СМЕШЕНИЕ, УПЛОТНЕНИЕ И ПРЕССОВАНИЕ УГМ Лекция №6
реклама

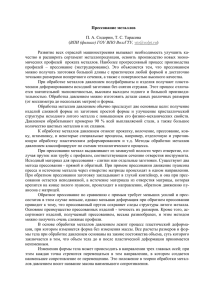
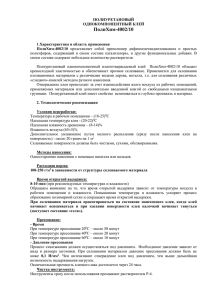
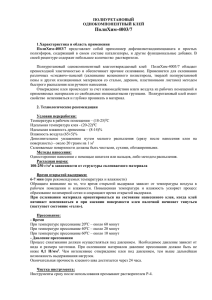
СМЕШЕНИЕ, УПЛОТНЕНИЕ И ПРЕССОВАНИЕ УГМ Лекция №6 Конструкции смесительных машин Смесители бывают следующих типов: машины с архимедовой спиралью и шнековые смесители, машины с вращающимися спиралями и лопастями, центробежные, с эксцентриковой осью. Двухлопастные смесительные машины периодического действия 4 3 2 5 6 5 5 1 1– электродвигатель; 2 – редуктор; 3 – корыто; 4 – загрузочные отверстия; 5 – Z-образные лопасти 1–редуктор; 2–загрузочно-разгрузочное устройство; 3–лопасть; 4–кожух Достоинства и недостатки Достоинства периодических машин: малая чувствительность к погрешностям дозирования; допустимость корректирования свойств массы; возможность контроля на любой стадии процесса. Недостатком машин такого типа является невысокая производительность. Смесительные машины непрерывного действия Применяются на алюминиевых заводах для производства электродной массы. Два взаимно зацепляющихся шнека вращаются в одном и том же направлении. 1 7 6 5 4 3 2 1 – загрузочное отверстие; 2 – питающий червяк; 3 – нагнетательные витки; 4 – тормозящие витки; 5 – паровая рубашка; 6 – разгрузочные отверстия; 7 – отбойный червяк Установка питания смесителя 1 – бункеры; 2 – питатели; 3 – весовой дозатор; 4 – конический смеситель порошков; 5 – бункер; 6 – червячный питатель; 7 – емкость с обогревом для хранения связующего; 8 – шестеренчатый насос; 9 – регулятор точного количества связующего 1 2 3 7 4 8 9 5 Уплотнение масс Цель – дальнейшее уплотнение материала, удаление остатков воздуха. Предварительно смешанная масса, обрабатываемая на вальцах и бегунах. Под воздействием механических сил происходят химические изменения. Существенная роль принадлежит в этом процессе и реакции окисления под действием кислорода воздуха Вальцы Приготовленная в смесителях масса подается в зазор между вальцами, вращающимися с различной скоростью. В результате трения и адгезии при многократном пропускании через вальцы масса разогревается, пластифицируется и подвергается действию срезающих сил. Технологический режим процесса вальцевания характеризуется температурой вальцов (Т=100–200 °С) Бегуны Для них в большей степени характерны раздавливающие и скользящие усилия, причем происходит максимальная гомогенизация массы. Механохимические воздействия выше, чем на вальцах. Температура процесса бегунения близка к температуре последующего прессования. Прессование Важнейший показатель процесса прессования – пластичность, она позволяет избежать возникновения трещин и сколов. При прессовании совмещаются две операции: формование; прессование. Прочный блок образуется за счет капиллярных сил сцепления, сил сцепления адсорбционных пленок, а также сил молекулярного притяжения. Стадии прессования уплотнение, дальнейшее уплотнение с локальной деформацией и разрушением частичек, уплотнение глобально разрушенных частичек, закупоривание воздуха. Максимальная плотность прессования определяется внешним и внутренним трением, упругим последействием после освобождения от давления, способностью к разрушению частичек при прессовании и образовании при этом новых контактных поверхностей. Методы прессования прессование в пресс-форму – холодное, горячее; выдавливанием через мундштук (прошивное прессование) – только горячее. Холодное – температура 20–30 °С, давление 120– 250 МПа, дает продукцию с пористостью до 20 %. Горячее – температура 70-80 °С, имеет ограниченное распространение, используется, когда форма и размеры фасовок соответствуют форме и размерам товарной продукции Прессование в пресс-форму Используется для получения конструкционных материалов для которых необходима высокая плотность, тонкая однородная структура, полное отсутствие дефектов. К недостаткам способа следует отнести неравномерное распределение давления в прессуемой массе за счет потерь давления на трение о стенки пресс-формы и между частицами самой массы. Прессование в пресс-форму В связи с неравномерным распределением давления (градиентом давления) соотношение высоты блока к диаметру выдерживают не более единицы. При больших соотношениях применяют двухстороннее прессование, вибрацию. давлением 50–70 МПа с выдержкой при максимальном давлении в течение 30–60 с. Прессование выдавливанием Наиболее распространенный и экономичный способ прессования. Данный метод позволяет получать изделия диаметром от 1–2 до 1200–1500 мм с различной длиной. Длина изделий ограничивается лишь условиями проведения последующих переделов: обжига и графитации. Схема прессования выдавливанием 1 – контейнер; 2 – мундштук; 3 – масса; 4 – пуансон 1,3 - цилиндры; 2 - поршень; 4 - мундштук Параметры процесса При температуре размягчения пека около 75 °С для изделий средних размеров температура массы, подаваемой в контейнер пресса, должна быть 87–97 °С. В зависимости от диаметра изделий давление составляет 7,5–20 МПа. для изделий диаметром 6 мм скорость составляет выдавливания до 1 м/с, для крупных изделий – 2–3 м/мин. Методы формования Виброформование – разброс плотности может быть снижен в 3–4 раза. Изостатическое – равномерное приложение нагрузки к формуемому телу жидкостью или газом через гибкую оболочку (100-1000 МПа). Динамическое – используется на механических прессах для увеличения скорости передачи давления материалу, что повышает производительность процесса формования (ударная нагрузка).