Технология низкотемпературной керамики (LTCC
реклама

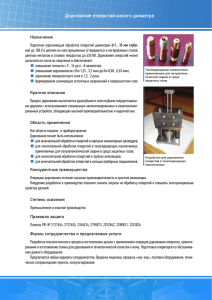
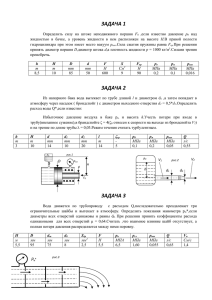
ПРЕЗЕНТАЦИЯ КОМПАНИИ «ТЕХНО ЭКСПРЕСС» ТЕХНОЛОГИЯ НИЗКОТЕМПЕРАТУРНОЙ КЕРАМИКИ (LTCC) О ТЕХНОЛОГИИ LTCC Мы предлагаем Вашему вниманию услуги по технологическому проектированию и подбору необходимого оборудования для производства многослойных керамических печатных плат на основе LTCC. LTCC является аббревиатурой слов Low Temperature Cofired Ceramic, что означает низкотемпературная совместно спеченная керамика. Гибкие стеклокерамические ленты производятся из шихты, состоящей из стеклянного порошка, керамического порошка или смеси этих порошков. Также в шихте присутствует заполнитель и пластификаторы, выгорающие при последующей обработке. Ленты – также известные, как зеленые (сырые) ленты имеют толщину от 0.05 до 1.5 мм и могут быть подвергнуты механической обработке – резке, прошивке отверстий, сверлению и т.п. ТЕХАУДИТ · ИНЖИНИРИНГ · ПОСТАВКА ОБОРУДОВАНИЯ · СЕРВИС · ДИАГНОСТИКА · ФИНАНСИРОВАНИЕ О ТЕХНОЛОГИИ LTCC Основными достоинствами технологии LTCC являются: • Компактные размеры и прочность конструкции - возможность интеграции пассивных компонентов - объемный дизайн цепей (ВЧ / СВЧ модули и коммутационные трехмерные платы) - непосредственная установка компонентов на плату • Высокие технические характеристики и надежность - высокая добротность и малые потери - контролируемый импеданс цепей - стабильность к внешним воздействиям • Высокая повторяемость параметров • Расширенный (по отношению к многослойным печатным платам) диапазон рабочих температур и механических нагрузок • Быстрая разработка прототипа • Возможность организации массового производства с последующим изменением параметров • Низкая стоимость ТЕХАУДИТ · ИНЖИНИРИНГ · ПОСТАВКА ОБОРУДОВАНИЯ · СЕРВИС · ДИАГНОСТИКА · ФИНАНСИРОВАНИЕ ОБЛАСТИ ПРИМЕНЕНИЯ ТЕХНОЛОГИИ LTCC • Технология низкотемпературной керамики (LTCC, Low Temperature Cofired Ceramics) в настоящее время быстро развивается и успешно применяется для различных приложений, например, для производства ВЧ и СВЧ микросхем низкой и средней степени интеграции. • В относительно низкой частотной области на базе LTCC подложек изготавливаются устройства для GSM, CDMA, TDMA и Bluetooth приложений, а в области миллиметровых волн популярными становятся MMDS и LMDS приложения. • Технология LTCC обеспечивает недорогое решение для массового производства электронных устройств для коммерческой и военной областей электронной промышленности. ТЕХАУДИТ · ИНЖИНИРИНГ · ПОСТАВКА ОБОРУДОВАНИЯ · СЕРВИС · ДИАГНОСТИКА · ФИНАНСИРОВАНИЕ ОПИСАНИЕ ТЕХНОЛОГИИ LTCC Типичный модуль, выполненный по технологии низкотемпературной спеченной керамики (LTCC), представляет из себя «бутерброд» из нескольких слоев керамического материала, запекаемый в печи обжига для фиксации многослойной структуры. В отличие от типичных многослойных печатных плат на основе фторопласта или высокотемпературной керамики, где каждый слой уже имеет проводящий рисунок и полностью подготовлен к прессовке, в LTCC технологии проводящие чернила, формирующие рисунок топологии, наносятся на листы сырой керамики еще до операции спекания. Далее в слоях перфорируются отверстия, которые заполняются токопроводящей пастой, обеспечивающей электрическую связь между слоями и теплоотвод. В общем случае каждый отдельный слой в пакете LTCC подложки может иметь уникальную толщину и диэлектрические характеристики, что дает разработчику широкие возможности реализации каждого многослойного компонента. ТЕХАУДИТ · ИНЖИНИРИНГ · ПОСТАВКА ОБОРУДОВАНИЯ · СЕРВИС · ДИАГНОСТИКА · ФИНАНСИРОВАНИЕ ОПИСАНИЕ ТЕХНОЛОГИИ LTCC Технология производства LTCC устройств выглядит