Технологическая подготовка производства
реклама

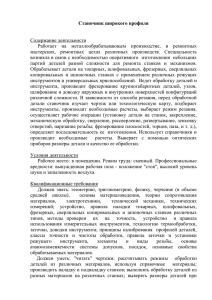
ПРОГРАММА повышения квалификации «Технологическая подготовка производства современных авиационных двигателей» Эффективность Полное электронное определение изделия Бумажные и электронные чертежи Машиностроение IV поколения Цифровые технологии •Компьютерные технологии V поколения – CAD/CAM/CAE/PDM/ERP •Высокоскоростные обрабатывающие центры с мехатронными модулями и интеллектуальными ЧПУ, ГПМ (50-65%) •Компьютеризированные интегрированные производства (CIM) •Интеграция данных на макроуровне (PLM, CALS) •Качество – TQM, ISO 9000:2000, AS 9100 Машиностроение III поколения Аналоговые технологии •Компьютерные технологии III поколения - САПР, АСУП, АСУТП •Оборудование с аналоговыми ЧПУ (8-10%) •Технологическая специализация цехов •Качество - КСУКП •Компьютерные технологии IV поколения – CAD/CAM/CAE •Оборудование с цифровыми ЧПУ (20%) •Гибкие производственные ячейки (10%) •Качество – ISO 9000:1994 175 технологий 5000 ед. оборудования с ЧПУ 1650 нормативных документов 600 технологий 12000 ед. оборудования с ЧПУ 3600 нормативных документов 1980 Машиностроение V поколения 2000 2020 Программа содержит три базовых модуля, обеспечивающих повышение квалификации инженеровтехнологов в направлениях использования новых технологий современного машиностроительного производства, новых методик и программных средств проектирования технологических процессов, документооборота, инженерного анализа, экспертной оценки и оптимизации технологических процессов. ПРОФЕССИОНАЛЬНЫЕ МОДУЛИ «Современное состояние и перспективы развития технологий производства авиационных двигателей» «Разработка технологических процессов изготовления типовых деталей авиационных двигателей» «Автоматизированная подготовка управляющих программ для оборудования с ЧПУ» Задача модуля: изучение инженерами-технологами I, II и III категорий технологических возможностей и технических показателей инновационных технологий , применяемых при изготовлении авиационных двигателей для получения соответствующих профессиональных компетенций в областях: - Применения современные методов разработки технологических процессов изготовления авиационных двигателей, энергетических установок и других объектов в сфере профессиональной деятельности с определением оптимальных технологических режимов работы, с применением специального оборудования; - модернизации производства на основе внедрения прогрессивных технологий формообразования изделий, обеспечения их надежности и ресурса; - применения новых технологий при технологической подготовке производства деталей и узлов авиационных двигателей Наименование разделов и тем профессионального модуля Всего часов В том числе Лекции Применяемые образовательПрактические ные технологии (лабораторные) занятия 1 Раздел 1. Конструктивно-технологические особенности и тенденции развития газотурбинных двигателей. Современное состояние технологии производства ГТД и перспективы ее развития 4 4 - 2 Раздел 2. Прогрессивные технологии заготовительного производства и получения неразъемных соединений, механической и физико-химической обработки 10 10 - Раздел 3. Технологические методы обеспечения эксплуатационных свойств и ресурса деталей и узлов ГТД 6 6 - 20 20 Всего Способы контроля образовательных результатов Презентации PowerPoint, фильмы, классическое лекционное обучение Презентации PowerPoint, фильмы, классическое лекционное обучение Текущий опрос Презентации PowerPoint, фильмы, классическое лекционное обучение Текущий опрос Текущий опрос Наименование разделов профессионального модуля тем Содержание учебного материала Объем часов Раздел 1. Конструктивно-технологические особенности и тенденции развития газотурбинных двигателей. Современное состояние технологии производства ГТД и перспективы ее развития 4 Тема 1.1. Базовые конструкции двигателей пятого поколения ( на примерах двигателей F-119 и EJ200 и технологии используемые при изготовлении Особенности конструкции и типовых деталей и узлов. Новые материалы, применяемые в производстве технологии производства ГТД. Особенности организации производства инновационной наукоемкой двигателей пятого поколения. продукции. 2 Тема 1.2. 