2. Реакции, протекающие при каталитическом крекинге
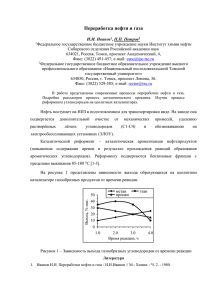
реклама

МИНИСТЕРСТВО ОБРАЗОВАНИЯ И НАУКИ РЕСПУБЛИКИ КАЗАХСТАН ГОСУДАРСТВЕННЫЙ УНИВЕРСИТЕТ имени ШАКАРИМА г. СЕМЕЙ Документ СМК 3 уровня Учебно-методические материалы по дисциплине «Технология и оборудование переработки нефти и газа» УМКД Редакция № 1 от 18.09.2013 г УМКД 042-18-10.1.27/032013 УЧЕБНО-МЕТОДИЧЕСКИЙ КОМПЛЕКС ДИСЦИПЛИНЫ «ТЕХНОЛОГИЯ И ОБОРУДОВАНИЕ ПЕРЕРАБОТКИ НЕФТИ И ГАЗА» для специальности 5В072100– Химическая технология органических веществ УЧЕБНО-МЕТОДИЧЕСКИЕ МАТЕРИАЛЫ СЕМЕЙ 2013 УМКД 042-18-10.1.27/03-2013 Редакция № 1 от 18.09 2013 стр. 2 из 88 СОДЕРЖАНИЕ № 1. 2. 3. 4. Наименование Глоссарий Лекции Практические занятия Самостоятельная работа студента 2 Страницы 3 4-84 84-87 87 УМКД 042-18-10.1.27/03-2013 Редакция № 1 от 18.09 2013 стр. 3 из 88 ГЛОССАРИЙ 1. Абсорберы – аппараты для разделения газовых смесей путем избирательного поглощения их компонентов жидкими поглотителями 2. Адиабатические реакторы – реакторы, которые при спокойном (без перемешивания) течении потока реагентов не имеют теплообмена с окружающей средой, т.е. снабжены хорошей тепловой изоляцией 3. Газосепараторы – аппараты для отделения газа от жидкости и механических примесей 4. Газофракционирование – процесс разделения смеси углеводородных газов на составляющие компоненты путем ректификации 5. Депарафинизация масел – процесс удаления высокоплавких углеводородов 6. И з о т е р м и ч е с к и е р е а к т о р ы – реакторы, имеющие постоянную температуру во всех точках реакционного объема, т. е. tк = tср во времени и пространстве 7. Катализ - увеличение скорости химических реакций или возбуждение их при воздействии веществ-катализаторов, которые участвуют в реакции, вступая в промежуточное химическое взаимодействие с реагентами, но восстанавливают свой химический состав с окончанием акта катализа 8. Каталитический крекинг – процесс деструктивного каталитического превращения нефтяных фракций в моторные топлива и сырье для производства технического углерода, кокса и нефтехимии 9. Коксование – процесс термической переработки нефтяного остаточного сырья с целью получения нефтяного кокса 10.Перегонка нефти – процесс разделения нефти ректификацией на отдельные фракции 11.Реакторы – аппараты для проведения химических реакций 12.Ректификационные колонны – аппараты для разделения путем ректификации жидких смесей взаимно растворимых компонентов 13.Ректификация – физический процесс разделения жидких смесей взаимно растворимых компонентов, различающихся температурами кипения 14.Термический крекинг – процесс переработки нефтяных фракций путем их термического разложения с целью получения светлых нефтепродуктов 15.Технологический режим – совокупность технологических параметров, определяющих условия работы аппарата 16.У м я г ч е н и е и о б е с с о л и в а н ие воды - удаление солей кальция, магния и других металлов из воды 3 УМКД 042-18-10.1.27/03-2013 Редакция № 1 от 18.09 2013 стр. 4 из 88 Модуль 1 - «Первичная переработка нефти и газа. Аппаратурное и технологическое оформление процессов первичной переработки нефти и газа» Лекция 1- Физические методы переработки природных углеводородных газов План лекции: 1. Подготовка газов к переработке 2. Переработка природных газов 3. Хранение и транспортирование сжиженных газов 1. Природные и попутные нефтяные углеводородные газы являются ценным сырьем для производства топлив и сырья для нефтехимического синтеза. Основные продукты первичной переработки этих газов — газовый бензин, сжиженные и сухие газы, технические индивидуальные углеводороды: пропан, изобутан, н-бутан, пентан. Для улучшения качества продуктов и условий эксплуатации оборудования газоперерабатывающих заводов углеводородные газы предварительно подвергают очистке от механических примесей, осушке и очистке от сероводорода и двуокиси углерода. Очистка от механических примесей. Очистка природных газов от механических примесей осуществляется с помощью механических устройств. Различают методы сухой и мокрой газоочистки. Для сухой очистки применяются сухие пыле уловители: циклоны, осадительные аппараты и электро фильтры. О степени очистки газа в циклонах судят по коэффициенту очи стки γ 0Ч , представляющему отношение массового количества уло вленной в аппарате пыли к массовому количеству пыли, входящей в аппарат за одно и то же время (в %): (1) Где G ул – количество уловленной в аппарате пыли; G вх и G вых – количество пыли входящей в аппарат и выходящей из него. Осадительный аппарат представляет собой вертикальный или горизонтальный пустотелый цилиндр диаметром 0,5—1,5 м. Работа его основана на том, что в результате резкого уменьшения скорости движения газа частицы пыли под действием силы тяжести оседают на дно. Скорость оседания частиц может быть выражена уравнением Стокса: (2) Где w – скорость оседания частиц пыли, см/сек; d – диаметр частиц пыли, см; γ1 и γ2 – плотности частицы пыли и газа, г/см3, g – ускорение силы тяжести, см/сек 2 ; η – динамическая вязкость газа, г/(см . сек). Оптимальными условиями осаждения твердых частиц в осадительном аппарате являются пониженное давление и повышенная температура. Наиболее эффективная очистка газа от пыли достигается в электрофильтрах. Мокрая газоочистка основана на тесном контакте потока запыленного газа с жидкостью (минеральным маслом). При этом твердые частицы удерживаются жидкостью. Для мокрой газоочистки применяют скрубберы, мокрые циклоны, вращающиеся промыватели и др. Скорость газа в свободном сечении скруббера может быть равной 0,5—1,5 м/сек. Скрубберы этого типа относятся к аппаратам средней степени очистки (80—90%). 4 УМКД 042-18-10.1.27/03-2013 Редакция № 1 от 18.09 2013 стр. 5 из 88 Осушка газов. Пары воды, способны давать с углеводородами комплексные соединения — гидраты (СН4.6Н20, СН4.7Н20, С2Н6.7Н20, С3Н8.18Н20 и др.). Гидраты могут закупорить трубопровод и сильно осложнить его эксплуатацию, и работу компрессоров. Существует несколько способов осушки газов. Они основаны на использовании дроссельного эффекта при расширении газа, расширении газа с отдачей внешней работы, впрыске антифриза, поглощении влаги из газа жидкими или твердыми поглотителями и др. Наибольшее распространение получил способ осушки газов с помощью жидких и твердых поглотителей. Осушка углеводородных газов с применением жидких поглотителей относится к абсорбционным процессам, т. е. пары воды поглощаются растворителями. В качестве осушителей применяют глицерин, диэтиленгликоль, триэтиленгликоль. Применяют также растворы солей, например хлористого кальция. Осушка газа твердыми поглотителями основана на явлении адсорбции. Из числа промышленных адсорбентов для осушки газов применяются силикагель, алюмогель (активированная окись алюминия), активированный боксит и молекулярные сита 4А и 5А. Очистка природных газов от сероводорода и двуокиси углерода. Из методов очистки наибольший интерес представляет очистка этаноламинами, позволяющая совместить удаление H2S, С02 и Н20. Основные реакции, протекающие при абсорбции С02 и H2S моноэтаноламином, выражаются следующими уравнениями: Процесс поглощения сероводорода и двуокиси углерода этаноламином проводится при высоком давлении и температуре 25—40° С, а регенерация поглотителя осуществляется при низком давлении, и температуре выше 105° С. Для одновременной очистки газа от сероводорода, двуокиси углерода и воды применяют смесь этаноламина с этиленгликолем. Водная промывка и карбонатная очистка. Абсорбция H2S и СО2 этаноламинами целесообразна, когда концентрация этих примесей в газе не превышает 2—2,5 мол. % . При более высоких концентрациях выгодно применение таких абсорбентов, как вода или водные растворы карбонатов натрия (Na2C03) или калия (К2С03) — поташа. Их используют для предварительной очистки газов с доведением концентрации H2S и С02 до 2—2,5 мол. % , а окончательная их очистка от H2S и СО2 осуществляется этаноламинами. Производство серы. Завершающим этапом процессов подготовки природных и попутных газов к переработке является утилизация сероводорода, который является вредной и опасной примесью нефтяных и природных газов. Самым широко распространенным способом получения элементарной серы из сероводорода является процесс Клауса, основанный на неполном сгорании сероводорода. При этом протекают следующие реакции: 2. Разделение газов значительно отличается от разделения нефти. Разделение газов протекает по схеме: сначала весь газовый поток сжимают и охлаждают. В первом контуре охлаждения используют воздух и воду. Здесь при давлении 0,5 МПа и температуре 35 0С происходит конденсация части газов С3-С4. Получившуюся газожидкостную смесь прокачивают через колонну с абсорбентом – бензином. Сконденсировавшиеся молекулы 5 УМКД 042-18-10.1.27/03-2013 Редакция № 1 от 18.09 2013 стр. 6 из 88 пропана и бутана растворяются в нем. Насыщенный газом бензин из абсорбера поступает на десорбцию, где из него при соответствующих давлениях и температурах выделфют растворенные газы. Оставшуюся часть исходной газовой смеси продолжают сжимать и охлаждать. Сначала это делают в аммиачном или фреоновом цикле, далее в этановом или этиленовом (-800 С), а при необходимости применяют метановый холодильный цикл с температурой ниже -100 0С и давлением порядка 4 МПа. Подобные циклы газофракционирования используют и для переработки попутного газа. 3. Сжиженные углеводородные газы хранят либо под высоким давлением и при температуре окружающей среды, либо при низких температурах и давлении, близком к атмосферному. Система хранения сжиженных газов состоит из емкости, компрессора, теплообменника и конденсатора. Сжиженный газ находится в емкости под давлением 1,05 ат и при температуре от -30 до – 42 0С. Испаряющаяся часть его через теплообменник попадает на прием компрессора, сжимается и направляется в конденсатор. Конденсат возвращается в емкость, на дне которой находится осушитель – диэтиленгликоль. В настоящее время широкое распространение получило подземное хранение сжиженных газов. Подземные хранилища устраивают в искусственно созданных пустотах, в прочных горных породах, непроницаемых для сжиженного газа и паров углеводородов. Подземные хранилища создают путем размыва полостей в толще соли при помощи буровых скважин. Транспортируют сжиженные газы по трубопроводам или в цистернах по железной дороге и автотранспортом. Основное требование при транспортировании – ни в одной точке трубопровода давление не было ниже давления насыщенного сжиженного газа. Минимальное значение давления в трубопроводе на 10-12 ат выше давления насыщения. По железным дорогам сжиженные газы перевозят в специальных цистернах и баллонах. Емкость железнодорожных цистерн 30 т, максимальное давление в них 20 ат. На автомобилях сжиженные газы перевозят в автоцистернах и баллонах. Основные понятия, которые необходимо знать после изучения материала данной лекции: Подготовка газов к переработке: очистка газов от механических примесей, осушка, очистка от сероводорода и диоксида углерода, водная промывка и карбонатная очистка. Разделение газов, хранение и транспортирование сжиженных газов. Вопросы для самоконтроля: 1. Перечислите и опишите основные направления переработки природных и попутных газов 2. Перечислите методы разделения газа. 3. Какова особенность транспортировки сжиженных газов? Рекомендуемая литература: 1. Ахметов С.А. Технология глубокой переработки нефти и газа. Уфа: Гилем, 2002. С. 188194. 2. Г.К. Бишимбаева, А.Е. Букетова. Химия и технология нефти и газа. – Алматы.: Бастау, 2007. -280с. С. 113-118 Лекция 2 - Подготовка нефти к переработке План лекции: 1. Вредные примеси в нефтях 2. Обезвоживание и обессоливание нефтей. Типы эмульсий. 3. Методы разрушения нефтяных эмульсий 6 УМКД 042-18-10.1.27/03-2013 Редакция № 1 от 18.09 2013 стр. 7 из 88 1. Добываемая из недр земли нефть наряду с растворенными газами, содержит примеси — частицы песка, глины, кристаллы солей и воду. Содержание твердых частиц в неочищенной нефти не превышает 1,5%, а количество воды может изменяться в широких пределах. С увеличением продолжительности эксплуатации месторождения возрастает содержание воды в добываемой нефти. Для перекачки по нефтепроводам принимают нефть, содержащую не более 1% воды. В нефти, поступающей на переработку, должно быть не более 0,3% воды. Растворенные в воде и находящиеся в виде кристаллов в нефти соли ведут себя различно. Хлористый натрий не гидролизуется. Хлористый кальций может гидролизоваться в количестве до 10% с образованием НС1. Хлористый магний гидролизуется на 90%, причем гидролиз протекает и при низких температурах. Поэтому соли могут быть причиной коррозии нефтяной аппаратуры. Гидролиз хлористого магния может происходить под действием воды, содержащейся в нефти, а также за счет кристаллизационной воды хлористого магния. Разъедание аппаратуры продуктами гидролиза происходит как в зонах высокой температуры (трубы печей, испарители, ректификационные колонны), так и в аппаратах с низкой температурой (конденсаторы и холодильники). Сероводород в присутствии воды или при повышенных температурах реагирует с металлом аппаратов, образуя сернистое железо: Fe+H 2 S → FeS + H 2 При наличии хлористого водорода защитная пленка разрушается, так как сернистое железо вступает в реакцию: FeS+2HCl → FeCl 2 +H 2 S Хлористое железо переходит в водный раствор, а освобождающийся сероводород вновь реагирует с железом. От основного количества воды и твердых частиц нефти освобождают путем отстаивания в резервуарах на холоду или при подогреве. Окончательно их обезвоживают и обессоливают на специальных установках. 2. Вода и нефть часто образуют трудно разделимую нефтяную эмульсию. Смолистые нефти, содержащие нафтеновые кислоты или сернистые соединения, отличаются большей склонностью к образованию эмульсий. Эмульгированию нефти способствует также интенсивное перемешивание ее с водой при добыче. Различают два типа нефтяных эмульсий: нефть в воде (Н/В), или гидрофильная эмульсия, и вода в нефти (В/Н), или гидрофобная эмульсия. В первом случае нефтяные капли образуют дисперсную фазу внутри водной среды, во втором — капли воды образуют дисперсную фазу в нефтяной среде. Растворимые в воде (гидрофильные) эмульгаторы способствуют образованию эмульсий типа нефть в воде, а растворимые в нефтепродуктах (гидрофобные) — вода в нефти. К гидрофильным эмульгаторам относятся такие ПАВ, как щелочные мыла, желатин, крахмал. Гидрофобными являются хорошо растворимые в нефтепродуктах щелочноземельные соли органических кислот, смолы, а также мелкодисперсные частицы сажи, глины, окислов металлов и т . п., легче смачиваемые нефтью, чем водой. Введение в эмульсию данного типа эмульгатора, способствующего образованию эмульсии противоположного типа, облегчает ее расслоение. 7 УМКД 042-18-10.1.27/03-2013 Редакция № 1 от 18.09 2013 стр. 8 из 88 Основными факторами, определяющими стойкость нефтяных эмульсий, являются физико-химические свойства нефти, степень дисперсности (размер частиц), температура и время существования эмульсии. Чем выше плотность и вязкость нефти, тем устойчивее эмульсия. Степень дисперсности зависит от условий образования эмульсии и для системы вода в нефти колеблется в пределах 0,2—100 мк. При размерах капель до 20 мк эмульсия считается мелкодисперсной, в пределах 20—50 мк — среднедисперсной и свыше 50 мк — грубодисперсной. Труднее поддаются разрушению мелкодисперсные эмульсии. Чем выше температура, тем менее устойчива нефтяная эмульсия. 3. Существуют три разновидности методов разрушения нефтяных эмульсий: механические, химические и электрические. К механическим способам разрушения эмульсий относятся отстаивание, центрифугирование и фильтрование. 1. Отстаивание применимо к свежим нестойким эмульсиям, способным, расслаиваться на нефть и воду вследствие разности плотностей компонентов, составляющих эмульсию. Чем меньше частицы дисперсной фазы и разность плотностей воды и нефти и чем больше вязкость среды, тем медленнее протекает процесс расслоения. Нагрев эмульсий ускоряет их разрушение, так как при этом возрастает растворимость в нефти защитной пленки эмульгатора, уменьшается вязкость среды и увеличивается разность плотностей. При обезвоживании нефтей на промыслах устанавливают аппарат для отстаивания воды о т нефти — дегидратор - подогреватель. На нефтеперегонных установках нефть дополнительно подогревают для отделения воды до 120—160° С и отстаивание, ведут под давлением 8—15 am, не допуская испарения воды. Продолжительность процесса 2—3 ч. 2. Центрифугирование. При центрифугировании вода и механические примеси выделяются из нефти под действием центробежной силы, величина которой определяется из уравнения: (1), где m – масса капли воды, г; R – радиус вращения, см; n – число оборотов ротора центрифуги в минуту. Центробежная сила и скорость отделения капель воды изменяются пропорционально радиусу вращения и квадрату числа оборотов ротора. 3. Фильтрование. Отделение воды от нефти при помощи фильтрования основано на избирательном смачивании веществ различными жидкостями. Фильтровальные колонны в основном применяют там, где нефтяные эмульсии уже разрушены, но капли воды все еще держатся во взвешенном состоянии и не оседают на дно. Существенным недостатком метода фильтрования являются сравнительно быстрая засоряемость фильтрующей поверхности механическими примесями и необходимость ее частой смены. Химические методы. Разрушение нефтяных эмульсий в этом случае достигается применением поверхностно-активных веществ (ПАВ), действующих как деэмульгаторы. Разрушение нефтяных эмульсий может быть результатом: а) адсорбционного вытеснения действующего эмульгатора веществом с большей поверхностной активностью и меньшей прочностью адсорбционной пленки; б) образования эмульсий противоположного типа (инверсия фаз) и в) растворения (разрушения) адсорбционной пленки в результате ее химической реакции с вводимым в систему деэмульгатором. 8 УМКД 042-18-10.1.27/03-2013 Редакция № 1 от 18.09 2013 стр. 9 из 88 Деэмульгаторы вводят в отстойные резервуары, в трубопровод, связывающий сборный резервуар с обезвоживающей установкой, и непосредственно в нефтяные скважины. Для ускорения химического деэмульгирования нефть предварительно подогревают (рис. 1). По характеру действия на нефтяные эмульсии деэмульгаторы делятся на электролиты, неэлектролиты и коллоиды. Электролиты снижают стабильность эмульсии, способствуют разрушению пленки эмульгатора, образуют нерастворимые осадки с солями, входящими в состав эмульсии. Рис. 1. Схема установки для термохимического деэмульгирования нефти: 1 — теплообменник; 2 — паровой подогреватель; 3— отстойник. Линии: I — сырая нефть; I I — деэмульгатор; I I I — свежая вода; I V — обезвоженная нефть; V — водяной пар; VI — отстоявшаяся вода. Неэлектролиты — это органические соединения, способные растворять защитную пленку эмульгатора, понижать вязкость нефти и тем самым способствовать осаждению частиц воды. К ним относятся бензол, сероуглерод, ацетон, спирты, фенол, эфиры, бензин и др. В группу деэмульгаторов-коллоидов входят ПАВ, способные преобразовывать исходную эмульсию в эмульсию противоположного типа, ослаблять и разрушать пленку эмульгатора. К таким веществам относятся ПАВ трех групп: анионо-активные, катионоактивные и неионогенные. К анионактивным ПАВ относятся карбоновые кислоты и их соли, сульфокислоты и сульфосоли, сульфоэфиры, и алкилсульфонаты и др. К неионогенным ПАВ относятся продукты конденсации окиси этилена с октилфенолами, а также оксиэтилированные синтетические жирные кислоты фракции выше С20 (ОЖК), спирты (ОЭС), блокполимеры окиси пропилена и окиси этилена. Электрические способы разрушения нефтяных эмульсий. Технологическая схема промысловой электрообезвоживающей установки (ЭЛОУ) приведена на рис.2. Рис. 2. Схема ЭЛОУ:1 — паровой подогреватель; 2— смеситель; 3— электродегидраторы. Линии: I — сырая вефть; I I — водяной пар; I I I — деэмульгатор; I V — обезвоженная и обессоленная нефть; V — отстоявшаяся вода. 9 УМКД 042-18-10.1.27/03-2013 Редакция № 1 от 18.09 2013 стр. 10 из 88 Эмульгированная нефть после подогрева контактируется со свежей водой. К этой смеси добавляют деэмульгатор, после чего она поступает в два параллельно работающих электродегидратора. Здесь нефтяная эмульсия разрушается, вода выводится снизу в канализацию, а нефть сверху в отстойник. Обезвоженная и обессоленная нефть откачивается в промысловые нефтехранилища и далее в нефтепровод. Основные понятия, которые необходимо знать после изучения материала данной лекции: вредные примеси в нефтях, методы и способы обезвоживания и обессоливания нефтей. Типы нефтяных эмульсий. Методы разрушения нефтяных эмульсий: механические (отстаивание, центрифугирование, фильтрование), химические, электрические. Вопросы для самоконтроля: 1. Какие вредные примеси содержатся в нефти? 2. Как образуются нефтяные эмульсии? Перечислите виды нефтяных эмульсий 3. Какие методы используются для разрушения нефтяных эмульсий? Рекомендуемая литература: 1. Ахметов С.А. Технология глубокой переработки нефти и газа. Уфа: Гилем, 2002. С. 174180. 2. Г.К. Бишимбаева, А.Е. Букетова. Химия и технология нефти и газа. – Алматы.: Бастау, 2007. С. 124-127 Лекция 3-5 - Первичная переработка нефти План лекции: 1. Методы переработки нефти. Перегонка с однократным, многократным и постепенным испарением 2. Перегонка в присутствии испаряющего агента. Вакуумная пергонка. 3. Азеотропная или экстрактивная ректификация 1. Различают первичные и вторичные методы переработки нефти. К первичным относят процессы разделения нефти на фракции, когда используются ее потенциальные возможности по ассортименту, количеству и качеству получаемых продуктов и полупродуктов — перегонка нефти. Различают перегонку с однократным, многократным и постепенным испарением. При перегонке с однократным испарением нефть нагревают до определенной температуры и отбирают все фракции, перешедшие в паровую фазу. Нефть нагревают в змеевике подогревателя до заранее заданной температуры. По мере повышения температуры образуется все больше паров, которые находятся в равновесии с жидкой фазой, и при заданной температуре парожидкостная смесь покидает подогреватель и поступает в адиабатический испаритель, который представляет собой цилиндр, в котором паровая фаза отделяется от жидкой. Температура паровой и жидкой фаз в этом случае одна и та же. Четкость разделения нефти на фракции при перегонке с однократным испарением наихудшая (рис. 1). 10 УМКД 042-18-10.1.27/03-2013 Редакция № 1 от 18.09 2013 стр. 11 из 88 На рис.1 изображены кривые разгонки (ИТК индивидуальные температурные кривые) фракции 40 — 285°С. Из рисунка следует, что температурные пределы выкипания полученных продуктов мало отличаются друг от друга. Перегонка нефти с многократным испарением производится с поэтапным нагреванием нефти, и отбиранием на каждом этапе фракций нефти. На каждом этапе температура повышается. Рис. 1 Кривые ИТК при перегонке с Если при каждом однократном испарении нефти однократным испарением: 1 –исходная образовавшиеся пары непрерывно отделяются от фракция, 2,4,6 – легкие фракции жидкой фазы, а число однократных испарений паровой фазы; 3, 5, 7 – тяжелые бесконечно большое, то такая перегонка является фракции жидкой фазы перегонкой с постепенным испарением. Если высокой четкости разделения фракций не требуется, то метод однократного испарения экономичнее. К тому же при максимально допустимой температуре нагрева нефти 350 — 370°С больше продуктов переходит в паровую фазу по сравнению с многократным или постепенным испарением. Для отбора из нефти фракций, выкипающих выше 350 — 370°С, применяют вакуум или водяной пар. 2. Испаряющий агент вводится в ректификационную колону с целью повышения концентрации высококипящих компонентов в остатке от перегонки нефти. В качестве испаряющего агента используются пары бензина, лигроина, керосина, инертный газ, чаще всего — водяной пар. В присутствии водяного пара в ректификационной колонне снижается парциальное давление углеводородов, а следовательно их температура кипения. В результате наиболее низкокипящие углеводороды, находящиеся в жидкой фазе после однократного испарения, переходят в парообразное состояние и вместе с водяным паром поднимаются вверх по колонне. Водяной пар проходит всю ректификационную колонну и уходит с верхним продуктом, понижая температуру в ней на 10 — 20°С. На практике применяют перегретый водяной пар и вводят его в колонну с температурой, равной температуре подаваемого сырья или несколько выше (обычно не насыщенный пар при температуре 350 — 450°С под давлением 2 — 3ат). Влияние водяного пара заключается в следующем: интенсивно перемешивается кипящая жидкость, что способствует испарению низкокипящих углеводородов; создается большая поверхность испарения тем, что испарение углеводородов происходит внутрь множества пузырьков водяного пара. Расход водяного пара зависит от количества отпариваемых компонентов, их природы и условий внизу колонны. Для хорошей ректификации жидкой фазы внизу колонны необходимо, чтобы примерно 25% ее переходило в парообразное состояние. В случае применения в качестве испаряющего агента инертного газа происходит большая экономия тепла, затрачиваемого на производство перегретого пара, и снижение расхода воды, идущей на его конденсацию. Весьма рационально применять инертный газ при перегонке сернистого сырья, т.к. сернистые соединения в присутствии влаги вызывают интенсивную коррозию аппаратов. Удобно в качестве испаряющего агента использовать легкие нефтяные фракции — лигроино-керосино-газойлевую фракцию, т.к. 11 УМКД 042-18-10.1.27/03-2013 Редакция № 1 от 18.09 2013 стр. 12 из 88 это исключает применение открытого водяного пара при перегонке сернистого сырья, вакуума и вакуумсоздающей аппаратуры, и избавляет от указанных сложностей работы с инертным газом. Чем ниже температура кипения испаряющего агента и больше его относительное количество, тем ниже температура перегонки. Однако чем легче испаряющий агент, тем больше его теряется в процессе перегонки. Поэтому в качестве испаряющего агента рекомендуется применять лигроино-керосино-газойлевую фракцию. Перегонка нефти в вакууме. В результате перегонки нефти при атмосферном давлении и температуре 350 — 370°С остается мазут, для перегонки которого необходимо подобрать условия, исключающие возможность крекинга и способствующие отбору максимального количества дистилляторов. Самым распространенным методом выделения фракций из мазута является перегонка в вакууме. Вакуум понижает температуру кипения углеводородов и тем самым позволяет при 410 — 420°С отобрать дистилляты, имеющие температуры кипения до 500°С (в пересчете на атмосферное давление). 3. Для выделения высокой чистоты углеводородов используются специальные методы перегонки: азеотропная или экстрактивная ректификация. Эти методы основаны на введении в систему постороннего вещества увеличивающего разницу в летучести разделяемых углеводородов. Летучесть (u1) может быть определена как отношение мольных долей углеводородов в паровой и жидкой фазах: u1=y1/х1 где y1 и х1 — мольные доли углеводорода соответственно в паровой и жидкой фазах. Легкость разделения углеводородов перегонки зависит от их относительной летучести. Относительная летучесть двух углеводородов (α) определяется соотношением их летучестей (u1 и u2), т. е. α= u1/u2= y1х2/y2х1. Согласно законам Рауля и Дальтона y1=P1x1/p и y2=P2x2/p, где P1 и P2 — давление насыщенных паров углеводородов, x1 и x2 — мольные доли углеводородов в жидкой фазе, p — общее давление в системе. Отсюда α=P1x1/px1 : P2x2/px2= P1/P2. Таким образом, относительная летучесть углеводородов в идеальном растворе равняется отношению давлений насыщенных паров чистых компонентов при температуре кипящей смеси, и чем ближе она к единице, тем сложнее разделить эти углеводороды перегонкой. Если вводимый для увеличения разницы в летучести разделяемых углеводородов третий компонент менее летуч, чем исходные углеводороды, то его называют растворителем и вводят сверху ректификационной колонны и выводят снизу вместе с остатком. Такая ректификация называется экстрактивной. Требования к растворителю: 1) должен иметь высокую температуру кипения, чтобы компоненты, полученные с растворителем в виде одной фазы, можно было легко отделить от него при помощи перегонки; 2) должен хорошо растворять разделяемые компоненты, чтобы не образовывалось двух жидких фаз (расслаивание) на тарелке. При экстрактивной ректификации в качестве растворителя применяют фенол, крезолы, фурфурол, анилин и алкилфталаты. 