроводов, газгольдера,
установки доочистки газа, газоповысительной станции, оборотного цикла
водоснабжения и внешнего энергоснабжения.
При переключении со свечи на газгольдер конвертерный газ от
газоотводящих трактов каждого конвертера поступает в общий коллектор, по
которому подается в газгольдер мокрого типа вместимостью около 80 тыс.м3.
Газгольдер предназначен для сбора конвертерного газа, сглаживания
неравномерности его выхода и усреднения состава.
Вместимость газгольдера обеспечивает прием газа от двух конвертеров
при одновременной их продувке и часовой запас газа для выдачи в сеть в
случае задержки плавок в конвертерах.
Из газгольдера газ поступает на доочистку от пыли с 50 до 5 мг/м3 в
электрофильтры
мокрого
типа.
Предусматривается
установка
двух
электрофильтров (один резервный) производительностью до 60 тыс.м3/ч.
После
доочистки
в
электрофильтрах
газ
поступает
на
газоповысительную станцию (ГПС) для подъема давления до 15 кПа. В
Размещено на http://www.allbest.ru/
составе
ГПС
предусматривается
установка
четырех
нагнетателей
производительностью по 24 тыс.м3/ч. (три рабочих и один резервный). В
зависимости от выхода газа в работе могут находится от одного до трех
нагнетателей. При снижении уровня заполнения газгольдера до 10 % ГПО
останавливается полностью. Для регулирования производительности ГПС
предусматривается установка дроссельного клапана на байпасе между
нагнетательным и всасывающим коллекторами.
Далее конвертерный газ направляется к потребителю, где используется
в качестве топлива, характеризуемого теплотой сгорания 8,4 МДж/м3.
Частично технологический газ подается к донным фурмам конвертера для
продувки, также для нагрева лома.
Технология производства стали в кислородном конвертере будет
включать завалку лома, его нагрев путем подачи в конвертер газов периода
продувки, заливку чугуна, продувку расплава кислородом. Технологический
газ можно подавать в смеси с кислородом, чем выше расход кислорода, тем
больше температура газа.
Основные технико-экономические показатели системы улавливания и
использования конвертерных газов характеризуются следующими данными:
- годовое использование конвертерного газа 150 млн.м3;
- то же, в пересчете на тепло 300 тыс. Гкал;
- то же, в пересчете на условное топливо 43 тыс. т.;
- расход оборотной воды 880 тыс. м3;
- расход электроэнергии 2,9 тыс. МВт.ч.
сталеплавильный агрегат конвертерный газ кислородный
Размещено на http://www.allbest.ru/
3. Расчетная часть
Для
определения
целесообразности
применения
отходящих
конвертерных газов в качестве технологического газа проведем расчет
материального и теплового баланса выплавки стали 08пс. Это рядовая
низкоуглеродистая марка стали, выплавляемая в ККЦ-1 ОАО «НЛМК», не
флокеночувствительная,
низколегированная,
с
нерегламентированным
содержанием азота.
Сталь 08пс
Заменитель – сталь 08.
Вид поставки – сортовой прокат, в том числе фасонный: ГОСТ 2590-71,
ГОСТ 2879-69, ГОСТ 10702-78. Калиброванный пруток ГОСТ 7417-75, ГОСТ
8560-78, ГОСТ 10702-78. Шлифованный пруток и серебрянка ГОСТ 1495577, ГОСТ 10702-78. Лист тонкий ГОСТ 16523-70, ГОСТ 19903-74, ГОСТ
19904-74, ГОСТ 9045-80. Лента ГОСТ503-81, ГОСТ 10234-77. Полоса ГОСТ
1577-81, ГОСТ 82-70. Трубы ГОСТ 10705-80, ГОСТ 10704-76. Лист толстый
ГОСТ4041-71, ГОСТ 19903-74, ГОСТ 1577-81.
Назначение – для прокладок, шайб, вилок, труб, а также деталей,
подвергаемых химико-термической обработке – втулок, проушин, тяг.
Флокеночувствительность – не чувствительна.
Склонность к отпускной хрупкости – не склонна.
Химический состав стали 08пс приведен в таблице 5 (ГОСТ 1050-74).
Таблица 5 - Химический состав стали 08пс, %
C
Mn
Si
Cr
S
P
Cu
Ni
As
N
0,035
0,25
0,25
0,08
0,008
не более
0,05-
0,35-
0,05-
0,11
0,65
0,17
0,10
0,04
Размещено на http://www.allbest.ru/
3.1 Расчет материального баланса плавки стали 08пс
3.1.1 Используемые шихтовые материалы и предварительная
оценка состава металла перед выпуском
Расчет проведен для трех вариантов технологии /27/.
Производство
стали
с
комбинированной
продувкой:
продувка
техническим кислородом сверху и конвертерным газом через днище с
различным количеством металлолома в завалке.
Разные варианты технологии приведены в таблице 6.
Состав конвертерного газа принят в соответствии с ранее проведенным
расчетом.
В скобках приведены обозначения вариантов технологии.
Таблица 6 – Составы конвертерных газов по трем вариантам
технологии
Вариант
Состав конвертерного газа, %
технологии
Доля лома в
СО
СО2
Н 2О
H2
N2
70,80
26,50
1,10
0,10
1,50
металлозавалке
а
0,25
б
0,35
в
0,45
Расчет ведется на 100 кг металлошихты /7/.
Химический состав шихтовых материалов, используемый в расчетах, а
также
результаты
расчета
изменения
состава
металла
окислительного рафинирования представлены в таблицах 7,8.
в
процессе
Размещено на http://www.allbest.ru/
Таблица 7 – Химический состав материалов, используемых при расчете
материального баланса
Материал
СаО
SiO2
Al2O3
MgО
CO2
H2O
1
2
3
4
5
6
7
Известь
85,0
2,0
0,8
2,0
9,0
1,0
Миксерный
23,0
45,0
6,0
5,0
52,0
2,0
2,0
42
65,0
35,0
шлак
Футеровка
Окалина
Таблица 8 – Изменение химического состава при выплавке стали, масс.
доли %
Показатели
С
Si
Mn
S
P
Состав стали по ГОСТу
0,05-0,11
0,05-0,17
0,35-0,45
н.б.
н.б.
0,025
0,025
Чугун
4,3
0,86
0,3
0,017
0,07
Лом
0,1
0,15
0,44
0,025
0,025
(а)
3,25
0,6825
0,335
0,0190
0,0587
(б)
2,83
0,6115
0,349
0,0198
0,0542
(в)
2,41
0,5405
0,363
0,0206
0,0497
(а)
0,0498
-
0,056
0,0128
0,0050
(б)
0,0498
-
0,059
0,0133
0,0046
(в)
0,0498
-
0,061
0,0127
0,0042
(а)
3,2002
0,6825
0,279
0,0062
0,0537
(б)
2,7802
0,6115
0,290
0,0065
0,0496
(в)
2,3602
0,5405
0,302
0,0078
0,0455
Средний состав шихты
Состав металла после
продувки
Окислилось примесей
состав шихты рассчитывается по формуле
л ом
С icp =С чуг
·б,
i ·(1-б)+С i
(20)
Размещено на http://www.allbest.ru/
л ом
где С icp , С чуг
– средняя массовая доля i-го компонента, %;
i , Сi
б – доля лома в металлической части шихты (в расчетах принимаем
б=0,25).
Расчет состава стали перед выпуском
а) Содержание углерода оценивается по среднему марочному составу
за вычетом углерода, вносимого ферросплавами в предположении, что
повышение
масс.
доли
марганца
на
0,1
%
при
использовании
высокоуглеродистых ферросплавов сопровождается увеличением масс. доли
углерода на 0,01 %, при использовании среднеуглеродистых – на 0,003 масс.
доли %, малоуглеродистых – на 0,001 масс. доли %.
Mn м ар Mn п
[C]п/п=[C]мар-
0,1
п
·Д[C]ф/с,
(21)
где [C]мар – масс. доля углерода в стали по марке, %;
[Mn]мар – масс. доля марганца в стали по марке, %;
[Mn]п/п – масс. доля марганца в полупродукте, %;
Д[C]ф/с – масс. доля углерода, вносимого ферросплавами, %.
0,4 0,06
·0,003=0,0498 масс. доли %
0,1
[C]п/п=0,06-
б) Кремний при продувке жидкого металла кислородом окисляется до
следов (0,001-0,003 масс. доли %), поэтому его содержанием в полупродукте
пренебрегаем.
в) Содержание марганца на выпуске оценивали по окисленности шлака
через константу равновесия реакции [Mn]+(FeO)=(MnO)+Fe
aMnO 1
6440
При Т=1923 К lgK=lg a ·[Mn] = T -2,95
FeO
lgК=6440/1923-2,95=0,399
К=2,506
(22)
Размещено на http://www.allbest.ru/
Уравнение материального баланса марганца имеет вид
Gшх·[Mn]шх/100=Gм·[Mn]м/100+Gшл·
55
·(MnO)
71
(23)
Заменяя (MnO) из уравнения (3), получаем
55
72
Gшх·[Mn]шх/100=Gм·[Mn]м/100+Gшл·71 ·KMn·[Mn]м/100·56 ×
×(Fe)общ·гFeO/гMnO
(24)
где Gшх, Gм, Gшл – количество металлошихты, жидких металла и шлака
перед выпуском из конвертера, кг;
[Mn]шх, [Mn]м – масс. доля марганца в металлошихте и в металле
перед выпуском из конвертера, %;
(Fe)общ – масс. доля железа в конечном шлаке, %;
гFeO, гMnO – соответствующие коэффициенты активности в конечном
шлаке;
55, 56, 71, 72 – соответственно атомный и молекулярный вес Mn, Fe,
MnO, FeO.
В оценочных расчетах предполагаем, что температура жидкого металла
перед выпуском (t) составляет 1650 оС, выход жидкой стали – 0,9; количество
шлака – 12 % от веса металлошихты.
Массовая доля (Fe)общ в конечном шлаке должна быть не более 22 %,
основность шлака – не менее 2,7; MgO – в пределах от 5 до 12 % при
использовании извести.
Принимаем среднюю величину общего содержания FeO в шлаке на
уровне (FeO)общ= 15 масс. доли %. Отсюда общее содержание железа в шлаке
рассчитываем следующим образом
Размещено на http://www.allbest.ru/
(Fe)общ=56/72(FeO)общ
(Fe)общ=
(25)
56
15 11,67 масс. доли %
72
В соответствии с теорией регулярных растворов
2180
lg(гFeO/гMnO)= T ·чSi ,
(26)
где чSi – мольная доля SiO2 в шлаке.
По литературным данным, в сталеплавильных шлаках эта величина
колеблется в пределах 0,13-0,16 при основности 3, и 0,15-0,18 при
основности 3,5. Примем основность шлака В=3,0, а величину ч=0,14.
Lg(гFeO/гMnO)·0,14=0,158 гFeO/гMnO=1,44
Подставив все необходимые данные в уравнение материального
баланса для марганца, рассчитали содержание марганца в полупродукте.
100·
[Mn]м
[Mn]м
0,335
=90· 100 +12·0,775·2,51· 100 ·11,67·1,286·1,44 (а)
100
[Mn]м=0,056 масс. доли % (а)
100·
[Mn]м
[Mn]м
0,349
=90· 100 +12·0,775·2,51· 100 ·11,67·1,286·1,44 (б)
100
[Mn]м=0,059 масс. доли % (б)
100·
[Mn]м
[Mn]м
0,363
=90· 100 +12·0,775·2,51· 100 ·11,67·1,286·1,44 (в)
100
[Mn]м=0,061 масс. доли % (в)
г) Содержание фосфора перед выпуском можно рассчитать через
коэффициент его распределения между металлом и шлаком Lp
Размещено на http://www.allbest.ru/
lg Lp=lg
( P) ш 22350
16 2,5 lg( Fe) общ 0,08(СаО)
Рм
Т
(27)
По опытным плавкам определено, что Lp=90.
Уравнение баланса фосфора имеет вид
[P]ших
[P]м
[P]ш
[P]м
[P]м
Gших· 100 =Gм· 100 +Gш· 100 =Gм· 100 +Gш· 100 ·LP.
(28)
Отсюда
[P]м=[P]ших·
1
1
=0,05875
=0,0050 масс. доли % (а)
G М G ШЛ
0,9 0,12 90
LP
100 100
[P]м=[P]ших·
1
1
=0,05425
=0,0046 масс. доли % (б)
G М G ШЛ
0,9 0,12 90
LP
100 100
[P]м=[P]ших·
1
1
=0,04975
=0,0042 масс. доли % (в)
G М G ШЛ
0,9 0,12 90
LP
100 100
При оценке содержания фосфора в металле перед выпуском стали
принимали (СаО)=46 масс. доли %.
д) Содержание серы перед выпуском оценивается по балансовому
уравнению, где в приходной части баланса, помимо серы металлошихты,
учитывается сера, попадающая в конвертер с миксерным шлаком (S)мик. шл.
[S]ших
(S)мик шл
[S]м
(S)шл
Gших· 100 +Gмик.шл· 100 =Gм· 100 + Gшл· 100 .
(29)
На основании производственных данных LS в конце продувки
принимаем в пределах 3-5 (LS=5), количество миксерного шлака 0,4-0,7 %
Размещено на http://www.allbest.ru/
(0,56 %) от веса чугуна, содержание серы в миксерном шлаке 0,30-0,45 % (0,4
%).