следующим образом. Сырая керамика раскатывается, формуется и разрезается на листы фиксированного размера. Далее отбирается необходимое количество листов заданной толщины с требуемым значением диэлектрической проницаемости. В листах пробивается необходимое количество отверстий для межслойных проводящих и теплопроводящих переходов, а также выполняется дополнительная механическая обработка листов, например, краям придается специальная форма согласно конструкции изделия. Далее отверстия заполняются специальным проводящим составом, а на поверхность наносится проводящий рисунок топологии. После этого выполняется сборка многослойной структуры подложки с тщательным совмещением многослойных переходных отверстий, причем в качестве связующего слоя используется закристаллизированное стекло. Затем на верхний и нижний слои наносится защитный слой, и вся структура подвергается термообработке, в результате которой происходит ее спекание. После этого выполняется механическая обработка наружных слоев структуры (шлифование), в ходе которой снимается защитное покрытие, а сама поверхность становится плоской. Далее на очищенную поверхность верхнего и нижнего слоев наносится проводящий рисунок, а также резистивные элементы, причем для резисторов больших и малых сопротивлений используются разные резистивные чернила с соответствующим удельным сопротивлением. После финального обжига наружных слоев выполняется лазерная подгонка номиналов резисторов, и подложка становится полностью подготовленной для поверхностного монтажа навесных компонентов. ТЕХАУДИТ · ИНЖИНИРИНГ · ПОСТАВКА ОБОРУДОВАНИЯ · СЕРВИС · ДИАГНОСТИКА · ФИНАНСИРОВАНИЕ ЭТАПЫ ТЕХНОЛОГИЧЕСКОГО ПРОЦЕССА ИЗГОТОВЛЕНИЯ МНОГОСЛОЙНЫХ КЕРАМИЧЕСКИХ ПЕЧАТНЫХ ПЛАТ Типовой технологический процесс изготовления многослойных керамических печатных плат включает в себя следующие этапы: • Формирование «сырой» керамической ленты • Обрубка заготовок • Температурная стабилизация керамических заготовок • Формирование переходных контактных отверстий под межслойные контактные соединения • Заполнение переходных контактных отверстий электропроводящим материалом • Трафаретная печать проводящих цепей • Формирование окон под монтаж компонентов • Сборка слоев в пакет • Прессование пакета • Обрубка пакета до процесса обжига • Спекание и обжиг • Нарезка обожженного пакета на модули • Дополнительная обработка после обжига • Тестирование и контроль модулей ТЕХАУДИТ · ИНЖИНИРИНГ · ПОСТАВКА ОБОРУДОВАНИЯ · СЕРВИС · ДИАГНОСТИКА · ФИНАНСИРОВАНИЕ СХЕМАТИЧЕСКОЕ ИЗОБРАЖЕНИЕ ТЕХНОЛОГИЧЕСКОГО ПРОЦЕССА Типовой производственный процесс по технологии LTCC включает следующие ключевые этапы: ТЕХАУДИТ · ИНЖИНИРИНГ · ПОСТАВКА ОБОРУДОВАНИЯ · СЕРВИС · ДИАГНОСТИКА · ФИНАНСИРОВАНИЕ ДАЛЕЕ… Теперь подробнее об основных этапах производственного процесса… ТЕХАУДИТ · ИНЖИНИРИНГ · ПОСТАВКА ОБОРУДОВАНИЯ · СЕРВИС · ДИАГНОСТИКА · ФИНАНСИРОВАНИЕ ФОРМИРОВАНИЕ ПЕРЕХОДНЫХ (СКВОЗНЫХ) КОНТАКТНЫХ ОТВЕРСТИЙ Переходные контактные отверстия в пакете формируются в каждой отдельно взятой заготовке. Стандартные размеры диаметра отверстий в заготовках – 4, 6, 8, 10, 15 и 20 миллидюймов. В процессе обжига пакета отверстия, заполненные проводящим материалом, увеличивают линейные размеры от 4% до 7%, в то время, как окружающая керамическая матрица изменяет соответствующие размеры от 12% до 15%. Слишком близкое расположение отверстий может привести к появлению трещин между ними в сырой заготовке, а чересчур высокая плотность расположения отверстий может привести к искажению геометрических координат межслойных соединений при обжиге. При выборе размеров контактных отверстий следует учитывать, что использование отверстий очень малых диаметров не всегда обеспечивают надежную