12 УМКД 042-18-10.1.27/03-2013 Редакция № 1 от 18.09 2013 стр. 13 из 88 Если добавляемое вещество более летуче, чем исходные компоненты, то его вводят в ректификационную колонну вместе с сырьем и выводят из нее вместе с парами верхнего продукта. Такую ректификацию называют азеотропной. В этом случае вводимое вещество образует азеотропную смесь с одним из компонентов сырья. Это вещество называют уводителем. Требования к уводителю: 1) Он должен обеспечивать образование постоянно кипящей смеси (азеотропа) с одним или несколькими компонентами разгоняемой смеси. При азеотропной ректификации в качестве уводителей применяют метиловый и этиловый спирты, метилэтилкетон (МЭК); 2) должен иметь температуру кипения близкую к температуре кипения отгоняемого вещества. Это позволяет получить заметную разницу между температурой кипения азеотропа и других компонентов смеси; 3) должен легко выделяться из азеотропной смеси. Часто разделение бывает более полным, чем этого можно ожидать на основании лишь температурной разницы. Это объясняется большим отклонением системы от идеальной. Для оценки этого отклонения вводят поправочный коэффициент, который фактически является коэффициентом активности, т. е. p1=j1P1x1. Коэффициент активности j является функцией физико-химических свойств всех остальных компонентов смеси и их концентраций. Коэффициент активности каждого компонента увеличивается по мере увеличения концентрации от 0 до 100%, однако для различных компонентов смеси в разной степени. Таким образом, для реальных смесей относительная летучесть равна отношению давления насыщенных паров и коэффициентов активности: a=j1P1/j2P2. Основные понятия, которые необходимо знать после изучения материала данной лекции: методы переработки нефти, классификация методов перегонки нефти, перегонка с однократным, многократным и постепенным испарением, перегонка в присутствии испаряющего агента, вакуумная перегонка, азеотропная или экстрактивная ректификация Вопросы для самоконтроля: 1. Как классифицируются методы переработки нефти? 2. В чем отличие методов первичной и вторичной переработки нефти? 3. Почему мазут перегоняют в вакууме? 4. Что такое азеотропная ректификация? В каких случаях ее используют? Рекомендуемая литература: 1. Ахметов С.А. Технология глубокой переработки нефти и газа. Уфа: Гилем, 2002. С. 194216. 2. Г.К. Бишимбаева, А.Е. Букетова. Химия и технология нефти и газа. – Алматы.: Бастау, 2007. С. 153 – 173. Лекция 6 - Аппаратурное оформление процессов первичной переработки нефти и газа План лекции: 1. Ректификационные колонны. Устройство. 2. Классификация ректификационных колонн. 3. Материальный и тепловой балансы ректификационной колонны. Температурный режим колонны. 13 УМКД 042-18-10.1.27/03-2013 Редакция № 1 от 18.09 2013 стр. 14 из 88 4. Сложные колонны установок АВТ 1. Ректификация простых и сложных смесей осуществляется в колоннах периодического или непрерывного действия. Колонны периодического действия применяют на установках малой производительности при необходимости отбора большого числа фракций и высокой четкости разделения. Классическая схема такой установки указана на рис. 1. Рис. 1. Схема установки для периодической ректификации: 1 – куб, 2 – ректификационная колонна, 3 – конденсатор-холодильник, 4 – аккумулятор, 5 – холодильник, 6 – насос. Линии: I – сырье, II-пары, III – пары верхнего продукта, IV – верхний продукт, V-орошение, VI-кубовый остаток, VII-вода, VIII-водяной пар Рис. 2. Схема установки для непрерывной ректификации двухкомпонентной смеси: 1подогреватель, 2-ректификационная колонна, 3теплообменник, 4-конденсатор-холодильник, 5кипятильник. Линии: I – сырье, II-изопентан, III-нпентан Сырье поступает в перегонный куб 1 на высоту около 2/3 его диаметра, где происходит подогрев глухим паром. В первый период работы ректификационной установки отбирают наиболее летучий компонент смеси, например бензольную головку, затем, повышая температуру перегонки, компоненты с более высокой температурой кипения (бензол, толуол и т.д.). Наиболее высококипящие компоненты смеси остаются в кубе, образовывая кубовый остаток. По окончанию процесса ректификации этот остаток охлаждают и откачивают. Куб вновь заполняется сырьем и ректификацию возобновляют. Периодичностью процесса обусловлены больший расход тепла и меньшая производительность установки. Установка непрерывного действия лишена многих указанных недостатков. Принципиальная схема такой установки показана на рис.2. Сырье через теплообменник 1 поступает в подогреватель 2 и далее на разные уровни ректификационной колонны 3. Нижние фракции разогревают в кипятильнике 4 и сбрасывают обратно в ректификационную колонну. При этом самая тяжелая часть выводится из кипятильника в низ колонны и вместе с жидким осадком на дальнейшую переработку тяжелых фракций. А легкие фракции сверху в конденсатор-холодильник 5, и далее из аккумулятора 6 частично назад в колонну для орошения, а частично — в дальнейшую переработку легких фракций. В зависимости от числа получаемых продуктов различают простые и сложные ректификационные колонны. В первых при ректификации получают два продукта. Вторые предназначены для получения трех и более продуктов. Они представляют собой последовательно соединенные простые колонны, каждая из которых разделяет поступающую в нее смесь на два компонента. 14 УМКД 042-18-10.1.27/03-2013 Редакция № 1 от 18.09 2013 стр. 15 из 88 В каждой простой колонне имеются отгонная и концентрационная секции. Отгонная, или отпарная, секция расположена ниже ввода сырья. Тарелка, на которую подается сырье для разделения, называется тарелкой питания. Целевым продуктом отгонной секции является жидкий остаток. Концентрационная, или укрепляющая, секция расположена над тарелкой питания. Целевым продуктом этой секции являются пары ректификата. Для нормальной работы ректификационной колоны обязательны подача орошения наверх концентрационной секции колонны и ввод тепла или острого водяного пара в отгонную секцию. 2. Ректификационные колонны делятся на насадочные, тарельчатые, роторные и др. В зависимости от давления они делятся на ректификационные колонны высокого давления, атмосферные и вакуумные. Первые применяют в процессах стабилизации нефти и бензина, газофракционирования на установках крекинга и гидрогенизации. Атмосферные и вакуумные ректификационные колоны применяют при перегонке нефтей, остаточных нефтепродуктов и дистилляторов. Для равномерного распределения паров и жидкости в насадочных колоннах — 1 (рис. 3.) в качестве насадки — 2 применяют шары, призмы, пирамиды, цилиндры из различных материалов (обычно из прессованной угольной пыли). Насадку помещают насыпом на специальные тарелки — 4 с отверстиями для прохождения паров и стекания флегмы — 3. Целью применения насадки является повышение площади соприкосновения флегмы и паров для взаимного обогащения. В связи с этим насадка и разбивается на несколько слоев, а тарелки, на которых размещается насадка, имеют специальную конструкцию, позволяющую снова равномерно перераспределять потоки после каждого слоя насадки. Эффективность использования насадочных колонн очень высока. Недостатки: 1) насадку периодически приходится изымать из колоны с целью очищения от Рис. 3 Схема насадочной смолистых частиц со временем покрывающих насадку и колонны: 1-слой насадки, 2перераспределительная тарелка, ухудшающих ее смачиваемость, 2) требование выдержки 3-распределитель жидкости, 4определенного давления пара и количества поступающей направляющий конус. флегмы. В тарельчатых колоннах 1 (рис. 4) для повышения площади соприкосновения потоков пара и флегмы применяют вместо насадки большое число тарелок специальной конструкции. Тарелка представляет собой перфорированную пластину с патрубками 4 и прикрывающими их колпачками 3 со щелочами 5 (прорезями). По патрубкам, кольцевому пространству 6 и через щели пары Рис. 4. Устройство колпачковой тарелки: 1вводятся под слой жидкости на тарелке. пластина, 2- сливной стакан, 3-колпачок, 4Постоянство уровня жидкости обеспечивается паровой патрубок, 5-прорези колпачка,6кольцевое простарнство, 7-подпорная подпорными перегородками 7. Избыток перегородка,8-стенка колонны. флегмы по сливным стаканам 2 перетекает на нижележащую тарелку. Принципом действия тарельчатой колонны является взаимное 15 УМКД 042-18-10.1.27/03-2013 Редакция № 1 от 18.09 2013 стр. 16 из 88 обогащения паров и флегмы за счет прохождения под давлением паров снизу вверх сквозь слой флегмы на каждой тарелке. За счет того, что пар проходит флегму в виде мельчайших пузырьков площадь соприкосновения пара и жидкости очень высока. Конструкции тарелок разнообразны. Применяют сетчатые, решетчатые, каскадные, клапанные, инжекционные и комбинированные тарелки. В промышленности наиболее часто применяются сложные установки ректификационных колонн, комбинирующих разные виды колонн и разные типы их подключения. Подключение колонн возможно: последовательное, где с каждой последующей колоны снимают более тяжелый продукт, который одновременно служит флегмой для предыдущей колонны; навесное, где к основной колонне пристроены вспомогательные, куда поступают дистилляторы отобранные с разных уровней основной колонны и проходят дополнительную очистку. Остаток вспомогательных колонн сбрасывают назад в основную. Возможно взаимное подключение вспомогательных колонн, использование выходного продукта одной вспомогательной колонны (ниже расположенной по циклу) в качестве флегмы для другой (выше расположенной по циклу) и др. Вспомогательные колонны могут также иметь различную конструкцию — использовать различный тип тарелок, различные нагревательные агенты, технологические условия (давление, температурный режим) и др.; и размещение — объединяться конструктивно в одну, надстраиваться над основной, располагаться вокруг основной колонны, помещаться внутри основной колонны; с комбинированием последовательных и навесных подключений. 3. Применительно к простой колонне для установившегося режима уравнения материального баланса следующие: Где L и α – количество сырья и концентрация в нем низкокипящего компонента (НКК); D и xD – количество ректификата, выходящего сверху колонны, и концентрация в нем НКК; R и xR – количество остатка, выходящего снизу колонны, и концентрация в нем НКК. Ректификационные колонны тщательно изолируют, поэтому потери тепла в окружающую среду малы и ими при составлении теплового баланса можно пренебречь. Для всей ректификационной колонны уравнение теплового баланса следующее: 16 УМКД 042-18-10.1.27/03-2013 Редакция № 1 от 18.09 2013 стр. 17 из 88 Где L-количество сырья, поступающего в колонну, кг; е-доля сырья, поступающего в паровой фазе при температуре t0; qпt0 – энтальпия паров, входящих в колонну при температуре t0, ккал/кг; (1-е) – доля жидкой фазы; qжt0 – энтальпия жидкости при температуре t0, ккал/кг; QR – количество тепла, вносимого в кипятильник, ккал; DqпtD – количество тепла, выводимого с парами ректификата при температуре tD, ккал; RqжiR – количество тепла, выводимого с жидким остатком при температуре tR, ккал; QD – количество тепла, отводимого орошением, ккал. Уравнение позволяет по заданному QD найти QR и наоборот. Если колонна работает без кипятильника, то QR=0. Температурный режим является одним из основных параметров процесса, изменением которого регулируется качество продуктов ректификации. Важнейшими точками контроля являются температуры поступающего сырья и продуктов ректификации. При расчете ректификационных колонн температурный режим определяют при помощи кривых однократного испарения (ОИ). Чем легче перегоняемая нефть, чем более полога кривая ОИ и чем меньше давление в испарителе и заданная доля отгона, тем ниже температура нефти на входе в колонну. Перегонка нефти при атмосферном давлении ведется при температурах на входе сырья в ректификационную колонну 320-360 0С. Температуру боковых погонов определяют по нулевой точке на ОИ для отбираемых дистиллятов с учетом их парциального давления. В зависимости от фракционного состава получаемых продуктов, давления в ректификационной колонне и количества вводимого водяного пара температуры боковых погонов из колонн следующие: лигроинового дистиллята 135-165 0С, керосинового 165-225 0С, дизельного 210-265 0С, веретенного 245270 0С, машинного 270-290 0С, легкого цилиндрового 290-320 0С, тяжелого цилиндрового 320-360 0С. Температуру нефтяных паров определяют по 100%-й точке на кривой ОИ с учетом парциального давления смеси этих паров с водяным паром. Температура остатка для колонн, работающих с вводом водяного пара, на 20-40 0С ниже температуры в питательной секции колонны. 4. При фракционировании нефти и нефтяных остатков получают большое число дистиллятов. Для такого разделения применяют многоколонную систему. Сложные колонны АВТ подразделяются на следующие виды: вакуумные колонны, отпарные колонны. В отпарных колоннах происходит отпарка легких фракций водяным паром. Конструктивно отпарные колонны могут быть размещены внутри ректификационных колонн либо в виде самостоятельных колонок. Внутренние отпарные колонны включают в среднем 2-3 колпачковые тарелки и одну глухую с горловиной. По этой горловине нефтяные пары переводятся из нижней секции в верхнюю. Выносные отпарные колонны бывают односекционные и многосекционные. Боковой отгон перетекает на верхнюю тарелку соответствующей отпарной. В зависимости от требуемой четкости погоноразделения выносные колонны имеют от 4 до 8 тарелок. 17 УМКД 042-18-10.1.27/03-2013 Редакция № 1 от 18.09 2013 стр. 18 из 88 Вакуумные колонны применяют для ректификации высококипящих смесей углеводородов в глубоком вакууме и привысоких температурах (рис. 5). Число тарелок зависит от требуемой четкости погоноразделения. Для разделения масляных дистиллятов в качестве сырья их число 8-14, для производства масел – 38-42. Над вводом сырья в колоннах устанавливают отбойные тарелки из спрессованной проволочной сетки. Тарелка орошается флегмой. Для борьбы со вспениванием вместе с сырьем из печи вводят силикон. Основные понятия, которые необходимо знать Рис. 5. Схема вакуумной колонны: 1после изучения материала данной лекции: корпус, 2-ректификиционные тарелки, 3отбойник, 4-конденсатор, 5-отстойник, 6устройство ректификационных колонн. холодильник Классификация ректификационных колонн. Материальный и тепловой балансы ректификационной колонны, температурный режим колонны, сложные колонны установок АВТ Вопросы для самоконтроля: 1. Как классифицируются ректификационные колонны? 2. Как расчитывается материальный и тепловой балансы ректификационных колонн? 3. Каковы преимущества ректификации как способа разделения нефти на фракции перед перегонкой? Рекомендуемая литература: 1. Ахметов С.А. Технология глубокой переработки нефти и газа. Уфа: Гилем, 2002. С. 208216. 2. Г.К. Бишимбаева, А.Е. Букетова. Химия и технология нефти и газа. – Алматы.: Бастау, 2007. С.159-170. Лекция 7 – Теплообменные аппараты План лекции: 1. Классификация и устройство теплообменных аппаратов 2. Расчет теплообменных аппаратов 3. Трубчатые печи: классификация, температурный режим 4. Тепловой баланс. Основные тепловые параметры 1. По способу действия теплообменные аппараты подразделяют на поверхностные и аппараты смешения. В поверхностных аппаратах теплообменивающиеся среды разделены твердой стенкой. В теплообменниках смешения теплопередача происходит без разделяющей перегородки путем непосредственного контакта между теплообменивающимися средами. По конструктивному оформлению поверхностные теплообменники делятся на змеевиковые, типа «труба в трубе» и кожухотрубчатые – с неподвижными трубными решетками, с U – образными трубками и с плавающей головкой. По способу монтажа различают вертикальные, горизонтальные и наклонные теплообменные аппараты. Теплообменные аппараты «труба в трубе» представляют две трубы, концентрически расположенные одна в другой, в них легко обеспечивается высокая скорость движения теплообменивающихся сред и высокие коэффициенты теплопередачи. 18 УМКД 042-18-10.1.27/03-2013 Редакция № 1 от 18.09 2013 стр. 19 из 88 Их применяют для регенерации тепла высоковязких и легкозастывающих гудронов и крекинг-остатков. Горячий теплоноситель прокачивается по внутренней трубе. Кожухотрубчатые теплообменники с неподвижными трубными решетками применяют когда температуры трубного пучка и корпуса аппарата отличаются не более чем на 500С. Изготовляют их с поверхностью теплообмена 11-350 м2 для работы под давлением 2-25 ат. Трубные пучки выполняют из стальных трубок диаметром 25 или 38 мм и длиной 3-6 м. Недостатки: невозможность механической очистки межтрубного пространства, отсутствие устройств для компенсации разности температурного удлинения труб и корпуса. Теплообменники с U-образными трубками применяют в процессах, осуществляемых под высоким давлением. Трубный пучок состоит из неподвижной трубной решетки, U-образных трубок и поперечных перегородок. Применение пучка из U-образных труб позволяет уменьшить до минимума зазор между внешними трубами пучка и корпусом. В результате повышается скорость движения теплоносителя и коэффициент теплоотдачи со стороны межтрубного пространства. Недостатки: невозможность механической очистки внутренней поверхности труб, малая гибкость в распределении потока жидкости по трубам при многоходовых теплообменниках. Особенностью теплообменников с плавающей головкой является возможность свободного осевого перемещения или плавания, одной из трубных решеток в корпусе аппарата. Этим обеспечивается компенсация температурных удлинений корпуса и труб пучка. Разъемная конструкция аппарата позволяет вынимать трубный пучок и чистить межтрубное пространство от отложений. Установленные в распределительной коробке продольные перегородки создают в аппарате 2, 3 и большее число ходов теплоносителя по трубам. Поперечные перегородки с вырезами и поворотами их по спирали повышают скорость потока рабочей среды в межтрубном пространстве, увеличивая коэффициент теплоотдачи. 2. Первым этапом расчета является составление уравнения теплового баланса: Где Q – количество тепла, передаваемого через поверхность теплообмена, ккал/ч, G1 и G2 – количество греющего и нагреваемого теплоносителей, кг/ч, и - энтальпия греющего потока при начальной и конечной температурах, ккал/кг, и - энтальпия нагревающегося потока при температурах входа и выхода из аппарата, ккал/кг, η – коэффициент использования тепла (0,95-0,97). Поверхность теплообменника F определяют по формуле: Где К – коэффициент теплопередачи, ккал/(м2.ч.град); τср – средняя разность температур, 0 С. Коэффициент теплопередачи вычисляют по формуле: Где δст – толщина стенки трубок, м; λст – теплопроводность металла трубок, ккал/(м.ч.град); α1 и α2 – коэффициенты теплоотдачи с каждой стороны стенки, ккал/(м2.ч.град). 19 УМКД 042-18-10.1.27/03-2013 Редакция № 1 от 18.09 2013 стр. 20 из 88 Коэффициент теплоотдачи является функцией физических свойств теплоносителей, скорости и направления потоков, материала, длины, диаметра и состояния поверхности трубок. Коэффициент теплоотдачи тем больше, чем выше скорость потока теплоносителя и меньше его вязкость. При конденсации смеси нефтяных и водяных паров коэффициент теплоотдачи подсчитывают по правилу смешения: Где αип и αвп – коэффициенты теплоотдачи для нефтяных и водяных паров, ккал/(м2.ч.град), Qнп и Qвп – количество тепла, выделяющегося при конденсации нефтяных и водяных паров, ккал/ч. Среднюю разность температур для прямотока или противотока вычисляют по формуле: Где Δtн и Δtк – большая и меньшая разности температур между теплоносителями. При теплообмене перекрестным или смешанным током среднюю разность температур вычисляют по формуле: Где τср.прот – средняя разность температур, вычисленная так же , как для противотока, ε – поправочный коэффициент. 3. Трубчатые печи нефтеперерабатывающей промышленности служат для производства из нефтяного сырья моторного бензина и других продуктов (керосин, газойль, соляровое масло), в том числе сырья для химической промышленности (этилена, пропана, бутана). Трубчатые печи, в которых технологическая среда (сырье) проходит по трубам, характеризуются следующими показателями: производительностью по сырью в т/ч; полезной тепловой нагрузкой, передаваемой непосредственно сырью в кдж/ч (ккал/ч); теплонапряженностью поверхностей нагрева, т.е. количеством тепла, передаваемым через 1м2 поверхности сырьевых труб, в кВт/м2(ккал/м2ч); коэффициентом полезного действия. В зависимости от способа передачи тепла, конфигурации и количества топочных камер, от расположения горелочных устройств, а также от числа технологических потоков и типа облучения труб трубчатые печи подразделяются на следующие типы: 1. вертикально - цилиндрические с подовым расположением горелочных устройств радиантного или радиантно - конвекционного типов; 2. коробчатой формы с подовым расположением горелок и верхним отводом дымовых газов с вертикальными или горизонтальными настенными экранами; 3. узкокамерные с верхним отводом дымовых газов и центральным горизонтальным экраном; - секционные или цилиндрические печи с витым змеевиком и подовым расположением горелок; 4. многокамерные печи коробчатой формы с вертикальными трубами змеевиков и общей конвекционной камерой. По способу сжигания топлива печи подразделяются на печи со свободным вертикальным факелом, с позонным подводом воздуха по высоте факела, с настильным факелом, с беспламенным горением от излучающих стен при использовании панельных горелок. Печи дожига, в которых продукт сгорает непосредственно в топочном объеме, характеризуются теплонапряженностью топочного объема и температурой отходящих дымовых газов. 20 УМКД 042-18-10.1.27/03-2013 Редакция № 1 от 18.09 2013 стр. 21 из 88 В зависимости от вида топлива, сжигаемого в печах и от способа подачи воздуха, применяются горелочные устройства различных типов: газовые или комбинированные газожидкостные горелки с принудительной подачей атмосферного воздуха на горение или инжекционные. Для утилизации тепла дымовых газов используются змеевики для подогрева воды, нефтепродукта или для перегрева пара, расположенные между радиантной и конвекционной камерами, или после конвекционных труб с основным технологическим потоком, а также котлы - утилизаторы для выработки пара или воздухоподогреватели для подогрева воздуха, подаваемого в горелки на сжигание с целью экономии топлива в печах. На НПЗ применяются воздухоподогреватели следующих типов: регенеративные вращающиеся, рекуперативные с гладкими или ребристыми трубами с рециркуляцией части горячего воздуха или предварительным подогревом его в калориферах. Важнейшими точками контроля являются температуры: на входе и выходе сырья из змеевика печи, на входе и выходе водяного пара из пароперегревателя, на входе дымовых газов в боров печи, у радиантных труб, над перевальной стенкой. Температура входа нефти в печь зависит от степени регенерации тепла на установке и составляет 170-220 0С. Чем выше температура нефти, поступающей в печь, тем выше должна быть температура отходящих дымовых газов. Это может быть устранено использованием тепла дымовых газов не подогрев вохдуха, поступающего на горение топлива. Температура выхода сырья из печи зависит от фракционного состава сырья, давления на выходе из печи и доли отгона. Постоянство этой температуры поддерживается терморегулятором. Температура у пароперегревателя. Пароперегреватель размещают там, где температура дымовых газов составляет 450-550 0С. Температура перегретого пара составляет 350-400 0С. Температура газов, покидающих конвекционную камеру и направляемых в дымовую трубу, зависит от температуры поступающего в печь сырья и превышает ее на 100-150 0С. 4. Уравнение теплового баланса для трубчатой печи выглядит так: Qприх. Qрасх. Расчет теплового баланса ведется на 1 кг топлива. Статьи расхода тепла: , Qрасх. qпол. q ух. q пот. где qпол., qух., qпот. – соответственно полезно воспринятое в печи сырьем, теряемое с уходящими из печи дымовыми газами, теряемое в окружающую среду, кДж/кг. Статьи прихода тепла: Qприх. Q нр Ст tт L0 Cв tв Wф Сф.п. tф.п. , где Cт, Cв, Cф.п. – соответственно теплоемкости топлива, воздуха, форсуночного водяного пара, кДж/кг; tт, tв, tф.п. – температуры топлива, воздуха, форсуночного водяного пара, 0С. Явное тепло топлива, воздуха и водяного пара обычно невелико и ими часто в технических расчетах пренебрегают. Итак, уравнение теплового баланса запишется в следующем виде: 21 УМКД 042-18-10.1.27/03-2013 Редакция № 1 от 18.09 2013 стр. 22 из 88 Qприх. Qрасх. Qнр , а Qприх. qпол. q ух. qпот. Qнр или qпол. Qнр q ух. qпот. , откуда коэффициент полезного действия трубчатой печи: где q ух. qпот. qпол. 1 н , Qнр Qнр Qр q ух. qпот. , – соответственно потери тепла с уходящими дымовыми газами и потери Q нр Q нр тепла в окружающую среду в долях от низшей теплотворной способности топлива. Основными показателями, характеризующими работу трубчатой печи, являются полезная тепловая нагрузка, теплонапряженность поверхности нагрева и топочного пространства, коэффициент полезного действия печи. Важнейшей характеристикой печи является полезная тепловая нагрузка, т.е. количество тепла, воспринимаемого сырьем в печи (кВт или кДж/ч). Важным показателем, характеризующим работу трубчатой печи, является теплонапряженность поверхности нагрева, или плотность теплового потока, т.е. количество тепла, переданного через 1 м2 поверхности нагрева в единицу времени (Вт/м2). Различают среднюю теплонапряженность труб всей печи, среднюю теплонапряженность радиантных и конвекционных труб, а также теплонапряженность отдельных участков труб (локальная). Величина тепловой напряженности поверхности нагрева характеризует, насколько эффективно передается тепло через поверхность нагрева всей печи или отдельных ее частей. Чем выше средняя теплонапряженность поверхности нагрева всей печи, тем меньше размеры печи, обеспечивающей передачу заданного количества тепла и, следовательно, тем меньше затраты на ее сооружение. Однако чрезмерно высокая теплонапряженность поверхности нагрева может нарушить нормальную работу печи и привести к прогару труб. Тепловая напряженность топочного пространства характеризует количество тепла, выделяемого при сгорании топлива в единицу времени в единице объема топки (Вт/м 3). Эта величина, в известной мере, характеризует эффективность использования объема топки. Размеры топки трубчатых печей во многих случаях зависят не от величины допустимого удельного тепловыделения, а от конструктивных особенностей печи и допускаемой величины теплонапряженности поверхности нагрева радиантных труб. Коэффициент полезного действия трубчатой печи есть величина, характеризующая полезно используемую часть тепла, выделенного при сгорании топлива. При полном сгорании топлива эта величина зависит главным образом от коэффициента избытка воздуха и температуры дымовых газов, выходящих из печи, а также от степени тепловой изоляции трубчатой печи. Снижение коэффициента избытка воздуха так же, как и понижение температуры отходящих дымовых газов, способствует повышению к.п.д. печи. При подсосе воздуха через неплотности кладки коэффициент избытка воздуха повышается, что приводит к снижению к.п.д. печи. Для трубчатых печей значение коэффициента полезного действия находится в пределах от 0,65 до 0,85. Основные понятия, которые необходимо знать после изучения материала данной лекции: классификация и устройство теплообменных аппаратов, расчет теплообменных аппаратов, 22 УМКД 042-18-10.1.27/03-2013 Редакция № 1 от 18.09 2013 стр. 23 из 88 трубчатые печи: классификация, температурный режим, тепловой баланс трубчатых печей, основные тепловые параметры. Вопросы для самоконтроля: 1. Как классифицируются теплообменные аппараты? 2. Как классифицируются трубчаты печи? 3. Как расчитывается тепловой баланс теплообменных аппаратов? Рекомендуемая литература: 1. Владимиров А.И., Щелкунов В.А., Круглов С.А. Основные процессы и аппараты нефтегазопереработки. – М.: Недра-Бизнесцентр.2004. С. 183-187. 2. Скобло А.И, Молоканов Ю.К., Владимиров А.И. Процессы и аппараты нефтегазопереработки и нефтехимии. – М.: Недра. 