[ S ]ших G м икс.шл
[S]м=
G м Gшл
100 100
[ S ]ших G м икс.шл
[S]м=
G м Gшл
100 100
[ S ]ших G м икс.шл
[S]м=
G м Gшл
100 100
( S ) м икс.шл
0,04
0,019 0,42
100 =
100 = 0,0128 масс. доли % (а)
0,9 0,12 5
LS
( S ) м икс.шл
0,04
0,0198 0,36
100 =
100 = 0,0133 масс. доли % (б)
0,9 0,12 5
LS
( S ) м икс.шл
0,04
0,0206 0,31
100 =
100 = 0,0127 масс. доли % (в)
0,9 0,12 5
LS
3.1.2 Определение расхода извести и состава конечного шлака
Общее количество образующегося шлака составляет
фут
загр
Gшл=G окшл.прим +G окшл.Fe + G изв
,
шл + G шл + G шл
(30)
загр
где G окшл.прим , G окшл.Fe , G изв
G фут
G шл
– соответственно количество
шл ,
шл ,
образовавшихся оксидов при окислении кремния, марганца, и фосфора
металлошихты,
количество
оксидов
железа,
добавленной
извести,
разрушенной футеровки, загрязнений металлолома.
Количество оксидов, образующихся при окислении примесей
G окшл.прим =2,14·Д[Si]+1,29·Д[Mn]+2,29·Д[P],
(31)
где
стехиометрические
2,14;
1,29;
2,29
–
соответствующие
коэффициенты пересчета количества окислившихся примесей в количество
образующихся оксидов.
Размещено на http://www.allbest.ru/
ок .прим
G шл
=2,14·0,6825+1,29·0,279+2,29·0,0537=1,943 кг (а)
ок .прим
G шл
=2,14·0,6115+1,29·0,290+2,29·0,0496=1,796 кг (б)
ок .прим
G шл
=2,14·0,5405+1,29·0,302+2,29·0,0455=1,650 кг (в)
Расчет расхода извести
Для выполнения расчета составили баланс СаО и SiO2 в шлаке.
СаО поступает в шлак из извести, миксерного шлака и футеровки
конвертера
GСаО= Gизв
(СаО ) фут
(СаО) изв
(СаО) микс.шл
+Gмикс.шл
+Gфут·
100
100
100
(32)
SiO2 поступает в шлак за счет окисления кремния металлошихты, из
извести,
миксерного
шлака,
загрязнений
металлолома
и
футеровки
конвертера
2,14·[Si]ш
(SiO2 ) изв
GSiO2=Gш· 100
+Gизв·
+Gмикс.шл (SiO2 ) микс.шл. +
100
100
+Gломзагр·
( SiО 2 ) фут
(SiO2 ) лом
+Gфут·
,
100
100
(33)
где [Si]ш – масс. доля кремния в шихте, %;
(SiO2)изв – количество SiO2, поступившего из извести, %;
(SiO2)микс.шл – количество SiO2, поступившего из миксерного шлака, %;
(SiO2)лом – количество SiO2, поступившего из лома, %;
(SiO2)фут – количество SiO2, поступившего из футеровки конвертера, %.
Количество вводимой извести
Размещено на http://www.allbest.ru/
B(G ш 2.14
Gиз=
G м икс.шл
-
SiO 2 фут
[ Si ]ш
( SiO 2 ) м иксшл
( SiO 2 ) лом
G м иксшл
G загр
G фут
)
100
100
100
100
(CaO) изв
( SiO 2 ) изв
B
100
100
(СаО) фут
(СаО) м икс.шл
Gфут
100
100
(СаО) изв
( SiO 2 ) изв
В
100
100
3,0 (100 2,14
Gиз=
(34)
0,6825
45
65
2
23
52
0,42
0,30
0,30
) (0,42
0,3
)
100
100
100
100
100
100 =
85
2
3,0
100
100
=6,708 кг (а)
3,0 (100 2,14
Gиз=
0,6115
45
65
2
23
52
0,36
0,35
0,30
) (0,36
0,3
)
100
100
100
100
100
100 =
85
2
3,0
100
100
=6,130 кг (б)
3,0 (100 2,14
Gиз=
0,5405
45
65
2
23
52
0,31
0,45
0,30
) (0,31
0,3
)
100
100
100
100
100
100 =
85
2
3,0
100
100
=5,768 кг (в)
GSiO2=100·
2
65
2,14 0,6825
45
2,0
+6,708·100 +0,42·
+0,30·100 +0,3·
=1,985 кг
100
100
100
GSiO2=100·
2
65
45
2,14 0,6115
2,0
+6,130·100 +0,36·
+0,35·100 +0,3·
=1,827
100
100
100
кг
GSiO2=100·
2
65
45
2,14 0,5405
2,0
+5,768·100 +0,31·
+0,45·100 +0,3·
=1,710
100
100
100
кг
(а)
(б)
(в)
GСаО= 6,708 ·
85
0,23
52
+0,42·
+0,3·
=5,858 кг (а)
100
100
100
GСаО= 6,130 ·
85
0,23
52
+0,36·
+0,3·
=5,367 кг (б)
100
100
100
Размещено на http://www.allbest.ru/
GСаО= 5,768 ·
85
0,23
52
+0,31·
+0,3·
=5,059 кг (в)
100
100
100
В таблице 9,10,11 представлены результаты расчета состава и
количества конвертерного шлака.
Таблица 9 – Состав и количество конвертерного шлака (а)
Показатель
Масса
Масса компонентов, кг/100 кг шихты
источника
кг/100 кг
металла
CaO
SiO2
MnO
MgO
Р 2О 5
Al2O3
FeO
F2O3
1
2
3
4
5
6
7
8
9
10
1
2
3
4
5
6
7
8
9
10
Окисление
1,943
1,461
0,359
0,123
примесей
металлошихты
Добавки извести
6,708
5,702
0,134
0,134
0,054
Расход огнеупо-
0,30
0,156
0,0006
0,126
0,0006
Миксерный шлак
0,42
0,097
0,189
0,021
0,025
Загрязне-ние
0,30
ров
0,195
0,105
металлолома
Масса шлака без
8,8822
5,955
1,9796
0,359
0,281
0,123
0,1846
10,40
5,955
1,9796
0,359
0,281
0,123
0,1846
1,174
0,328
100
57,26
19,03
3,46
2,70
1,18
1,78
11,29
3,3
оксидов Fe
Общая масса
шлака
Состав шлака,
масс. доли %
Размещено на http://www.allbest.ru/
Таблица 10 – Состав и количество конвертерного шлака (б)
Показатель
Масса
Масса компонентов, кг/100 кг шихты
источника
кг/100 кг
металла
1
2
Окисление
1,796
CaO
SiO2
MnO
MgO
Р2О5
Al2O3
FeO
F2O3
3
4
5
6
7
8
9
10
1,308
0,374
0,114
примесей
металлошихты
Добавки извести
Расход
огнеупоров
Миксер-ный шлак
Загрязне-ние
металлолома
Масса шлака без
оксидов Fe
Общая масса
шлака
Состав шлака,
масс. доли %
6,130
5,2105
0,123
0,123
0,049
0,30
0,156
0,0006
0,126
0,0006
0,36
0,083
0,162
0,018
0,022
0,35
0,227
0,123
8,22
5,449
1,821
0,374
0,267
0,114
0,195
9,72
5,449
1,821
0,374
0,267
0,114
0,195
1,174
0,328
100
56,06
18,73
3,85
2,75
1,17
2,01
12,08
3,35
Таблица 11 – Состав и количество конвертерного шлака (в)
Показатель
Масса
Масса компонентов, кг/100 кг шихты
источника
кг/100 кг
металла
1
2
Окисление примесей
1,650
CaO
SiO2
MnO
MgO
Р2О5
Al2O3
FeO
F2O3
3
4
5
6
7
8
9
10
1,157
0,389
9
10
0,104
металлошихты
Добавки извести
5,768
4,902
0,115
0,115
0,046
Расход огнеупоров
0,30
0,156
0,0006
0,126
0,0006
Миксерный шлак
0,31
0,071
0,139
0,016
0,018
1
2
3
4
Загрязнение металлолома
Масса шлака без
оксидов Fe
0,45
7,838
5
6
7
0,292
5,129
1,736
8
0,158
0,389
0,257
0,104
0,223
Размещено на http://www.allbest.ru/
Общая масса шлака
Состав шлака, масс.
доли %
9,34
5,129
1,736
0,389
0,257
0,104
0,223
1,174
100
54,91
18,59
4,16
2,75
1,11
1,39
12,57
0,32
8
3,52
3.1.3 Определение выхода жидкой стали
В ходе продувки расплава в конвертере кислородом масса жидкого
металла уменьшается в результате:
- окисления примесей чугуна и металлолома (углерода, кремния,
марганца и фосфора);
- окисления железа и перехода его в шлак;
- потери железа с пылью в виде Fe3O4;
- загрязнения металлолома;
- потери железа в шлак в виде металлических корольков.
Gст =Gших-Gок прим-GокFe-Gпот пыль-Gзагр лом -Gпот кор
(35)
В свою очередь
Gок прим=Д[C]+Д[Si] +Д[Mn]+Д[P]
(36)
Gок. прим=4,215 кг (а)
Gок. прим=3,731 кг (б)
Gок. прим=3,248 кг (в)
GокFe=
Fe общ
100
·Gшл
(37)
GокFe=0,1167·10,40=1,214 кг (а)
GокFe=0,1167·9,72=1,134 кг (б)
GокFe=0,1167·9,34=1,090 кг (в)
Потери металла с пылью принимают равными 1,5-2,0 % от
металлической
части
шихты
(принимаем
1,2
%,
так
как
при
Размещено на http://www.allbest.ru/
комбинированной продувке запыленность газов уменьшается на 20 % ), в
виде корольков 6-10 % от массы шлака (6 %), в виде загрязнений
металлолома – 1-2 % от его массы (1 %).
Gст=100–4,215–1,214–1,20–0,06·10,40–0,30=92,44 кг (а)
Gст=100–3,731–1,134–1,20–0,06·9,72–0,35=93,00 кг (б)
Gст=100–3,248–1,090–1,20–0,06·9,34–0,45=93,27 кг (в)
Выход жидкой стали рассчитывается по формуле
y=G
Gст
мет ших
(38)
у=0,9244 (а)
у=0,9300 (б)
у=0,9327 (в)
Уточним конечный состав стали
100·
[Mn]м
[Mn]м
0,335
=92,44· 100 +10,40·0,775·2,51· 100 ·1,286·11,67·1,44 (а)
100
[Mn]м=0,063 масс. доли % (а)
100·
[Mn]м
[Mn]м
0,349
=93,0· 100 +9,72·0,775·2,51· 100 ·1,286·11,67·1,44 (б)
100
[Mn]м=0,070 масс. доли % (б)
100·
[Mn]м
[Mn]м
0,363
=93,27· 100 +9,34·0,775·2,51· 100 ·1,286·11,67·1,44 (в)
100
[Mn]м=0,075 масс. доли % (в)
1
1
[P]м=[P]ших· G G
=0,05875·
= 0,0059 масс. доли
92,44 10,40
м
шл
90
100+ 100Lр
100
100
% (а)
Размещено на http://www.allbest.ru/
1
1
[P]м=[P]ших· G G
=0,05425·
= 0,0056 масс. доли %
93,0 9,72
м
шл
90
100+ 100Lр
100 100
(б)
1
1
[P]м=[P]ших· G G
=0,04975·
= 0,0053 масс. доли %
93,27 9,34
м
шл
90
100+ 100Lр
100
100
(в)
( S ) м икс.шл
0,04
0,019 0,42
100 =0,0133 масс. доли % (а)
100 =
Gм
G
0,9244 0,1040 5
Ls
100 100
[ S ]ш G м икс.шл
[S]м=
( S ) м икс.шл
0,04
0,0198 0,36
100 =
100 =0,0141 масс. доли % (б)
Gм
G
0,93 0,0972 5
Ls
100 100
[ S ]ш G м икс.шл
[S]м=
( S ) м икс.шл
0,04
0,0206 0,31
100 =
100 =0,0148 масс. доли % (в)
Gм
G
0,9327 0,0934 5
Ls
100 100
[ S ]ш G м икс.шл
[S]м=
3.1.4 Определение расхода кислорода
В конвертерном процессе основным источником кислорода для
рафинирования расплава является технически чистый кислород (99,5 %),
вдуваемый через фурму в металлическую ванну. Часть кислорода поступает
из окалины металлолома.
Часть кислорода подаем вместе с конвертерным газом.
При использовании отходящих конвертерных газов часть углерода
может окисляться по реакции CO2+[C]=2CO.
Кислород расходуется на окисление примесей шихты, окисление
железа, переходящего в шлак, а также на образование плавильной пыли.
Расход кислорода можно рассчитать из балансового уравнения
Размещено на http://www.allbest.ru/
прим
G Огаз +G Оокал + GOCO CO - G СО
+G ОFe +G Опыль
О =G О
2
2
2
Количество
(39)
2
2
2
кислорода,
2
2
2
необходимое
на
окисление
примесей,
составляет
G Оприм =
2
Gш
32
32
80
16
[(1-з)· ∆C +з ∆C+ ∆Si+∆Mn+ ∆P],
12
28
62
12
100
(40)
где з – доля углерода, окисляющегося до СО2.
G Оприм =[(1-0,2)·
2
·3,2002+0,2·
16
12
32
32
16
80
·3,2002+ ·0,6825+ ·0,272+ ·0,0528]=
12
28
55
62
=6,047 кг/100 кг шихты (а)
G Оприм =[(12
0,125)·
32
32
16
80
16
·2,7802+0,125· ·2,7802+ ·0,6115+ ·0,279+ ·0,0486]=
12
28
55
62
12
=5,013 кг/100 кг шихты (б)
G Оприм =[(12
0,125)·
32
32
16
80
16
2,3602+0,125· ·2,3602+ ·0,5405+ ·0,288+ ·0,0444]=
12
28
55
62
12
=4,299 кг/100 кг шихты (в)
Количество кислорода, необходимое для образования оксидов железа в
шлаке, составляет
G ОFe =Gшл
2
( Fe) общ
100
·0,238,
(41)
где 0,238 – стехиометрический коэффициент пересчета массы
окислившегося железа на требуемую для этого массу кислорода в
Размещено на http://www.allbest.ru/
предположении что в составе оксидов железа 80 масс. доли % FeO и 20 масс.