2 Информационные технологии Современные информационные технологии, стадии жизненного цикла технической подготовки изделия и IP –технологии, технологии структурного синтеза производства и управления жизненным циклом изделий интегрированных информационных моделей, технологии и методология организации и управления сложными объектами, системами и комплексами, базовые алгоритмы управления. Наименование разделов профессионального модуля тем Содержание учебного материала, лабораторные работы и практические занятия, самостоятельная работа обучающихся (если предусмотрены) Раздел 2. Прогрессивные технологии заготовительного производства и получения неразъемных соединений, механической и физико-химической обработки Тема 2.1. Новые виды литья (по газифицируемым моделям, спрейное, методы безмодельного литья). Технологические возможности и технические показатели процессов литейного производства, аддитивные технологии получения литейных форм, новые технологии получения заготовок методами обработки давлением (ротационная вытяжка, гидроформовка, высокоскоростная и изотермическая штамповка, холодное и горячее изотермическое прессование и др.). Технологические возможности и технические показатели процессов обработки давлением. Получение заготовок из композиционных материалов. Прогрессивные технологии раскроя листового материала (лазерная, плазменная и струйно-абразивная резка), их технологические возможности и технические показатели Прогрессивные технологии сварки (трением, высокочастотной прессовой, электроннолучевая, диффузионная). Новое в технологиях пайки (технологические приемы пайки, новые припои и др.). Технологические возможности и технические показатели процессов получения неразъемных соединений, области их использования в производстве ГТД Новые технологии заготовительного производства Тема 2.2. Новые технологии получения неразъемных соединений Тема 2.3. Новые технологии механической и физикохимической обработки Высокоскоростное фрезерование, высокоскоростное и глубинное шлифование, твердое точение. Области применения новых процессов в производстве деталей ГТД. Тенденции развития и новые направления в процессах физико-химической обработки (электроэрозионной, электрохимической, ультразвуковой). Новые конструкции инструментов и оснастки для механической и физико-химической обработки. Новые технологии финишной обработки деталей ГТД. Объем часов 10 4 2 4 Наименование разделов профессионального модуля тем Раздел 3. Содержание учебного материала, лабораторные работы и практические занятия, самостоятельная работа обучающихся (если предусмотрены) Технологические методы обеспечения эксплуатационных свойств и ресурса деталей и узлов ГТД Объем часов Тема 3.1. Технические проблемы решаемые методами поверхностного упрочнения, технологии упрочнение без изменения химического состава поверхностного слоя (поверхностное пластическое деформирование, обработка холодом, поверхностное закаливание), технологии поверхностного легирования и модифицирования, комбинированные способы упрочнения. Технологические возможности и технические показатели процессов поверхностного упрочнения Новые технологии нанесения функциональных покрытий (износостойких, уплотнительных, жаростойких, термобарьерных). Газотермическое напыление, ионно-плазменное напыление, нанесение многослойных, многокомпонентных и функциональноградиентных покрытий. Технологии, применяемые для восстановления изношенных поверхностей. Технологические возможности и технические показатели процессов нанесения покрытий 3 Технологии физикохимического модифицирования поверхности Тема 3.2. Новые технологии нанесения функциональных покрытий 6 3 Материально- технические условия реализации программы модуля Занятия в специализированной лекционной аудитории площадью 41 кв.