2005. С. 504-565. Лекция 8, 9 - Промышленные установки первичной перегонки нефти и мазутов План лекции: 1. Классификация трубчатых установок 2. Атмосферные установки 3. Вакуумные установки 4. Атмосферно-вакуумные установки 5. Комбинированные установки 1. В зависимости от давления в ректификационных колоннах трубчатые установки подразделяются на атмосферные (АТ), вакуумные (ВТ), и атмосферно-вакуумные (АВТ). По числу ступеней испарения различают трубчатые установки одно-, двух-, трех- и четырехкратного испарения. На установках однократного испарения из нефти в одной ректификационной колонне при атмосферном давлении получают все дистилляты – от бензина до вязкого цилиндрового. На установках двухкратного испарения перегонка до гудрона осуществляется в две ступени: сначала при атмосферном давлении нефть перегоняется до мазута, который затем перегоняется в вакууме до получения в остатке гудрона. Эти процессы осуществляются в 2 ректификационных колоннах, в первой из них поддерживается атмосферное давление, во второй – вакуум. На установках трехкратного испарения перегонка нефти осуществляется в трех колоннах: 2 атмосферных и одной вакуумной. Разновидностью установки трехкратного испарения нефти является установка АВТ с одной атмосферной и двумя вакуумными колоннами. Вторая вакуумная колонна предназначена для доиспарения гудрона, в ней поддерживается более глубокий вакуум, чем в основной. Установка четырехкратного испарения представляет собой установку АВТ с отбензинивающей атмосферной колонной в головной части и доиспарительной вакуумной колонной для гудрона к концевой части. 2. Установки однократного испарения нефти. На этих установках стабилизированная и обессоленная нефть (рис. 1) прокачивается через теплообменники 4 и змеевик трубчатой печи 1 в ректификационную колонну 2. Наверху этой колонны избыточное давление составляет около 0,2 am, что соответствует гидравлическому сопротивлению конденсатора; вниз колонны подается перегретый водяной пар. Из колонны отбирают различающиеся по температуре кипения фракции: бензиновую, лигроиновую, керосиновую, газойлевую, соляровую и другие. Низкокипящие компоненты из 23 УМКД 042-18-10.1.27/03-2013 Редакция № 1 от 18.09 2013 стр. 24 из 88 лигроиновой фракции отгоняются в отпарной колонне 3, снабженной кипятильником. Установка перерабатывает до 1000 т/сутки легкой нефти. Выход фракций составляет: бензиновой 26—30%, лигроиновой 7—14%, керосиновой 5—8%, газойлевой и соляровой 19—20%, легкого и тяжелого парафинистого дистиллятов 15—18%, остальное — гудрон. В ректификационной колонне ниже ввода сырья установлено 6 тарелок, выше ввода — 32 тарелки; кроме того, в каждой из пяти внутренних отпарных секций, (стриппингов) вмонтировано по 3 тарелки, т. е. всего 53 тарелки. Расход топлива составляет 2,5 %, водяного пара подается 6% на нефть. Рис.1- Схема трубчатой установки для перегонки нефти до гудрона: 1 — трубчатая печь; 2 — ректификационная колонна; 3 — отпарная колонна; 4 — теплообменники; 5 — холодильники; 6 — конденсатор-холодильник. Линии: I — нефть; II — верхний продукт; III — боковые продукты; IV — гудрон; V — водяной пар; VI — вода. Преимущества: меньшее число аппаратов и, как следствие, меньшая длина коммуникационных линий; компактность; меньшая площадь, занимаемая установкой; более низкая температура нагрева сырья в печи; отсутствие вакуумных устройств; меньший расход топлива и водяного пара. Недостатки: высокие гидравлические сопротивления потоку сырья в теплообменниках и трубах печи и, как следствие, повышенный расход энергии для привода сырьевого насоса; повышенное противодавление в трубах и кожухе теплообменной аппаратуры и, в связи с этим, вероятность попадания нефти в дистилляты при нарушении герметичности теплообменников. 3. Установки двукратного испарения нефти до мазута. Для этих установок характерно предварительное частичное испарение нефти перед поступлением в трубчатую печь. Испарение может происходить в испарителе (пустотелой колонне), либо в ректификационной колонне с тарелками. Испаритель применяют в тех случаях, когда в качестве сырья служит стабилизированная (дегазированная), слегка обводненная и не содержащая сероводорода нефть. Нефти же, содержащие растворенные газы (включая сероводород), воду и соли, направляют в отбензинивающую ректификационную колонну. Схема установки приведена на рисунке 2. Обессоленная нефть V двумя потоками прокачивается через теплообменники 11 и водогрязеотделитель 12 и с температурой около 200° С поступает в испаритель 2, где разделяются паровая и жидкая фазы. Паровая фаза направляется в основную колонну 3 , туда же после нагрева в печи 1 до 330—340 °С поступает и жидкая фаза. Колонна 3 имеет 31 тарелку в концентрационной части, тепло 24 УМКД 042-18-10.1.27/03-2013 Редакция № 1 от 18.09 2013 стр. 25 из 88 отводится промежуточным циркуляционным орошением с 10, 17 и 25 тарелок, считая снизу. Рис.2 - Схема установки двухкратного испарения с испарителем: 1 — печи; 2 — испаритель; 3 — ректификационная колонна; 4 — конденсатор бензина; 5 — водоотделитель; 6 — газосепаратор (емкость орошения); 7 — колонны для защелачивания бензина; 8 — отпарные колонны; 9 — холодильники; 10 — теплообменники. Линии: I — газ; II — фракция н. к. — 140° С; III — водяной пар; VI — фракция 140— 240° С; V — нефть; VI — фракция 240—300° С; VII — фракция 300—350° С; VIII — мазут; IX — орошение. В качестве боковых погонов отбираются фракции 140—240, 240—300 и 300— 350° С. Головным продуктом колонны является бензин II (н. к. —140° С). Пары его проходят конденсатор 4, конденсат поступает в водоотделитель 5 и газосепаратор 6. Часть конденсата используется в качестве орошения IX, а балансовое количество направляется на щелочную промывку в колонну 7 и далее в товарный парк. Несконденсировавшиеся углеводороды I направляются на газофракционирующую установку. Остатком колонны является мазут. 4. Вакуумные трубчатые установки сооружают в едином комплексе с атмосферной ступенью перегонки нефтей. Комбинирование процессов атмосферной и вакуумной перегонки на одной установке имеет следующие преимущества: сокращение коммуникационных линий, меньшее число промежуточных емкостей, компактность, удобство обслуживания, возможность более полного использования тепла дистиллятов и остатков, сокращение расхода металла и эксплуатационных затрат, большая производительность труда. Газойль, отбираемый сверху вакуумной колонны, представляет собой широкую фракцию и используется как исходное сырье для каталитического крекинга. Составными частями такой установки являются атмосферная колонна 2 и две последовательно работающие вакуумные колонны 4 и 5. В первой из них отбираются три масляных дистиллята и полугудрон VII — в остатке. Часть остатка используется как сырье для получения остаточного масла, остальная через змеевик печи подается во вторую вакуумную колонну, работающую при остаточном давлении 10—15 мм рт. cm. В этой колонне получают тяжелое дистиллятное сырье для каталитического крекинга или гидрокрекинга. Остатком перегонки является гудрон XIII, используемый как дорожный битум. Лигроиновая фракция направляется на каталитический риформинг. Широко используется промежуточное циркуляционное орошение. 25 УМКД 042-18-10.1.27/03-2013 Редакция № 1 от 18.09 2013 стр. 26 из 88 Рис.3 - Атмосферно-вакуумная установка для перегонки сернистой нефти: 1 — трубчатые печи; 2 — атмосферная колонна; 3 — вакуумная колонна; 4 — отпарная колонна; 5 — конденсатор-холодильник; 6 — водоотделитель; 7 — теплообменник; 8 — холодильник; 9 — барометрический конденсатор; Линии: I — нефть; II — боковой продукт; III — верхний продукт; IV — газ; V — мазут; VI — гудрон; VII — водяной пар; VIII — вода; IX — несконденсировавшиеся пары и газы. 5. Возможны различные комбинации процессов на одной установке: ЭЛОУ — АТ; АВТ — вторичная перегонка широкой бензиновой фракции; первичная перегонка нефти — каталитический крекинг вакуумного газойля — деструктивная перегонка гудрона; первичная перегонка нефти — коксование мазута в кипящем слое кокса. Рис. 4 – Схема комбинированной установки – ЭЛОУ-АВТ: 1-электродегидратор; 2 — отбензинивающая колонна; 3 — основная атмосферная колонна; 4 — вакуумная колонна; 5 — стабилизационная колонна; 6 — абсорбер; 7- атмосферная печь; 8- теплообменники; 9-конденсаторыхолодильники; 10 — газосепараторы; 11-отпарные колонны; 12 — барометрический конденсатор; 13 — эжектор; 14 — паровые подогреватели; 15 — вакуумная печь. Линии: I — сырая нефть; II — обезвоженная и обессоленная нефть; III — отбензиненная нефть; IV — мазут; V — стабильный бензин; VI — боковые продукты атмосферной колонны; VII — боковые продукты вакуумной колонны; VIII — гудрон; IX — водяной пар; X - оборотная вода; XI -аммиачная вода; XII - сухой газ; XIII – сжиженный газ; XIV — несконденсировавшиеся пары и газы; XV -легкий бензин; XVI - горячая струя; XVII - тяжелый бензин; XVIII- вода, деэмульгатор и щелочь. Подогретая в теплообменниках 8 нефть I с температурой 120—140° С в дегидраторах 1 подвергается термохимическому и электрообезвоживанию и обессоливанию в присутствии воды, деэмульгатора и щелочи. Подготовленная таким образом нефть дополнительно подогревается в других теплообменниках и с температурой 220° С поступает в колонну 2. Сверху этой колонны отбирается фракция легкого бензина XV. Остаток III снизу колонны 2 подается в печь 7, где нагревается до 330° С, и поступает в колонну 3. Часть нефти из печи 7 возвращается в колонну 2 в качестве горячей струи. Сверху колонны 3 отбирается тяжелый бензин XVII, а сбоку через отпарные колонны 11 фракции VI (140-240, 240-300 и 300-350° С). Мазут IV снизу колонны 3 подается в печь 15, где нагревается до 420° С, и поступает в вакуумную колонну 4, работающую при остаточном давлении 60 мм рт. cт. Водяные пары, газообразные продукты разложения и 26 УМКД 042-18-10.1.27/03-2013 Редакция № 1 от 18.09 2013 стр. 27 из 88 легкие пары XIV сверху колонны 4 поступают в барометрический конденсатор 12, несконденсировавшиеся газы отсасываются эжектором 13. Боковыми погонами колонны 4 являются фракции VII, остатком — гудрон VIII. В результате комбинирования АВТ и ЭЛОУ достигается более эффективная переработка нефти, снижается себестоимость продукции за счет снижения доли затрат на энергоносители и компенсацию теплопотерь. Основные понятия, которые необходимо знать после изучения материала данной лекции: устройство, принцип работы, классификация трубчатых установок, атмосферных установок, вакуумных установок, атмосферно-вакуумных установок, комбинированных установок, технологические схемы, оборудование. Вопросы для самоконтроля: 1. В каких случаях используются трубчатые вакуумные установки? 2. Каково назначение атмосферной колонны в схеме АВТ? 3. Каковы преимущества и недостатки установок однократного испарения? 4. Как классифицируются трубчатые установки? Рекомендуемая литература: 1. Владимиров А.И., Щелкунов В.А., Круглов С.А. Основные процессы и аппараты нефтегазопереработки. – М.: Недра-Бизнесцентр.2004. С. 183-187. 2. Скобло А.И, Молоканов Ю.К., Владимиров А.И. Процессы и аппараты нефтегазопереработки и нефтехимии. – М.: Недра. 2005. С. 504-565. Лекция 10 - Установки вторичной перегонки, четкой ректификации, азеотропной и экстрактивной ректификации План лекции: 1. Установка вторичной перегонки бензина 2. Установка четкой ректификации для разделения ароматических углеводородов 3. Установка азеотропной ректификации 4. Установка экстрактивной ректификации 1. Установки вторичной перегонки бензина применяют с целью получения сырья для каталитического риформинга. Для каталитической ароматизации из бензина выделяют фракции 62-85 0С (бензольную), 85-120 0С (толуольную) и 120-140 0С (ксилольную). Широкая бензиновая фракция (рис.1) после нагрева в теплообменниках 10 и 9 поступает в колонну 1. Головным ее продуктом является фракция - 850С. Часть паров конденсируется и возвращается в колонну 1 в качестве орошения, остальные пары направляются в колонну 2. Остаток снизу колонны 1 переводится в колонну 3, а часть его циркулирует через печь 4 и ту же колонну 1. Головным продуктом колонны 2 является фракция - 620С, остатком – фракция 62-850С. 27 УМКД 042-18-10.1.27/03-2013 Редакция № 1 от 18.09 2013 стр. 28 из 88 Рис. 1. Схема установки вторичной перегонки бензина: 1,2,3 – ректификационные колонны, 4-огневые кипятильники, 5-конденсаторы, 6-емкости орошения, 7-паровой кипятильник, 8-концевой холодильник, 9паровой нагреватель, 10-теплообменник, 11-отпарная колонна. Линии: I – фракция 62-85 0С, II-фракция -62 0 С, III-фракция 140-180 0С, IV-сырье, V-фракция 120-140 0С, VI-фракция 85-120 0С, VII-газ, VIII-фракция -85 0 С В качестве головного продукта в колонне 3 получают фракцию 85-120 0С. Колонна 3 оснащена отпарной колонной 11, в которой отбирается фракция 120-140 0С. Остатком колонны 3 является фракция 140-180 0С. Остаток, циркулируя через печь 4, вносит в ректификационную колонну требуемое тепло. В каждой колонне установлено по 60 тарелок. 2. Моноциклические ароматические углеводороды разделяют с получением индивидуальных углеводородов высокой чистоты. На рис. 2 приведена схема установки для выделения бензола, толуола и ксилолов. Рис. 2. Схема установки для разделения ароматических углеводородов: 1-бензольная колонна, 2-толуольная колонна, 3-ксилольная колонна, 4-кипятильник, 5-печь, 6-конденсаторы, 7-емкости орошения. Линии: Iсырье, II-смесь неароматических углеводородов и бензола, III-бензол, IV-толуол, V-ксилолы, Vароматические углеводороды С9+высш Экстракт I, представляющий собой смесь ароматических углеводородов, после адсорбционной очистки для извлечения непредельных соединений и смол подается в среднюю часть бензольной колонны 1, сверху которой отбирается азеотропная смесь II, состоящая из неароматических углеводородов и части бензола, а боковым погоном служит бензол высокой чистоты III. Остаток колонны 1 – смесь более тяжелых ароматических углеводородов направляется в толуольную колонну 2, где в виде ректификата отбирается толуол IV, а как остаток – смесь ксилолов V, а остатком – фракция VI (С9+высшие). В ректификационных колоннах имеется по 30-40 тарелок. 28 УМКД 042-18-10.1.27/03-2013 Редакция № 1 от 18.09 2013 стр. 29 из 88 Значительно труднее разделяется смесь изомеров ксилола, так как они имеют близкие температуры кипения. Разделение таких изомеров в промышленности осуществляется комбинированием процессов сверхчеткой ректификации и низкотемпературной кристаллизации. 3. Метод азеотропной ректификации применим как для смесей с малым коэффициентом относительной летучести, так и для азеотропообразующих смесей (в том числе при составах, близких к азеотропному). При азеотропной ректификации разделяющий агент С образует с каким-либо компонентом разделяемой смеси азеотроп с иным соотношением компонентов, нежели в исходной смеси, если последняя является азеотропообразующей. В качестве разделяющих агентов могут применяться вещества, образующие гомоазеотропы с компонентами А и В (это могут быть азеотропы с максимумом или минимумом температур кипения), либо гетероазеотропы, представляющие собой тройные смеси разделяемых компонентов А и В с разделяющим агентом С. Во всех случаях один из компонентов разделяемой смеси в колонне азеотропной ректификации может быть получен в практически чистом виде. На рис. 3. изображена принципиальная схема установки азеотропной ректификации при работе с разделяющим агентом С, образующим с компонентом А гомоазеотроп с минимумом температуры кипения. Рис.3. Схема установки для азеотропной ректификации: 1- колонна для азеотропной ректификации, 2- узел разделения компонентов А и С, 3- конденсатор, 4- кипятильник; Iохлаждающая вода, II- греющий пар, III-конденсат, IV- восполнение потерь разделяющего агента. Разделяющий агент С подается в колонну 1 не выше точки подачи исходной смеси А+В, чаще всего - вместе с исходной смесью. Сверху колонны в виде гомоазеотропа отводятся пары смеси А+С, конденсируемые в конденсаторе 3, а снизу - в качестве кубового остатка - практически чистый компонент В. Гомоазеотроп из колонны азеотропной ректификации подлежит разделению (в особом узле 2) на компонент А необходимой чистоты и разделяющий агент С. Последний вновь возвращается в колонну азеотропной ректификации. Наиболее сложным и энергоемким в схемах азеотропной ректификации является узел разделения азеотропной смеси. 29 УМКД 042-18-10.1.27/03-2013 Редакция № 1 от 18.09 2013 стр. 30 из 88 Такой комплекс, в частности, используют для разделения гетероазеотропных смесей типа н-бутиловый спирт - вода, винилацетат - вода, масляный альдегид - вода. Такой же комплекс применяется и для разделения гомоазеотропных смесей с добавкой новых компонентов, образующих гетероазеотропы с компонентами исходной смеси. Примером такого разделения может служить гетероазеотропная осушка спиртов (этилового, изопропилового) в присутствии углеводородов (бензола, толуола, гексана). Например, при производстве изопропилового спирта его осушка может быть осуществлена на таком комплексе при сочетании гетероазеотропной ректификации с расслаиванием. 4. Пусть необходимо разделить на достаточно чистые компоненты трудноразделимую бинарную смесь (α→1 или существует азеотроп). К такой смеси добавляют специально подобранный компонент (обычно — труднолетучий), избирательно растворяющий один из компонентов исходной смеси (например, компонент В) и мало растворяющий другой (компонент А). Иными словами, введение в систему третьего компонента заметно понижает упругость паров рв растворяемого компонента бинарной смеси, увеличивая тем самым коэффициент относительной летучести: α'АВ>αАВ разделяемой смеси. Этот метод ректификации и получил название экстрактивной ректификации, а дополнительный компонент — разделяющего, или экстрактивного агента. На рис.4 представлена схема разделения исходной смеси А+В методом экстрактивной ректификации с добавлением труднолетучего разделяющего агента С, хорошо растворяющего компонент В. Рис.4. Схема установки для экстрактивной ректификации: 1,2- ректификационные колонны, 3,4- насосы, 5кипятильники, 6- конденсаторы; I- охлаждающая вода, II- греющий пар, III-конденсат, IV- восполнение потерь экстрагирующего агента Компонент С подается на одну из верхних тарелок колонны 1 и вместе с флегмой стекает вниз по колонне. Растворяя в себе компонент В, разделяющий агент С понижает тем самым упругость его паров и способствует разделению А и В. Верхний продукт колонны 1 представляет собой компонент А заданной чистоты, а нижний продукт — смесь В+С. Насосом 3 эта смесь подается в колонну 2, где методом обычной ректификации получают компоненты В (верхний продукт) и С (нижний продукт). При этом колонна 2, как правило, отличается небольшой высотой и работает с небольшим флегмовым числом, поскольку компоненты В и С существенно различаются по температуре кипения (см. второе требование к экстрагирующему агенту). Экстрагирующий агент С насосом 4 подают в колонну 1, замыкая цикл по компоненту С. Результатом работы по такой схеме является разделение исходной смеси А+В на отдельные компоненты А и В, причем некоторые потери разделяющего компонента С с этими продуктами восполняются. 30 УМКД 042-18-10.1.27/03-2013 Редакция № 1 от 18.09 2013 стр. 31 из 88 В том случае, если экстрагирующий агент является легколетучим (реэкстрактивная ректификация), т.е. отличается наиболее yизкой температурой кипения (t<t A), в колонну 1 он подается снизу, а выводится вместе с низкокипящим компонентом А сверху. Высококипящий компонент В отводится снизу колонны 1, а смесь А+С разделяется в колонне 2. Основные понятия, которые необходимо знать после изучения материала данной лекции: устройство, принципы работы, технологический режим, технологические схемы установок вторичной перегонки бензина, четкой ректификации для разделения ароматических углеводородов, азеотропной ректификации, экстрактивной ректификации Вопросы для самоконтроля: 1. С какой целью разгоняют широкую бензиновую фракцию на более узкие фракции? 2. Каково дальнейшее использование отдельных фракций в зависимости от температурных пределов выкипания? 3. Каковы особенности техники безопасности на установках вторичной перегонки? Рекомендуемая литература: 1. С.А. Ахметов. Технология глубокой переработки нефти и газа. Уфа.: Гилем. 2003. 194216. 2. Г.К. Бишимбаева, А.Е. Букетова. Химия и технология нефти и газа. – Алматы.: Бастау, 2007. -280с. Микромодуль 2 «Термические и термокаталические процессы. Переработка углеводородных газов» Лекция 11 – Особенности аппаратурного оформления типовых термических и термокаталитических процессов План лекции: 1. Общие принципы устройства реакторов 2. Основные параметры работы термокаталитических реакторов 3. Погоноразделительная аппаратура 1. Для некоторых термических процессов труб чатая печь является одновременно и реактором. Если температ ура термического процесса умеренная (480 -520 0 С) и время реакции измеряется мин утами и даже часами, то тепло акк умулированное частично превращенным сырьем в нагревательно -реакционной печи, использ уется затем для дальнейшего угл убления процесса в выносной реакционной камере без внешнего обогрева. Затраты тепла на реакцию в подобных камерах сопровождаются снижением температуры реакционной смеси. Крекинг в трубчатых нагревательно -реакционных печах прот екает при передаче тепла через стенк у труб от зеркала горения от дымовых газов. Для тяжелого смолистого сырья возможности его крекинга и даже подогрева до высокой температ уры ограничены, так как в рез ультате реакций уплотнения вн утренняя поверхность труб п окрывается слоем кокса. Для термокаталитических и термических процессов использ уют принцип передачи тепла крекируемому сырью посредством прямого контакта сырья с горячим твердым теплоносителем. Для термических процессов применяют также газообразные теплон осители. Твердым 31 УМКД 042-18-10.1.27/03-2013 Редакция № 1 от 18.09 2013 стр. 32 из 88 теплоносителем для термокаталитических процессов является катализатор, для термических – инертный материал. Для некоторых каталитических процессов необходимое тепло вносится парами сырья, температ ура которых по мере протекания процесса в слое неподвижного катализатора снижается, и пары продуктов имеют более низкую температ уру, чем вводимое сырье. Этот случай относится к процессам, сопровождающимся эндотермическим эффектом. Если процесс протекает с выделением тепла, можно обеспечить изотерм ический режим реактора, снимая избыток тепла холодным водородом. Если проводят периодический разогрев теплоносителя процесс приобретает пол упериодический характер и относится к сменно -циклическим. Реактор использ уется по непосредственному назначению только в течение некоторой доли цикла, остальное время затрачивается на подогрев теплоносителя и вспомогательные операции. Если теплоноситель служит и катализатором, то с увеличением размера гран ул уменьшается степень использования вн утренней поверхности катали затора. Однако нельзя брать очень маленькие гран улы, так как при этом резко возрастает сопротивление слоя. Недостатки: 1. если процесс протекает со значительным тепловым эффектом, соблюдение технологического режима затрудняется недостаточно интенсивной теплопередачей от частиц стационарного слоя к сырью, а также плохой теплопроводностью всей массы теплоносителя, 2. Необходимость использования легкоиспаряющегося сырья. 2. Полезная тепловая нагрузка печи Qпол составит: Qпол = Qс + Qр Где Qс – тепло, затрачиваемое на нагрев и испарение сырья, кДж/кг, Qр – тепло, затрачиваемое на реакцию крекинга, кДж/кг. Состав продуктов крекинга отличается от состава сырья: Qс = Gc(qпр - qc) Где Gc – загрузка печи, кг/ч, qпр – средняя энтальпия продуктов превращения, кДж/кг, qc – начальная энтальпия сырья, кДж/кг. Если необходимая глубина разложения сырья определяется температурой tр и временем реакции τ, то объем реакционного змеевика V составит (м3): V=υτ Где υ-средний объем продукта, проходящего через реакционные трубы, м3/с. Если назначением реакционного аппарата является углубление процесса при минимальном коксообразовании, то ввод сырья частично превращенного в цепи, расположен в верхней части камеры, а вывод продуктов – в нижней (рис. 1.а). Если термическому превращению подвергается тяжелое, легко коксующееся сырье, то в нагревательно-реакционной печи допускается небольшая глубина превращения, а основная роль отводится необогреваемой выносной реакционной камере (рис. 1б). 32 УМКД 042-18-10.1.27/03-2013 Редакция № 1 от 18.09 2013 стр. 33 из 88 Рис. 1. Реакционные камеры без внешнего обогрева: а – с низким уровнем жидкости, б – с высоким уровнем При этом камера работает с высоким уровнем жидкости, так как частично превращенное сырье входит в нижнюю часть камеры, а продукты реакции уходят сверху. В результате длительного пребывания при высокой температуре жидкость постепенно превращается в кокс, а газообразные продукты разложения покидают камеру. Частицы теплоносителя могут быть пористыми и непористыми. Чем больше пористость, тем при данной плотности вещества меньше насыпная плотность частиц. При определении истинной скорости газа в слое необходимо знать порозность слоя, т.е. относительный объем, занимаемый пустотами. Порозность свободно насыпанного слоя ε равна: Где γ к – кажущаяся плотность частиц, γ н – насыпная плотность частиц. К основным гидродинамическим показателям слоя относятся критическая скорость псевдоожижения, опеределяющая минимальный расход газа на псевдоожижение, и скорость витания частиц, определяющая минимальный расход газа на пневмотранспорт частиц. Критическая скорость псевдоожижения вычисляется по формуле: γ-кажущаяся плотность твердых частиц, кг/м 3 , ε-порозность слоя, γ к – плотность газового потока, кг/м 3 . Скорость витания частиц опеределяют по формуле Где х i – массовая доля частиц, имеющих диаметр d i . Для характеристики глубины контактного процесса вводят понятия объемной или массовой скорости подачи сырья, т.е. скорости, с которой сырье пост упает на единиц у объема или массы теплоносителя. Для систем с подвижными твердыми частицами применяют понятие кратности цирк уляции, означающее массовое отношение циркулирующего теплоносителя к сырью и выражаемое в кг/кг. Длительность пребывания теплоносителя в зоне реакции обратно пропорциональна кратности его циркуляции. При расчете реакционных устройств, работающих по принцип у псевдоожиженного слоя, необходимо знать степень расширения слоя. Для свободно насыпанного слоя порозностью слоя называют отношение 33 УМКД 042-18-10.1.27/03-2013 Редакция № 1 от 18.09 2013 стр. 34 из 88 разности кажущейся плотности частиц и плотности псевдоожиженного слоя к кажущейся плотности: Где γ к – кажущаяся плотность твердых частиц, кг/м 3 , γ с л – плотность псевдоожиженного слоя, кг/м 3 . 3. Продукты термических и термокаталитических процессов направляют в систему погоноразделения. Тип погоноразделительных аппаратов различен. Если требуется выделить из продуктов реакции наиболее тяжелые компоненты, то после реактора устанавливают полый цилиндрический аппарат – эвапоратор, в котором происходят конденсация и отделение тяжелого остатка. Колонны крекинг-установок не отличаются от колонн атмосферной перегонки нефти по типу тарелок, способу подачи орошения, устройству отпарных секций для боковых погонов. Крекинг-колонны обладают особенностью - значительным избытком тепла, вносимого в колонну парами из реактора или из эвапоратора. Пары продуктов из эвапоратора (рис. 2) встречаются с потоком жидкого сырья. Поскольку температура паров выше чем температура сырья происходит нагрев и частичное испарение сырья при одновременной конденсации наиболее тяжелых продуктов, в итоге в нижней части колонны находится смесь утяжеленного сырья и рециркулята, а сверху уходят пары облегченного фракционного состава. Основные понятия, которые необходимо знать после изучения материала данной лекции: Общие принципы устройства реакторов, основные параметры работы Рис. 2. Нижняя часть крекинг-колонны термокаталитических реакторов, погоноразделительной аппаратуры Вопросы для самоконтроля: 1. Что означает понятие массовой скорости подачи сырья 2. Каковы типы погоноразделительных аппаратов? Рекомендуемая литература: 1. С.А. Ахметов. Технология глубокой переработки нефти и газа. Уфа.: Гилем. 2003. С. 466-478. 2. Г.К. Бишимбаева, А.Е. Букетова. Химия и технология нефти и газа. – Алматы.: Бастау, 2007. -280с. Лекция 12, 13 - Теоретические основы термического крекинга нефтяного и газового сырья План лекции: 1. Основы термодинамики термического крекинга 2. Основы химизма и механизма термических превращений 3. Основы кинетики термических процессов. Основные факторы промышленных процессов термического превращения нефтяного сырья. 