доли % Fe2O3.
G ОFe =10,40·
2
11,67
·0,238=0,289 кг/100 кг шихты (а)
100
G ОFe =9,72·
11,67
·0,238=0,270 кг/100 кг шихты (б)
100
G ОFe =9,34·
11,67
·0,238=0,259 кг/100 кг шихты (в)
100
2
2
Количество кислорода, необходимое для образования пыли, состоящей
из Fe2O3, составляет
64
G Опыль =Gпыль· 168
2
G Опыль =1,2·
2
(42)
64
=0,457 кг/100 кг шихты
168
Количество кислорода, поступившего в конвертер с окалиной
металлолома (в ее составе 30 % FeO и 70 % Fe2O3)
G Оокал =Gокал·0,27
2
(43)
G Оокал =0,3·0,27=0,081 кг/100 кг шихты (а)
2
G Оокал =0,35·0,27=0,094 кг/100 кг шихты (б)
2
G Оокал =0,45·0,27=0,121 кг/100 кг шихты (в)
2
При продувке жидкого металла конвертерным газом часть углерода,
растворенного в железе, может окисляться за счет диоксида углерода,
содержащегося в конвертерном газе, по реакции CO2+[C]=2CO.
Количество кислорода, которое замещается СО2 в реакции окисления
углерода
Размещено на http://www.allbest.ru/
СО
G СО
·
О =G С
2
2
2
16
12
(44)
Расход СО2 на 100 кг металлошихты за время продувки определяется
по формуле
G СО =
2
I д СО2 32,13
,
100 22,4
(45)
где Iд – интенсивность продувки конвертерным газом, м3/100 кг·мин;
ф – время продувки, мин;
{CO2} – масс. доля СО2 в конвертерном газе, %;
32,12 – молекулярная масса технологического газа.
G СО =
2
0,061 16 26.5 32,13
=0,371 кг
100 22,4
На основании проведенных ранее термодинамических расчетов,
предполагаем, что весь СО2 идет на окисление углерода. Следовательно
масса СО2, израсходованная на окисление углерода, также равна
G ССО =0,371 кг
2
Отсюда, масса углерода окислившегося за счет СО2, равна
G СО
=G СО ·
С
2
2
12
44
G СО
=0,371·
С
2
(46)
12
=0,101 кг
44
а масса кислорода, которую замещает диоксид углерода при продувке
ванны конвертерным газом, составляет
Размещено на http://www.allbest.ru/
G СО
О =0,101·
2
2
16
=0,135 кг/100 кг шихты
12
Количество кислорода, требующееся для окисления СО до СО2
составит
GOCO2 CO2 =0,393*0,1=0,0393
Тогда, общее количество газообразного кислорода составит
G Огаз =G Оприм +G OFe +G Опыль -G Оокал +G СО
- GOCO CO
О
2
2
2
2
2
2
2
2
2
(47)
G Огаз =6,047+0,289+0,457-0,081+0,135=6,847 кг/100 кг шихты (а)
2
G Огаз =5,013+0,270+0,457-0,094-0,0393+0,135=5,742 кг/100 кг шихты (б)
2
G Огаз =4,299+0,259+0,457-0,121-0,0393+0,135=4,990 кг/100 кг шихты (в)
2
По уравнениям можно рассчитать общую массу газообразного
кислорода, необходимого для проведения конвертерного процесса. При этом
следует учитывать его содержание в техническом кислороде и коэффициент
его использования при продувке.
100 1
G Отехн =G Огаз {O } K ,
2
2
2
(48)
где {О2} – масс. доля кислорода в техническом кислороде, %;
К – коэффициент использования кислорода.
G Отeхн =
6,847
=7,243 кг/100 кг шихты (а)
0,995 0,95
G Отeхн =
5,742
=6,074 кг/100 кг шихты (б)
0,995 0,95
2
2
Размещено на http://www.allbest.ru/
4,99
=5,279 кг/100 кг шихты (в)
0,995 0,95
G Отeхн =
2
Объем
технического
кислорода,
требуемого
на
проведение
конвертерного процесса, составит
V
техн
О2
=
GОтехн
2
32
GОтехн
2
где
32
22,4 ,
(49)
– число киломолей в техническом кислороде;
22,4 – объем одного киломоля.
V Отехн =
7,243
22,4 =5,07 м3/100 кг шихты (а)
32
V Отехн =
6,074
22,4 =4,252 м3/100 кг шихты (б)
32
V Отехн =
5,279
22,4 =3,695 м3/100 кг шихты (в)
32
2
2
2
3.1.5 Определение количества среднего состава отходящих газов
т .г
окисл
изв
изв
в.кисл
т.г
т. г
G отх
+G неисп.О +G СО
+ G тг
газ =G СО СО +G СО +G Н О +G N
N +G Н +G Н O
2
2
28
12 С (1 )
окисл
G СО
=
Gших
100
окисл
G СО
=
Gших 44
С
100 12
2
2
2
2
(51)
(52)
окисл
G СО
=
28
3,2002(1 0,2) =5,974 кг (а)
12
окисл
G СО
=
28
2,7802(1 0,125) =5,676 кг (б)
12
окисл
G СО
=
28
2,3602(1 0,125) =4,819 кг (в)
12
2
2
2
(50)
Размещено на http://www.allbest.ru/
окисл
G СО
=
2
44
3,2002 0,2 =2,347 кг (а)
12
окисл
G СО
=
2
44
2,7802 0,125 =1,274 кг (б)
12
окисл
G СО
=
2
G
изв
СО 2
44
2,3602 0,125 =1,082 кг (в)
12
СО2 изв
= Gизв
100
,
(53)
где {СО2} – масс. доля CO2 в извести, %.
G изв
СО =6,708
9
=0,604 кг (а)
100
G изв
СО =6,130
9
=0,552 кг (б)
100
G изв
СО =5,768
9
=0,519 кг (в)
100
2
2
2
G
изв
Н 2О
= Gизв
Н 2 Оизв
100
,
(54)
где {Н2О} – масс. доля H2O в извести, %.
G изв
Н О =6,708
1
=0,067 кг (а)
100
G изв
Н О =6,130
1
=0,061 кг (б)
100
G изв
Н О =5,768
1
=0,058 кг (в)
100
G вN.кисл GOтехн
{N 2в.кисл }
,
100
2
2
2
2
2
(55)
где {N в.2кисл } – масс. доля N2 в кислородном дутье, %.
Размещено на http://www.allbest.ru/
G вN.кисл 6,847
0,5
0,034 кг (а)
100
G вN.кисл 5,742
0,5
0,029 кг (б)
100
2
2
G вN.кисл 4,99
2
0,5
0,025 кг (в)
100
G неисп.О =G Отехн (1 к )
2
2
{О2в.кисл }
,
100
(56)
где к – коэффициент использования кислорода.
G неиспО =6,847(1-0,95)
99,5
=0,341 кг (а)
100
G неиспО =5,742(1-0,95)
99,5
=0,286 кг (б)
100
2
2
G неиспО =4,99(1-0,95)
2
т .г
G СО
=
99,5
=0,248 кг (в)
100
32,13 I д {СО}
,
22,4 100
(57)
где {CO} – масс. доля СО в конвертерном газе, %.
т .г
G СО
=
32,13 0,061 70,8 16
=0,991 кг
22,4 100
G тN.г =
32,12 I д {N 2 }
,
22,4 100
2
(58)
где {N2} – масс. доля N2 в конвертерном газе, %.
G тN.г =
2
G тН.г =
2
32,12 0,061 1,5 16
22,4 100
32,13 I д {Н 2 }
,
22,4 100
=0,021 кг
(59)
Размещено на http://www.allbest.ru/
где {Н2} – масс. доля Н2 в конвертерном газе, %.
G тН.г =
32,13 0,061 0,1 16
22,4 100
2
G тН.гO =
2
=0,0014 кг
32,14 I д {Н 2 O}
,
22,4 100
(60)
где {Н2О} – масс. доля Н2О в конвертерном газе, %.
G тН.гO =
32,14 0,061 1,1 16
22,4 100
2
=0,015 кг
газ
G отх
=5,974+2,347+0,604+0,067+0,034+0,341+0,991+0,021+0,0014+0,015
= =11,76 кг/100 кг шихты (а)
газ
G отх
=5,676+1,274+0,552+0,061+0,029+0,286+0,991+0,021+0,0014+0,015
= =10,17 кг/100 кг шихты (б)
газ
G отх
=4,819+1,082+0,519+0,058+0,025+0,248+0,991+0,021+0,0014+0,015
= =9,14 кг/100 кг шихты (в)
Объем отходящих газов определяли по формуле
Vi=Gi 22,4 ,
Мi
(61)
где Gi – масса i-того компонента отходящего газа;
Мi – его молекулярный вес.
V СО =5,974
22,4
=4,779 м3 (а)
28
V СО =5,676
22,4
=4,541 м3 (б)
28
V СО =4,819
22,4
=3,855 м3 (в)
28
Размещено на http://www.allbest.ru/
V СО =2,347
22,4
=1,195 м3 (а)
44
V СО =1,274
22,4
=0,648 м3 (б)
44
V СО =1,082
22,4
=0,551 м3 (в)
44
V СО =0,604
22,4
=0,307 м3 (а)
44
V СО =0,552
22,4
=0,281 м3 (б)
44
V СО =0,519
22,4
=0,264 м3 (в)
44
V Н О =0,067
22,4
=0,083 м3 (а)
18
V Н О =0,061
22,4
=0,076 м3 (б)
18
V Н О =0,058
22,4
=0,072 м3 (в)
18
2
2
2
2
2
2
2
2
2
V N =0,034
22,4
=0,027 м3 (а)
28
V N =0,029
22,4
=0,023 м3 (б)
28
V N =0,025
22,4
=0,020 м3 (в)
28
2
2
2
V О неисп =0,341
22,4
=0,239 м3 (а)
32
V О неисп =0,286
22,4
=0,200 м3 (б)
32
V О неисп =0,248
22,4
=0,174 м3 (в)
32
2
2
2
кон . г
V СО
=0,991
22,4
=0,793 м3 (а,б,в)
28
.г
V кон
=0,021
N
22,4
=0,017 м3 (а,б,в)
28
2
.г
V кон
=0,0014
Н
2
22,4
=0,016 м3 (а,б,в)
2
Размещено на http://www.allbest.ru/
.г
V кон
Н O =0,015
2
22,4
=0,019 м3 (а,б,в)
18
По результатам расчета определяют средний состав отходящих газов
i=
Vi
100
Vi
(62)
СО=
4,779 0,793
100 =74,55 масс. доли % (а)
7,475
СО=
4,541 0,793
100 =80,66 масс. доли % (б)
6,614
СО=
3,855 0,793
100 =80,40 масс. доли % (в)
5,781
СО2=
1,195 0,307
100 =20,09 масс. доли % (а)
7,475
СО2=
0,648 0,281
100 =14,04 масс. доли % (б)
6,614
СО2=
0,551 0,264
100 =14,10 масс. доли % (в)
5,781
Н2=
0,016
100 =0,21 масс. доли % (а)
7,475
Н2=
0,016
100 =0,24 масс. доли % (б)
6,614
Н2=
0,016
100 =0,28 масс. доли % (в)
5,781
Н2О=
0,083 0,019
100 =1,36 масс. доли % (а)
7,475
Н2О=
0,076 0,019
100 =1,44 масс. доли % (б)
6,614
Н2О=
0,072 0,019
100 =1,57 масс. доли % (в)
5,781
N2=
0,027 0,017
100 =0,59 масс. доли % (а)
7,475
N2=
0,023 0,017
100 =0,60 масс. доли % (б)
6,614
Размещено на http://www.allbest.ru/
N2=
0,020 0,017
100 =0,64 масс. доли % (в)
5,781
О2=
0,239
100 =3,20 масс. доли % (а)
7,475
О2=
0,200
100 =3,02 масс. доли % (б)
6,614
О2=
0,174
100 =3,01 масс. доли % (в)
5,781
Состав отходящих газов приведен в таблице 12.
Таблица 12 – Состав отходящих газов
Вариант
технологии
Состав отходящих газов, %
СО
СО2
Н2О
H2
N2
О2
а
74,55
20,09
1,36
0,21
0,59
3,20
б
80,66
14,04
1,44
0,24
0,60
3,02
в
80,40
14,10
1,57
0,28
0,64
3,01
Материальный баланс конвертерной плавки приведен в таблице
13,14,15.