м на 40 посадочных мест, имеющая мультимедийную проекционную установку на базе компьютера Barebone Zotac (Atom 330 ION ITX), включающую проектор Benq MP625P, экран 180Х18. Аудитория оснащена плакатами и наглядными материалами. Комплект электронных презентаций и видеоматериалов Задача модуля: изучение инженерами-технологами I, II и III категорий технологических процессов изготовления типовых деталей авиационных двигателей и энергетических установок для получения соответствующих профессиональных компетенций в областях: - применения современные методов автоматизированного проектирования технологических процессов и оформления технологической документации; - применения программного и информационного обеспечения CAD/САЕ/САМ систем; - применения новых технологий технологической подготовке производства деталей и узлов авиационных двигателей. Наименование разделов и Всего тем профессионального часов модуля 1 В том числе Лекции Практические (лабораторные) занятия Применяемые образовательные технологии Способы контроля образовательных результатов Раздел 1. Типовые технологические процессы изготовления деталей ГТД 6 6 - Презентации PowerPoint, фильмы, классическое лекционное обучение текущий контроль Раздел 2. Автоматизация процессов технологической подготовки производства 22 6 16 Презентации PowerPoint, фильмы, классическое лекционное обучение, дифференцированные способы обучения текущий контроль Самостоятельная работа 4 12 16 Всего 32 Наименование разделов Содержание учебного материала, лабораторные работы и профессионального практические занятия, самостоятельная работа обучающихся модуля тем (если предусмотрены) 1 Раздел 1. Тема 1.1. Типовые технологические процессы изготовления деталей ГТД Объем часов 3 6 Типовые технологические процессы изготовление дисков, лопаток компрессора и турбины, моноколес и крыльчаток, валов турбины и компрессора 4 Типовые технологические процессы изготовления зубчатых колес, корпусных деталей, камер сгорания, деталей гидро- и пневмо-агрегатов 2 Изготовление специальных деталей и узлов ДЛА и энергетиче ских установок Тема 1.2. Изготовление деталей, узлов и агрегатов ДЛА Наименование разделов Содержание учебного материала, лабораторные работы и практические занятия, профессионального самостоятельная работа обучающихся модуля тем Автоматизация процессов технологической подготовки производства Раздел 2. Структура АСТПП. Применение систем автоматизированного проектирования Тема 1.1. технологических процессов. Возможности систем и методы применения основных модулей систем. Структура Универсальные CAD/САЕ/САМ системы. Назначение универсальных систем. Системы программного и низкого уровня; среднего уровня; полномасштабные системы. информационного Интеграция CAD/CAM/CAE/PDM систем. Подсистема интеграции программного обеспечения CAD/САЕ/САМ систем. обеспечения САПР. Требования к современным системам, обусловленные интеграцией. Электронно-графические каталоги. Тема 1.2. Стандарты обмена информацией. Документооборот Инженерный анализ в машиностроении. Понятие «Большая сборка» в синтезе и анализе сложных изделий в АКТ. Приемы редактирования больших сборок. Логическое объединение объектов в сборочные единицы и агрегаты. Классификация графических стандартов. Графические стандарты класса 2D. Графические стандарты класса 3D. Стандарты обмена данными. Проблемы стандартизации в представлении данных геометрических моделей. CAE-системы: программные системы проектирования; универсальные программы анализа; специализированные программы анализа; программы анализа систем управления и имитационного моделирования. Системы автоматизации выпуска конструкторской документации. Специализированные среды автоматизированной подготовки конструкторской и технологической документации. Структура чертежа. Этапы получения чертежа. Ассоциативные взаимодействия 3D-моделей изделия и 2D - чертежа. Объем часов 22 4 2 Лабораторные занятия Объем часов Основы твердотельного параметрического моделирования деталей. 4 Многовариантное параметрическое моделирование: Параметризация 3D моделей. Табличные конфигурации детали. 4 Оформление технологической документации для операции обработки детали на станке с ЧПУ в среде модуля CAPP системы CAD/CAM/CAPP 4 Конструкторско-технологическое моделирование деталей ДЛА. 4 Текущий /промежуточный контроль по теме 1 - Самостоятельная работа Итоговая аттестация по модулю Всего 4 32 Материально- технические условия реализации программы модуля • Специализированная лекционная аудитория площадью 41 кв.м на 40 посадочных мест. Мультимедийная проекционная установка на базе компьютера Barebone Zotac (Atom 330 ION ITX), включающая проектор Benq MP625P, экран 180Х18. Аудитория оснащена плакатами и наглядными материалами. Комплект электронных презентаций и видеоматериалов. Лабораторные работы: • Учебно-исследовательская лаборатория «Электрофизические методы обработки» площадью 41 кв.