1. В отличие от атмосферной и вакуумной перегонки, при которых нефтепродукты получаются путем физического разделения нефти на соответствующие фракции, отличающиеся по температурам кипения, термический крекинг является химическим 34 УМКД 042-18-10.1.27/03-2013 Редакция № 1 от 18.09 2013 стр. 35 из 88 процессом, происходящим под влиянием высокой температуры и давления, а также времени воздействия этих факторов; при термическом крекинге одновременно протекают реакции распада, уплотнения и перегруппировки. В нефтеперерабатывающей промышленности в настоящее время широко применяются термический крекинг под давлением, коксование и пиролиз. Термическому крекингу под давлением подвергаются нефтяные остатки и дистиллятные фракции для получения товарного топочного мазута, крекинг-керосина, бензина и крекинг-газа. Коксование нефтяных остатков производится для получения товарного кокса, газа, бензина и соляровых фракций (дистиллятов коксования), являющихся сырьем для дальнейшей переработки. Пиролиз дистиллятного или вторичного дистиллятного сырья, а также легких углеводородов от этана до бутана включительно производится для получения газа с высоким содержанием олефиновых и ароматических углеводородов. Термодинамическая вероятность протекания любого процесса деструкции определяется величиной изменения энергии Гиббса. Энергия Гиббса ΔG или изобарноизотермический потенциал – это та часть внутренней энергии системы, которая может быть превращена в работу. Если при выбранных условиях запас энергии Гиббса уменьшается, это означает что часть внутренней энергии системы превращается в работу и реакция самопроизвольно будет протекать слева направо. При повышении температуры выше 800 К энергия Гиббса ΔG0 для большинства реакций оказывается величиной отрицательной, и деструкция протекает необратимо. Высшие олефины более склонны к расщеплению, чем низшие, а олефины более стойки, чем парафины. Термический крекинг высших парафинов происходит в интервале 480-550 0С. Реакции деструкции – это эндотермические процессы, которые идут с увеличением объема. Направление и глубина превращения углеводородов определяются температурой реакции. Каковы должны быть условия протекания данного процесса, чтобы степень превращения исходного сырья при достижении равновесия была максимальной. То есть выясняют термодинамическую вероятность той или иной реакции и определяют константы равновесия. Термодинамические расчеты позволяют определить условия протекания процесса и вероятность образования того или иного продукта реакции. По величине ΔG может быть рассчитана константа равновесия Кр: - ΔG = RT ln Kp или lg Kp = - ΔG/19,13T Константа равновесия и энергия Гиббса проявляют сильную зависимость от температуры, причем в интервалах температур 300-1200 0С эта зависимость имеет линейный характер ΔGТ = А + ВТ Где А,В – коэффициенты в общем уравнении зависимости ΔGобр исследуемой реакции от температуры. Для всех эндотермических реакций при увеличении температуры сверх определенного предела (ΔG=0) равновесие смещается вправо, т.е. в сторону образования продуктов реакции. То есть, термодинамически реакции крекинга являются высокотемпературными, в то время как экзотермические реакции синтеза углеводорода – термодинамически низкотемпературными. При падении температуры ниже определенного предела (ΔG=0) термодинамическая вероятность низкотемпературных процессов начинает расти. Таким образом, термодинамические расчеты показывают, что в области относительно низких температур термодинамически наиболее стабильны легкие 35 УМКД 042-18-10.1.27/03-2013 Редакция № 1 от 18.09 2013 стр. 36 из 88 предельные углеводородные газы. Менее устойчивы олефины, нафтены и арены. В более высокотемпературной области стабильны углерод и водород, менее арены, метан и олефины. 2. Основные типы углеводородов нефти по возрастающей термической стабильности располагаются в следующий ряд: н-алканы, изоалканы, циклоалканы, арены, нафтеноароматические, полициклические ароматические углеводороды. Для характеристики склонности углеводородов и соединений к химическим превращениям используется величина энергии активации. В среднем энергия активации при термическом крекинге составляет 210-250 кДж/моль. При крекинге алканов образуются алканы и алкены с меньшей молярной массой: CnH2n+2 CmH2m + CqH2q+2 Распад алканов подчиняется теории свободных радикалов и имеет цепной характер. Рассмотрим для примера механизм распада бутана при 460-550°С. В результате первичного распада образуются радикалы – метил, этил, пропил: С4Н10 СН3 + С3Н7 С2Н5 + С2Н5 Развитие цепной реакции идет по схеме: С4Н10 + СН3 СН4 + С4Н9 С2Н5 + С4Н10 С4Н9 + С2Н6 С3Н7 С2Н4 + СН3 и т.д. Обрыв цепи происходит при рекомбинации свободных радикалов: СН3 + С2Н5 СН3 + Н С3Н8 СН4 С2Н5 + С2Н5 С4Н10 При температуре около 450°С разрыв происходит посередине цепи молекулы алкана. Повышение давления смещает место разрыва к центру молекулы, следовательно, крекинг под давлением позволяет получить больше жидких продуктов. Для нафтеновых и ароматических углеводородов с длинной боковой цепью характерны следующие реакции: деалкилирование боковых цепей; дегидрирование циклоалкановых колец до ареновых; распад моноциклических нафтенов на алкены или алкан + алкадиен. Гомоядерные арены и арены с короткими боковыми цепями, практически не подвергаются распаду. В результате их конденсации происходит накопление полициклических углеводородов. Развитие реакций уплотнения и конденсации циклических углеводородов приводит к образованию кокса. Вторичные реакции уплотнения и конденсации имеют энергию активации 251-377 кДж/моль и при повышенных температурах становятся более заметными по сравнению с первичными реакциями крекинга. На основании термодинамических расчетов определены основные направления реакций при термическом крекинге: 1 Способность алканов к распаду по связи С-С в середине цепи возрастает по мере увеличения молярной массы углеводорода, и эта реакция преобладает при крекинге алканов. 36 УМКД 042-18-10.1.27/03-2013 Редакция № 1 от 18.09 2013 стр. 37 из 88 2 Ароматические углеводороды с длинными алкильными цепями легко крекируются, отщепляя боковые цепи в виде алканов и алкенов. 3 Дегидрирование циклоалканов с образованием ароматических углеводородов в условиях термокрекинга идет практически необратимо. Следовательно, гидрирование аренов выделяющимся при крекинге водородом практически невозможно. 4 Возможно гидрирование образующихся при крекинге алкенов выделяющимся в процессе водородом. 5 Ароматические углеводороды в условиях термокрекинга конденсируются друг с другом или с алкенами и диенами. 6 Ароматические углеводороды наряду со смолами и асфальтенами являются основными источниками образования кокса. 3. Кинетика первичных реакций термического крекинга подчиняется уравнению мономолекулярного превращения где k – константа скорости реакции, с-1, а- количество исходного сырья, моль/с, х глубина превращения сырья, моль/с, τ - время, с. А.И. Динцес и А.В. Фрост показали, что при углублении процесса константа скорости реакции уменьшается. Эти исследователи предложили для крекинга уравнение Где β-постоянная, характеризующая степень торможения. Наиболее точное представление о кинетике термического крекинга дает его постадийное изучение, так как если на первых стадиях преобладают реакции разложения, то в последующем начинает протекать взаимодействие продуктов крекинга, подчиняющееся уравнениям реакций выше первого порядка. Пользуясь уравнением Аррениуса рассчитывают энергию активации крекинга: После интегрирования от Т1 до Т2 получаем: Где k1 и k2 – константы скорости при Т1 и Т2, R – газовая постоянная, Дж/моль, Е-энергия активации, Дж/моль. В среднем энергия активации составляет 210-250 кДж/моль для реакций разложения и 125 кДж/моль для реакций уплотнения. Закон Вант-Гоффа применим для крекинга только в ограниченных температурных пределах. Число градусов, на которое необходимо повысить температуру, чтобы удвоить скорость реакции, называют температурным градиентом скорости α. При некоторой температуре tn имеем Где α – средний температурный градиент в интервале от t0 до tn. Это выражение позволяет подсчитать необходимую продолжительность крекинга при данной температуре, если известны его продолжительность при любой другой температуре и температурный градиент скорости крекинга. 37 УМКД 042-18-10.1.27/03-2013 Редакция № 1 от 18.09 2013 стр. 38 из 88 Таким образом, чтобы увеличить выход продуктов разложения и снизить выход продуктов уплотнения следует иметь в реакционной зоне высокую температуру при небольшой продолжительности процесса. Основными факторами термического крекинга нефтяного сырья являются термическая стабильность сырья, температура и длительность процесса. При рассмотрении этих факторов следует учитывать фракционный и групповой химический состав нефтяного сырья. При родственном химическом составе с утяжелением фракционного состава сырья снижается его термическая стабильность. Обогащение сырья ароматическими углеводородами повышает его термическую стабильность. Сырье парафинового основания будет наилучшим для процессов, целевыми продуктами которых являются продукты разложения. Ароматизированное сырье предпочтительно для процессов, где целевым является нефтяной кокс. Основные понятия, которые необходимо знать после изучения материала данной лекции: основы термодинамики термического крекинга, основы химизма и механизма термических превращений, основы кинетики термических процессов. Основные факторы промышленных процессов термического превращения нефтяного сырья. Вопросы для самоконтроля: 1. Какое влияние оказывает давление процесса на выход и качество бензина термического крекинга? 2. Перечислить и написать основные реакции крекинга алканов, циклоалканов, аренов? 3. Каковы основные направления реакций термического крекинга? Рекомендуемая литература: 1. С.А. Ахметов. Технология глубокой переработки нефти и газа. Уфа.: Гилем. 2003. С. 414-464. 2. Г.К. Бишимбаева, А.Е. Букетова. Химия и технология нефти и газа. – Алматы.: Бастау, 2007. -280с. Лекция 14- Промышленные процессы термического крекинга План лекции: 1. Термический крекинг под давлением 2. Коксование тяжелого нефтяного сырья 3. Полунепрерывное и непрерывное коксование 1. В настоящее время термический крекинг под давлением проводят с целью получения дополнительного количества светлых нефтепродуктов, производства термогазойля (сырья для выработки технического углерода), термоподготовки дистиллятных видов сырья для установок коксования и дистиллятного крекинг-остатка (для производства высококачественного анизотропного игольчатого кокса. Термохимия процесса определяется его жесткостью. Термохимические реакции являются эндотермическими, и для их протекания необходим нагрев. Глубина протекания реакций зависит от продолжительности температурного воздействия, причем зависимость от времени линейная, а зависимость от температуры описывается законом Аррениуса. Для учета комбинированного эффекта времени и температуры используется понятие «жесткость». Процесс осуществляют под давлением от 2 до 7 МПа при температуре 480-540 °С. Выход светлых продуктов при крекинге остаточного сырья не превышает 30—35 %. 38 УМКД 042-18-10.1.27/03-2013 Редакция № 1 от 18.09 2013 стр. 39 из 88 Время пребывания сырья в зоне реакции: в змеевике - 1,5-2,5 и в выносной камере – 10 – 15 мин. Сырье и продукты. Используется остаточное (мазуты, гудроны и полугудроны — около 70 %) и дистиллятное сырье (тяжелые газойли каталитического крекинга, тяжелая смола пиролиза, экстракты селективной очистки масел и др.). При крекинге под давлением и при коксовании жидкого сырья (газойли, мазуты, гудроны) состав газов сходен и характеризуется значительным содержанием сухой части (метан, этан) и умеренным (25—30 %) содержанием непредельных углеводородов. Такой состав обусловлен радикально-цепным механизмом процесса и нестабильностью радикалов •С3Н7 и выше. Жидким продуктам крекинга свойственно присутствие непредельных и ароматических углеводородов. При средней глубине процесса крекинг-бензины обладают невысоким октановым числом (60—65); с углублением процесса концентрация ароматических углеводородов возрастает, поэтому октановое число повышается. Йодные числа типичных бензинов, образующихся при термическом крекинге под давлением и коксовании, довольно высоки (80—100 г 12 на 100 г). С утяжелением фракционного состава продуктов крекинга их непредельность снижается; крекинг-газойли, выкипающие в пределах 200—350 °С и часто используемые (после очистки) как компоненты дизельного топлива, имеют йодное число 40—50 г 12 на 100 г. Более тяжелые фракции обычно возвращают на рециркуляцию или выводят в виде тяжелого газойля или крекинг-остатка. В зависимости от режима процесса и качества сырья эти продукты более или менее ароматизированы. Крекинг-остатки содержат довольно много смолисто-асфальтеновых веществ и некоторое количество твердых частиц — карбоидов. Известно несколько вариантов процесса термического крекинга: - крекинг в реакционном змеевике без выделения и с выделением зоны крекинга в отдельную секцию; - крекинг с выносной реакционной камерой с различным уровнем жидкой фазы; - крекинг с дополнительной разгонкой крекинг-остатка в вакууме. Общим для крекинга является наличие трубчатой печи. Для обеспечения требуемой глубины превращения предусмотрены специальные реакционные аппараты, в которых сырье выдерживается определенное время при температуре реакции. Следует отметить, что в интервале температур, имеющем место в промышленных процессах нефтепереработки (300-1200°С), энергия Гиббса изменяется от температуры по линейной зависимости. Причем знак температурного коэффициента в этом уравнении зависит от энергетики реакций: для эндотермических реакций коэффициент > 0 и для экзотермических - наоборот, коэффициент < 0. Численное значение коэффициента зависит от величины теплового эффекта: оно увеличивается симбатно с ростом теплового эффекта реакций. Так, в реакциях малым тепловым эффектом (например, изомеризации и гидрокрекинга) энергия Гиббса слабо зависит от температуры, в то время как для сильно эндо- и экзотермических реакций она изменяется от температуры значительно сильнее. 2. Коксование нефтяного сырья - его глубокий термодинамический крекинг, при 450-540 °С с целью получения нефтяного кокса, а также углеводородных газов, бензинов и керосино-газойлевых фракций. Сырье - тяжелые остатки, образующиеся при дистилляции нефти, деасфальтизации, термодинамическом и каталитическом крекинге остаточных и дистиллятных фракций, пиролизе бензина и газойлевых фракций. При коксовании 39 УМКД 042-18-10.1.27/03-2013 Редакция № 1 от 18.09 2013 стр. 40 из 88 нефтяного сырья происходит расщепление всех компонентов сырья с образованием жидких дистиллятных фракций и углеводородных газов; деструкция и циклизация углеводородов с интенсивным выделением керосиногазойлевых фракций; конденсация и поликонденсация углеводородов и глубокое уплотнение высокомолекулярных соединений с образованием сплошного коксового "пирога". Замедленное (полунепрерывное) коксование, наиболее распространено в мировой практике. Сырье, предварительно нагретое в трубчатых печах до 350-380 °С, непрерывно контактирует в нижней части ректификационной колонны, которая работает при атм. давлении, с парами, подаваемыми из реакционное аппаратов. В результате тепло- и массообмена часть паров конденсируется, образуя с исходным сырьем так называемой вторичное сырье, которое нагревается в трубчатых печах до 490-510 °С и поступает в коксовые камеры - полые вертикальные цилиндрические аппараты диаметром 3-7 м и высотой 22-30 м. В камеру реакционная масса непрерывно подается в течение 24-36 часов и благодаря аккумулированной ею теплоте коксуется. После заполнения камеры коксом на 70-90% его удаляют, обычно струей воды под высоким давлением (до 15 МПа). Кокс поступает в дробилку, где измельчается на куски размером не более 150 мм, после чего подается элеватором на грохот, где разделяется на фракции 150-25, 25-6 и 6-0,5 мм. Камеру, из которой выгружен кокс, прогревают острым водяным паром и парами из работающих коксовых камер и снова заполняют коксуемой массой. Летучие продукты коксования нефтяного сырья, представляющие собой парожидкостную смесь, непрерывно выводятся из действующих камер и последовательно разделяются в ректификационной колонне, водоотделителе, газовом блоке и отпарной колонне на газы, бензины и керосиногазойлевые фракции (таблица 1.). Типичные параметры процесса: температура в камерах 450-480 °С, давление 0,2-0,6 МПа, продолжительность до 48 ч. Достоинства замедленного коксования нефтяного сырья высокий выход малозольного кокса. Из одного и того же кол-ва сырья этим методом можно получить в 1,5-1,6 раза больше кокса, чем при непрерывном коксовании нефтяного сырья (см. ниже). Поэтому замедленное коксование нефтяного сырья применяют, как правило, для производства нефтяного кокса. Газы коксования нефтяного сырья, содержащие предельные (С1-С4) и непредельные (С2-С4) углеводороды, Н2 и H2S, направляют на газофракционирующую установку. Бензины коксования нефтяного сырья содержат значительной количество непредельных углеводородов и имеют октановое число не более 72. Поэтому их 40 УМКД 042-18-10.1.27/03-2013 Редакция № 1 от 18.09 2013 стр. 41 из 88 подвергают гидроочистке, которая сопровождается удалением серы, с последующей каталитических риформингом. Керосиногазойлевые фракции - сырье для каталитических крекинга, в производстве технического углерода (сажи), компонент газотурбинных топлив, основа профилактических средств против смерзания и слипания сыпучих материалов (ниогрин, северин, универсин). 3. Непрерывное коксование в кипящем слое (термоконтактный крекинг). Сырье, предварительно нагретое в теплообменнике, контактирует в реакторе с нагретым и находящимся во взвешенном состоянии инертным теплоносителем (обычно порошкообразный кокс с размером частиц до 0,3 мм, реже более крупные гранулы) и коксуется на его поверхности в течение 6-12 мин. Образовавшийся кокс и теплоноситель выводят из зоны реакции и подают в регенератор (коксонагреватель). В последнем слой теплоносителя поддерживается во взвешенном состоянии с помощью воздуха, в токе которого выжигается до 40% кокса, а большая его часть направляется потребителю. Благодаря теплоте, выделившейся при выжигании части кокса, теплоноситель нагревается и возвращается в реактор. Для перемещения теплоносителя используется пневмотранспорт частиц кокса, захватываемых потоком пара или газа. Дистиллятные фракции и газы выводят из реактора и разделяют так же, как при замедленном коксовании нефтяного сырья. Типичные параметры процесса: температура в теплообменнике, реакторе и регенераторе 300-320, 510-540 и 600-620 °С соответственно, давление в реакторе и регенераторе 0,14-0,16 и 0,12-0,16 МПа соответственно, соотношение по массе сырье теплоноситель = (6,5-8,0): 1. Коксование нефтяного сырья в кипящем слое используют для увеличения производства светлых нефтепродуктов. Кроме того, сочетание непрерывного коксования нефтяного сырья с газификацией образующегося кокса может быть применено для получения дизельных и котельных топлив. Периодическое коксование проводят в горизонтальных цилиндрических аппаратах диаметром 2-4 м и длиной 10-13 м. Сырье в кубе постепенно нагревают снизу открытым огнем. Далее обычным способом (см. выше) выделяют дистилляты, кокс подсушивают и прокаливают (2-3 ч). Далее температуру в топке под кубом постепенно снижают и охлаждают куб сначала водяным паром, а затем воздухом. Когда температура кокса понизится до 150-200 °С, его выгружают. Типичные параметры процесса: температура в паровой фазе 360-400 °С, давление атмосферное. Этим способом получают электродный и специальный виды высококачественного кокса с низким содержанием летучих. Однако способ малопроизводителен, требует большого расхода металла и топлива, а также значительной затрат ручного труда и поэтому почти не используется в промышленности. Основные понятия, которые необходимо знать после изучения материала данной лекции: термический крекинг под давлением, коксование тяжелого нефтяного сырья, полунепрерывное и непрерывное коксование, параметры процесса Вопросы для самоконтроля: 1. Каковы основные показатели качества нефтяного кокса? 2. Установки, какого типа коксования считаются наиболее трудоёмкими, наиболее производительными? 3. Каковы основные параметры процесса коксования? 4. Где применяется нефтяной кокс? Рекомендуемая литература: 41 УМКД 042-18-10.1.27/03-2013 Редакция № 1 от 18.09 2013 стр. 42 из 88 1. С.А. Ахметов. Технология глубокой переработки нефти и газа. Уфа.: Гилем. 2003. С. 382-391. 2. Г.К. Бишимбаева, А.Е. Букетова. Химия и технология нефти и газа. – Алматы.: Бастау, 2007. -280с. Лекция 15 - Пиролиз План лекции: 1. Теоретические основы процесса 2. Промышленное оформление процесса 3. Качество и использование жидких продуктов пиролиза 1. Одним из основных нефтехимических процессов производства низших олефинов, в частности, этилена, является пиролиз. Пиролиз – наиболее жесткая форма термического крекинга нефтяного и газового сырья, осуществляемая при 700-9000С с целью получения углеводородного газа с высоким содержанием непредельных. Следует различать четыре основные группы сырья пиролиза: 1 Этан, пропан, бутан и их смеси, выделяемые из природных и попутных газов; 2 Прямогонные и смешанные нефтяные фракции типа бензинов с концом кипения 200°С, плотностью до 0,73 г/см3; 3 Тяжелые дистилляты с концом кипения примерно 380°С; 4 Нефтяные остатки и сырые нефти. Продукты пиролиза: 1. Водородная фракция – должен вырабатываться чистотой более 90% об. водорода, 2. Метановая и водородная фракции, 3. Ацетилен – должен вырабатываться чистотой не ниже 99,8% об, 4. Этилен – наряду с сортом «полимеризационный» существует спрос и на менее чистый продукт для производства этилбензола. Химизм процесса пиролиза. Химические превращения углеводородов в ходе пиролиза можно условно разделить на две категории: первичные и вторичные. В результате первичных реакций образуются алкены этилен, пропилен, бутилен, бутадиен. В ходе вторичных реакций алкены и диеновые углеводороды подвергаются реакциям конденсации, полимеризации с одновременным более глубоким разложением, в результате чего образуются ароматические углеводороды: бензол, нафталин, дифенил, более конденсированная ароматика. Кроме того, в ходе процесса образуются кокс и сажа. Превращения парафиновых углеводородов в процессе пиролиза. Парафины н.строения при пиролизе дают Н2, СН4, этилен, пропилен и т.д., т.е. идет реакция крекинга по радикальному нецепному механизму, сопровождающаяся дегидрогенизацией и диспропорционированием водорода. Распад алканов может происходить по всем связям С-С. Одновременно характерна и реакция дегидрирования и диспропорционирования водорода. Например, пиролиз н-гексана С6Н14. Первичные реакции: С6Н14 С2Н4 + С4Н10 С6Н14 С3Н8 + С3Н6 С6Н14 С4Н8 + С2Н6 С3Н8 СН4 + С2Н4 С2Н6 С2Н4 Вторичные реакции: 42 + Н2 и т.д. УМКД 042-18-10.1.27/03-2013 Редакция № 1 от 18.09 2013 С2Н4 2С2Н4 стр. 43 из 88 С2Н2 + Н2 С4Н6 + Н2 Распад длинных радикалов протекает по связи в β-положении к свободной валентности углеводорода: СН3 СН 2 СН2 СН3 СН 2 СН 2 При этом образуются алкены, и регенерируются радикалы R 2 . Превращения непредельных углеводородов в процессе пиролиза. В сырье пиролиза ненасыщенные углеводороды отсутствуют, но они всегда образуются при распаде углеводородов других классов. Наименьшей энергией диссоциации обладает связь С-С, находящаяся в βположении по отношению к двойной связи: С–С–С–С=С СН3 – СН2 + С = С – СН2 СН2 = СН2 + СН2 = СН – СН3 Наиболее вероятное место распада в углеводородной цепи определяет β-правило. В различных реакциях отрыв водорода от атома углерода легче идет по β-связи относительно атома углерода с неспаренным электроном. В продуктах пиролиза целевыми продуктами являются низшие алкены: этилен и пропилен. При глубоких степенях превращения имеют место радикальные реакции отрыва водорода от алкенов, в которых образуются винильные, аллильные и другие ненасыщенные радикалы. Они являются источниками бутадиена и ароматических углеводородов. При температуре выше 700°С диены склонны к уплотнению путем полимеризации (1) и конденсации с алкенами (2) с образованием циклических углеводородов: CH = CH2 1. 2 CH2 = CH-CH = CH2 винилциклогексен CH2 CH2 CH 2. + CH CH2 CH2 + 2 Н2 Превращения циклоалканов и аренов Основными реакциями разложения циклогексана при 700-800°С и τ = 0,5 – 1,5с. являются дегидрирование кольца с одновременным его разрывом, в результате чего главными продуктами его разрыва являются этилен, водород, пропилен и дивинил: -Н2 С2Н4 + С4Н8 C2H4 + C4H8 2C3H6 При пиролизе алкилароматических углеводородов единственной первичной реакцией является реакция деалкилирования. Ароматическое кольцо остается неизменным. 2. Производительность современных установок пиролиза по этилену достигает 300, 450 и 600 тыс. т/год. Принципиальная технологическая схема установки производительностью 43 УМКД 042-18-10.1.27/03-2013 Редакция № 1 от 18.09 2013 стр. 44 из 88 300 тыс. т/год включает узлы собственно пиролиза, а также узлы подготовки, компримирования, очистки, осушки и разделения пирогаза (рис. 1). Собственно пиролиз проводят в специально сконструированных пиролизных печах трубчатого типа. В современных печах применяют вертикальное расположение змеевиков радиантной секции, а конвекционную помещают в верхней части печи. Такие печи пиролиза характеризуются высокой поверхностной плотностью теплового потока (до 185 кВт/м 2), высоким тепловым кпд (до 94%) и производительностью (до 113 тыс. т/год), имеют змеевик небольшой длины (25-35 м). На современных производствах обычно используют параллельно работающие установки для пиролиза нефтяной фракции и этана (на 8-9 установок для нефтяной фракции 1-2 установки для этана). Продукты пиролиза сначала охлаждают до 400 0C в закалочно-испарительных аппаратах (в них получают насыщенный водяной пар с давлением 12 МПа, который после нагрева в пароперегревателе до 540 0C применяют для энергопривода компрессоров и насосов). В узле подготовки полученный газовый поток охлаждают до 180 0C смешением с циркулирующей тяжелой смолой и фракционируют с выделением собственно пирогаза, пироконденсата и воды. В узле компримирования, очистки и осушки пирогаз сжимают до 1,9-4 МПа пятиступенчатым компрессором с охлаждением и выделяют жидкие углеводороды после каждой ступени сжатия. После 4-й ступени пирогаз подвергают очистке от H2S и CO2 (при 1,9 МПа), а после 5-й-осушке цеолитом (при 4 МПа). В узле газоразделения происходит низкотемпературная ректификация с выделением индивидуальных продуктов. Этанэтиленовую и пропан-пропиленовую фракции подвергают селективному гидрированию для удаления ацетилена, аллена, метилацетилена (источником водорода является водородная фракция пирогаза). При комплексном химическом использовании продуктов пиролиза выделяют также ацетилен и его производные. Выход и состав газообразных и жидких продуктов пиролиза зависит от сырья и режима процесса. 3. Качество жидких продуктов зависит и от сырья и от жесткости режима. Фракционный состав жидких продуктов изменяется с утяжелением исходного сырья. После перегонки жидких продуктов с установки уходят 4 фракции: С5 (до 70 0С), 70-130 0С (бензольнотолуольная), 130-190 0С (С8 – С9) и > 190 0С (тяжелая смола). Фракция С5 более чем 44 УМКД 042-18-10.1.27/03-2013 Редакция № 1 от 18.09 2013 стр. 45 из 88 наполовину представлена непредельными углеводородами, из них 50%приходится на циклопентадиен и изопрен. Циклопентадиен используется для получения пестицидов, пластификаторов. Изопрен – исходное сырье для производства синтетического каучука. Фракцию 70-1300С подвергают гидрированию, экстракции или адсорбции и последующему разделению ректификацией. Главными компонентами фракции 130-190 0С являются стирол, инден и дициклопентадиен. Эта фракция может быть использована для производства полимерных смол. Из тяжелой части смолы отгоняют фракцию 190-230 0С с целью выделения нафталина. Тяжелая часть смолы содержит смолисто-асфальтовые компоненты. Она используется как сырье для производства сажи или беззольного кокса. Для жидких продуктов пиролиза характерна высокая концентрация ароматических углеводородов. В легких фракциях присутствуют преимущественно бензол и толуол и в меньших концентрациях углеводороды С8. В более тяжелых фракциях преобладают нафталин и метилнафталины, отличающиеся высокой термической стабильностью. Другой существенный компонент жидких продуктов – непредельные углеводороды – олефины, циклоолефины, диены. Основные понятия, которые необходимо знать после изучения материала данной лекции: механизм, химизм пиролиза, продукты пиролиза, устройство печей пиролиза, качество жидких продуктов Вопросы для самоконтроля: 1. Каково назначение пиролиза? 