Таблица 13 – Материальный баланс конвертерной плавки (а)
Приход
кг/100 кг
масс. доли
шихты
%
Чугун
75
64,83
Металлолом
25
Известь
Расход
кг/100 кг
масс. доли
шихты
%
Полупродукт
92,44
79,91
21,61
Шлак
10,40
8,99
6,71
5,80
Газы
11,76
10,17
Миксерный шлак
0,42
0,36
Пыль
0,46
0,40
Футеровка
0,30
0,26
Корольки
0,62
0,45
Кислород
6,85
5,92
Технологический газ
1,40
1,22
115,68
100
Итого
115,68
100
(конвертерный)
Итого
Размещено на http://www.allbest.ru/
Таблица 14 – Материальный баланс конвертерной плавки (б)
Приход
кг/100 кг
масс. доли
шихты
%
Чугун
65
57,05
Металлолом
35
Известь
Расход
кг/100 кг
масс. доли
шихты
%
Полупродукт
93,0
81,63
30,72
Шлак
9,72
8,53
6,13
5,38
Газы
10,17
8,93
Миксерный шлак
0,36
0,32
Пыль
0,46
0,40
Футеровка
0,30
0,26
Корольки
0,58
0,51
Кислород
5,74
5,04
Технологический
1,40
1,23
113,93
100
Итого
113,93
100
газ (конвертерный)
Итого
Таблица 15 – Материальный баланс конвертерной плавки (в)
Приход
кг/100
кг
масс. доли
шихты
%
1
2
3
Чугун
55
Металлолом
Расход
кг/100
кг
масс. доли
шихты
%
4
5
6
48,77
Полупродукт
93,27
82,71
45
39,90
Шлак
9,34
8,28
Известь
5,77
5,12
Газы
9,14
8,10
Миксерный шлак
0,31
0,27
Пыль
0,46
0,41
Футеровка
0,30
0,26
Корольки
0,56
0,50
Кислород
4,99
4,42
1,40
1,26
112,77
100
Итого
112,77
100
Технологический газ
(конвертерный)
Итого
3.2 Расчет теплового баланса конвертерной плавки стали 08пс
Приходная часть теплового баланса включает физическое тепло
чугуна, химическое тепло экзотермических реакций окисления примесей,
тепло шлакообразования. Расходная часть баланса включает тепло стали и
шлака, тепло отходящих газов и теплопотери, связанные с прогревом
футеровки конвертера и теплопередачей в атмосферу.
Приход:
а) физическое тепло чугуна;
Размещено на http://www.allbest.ru/
б) тепло экзотермических реакций;
в) тепло шлакообразования;
г) тепло миксерного шлака;
д) тепло технологического газа;
е) тепло нагретого лома.
Расход:
а) теплосодержание стали;
б) теплосодержание шлака;
в) расход тепла на проведение эндотермических реакций;
г) тепло, теряемое с отходящими газами;
д) теплопотери в окружающую среду.
Расчет проводили на 100 кг металлошихты.
3.2.1 Приход тепла
а) физическое тепло чугуна
Qчуг=Gчуг [ст t чпл + с +сж (t чпл - t чф )] 10-3 ,
где
С чтв ,
С чж
–
теплоемкость
(соответственно 0,746 и 0,838;
(63)
твердого
и
жидкого
чугуна
кДж
);
кг град
сч – теплота плавления чугуна, равная 218 кДж/кг;
t чпл , t чф – температуры плавления чугуна и фактическая температура
чугуна перед заливкой в конвертер, оС;
Gч – масса чугуна, кг;
10-3 – пересчет кДж в МДж.
Qчуг = 75[0,746·1160+218+0,838(1390-1160)]10-3 =95,71 МДж (а)
Qчуг = 65[0,746·1160+218+0,838(1390-1160)]10-3 =82,95 МДж (б)
Qчуг = 55[0,746·1160+218+0,838(1390-1160)]10-3 =70,18 МДж (в)
Размещено на http://www.allbest.ru/
б) химическое тепло окисления примесей и железа
Окисление углерода
G100 ,
Qc= qCO (1 )C qCO CO C
CO2
2
2
м.ш
(64)
где qсо и q СО – тепло, выделяющееся при окислении углерода до СО и
2
СО2
(соответственно 10,47 и 34,09 МДж/кг);
з СО – доля углерода, окислившегося до СО2;
2
Д[C] – количество окислившегося углерода за вычетом углерода,
окислившегося при взаимодействии с СО2, масс. доли %;
Gм.ш. – масса металлошихты, кг.
Qc=[10,47(1-2)3,2002+34,09·0,2·3,2002]
100
=48,62 МДж (а)
100
Qc=[10,47(1-0,125)2,7802+34,09·0,125·2,7802]
100
=37,32 МДж (б)
100
Qc=[10,47(1-0,125)2,3602+34,09·0,125·2,3602]
100
=31,68 МДж (в)
100
Окисление кремния
QSi=qSiДSi
G м.ш.
,
100
(65)
где qSi – теплота окисления кремния, 31,1 МДж/кг.
QSi=31,1·0,6825=21,23 МДж (а)
QSi=31,1·0,6115=19,02 МДж (б)
QSi=31,1·0,5405=16,81 МДж (в)
Размещено на http://www.allbest.ru/
Окисление марганца
QMn=qMnДMn
G м.ш.
,
100
(66)
где qMn – теплота окисления марганца, 7,36 MДж/кг.
QMn=7,36·0,272=2,00 МДж (а)
QMn=7,36·0,279=2,05 МДж (б)
QMn=7,36·0,288=2,12 МДж (в)
Окисление фосфора
Qp=qPДP
G м.ш.
,
100
(67)
где qР – теплота окисления фосфора, 25 МДж/кг.
Qp=25·0,0528=1,32 МДж (а)
Qp=25·0,0486=1,22 МДж (б)
Qp=25·0,0444=1,11 МДж (в)
Окисление железа
QFe=[qFe(1-з Fe O )+q Fe O з Fe O ](Fe)общ Gшл ,
2
3
2
3
2
3
100
(68)
где qFeO, q Fe O – тепло, выделяющееся при окислении железа до FeO и
2
3
Fe2O3 (соответственно 4,82 и 7,37 МДж/кг);
з Fe O – доля железа, окислившегося до Fe2O3.
2
3
Размещено на http://www.allbest.ru/
QFe=[4,82(1-0,2)+7,37·0,2]·11,67·
10,40
=6,47 МДж (а)
100
QFe=[4,82(1-0,2)+7,37·0,2]·11,67·
9,72
=6,04 МДж (б)
100
QFe=[4,82(1-0,2)+7,37·0,2]·11,67·
9,34
=5,81 МДж (в)
100
Таким образом, приход тепла за счет окисления железа и примесей,
содержащихся в металлошихте составляет
Qприм.и.Fe=79,64 МДж (а)
Qприм.и.Fe=65,65 МДж (б)
Qприм.и.Fe=57,53 МДж (в)
в) тепло шлакообразования
Для реакции 2(CaO)+(SiO2)=2CaO·SiO2
Q2CS=q2CS·(SiO2)
Gшл
,
100
(69)
где q2CS – тепло образования 2СаО·SiO2, 2,04 МДж/кг;
(SiO2) – масс. доля SiO2 в шлаке, %.
Q2CS=2,04·19,03
10,40
=4,04 МДж (а)
100
Q2CS=2,04·18,73
9,72
=3,71 МДж (б)
100
Q2CS=2,04·18,59
9,34
=3,54 МДж (в)
100
Для реакции 4(CaO)+(P2O5)=4CaO·P2O5
Размещено на http://www.allbest.ru/
Q4СР = q4СР·(P2O5)
Gшл
,
100
(70)
где q4CP – теплота образования 4 СаО·Р2О5, 4,7 МДж/кг;
(Р2О5) – масс. доля Р2О5 в шлаке, %.
Q4CP=4,7·1,18
10,40
=0,58 МДж (а)
100
Q4CP=4,7·1,17
9,72
=0,53 МДж (б)
100
Q4CP=4,7·1,17
9,34
=0,49 МДж (в)
100
г) тепло миксерного шлака
Qмикс. шл = [(Cм.ш tм.ш+см.ш )Gм.ш]10-3,
(71)
где См.ш. – теплоемкость миксерного шлака, 1,20;
tм.ш. – температура, оС;
Gм.ш. – количество миксерного шлака, кг;
см.ш. – теплота плавления миксерного шлака, 208 кДж/кг·град.
Qмикс.шл=[0,42·(1,2·1390+208)]·10-3=0,79 МДж (а)
Qмикс.шл=[0,36·(1,2·1390+208)]·10-3=0,67 МДж (а)
Qмикс.шл=[0,31·(1,2·1390+208)]·10-3=0,58 МДж (а)
д) тепло технологического газа
Qôòã GCO CCO GCO2 CCO2 GH 2O CH 2O GH 2 CH 2 GN2 C N2 t
(72)
Qфтг =(0,991*1,467+0,371*2,367+0,015*1,84+0,0014*1,534+0,021*1,45)*5
47= =1308,51 кДж или 1,31 МДж (б)
Размещено на http://www.allbest.ru/
Qфтг =3,59 МДж (в)
е) тепло нагретого лома
Q фл Gл С л t
(73)
Q фл 35·0,7·870=21,32 МДж (б)
Q фл 45·0,7·1200=37,80 МДж (в)
3.2.2 Расход тепла
а) теплосодержание стали
тв
ж
ст
ст
-3
Qст=Gст·[C ст
·t ст
пл +сст+C ст ·(t в ып – t пл ]·10 ,
(74)
тв
ж
где С ст
, С ст
– теплоемкость твердой и жидкой стали (соответственно
0,7 и 0,838
кДж
);
кг град
ст
t ст
пл , t в ып – температура плавления стали и температура стали на выпуске
из конвертера, оС;
сст – теплота плавления стали, 242 кДж/кг;
Gcт – масса стали, кг;
10-3 – коэффициент для пересчета из кДж в МДж.
Qcт =[0,7·1530+242+0,838·(1665-1530)]·92,44·10-3=131,83 МДж (а)
Qcт =[0,7·1530+242+0,838·(1665-1530)]·93,00·10-3=132,63 МДж (б)
Qcт =[0,7·1530+242+0,838·(1665-1530)]·93,27·10-3=133,02 МДж (в)
б) теплосодержание шлака
Размещено на http://www.allbest.ru/
тв
ж
ст
ст
-3
Qшл ={(Cшtш+сш)Gш+[C ст
t ст
пл +сcт+С ст (t в ып -t пл )]Gкор}·10 ,
(75)
где Сш – теплоемкость шлака, 1,25;
tш – температура шлака, равная t встып , oC;
сш – теплота плавления шлака, 209,5 кДж/кг;
Gшл, Gкор – масса шлака и масса корольков в шлаке, кг.
Qшл={(1,25·1665+209,5)·10,40+[0,7·1530+242+0,838·(16651530)]·0,624}×
×10-3=24,71 МДж (а)
Qшл={(1,25·1665+209,5)·9,72+[0,7·1530+242+0,838·(16651530)]·0,583}×
×10-3=23,10 МДж (б)
Qшл={(1,25·1665+209,5)·9,34+[0,7·1530+242+0,838·(16651530)]·0,560}×
×10-3=22,19 МДж (в)
в) тепло, теряемое с отходящими газами
Qотх.г = QСО + Q СО + Q Н О + Q N + Q H ,
(76)
Qi=GiCi·t о2 ,
(77)
2
2
2
3
где Gi, Ci – соответственно количество (кг) и теплоемкость (
каждого из составляющих
отходящих
газов:
ССО=1,467;
кДж
)
кг град
С СО =2,367;
2
С Н О =1,84; С N =1,45; C H =0,732; C O =1,534;
2
2
2
2
t 02 – температура отходящих газов, принимаемая как среднее между
температурой чугуна и температурой стали на выпуске из конвертера
t ст
2 =
t ч t ст
.
2
Размещено на http://www.allbest.ru/
QCO = 5,572·1,467·1527·10-3=12,48 МДж (а)
QCO = 5,334·1,467·1527·10-3=11,95 МДж (б)
QCO = 4,648·1,467·1527·10-3=10,41 МДж (в)
Q СО =1,502·2,367·1527·10-3=5,43 MДж (а)
2
Q СО =0,929·2,367·1527·10-3=3,36 MДж (б)
2
Q СО =0,815·2,367·1527·10-3=2,95 MДж (в)
2
Q Н =0,016·0,732·1527·10-3=0,02 МДж (а,б,в)
2
Q Н О =0,102·1,84·1527·10-3=0,29 МДж (а)
2
Q Н О =0,095·1,84·1527·10-3=0,27 МДж (б)
2
Q Н О =0,091·1,84·1527·10-3=0,25 МДж (в)
2
Q N =0,044·1,45·1527·10-3=0,10 МДж (а)
2
Q N =0,040·1,45·1527·10-3=0,09МДж (б)
2
Q N =0,037·1,45·1527·10-3=0,08 МДж (в)
2
Q О =0,239·1,534·1527·10-3=0,56 МДж (а)
2
Q О =0,200·1,534·1527·10-3=0,47 МДж (б)
2
Q О =0,174·1,534·1527·10-3=0,41 МДж (в)
2
Таким образом, суммарное количество тепла, теряемого системой с
отходящими газами, составляет
Qотх.г=18,88 МДж (а)
Qотх.г=16,16 МДж (б)
Qотх.г=13,97 МДж (в)
По результатам расчета составлены тепловые балансы конвертерной
плавки, таблицы 16,17,18
Размещено на http://www.allbest.ru/
Размещено на http://www.allbest.ru/
Таблица 16 – Тепловой баланс конвертерной плавки (а)
Приход
МДж
%
Расход
МДж
%
Физическое тепло чугуна
95,71
52,94
Энтальпия стали
131,83
72,89
Тепло экзотермических реакций
79,64
44,06
Энтальпия шлака
24,71
13,67
Тепло шлакообразования
4,62
2,56
Тепло отходящих газов
18,88
10,44
Тепло миксерного шлака
0,79
0,44
Теплопотери
5, 34
3,00
Итого
180,76
100
Итого
180,76
100
Таблица 17 – Тепловой баланс конвертерной плавки (б)
Приход
МДж
%
Расход
МДж
%
Физическое тепло чугуна
82,95
47,10
Энтальпия стали
132,63
75,21
Тепло экзотермических
65,65
37,28
Энтальпия шлака
23,10
13,12
Тепло шлакообразования
4,22
2,40
Тепло отходящих газов
16,16
9,17
Тепло миксерного шлака
0,67
0,38
Теплопотери
4,23
2,50
Тепло технологического газа
1,31
0,74
Тепло нагретого лома (870 0С)
21,32
12,10
Итого
176,12
100
Итого
176,12
100
реакций
Таблица 18 – Тепловой баланс конвертерной плавки (в)
Приход
МДж
%
Расход
МДж
%
Физическое тепло чугуна
70,18
40,54
Энтальпия стали
133,02
76,51
Тепло экзотермических
57,53
33,23
Энтальпия шлака
22,19
12,82
Тепло шлакообразования
4,03
2,33
Тепло отходящих газов
13,97
8,07
Тепло миксерного шлака
0,58
0,34
Теплопотери
4,53
2,60
Тепло технологического газа
3,59
2,07
Тепло нагретого лома (1200
37,80
21,49
173,71
100
Итого
173,71
100
реакций
0С)
Итого
Размещено на http://www.allbest.ru/
Результаты расчетов
1. Полученный в результате расчета состав стали соответствует
марочному составу стали по ГОСТ.
