ВАЛЬЦЫ ЮВЕЛИРНЫЕ РУЧНЫЕ
реклама

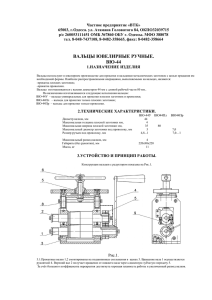
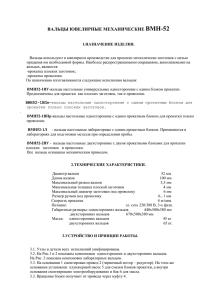
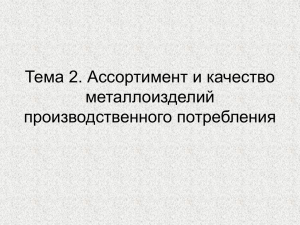
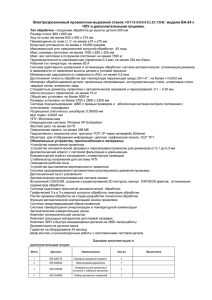
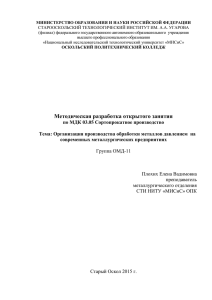
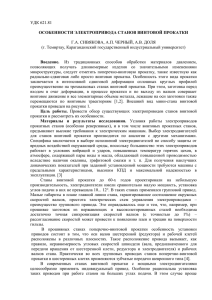
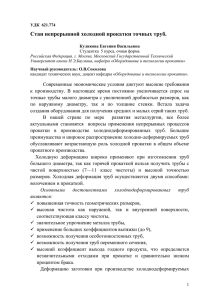
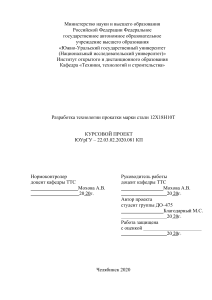
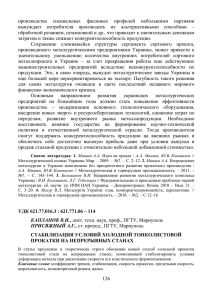
Частное предприятие «ВТК» 65003, г.Одесса. ул. Атамана Головатого 84, ОКПО32039715 р/с 260053111451 ОМБ №7860 ОБУ г. Одессы. МФО 388078 тел. 8-048-7437108, 8-0482-358665, факс: 8-0482-358664 ВАЛЬЦЫ ЮВЕЛИРНЫЕ РУЧНЫЕ. 1.НАЗНАЧЕНИЕ ИЗДЕЛИЯ Вальцы используют в ювелирном производстве для прокатки и вальцовки металлических заготовок с целью придания им необходимой формы. Наиболее распространенными операциями, выполняемыми на вальцах, являются: -прокатка плоских заготовок; -прокатка проволоки. По назначению изготавливаются следующие исполнения вальцов: ВР-52У – вальцы универсальные для прокатки плоских заготовок и проволоки; ВР-52У-М – вальцы универсальные для прокатки плоских заготовок и проволоки с увеличенным разводом валков; ВР-52Пл – вальцы для прокатки только плоских заготовок; ВР-52Пр – вальцы для прокатки только проволоки. Кроме этого все исполнения вальцов могут оснащаться редукторами. Обозначения таких вальцов будут ВР-52У.Р-М; ВР-52Пл.Р; ВР-52Пр.Р соответственно. 2.ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ. Диаметр валков 52 мм Максимальная толщина плоской заготовки 4 мм Максимальная ширина плоской заготовки 50 мм Максимальный диаметр заготовки под проволоку 6 мм Размер ручьев под проволоку 6...1 мм Максимальный развод валков 3,5 мм Максимальный развод валков для ВР-52У-М 5 мм Габариты (без рукоятки) 250х110х250 мм Масса 16 кг. 3.УСТРОЙСТВО И ПРИНЦИП РАБОТЫ. Конструкция вальцов показана на Рис.1. Рис.1. 3.1.Прокатные валки 1,2 смонтированы на подшипниках скольжения в корпусе 3. Вращение вала 1 осуществляется рукояткой 4. Верхний вал 2 получает вращение от нижнего вала через зубчатую передачу 5. В вальцах ВР-52У-М передача осуществляется сдвоенными шестернями. За счёт большого коэффициента перекрытия достигнута хорошая плавность работы и увеличенный развод валков. Регулировка зазора между валами осуществляется перемещением верхнего вала с помощью маховичка 6 через зубчатую передачу 7 и винты 8. Для смазки опор в подшипниках предусмотрены карманы 9, заполненные войлоком. Свободные шейки прокатных валов с левой стороны вальцов предназначены для установки прокатных роликов с канавками необходимых профилей. Ролики в комплект поставки не входят, изготавливаются по отдельному заказу. По желанию Заказчика возможно изготовление вальцов для прокатки только плоских заготовок, либо только для прокатки проволоки . 3.2.Для облегчения работы оператора предусмотрена возможность установки редуктора. Переделка вальцов для этого не требуется. Необходимо снять рукоятку, установить редуктор и эту же рукоятку установить на входном валу редуктора, как показано на Рис.2. Рис.2. Крепёжные детали для установки редуктора поставляются вместе с редуктором. 3.3.Конструкция планетарного редуктора показана на Рис.3. Рис.3. 4.ПОДГОТОВКА К РАБОТЕ. Вальцы поставляются отрегулированными и готовыми к эксплуатации. Вальцы необходимо закрепить к рабочему столу. Для этого в основании корпуса предусмотрены крепежные отверстия. Визуально проверить исправность узлов, удалить с рабочих поверхностей грязь, пыль. В случае необходимости отрегулировать параллельность валков. Для этого необходимо снять любую из шестерён зубчатой передачи 8 и, вращая винты, опустить верхний вал до плотного соприкосновения с нижним. Ввести шестерни в зацепление. Проверить наличие масла в парах трения. Подшипники скольжения смазывать маслами большой вязкости, например «Индустриальное 30». Для смазки зубчатой передачи 6 и редуктора применять солидол УС-1 или УС-2. Зубчатую передачу 8 смазывать не нужно. 5.ПОРЯДОК РАБОТЫ. Во избежание порчи валов на прокатку подают заготовки после отжига, травления и очищенные от флюсов и шлаков. Заданный размер заготовки получают обычно за несколько проходов. Процесс прокатки листов и проволоки из сплавов драгоценных металлов мало чем отличается один от другого. Характерная особенность прокатки проволоки заключается в том, что заготовка испытывает наряду с вертикальным ещё и боковое давление. После каждого очередного прохода заготовку поворачивают на 90 град. и чуть уменьшают зазор между валками. Степень обжатия регулируют визуально. Обжатие не должно быть сильным. В противном случае по ребрам заготовки появляется заусенец. Деформация металла в процессе прокатки вызывает наклёп заготовок увеличивая их жёсткость. Для уменьшения наклёпа необходимо своевременно производить отжиг. 6. ГАРАНТИЙНЫЕ ОБЯЗАТЕЛЬСТВА. Гарантийный срок эксплуатации 12 месяцев со дня продажи. Дата продажи____________________________________ 200__ г. Подпись ___________________________________