Технология DMDTM - прямое нанесение металла
реклама

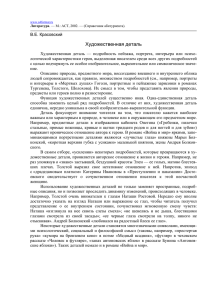
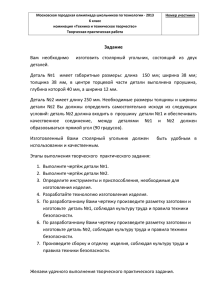
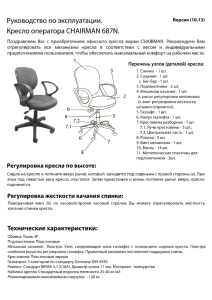
Технология DMDTM - прямое нанесение металла Принцип работы DMD сочетает в себе пять общеизвестных технологий: лазеры, CAD, CAM, сенсоры и порошковую металлургию. Управляющая программа манипулирует форсункой и оптикой, направляющей СО2-лазер в соответствии с траекториями движения инструмента (САМ), созданными по трехмерной CAD-модели. Луч лазера фокусируется на заготовку или пре-форму из инструментальной стали для образования зоны расплавленного металла. Металлический порошок, обычно инструментальная сталь (H13, P20, S7 или SS) или чистая медь OFHC подводится из подающего лотка с помощью инертного газа в форсунку и тонкой струей впрыскивается в динамическую область расплава для увеличения ее объема. Луч лазера, управляемый компьютером, перемещается в соответствии с геометрией детали, послойно выращивает металлическую деталь. Стандартных систем DMD не существует. Размер и конфигурация оборудования зависят от его назначения. Внутри рабочей области зажимы и крепления, характерные для механообработки, отсутствуют: они не нужны для аддитивного процесса. Лазерная головка располагается там, где должен быть вертикальный шпиндель; она соседствует с оптическим устройством обратной связи, содержащим CCD -камеру; именно это устройство и отличает технологию DMD от других Область применения Формообразую щие поверхности Достоинства 1. 2. 3. 4. 5. 6. Сокращение цикла Снижение коробления деталей Увеличение срока службы форм Снижение затрат на переделку Исключение этапа опытной оснастки Снижение стоимости оснастки благодаря снижению количества полостей формования Ремонт 1. 2. 3. 4. 5. Поверхности класса "А" Более полная окупаемость форм ($$/деталь) Ремонт с восстановлением цвета Восстановление важнейших деталей до состояния "как новая" Ремонт изделий из разных металлов (титан, сталь, алюминий, медь, олово и т.д.) Прототипирова 1. 2. ние 3. Модифицирова 1. нные 2. 3. поверхности 4. Функциональные прототипы Обратный инжиниринг Маркетинговые исследования Прочные металлургические связи Определяемая пользователем толщина покрытия Уникальные легированные поверхности Замена "впрессованных" стальных вставок в алюминиевые детали Прототипирование DMD - первая технология, позволившая получить опытный образец из инструментальной стали H13. Для сравнения рядом приведена деталь из фотополимера SLA. Формование обычно состоит из пяти шагов: 1. Закрытие формы 2. Заполнение формы 3. Отверждение 4. Охлаждение детали 5. Выталкивание детали Контроль температуры формы Обычно охлаждение форм осуществляется с помощью просверленных каналов водяного охлаждения, барботеров и рассекателей. Технология DMD™ позволяет создавать конформные охлаждающие каналы и теплоотводы с высокой проводимостью в пределах полости формования, что позволяет сократить длительность цикла и добиться равномерного распределения температуры формы. В результате длительность цикла сокращается на 30% - 50% и значительно улучшается качество деталей Форма для инжекционного литья с конформными охлаждающими каналами. Огромное достоинство: она холодная Ремонт форм Вынужденный простой во время ремонта формы приводит к снижению темпов производства и убыткам. Замена формы всегда связана с большими затратами. Обычный ремонт при помощи сварки приводит, как правило, к получению деталей с более низким качеством. Длительность ремонта поврежденной формы связана, в основном, с продолжительностью термообработки форм и объемом работ по удалению следов сварки. Применение технологии DMD™ для ремонта форм позволяет получить высокое качество сварки без чрезмерных простоев производства. Ее особенностью является количество выделяемого тепла, глубина зоны разогрева и управляемое нанесение металла. DMD позволяет создавать полупостоянные стержни. Текущие изменения также выполняются DMD. НАНЕСЕНИЕ ПОКРЫТИЙ Всем известно, что нанесение покрытий и улучшение поверхностей с помощью таких технологий, как плазменное напыление, может значительно повысить устойчивость поверхностей к износу и коррозии. Проблема заключается только с толщиной покрытия, которая обычно составляет от 1 до 10 мкм. Технология DMD™ дает возможность добиться прочных металлургических связей между разными материалами, при толщине покрытия в 10-100 раз больше, чем в случае традиционных технологий CVD и PVD. Упрочнение поверхности алюминиевых деталей нанесением износоустойчивого сплава стали. Композитные детали Технология DMD™ позволяет создавать детали ("Smart Parts") без проблем, связанных с разницей в физических свойствах двух разных материалов Встроенные объекты Метод DMD Smart Parts позволяет изготавливать детали с встроенными объектами, такими как датчики или магниты. Герметизация обеспечивает защиту объекта, снижает вероятность его повреждения от воздействия температуры и других природных факторов. DMD позволяет получить "функционально-градиентные" детали с переменными свойствами материала и с внедренными объектами. Alloy-Variant Advanced Materials (AVAM) - сплавы с изменяющимся составом Детали "Smart Parts" могут состоять из "непохожих металлов", таких как медно-железный или медноалюминиевый композит, где один материал полностью закрывает собой другой, обеспечивая термостойкость, защиту от коррозии или износа поверхности детали (например, подшипника). В зависимости от области применения и используемых материалов, область перехода между двумя разными металлами может быть либо четко выраженной, либо би-металлической с постепенным переходом свойств, но может представлять собой композит из трех металлов, содержащий "прослойку", совместимую с другими элементами или сплавами На рисунке слева изображена деталь, с резким переходом свойств на границе двух материалов (TiB2 -> сталь 102С). Справа - такая же деталь с постепенным изменением свойств (функционально-градиентный материал TiB2 -> TiB2 + сталь 1020 -> сталь 1020). Формы нового поколения из гибридных сплавов Технология DMD предоставляет возможность изготавливать формообразующие поверхности, стержни и другие элементы форм из нескольких "гибридных" инструментальных сталей. Состав каждого из этих сплавов отвечает определенным требованиям к характеристикам материала, в зависимости от назначения. Прессформа, изготовленная по технологии DMD Steel Clad. Основание – сплав меди с высокой теплопроводностью. Формообразующая - из инструментальной стали. Детали для авиации Уже более десятилетия авиационная промышленность использует технологии нанесения материалов при помощи лазера для ремонта лопаток турбин авиадвигателей, изношенных в процессе эксплуатации, поврежденных в результате трения, до состояния "как новые". Технология DMD™ идеально подходит для ремонта компонентов самолетов благодаря небольшой зоне нагрева, свойственной данному процессу. Это позволяет избежать в ходе восстановительных работ повреждений материала самой детали. Коммерческое использование лазерного нанесения материалов для ремонта элементов авиадвигателей демонстрирует здравомыслие авиастроителей, их стремление использовать наилучшие технологии для восстановления поврежденных деталей до исходного состояния и повышения качества. DMD позволяет эффективно ремонтировать такие дорогостоящие компоненты, как лопатки турбин авиадвигателей