2. Содержания углерода в полупродукте по всем исследованным
вариантам технологии идентичны, однако следует иметь в виду, что при
продувке ванны технологическим газом дополнительно образуется большая
площадь поверхности (пузыри, всплывающие в расплаве и состоящие
главным образом из СО и СО2), что способствует интенсификации
окисления углерода и достижению более низких его концентраций без
дополнительного окисления железа.
3. Использование конвертерного газа для продувки металла позволяет
снизить расход технического кислорода на плавку за счет окисления
углерода диоксидом углерода, уменьшить расход извести, нагреть лом до
заданной температуры и снизить количество чугуна.
4. Количество отходящих газов, образующихся при работе по варианту
(б,в)
уменьшается.
Однако
если
судить
по
химическому
составу,
теплотворная способность отходящих газов, полученных по разным
вариантам, отличается незначительно, а при использовании системы отвода
газов без дожигания следует ожидать ее повышения за счет уменьшения
содержания азота.
5. Материальный баланс конвертерной операции сходится. В тепловом
балансе для всех вариантов технологии производства стали наблюдался
некоторый недостаток тепла, который был ликвидирован за счет увеличения
степени дожигания СО до СО2 (вариант (а)), а также за счет подачи нагретого
технологического газа и нагрева лома в самом конвертере. По результатам
расчета, обосновано проведение мероприятий, связанных с увеличением
физического тепла применяемых газов и нагрева металлического лома.
6. Важным для реализации поставленной задачи является аспект
охраны труда и техники безопасности. Конвертерный газ, подаваемый через
днище конвертера, имеет в своем составе высокую концентрацию вредного
Размещено на http://www.allbest.ru/
токсичного газа СО. Это требует особого внимания к организации подачи
технологического газа в межпродувочный период, в особенности, при
проведении операций отбора проб и измерения температуры металла в
конвертере. Для предотвращения поступления СО в помещение цеха
необходимо производить переключение донной продувки с конвертерного
газа на другой газ (азот или аргон).
По
результатам
выполненных
расчетов
проведено
сравнение
технологических и технико-экономических показателей конвертерной плавки
по всем вариантам технологии. Результаты представлены в таблице 19.
Таблица 19 – Сравнение технологических и технико-экономических
показателей плавки
Показатели и единицы
Варианты технологии
измерения
25 % лома
35 % лома + нагрев
45 % лома + нагрев
технологического газа
технологического газа
до 550 0С + нагрев лома
до 1500 0С + нагрев лома
до 870 0С
до 1200 0С
160
160
160
в том числе:
174,0
174,0
174,0
- чугуна
130,5
113,1
95,7
- лома
43,5
60,9
78,3
Выход жидкой стали, масс.
92,44
93,00
93,27
- нагрев лома
3
6
6
- продувка
-
8,5
10,5
- итого
16
14,4
12,5
38
42
45
2,02
1,83
1,79
9,4 %
11,4 %
Вместимость конвертера, т
Средняя масса
металлошихты для одной
плавки, т
доли %
Длительность плавки, мин
в том числе:
- завалка лома
Производительность
конвертера, млн.т жидкой
стали в год
Снижение
Размещено на http://www.allbest.ru/
производительности
Расход извести,
67,1
61,3
57,7
68,5
57,4
49,9
-
14
14
кг/т
Расход кислорода на
продувку, кг/т
Расход технологического
газа на донную продувку,
кг/т
Как следует из таблицы 19 при увеличении расхода лома до 35 % и 45
% длительность плави увеличивается на 4 и 7 мин соответственно.
Происходит это за счет увеличения длительности завалки лома и нагрева
лома в самом конвертере.
Уменьшение длительности продувки связано с уменьшением удельного
расхода кислорода: почти на 16 % в случае увеличения доли лома в шихте
конвертеров до 35 % и почти на 27 %, когда доля лома в шихте конвертеров
увеличивается до 45 %. При этом удельная интенсивность подачи кислорода
сохраняется на одинаковом уровне – около 4 м3/т·мин.
Увеличение продолжительности плавки при работе конвертеров с
долей лома в шихте 35 и 45 % приводит к снижению производительности
соответственно на 9,4 и 11,4 % в сравнении с обычным процессом.
Некоторое увеличение выхода жидкой стали связано с уменьшением
окисленных примесей. Доля чугуна снижается с 75 % по обычной технологии
до 65 и 55 % по новым технологиям.
Таким образом, происходит снижение энергоемкости на 3,2 и 4,8 %,
материалоемкости на 2,1 и 3,1 %, себестоимости стали на 2,1 и 3,0 %
соответственно по технологиям с долей лома 35 и 45 %.
Размещено на http://www.allbest.ru/
4. Безопасность жизнедеятельности
При
проведении
технологического
процесса
в
кислородно-
конвертерном цехе на всех стадиях обработки полупродукта наблюдается
наличие опасных и вредных факторов. Для обеспечения безопасных условий
труда необходим анализ опасных и вредных производственных факторов и
разработка защитных устройств.
4.1 Объемно-планировочные решения зданий и сооружений цеха
Кислородно-конвертерный цех №1 ОАО «НЛМК» расположен на
расстоянии 1 км от жилого массива с подветренной стороны. Данное
производство относится к 1 классу, размер санитарно-защитной зоны для
данного класса составляет по нормативу 1 км, согласно СанПиН
2.2.1/2.1.1.567-96 /28/. Господствующее направление ветров направлено от
жилого массива.
Кислородно-конвертерный цех расположен с подветренной стороны по
отношению к участкам, не являющимся источниками вредных выбросов в
окружающую среду, а также по отношению к административно-бытовым
зданиям.
В состав конвертерного отделения входят следующие основные
производственные участки: подготовки производства и выплавки стали,
внепечной обработки стали, подготовки ковшей, непрерывной разливки
стали и МНЛЗ, отделки слябов.
По ширине цех ККЦ-1 разделен на три продольных участка: участок
конвертеров, участок газоотводящего тракта, участок сыпучих материалов.
Ширина конвертерного пролета составляет 30 м, высота - 55 м, длина - 100 м.
Здание ККЦ-1 оснащено П-образными светоаэрационными фонарями,
оборудованными панелями.
Планировка цеха исключает заграждение свободных зон и проходов.
Размещено на http://www.allbest.ru/
Поверхность
пола
производственного
помещения
горизонтальная
и
нескользкая.
Площадь цеха составляет 47975 м2, общий объем цеха равен 1410603
м3. Количество рабочих в цехе, находящихся одновременно, составляет 150
человек. Таким образом на одного человека приходится около 30 м2 площади
и 876 м
3
объема здания, что удовлетворяет требованиям санитарных норм
СНиП 89-90 - 4,5 м2 и 15 м3 соответственно.
4.2 Отопление и вентиляция
Исходя из категорий выполняемых в цехе работ в соответствии с
требованиями санитарных норм в таблице 20 приведены параметры
воздушной среды для рабочей зоны. Согласно ГОСТ 12.1.005-88 /29/
выполняемые работы относятся к категории 2b (средней тяжести физические
работы с энергозатратами от 201 до 250 ккал/ч, связанные с передвижениями
и переносом небольших (до 10 кг) тяжестей).
Таблица 20 - Значения параметров воздушной среды в рабочей зоне
производственных помещений конвертерного отделения
Категория работ Период года
по тяжести
Температура
Относительная влажность,
Скорость движения воздуха,
воздуха,
допустимая при 26 °С, масс. оптимальная, м/с
допустимая, °С
доли %
16-27
40-60
0,3
15-21
40-60
0,2
Теплый период
2b
Холодный период
2b
Для обеспечения необходимых климатических параметров в цехе
используются системы вентиляции и отопления в холодный период, которое
Размещено на http://www.allbest.ru/
необходимо обосновать расчетом теплового баланса.
Проведем расчет теплового баланса.
При расчете теплового баланса учитываются выделения теплоты в
конвертерном отделении от конвертеров, расплавленного и нагретого
металла. Расчет тепловых выделений в единицу времени производится по
формуле
Qобщ=Q1+Q2,
(78)
где Q1 – тепловыделение от открытых поверхностей печей, Вт;
Q2 – тепловыделение от расплавленного и нагретого металла, Вт.
Тепловыделение
от
открытых
поверхностей
конвертеров
рассчитываются по формуле
Q1=n(Qк + Qизл),
(79)
где n - количество конвертеров;
Qк – теплоотдача с поверхности конвекцией, Вт;
Qизл – теплоотдача с поверхности излучением, Вт.
Теплоотдача с поверхности конвекцией определяется по формуле
Qк =бк (Tи – Tв) F,
(80)
где бк – коэффициент теплоотдачи, Вт/(м2 с);
Tи – температура источника тепловыделения, 0С;
Tв – температура окружающего воздуха, 0С;
F – площадь тепловыделяющей поверхности, м2.
Коэффициент теплоотдачи рассчитывается по формуле
бк=2,5(Tи – Tв)1/4
(81)
Размещено на http://www.allbest.ru/
бк=2,5(90 – 24)1/4=7,13 Вт//(м2 с)
Qк =7,13(90-24)534,1=251337 Вт
Теплоотдача с поверхности излучением рассчитывается по формуле
T T
Qизл eпр c0 и в F
100 100
(82)
где eпр – приведенная степень черноты;
с0 – коэффициент излучения абсолютно черного тела, равный 5,67
Вт/(м2К4);
Tи – температура источника тепловыделения, 0С;
Tв – температура окружающего воздуха, 0С;
F – площадь тепловыделяющей поверхности, м2.
363 4 297 4
534,1 217830 Вт
100 100
Qизл = 0,75 5,675
Q1 = 2(251337+217830)=938334 Вт
Количество теплоты Q2, выделяемой от нагретого и расплавленного
металла в процессе его транспортировки и разливки, определяется как сумма
тепловых выделений.
а) при нагреве жидкого металла
Qнаг = mcж (Tме – Tкр),
(83)
где m - производительность цеха, кг/с;
cж – теплоемкость жидкого металла, Дж/(кг/ 0С).
Qнаг = 111,1838 (1650 – 1500)=301500 Дж.
б) при кристаллизации
Размещено на http://www.allbest.ru/
Qкр = mg,
(84)
где g – теплота кристаллизации, Дж/(кг/ 0С).
Qкр = 111,1242000=26886200 Дж
в) в процессе охлаждения
Qохл = mcтв (Tкр – Tохл),
(85)
где cтв - теплоемкость твердого металла, Дж/(кг/ 0С);
Tохл – температура металла после разливки, 0С.
Qохл = 111,1700 (1500 – 850)=50550500 Дж
Q2= 46551+9145+843=56539 Вт
Наряду с поступлением в цех теплоты одновременно происходит ее
потеря через наружные ограждения цеха, определение которой происходит
по формуле
Qр =70Fбс,
(86)
где Fбс – площадь боковых стен в пределах рабочей зоны, мг.
Fбс=3055=1650 м2
Qр =165070=115500 Вт
Разность между общей величиной тепловыделений и величиной
теплопотерь
характеризует
величину
избыточной
теплоты
Qизб,
воздействующей на изменение температуры воздуха в производственном
помещении.
Размещено на http://www.allbest.ru/
Qизб= (4692+57)-115,5=879,5 Вт.
Можно сделать вывод о наличии в цехе избыточной теплоты, в связи с
чем системы отопления в цехе не предусматриваются.
Для удаления избыточного тепла в производственном помещении
существует
естественная
и
механическая
вентиляция.
Естественная
вентиляция пролетов осуществляется аэрацией.
Исходные данные:
- длина помещения А=100 м;
- ширина помещения В=30 м;
- количество тепловыделяемого оборудования n=2;
- размеры тепловыделяемого оборудования:
- диаметр d=10;
- высота с=12 м;
- тепловыделения от каждого из источников Qi=469 кВт;
- теплопоступления от других источников Qд=57 кВт;
- тепловые потери через ограждающие конструкции Qп=115,5 кВт;
- температура наружного воздуха tн=24 0С;
- параметры приточных проемов:
- отметка центра проемов h1=1,5 м;
- тип L1=2;
- угол открытия створок б1=600;
- параметры вытяжных поемов:
- отметка центра проемов h2=40 м;
- тип L2=3;
- угол открытия створок б2=600;
- разность температур воздуха рабочей зоны и приточного воздуха
Дtр.з.=3 0С.
Расчет площади аэрационных проемов.
Температуру воздуха рабочей зоны tр.з. определяем по формуле
Размещено на http://www.allbest.ru/
tр.з.= tн+Дtр.з.
(87)
Конвективные тепловыделения от каждого из источников определим
по формуле
Qk=0,5Qi
(88)
Qk=0,5469=234 кВт
Расстояние от полюса тепловой струи до середины вытяжных проемов
Zp рассчитываем по формуле
Zp=Zв + Zn,
(89)
где Zв – расстояние от верха источника теплоты до отметки h2, м;
Zn – расстояние от полюса струи до верха источника теплоты, м.