м. Оборудование и оснащение лаборатории: Установки для электроэрозионной обработки (ЭЭО) и электроискрового легирования (ЭИЛ) «ЭЛФА-731» с ЧПУ – 2 штуки, • Лаборатория «Технология обработки конструкционных материалов» общей площадью 336 кв.м., оснащенная станочным парком универсальных, специализированных станков, станков с ЧПУ. Фрезерный станок с ЧПУ «МАНО MH550W». Специальные приспособления для станков с ЧПУ-2 шт. Режущий и вспомогательный инструмент для станков с ЧПУ. Лаборатория включает три отсека по 16 посадочных мест для учащихся. • Специализированный компьютерный класс – Лаборатория "Автоматизированные системы технологической подготовки производства" площадью 41 кв.м. Сетевые вычислительные машины серии IBM на 12 автоматизированных рабочих мест (Системный блок CPU AMD 64 3200+ RAM1Gb DVD+RW монитор 17” LCD Nec1770NX клавиатура, мышь). Локальная сеть. Класс оснащен плакатами и наглядными материалами. • Специализированный компьютерный класс – Лаборатория "Информационные технологии в образовании, науке и производстве" площадью 48 кв.м. Сетевые вычислительные машины серии IBM с процессорами Pentium на 12 автоматизированных рабочих мест (Системный блок CPU Intel Core 2 Duo E6600 RAM2Gb DVD+RW монитор 17” LCD Nec1770NX клавиатура, мышь). Локальная сеть. Класс оснащен плакатами и наглядными материалами. Мультимедийная проекционная установка на базе компьютера Barebone Zotac (Atom 330 ION ITX), включающая проектор Benq MP625P, экран 180Х18. Задача модуля: изучение инженерами-технологами I, II и III категорий автоматизированной подготовке управляющих программ изготовления типовых деталей авиационных двигателей и энергетических установок для получения соответствующих профессиональных компетенций в областях: - определение последовательности обработки деталей и этапов разработки технологических процессов обработки на станках с ЧПУ основных групп; - особенностей обработки типовых деталей на станках с ЧПУ; - типов режущего, вспомогательного инструмента и приспособлений, применяемых на станках с ЧПУ и требований к ним; - применения модулей CAD/CAM/CAPP интегрированной системы при автоматизированном проектировании технологических процессов обработки на станках с ЧПУ. Задача модуля: изучение инженерами-технологами I, II и III категорий технологических процессов изготовления типовых деталей авиационных двигателей и энергетических установок для получения соответствующих профессиональных компетенций в областях: - применения современные методов автоматизированного проектирования технологических процессов и оформления технологической документации; - применения программного и информационного обеспечения CAD/САЕ/САМ систем; - применения новых технологий технологической подготовке производства деталей и узлов авиационных двигателей. Наименование разделов и тем профессионального модуля Всего часов 1 Раздел 1. Основные этапы подготовки технологических процессов обработки деталей ДЛА на станках с ЧПУ. 4 4 - 2 Раздел 2. Автоматизированная подготовка управляющих программ 20 - 20 Самостоятельная работа 4 4 20 Всего 28 В том числе Лекции лабораторные занятия Применя-емые образовате-льные технологии Презентации PowerPoint, фильмы, классичес-кое лекционное обучение Дифференцированные способы обучения в процессе выполнения аттестационного задания Способы контроля образовательных результатов текущий контроль текущий контроль Наименование разделов профессионального модуля тем Содержание учебного материала, лабораторные работы и практические занятия, самостоятельная работа обучающихся (если предусмотрены) Объем часов Раздел 1. Основные этапы подготовки технологических процессов обработки деталей ДЛА на станках с ЧПУ. 24 Тема 1.1. Основные этапы подготовки технологических процессов обработки деталей ДЛА на станках с ЧПУ. Основные характеристики станков с ЧПУ и деталей, обрабатываемых на них. Типовые элементы обрабатываемых деталей. Разработка операционного технологического процесса. Последовательность обработки детали и групп ее типовых элементов. Выбор последовательности обработки отверстий. Применение постоянных циклов и подпрограмм. Применение коррекции положения инструментов. Использование контактных головок. Способы базирования и закрепления деталей. 4 1 Формирование 3D геометрической модели детали с поверхностями, обрабатываемыми фрезерованием. 