2. Опишите химизм процесса пиролиза. Какие основные продукты образуются? 3. В каких аппаратах проводят собственно пиролиз? Рекомендуемая литература: 1. С.А. Ахметов. Технология глубокой переработки нефти и газа. Уфа.: Гилем. 2003. С. 322-401. 2. Г.К. Бишимбаева, А.Е. Букетова. Химия и технология нефти и газа. – Алматы.: Бастау, 2007. С. 173-200. Лекция 16, 17 – Каталитический крекинг План лекции: 1. Катализаторы крекинга 2. Основы механизма, химизма и кинетики каталитического крекинга 3. Основные факторы промышленного процесса. 4. Промышленные установки каталитического крекинга. Основная аппаратура и оборудование. 1. Каталитический крекинг является процессом глубокой переработки нефти с целью получения бензиновых фракций с октановым числом 78-81 по моторному методу, дизельных фракций, газов с большим содержанием пропан-пропиленовой и бутанбутиленовой фракций. Промышленные катализаторы крекинга готовят на основе алюмосиликатов с различным соотношением Al2O3 и SiO2. Крекирующие катализаторы можно разделить на три типа: а) природные алюмосиликаты, обработанные кислотой; 45 УМКД 042-18-10.1.27/03-2013 Редакция № 1 от 18.09 2013 стр. 46 из 88 б) аморфные синтетические алюмосиликаты с различным соотношением оксида кремния и оксида алюминия; в) кристаллические синтетические алюмосиликаты. Все катализаторы крекинга характеризуются наличием кислотных центров, которые проявляются при высоких температурах и определяют активность катализатора. Природные алюмосиликаты не термостабильны и содержат железо, катализирующее коксообразование водорода. Аморфные алюмосиликаты с высоким (20-30%) и низким (10-15%) содержанием Al2O3 не содержат оксида железа, что делает их пригодными для переработки высокосернистых нефтяных фракций, отличаются высокой термостабильностью, однако степень превращения углеводородов за проход невелика. Активность алюмосиликатных катализаторов можно повышать введением определенного количества соединений, промотирующих катализаторы, таких как СО 2, галогеносодержащие углеводороды, олефины и другие. Катализаторы на основе цеолитов отличаются более высокой активностью, степень превращения сырья за проход увеличивается, превращение не сопровождается глубоким крекингом, состав бензинов отличается более высоким содержанием парафиновых и ароматических углеводородов. Выходы кокса и газа снижаются. Катализаторы процесса каталитического крекинга. Применяются алюмосиликатные ультрастабильные цеолитсодержащие микросферические катализаторы, обеспечивающие проведение процесса за 5-10 секунд. Аморфные алюмосиликаты имеют высокий диаметр пор 80 нм и более для обеспечения адсорбции крупных высокомолекулярных молекул сырья. Содержание цеолитов в катализаторе составляет 20-30% масс. Почти все катализаторы крекинга содержит оксиды редкоземельных элементов. Используется лантан и его сопутствующие элементы: неодим, диспрозий и т.п. стабильность. Содержание оксидов РЗЭ в катализаторе не превышает 2,5% масс. Усредненный состав катализатора и его физические свойства приведены в таблице 1. Таблица 1 – Усредненный состав катализатора Показатели Единицы измерения Содержание % масс.: Al2O3 30-45 SiO2 50-68 РЗЭ 0,6-2,5 Na2O3 0,25 насыпная плотность, кг/м3 680-840 Микроактивность 55-79 2. Реакции, протекающие при каталитическом крекинге, отличаются от реакций термического крекинга, в первом случае образуются карбоний – ионы, тогда как термический крекинг протекает через стадию образования свободных радикалов. При каталитическом крекинге протекают реакции первичные (крекинг) и вторичные, такие как изомеризация углеводородного скелета и перенос водорода. Образованию карбоний-иона обязательно должен предшествовать разрыв связи углерод – водород. Первой стадией является реакция дегидрирования. R-CH2-CH-R + HA R-CH2-CH-R + A- + H2 + H 46 УМКД 042-18-10.1.27/03-2013 Редакция № 1 от 18.09 2013 стр. 47 из 88 где А- – кислотный центр катализатора. Карбоний-ион тесно связан с кислотным центром А- катализатора. Валентно-ненасыщенный кислотный центр катализатора стабилизируется за счет электронов углеводорода, из которого образуется карбоний-ион. R 1 CH 2 C H R 2 R 3 CH 2 (CH 2 ) 3 R 4 R 1 CH 2 CH 2 R 2 R 3 C H CH 2 CH 2 2 R 4 Последующее развитие реакции происходит благодаря взаимодействию карбонийиона с парафиновым углеводородом, который подвергается крекингу: связь R 3 C H CH2 CH2 CH2 R 4 R 3 CH CH2 C H2 CH2 R 4 В соответствии с правилом наименьшей перегруппировки образовавшийся карбоний-иона распадается по β-связи. Новый карбоний-ион представляет собой первичный карбоний-ион, который должен перегруппироваться в соответствии с правилом Марковникова, давая более стабильный вторичный или третичный карбоний-ион путем простого внутримолекулярного сдвига протона: C H 2 CH 2 R 4 CH 3 C HR 4 СН 3 С CH 2 R 5 I CH 3 Наиболее вероятным в процессе каталитического крекинга парафинов оказывается распад по связи С3-С4; С4-С5 и далее, ближе к центру молекулы, наименее вероятен разрыв связи С1-С2. Превращения алкенов. Наиболее активными в условиях каталитического крекинга являются непредельные углеводороды. Хотя в сырье крекинга они отсутствуют, алкены непрерывно образуются в процессе распада молекул н-парафинов, алкилбензолов и алкилциклоалканов. Карбоний-ион реагирует с олефином с переносом гидридного иона, при этом образуется непредельный карбоний-ион: R – C H – CH 2 – CH 2 CH 3 CH 2 CH – CH 2 CH 3 RCH 2 – CH 2 – CH 2 CH 3 CH 2 CH – C H – CH 3 Далее непредельный карбоний-ион может подвергаться: а) β-распаду, образуя алкены с меньшей молярной массой, их основное количество усиленно насыщается водородом. б) В непредельном карбоний-ионе может происходить внутримолекулярная перегруппировка, заключающаяся в миграции протона (б), после чего этот более стабильный карбоний-ион передает протон другому алкену, и в результате образуются диены и новый карбоний-ион (в) (реакция диспропорционированиия водорода): RCH 2 CH 2 C CH R R CH 2 C H CH CH R (б) RCH2 C H CH CHR R CH 2 CH CH R RCH CH CH CH R RCH2 CH 2 C H R 47 (в) УМКД 042-18-10.1.27/03-2013 Редакция № 1 от 18.09 2013 стр. 48 из 88 Превращения циклоалканов Основными реакциями являются: раскрытие кольца с образованием алкенов и диенов; дегидрирование, ведущее к образованию аренов, изомеризация боковых цепей. Гомоядерные цикланы: циклопентан, циклогексан, декалин – довольно устойчивы. Наличие боковых цепей делает нафтеновые углеводороды более склонными к крекингу, что связано с наличием третичного атома углерода. CH CH3 CH3 CH3 + + CH + H+ H+ + CH2 = СН – СН3 CH3 Циклоалканы являются более активными донорами протона, и для них более эффективно протекает диспропорционирование водорода. Разрыв цикла: CH - H+ + гидридный перенос CH3 CH + + CH2 = CH-CH3+CH2 = CH-CH2 +C6H12 + CH2 = CH-CH3+C6H11 Вторичные реакции. 1 Если расщепление идет по связи С-Н, то реакция сопровождается отщеплением атомов водорода: + CH СН Н Н+ R+ + H+ RH + Н СН + H HC CH R+ H + H+ + 2 Изомеризация циклов. Классическая схема: + + CH2 + С6Н12 CH3 CH3 + + + С6Н11 CH3 Более правильным и обоснованным является объяснение изомерии циклов с помощью -комплексов. Превращения ароматических углеводородов Также как и при термическом крекинге гомоядерная ароматика – бензол, нафталин, дифенил – в условиях каталитического крекинга практически устойчива. Способность к распаду у моноалкилбензолов возрастает с увеличением длины боковой цепи. Изостроение боковой цепи значительно увеличивает способность к распаду. Во всех случаях алкилбензолы крекируются по связи Сар.-Сал. C C CH C CH + HA + CH3 C + + C H H Олефины подвергаются вторичным превращениям. 48 CH3 CH2= CH-CH3+H+ УМКД 042-18-10.1.27/03-2013 Редакция № 1 от 18.09 2013 стр. 49 из 88 Алкилнафталины распадаются по аналогии с алкилбензолами. Нафтеноароматические углеводороды распадаются легко и образуют смесь бензола и его гомологов. Дифенил в условиях каталитического крекинга инертен, его алкилпроизводные – высокореакционноспособны. Конденсированная ароматика подвергается в основном реакциям перераспределения водорода, в результате чего образуются продукты, ведущие к образованию кокса и водорода. В незначительной степени имеет место алкилирование ароматических углеводородов. Алкилирование сопровождается дегидроциклизацией: CH3 + C-C-C-C-C-C CH3 CH3 + C C C C CH3 -H + C -6H CH3 CH3 C CH3 CH3 C C CH3 алкилфенантрен Образовавшиеся полициклические ароматические соединения способны вступать в дальнейшие реакции алкилирования и конденсации с образованием кокса. 3. Факторами процесса каталитического крекинга называются параметры технологического режима, которые определяют выход и качество получаемых продуктов, экономические показатели производства и его экологическую характеристику. Пределы их значений зафиксированы в технологическом регламенте установки. В процессе ее эксплуатации эти параметры поддерживаются на постоянном уровне при условии неизменного состава сырья и катализатора. Основными факторами процесса являются: физико-химические свойства сырья, температура в реакторе, кратность циркуляции катализатора, давление в рабочей зоне реактора, время контакта сырья с катализатором, расход водяного пара в реактор, рециркуляция газойля. Глубиной превращения или конверсией можно пользоваться как сравнительным показателем, характеризующим протекание процесса при различных условиях. Конверсия выше 80% мас. считается высокой, в пределах 67-77 – средней и менее 67 – низкой. Максимальный выход бензина обычно достигается при конверсии 75-79% мас. С конверсией связано такое понятие, как жесткость технологического режима процесса. Жесткий режим – это повышенные температура в реакторе, кратность циркуляции катализатора, обеспечивающие высокое значение конверсии и, как следствие, увеличение выхода кокса и максимальное октановое число бензина. Температура в реакторе. В процессе каталитического крекинга основные химические реакции протекают с поглощением теплоты и по этой причине температура продуктов крекинга снижается по мере их продвижения от зоны контакта сырья с катализатором до выхода из реактора. Перепад температуры по высоте реактора может достигать 30-40°С. Ее значения контролируются в нескольких точках, расположенных по высоте и сечению реактора. В рабочем режиме установки она изменяется в пределах 490530°С. За температуру в реакторе обычно принимают температуру продуктов реакции на выходе из него при входе в циклоны. Она зависит от расходов вводимых в реактор сырья и катализатора, их температуры, активности катализатора, глубины превращения, количества подаваемого водяного пара, степени распыления сырья и его физикохимических свойств. Температура в реакторе, наряду с кратностью циркуляции и 49 УМКД 042-18-10.1.27/03-2013 Редакция № 1 от 18.09 2013 стр. 50 из 88 температурой регенерированного катализатора, относится к основным параметрам, которые можно изменять в процессе работы установки. При эксплуатации установки активность и селективность катализатора снижаются. Поэтому, а также из-за его потерь через циклоны реактора и регенератора, в систему циркуляции вводят свежий или равновесный катализатор. Для сохранения выхода бензина и его октанового числа требуется постоянная, желательно равномерная, подпитка катализатора и повышение температуры в реакторе. Эти операции приводят к возрастанию скорости первичных (расщепление тяжелых углеводородов сырья при их контакте с катализатором) и вторичных (превращение углеводородов, образовавшихся в результате первичных реакций) химических реакций, что способствует росту конверсии сырья, изменению выхода и состава получаемых продуктов. В среднем, повышение температуры в реакторе на 10°С приводит к увеличению конверсии на 12-13%. С ее ростом до 530°С (рис.1) увеличивается выход бензина (н.к.-195°С) и его октановое число по исследовательскому методу. Рис. 1 - Зависимость выхода бензина и его октанового числа (ИМ) от температуры в реакторе. При температуре выше 530°С количество образующегося бензина уменьшается, так как начинают разлагаться углеводороды, входящие в его состав. Это явление называют перекрекингом. Он приводит к образованию избыточных количеств газа и кокса. Максимальный выход бензина достигается при температурах 520-530°С и, при прочих равных условиях, определяется физико-химическими свойствами сырья и активностью катализатора. С увеличением температуры в реакторе октановое число бензина возрастает за счет повышения в нем содержания олефиновых и ароматических углеводородов. Однако при значениях выше 530°С рост октанового числа бензина прекращается, повидимому, вследствие устанавливающегося равновесия между изомерами углеводородов, входящих в его состав. Кроме того, с повышением температуры в реакторе растет выход сухого газа, пропанпропиленовой, бутанбутиленовой фракций и кокса. При этом содержание пропилена и бутилена в соответствующих фракциях также увеличивается. Рост выхода газообразных продуктов и повышение в них содержания непредельных углеводородов является результатом протекания вторичных реакций, т.к. первичные реакции крекинга приводят к образованию нафтеновых и парафиновых углеводородов изостроения, имеющих третичный атом углерода. Повышенный выход газообразных углеводородов (С1-С4) вызывает рост давления в реакторе, ухудшает условия работы холодильников конденсаторов главной фракционирующей колонны, компрессора и абсорберов очистки сухого газа. 50 УМКД 042-18-10.1.27/03-2013 Редакция № 1 от 18.09 2013 стр. 51 из 88 С увеличением температуры в реакторе ускоряется отщепление боковых цепей у би- и полициклических ароматических углеводородов (реакции деалкилирования). Это способствует образованию ароматических углеводородов с короткими боковыми цепями, обладающими по сравнению с алканами, более высокой плотностью и пониженным цетановым числом. Они концентрируются в легком и тяжелом газойле (кубовом продукте ректификационной колонны). При работе установки температура в реакторе задается такой, при которой обеспечивается заданный выход бензина и его октановое число, а ее постоянство регулируется автоматически расходом регенерированного катализатора, поступающего в реактор с температурой 650-750°С. Таким образом, температура в реакторе является главнейшим параметром процесса, который, при данном сырье, катализаторе и производительности определяет оптимальный выход бензина с заданным октановым числом. Остальные параметры процесса такие, как кратность катализатор/сырье, температура катализатора и сырья (200250°С), расход водяного пара и т.п., должны иметь значения, при которых возможно установить требуемую температуру в реакторе. Давление р=0,1-0,3 МПа создается исключительно для создания направленного движения потоков сырья и катализатора. Для самого процесса каталитического крекинга повышение давления нежелательно, так как это усиливает реакции конденсации и адсорбцию тяжелых компонентов на катализаторе. Время контакта сырья изменяет соотношение продуктов крекинга. Кратность циркуляции катализатора оказывает на конверсию сырья и выход продуктов влияние, аналогичное времени контакта. Под кратностью циркуляции понимают количество катализатора, воспринимающего единицу количества сырья. Увеличение кратности циркуляции приводит к возрастанию коксообразования. 4. Принципиальная технологическая схема: подогрев сырья в трубчатой печи; смешение нагретого сырья с потоком регенерируемого катализатора; собственно каталитический крекинг в реакторе; разделение реакционной смеси в ректификационной колонне на целевые продукты; конденсация. охлаждение и вывод продуктов с установки; обработка катализатора водяным паром в десорбере; выжиг в регенераторе кокса, отложившегося на поверхности катализатора, и возврат его в реактор. Наиболее распространены установки каталитического крекинга с микросферическим катализатором (рис. 2). Рис 2. Установка крекинга с микросферическим катализатором: 1 воздушный компрессор; 2 тонка; 3 регенератор; 4 лифт -реактор; 5 узел распыла (захвата) сырья, 6-десорбер; 7 ректификационная колонна. 51 УМКД 042-18-10.1.27/03-2013 Редакция № 1 от 18.09 2013 стр. 52 из 88 Подогретое в трубчатой печи (топке) сырье подают в так называемый узел захвата, где оно тонко распылятся и встречается с потоком регенерированного катализатора. Крекинг осуществляют, как правило, в лифт-реакторе в режиме пневмотранспорта: катализатор перемещается снизу вверх парами сырья при линейных скоростях потока 1012 м/с. Высота реактора (который представляет собой стальную футерованную изнутри трубу), обеспечивающая необходимое время контакта сырья с катализатором, обычно составляет 30-35 м. Применяют также реакторы других конструкций, например, с кипящим слоем катализатора. Пары продуктов крекинга и непревращенное сырье после отделения от катализатора в циклонных сепараторах, расположенных в сепарационном пространстве реактора, разделяют в ректификационной колонне, из которой в систему возвращают так называемый шлам - смесь тяжелого газойля с катализатором. Отработанный катализатор из сепараторов поступает в десорбер, где с поверхности катализатора отдувают адсорбированные и увлеченные потоком углеводороды. Выжиг кокса, содержание которoгo на катализаторе достигает 0,8-1,0% по массе, проводят нагретым воздухом в регенераторе - стальном цилиндрическом аппарате высотой до 30 м. Типичные параметры регенерации: количество катализатора 85% от всей загрузки (остальная часть - в реакторе и десорбере); расход воздуха на 1 кг кокса 12-15 кг; время выжига кокса от 5 до 30 мин; интенсивность выжига от 20 до 80 кг/ч на 1 т катализатора; остаточное содержание кокса от 0,1 до 0,25%. Теплоту топочных газов, образующихся при выжиге кокса и сгорании СО, используют для получения водяного пара в котле-утилизаторе. В ряде случаев дожиг СО наряду с применением промоторов проводят также термически (при температурах до 830 °С). Выбор условий регенерации, типа (стабильности) и количества догружаемого свежего катализатора позволяют установить его равновесную оптимальную активность и необходимые выходы целевых продуктов. Регенерированный катализатор снова самотеком поступает в лифт-реактор и таким образом непрерывно циркулирует в системе. Основные особенности установок каталитического крекинга с лифт-реакторами: большая единичная мощность (до 4-5 млн. т/год перерабатываемого сырья); высокотемпературная регенерация катализатора под повышенным давлением (до 0,4 МПа); применение эффективных циклонных сепараторов; длительность межремонтного пробега до 3-4 лет. Типы реакторов. Различают установки по организации процесса: Периодические (реакторы Гудри). Через нагретый стационарный слой катализатора пропускают сырье и после того как он закоксуется реактор ставят на регенерацию; Непрерывной регенерации. Из реактора выводится закоксованный катализатор, с поверхности которого выжигается кокс в отдельном аппарате и возвращается в реактор. После регенерации катализатор сильно нагрет, чего хватает для процесса крекинга, поэтому процесс каталитического крекинга не нуждается в подводе внешнего тепла. Установки непрерывной регенерации подразделяются: Реакторы с движущимся слоем катализатора. Слой шарикового катализатора движется сверху вниз по реактору навстречу поднимающимся парам сырья. При контакте происходит крекинг, катализатор через низ отправляется на регенерацию, продукты на разделение. Регенерация протекает в отдельном аппарате с помощью воздуха; при этом выделяющееся при сгорании кокса теплоиспользуют для генерации пара. Типовая установка - 43-102. 52 УМКД 042-18-10.1.27/03-2013 Редакция № 1 от 18.09 2013 стр. 53 из 88 Реакторы с кипящим слоем катализатора. Микросферический катализатор витает в потоке паров сырья. По мере закоксовывания частицы катализатора тяжелеют и падают вниз. Далее катализатор выводится на регенерацию, которая проходит также в кипящем слое, а продукты идут на разделение. Типовые установки 1А/1М, 43-103. Реакторы с лифт-реактором. Нагретое сырье в специальном узле ввода диспергируется и смешивается с восходящим потоком катализатора в специальном узле. Далее смесь катализатора и продуктов крекинга разделяется кипящем слое в сепараторе специальной конструкции. Остатки продуктов десорбируются паром в десорбере. Время контакта сырья и катализатора составляет несколько секунд. Типовая установка - 43-107. Миллисеконд. Характерная особенность процесса - отсутствие лифт-реактора. Катализатор поступает в реактор нисходящим потоком, в катализатор перпендикулярно направлению его движения впрыскиваются пары сырья. Общее время реакции составляет несколько миллисекунд, что позволяет (повысив соотношение катализатор:сырье) добиться повышения выхода бензиновой фракции вплоть до 60-65% На данный момент наиболее совершенными являются лифт-реакторы. Так, выход бензина на них составляет 50-55% с октановым числом 91/92 , тогда как у реакторов с кипящим слоем выход бензина 37% с октановым числом 90/91. Основные понятия, которые необходимо знать после изучения материала данной лекции: химизм и механизм каталитического крекинга, факторы крекинга, промышленные установки каталитического крекинга, основная аппаратура и оборудование. Вопросы для самоконтроля: 1. Назначение и роль катализатора в термокаталитическом процессе? 2. Каковы особенности механизма реакций каталитического крекинга? 3. Каков выход бензина и газа в условиях каталитического крекинга? 4. В чем заключается процесс регенерации катализатора? Рекомендуемая литература: 1. С.А. Ахметов. Технология глубокой переработки нефти и газа. Уфа.: Гилем. 2003. С. 414-499 2. Г.К. Бишимбаева, А.Е. Букетова. Химия и технология нефти и газа. – Алматы.: Бастау, 2007. С. 200-231. Лекция 18, 19 – Каталитические процессы риформинга и изомеризации План лекции: 1. Каталитический риформинг: основы химизма процесса, катализаторы. 2. Основные факторы промышленного процесса. 3. Промышленные установки каталитического крекинга. Основная аппаратура и оборудование. 1. Этот процесс обеспечивает получение высокооктанового бензина (базового компонента), индивидуальных ароматических углеводородов (сырья для органического синтеза) и водородосодержащего газа (технического водорода), используемого для гидроочистки топлива и синтеза химических продуктов. 53 УМКД 042-18-10.1.27/03-2013 Редакция № 1 от 18.09 2013 стр. 54 из 88 Сырьем каталитического риформинга являются прямогонные бензиновые фракции, отличающиеся по содержанию нормальных и разветвленных алканов, пяти- и шестичленных циклоалканов, а также аренов. При каталитическом риформинге протекают реакции превращения всех групп углеводородов, находящихся в исходном сырье: а) дегидрирование гомологов циклогексана в ароматические углеводороды; б) изомеризация гомологов циклопентана в циклогексановые углеводороды с последующей их ароматизацией; в) изомеризация и дегидроциклизация алканов; г) гидрокрекинг алканов с низким октановым числом, приводящий к их газификации, в результате чего в жидкой фазе происходит накопление ароматических углеводородов с высокими октановыми характеристиками; д) реакция расщепления и деалкилирования ароматических углеводородов, их уплотнение и конденсация, приводящая к образованию кокса; Циклоалкановые углеводороды. Образование ароматических углеводородов из шестичленных нафтеновых происходит быстро и сопровождается интенсивным поглощением тепла, на платиновом катализаторе достигает термодинамически вероятных выходов. + 3 Н2 – 220 кДж/моль Из алкилированных пятичленных нафтенов над платиной под давлением водорода образуются главным образом ароматические углеводороды. Было доказано, что реакция изомеризации пятичленных циклоалканов в шестичленные предшествует дегидрогенизации и определяет суммарную скорость реакции. При повышении температуры выход бензола увеличивается, но значительно интенсифицируется газообразование. Образование ароматических углеводородов из пятичленных нафтенов сопровождается в значительной степени побочными реакциями деструкции и уплотнения, вследствие чего активность катализатора быстро снижается. Образование ароматических углеводородов из пятичленных циклоалканов в значительной мере сопровождается реакциями уплотнения и деструкции. Так, при риформинге количество атомов углерода в 4 раза больше, чем . В условиях каталитического риформинга степень превращения шестичленных циклоалканов близка к 100 %. Алканы. В условиях платформинга под давлением водорода алканы подвергаются изомеризации, деструктивной гидрогенизации и дегидроциклизации. Увеличение октанового числа бензинов риформинга во многом зависит от содержания в нем непревращенных алканов, так как именно они снижают октановое число. На относительную скорость каждой реакции превращения углеводородов влияет не только катализатор, но и условия процесса. 54 УМКД 042-18-10.1.27/03-2013 Редакция № 1 от 18.09 2013 стр. 55 из 88 Изомеризация алканов – равновесный процесс, в котором ни на одном из известных в настоящее время катализаторов равновесие не смещено в сторону образования какого-либо изомера. C6H14 C–C–C–C–C | C н-гексан 3-метилпентан Низкие температуры и давления способствуют образованию разветвленных алканов. Однако риформинг требует высоких температур и повышенного давления водорода, а в этих условиях увеличивается степень деструкции алканов, в частности, нгексана, н-гептана и высших углеводородов (гидрокрекинг). Образование продуктов крекинга приводит к быстрой дезактивации катализатора и выделению избыточных количеств газообразных соединений. С8Н18 + Н2 С3Н8 + С5Н12 При изомеризации алканов образуются главным образом малоразветвленные углеводороды. Количество образовавшихся углеводородов с двумя и более боковыми цепями ниже, чем их равновесные выходы. Скорость дегидроциклизации н-алканов увеличивается по мере повышения их молярной массы. C6H14 н-гексан -Н2 +Н2 С6Н6 –– 260 кДж/моль бензол Наиболее активными являются платиновые катализаторы. Изомеризация алканов также интенсивнее проходит на алюмоплатиновом катализаторе, чем на Al-Мо или Al-С4 катализаторах. Основным направлением превращения алканов является деструктивная гидрогенизация и изомеризация, образование ароматических углеводородов имеет подчиненное значение. Соотношение отдельных реакций превращений н-гептана характеризуют следующие данные: деструктивная гидрогенизация (гидрокрекинг) 58,4 % масс. на исх. изомеризация без расщепления 18,9 Дегидроциклизация 10,7 Дегидрирование 2,9 суммарная степень превращения 90,9 Ароматические углеводороды. В условиях платформинга ароматические углеводороды могут подвергаться реакциям гидрирования, изомеризации и деструктивной гидрогенизации. Однако в условиях каталитического риформинга гидрирования ароматических углеводородов практически не наблюдается. В жестких условиях процесса может иметь место частичное деметилирование и диспропорционирование метильной группы ароматических углеводородов. Так, из толуола могут быть в незначительной степени получены бензол и ксилолы. Ксилолы подвергаются главным образом изомеризации, причем образуется близкая к равновесной смесь о-, п- и м-ксилолов. Этилбензол при этом почти не образуется. 55 УМКД 042-18-10.1.27/03-2013 Редакция № 1 от 18.09 2013 стр. 56 из 88 2. Качество сырья. С целью получения высокооктанового топлива перерабатывают фракции бензина, выкипающие в пределах 85-180 0С. Эти пределы могут изменяться в зависимости от общей топливной схемы завода, качества сырья и направления процесса. При получении концентратов индивидуальных парафинов и нафтенов целесообразно подвергать риформингу узкие фракции, чтобы увеличить выход целевого продукта. Решающее влияние на выход ароматических углеводородов из узких бензиновых фракций оказывает наряду с фракционным составом сырья концентрация в нем нафтеновых углеводородов. Содержание серы в сырье должно быть минимальным. Особенно чувствительны к сере платино-рениевые катализаторы, допустимое ее содержание не должно превышать 1.10-4%. Температура и объемная скорость подачи сырья. Реакции ароматизации являются высокотемпературными. В зависимости от применяемого катализатора риформинг проводят при 470-520 0С на платиново-рениевом и при 480-530 0С на платиновом. Целесообразно повышать температуру по ходу сырья в реакторах риформинга и увеличивать в них объемную скорость и кратность циркуляции водородсодержащего газа. Объемная скорость подачи сырья при риформинге колеблется от 2 до 4 ч-1. При постоянной объемной скорости повышение температуры увеличивает степень ароматизации сырья, но уменьшает выход катализата за счет усиления газообразования. Чем больше содержание нафтенов в сырье и чем селективнее катализатор, тем больше выход катализата при одном и том же содержании ароматических углеводородов в нем. С увеличением жесткости режима октановое число катализата и концентрация ароматических углеводородов в нем возрастает. Давление водорода и кратность циркуляции водородосодержащего газа. Если в системе парциальное давление водорода невысоко, на поверхности катализатора протекает глубокое уплотнение ненасыщенных углеводородов с образованием кокса. С ростом давления снижается выход ароматических углеводородов. При увеличении парциального давления водорода его гидрирующее действие усиливается. Высокая кратность разбавления паров реакционной смеси водородсодержащим газом удлиняет продолжительность работы катализатора. Рекомендуется иметь концентрацию водорода в циркулирующем газе не менее 80-90% (об.). 