Расстояние от полюса струи до верха источника теплоты определим
как произведение диаметра источника теплоты d на коэффициент полюсного
расстояния Кпр, определяемый по формуле
K пр 1,6
Fпола
3
n
f
,
(90)
i
i
где Fпола – площадь помещения, м;
fi – проекция верхних граней каждого источника, м2.
K пр 1,6 3
100 3
1,985
2 78,5
Размещено на http://www.allbest.ru/
Определим величину Zn
Zn=dKпр
(91)
Zn=1,98510=19,85 м
Расстояние от верха источника до отметки h2 (Zp) будет равно 40-12=28
м
Zp=28+19,85=47,85 м
Найдем избыточную температуру воздуха на высоте Zp в струе
конвективной теплоты от каждого из источников Дtс по формуле
Qk2
t y 0,7 3 5
Zp
t y 0,7 3
234,52
47,855
(92)
=0,04
Избыточная температура уходящего воздуха Дtу будет равна
Дtу= Дtр.з.+ Дtс
(93)
Дtу=3+0,04=3,04
Температуру уходящего воздуха определяем по формуле
tу= tн.+ Дtу
(94)
tу= 24+3,04=27,04 0С
Размещено на http://www.allbest.ru/
Определяем среднюю температуру воздуха по высоте помещения tв по
формуле
tв=0,5 (tр.з.+ tу)
(95)
tв=0,5(27+27,04)=27,02 0С
Соответствующие температурам tп, tb и tу плотности воздуха будут
равны
сн =1,1869 г/м3; св =1,1718 г/м3; су =1,1685г/м3.
Перепад давлений между приточными и вытяжными проемами Дс
найдем по формуле
Дс=g( сн- св)(h2-h1),
(96)
где g – ускорение свободного падения, м/с.
Дс=9,8191,1869-1,17182) (40-1,5)=5,7144 Па
Избыток теплоты Qизб равен 879,5 кВт. Найдем массовый расход
воздуха Gп, необходимый для ассимиляции Qизб по формуле
Gn
Qизб
,
C p t y
(97)
где Сp – теплоемкость воздуха, Дж/(мольК).
Gn
879,5
241,1 м3
1,2 3,94
Размещено на http://www.allbest.ru/
По зависимости коэффициентов приточных мn и вытяжных мb проемов
от угла раскрытия створок б1 и б2 определяем, что мn=0,560 и мb=0,495.
Определим перепад давлений от полюса до верха источника теплоты
Дpn и перепад давлений от верха источника теплоты до отметки h2 (Дpb) по
формуле соответственно
Дpn=0,3Дp
(98)
Дpb=0,7Дp
(99)
Дpn=0,35,7144=1,7143 Па
Дpb=0,75,7144=4,0001 Па
Определим площади приточных Fn и вытяжных Fb проемов по
формулам соответственно
Fn
Fb
Fn
Fn
Gn
n 2 n n
Gn
b 2 y b
241,1
0,560 2 1,1869 1,7143
241,1
0,495 2 1,1685 4,0001
(100)
(101)
213,42 м2
159,68 м2.
Приточные проемы расположены вдоль цеха, количество проемов
примем равное 6 с геометрическими размерами каждого 20 на 1,7 м.
Вытяжные проемы расположены в верхней части цеха, количество – 4,
размер проема 9 на 3 м.
При устойчивой работе вытяжки отношение произведения Fnмn к
произведению Fbмb должно находиться от 1,2 до 1,3. В нашем случае оно
составляет 1,512. Уменьшим угол раскрытия приточных створок б1 до 480.
Размещено на http://www.allbest.ru/
При этом мn уменьшится до 0,46 и отношение произведения Fnмn к
произведению Fbмb станет равно 1,245.
4.3 Освещение
В ККЦ-1 ОАО «НЛМК» применяется как искусственное, так и
естественное освещение, что способствует созданию нормальных условий
труда /30/.
Нормы освещенности в цехе в зависимости от разряда зрительных
работ приведены в таблице 21.
Таблица 21 – Нормы освещенности в цехе
Зрительная работа
Наименование
Разряд
Освещение
пролета
зрительной
Искусственное, Лк
работы
Естественное,
КЕО, %
Комбини-
Общее
Верхнее
Боковое
рованное
Со светящимися
материалами в
горячих цехах
Конвертерный
7
-
200
3
1
Разливочный
7
-
200
3
1
Естественное освещение осуществляется через световые проемы в
стенах. Искусственное освещение необходимо для проведения работ в
темное время суток и в местах без достаточного освещения. Для создания
необходимого уровня освещенности в цехе применяются светильники типа
ДРЛ (дуговые ртутные лампы). Уровень освещенности должен быть равен
200 лк. Необходимое количество светильников рассчитывается по формуле
N св
Eн S k z
,
Фл n
(102)
где Eн – уровень освещенности, лк;
Размещено на http://www.allbest.ru/
S – площадь освещаемого помещения, м2;
k – коэффициент запаса;
z – коэффициент минимальной освещенности;
Фл – световой поток одной лампы, лк;
n – количество ламп в светильнике, шт;
з – коэффициент использования осветительной установки.
N св
200 3000 1,8 1,2
43 шт
38500 1 0,8
Итак, чтобы обеспечить необходимый уровень освещенности рабочей
зоны, в цехе нужно установить 43 светильника типа ДРЛ-700.
4.4 Санитарно-бытовые помещения
Для удовлетворения санитарно-бытовых нужд работающих в цехе
предусмотрены
помещений
специальные
определяется
на
помещения.
основании
Состав
санитарно-бытовых
санитарной
характеристики
производственных процессов в цехе и в соответствии с требованиями СНиП
11-92-76 /31/.
Санитарно-бытовые помещения во избежание воздействия вредных
факторов, расположены в пристройке к зданию цеха. Величина площадей
санитарно-бытового и административного назначения приведена в таблице
22.
Здание столовой, здравпункт и кабинет техники безопасности
расположены вне цеха.
Размещено на http://www.allbest.ru/
Таблица
22
-
Площади
помещений
санитарно-бытового
и
административного назначения
Назначение
Наименование бытовых
Норма площади на
Количество
Всего
расчетной площади
устройств
одного человека
человек
площа-ди,
м2
1. Гардеробные
Двойной закрытый шкаф
1,1
(0,5*0,4м), одинарный
закрытый шкаф
(0,5м*0,3м)
2. Душевые
Открытая душевая
1,5
324
486
324
421
кабина (0,9м*0,9м),
закрытая душевая
кабина (1,8м*0,9 м)
3. Умывальные
Умывальник
1,3
4. Уборные
Один унитаз на 30
1,08
человек
5. Помещения для
Индивидуальная
личной гигиены
кабина (1,8м* 1,2м)
2,16
женщин
6. Устройство
Один кран на сто
питьевого
человек
0,11
36
0,2
65
0,2
65
водоснабжения
7. Помещение для
Воздушный
обеспыливания
компрессор
одежды
8. Помещение для
отдыха в рабочее
время
9. Комната для
1,2
324
389
поведения сменных
собраний
4.5 Анализ потенциально опасных и вредных производственных
факторов при выполнении основных операций
В соответствии с классификацией ГОСТ 12.0.003-74 /32/ проведен
анализ потенциально опасных и вредных производственных факторов,
результаты приведены в таблице 23. При анализе были выявлены следующие
Размещено на http://www.allbest.ru/
опасные и вредные производственные факторы: движущиеся машины и
механизмы, повышенный уровень шума на рабочем месте, повышенная
запыленность и загазованность воздуха рабочей зоны, повышенная
температура воздуха рабочей зоны, повышенная температура оборудования
и материалов.
Таблица 23 - Потенциально опасные и вредные производственные
факторы.
Выполняемая операция
Агрегат, оборудование
Опасные и вредные факторы
Нормируемое
значение
1
2
Загрузка шихты в печь
Заливочный
3
кран,
чугуновозный ковш
4
Незащищенные
элементы
подвижные
6мг/м3
производственного
оборудования.
Движущиеся машины и механизмы.
Повышенная
запыленность
загазованность
воздуха
и
рабочей
зоны (пыль – 10 мг/м3 CaO=86%,
Fe3O4=14%)
Опасный уровень напряжения в
электрической
сети,
замыкание
которой может произойти через
тело человека. f=50 Гц, U=380/220
В
Выплавка и выпуск стали
Кислородный
Повышенная запыленность воздуха
6 мг/м3
конвертер,
рабочей зоны (пыль – 14мг/м3)
20 мг/м3
сталеразливочный
Повышенная
загазованность
ковш
воздуха
зоны
рабочей
(CO=30
45 0С
мг/м3, CaO=86%, Fe3O4=14%)
20 0С
Повышенная
80 дБА
поверхности
температура
оборудования
и
материалов (50-60 С)
0
Повышенная температура рабочей
зоны (35 0С)
Повышенный
уровень
рабочем месте (110 дБА)
шума
на
Размещено на http://www.allbest.ru/
4.6 Технические меры защиты от выявленных опасных и вредных
факторов
Технические меры защиты от выявленных опасных и вредных
факторов приведены в таблице 24.
Таблица 24 - Технические меры защиты от выявленных опасных и
вредных факторов
Опасный
и
Проектируемое
Параметры
Место
производственный фактор (по
защитное
защитного
устройства
ГОСТ 12.0.003-74)
устройство, его тип
устройства
Вытяжные зонты
Скорость в сечении
Над
загазованность воздуха рабочей
зонта, W=0,86 м/с;
загрузки
зоны
сталь
выгрузки
Повышенная
вредный
запыленность
и
3;
размер
установки
местами
и
7,3*7,3 м; толщина
1,5 мм; N=30 кВт
Опасный уровень напряжения в
Контурное
R3=4,5 Ом; сталь 3;
электрической цепи, замыкание
заземление
l=2,50 м; d=0,1 м;
которой может произойти через
По контуру здания
n=30
тело человека
Повышенная
температура
поверхности
оборудования,
Теплозащитный
Полированный
экран
алюминиевый
материалов
1,5
мм;
Корпус печи
лист
размер
1,2*2,2 м
Незащищенные
элементы
подвижные
производственного
Защитное
Стальные прутки h=2
Незащищенные
ограждение
м; d=100 мм
подвижные
оборудования
элементы,
передвигающиеся
материалы
Повышенный уровень шума на
Шумозащитный
Сталь 3; толщина 1,5
рабочем месте
кожух
мм; размер 7,5*7,5 м
Корпус печи
Приведем расчет теплозащитного экрана.
Исходные данные:
- температура экранируемой поверхности Т1=1200 К;
- температура воздуха Т2=297 К;
Размещено на http://www.allbest.ru/
- кладка печи закрыта стальными листами (е1=0,8);
- материал экрана – полированный алюминиевый лист (е1=0,2).
Определим приведенную степень черноты А по формуле
A
1
1
A
1
1
2
(103)
1
1
1
1
1
0,8 0,2
0,19
Искомую температуру экрана Т0 определяем по формуле
4
T0 100
4
T T
A 1 2
100 100
1 A
4
4
(104)
1200 297
0,19
4
100 100
T0 100
1 0,19
4
310,66 К или 37,7 0С
Полученная температура экрана 37,7 0С удовлетворяет требованиям
санитарных
норм
СНиП
245-71,
согласно
которым
температура
оборудования на рабочих местах не должна превышать 45 0С.
4.7 Предотвращение взрыва и пожара в конвертерном цехе
К источникам взрывов и пожаров в цехе относятся следующие
операции: взаимодействие расплавленного металла с влагой при выпуске
стали в недостаточно погретый, «сырой ковш»; смесь горючих газов с
кислородом, воздухом или другими окислителями; попадание влажной
шихты в конвертер.
Размещено на http://www.allbest.ru/
В комплекс противопожарных мероприятий входят: предупреждение
возникновения
пожара,
ограничение
распространения
огня
при
возникновении пожара, создание условий для успешной эвакуации людей из
горящего здания и обеспечение условий для быстрой локализации и тушения
пожаров.
С
целью
предусматривается
предупреждения
требуемая
пожаров
и
огнестойкость
локализации
зданий.
В
огня
качестве
строительных материалов и конструкций применяются несгораемые или
трудно сгораемые изделия. Степень огнестойкости зданий и сооружений –
первая. Эвакуационные пути обеспечивают эвакуацию всех людей в течение
необходимого времени. Допустимое расстояние от наиболее удаленного
места до эвакуационного выхода не ограничивается для данной категории
производства и степени огнестойкости здания. Продолжительность тушения
пожарам должна превышать трех часов.
Тушение возникающих пожаров предусматривается пеновоздушной
смесью, для получения которой в цехе предусмотрена насосная станция.
Для обнаружения пожаров помещения оборудуется датчиками,
реагирующими на повышение температуры. Сигнал от датчиков поступает в
помещение дежурного персонала и в помещение насосной станции для
автоматического включения насосов. Включение системы автоматического
пожаротушения может быть произведено и вручную.
В соответствии со стандартом взрывоопасной средой являются смеси
веществ (газов, паров, пылей) с воздухом и другими окислителями
(кислородом, озоном, хлором и др.), способные к взрывчатому превращению,
а также индивидуальные вещества, склонные к взрывному разложению
(ацетилен, озон и др.). Источниками инициирования взрыва являются
горящие и накаленные тела, электрические разряды, тепловые появления
химических реакций и механических воздействий, искры от удара и трения,
ударные волны.