4 - приемы формирования 3D моделей в интегрированной CAD/CAM –системе, - импорт 3D моделей из сторонних CAD-систем, и распознавание файлов растровой графики, 2 3 - классификация рельефов фрезеруемых поверхностей, назначение и особенности обработки. Разработка управляющей программы обработки 3D фрезерованием поверхностей типа колодец с наклонными стенками Редактор постпроцессоров станков с ЧПУ модуля CAM-систем. 4 4 - назначение и особенности постпроцессоров, - приемы работы: кодирование, состав команд, - создание собственного постпроцессора, пополнение базы данных CAM-системы, 4 - генерация управляющей программы обработки на основе разработанного постпроцессора. Изучение особенностей формирования и использования базы данных режущего инструмента CAM-системы. 4 состав базы данных инструмента, инструкции по выбору инструмента, 5 проектирование собственного инструмента для токарных операций, сохранение в базе данных. Разработка управляющей программы токарной обработки наружных поверхностей для станка с ЧПУ. - обработка наружных ступенчатых цилиндрических поверхностей, - подрезка торца, - формирование центровочных отверстий 4 На лабораторных занятиях обучаемые в интерактивной форме знакомятся с технологическим оборудованием и процессами, изучают возможности основных модулей интегрированной CAD/CAM/CAPP системы, осваивают методы применения системы при проектировании технологического процесса обработки на станке с ЧПУ. Приобретают навыки работы в среде системы при построении геометрических моделей обрабатываемых деталей, в процессе разработки технологического процесса и управляющей программы и при оформлении технологической документации. Приобретают навыки программирования и наладки оборудования с ЧПУ. Интерактивное обучение осуществляется в условиях постоянного, активного равноправного взаимодействия преподавателя и учащихся, организованных в малые группы (8-12 человек) при выполнении лабораторных работ. Использование интерактивной модели обучения предусматривает моделировании и разбор ситуаций, использование ролевых игр, совместное решение проблем. Обсуждение возможностей альтернативных вариантов, взаимодействие в рабочем коллективе развивают способности студентов к принятию решений, аргументации и доказательства. Самостоятельная работа Итоговая аттестация по модулю Всего 4 28 Материально- технические условия реализации программы модуля • Специализированная лекционная аудитория площадью 41 кв.м на 40 посадочных мест. Мультимедийная проекционная установка на базе компьютера Barebone Zotac (Atom 330 ION ITX), включающая проектор Benq MP625P, экран 180Х18. Аудитория оснащена плакатами и наглядными материалами. Комплект электронных презентаций и видеоматериалов. Лабораторные работы: • Учебно-исследовательская лаборатория «Электрофизические методы обработки» площадью 41 кв.м. Оборудование и оснащение лаборатории: Установки для электроэрозионной обработки (ЭЭО) и электроискрового легирования (ЭИЛ) «ЭЛФА-731» с ЧПУ – 2 штуки, • Лаборатория «Технология обработки конструкционных материалов» общей площадью 336 кв.м., оснащенная станочным парком универсальных, специализированных станков, станков с ЧПУ. Фрезерный станок с ЧПУ «МАНО MH550W». Специальные приспособления для станков с ЧПУ-2 шт. Режущий и вспомогательный инструмент для станков с ЧПУ. Лаборатория включает три отсека по 16 посадочных мест для учащихся. • Специализированный компьютерный класс – Лаборатория "Автоматизированные системы технологической подготовки производства" площадью 41 кв.м. Сетевые вычислительные машины серии IBM на 12 автоматизированных рабочих мест (Системный блок CPU AMD 64 3200+ RAM1Gb DVD+RW монитор 17” LCD Nec1770NX клавиатура, мышь). Локальная сеть. Класс оснащен плакатами и наглядными материалами. • Специализированный компьютерный класс – Лаборатория "Информационные технологии в образовании, науке и производстве" площадью 48 кв.м. Сетевые вычислительные машины серии IBM с процессорами Pentium на 12 автоматизированных рабочих мест (Системный блок CPU Intel Core 2 Duo E6600 RAM2Gb DVD+RW монитор 17” LCD Nec1770NX клавиатура, мышь). Локальная сеть. Класс оснащен плакатами и наглядными материалами. Мультимедийная проекционная установка на базе компьютера Barebone Zotac (Atom 330 ION ITX), включающая проектор Benq MP625P, экран 180Х18. Спасибо за внимание!