3. Наибольшее значение в качестве нефтехимических продуктов и аренов приобрели бензол, о- и п-ксилолы. Для разделения аренов, а также для превращения риформатов в наиболее ценные продукты созданы комплексы производства. Установка каталитического риформинга со стационарным слоем катализатора. Установки этого типа рассчитаны на непрерывную работу без регенерации в течение 1 года и более. Окислительная регенерация катализатора производится одновременно во всех реакторах. Общая длительность простоев установок со стационарным слоем катализатора составляет 20 - 40 суток в год, включая цикл регенерации и ремонт оборудования. Установки каталитического риформинга всех типов включают следующие блоки: гидроочистки сырья, очистки водородсодержащего газа, реакторный блок, сепарации газа и стабилизации катализата. Принципиальная технологическая схема установки платформинга со стационарным слоем катализатора приведена на рис. 1. Гидроочищенное и осушенное сырье смешивается с циркулирующим ВСГ, подогревается в теплообменнике, затем в секции печи П-1 и поступает в реактор первой 56 УМКД 042-18-10.1.27/03-2013 Редакция № 1 от 18.09 2013 стр. 57 из 88 ступени Р-1. На установке имеется 3-4 адиабатических реактора и соответствующее число секций многокамерной печи П-1 для межступенчатого подогрева реакционной смеси. Рис. 1. Принципиальная технологическая схема установки каталитического риформинга со стационарным слоем катализатора: I– гидроочищенное сырье; II – ВСГ;III – стабильный каталзатор; IV – сухой газ; V – головная фракция. На выходе из последнего реактора смесь охлаждается в теплообменнике и холодильнике до 20 -40 и поступает в сепаратор высокого давления С-1 для отделения циркулирующего ВСГ от катализата. Часть ВСГ после осушки цеолитами в адсорбере Р-4 поступает на прием циркуляционного компрессора, а избыток выводится на блок предварительной гидроочистки бензина и передается другим потребителям водорода. Нестабильный катализат из С-1 поступает в сепаратор низкого давления С-2, где от него отделяются легкие углеводороды. Выделившиеся в сепараторе С-2 газовая и жидкая фазы поступают во фракционирующий абсорбер К-1. Абсорбентом служит стабильный катализат (бензин). Низ абсорбера подогревается горячей струей через печь П-2. В абсорбере при давлении 1,4 МПа и температуре внизу 165 °С и вверху 40 °С отделяется сухой газ. Нестабильныйкатализат, выводимый с низа К-1, после подогрева в теплообменнике поступает в колонну стабилизации К-2. Тепло в низ К-2 подводится циркуляцией и подогревом в печи П-2 части стабильного конденсата. Головная фракция стабилизации после конденсации и охлаждения поступает в приемник С-3, откуда частично возвращается в К-2 на орошение, а избыток выводится с установки. Часть стабильного катализата после охлаждения в теплообменнике подается во фракционирующий абсорбер К-1, а балансовый его избыток выводится с установки. Установка каталитического риформинга с непрерывной регенерацией катализатора Принципиальная технологическая схема установки KP HPK приведена на рис. 2. Четыре реактора риформинга (Р-1) расположены друг над другом и связаны между собой системами переточных труб малого диаметра. Шариковый катализатор диаметром 1,6 мм свободно перетекает под действием силы тяжести из реактора в реактор. Из реактора четвертой ступени через систему затворов с шаровыми клапанами катализатор поступает в питатель- дозатор, откуда азотом подается в бункер закоксованного катализатора узла регенерации. Регенератор (Р-2) представляет собой аппарат с радиальным потоком реакционных газов, разделенный на три технологические зоны: в верхней при мольном содержании кислорода менее 1 % производится выжиг кокса, в средней при содержании кислорода 10 - 20 % и подаче хлорорганического соединения окислительное хлорирование катализатора, а в нижней зоне катализатор прокаливается в токе сухого воздуха. Разобщение зон - гидравлическое. 57 УМКД 042-18-10.1.27/03-2013 Редакция № 1 от 18.09 2013 стр. 58 из 88 Рис. 2. Принципиальная технологическая схема установки риформинга непрерывной регенерации каталзатора: 1 – бункер закоксованного катализатора; 2 – бункер регенерированного катализатора; 3 – шлюз; 4 – дозатор; 5 – разгрузочное устройство; I–гидроочищенное сырье;II – ВСГ;III – риформат на стаблизацию Катализатор проходит все зоны под действием силы тяжести. Из регенератора через систему шлюзов-затворов катализатор поступает в питатель-дозатор пневмотранспорта и водородсодержащим газом подается в бункер-наполнитель, расположенный над реактором первой ступени. Процесс регенерации автоматизирован и управляется ЭВМ. Систему регенерации при необходимости можно отключить без нарушения режима риформирования сырья. Поскольку процесс риформинга проводится при пониженном давлении (0,9 - 0,4 МПа), на установках KP HPK применяется иная, чем в схеме рис. 6, система операции ВСГ: катализат после реакторов и сырьевого теплообменника поступает в сепаратор низкого давления С-1. Выделившиеся в нем газовая и жидкая фазы соответственно компрессором и насосом подаются в сепаратор высокого давления С-2 для выделения ВСГ с высокой концентрацией водорода. Основные понятия, которые необходимо знать после изучения материала данной лекции: основы химизма процесса каталитического риформинга, катализаторы, основные факторы промышленного процесса, промышленные установки каталитического крекинга, основная аппаратура и оборудование. Вопросы для самоконтроля: 1. Назначение процесса каталитического риформинга? 2. Каково влияние химического состава сырья на выход и качество бензина риформинга? 3. Какие марки катализатора риформинга используются в процессе? 4. Как регулируется давление в блоке риформинга? Рекомендуемая литература: 1. С.А. Ахметов. Технология глубокой переработки нефти и газа. Уфа.: Гилем. 2003. С. 529-559. 2. Г.К. Бишимбаева, А.Е. Букетова. Химия и технология нефти и газа. – Алматы.: Бастау, 2007. С. 218-227. Лекция 20, 21 – Гидрогенизационные процессы План лекции: 1. Теоретические основы, параметры процесса. 2. Промышленные установки гидроочистки 3. Гидрокрекинг нефтяного сырья 58 УМКД 042-18-10.1.27/03-2013 Редакция № 1 от 18.09 2013 стр. 59 из 88 1. Гидрогенизационные процессы относятся к каталитическим процессам. Их отличительной особенностью является осуществление каталитических превращений в присутствии водорода или водородсодержащего газа. К гидрогенизационным относят следующие процессы : гидрокрекинг, гидрирование, гидродеароматизацию, гидродепарафинизацию и гидроочистку нефтяных фракций. Гидрогенизационные процессы делятся на два вида: недеструктивные и деструктивные. Недеструктивная гидрогенизация нашла применение для гидростабилизации полимербензинов: CH3 CH3 C = CH2 H+ CH3 C CH3 + CH2 = C CH3 -H CH3 C CH3 CH2 CH2 CH3 CH3 CH3 + CH3 CH3 + C + C CH3 CH3 H2 CH3 CH3 C CH3 CH2 CH3 C CH3 CH3 CH2 CH CH3 Гидрирование протекает при очень мягких условиях на катализаторах: никель, хромит-медные, окись платины, платиновая чернь и другие. Температура процесса изменяется от комнатной до 150°С, поэтому реакция не осложняется изомеризацией и деструкцией. На скорость гидрирования влияет реакционная способность ненасыщенных углеводородов, благодаря чему можно подбирать селективные условия реакций: насыщать водородом диены, не затрагивая ароматические углеводороды и алкены, насыщать алкены, не затрагивая ароматические углеводороды. На скорость гидрирования влияет структура соединений: чем больше экранирована двойная связь, тем скорость реакций меньше. Введение каждого нового заместителя снижает скорость гидрирования. В целом процесс гидрирования непредельных соединений – сильно экзотермическая реакция, поскольку энергия образования новых С-С связей значительно превышает энергию, затраченную на разрыв π- и Н-Н связей. Деструктивная гидрогенизация первоначально нашла широкое применение для облагораживания различных смол, т.е. продуктов не нефтяного происхождения. В настоящее время процессы деструктивной гидрогенизации прочно вошли в нефтеперерабатывающую промышленность и получили промышленное оформление в виде процессов деалкилирования, гидроочистки, гидрокрекинга, каталитического риформинга. 2. Гидроочистка дистиллятных фракций – термодинамический процесс улучшения качества дистиллятов путем удаления из них серы, азота, кислорода, смолистых и непредельных соединений в среде водорода. Сырьем для гидроочистки служат прямогонные дистилляты и дистилляты вторичных процессов. В неуглеводородных соединениях связи C-S и S-S менее прочны, чем связи С-С и С-Н, усредненные энергии связи которых равны 201, 218, 247 и 365 кДж/моль соответственно. Этим объясняется селективность процессов гидроочистки: почти 59 УМКД 042-18-10.1.27/03-2013 Редакция № 1 от 18.09 2013 стр. 60 из 88 количественная деструкция связей С-S без существенного затрагивания связей С-С, т.е. без заметной деструкции сырья. Азот удаляется из сырья намного труднее не только серы, но и кислорода, диенов и олефинов. Гидрогенолиз тиолов, алифитических и циклических сульфидов протекает в термодинамически выгодных условиях, поскольку величины логарифмов констант равновесия имеют положительные значения до 900°К (рисунок 1). Константа равновесия реакции С4Н10 + Н2S S быстро уменьшается с ростом температуры, ее логарифм снижается до нуля при температуре выше 540°С. Однако в температурных пределах зоны гидроочистки она имеет положительное значение (рис. 1,2). Непрочность связи С-S и относительная легкость деструкции низкомолекулярных сернистых соединений обуславливает сравнительно простой механизм превращения сернистых соединений в условиях гидроочистки: гомолитический разрыв связи С-S, свободные связи насыщаются водородом. Продуктами реакции являются соответственно сероводород и насыщенный водородом остаток скелета молекулы. Меркаптаны практически превращаются нацело: RSH H 2 RH H 2S При недостатке водорода возможны реакции: t RSH R 1CH CH 2 H 2 C 2 RSH → R-S-R + H2S Дисульфиды также превращаются количественно. Первичная деструкция дисульфидов идет по связи S-S, а образовавшиеся тиолы превращаются в насыщенные углеводороды или сульфиды: H 2H R S S R 2 2RSH 2 2RH + H2S R S R + H2S Рисунок 1 – Зависимость скоростей от температур гидрогенолиза тиофена (1) и гидрирования алкенов (2) 60 УМКД 042-18-10.1.27/03-2013 Редакция № 1 от 18.09 2013 стр. 61 из 88 Рисунок 2 – Восстановление сернистых соединений водородов с образованием насыщенных углеводородов и сероводорода 1 – этантиол; 2 – тиоциклогексан; 3 – 2-тиобутан; 4 – тиофен; 5 – 3,4-дитиогексан. Ациклические сульфиды – бензил-н-октил и фенил-н-децилсульфиды при 5,0 МПа и 375°С превращаются полностью, давая соответствующие углеводороды. В мягких условиях возможна поочередная деструкция связей: H2 H2 R S R RH RSH RH H 2S Из продуктов гидрогенизации тиоциклогексана выделен, кроме основного углеводорода, циклопентан, что доказывает радикальный механизм гидрогенизола. H2 + H2S + H2S S Тиофены и бензитиофены в конечном счете превращаются в насыщенные или ароматические углеводороды: тиофен в бутан, дибензотиофен – смесь дициклогексилбензола и дициклогексила или дифенил, бензтиофен в этилбензол. Кинетика процессов гидроочистки. Кинетика промышленных процессов гидроочистки сложна. При гидроочистке тяжелых продуктов на кинетику процесса влияют вероятные диффузионные ограничения. Для расчета скорости гидроочистки узких фракций было предложено уравнение первого порядка: ln S0 k P 1P0 , РS PS и PS° – парциальное давление сернистых соединений в гидрогенизате и в сырье; k P1P0 - константа скорости реакции при данных температуре, парциальных давлениях водорода и паров сырья; τ – условное время константа Для промышленного сырья, особенно высококипящего, предложены эмпирические уравнения, одно из которых: С 1 k , 1 С где С – процентное отношение содержания серы в продукте к содержанию серы в сырье; k – константа скорости реакции; υ – объемная скорость. 61 УМКД 042-18-10.1.27/03-2013 Редакция № 1 от 18.09 2013 стр. 62 из 88 На основании экспериментальных данных установлено, что в области высоких температур лимитирующей является стадия диффузии: чем выше молярная масса сернистых соединений, тем менее доступна поверхность катализатора. Катализаторы процессов гидроочистки. Для гидроочистки применяют катализаторы на основе оксидов металлов VII и VIII групп (никель, кобальт, молибден, вольфрам). В промышленности используют алюмокобальтмолибденовый (АКМ) и алюмоникельмолибденовый (АНМ) катализаторы. В алюмоникельмолибденовый катализатор на силикатной основе для увеличения прочности вводят диоксид кремния (АНМС). Носителем служит оксид алюминия. Катализаторы выпускают в виде частиц неправильной цилиндрической формы. В настоящее время применяются катализаторы на цеолитной основе. Катализатор АКМ имеет высокую активность и селективность по целевой реакции обессеривания, достаточно активен в гидрировании непредельных соединений. Катализатор АНМ проявляет большую активность при гидрировании ароматических и азотистых соединений. 3. Важнейшая особенность гидрокрекинга заключается в том, что в нем, наряду с реакциями распада тяжелых углеводородов сырья, свойственными крекинг-процессу, протекают реакции гидрирования образовавшихся продуктов распада. Основными реакциями при гидрокрекинге являются: 1 Деструкция высокомолекулярных алканов и алкенов и дегидрирование продуктов деструкции: CnH2n+2→CmH2m+2+CpH2p CpH2p+H2→CpH2p+2 и окончательно, CnH2n+2+H2→ CmH2m-2+ CpH2p+2. 2 Гидрирование алканов сырья, что в условиях гидрокрекинга термодинамически более вероятно, чем их полимеризация и циклизация: CnH2n+2+H2→ CnH2n+2 . 3 Изомеризация алканов н- CnH2n+2→изо- CnH2n+2 . 4 Распад, дециклизация (гидрогенолиз) и деалкилирование нафтенов, например: . 5 Деалкилирование и гидрирование ароматических углеводородов: Таким образом, при гидрокрекинге, в отличие от каталитического крекинга, легче всего вступают в превращения ароматические полициклические соединения и образуются с высоким выходом легкие насыщенные углеводороды, в том числе изостроения. При этом одновременно с реакциями углеводородной части сырья происходят гидрирование и удаление неуглеводородных соединений — гидроочистка нефтепродуктов. Сырьем для гидрокрекинга служат тяжелые нефтяные дистилляты (газойли прямой гонки и каталитического крекинга), мазут, гудрон. В зависимости от вида сырья гидрокрекинг проводится в одну или две ступени, которые различаются режимом работы. 62 УМКД 042-18-10.1.27/03-2013 Редакция № 1 от 18.09 2013 стр. 63 из 88 Основными параметрами процесса гидрокрекинга, от которых зависят выход и состав продуктов, являются температура, давление водорода, объемная скорость сырья, соотношение между объемами циркулирующего водородсодержащего газа и сырья (кратность циркуляции) и содержание водорода в этом газе. Например, для установки одноступенчатого гидрокрекинга Л-16-1 с алюмокобальт-молибденовым катализатором принят следующий режим: температура 400— 410 С, давление 5 МПа, объемная скорость 1,0 ч-1, кратность циркуляции водорода 600 м3/м3, содержание водорода в циркулирующем газе 75% об. Основные понятия, которые необходимо знать после изучения материала данной лекции: теоретические основы, параметры гидрогенизационных процессов, промышленные установки гидроочистки, гидрокрекинг нефтяного сырья, основные параметры. Вопросы для самоконтроля: 1. Каково назначение процесса гидроочистки? 2. Каковы реакции сернистых соединений в условиях гидроочистки? 3. Каково назначение гидрокрекинга? 4. Какова роль гидрокрекинга в углублении переработки нефти? Рекомендуемая литература: 1. С.А. Ахметов. Технология глубокой переработки нефти и газа. Уфа.: Гилем. 2003. С. 559-583. 2. Г.К. Бишимбаева, А.Е. Букетова. Химия и технология нефти и газа. – Алматы.: Бастау, 2007. С. 231-246. Лекция 22 – Использование и переработка заводских углеводородных газов План лекции: 1. Характеристика углеводородных газов. 2. Подготовка газов к переработке 3. Разделение газа на компоненты 4. Каталитическое алкилирование изобутана олефинами 1. Все процессы деструкции нефти сопровождаются образованием углеводородных газов. Выход этих газов составляет 5-20%. Выходы газа при основных каталитических процессах значительны: каталитический риформинг дает 10-20% газа на сырье, при каталитическом крекинге – 12-15%. Для процессов, протекающих под давлением водорода, состав газов несложен и характеризуется отсутствием непредельных углеводородов. Помимо содержания непредельных углеводородов заводские газы характеризуются концентрацией «жирной» части – фракции С3 – С4. Наиболее ценные углеводороды этой фракции – изобутан и бутилены. Наименьший интерес представляют «сухая» часть газа – водород, метан и фракция С2 (этан + этилен). При глубокой переработке нефти выход сухих газов достигает 3-4,5%. При относительной концентрации сухой и жирной части газа можно считать «сухими» газ термического крекинга под давлением и газ коксования, где содержание фракций до С2 составляет 35-60%. Газы каталитического крекинга содержат 60-75% углеводородов С3-С4 – это «жирные» газы. Некоторые газовые компоненты используют непосредственно на заводе: «сухой» газ обычно является технологическим топливом, водородсодержащий газ риформинга необходим для гидрогенизационных процессов. Существенным для использования нефтезаводских газов является полнота отбора наиболее ценных компонентов от их потенциального содержания, т.е. эффективная работа 63 УМКД 042-18-10.1.27/03-2013 Редакция № 1 от 18.09 2013 стр. 64 из 88 установок газоразделения. На НПЗ имеется 2 блока газоразделения: для предельных и непредельных газов. Совместное разделение этих газов нерационально, так как непредельные компоненты более ценны, и их легче отобрать с наибольшей полнотой из более концентрированных смесей. Наименее летучими являются изомеры β-бутилена и н-бутан. Критические температуры компонентов фракции С4 лежат в пределах 134-163 0С, что свидетельствует о возможности ожижения этих углеводородов при относительно низких давлениях и температурах выше 30-40 0С, доступных для водяного охлаждения. Попутные нефтяные газы выделяются из нефти при давлениях 1-6 am (а иногда и под вакуумом). Для транспортирования на дальние расстояния их приходится сжимать до давлений 50-60 ат. 2. Осушка заводских газов требуется не всегда. Ее применяют в тех случаях, когда газ подвергают последующей низкотемпературной ректификации или направляют непосредственно для каталитической переработки на установку с катализатором, чувствительным к влаге. При низких температурах ректификации водный конденсат будет выпадать даже при небольшой влажности газа. Повышение давления также вызывает необходимость более глубокой осушки. Степень осушки газа определяется не только возможностью конденсации воды, но и образованием гидратов. Гидраты нестабильны и при изменении температуры или давления легко разлагаются на газ и воду. Гидраты могут существовать только при наличии избыточной влаги в газе, т.е. когда парциальное давление паров воды в газовой фазе больше давления паров гидрата. Содержание влаги в газе должно соответствовать такой точке росы, при которой давление насыщенного водяного пара будет меньше давления паров гидрата при температуре среды. Точка росы не должна превышать минус 60 минус 70 0С. Поэтому для осушки газов применяют твердые поглотители – цеолиты или цеолиты с алюмогелем. Осушка адсорбентами газов, содержащих непредельные углеводороды, осложняется возможностью частичной полимеризации этих компонентов. Содержание в газе 3-5% углеводородов С5 приводит к быстрой потере активности адсорбента. Прежде чем направить заводские газы на разделение, их подвергают очистке. Целью очистки чаще всего является удаление сернистых соединений, представленных в нефтяных газах в основном сероводородом. Присутствие сероводорода в газе недопустимо вследствие: 1) корродирующих и токсичных свойств сероводорода и 2) отравляющего действия на многие катализаторы. Для очистки углеводородов, находящихся в газовой фазе, используют водные растворы этаноламинов, фенолятов и др. реагентов. Сероводород поглощается из газа раствором реагента в одном аппарате и выделяется из раствора в результате его отпаривания в другом аппарате. Очистка газа происходит путем хемосорбции сероводорода 15-30% водным раствором этаноламина. Основными аппаратами для очистки газов жидкими реагентами являются абсорбер тарельчатого или насадочного типа и отпарная колонна. Абсорбер изготавливают из углеродистой стали, в нем имеется 10-20 тарелок. 3. Разделение газов на фракции или отдельные компоненты, осуществляется в промышленности фракционной конденсацией (охлаждением, сопровождающимся частичным ожижением газов), ректификацией сжиженного газа; абсорбцией одного или нескольких компонентов смеси, адсорбцией. использованием мембран. 64 УМКД 042-18-10.1.27/03-2013 Редакция № 1 от 18.09 2013 стр. 65 из 88 Фракционная конденсация. При охлаждении газов в первую очередь сжижаются высококипящие компоненты, поэтому содержание их в конденсате выше, чем в равновесной паровой фазе. Это используют для разделения газов, причем конечные температуры подбирают таким образом, чтобы в конденсате преобладал целевой компонент. В случае прямоточной конденсации обе фазы находятся в равновесии. При противоточной конденсации в результате массообмена между стекающим вниз конденсатом и омывающими поверхность теплообмена газами жидкая фаза, имеющая температуру ниже, чем у газовой фазы, дополнительно обогащается высококипящими компонентами. Ректификация сжиженного газа. Основана на массо- и теплообмене между неравновесными жидкой и паровой фазами. В результате испарения жидкости пары обогащаются низкокипящими компонентами. Поэтому при противотоке фаз и многократном их испарении и конденсации исходную смесь можно разделить на высокои низкокипящие компоненты. Процесс осуществляют в ректификационных колоннах, причем для разделения n-компонентной смеси на практически чистые вещества требуется n — 1 колонн. Возможно разделение азеотропных смесей при добавлении компонента, образующего новое азеотропное соединение. Абсорбция. Возможны как физическая абсорбция, так и хемосорбция, а также их сочетание при использовании водных растворов абсорбентов. Общие требования к абсорбентам: высокая поглощающая способность, доступность, пожаро- и взрывобезопасность, малое давление паров, нетоксичность, химическая инертность к конструкционным материалам. В отдельных случаях допускается повышение давление паров абсорбента, хотя это приводит к увеличению его расхода. При прочих равных условиях существенное преимущество при выборе абсорбента - его способность к регенерации, т.е. к обратному выделению поглощенных газов. Это требование обязательно при многократной циркуляции абсорбента и в случае возможности полезного применения поглощенных газов. Абсорбция газов широко используется во многих отраслях промышленности как конечная стадия получения целевых продуктов, очистки исходных газов от примесей, отравляющих катализаторы, вызывающих коррозию, способных кристаллизоваться и забивать аппаратуру, загрязнять окружающую среду и т.д. Адсорбция. В качестве адсорбентов используют в основном пористые тела с сильно развитой поверхностью: активные угли, А12О3, силикагели, цеолиты. Физическая адсорбция газа сопровождается выделением теплоты, по количеству близкой к теплоте его конденсации, хемосорбция - количеством теплоты, соответствующим тепловому эффекту реакции. Процесс проводят периодически в одном или нескольких аппаратах с неподвижным слоем адсорбента либо непрерывно в адсорберах с движущимся или псевдоожиженным слоем адсорбента. Разделение через мембраны. В этом случае газов разделение реализуется благодаря различной проницаемости компонентов газовой смеси через разделительные мембраны (пористые и непористые перегородки). Эффективность мембраны определяется ее удельной производительностью, т.е. количеством газа, прошедшего через поверхность мембраны за соответствующее время. Аппараты для мембранного разделения газов замкнутые объемы, разделенные мембранами на две полости. Движущая сила процесса поддерживаемая постоянной разность парциальных давлений (или концентраций) газов по обе стороны мембраны. В зависимости от назначения мембраны изготовляют из различных материалов (стекло, металлы, полимерные материалы), которым придают 65 УМКД 042-18-10.1.27/03-2013 Редакция № 1 от 18.09 2013 стр. 66 из 88 форму пластин, трубок, полых волокон, капилляров. Воздух, обогащенный О2, получают с помощью пластин из поливинилтриметилсилана. Важная характеристика мембранных аппаратов - плотность упаковки мембраны, т.е. поверхность мембраны, приходящаяся на единицу объема аппарата. Плотность упаковки мембран из полых волокон с наружным диаметром 80-100 мкм и толщиной стенки 15-30 мкм составляет 20000 м2/м3, плоских мембран - 60-300 м2/м3. 4. Процесс алкилирования изобутана алкенами применяется в нефтеперерабатывающей промышленности с целью получения высокооктанового компонента товарного бензина. Алкилирование алканов алкенами является равновесным экзотермическим процессом, обратным крекингу углеводородов: RH + CH2 = CHR' ↔ RR' – CH – CH3 + Q (Q = 75-96 кДж/моль) Реакция смещается вправо при понижении температуры, при температуре 300°К процесс можно считать необратимым. Катализаторами алкилирования могут служить те же вещества кислотного типа, что и для алкилирования ароматических углеводородов: AlCl3, HF(безводная), H2SO4. Из алканов к каталитическому алкилированию способны только изоалканы, имеющие третичный атом углерода. Алкены могут быть различными, но чаще используют нбутилены, алкилирующие изобутан с образованием С8Н18, наиболее пригодным как компонент моторного топлива: CH 3 3 CH C 4 H 8 HSO C 8 H18 2 4 Целевой продукт алкилирования – изооктан – содержит смесь изомеров – 2,2,4; 2,2,4-, 2,3,4-, 2,3,3 -триметилпентан. Причина лежит в особенностях механизма реакции, осложненной процессами изомеризации. Общепринято, что каталитическое алкилирование изоалканов идет через промежуточные образования ионов карбония. H CH 3 CH CH CH 3 CH 3 C H CH 2 CH 3 Вторичный ион карбония менее устойчив, чем третичный, вследствие чего происходит быстрый обмен гидрид-ионом с изопарафином: CH 3 C H CH 2 CH 3 (CH 3 ) 3 CH (CH 3 ) 3 C CH 3 CH 2 CH 2 CH 3 Образующийся третичный карбоний-катион реагирует с исходным олефином: + + (CH3)3C + CH3 - CH = CH - CH3 (CH3)3 - C - CH - CH - CH3 CH3 Получившийся ион карбония склонен к внутримолекулярным перегруппировкам, сопровождающимся миграцией водорода и метильных групп. CH3 + (CH3)2 - C - CH - CH CH3 CH3 + (CH3)3 - C - CH - CH - CH3 CH3 CH3 + (CH3)3 - C - C - CH2 - CH3 CH3 66 + (CH3)2 - C - C - CH2CH3 CH3 УМКД 042-18-10.1.27/03-2013 Редакция № 1 от 18.09 2013 стр. 67 из 88 Ионы карбония взаимодействуют с изобутаном, в результате чего получается С8Н18 и третичный бутил-катион: CH3 CH3 CH3 CH3 + CH3 C CH3 CH CН + (СН3)3 - СН CH3 CH3 C CH CH3 CН2 + (СН3)3С+ CH3 2,2,3-триметилпентан Состав изомеров зависит как от стабильности промежуточных карбоний-ионов, так и от обменной скорости с изобутаном. Применение избытка изоалканов подавляет все побочные реакции, положительно влияет на выход и качество алкилата, повышает его октановое число, снижает расход катализатора, оптимальным является отношение изоалкан:алкен равное (4:6):1. С использованием серной кислоты в качестве катализатора температура процесса равна 515°С, фтороводородной кислоты – 20-30°С. Расход серной и фтороводородной кислот составляет 250кг и 0,7кг на тонну алкилата. Основные понятия, которые необходимо знать после изучения материала данной лекции: характеристика углеводородных газов, этапы подготовки газов к переработке, газофракционирование, каталитическое алкилирование изобутана олефинами Вопросы для самоконтроля: 1. Каковы источники получения нефтезаводских газов? 