Размещено на http://www.allbest.ru/
Системы предотвращения образования взрывоопасной среды в воздухе
помещений должны предупреждать превышение концентраций горючих
материалов. Это достигается контролем состава среды, применением
герметического
оборудования,
применением
рабочей
и
аварийной
вентиляции, отводом взрывоопасной сферы. Для исключения подсоса
воздуха в оборудование помимо герметизации создают повышенное
давление в самом оборудовании. Широко распространено использование
флегматизирующих газов для создания взрывобезопасных и защитных сред.
Предотвращение образования источник воспламенения обеспечивается
регламентацией огневых работ, ограничением нагрева оборудования и
мощности излучения, применением материалов не создающих при ударе
искр, средств защиты от атмосферного и статистического электричества,
быстродействующих средств защитного отключения возможных источников
инициирования
взрыва,
устранением
опасных
тепловых
появлений
химических реакций. Применяют покрытие оборудования материалами с
малым сопротивлением, токопроводящие краски и смазки, которые
повышают эффективность заземления оборудования, тем самым, уменьшая
риск возникновения пожара и взрыва.
Наиболее распространенным методом взрывозащиты оборудования в
металлургическом производстве являются взрыворазрядительные системы в
корпусе оборудования, закрываемые разрешающимися мембранами.
Активное
специальных
подавление
взрывов
быстродействующих
регистрирующие
возникновение
достигается
систем,
взрывного
использованием
включающих
процесса,
датчики,
средства
транспортирования флегматизирующих материалов к месту взрыва и эти
материалы (газообразные, твердые или жидкие). Подают флегматизатор
обычно посредством пневматического или взрывного импульса. Для
активного подавления горения или взрыва могут быть использованы
вещества, подавляющие цепные реакции (способствующие выводу из зоны
реакции радикалов или связывание их в менее подвижные соединения). Это,
Размещено на http://www.allbest.ru/
например, галоидоорганические соединения: хлорид или бромид метила,
трихлорметан, дибромтетрафторэтан и другие, подавляющие горние при
невысоких концентрациях /33/.
На основе вышеизложенного можно сделать вывод, что при анализе
опасных и вредных производственных факторов разработаны защитные
устройства. В результате обеспечены безопасные условия труда при
поведении технологического процесса в кислородно-конвертерном цехе на
всех стадиях обработки полупродукта. Для этого поставлено защитное
ограждение, снижены запыленность и загазованность воздуха рабочей зоны,
поставлена защита от повышенной температуры поверхности оборудования,
понижен уровень шума на рабочем месте, предусмотрено защитное
заземление от поражения электрическим током.
Размещено на http://www.allbest.ru/
5. Экономическая часть
Целью дипломной работы является исследование использования части
образующегося конвертерного газа в качестве топлива для нагрева
металлического
лома
непосредственно
в
конвертере
и
в
качестве
технологического газа для перемешивания расплава при комбинированной
продувке.
5.1 Смета затрат на выполнение дипломной работы
5.1.1 Затраты на материалы
Затраты на материалы приведены в таблице 25.
Таблица 25 – Затраты на материалы
Полное наименование
Цена ресурса, руб/ед
Количество потребляемых
Затраты на
ресурсов, ед.
ресурсы, руб.
1500
1
1500
0,25
250
62,5
материальных ресурсов
Вспомогательные материалы
Картридж для лазерного
принтера
Бумага для принтера
формата А4, лист
Суммарные затраты на материалы
1562,5
5.1.2 Основная заработная плата научно-технического персонала
В данной статье учитывается зарплата научно-технических работников,
которые заняты выполнением работ только по калькулируемой теме:
- зарплата руководителя темы;
- зарплата консультантов;
- зарплата персонала кафедр и лабораторий, занятых работой по
калькулируемой теме
Основная заработная плата (31) руководителя рассчитывается, исходя
из количества часов, затраченных на руководство и консультации. Согласно
Размещено на http://www.allbest.ru/
"Индивидуальным планам работы преподавателей" их годовая учебная
нагрузка составляет в среднем 1548 часов, в том числе для руководства
дипломной работой отводится 25 часов, а на консультации - по 3 часа на
каждого студента. Расчет основной заработной платы производится по
формуле
З1
где
А 10
В
1548
(105)
З1 - для руководителя проекта, руб;
А - месячный оклад, руб.;
В - количество часов на руководство (консультации по теме);
10 - количество рабочих месяцев в году.
Заработная
плата
аспирантов,
научных
сотрудников,
учебно-
вспомогательного персонала определяется по фактически затраченному
времени.
5.1.3 Дополнительная заработная плата
В эту статью относится зарплата за время отпусков, исполнения
общественных
работникам,
обязанностей
занятым
и
др.,
выполнением
начисленная
данной
научно-техническим
работы.
Дополнительная
заработная плата (32) исчисляется той ее долей годовой суммы, которая
приходится на время дипломирования. Дополнительная заработная плата
рассчитывается по формуле
З2
где
12 n
З1
n
(106)
(12-n) - количество месяцев отпуска в году; n – количество
рабочих месяцев в году. Расчет заработной платы приведен в таблице 26.
Размещено на http://www.allbest.ru/
Таблица 26 - Результаты расчета заработной платы исполнителей
Должность
Месячный
Фактически
Заработная плата, руб
оклад,
отработанное
Основная (31)
Дополнительная (32)
руб. (А)
время, ч
Руководитель диплома
3875,00
25
625,81
125,16
Консультант по БЖД
3875,00
3
75,00
15,00
Консультант
по
3875,00
3
75,00
15,00
по
3875,00
3
75,00
15,00
экономике
Консультант
метрологии
5.1.4 Отчисления в общественные фонды
На эту статью относятся, исчисляемые в установленном проценте к
заработной
плате
научных
и
других
сотрудников,
непосредственно
выполняющих эксперимент, зарплата которых отражена по статьям
«Основная заработная плата» и «Дополнительная заработная плата».
Общая сумма заработной платы – 1503,6 руб. Норматив отчислений на
социальное страхование для работников высшей школы и научных
учреждений установлен в сумме 35,6 % от суммы заработной платы.
Отчисление на социальное страхование – 535,28 руб. Заработная плата с
отчислениями 968,30 руб.
5.1.5 Затраты на силовую электроэнергию
По этой статье рассчитывается стоимость электроэнергии, расходуемой
только на технологические нужды в связи с проведением эксперимента
(затраты на освещение, отопление и учитываются в накладных расходах).
Расчет затрат на силовую электроэнергию производится по формуле
n
З э N i K i Ti Ц
(107)
i 1
где
Ni – мощность электроприбора, кВт;
Ki – коэффициент использования мощности;
Размещено на http://www.allbest.ru/
Ti – время использования электрооборудования, ч;
Ц – цена 1 кВт·ч электроэнергии, руб.
Затраты на силовую электроэнергию представлены в таблице 27.
Таблица 27 - Затраты на электроэнергию
Наимено-вание
Мощность
Время
Количество
Цена
Сумма затрат на
электроприбора
электроприбора,
использования
израсходованной
одного
электроэнергию,
или
N, кВт
электроприбора,
электроэнергии,
кВт/ ч,
Еэл, руб
Тэл, ч
кВт/ч
руб
оборудования
ПЭВМ
0,35
320,0
112,0
0,86
86,69
Принтер
0,20
1,0
0,20
0,86
0,155
Итого
86,85
5.1.6 Затраты на использование приборов и оборудования
Расчет затрат, связанных с использованием приборов и лабораторного
оборудования определяется в виде амортизации по формуле
m
Е ам
где
K
i 1
обi
Н амi Tобi
365 100
(108)
Кобi – стоимость единицы прибора или оборудования, руб;
Намi – норма амортизации прибора или оборудования, %;
Тобi – время использования оборудования, дн.
Расчеты по амортизации оборудования приводятся в таблице 28.
Таблица 28 – Амортизационные отчисления
Наименование
Стоимость прибора
Время
Норма
Сумма
прибора или
или оборудования,
использования
амортизации,
амортизационных
оборудования
Кобi, руб
прибора или
Намi,%
отчислений, Еам,
оборудования, Тобi,
руб
дни
ПЭВМ
30000
64,0
12,5
657,53
Принтер
15000
2,0
12,5
10,2
Размещено на http://www.allbest.ru/
Итого
667,73
5.1.7 Накладные расходы
Величина накладных расходов в МИСиС по работам, выполненным в
рамках научно исследовательских, составляет 15 % к заработной плате. Для
данной дипломной работы это составит 225,54 руб.
В таблице 29 приведена смета затрат на выполнение дипломной работы
/34/.
Таблица 29 – Смета затрат на выполнение дипломной работы
Статьи затрат
Сумма,
Доля затрат в общей
руб.
стоимости работ, %
1562,5
39,92
плата 1253,0
32,00
плата 250,68
6,40
Материалы, покупные изделия
Основная
заработная
производственного персонала
Дополнительная
заработная
производственного персонала
Отчисления в общественные фонды
535,28
13,68
Силовая электроэнергия
86,85
2,2
Накладные расходы
225,54
5,76
Итого себестоимость работы
3913,85 100
5.2 Экономическая эффективность внедрения новой технологии
Данный проект предусматривает внедрение новой технологии на
действующем оборудовании, капитальных вложений нет.
Расчет производственной себестоимости стали 08пс по двум вариантам
представлен в таблице 30. В первом варианте калькуляции себестоимости
рассматривается продувка стали с использованием аргона и азота; во втором
варианте – использование части образующегося конвертерного газа в
качестве топлива для нагрева металлического лома непосредственно в
конвертере и в качестве технологического газа для перемешивания расплава
при комбинированной продувке, что позволит увеличит долю лома в шихте.
Размещено на http://www.allbest.ru/
По новой технологии имеется изменение производственно-технических
факторов, связанных с использованием нагретого технологического газа:
- сокращение отходов металла;
- уменьшение удельного расхода топлива и энергии.
При снижении доли жидкого чугуна, увеличении доли лома (за счет его
предварительного нагрева), уменьшения расхода кислорода и замены
технологических газов (аргона и азота) отходящим конвертерным газом, а
также
сокращения
отходов
текущие
затраты
снижаются
на:
(1514,79 1483,71)
100% 2,1 %, то есть происходит снижение себестоимости
1514,79
стали.
Таблица 30 – Калькуляция себестоимости стали марки 08пс в
кислородно-конвертерном цехе при различных способах продувки стали
Наименование статей затрат
Базовая технология
Новая технология
на 1 тонну
на 1 тонну
цена, руб/т
количество
сумма, руб
количество
сумма, руб
2
3
4
5
6
Чугун передел. жидкий
1194
0,7850
937,29
0,6970
832,22
Лом и отходы стали
970
0,3070
297,79
0,3900
378,30
0,0056
88,21
0,0056
88,21
Итого металлошихты
1,0976
1323,29
1,0926
1298,73
Отходы (-)
0,0917
11,89
0,0867
11,89
Брак
0,0059
3,45
0,0059
3,45
Итого отходов
0,0976
15,34
0,0926
15,34
Итого задано за вычетом
1000
1307,95
1000
1283,39
1
1 Сырье и основные
материалы, т
Ферросплавы, легирующие и
раскислители
отходов и брака
4 Добавочные материалы
38,21
38,21
Размещено на http://www.allbest.ru/
5 Расходы по переделу
Электроэнергия, (кВт·ч)
264
0,3890
10,27
0,3890
10,27
Кислород, м3
344
0,0609
20,95
0,0568
19,54
Пар, Гкал
263
0,0305
8,02
0,0305
8,02
Сжат. воздух, м3
28
0,0663
1,86
0,0663
1,86
Вода, м3
4230
0,0230
97,29
0,0230
97,29
Вода хим., м3
146
0,0138
2,01
0,0138
2,01
Азот, м3
89
0,0120
1,07
Аргон, м3
1212
0,8583
1,04
Конвертерный газ
3,00
Использование отходящего
145,51
3,00
тепла (-)
Итого
138,99
Оплата труда по цеху
13,29
13,29
Отчисления на соц. нужды
5,12
5,12
Сменное оборудование
4,71
4,71
6 Затраты на ремонт основ.
36,67
36,67
14,65
14,65
8 Услуги транспорта
6,28
6,28
9 Амортизация
17,43
17,43
10 Общезаводские расходы
71,20
71,20
11 Прочие расходы по цеху
1,71
1,71
Итого расходов по переделу
316,57
310,05
12 Производственная
1662,73
1631,65
13 Коммерческие расходы
93,53
93,53
14 Полная себестоимость
1756,26
1725,18
фондов
7 Содержание основных
средств
себестоимость
Увеличение
доли
металлолома
в
металлошихте
до
35
%
(следовательно, уменьшение доли чугуна до 65 %), а также замена
технологических газов (аргона и азота) конвертерным при комбинированной
продувке снижает расходы по переделу, в том числе и энергетические.
Размещено на http://www.allbest.ru/
В настоящее время конвертерный газ реальной цены не имеет, т.к. в
России он практически не используется (не утилизируется); его частично
дожигают и выбрасывают в атмосферу. Оборудование, предназначенное для
продувки металла технологическими газами, может быть в принципе
использовано для продувки отходящими конвертерными газами, но для
применения конвертерного газа необходимо строить дополнительное
оборудование – газгольдер. Его емкость составляет около 70 – 80 тыс. м3. Так
как расход газа, используемого для продувки, из газгольдера очень мал, то
основные затраты на строительство газгольдера следует отнести на то
производство, где будет использоваться в дальнейшем этот газ.
Предположительно цена конвертерного газа с учетом строительства
газгольдера будет ниже, чем цена аргона, следовательно, получим экономию
ресурсов.
Размещено на http://www.allbest.ru/
6. Расчет экологической эффективности утилизации конвертерного
газа
Проведем расчет экологической эффективности вариантов утилизации
конвертерного газа по двум вариантам: действующая на заводе схема –
очистка, частичное дожигание и выброс газа в атмосферу и предлагаемая
новая схема – очистка, сборка в газгольдере, доочистка в электрофильтре и
подача газа к потребителю.
В таблице 31 приведена исходная информация.
Таблица 31 – Исходная информация
Показатель
Варианты отвода и утилизации
Вариант 1
Вариант 2
50
8
Оксиды азота, г/м3
0,006
0,0015
Оксиды углерода, г/т стали
280
22,4
Годовой объем утилизируемых
150
150
2,2
2,2
Запыленность газов, мг/м
газов, млн.м
3
3
Годовой объем производства
стали, млн.т
Показатель относительной опасности пыли 230 /35/, оксидов азота 41,1,
оксидов углерода 1 усл.т/т.
Показатель, учитывающий месторасположение предприятия – 1.
Показатель, учитывающий характер рассеивания – 1.
Удельный экологический ущерб от загрязнения атмосферы 3,3
руб/усл.т (коэффициент идентификации = 110) /36/.
Рассчитаем
экологический
ущерб
запыленных газов.
Вариант 1
- от выброса пыли
Количество выбрасываемой пыли
от
выбросов
в
атмосферу
Размещено на http://www.allbest.ru/
Mпыль=50·10-9·150·106=7,5 т/год.
Годовой экологический ущерб от выбросов пыли
У(пыли)=3,3·110·7,5·230·1·1=626,18 тыс.руб.
- от выбросов оксида азота
Количество выбрасываемых оксидов азота
MNOx=0,006·10-6·150·106=0,9 т/год.
Годовой экологический ущерб от выбросов пыли
У(NOx)=3,3·110·0,9·41,1·1·1=13,43 тыс.руб.
- от выбросов оксида углерода
MСО=280·10-6·2,2·106=616 т/год.
Годовой экологический ущерб от загрязнения оксидами углерода
У(СО+СО2)= 3,3·110·616·1·1·1=223,61 тыс.руб.
Суммарный годовой экологический ущерб от выбросов запыленных
газов в атмосферу составит 863,22 тыс.руб.
Вариант 2
- от выброса пыли
Количество выбрасываемой пыли
Mпыль=8·10-9·150·106=1,2 т/год.
Годовой экологический ущерб от выбросов пыли
У1(n)= 3,3·110·1,2·230·1·1=100,19 тыс.руб.
- от выбросов оксида азота
Количество выбрасываемых оксидов азота
MNOx=0,0015·10-6·150·106=0,225 т/год.
Годовой экологический ущерб от выбросов пыли
У(NOx)=3,3·110·0,225·41,1·1·1=3,36 тыс.руб.
- от выбросов оксида углерода
MСО=22,4·10-6·2,2·106=49,28 т/год.
Годовой экологический ущерб от загрязнения оксидами углерода
У(СО+СО2)= 3,3·110·49,28·1·1·1=17,89 тыс.руб.
Размещено на http://www.allbest.ru/
Суммарный годовой экологический ущерб от выбросов запыленных
газов в атмосферу составит 121,44 тыс.руб.
Сведем полученные результаты в таблицу 32.
Таблица 32 – Результаты расчета
Показатель
Варианты отвода и утилизации
Экономия, %
Вариант 1
Вариант 2
7,5
1,2
84,0
Угод(пыли), тыс.руб/год
626,18
100,19
84,0
BNOx, т/год
0,9
0,225
75,0
Угод(NOx), тыс.руб/год
13,43
3,36
75,0
BСО, т/год
616
49,28
92,0
Угод(СО+СО2), тыс.руб/год
223,61
17,89
92,0
УгодУ,
863,22
121,44
86,0
Количество выбросов
пыли Bпыли, т/год
тыс.руб/год
Результаты показывают что по новой схеме утилизации конвертерного
газа
происходит
уменьшение
вредного
воздействия
конвертерного
производства на окружающую природную среду, что свою очередь приводит
к улучшению экологической обстановки и к уменьшению штрафов за
выбросы.
Таким образом, с экологической точки зрения производство стали с
использованием конвертерного газа, в качестве технологического, является
целесообразным.
Размещено на http://www.allbest.ru/
Выводы
На основании выше изложенного можно сделать вывод о возможности
и целесообразности применения конвертерного газа при комбинированной
продувке стали в кислородном конвертере. В условиях ККЦ-1 ОАО «НЛМК»
технология производства стали может включать в себя следующие элементы:
- выплавку стали в кислородном конвертере;
- отвод отходящих газов без дожигания;
- охлаждение и очистка отходящих конвертерных газов от пыли;
- сбор отходящих конвертерных газов в газгольдере;
- подача технологической газовой смеси в конвертер 1,2-2,5 МПа и с
расходом 12-20 м3/мин (до 600 кг/плавку);
- нагрев металлического лома технологическим газом;
- выпуск, внепечная обработка, разливка стали по принятой на заводе
технологии.
Использование отходящих конвертерных газов для комбинированной
продувки в кислородном конвертере потенциально позволяет:
- отказаться от использования аргона (полностью или частично) для
перемешивания
металла
в
сталеплавильном
агрегате,
что
снизит
себестоимость стали;
- подавать в конвертер технологические газы в меньшем по сравнению
с принятой технологией количестве (благодаря реакции окисления углерода
за счет СО2), что уменьшит нагрузку на технологическое оборудование;
- снизить окисленность металла и шлака, тем самым уменьшить
опасность выбросов из конвертера и угар раскислителей;
- сократить расход технологического кислорода на плавку;
- сократить расход чугуна и извести на тонну стали;
- получить сталь в конвертере с низким содержанием углерода без
переокисления металла и шлака
- повысить долю лома в металлошихте.
Размещено на http://www.allbest.ru/
В то же время узкими местами применения отходящих конвертерных
газов для продувки в кислородном конвертере являются:
- увеличение расходной части теплового баланса из-за протекания
эндотермической реакции окисления углерода за счет СО2;
- необходимость глубокой очистки отходящих конвертерных газов от
пыли
для
обеспечения
нормальной
работы
регулирующего
и
газораспределительного оборудования.
- возможность образования взрывоопасных смесей оксида углерода и
кислорода, для предотвращения которой необходима полная герметизация
газового тракта и, в частности, зазора между конвертером и камином;
- работа в начальный и конечный периоды продувки в режиме
дожигания СО.
Применение
конвертерного
газа
в
кислородно-конвертерном
производстве стали в настоящее время изучено не достаточно, хотя
технические
условия
для
реализации
данной
задачи
достаточно
благоприятны в сталеплавильных цехах, оборудованных конвертерами с
комбинированной продувкой металла. Уничтожение физического тепла
отходящих газов в холодных системах охлаждения и/или уничтожение
химически связанного тепла сжиганием газов на факеле в настоящее время
уже нельзя считать приемлемым. Необходимо использовать имеющийся
опыт эксплуатации и разработанные технологические процессы утилизации
отбросного
тепла
и
рационально
применять
их.
Таким
образом,
использование конвертерного газа в конвертерном производстве приводит к
сбережению природных и энергетических ресурсов, уменьшению выбросов
вредных веществ в окружающую природную среду, а также позволяет
получить экономическую выгоду. Из проведенных в работе расчетов и из
анализа полученных результатов можно сделать вывод о целесообразности и
эффективности вторичного использования конвертерных газов.
Размещено на http://www.allbest.ru/
Список использованной литературы
1 Теплотехника металлургического производства / В.А. Кривандин, В.В.
Белоусов, Г.С. Сборщиков и др.-М.: МИСиС, 2001.
2 Бережинский А.И., Хомутинников П.С. Утилизация, охлаждение и очистка
конвертерных газов.- М.: Металлургия, 1967.
3 Влияние способа конвертирования на количество и характер вредных
выбросов конвертерного производства / Горобец В.Г., Хайрутдинков Р.М.,
Теверовская А.Б. и др. // Ин-т Черметинформация. Защита воздущного и
водного бассейнов от выбросов металургических заводов.- М.: 1991.- Вып.2..
4 Бережинский А.И., Циммерман А.Ф. Охлаждение и очистка газов
кислородных конвертеров.- М.: Металлургия, 1975.
5 Общая металлургия: Учебник для вузов / В.Г. Воскобойников, В.А. Кудрин,
А.М. Якушев М. и др.-М.: Металлургия, 1985.
6 Корченко В.П., Поляков В.Ф., Белан А.Т. Исследование особенностей
дожигания отходящих газов в кислородном конвертере при различных
вариантах продувки // Труды пятого конгресса сталеплавильщиков.-1999.
7 Haworth D., Hemming G. // Iron and Steel Engineer.-1995.-V.5.-P.25-30.
8 Конструкции и проектирование агрегатов сталеплавильного производства:
Учебник для вузов / В.П. Григорьев, Ю.М. Нечкин, А.В. Егоров и др.-М.:
МИСиС.-1995.
9 Сеничкин Б.К. Утилизация конвертерного газа // Теория и технология
металлургического производства: Межрегион. сб. науч. тр. / под ред.
Колокольцева В.М. Вып. 1.– Магнитогорск: МГТУ.- 2001.-С.167-169.
10 Рудницкий Я.Н., Сикуляр И.Я. Проблемы и направления использования
конвертерного газа при отводе его без дожигания // Труды первого конгресса
сталеплавильщиков.-1993.
11
Портнова
И.В.
Разработка
энергосберегающей
использования конвертерных газов // Сталь.-1993.-№ 7.
тепловой
схемы
Размещено на http://www.allbest.ru/
12 Розенгарт Ю.И., Якобсон Б.И., Мурадова З.А. Вторичные энергетические
ресурсы черной металлургии и их использование.-К.: Выща школа, 1988.
13 Охотский В.Б., Борисов Ю.Н., Зражевский А.Д. Дожигание монооксида
углерода в конвертере. Газовая динамика // Изв. вузов. Черная металлургия.1992.-№ 6.
14 Охотский В.Б., Борисов Ю.Н., Зражевский А.Д. Дожигание монооксида
углерода в конвертере. Термодинамика процесса // Изв. вузов. Черная
металлургия.-1992.- № 4.
15 Жульковский О.А. Процессы дожигания конвертерных газов в полости
конвертера // Пром. теплотехника.-1998.-№ 2.
16 Колпаков С.В., Старов Р.В., Смоктий В.В. Технология производства стали
в современных конвертерных цехах.-М.: Машиностроение, 1991.
17 Меркер Э.Э. Проблемы дожигания оксида углерода и утилизация пыли в
конвертере.-М.: Металлургия, 1996.
18 Меркер Э.Э., Карпенко Г.А. Дожигание монооксида углерода в конвертере
с учетом влияния шлака // Изв. вузов. Черная металлургия.-2001.- № 5.
19 Арсентьев П.П., Яковлев В.В., Комаров С.В. Конвертерный процесс с
комбинированным дутьем.-М.: Металлургия, 1991.
20
Протопопов
Е.В.,
Лаврик
Д.А.,
Чернятевич
А.Г.
Повышение
эффективности дожигания отходящих газов в конвертерах с жидкофазным
восстановлением // Изв. вузов. Черная металлургия.-2001.-№ 6.
21 Баптизманский В.И., Бойченко Б.М., Третьяков Е.В. Металлолом в шихте
кислородных конвертеров.-М.: Металлургия, 1982.
22 Квитко М.П., Марцинковский Д.Б. Возможности увеличения расхода лома
в шихте кислородных конвертеров // Бюллетень научно-технич. информации.
Черная металлургия.-1979.-№ 20.
23 Нагрев металлолома для конвертерной плавки в завалочных совках на
опытно-промышленной установке / Л.А. Смирнов, К.Н. Демидов, С.М.
Челпан и др. // Труды первого конгресса сталеплавильщиков.-1993.
Размещено на http://www.allbest.ru/
24 Обоснование основных направлений научно-технического прогресса в
черной металлургии. Увеличение расхода лома в конвертерных цехах.-М.:
Гипромез.-1978.-Т 110785.
25 Маструков Б.С. Теория, конструкции и расчеты металлургических печей.М.: Металлургия, 1986.-Т. 2.
26 ТИ 05757665-СТКК1-01-2001. Производство непрерывнолитых слябов из
конвертерной стали.-Липецк, 2001.
27 Лузгин В.П., Вишкарев А.Ф. Производство стали и ферросплавов:
Учебное пособие.- М.: МИСиС, 1990.
28 СанПиН 2.2.1/2.1.1.567-96. Санитарные правила и нормы проектирования
промышленных предприятий.-M.: Стройиздат, 1996.
29 ГОСТ 12.1.005-88. Общие санитарно-гигиенические требования к воздуху
рабочей зоны.-M.: Издательство стандартов, 1988.
30 Охрана труда и окружающей среды. Учебное пособие под редакцией В.H.
Бринзы.-M.: Ротапринт МИСиС, 1985.
31 СНиП 11-92-76. Вспомогательные здания и помещения промышленных
предприятий. Нормы проектирования.-M.: Госстрой СССР, 1977.
32 ГОСТ 12.0.003-74. Опасные и вредные производственные факторы.
Классификация.-М.: Издательство стандартов, 1975.
33 СниП 2.01.02-85. Противопожарнве нормы.-М.: ЦИТП Госстроя СССР,
1986.
34 Стрижко М.П., Адамов Э.В. Учебное пособие по экономическим и
организационным вопросам в дипломном проектировании.-M.: Ротапринт
МИСиС, 1986.
35 Симанян Л.М., Косырев К.Л. Экологически чистая металлургия.
Ресурсосбережение и экология в металлургии: Практикум.-М.:МИСиС, 2002.
36 Инструкция. Методические указания по взиманию платы за загрязнения
окружающей природной среды.-М.:МИСиС, 1983.
Размещено на Allbest.ru