2. Перечислите методы разделения газа на фракции 3. Какие реагенты применяются для очистки газов от сероводорода? Рекомендуемая литература: 1. А.К. Мановян. Технология первичной переработки нефти и газа.М.: Химия, 2011. С. 312-333. 2. Г.К. Бишимбаева, А.Е. Букетова. Химия и технология нефти и газа. – Алматы.: Бастау, 2007. С. 144-150 Микромодуль 3 «Очистка и разделение нефтяного сырья» Лекция 23, 24 – Химические методы очистки нефтяных фракций План лекции: 1. Очистка щелочью 2. Установки очистки нефтяных дистиллятов раствором щелочи 3. Очистка серной кислотой 4. Установки очистки масляных дистиллятов серной кислотой. 5. Утилизация отходов щелочной и сернокислотной очистки 1. Очистку нефтяных фракций раствором щелочи применяют для удаления кислородсодержащих (нафтеновых кислот, фенолов) и некоторых серосодержащих (сероводорода, меркаптанов) соединений, а также для нейтрализации серной кислоты и продуктов ее взаимодействия с углеводородами (сульфокислот, эфиров серной кислоты), остающихся после сернокислотной очистки. RCOOH + NaOH → RCOONa +Н2О. С6Н5ОН + NaOH → C6H5ONa + Н2О. 67 УМКД 042-18-10.1.27/03-2013 Редакция № 1 от 18.09 2013 стр. 68 из 88 Водный раствор щелочи образует с кислыми соединениями соли, растворимые в воде. Часть этих соединений задерживается нефтепродуктом и удаляется при промывке водой. Щелочные соли нафтеновых кислот, феноляты при растворении в воде гидролизуются с образованием органических кислот, фенолов и щелочи. Так как кислоты и фенолы хорошо растворяются в очищенном продукте, то его не удается полностью освободить от них. Степень гидролиза щелочных солей нафтеновых кислот и фенолятов зависит от концентрации щелочи и температуры: с повышением концентрации она снижается, с повышением температуры – возрастает. Поэтому нейтрализацию проводят 10-15% раствором щелочи при невысоких температурах. При очистке масляных дистиллятов пользуются 1-3% раствором и процесс ведут при повышенной температуре во избежание образования эмульсии. Помимо кислот и фенолов в светлых дистиллятах присутствуют серосодержащие соединения – сероводород, меркаптаны. Сероводород присутствует в легких дистиллятах в растворенном состоянии, а также образуется при взаимодействии элементной серы с парафиновыми и нафтеновыми углеводородами и при разложении серосодержащих соединений в процессах перегонки нефти или крекинга. Сероводород реагирует с образованием кислых и средних солей: H2S + NaOH → NaHS + Н20 H2S + 2NaOH → Na2S +2H20 Na2S + H2S → 2NaHS. Меркаптаны дают при взаимодействии со щелочью меркаптиды: RSH + NaOH → RSNa + Н2O. Кроме того, протекает реакция окисления меркаптанов с образованием дисульфидов в присутствии кислорода воздуха: 4RSH + O2 → 2RS-SR + 2 H2O Степень окисления меркаптанов увеличивается при повышении температуры и интенсивности перемешивания смеси. Образующиеся дисульфиды не растворяются в воде и растворяются в очищаемом дистилляте. Таким образом, при обработке дистиллятов нефти раствором едкого натра извлекаются сероводород, частично меркаптаны, нафтеновые кислоты и фенолы. 2. Очистка светлых дистиллятов с рециркуляцией раствора щелочи. Применяют непрерывно действующие установки с рециркуляцией раствора щелочи. Установка состоит из смесителя и отстойника. Смесителем служит центробежный насос 1. Перед началом очистки дистиллят и щелочь смешивают в смесителе и смесь подают в отстойник 2. Очищенный нефтепродукт выходит сверху отстойника, а отстоявшийся раствор щелочи подается на рециркуляцию в смеситель 1. Очистка масляных дистиллятов раствором щелочи. Масляный дистиллят насосом 10 подается в Рис. 1. Схема установки для очистки светлых продуктов с рециркуляцией трубное пространство теплообменника 2 типа щелочи: 1-насос, 2-неочищенный продукт. «труба в трубе», где нагревается до 40-500С за счет Линии: I – неочищенный продукт, II – тепла выщелоченного дистиллята, идущего из очищенный продукт, III – раствор щелочи отстойника 7. Из теплообменника дистиллят поступает в змеевик трубчатой печи 3 под избыточным давлением 0,6-1 МПа, где 68 УМКД 042-18-10.1.27/03-2013 Редакция № 1 от 18.09 2013 стр. 69 из 88 нагревается до 150-1700С, затем направляется в смеситель 4, в который насосом 12 подается 1,2-2,5% раствор едкого натра. В этом смесителе протекает процесс выщелачивания масляного дистиллята. Смесь масла с раствором щелочи из смесителя 4 подается в отстойник 5, в котором масло отстаивается от щелочных отходов. Щелочные отходы охлаждаются до 70-800С в погружном холодильнике 8 и поступают в приемники для выделения нафтеновых кислот. Рисунок 2. Технологическая схема установки выщелачивания масляных дистиллятов под давлением: 1колонна, 2-теплообменник, 3-печь, 4, 6-смесители, 5,7 – отстойники, 8,9 – холодильники, 10-13 – насосы. Линии: I – неочищенное масло, II-раствор щелочи, III-выщелоченное масло, IV-щелочные отходы, Vпромывная вода, VI-воздух Сверху отстойника 5 выщелоченное масло с температурой 130-1400С поступает на промывку в смеситель 6, куда насосом 13 подается вода с температурой 60-650С. После промывки в смесителе смесь масла с водой поступает в отстойник 7. Уходящие промывные воды охлаждаются в погружном холодильнике 9 до 70-800С и направляются в приемники для выделения нафтеновых кислот. Выщелоченное и промытое масло с температурой 90-1000С сверху отстойника 7 направляется в межтрубное пространство теплообменника 2, охлаждается в нем до 70-800С и поступает в сушильную колонну 1, где сушится сжатым воздухом. Готовое выщелоченное масло насосом 11 откачивается в резервуары. Очистка топливных дистиллятов в электрическом поле. Основной аппарат – электроразделитель. Механизм действия электрического поля: под действием электрического поля частицы удаляемых соединений объединяясь, укрупняются и под действием силы тяжести осаждаются. Эффективность отделения примесей зависит от температуры, давления, гидравлического режима смешения и осаждения. Отделяемые продукты осаждаются при температуре 30-600С. Давление должно быть таким, чтобы очищаемый продукт находился в жидкой фазе. Интенсивность перемешивания с учетом расхода щелочи определяют по числу Re. Преимущества по сравнению с естественным отстаиванием: 1. Создается тесный контакт реагента и нефтепродукта, 2. Сокращаются расход реагента и промывной воды (на 20-30%) и потери нефтепродукта вследствие четкого разделения фаз. Рисунок 3. Схема блока щелочной очистки бензинов с применением электрического поля: 1,3-насосы, 2смеситель, 4-электроразделитель. Линии: I-сырье, II-свежая щелочь, III-очищенный бензин, IV-отработанная щелочь 69 УМКД 042-18-10.1.27/03-2013 Редакция № 1 от 18.09 2013 стр. 70 из 88 Бензин насосом 1 подается в смеситель 2, куда одновременно насосом 3 заканчивается 215% раствор щелочи. Смесь бензина и раствора щелочи поступает в электроразделитель 4. Сверху электроразделителя выводится очищенный бензин III, а снизу – отработанный раствор щелочи IV. Щелочная очистка дизельных дистиллятов состоит из операций: защелачивания и отделения щелочных отходов в электрическом поле, водной промывки и осушки в электрическом поле. Очищенное дизельное топливо насосом 5 подается в смеситель 1. Насосом 6 в тот же смеситель при температуре 35-450С подается 15-20% (об.) 2-6%-ного водного раствора щелочи. Реакционная смесь поступает в электроразделитель 2. Сверху этого электроразделителя дизельное топливо направляется в водный смеситель 3 и затем на отделении промывных вод в электроразделитель 4. Сверху электроразделителя выводится очищенное топливо V. Раствор щелочи снизу электроразделителя 2 направляется на повторное контактирование с топливом. Промывная вода снизу электроразделителя 4 дренируется. Рисунок 4. Схема блока щелочной очистки дизельных топлив с применением электрического поля: 1,3смесители, 2,4-электроразделители, 5-7 – насосы. Линии: I-сырье, II-свежая щелочь, III-отработанная щелочь, IV-промывная вода, V-очищенное топливо 3. Очистку нефтяных фракций серной кислотой проводят для удаления из них непредельных, серо-, азотсодержащих и смолистых соединений, которые обусловливают малую стабильность топлив при хранении, нестабильность цвета и ухудшают некоторые эксплуатационные свойства. Степень сульфирования ароматических углеводородов зависит от расположения алкильных групп. Трудность сульфирования ароматических углеводородов возрастает с увеличением длины и числа боковых цепей. Полициклические нафтено-ароматические углеводороды подвергаются сульфированию при большом расходе кислоты. Непредельные углеводороды реагируют с серной кислотой, образуя ее кислые и средние эфиры и продукты полимеризации. Кислые эфиры образуются в условиях относительно низких температур: Кислые эфиры серной кислоты растворимы в воде, при нейтрализации образуют соответствующие соли. При действии воды и водного раствора щелочи они гидролизуются с образованием соответствующих спиртов: При взаимодействии с непредельные углеводородами образуют соответствующие полимеры. Средние эфиры серной кислоты образуются при взаимодействии серной кислоты с непредельными углеводородами при повышенных температурах (выше 400С): 70 УМКД 042-18-10.1.27/03-2013 Редакция № 1 от 18.09 2013 стр. 71 из 88 Средние эфиры могут также образоваться при нагревании кислых эфиров серной кислоты: Кислые эфиры растворяются в серной кислоте, а средние — в очищенном продукте, поэтому их образование нежелательно. Из серосодержащих соединений с серной кислотой реагируют сероводород, меркаптаны и тиофены. Сероводород при взаимодействии с серной кислотой образует элементную серу, сернистый ангидрид и воду: H2S + H2SO4 → 2H2O + SO2 + S Сера растворяется в очищаемом дистилляте и при вторичной перегонке очищенного продукта вступает в реакцию с углеводородами, снова образуя сероводород. Поэтому перед очисткой дистилляты необходимо освободить от сероводорода промывкой раствором щелочи. Меркаптаны с серной кислотой образуют дисульфиды и диоксид серы: 2RSH + H2SО4 → RS-SR + SО2 + 2Н2О. При действии концентрированной серной кислоты на тиофен и его гомологи образуются тиофенсульфокислоты. Дисульфиды, сульфиды, тиофаны и сульфоны с серной кислотой не реагируют, но хорошо растворяются в ней, особенно при низких температурах. Часть нафтеновых кислот растворяется в серной кислоте, а часть сульфируется. Чем выше молекулярная масса нафтеновых кислот, тем легче они сульфируются. Нафтеновые кислоты в обоих случаях понижают концентрацию серной кислоты и ослабляют ее действие. Поэтому необходимо предварительное извлечение нафтеновых кислот. Смолистые вещества реагируют с серной кислотой в 3-х направлениях: одна часть растворяется в серной кислоте, другая конденсируется с образованием асфальтенов, из третьей части образуются сульфокислоты. Вид реакции и результаты очистки зависят от температуры, длительности контактирования, расхода и концентрации серной кислоты, а также от порядка ее введения. Для получения высококачественных масел кислотную обработку проводят при более низких температурах: очистку масляных дистиллятов вязкостью 18-25 мм2/с при 500С проводят при 55-800С, дистиллятов вязкостью 3-5 мм2/с при 30-350С. Остаточные продукты очищают серной кислотой при 60-700С. Обычно для очистки применяют 92-96% кислоту. Очистка серной кислотой ниже 75%-ной концентрации вообще не дает результатов. Степень удаления из масла смолистоасфальтеновых веществ возрастает с увеличением расхода кислоты: первые порции кислоты оказывают более сильное действие, чем последние. Требуемый расход для очистки трансформаторных дистиллятов составляет 6-15% (масс.), для очистки гудронов и полугудронов 12-25% (масс.). Порядок обработки кислотой: необходимо выводить продукты реакции и вводить кислоту порциями. Каждую новую порцию кислоты подают 71 УМКД 042-18-10.1.27/03-2013 Редакция № 1 от 18.09 2013 стр. 72 из 88 только после тщательного осаждения и спуска кислого гудрона. Сернокислотной очистке присущи недостатки: громоздкость оборудования, большое количество реагентов и др. 4. Очистка масляного сырья серной кислотой в мешалке. Основной аппарат – вертикальная цилиндрическая мешалка с коническим дном, снабженным горловиной с задвижкой для выпуска кислого гудрона. Очищаемое сырье закачивают в мешалку через теплообменник и перемешивают его струей воздуха. В масло подают первую порцию кислоты для подсушки. Перемешивание ведут в течение 0,5-1 ч в зависимости от емкости мешалки. По окончании перемешивания образовавшийся кислый гудрон отстаивают в течение 1,5-2ч и выводят его из мешалки. Затем в мешалку при бурном перемешивании воздухом (50-70 мин) заливают следующую порцию кислоты. За 10-15 мин до окончания перемешивания интенсивность его снижают и в мешалку подают раствор осадителя. Прекратив перемешивание, кислому гудрону дают отстояться в течение нескольких часов, а затем его спускают. Кислое масло отстаивают в мешалке еще 6-8 часов, переводят в отстойники с обогревательными змеевиками, в которых масло отстаивается 8-24 часа и поступает на щелочную Рисунок 5. Сернокислотная мешалка: или контактную очистку. I – масло, II-кислота, IIIОчистка масляных дистиллятов серным ангидридом. Для кислое масло, IV-кислый получения белых масел, нафтенового компрессорного масла, а гудрон с мазутом, V-мазут также парафина для пищевой промышленности проводят очистку сырья олеумом. Сульфирующий агент – серный ангидрид – либо растворен в серной кислоте (очистка олеумом), либо смешан с газом – носителем (очистка газом). Преимущества очистки газом перед очисткой олеумом: 1. Уменьшение количества кислого гудрона, 2. Увеличение количества малорастворимых сульфонатов, которые используются в качестве присадок и ингибиторов коррозии. Рисунок 6. Установка непрерывного действия для очистки сырья серным ангидридом: 1-отстойник, 2реактор, 3-сепаратор, 4-газодувка, 5-холодильник, 6-испаритель серного ангидрида. Линии: I-сырье, IIжидкий SO3, III-кислое масло, IV-кислый гудрон, V-линия связи с кислотным скруббером дыхательной системы. Сырье до поступления в реактор 2 смешивается с циркулирующим кислым маслом. Очищаемое масло и газ-носитель серного ангидрида вводятся в верхнюю часть реактора. Смесь поступает в сепаратор непрерывного действия 3. Кислое молоко снизу сепаратора направляется через отстойник 1 в систему нейтрализации. По выходе из сепаратора газноситель нагнетается газодувкой 4 через холодильник 5 в испаритель 6, где он вновь насыщается серным ангидридом с температурой 350С. 5. Щелочные отходы, получаемые при выщелачивании нефтяных фракций, являются ценными продуктами в производстве мылонафта и эмульсола. Нафтеновые кислоты, 72 УМКД 042-18-10.1.27/03-2013 Редакция № 1 от 18.09 2013 стр. 73 из 88 содержащиеся в этих отходах, заменяют растительные и животные жиры в производстве мыла. При очистке нефтепродуктов нафтеновые кислоты извлекаются щелочью в виде водного раствора натриевых мыл, после концентрации которого и высаливания из него мыл получают мылонафт, применяемый как полутвердое мыло. На некоторых заводах получают асидол-мылонафт, представляющий собой смесь мылонафта со свободными нафтеновыми кислотами. Он является продуктом частичного разложения слабой кислотой натриевых мыл нафтеновых кислот, содержащихся в щелочных отходах. При полном разложении слабой кислотой нафтеновых мыл из раствора всплывают нафтеновые кислоты с частью мыла, растворенного в них. Этот продукт называется асидолом. Для улучшения качества продуктов, содержащих нафтеновые кислоты, уменьшения содержания неомыляемых щелочные отходы обезмасливают. Нафтеновые кислоты, выделяемые из щелочных отходов после выщелачивания дизельных и керосиновых фракций нафтеновых нефтей, являются эффективными стимуляторами роста растений. Щелочные отходы от выщелачивания легких и средних масляных фракций используют для производства эмульсола – продукта, применяемого для охлаждения режущих инструментов. Эмульсол представляет собой смесь натриевых мыл нафтеновых кислот с минеральными маслами. Щелочные отходы применяют как деэмульгаторы в процессах выщелачивания масляных дистиллятов. Водные растворы гипосульфида натрия и сернистого натрия находят применение в цветной металлургии и на предприятиях химической промышленности. Отходы кислотной очистки. Кислые гудроны, получаемые в результате сернокислотной очистки, содержат кроме органической части также свободную, не использованную в процессе очистки серную кислоту. Способы утилизации кислых гудронов: 1. Переработка кислого гудрона в серную кислоту (высокотемпературным разложением кислого гудрона получают SO2 который далее окисляют и превращают в серную кислоту), 2. Получение из кислого гудрона битума (при нагревании кислого гудрона до 280-320 0С происходят расщепление свободной серной кислоты и окисление органической массы с образованием смол и асфальтенов), 3. Переработка кислого гудрона методом коксования с получением SO2 и высокосернистого кокса, 4. Использование серной кислоты, получаемой в результате отстаивания кислого гудрона, для производства железного купороса, сульфата аммония, в кожевенной и др. отраслях промышленности. Основные понятия, которые необходимо знать после изучения материала данной лекции: очистка нефтяных фракций щелочью, установки очистки нефтяных дистиллятов раствором щелочи, очистка серной кислотой, очистка серной кислотой, утилизация отходов щелочной и сернокислотной очистки Вопросы для самоконтроля: 1. От каких нежелательных компонентов производится очистка сернокислотным методом? 2. Как влияет повышение температуры на результат сернокислотной очистки? 3. В чем преимущества щелочной очистки? 4. В каких случаях используют щелочную очистку? Рекомендуемая литература: 1. Технология переработки нефти и газа. В 2-х ч. /Под редакцией О.Ф. Глаголевой, В.М. Капустина. – М.:Колос, 2005. -400с. 2. Леффлер У.Л. Переработка нефти. М.: Олимп-бизнес, 2003. -224с. 73 УМКД 042-18-10.1.27/03-2013 Редакция № 1 от 18.09 2013 стр. 74 из 88 3. А.К. Мановян. Технология первичной переработки нефти и газа.М.: Химия, 2011. С. 434-441. Лекция 25, 26 – Очистка и разделение нефтяного сырья избирательными растворителями План лекции: 1. Физико-химические основы процессов. 2. Деасфальтизация остатков пропаном. 3. Селективная очистка масляных фракций. 4. Очистка фурфуролом. 5. Очистка фенолом. 6. Очистка парными растворителями. 1. Для очистки и разделения нефтяного сырья широко используют процессы, основанные иа растворимости компонентов сырья в различных растворителях. Растворение веществ А в веществе В возможно лишь в том случае, когда межмолекуляриые силы притяжения Faa и Fвв, осуществляющие связь между частицами чистых веществ А и В, преодолеваются силами FАВ, которые появляются при растворении этих веществ. Если FАА и FВВ значительно больше FАВ то молекулярного распределения не происходит, т. е. данные вещества не растворимы друг в друге. Таким образом, для растворения одного вещества в другом необходимо достаточно сильное притяжение между молекулами растворяемого вещества и растворителя. По способности растворять углеводороды органические и некоторые неорганические растворители можно разделять на две группы. К первой группе относятся растворители, при обычной температуре смешивающиеся с жидкими компонентами сырья практически во всех отношениях; растворимость твердых компонентов в них подчиняется общей теории растворимости твердых веществ в жидких. Такими растворителями являются неполярные соединения - низкомолекулярные жидкие и сжиженные углеводороды парафинового ряда, а также соединения с небольшим дипольным моментом — четыреххлористый углерод, этиловый эфир, хлороформ и т. д. Растворители второй группы являются полярными органическими соединениями с высоким дипольным моментом: фенол, фурфурол, крезолы, алифатические кетоны, диэтиленгликоль и др. Растворимость компонентов нефтяного сырья в этих растворителях зависит от их соотношения и температуры, т, е. подчиняется закономерностям, проявляющимся при растворении веществ с ограниченной взаимной смешиваемостью. При смешении нефтяного сырья с растворителями второй группы и обычной температуре в сырье растворяется небольшое количество растворителя. С увеличением кратности растворителя (увеличением объема растворителя по отношению к объему сырья) образуется двухфазная система: в одной фазе - нефтепродукт с небольшим количеством растворителя, в другой - растворитель с частью растворенных компонентов сырья. При дальнейшем увеличении кратности растворителя растворимость в нем компонентов сырья повышается, и при значительной кратности растворителя происходит полное смешение его с сырьем. При неизменной кратности растворителя с повышением температуры увеличивается содержание растворенных компонентов исходного сырья, и, наконец, при достижении определенной температуры, называемой критической температурой растворения (КТР), и выше этой температуры сырье полностью смешивается с растворителем, т. е. система становится однофазной. 74 УМКД 042-18-10.1.27/03-2013 Редакция № 1 от 18.09 2013 стр. 75 из 88 Растворимость компонентов сырья в растворителях второй группы зависит от их химического состава и природы растворителя. При неизменных условиях лучше всего в них растворяются полярные компоненты сырья, т. е. смолы и другие неуглеводородные компоненты; в этом случае наряду с ориентационными проявляются и дисперсионые силы межмолекулярного взаимодействия. Углеводородные компоненты сырья являются неполярными соединениями и растворяются в полярных растворителях в результате взаимодействия постоянных диполей молекул растворителя с индуцированными диполями молекул углеводородов. На величину КТР влияет химическая природа и строение молекул углеводородов: с увеличением числа колец в углеводородах их КТР резко снижается, с увеличением длины алкильных цепей — повышается. 2. Деасфальтизация – извлечение из остаточных продуктов переработки нефти (гудронов) растворенных в них асфальтено-смолистых веществ. Целевым продуктом процесса являются деасфальтизаты (сырье для производства остаточных масел) и битум деасфальтизации (его можно использовать в качестве компонента сырья для производства нефтяных битумов твердых марок). Смолы и особенно асфальтены, — компоненты сырья, наименее растворимые в жидком пропане. На различной растворимости составляющих компонентов и основано использование пропана как деасфальтирующего растворителя. При температурах, близких к критической температуре пропана (около 96 °С), растворимость составных частей масляного сырья уменьшается. С повышением температуры процесса от 75 до 90°С улучшается качество деасфальтизата, но снижается его выход, так как из раствора выделяются преимущественно компоненты с высокими значениями плотности, коэффициента преломления и молекулярной массы; к ним, в частности, относятся высокомолекулярные полициклические углеводороды. Взаимодействие растворителя и сырья происходит в колонном аппарате, причем пропан подается вниз колонны и поднимается вверх противотоком к более тяжелому сырью, подаваемому вверх и спускающемуся вниз. В верхней части колонны поддерживается температура 75 - 85°С, в нижней – 50 - 60°С. Создание разности температур между верхом и низом колонны позволяет более тщательно отделить смолы и асфальтены от масла. Эта разность температур получила название градиент деасфальтизации, обычно равно 15-20°С. Для поддержания пропана в сжиженном состоянии процесс деасфальтизации осуществляется под давлением 4,0 – 4,5МПа. Чем выше в сырье углеводородов, тем больше должно быть соотношение между объемом пропана и объемом сырья от 4:1 до 8:1. Процесс деасфальтизации остаточного сырья техническим пропаном — жидкофазный процесс, осуществляемый во избежание испарения растворителя при давлении около 4 МПа. С ужесточением требований к качеству деасфальтизата и увеличением коксуемости сырья выход деасфальтизата уменьшается. Промышленные установки деасфальтизации остаточного сырья могут быть одно- и двухступенчатыми. При переработке гудронов по двух ступенчатой схеме получают два деасфальтизата разной вязкости; их суммарный выход больше чем деасфальтизата. Вырабатываемого из того же сырья на одноступенчатой установке. 3. Селективная очистка —процесс переработки нефтяного сырья, направленный на улучшение качества масляных фракций. Основан на экстракции сырья избирательным 75 УМКД 042-18-10.1.27/03-2013 Редакция № 1 от 18.09 2013 стр. 76 из 88 растворителем с последующей отгонкой растворителя из рафинатного и экстрактного растворов. Может осуществляться как для дистиллятного, так и для остаточного сырья. В процессе селективной очистки из исходного сырья извлекаются нежелательные для товарных масел компоненты — смолисто-асфальтеновые вещества, гетероатомные соединения и полицикличиеские ароматические углеводороды с короткими боковыми цепями. Целевым продуктом процесса является рафинат — очищенная масляная фракция, состоящая главным образом из парафиновых и нафтеновых углеводородов, а также моноциклической ароматики с длинными боковыми цепями. По сравнению с исходным сырьем, полученный рафинат обладает повышенным индексом вязкости, более высокой температурой застывания и имеет более светлый оттенок цвета. После селективной очистки рафинат направляется на депарафинизацию с целью удаления твёрдых углеводородов. Побочным продуктом процесса является экстракт — вязкая жидкость темного цвета, содержащая извлеченные из масляной фракции нежелательные компоненты. Экстракт может служить сырьём для различных деструктивных процессов нефтепереработки, а также использован как компонент котельного топлива, пластификатор или мягчитель резины. В качестве избирательных растворителей для очистки нефтяных фракций испытано много соединений. Требования к растворителям: обладать высокими избирательностью и растворяющей способностью по отношению к извлекаемым компонентам сырья при умеренных температурах; плохо растворяться в смеси желательных компонентов; иметь плотность, отличающуюся от плотности сырья; обладать умеренной температурой кипения, отличающейся от температуры кипения сырья; быть химически и термически стабильными; химически не взаимодействовать с компонентами очищаемого сырья; плохо растворяться в воде и растворять воду, не образовывать с ней азеотропных смесей; не вызывать коррозии аппаратуры, быть нетоксичными, неядовитыми, взрыво- и пожаробезопасными, дешевыми и недефицитными. Наиболее широко применяемые растворители — фенол, фурфурол и Nметилпирролидон. Экстракция проводится на 10-15 °C ниже критической температуры растворения (температуры, выше которой при смешении данного сырья с данным растворителем не происходит расслоения на фазы). На нефтеперерабатывающих заводах топливно-масляного профиля установка селективной очистки может находиться в составе маслоблока. 4. Фурфурол применяют, для очистки масляных дистиллятов и предварительно деасфальтированных остатков вакуумной перегонки нефтей с небольшой и средней смолистостью. Фурфурол характеризуется сравнительно невысокой растворяющей способностью, и для ее повышения необходимо повышать (в пределах, допустимых по КТР) температуру. Обычно очистку фурфуролом проводят при температурах от 60 до 150 °С. Присутствие воды в фурфуроле снижает его растворяющую способность и избиратель, поэтому содержание воды в фурфуроле не должно превышать 1%. 76 УМКД 042-18-10.1.27/03-2013 Редакция № 1 от 18.09 2013 стр. 77 из 88 Кратность фурфурола к сырью в зависимости от вязкости сырья и содержания в нем нежелательных компонентов составляет для дистиллятных масляных фракций 150—350, для остаточных 250—500% (об.). Установки очистки нефтяных фракций фурфуролом состоят из следующих секций: деаэрации сырья; экстракции сырья фурфуролом; регенерации растворителя из рафинатного раствора; регенерации растворителя из экстрактного раствора; регенерации фурфурола из смесей его с водой. 5. Фенол используют в качестве избирательного растворителя при очистке масляных дистиллятов и деасфальтизатов. Он хорошо растворяет ароматические углеводороды с короткими боковыми цепями, особенно алициклические, и смолы, молекулы которых обогащены ароматическими циклами. Азотсодержащие соединения полностью переходят в экстракт. В зависимости от качества сырья и условий очистки содержание серы в результате очистки фенолом снижается на 30—50%. С увеличением обводненности фенола повышается выход рафинатов, но ухудшается их качество. При добавлении воды к фенолу снижается также температура его плавления. Экстракцию сырья фенолом осуществляют в насадочных, сетчатых или тарельчатых колоннах. Для более четкого выделения из сырья нежелательных компонентов должна быть установлена разность температур между верхом и низом колонны — температурный градиент экстракции. Эта величина составляет 10—15°С при очистке дистиллятных фракций и 15—20 °С при очистке деаюфальтизатов. Температура экстракции в зависимости от сырья составляет обычно 45—115°С. Расход фенола для различного сырья и с учетом требований к качеству рафината изменяется в широких пределах: при очистке дистиллятных фракций массовая кратность фенола к сырью составляет 1,5 — 2: 1, при очистке деасфальтизатов— 2,5—3,5:1. При очистке нефтяных фракций фенолом одной из важных задач является снижение потерь ценных компонентов с экстрактом. Для этой цели на заводских установках фенольной очистки используют различные методы выделения рециркулята. Одним из таких методов является введение в экстрактный раствор фенольной воды, представляющей собой конденсат смеси паров фенола и воды, выходящих из отпарных колонн в секциях регенерации фенола из рафинатного и экстрактного растворов. Другим методом выделения ценных компонентов является понижение температуры низа экстракционной колонны подачей туда охлажденного экстрактного раствора. 6. Для производства остаточных масел иногда применяют процесс очистки парными растворителями (дуосол-процесс). Очистка парными растворителями основана на использовании двух взаимномалорастворимых селективных растворителей, один из которых избирательно растворяет желательные компоненты сырья, а другой— нежелательные. Одним из растворителей в дуосол-процессе явля,ется пропан, обладающий деасфальтирующими свойствами и растворяющий желательные компоненты сырья, а другим растворителем— смесь фенола и крезола («селекто»), растворяющая нежелательные компоненты. Таким образом, в дуосол-процессе сочетаются процессы деасфальтизации и селективной очистки, в результате чего получают рафинат (целевой продукт), экстракт и асфальт или их смесь — побочные продукты. Чаще всего применяют смесь изомеров крезолов. Обычно дуосол-очистку проводят при температуре 50—60 °С, давлении 2—2,4 МПа и содержании крезола в селекто 49— 51%. 77 УМКД 042-18-10.1.27/03-2013 Редакция № 1 от 18.09 2013 стр. 78 из 88 (масс.). Содержание рафината в рафинатном растворе составляет 14—25%, содержание экстракта в экстрактном растворе 8—10% (на раствор). Ввиду малой взаимной растворимости фенол-крезольной смеси и пропана содержание первой в рафинатном растворе и второго в экстрактном, растворе составляет 20—22%. К недостаткам процесса очистки парными растворителями относятся: сильное равбавление сырья растворителем; высокие первоначальные и эксплуатационные затраты на регенерацию растворителей; громоздкое аппаратурное оформление. Основные понятия, которые необходимо знать после изучения материала данной лекции: деасфальтизация остатков пропаном, селективная очистка масляных фракций, очистка фурфуролом, очистка фенолом, очистка парными растворителями. Вопросы для самоконтроля: 1. С какой целью проводится деасфальтизация гудрона? 2. Каковы свойства жидкого пропана как селективного растворителя? 3. Как проявляется селективность фенола (фурфурола)? 4. В каких случаях применяется очистка масел парными растворителями? Рекомендуемая литература: 1. С.А. Ахметов. Технология глубокой переработки нефти и газа. Уфа.: Гилем. 2003. С. 252-297. 2. Г.К. Бишимбаева, А.Е. Букетова. Химия и технология нефти и газа. – Алматы.: Бастау, 2007. С. 246-259. Лекция 27, 28 – Депарафинизация нефтяного сырья. План лекции: 1. Назначение процессов депарафинизации нефтяного сырья. 2. Физико-химические основы процесса. 3. Факторы процесса депарафинизации 4. Депарафинизация в растворе пропана. 1. Целью процесса депарафинизации является удаление твердых углеводородов. Твердые углеводороды, нежелательные в маслах и топливах, являются ценным сырьем для производства парафинов, церезинов и продуктов на их основе. Твердые углеводороды нефтяных фракций представляют собой сложную смесь парафиновых углеводородов нормального строения разной молекулярной массы, изопарафиновых, нафтеновых, ароматических и нафтеноароматических с разным числом колец и длинными боковыми цепями. Химический состав твердых углеводородов зависит от температурных пределов выкипания фракции. В низкокипящих масляных фракциях нефти содержатся в основном твердые парафиновые углеводороды нормального строения. С повышением пределов выкипания содержание н-алканов снижается, а концентрация из парафиновых и циклических углеводородов, особенно нафтеновых, возрастает. Основным компонентом твердых углеводородов (церезинов), концентрирующихся в остатке от перегонки мазута, являются нафтеновые углеводороды изостроения; в меньшем количестве в них содержатся парафиновые и ароматические углеводороды с длинными алкильными цепями. С повышением температур выкипания фракции растет общее содержание твердых углеводородов и повышается их температура плавления. 78 УМКД 042-18-10.1.27/03-2013 Редакция № 1 от 18.09 2013 стр. 79 из 88 Сущность процесса депарафинизации заключается в отделении твердых углеводородов от жидкой фазы, в связи с чем важную роль играет их кристаллическая структура, т. е. форма и размер кристаллов. Депарафинизации нефтепродуктов может осуществляться несколькими методами: кристаллизацией твердых углеводородов при охлаждении сырья; кристаллизацией твердых углеводородов при охлаждении раствора сырья в избирательных растворителях; комплексообразованием с карбамидом; каталитическим превращением твердых углеводородов в низкозастывающие продукты; адсорбционным разделением сырья на высоко- и низко застывающие компоненты; биологическим воздействием. Наиболее широкое промышленное применение получили методы депарафинизации с использованием избирательных растворителей; реже используют процесс карбамидной депарафинизации, главным образом для понижения температуры застывания дистиллятов дизельных топлив. 2. Этот процесс основан на разной растворимости твердых и жидких углеводородов в некоторых растворителях при низких температурах и может применяться для масляного сырья любого фракционного состава. Твердые углеводороды масляных фракций ограниченно растворяются в полярных и неполярных растворителях. Ратворимость таких углеводородов подчиняется общей теории растворимости твердых веществ в жидкостях и характеризуется следующими положениями: растворимость твердых углеводородов уменьшается с увеличением плотности и температур выкипания фракции; для фракций, выкипающих в одном и том же температурном интервале, растворимость твердых углеводородов одного гомологического ряда уменьшается с увеличением их молекулярной массы; растворимость твердых углеводородов увеличивается с повышением температуры. Растворение твердых углеводородов в полярных растворителях происходит в основном под действием дисперсионных сил. Растворимость остальных компонентов масляных фракций является результатом индукционного и ориентационного взаимодействий. При понижении температуры влияние дисперсионных сил постепенно ослабевает, в то время как влияние полярных сил усиливается; в результате при достаточно низких температурах твердые углеводороды выделяются из раствора и благодаря наличию длинных парафиновых цепей сближаются с образованием кристаллов. Растворитель, применяемый в процессе депарафинизации, должен: при температуре процесса растворять жидкие и не растворять твердые углеводороды сырья; обеспечивать минимальную разность между температурами депарафинизации (конечного охлаждения) и застывания депарафинированного масла и способствовать образованию крупных кристаллов твердых углеводородов. Упомянутая разность температур называется температурным эффектом депарафинизации (ТЭД); иметь не слишком высокую и не слишком низкую температуру кипения; иметь низкую температуру застывания; быть коррозионно-неагрессивным; быть доступным, по возможности дешевым и приемлемым с точки зрения санитарных норм. 3. Для создания оптимальных условий кристаллизации учитывают влияние ряда факторов: фракционного состава сырья, природы, состава и расхода растворителя, способа его подачи, температуры конечного охлаждения (фильтрования). 79 УМКД 042-18-10.1.27/03-2013 Редакция № 1 от 18.09 2013 стр. 80 из 88 Качество сырья. Чем выше температура кипения и вязкость сырья, тем меньше полнота выделения твердых углеводородов, ниже скорость фильтрации и выше температура застывания масла. Поэтому процесс депарафинизации остаточных рафинатов (в сравнении с дистиллятными) характеризуется меньшими скоростями фильтрации и более низкой производительностью установок. Чем выше вязкость сырья и содержание в нем твердых углеводородов, тем большая требуется кратность разбавления сырья растворителем. Чем уже фракционный состав сырья, тем выше скорость фильтрации, выход масла, меньше содержание масла в гаче. Природа и состав растворителя. Содержание кетона в кетон-ароматических растворителях (по объему) в смеси метилэтилкетон – толуол 40-60%, в смеси ацетонтолуол 25-40%. При использовании в качестве растворителя смеси метилизобутилкетонметиэтилкетон кетоны берут в объемном соотношении 3:1. Соотношение сырья и растворителя. Чем выше температурные пределы выкипания фракции, тем выше ее вязкость, при прочих равных условиях - требуется большая кратность разбавления сырья растворителем. Она повышается с 2—3:1 при депарафинизации.дистиллятных рафинатов до 3—4,5:1 для остаточного сырья. Выбор оптимальной кратности растворителя к сырью зависит и от конечной температуры охлаждения раствора: чем ниже эта температура, тем выше, степень разбавления сырья растворителем. Температура конечного охлаждения (фильтрования) должна быть ниже требуемой температуры застывания депарафинированного масла на величину не меньшую, чем величина температурного эффекта не величину не меньшую, чем величина температурного эффекта депарафинизации (5-100С для кетонсодержащих растворителей). 4. Процесс депарафинизации с применением избирательных растворителей осуществляется непрерывно и слагается из следующих стадий: смешения сырья с растворителем; термической обработки смеси; постепенного охлаждения полученного раствора сырья до заданной температуры, в результате чего из раствора выделяются кристаллы твердых углеводородов; отделения твердой фазы от жидкой; регенерации растворителя из растворов депарафинированного масла и гача или петролатума. При депарафинизации в растворе сжиженного пропана существуют два варианта охлаждения раствора сырья: с хладоагентом, обычно используемым в последней стадии охлаждения аммиаком и за счет испарения из раствора самого пропана, которое осуществляется в вертикальных или горизонтальных аппаратах, действующих попеременно. Скорость охлаждения растворов в них регулируется скоростью снижения давления. В данных аппаратах испарение пропана зависит от отсоса его паров, для чего на установках этого типа предусмотрены компрессоры. Необходимую кратность пропана к сырью поддерживают, непрерывно добавляя пропан по мере его испарения или добавляя охлажденный пропан в конечной стадии охлаждения. 80 УМКД 042-18-10.1.27/03-2013 Редакция № 1 от 18.09 2013 стр. 81 из 88 Рисунок 1. Принципиальная технологическая схема установки депарафинизации в растворе пропана: 1-сборник жидкого пропана; 2- смеситель; 3- паровой подогреватель; 4, 8- холодильники; 5-7 теплообменники; 9- промежуточная емкость для раствора сырья; 10, 11 - пропановые кристаллизаторы самоохлаждения периодического действия, работающие попеременно; 12-каплеотбойники; 13 - приемник суспензии петролатума; 14-барабанный фильтр, работающий под давлением; 15-ёмкость для охлажденного пропана; 16- приемник суспензии петролатума; 17-приемник пропана от промывки осадка на фильтрах; 15приемник раствора депарафинированного масла; 19-компрессор; 20-22- насосы. Линии: I -сырье; II -пропан; III-раствор сырья; I V-охлажденный раствор сырья; V-суспензия петролатума; VI-раствор депарафинированного масла на регенерацию растворителя; VII — раствор от промывки осадка на фильтрах; VI I I - охлажденный пропан на разбавление лепешки петролатума и на промывку лепешки на фильтрах, на разбавление охлажденного раствора, на добавку к сырьевому раствору для компенсации убыли его при самоохлаждении; IX -суспензия петролатума после фильтра; X - раствор петролатума на регенерацию растворителя; XI - пары пропана на компрессию; XII - вода; XIII - водяной пар. Основным достоинством этого процесса являются его простота и экономичность, так как пропан одновременно является и растворителем, и хладоагентом. Кроме того, пары пропана используют и для отдувки осадка на фильтре. Это позволяет исключить из схемы линию инертного газа. При депарафинизации пропаном вследствие малой вязкости раствора при низких температурах скорость охлаждения значительно выше, чем при использовании кетонов. Основные понятия, которые необходимо знать после изучения материала данной лекции: депарафинизация нефтяного сырья, физико-химические основы процесса, факторы процесса депарафинизации, депарафинизация в растворе пропана. Вопросы для самоконтроля: 1. Назначение процесса депарафинизации? 2. Что такое температурный эффект депарафинизации? 3. Что такое гач, петролатум? Рекомендуемая литература: 1. С.А. Ахметов. Технология глубокой переработки нефти и газа. Уфа.: Гилем. 2003. С. 298-330. 2. Г.К. Бишимбаева, А.Е. Букетова. Химия и технология нефти и газа. – Алматы.: Бастау, 2007. С. 246-259. 81 УМКД 042-18-10.1.27/03-2013 Редакция № 1 от 18.09 2013 стр. 82 из 88 Лекция 29, 30 – Депарафинизация нефтяного сырья. План лекции: 1. Депарафинизация с использованием карбамида. Физико-химические основы процесса. 2. Факторы процесса карбамидной депарафинизации. 3. Депарафинизация раствором карбамида в изопропиловом спирте. Депарафинизация водным раствором карбамида в присутствии хлористого метилена. 1. В результате карбамидной депарафинизации получают низкозастывающее топливо или маловязкое масло, жидкие или мягкие парафины, используемые для производства синтетических жирных кислот и спиртов, олефинов, моющих средств, белкововитаминных, концентратов, поверхностно-активных веществ и др. В этом случае для выделения твердых углеводородов сырье или его растворы не нужно охлаждать до низких температур. Карбамид способен образовывать кристаллические комплексы с парафиновыми углеводородами, слаборазветвленными изопарафиновыми и циклическими углеводородами, спиртами, кислотами, эфирами, при условии, что в их молекулах содержатся длинные неразветвленные парафиновые цепи. Карбамид может существовать 2 кристаллических модификациях: тетрагональной и гексагональной. Чистый карбамид имеет тетрагональную структуру, каждая кристаллическая ячейка которой состоит из четырех молекул. Это плотно упакованный кристалл, не имеющий свободных пространств, в которых могли бы разместиться молекулы другого вещества. В процессе комплексообразования происходит перестройка кристаллической структуры карбамида из тетрагональной в гексагональную. В этом случае кристаллическая ячейка состоит из шести молекул карбамида, расположенных по спирали и повернутых друг относительно друга под углом 120°. При таком построении между молекулами карбамида образуется свободной пространство (канал), в котором размещаются молекулы другого вещества. В зависимости от агрегатного состояния карбамида и н-алкана возможны три типа процессов: В процессе карбамидной депарафинизации применяют растворители, снижающие вязкость среды. Для создания гомогенной системы растворитель должен растворять и сырье и карбамид. В качестве растворителей наибольшее распространение получили изооктан, петролейный эфир, бензин, лигроин, бензол, хлористый метилен, изопропанол и др. Карбамидная депарафинизация проводится при участии активаторов, ускоряющих образование карбамидного комплекса. К активаторам относятся некоторые спирты (метанол, этанол, изопропанол), низкомолекулярные кетоны (ацетон, метйлэтилкетон), хлорорганические соединения (хлористый метилен, дихлорэтан), вода. Активаторы во-первых, способствуют ослаблению межмолекулярных сил притяжения молекул твердых и жидких углеводородов, создавая условия для образования спиралеобразной гексагональной решетки карбамида; во-вторых, препятствуют адсорбции на кристаллах карбамида или комплекса неуглеводородных компонентов сырья. 2. Выход и качество продуктов, получаемых при карбамидной депарафинизации нефтяного сырья зависят от условий комплексообразования: природы и расхода растворителя и активатора, агрегатного состояния и расхода карбамида, температуры, длительности и интенсивности контактирования компонентов смеси. 82 УМКД 042-18-10.1.27/03-2013 Редакция № 1 от 18.09 2013 стр. 83 из 88 Качество сырья. Эффективность процесса карбамидной депарафинизации зависит от фракционного состава сырья. В низкокипящих масляных фракциях (300—400 °С) превалируют парафины нормального строения, а твердые нафтены, содержащиеся в небольшом количестве имеют в молекуле неразветвленные боковые цепи. Такие углеводороды, образуя комплекс с карбамидом, удаляются из депарафинируемого сырья, в результате чего депарафинированное масло имеет низкую температуру застывания. Чем выше температура конца кипения сырья, тем меньше в твердых углеводородах н-алканов и больше циклических углеводородов с боковыми цепями изостроения, не способных к комплексообразованию, но имеющих высокую температуру плавления, что не позволяет получать низкозастывающие масла. В более высококипящих фракциях возрастает содержание смолистых веществ и сернистых соединений, препятствующих комплексообразованию углеводородов с карбамидом. В связи с этим большое значение имеет глубина очистки масляного сырья, подвергаемого карбамидной депарафинизации. Растворители и активаторы. Назначение растворителей в процессе карбамидной депарафинизации заключается в снижении вязкости сырья, предотвращении кристаллизации твердых углеводородов при температуре процесса и улучшении отделения твердой фазы (комплекса) от раствора депарафинированного продукта. Активаторы способствуют комплексообразованию карбамида с углеводородами и значительно ускоряют этот процесс. Выбор растворителя и активатора для карбамидной депарафинизации и их оптимальных количеств зависит от качества сырья, природы растворителя и активатора, их взаимной совместимости с точки зрения скорости и глубины комплексообразования, а также от требований к получаемым продуктам. При карбамидной депарафинизации сырья с большим содержанием н-алканов в качестве растворителя применяют изооктан, алкилат или бензин. Для фракций с высокой концентрацией ароматических компонентов рекомендован дихлорэтан. В промышленных условиях часто используют двойной растворитель, один компонент которого растворяет сырье, а другой является активатором процесса, например смесь бензина и изопропанола или метанола, алкилата и ацетона, изопропанола и воды. Расход и агрегатное состояние карбамида подбирают экспериментально для каждого вида сырья. Средний расход карбамида при депарафинизации разного сырья составляет (в % масс): для дизельного топлива 75, для газойлей 100, а для остатков парафинового производства не менее 300. Наибольшая глубина процесса достигается при использовании насыщенных растворов карбамида. К недостаткам процесса с использованием водных растворов карбамида относится образование эмульсий. При депарафинизации в водно-спиртовых растворах карбамида наличие в сырье ароматических углеводородов и смол меньше влияет на ход процесса, т. е. процесс идет более равномерно. Применение карбамида в виде пульпы имеет преимущества: скорость комплексообразования выше, чем в случае использования растворов; общий объем реакторов меньше. Температура. Этот процесс не требует затрат для достижения низких температур. Обычно депарафинизацию нефтяного сырья карбамидом проводят при температурах 20-450С. Оптимальные температурные условия карбамидной депарафинизации нефтепродуктов выбирают в зависимости от качества сырья. 3. При депарафинизации раствором карбамида в обводненном изопропиловом спирте сырьем являются фракции 200—350, 200—320, 240-350 °С, полученные прямой 83 УМКД 042-18-10.1.27/03-2013 Редакция № 1 от 18.09 2013 стр. 84 из 88 перегонкой нефти, и рафинат фракции 300— 400°С. Установка состоит из следующих основных секций: реакторной, в которой осуществляются контакт сырья с раствором карбамида и образование комплекса; отстаивания и разложения, в которой осуществляется выделение продуктов депарафинизации и регенерация карбамидного раствора; промывной, в которой спирт отмывается от продуктов депарафинизации. Кроме того, имеются блоки: а) насыщения сырья спиртом; б) насыщения спиртом циркулирующей промежуточной фракции; в) разгонки парафинов; г) ректификацииспирта. Одним из перспективных процессов является депарафинизация водным раствором карбамида с использованием в качестве растворителя сырья хлористого метилена. Он испаряясь, одновременно выполняет роль и хладоагента, снимающего тепло комплексообразования, что дает возможность поддерживать в смесителе постоянную температуру. В результате этого процесса получают низкозастывающие дизельные топлива, индустриальные и трансформаторные масла, а также выделяют нормальные парафины (C15—С40) высокой степени чистоты (рис.1). Рисунок 1. Принципиальная технологическая схема установки депарафинизации раствором карбамида в присутствии хлористого метилена: 1-реактор, 2-вакуумный фильтр, 3-аппарат для разрушения комплекса, 4-отстойник, 5-испаритель для насыщения раствора карбамида, 6,7-испарительные колонны для регенерации растворителя из растворов депарафинированного продукта и парафина, 8-теплообменник, 9-11холодильники. Линии: І – сырье, ІІ – растворитель, ІІІ-раствор карбамида, IV-смесь раствора депарафинированногопродукта и комплкса, V-раствор депарафинированного продукта, VI-комплекс, VII-раствор карбамида и парафина, VIII-водный раствор карбамида, IX-депарафинированный продукт, Х-раствор парафина, ХІ-парафин, ХІІ-вода. Основные понятия, которые необходимо знать после изучения материала данной лекции: депарафинизация с использованием карбамида, факторы процесса карбамидной депарафинизации, депарафинизация раствором карбамида в изопропиловом спирте, депарафинизация водным раствором карбамида в присутствии хлористого метилена Вопросы для самоконтроля: 1. С какой целью проводится депарафинизация дизельных топлив? 2. Напишите формулу карбамида. 3. Как зависит полнота отделения парафина из состава дизельного топлива в процессе комплексообразования от температуры? 4. Какие растворители применяются в процессе карбамидной депарафинизации, требования к ним? Рекомендуемая литература: 84 УМКД 042-18-10.1.27/03-2013 Редакция № 1 от 18.09 2013 стр. 85 из 88 1. С.А. Ахметов. Технология глубокой переработки нефти и газа. Уфа.: Гилем. 2003. С. 298-330. 2. Г.К. Бишимбаева, А.Е. Букетова. Химия и технология нефти и газа. – Алматы.: Бастау, 2007. С. 246-259. Практические занятия Практическое занятие 1 – Расчет физико-химических свойств и состава нефти и нефтепродуктов Содержание: 1. Компонентный состав 2. Средняя температура кипения нефтяной фракции 3. Характеризующий фактор Решение задач. С.И. Хорошко, А.Н. Хорошко. Сборник задач по химии и технологии нефти и газа. Новополоцк. 2001. Задачи 1.1-1.10. Практическое занятие 2 – Расчет физико-химических свойств и состава нефти и нефтепродуктов Содержание: 1. Плотность. 2. Молярная масса. Решение задач. С.И. Хорошко, А.Н. Хорошко. Сборник задач по химии и технологии нефти и газа. Новополоцк. 2001. Задачи 1.11-1.31 Практическое занятие 3 – Расчет физико-химических свойств и состава нефти и нефтепродуктов Содержание: 1. Давление насыщенных паров. 2. Критические и приведенные параметры. 3. Фугитивность. Решение задач. С.И. Хорошко, А.Н. Хорошко. Сборник задач по химии и технологии нефти и газа. Новополоцк. 2001. Задачи 1.32-1.43 Практическое занятие 4 – Расчет физико-химических свойств и состава нефти и нефтепродуктов Содержание: 1. Вязкость и вязкостно-температурные свойства Решение задач. С.И. Хорошко, А.Н. Хорошко. Сборник задач по химии и технологии нефти и газа. Новополоцк. 2001. Задачи 1.44-1.54 Практическое занятие 5 – Расчет физико-химических свойств и состава нефти и нефтепродуктов Содержание: 1. Тепловые свойства нефтепродуктов Решение задач. С.И. Хорошко, А.Н. Хорошко. Сборник задач по химии и технологии нефти и газа. Новополоцк. 2001. Задачи 1.55-1.70. 85 УМКД 042-18-10.1.27/03-2013 Практическое занятие углеводородных газов 6 Редакция № 1 от 18.09 2013 – Расчет физико-химических стр. 86 из 88 свойств и состава Содержание: 1. Общие свойства газовых смесей 2. Плотность газов 3. Критические и приведенные параметры газов. 4. Вязкость газов Решение задач. С.И. Хорошко, А.Н. Хорошко. Сборник задач по химии и технологии нефти и газа. Новополоцк. 2001. Задачи 2.1-2.13, 2.14-2.26. Практическое занятие углеводородных газов 7 – Расчет физико-химических свойств и состава Содержание: 1. Тепловые свойства газов. 2. Сжиженные углеводородные газы Решение задач. С.И. Хорошко, А.Н. Хорошко. Сборник задач по химии и технологии нефти и газа. Новополоцк. 2001. Задачи 2.27-2.40, 2.41-2-56 Практическое занятие 8 – Расчет ректификационных колонн установок первичной переработки нефти Содержание: 1. Технологические параметры работы ректификационных колонн 2. Построение кривых однократного испарения Решение задач. С.И. Хорошко, А.Н. Хорошко. Сборник задач по химии и технологии нефти и газа. Новополоцк. 2001. Задачи 3.1-3.8 Практическое занятие 9 – Расчет ректификационных колонн установок первичной переработки нефти Содержание: 1. Температурный режим ректификационных колонн. Температура верха колонны 2. Температура вывода боковых продуктов 3. Температура низа ректификационной колонны Решение задач. С.И. Хорошко, А.Н. Хорошко. Сборник задач по химии и технологии нефти и газа. Новополоцк. 2001. Задачи 3.9-3.22 Практическое занятие 10 – Расчет ректификационных колонн установок первичной переработки нефти Содержание: 1. Материальный баланс ректификационной колонны 2. Тепловой баланс ректификационной колонны Решение задач. С.И. Хорошко, А.Н. Хорошко. Сборник задач по химии и технологии нефти и газа. Новополоцк. 2001. Задачи 3.23-3.31 86 УМКД 042-18-10.1.27/03-2013 Редакция № 1 от 18.09 2013 стр. 87 из 88 Практическое занятие 11 – Расчет ректификационных колонн установок первичной переработки нефти Содержание: 1. Определение геометрических размеров ректификационных колонн. Диаметр колонны. 2. Высота колонны. Число тарелок. Решение задач. С.И. Хорошко, А.Н. Хорошко. Сборник задач по химии и технологии нефти и газа. Новополоцк. 2001. Задачи 3.32-3.41 Практическое занятие 12 – Расчет реакционных устройств термических процессов Содержание: 1. Термический крекинг. 2. Висбрекинг. 3. Материальный баланс процесса. 4. Расчет реакционного змеевика печи висбрекинга. Решение задач. С.И. Хорошко, А.Н. Хорошко. Сборник задач по химии и технологии нефти и газа. Новополоцк. 2001. Задачи 4.1-4.10 Практическое занятие 13 – Расчет реакционных устройств термических процессов Содержание: 1. Коксование нефтяных остатков 2. Материальный баланс процесса 3. Расчет геометрических размеров необогреваемых камер. Решение задач. С.И. Хорошко, А.Н. Хорошко. Сборник задач по химии и технологии нефти и газа. Новополоцк. 2001. Задачи 4.11-4.20 Практическое занятие 14 – Расчет реакционных устройств каталитических процессов Содержание: 1. Каталитический крекинг 2. Материальный баланс процесса 3. Тепловой баланс реактора 4. Тепловой баланс регенератора. 5. Расчет реактора и регенератора Решение задач. С.И. Хорошко, А.Н. Хорошко. Сборник задач по химии и технологии нефти и газа. Новополоцк. 2001. Задачи 5.1-5.13 Практическое занятие 15 – Расчет реакционных устройств каталитических процессов Содержание: 1. Каталитический риформинг бензиновых фракций 2. Материальный баланс процесса 3. Тепловой баланс процесса 4. Определение геометрических размеров реакторов риформинга. Решение задач. С.И. Хорошко, А.Н. Хорошко. Сборник задач по химии и технологии нефти и газа. Новополоцк. 2001. Задачи 5.14-5.21 87 УМКД 042-18-10.1.27/03-2013 Редакция № 1 от 18.09 2013 стр. 88 из 88 Самостоятельная работа студентов СРС № 1. Физико-химические свойства нефтей и нефтепродуктов [8.2.2, стр. 34-121] СРС № 2. Принципы размещения оборудования трубчатых установок. Работа установок АВТ [8.2.2, стр. 329-346] СРС № 3. Очистка и разделение нефтяного сырья адсорбентами [8.2.4, стр. 236-261] СРС № 4. Гидроочистка и гидрокрекинг нефтяного сырья [8.2.4, стр. 261-284] 88