металлизацию, в то время как слишком большой диаметр может вызвать Варианты совмещения отверстий с контактными площадками «проваливание» заполняющего вещества. ТЕХАУДИТ · ИНЖИНИРИНГ · ПОСТАВКА ОБОРУДОВАНИЯ · СЕРВИС · ДИАГНОСТИКА · ФИНАНСИРОВАНИЕ ФОРМИРОВАНИЕ МЕТАЛЛИЗАЦИИ ПЕРЕХОДНЫХ ОТВЕРСТИЙ Формирование металлизации переходных отверстий производится посредством заполнения отверстий в керамической заготовке специальными смесями электропроводящих материалов с использованием технологии шаблонной печати. При этом используются высокоточные шаблоны, изготовленные из нержавеющей стали. Качество заполнения оценивается по следующим параметрам: • Полнота заполнения переходного отверстия • Точность нанесения заполняющего материала Наиболее важным фактором, влияющим на этот процесс, является соотношение толщины используемой керамической заготовки к диаметру заполняемого отверстия. Переходное отверстие в печатной плате после металлизации ТЕХАУДИТ · ИНЖИНИРИНГ · ПОСТАВКА ОБОРУДОВАНИЯ · СЕРВИС · ДИАГНОСТИКА · ФИНАНСИРОВАНИЕ ФОРМИРОВАНИЕ ЭЛЕКТРОПРОВОДЯЩИХ ЦЕПЕЙ Электропроводящие цепи формируются методом трафаретной печати на поверхности необожженной керамической заготовки. По сравнению с традиционной толстопленочной технологией преимуществом данного метода является более высокое разрешение печати цепей, что обусловлено следующими факторами: • Печать производится на плоской поверхности керамической заготовки (отсутствует топография, характерная для толстопленочной технологии). • Электропроводящие пасты препятствующую их растеканию. наносятся на мелкопористую поверхность, ТЕХАУДИТ · ИНЖИНИРИНГ · ПОСТАВКА ОБОРУДОВАНИЯ · СЕРВИС · ДИАГНОСТИКА · ФИНАНСИРОВАНИЕ СБОРКА И ОБРУБКА ПАКЕТА ДО ОБЖИГА Сборка пакета Готовые слои перемещаются в специальное приспособление, обеспечивающее их совмещение. После сборки пакет слоев проходит через специальную прессовку при строго определенных давлении, температуре и временных циклах. На этом этапе пакет называется необожженным. Обрубка пакета до процесса обжига Перед обжигом пакета производится обрубка технологических полей. В том случае, когда конфигурация конечных модулей не является простой ортогональной структурой, производится вырубка отдельных модулей из необожженного пакета. ТЕХАУДИТ · ИНЖИНИРИНГ · ПОСТАВКА ОБОРУДОВАНИЯ · СЕРВИС · ДИАГНОСТИКА · ФИНАНСИРОВАНИЕ ОБЖИГ И НАРЕЗКА Обжиг Для окончательного формирования многослойной керамической платы необходима термообработка пакета или отдельных модулей. При этом протекают два параллельных процесса выжигание проводящих рисунков и спекание керамической массы. На первой стадии обжига также происходит разложение и удаление технологической связки. Нарезка обожженного пакета на модули Нарезка обожженного пакета на модули производится алмазными дисками, обеспечивающими высокую точность размеров модулей. Этот процесс применяется для изготовления модулей ортогональной конфигурации. ТЕХАУДИТ · ИНЖИНИРИНГ · ПОСТАВКА ОБОРУДОВАНИЯ · СЕРВИС · ДИАГНОСТИКА · ФИНАНСИРОВАНИЕ МЕТОДЫ ПРОВЕРКИ КАЧЕСТВА ГОТОВЫХ МОДУЛЕЙ Визуальный 100% Согласно стандарту MIL STD 883C, метод 2032 Класс B (используется как минимум микроскоп с 10-кратным увеличением) Пространственный AQL (допустимый уровень качества) • Проверка правильности нанесения слоя при помощи трафарета: микроскоп • Проверка подложки: микрометр и набор калибров Проверка резисторов AQL (допустимый уровень качества) Двухконтактный пробник. Проверка адгезии AQL (допустимый уровень качества) Тест на отрыв специальной ленты. Прочие методы Определяются при необходимости заказчиком. ТЕХАУДИТ · ИНЖИНИРИНГ · ПОСТАВКА ОБОРУДОВАНИЯ · СЕРВИС · ДИАГНОСТИКА · ФИНАНСИРОВАНИЕ БАЗОВАЯ ТЕХНОЛОГИЧЕСКАЯ ИНФОРМАЦИЯ Материалы подложки: • Поликор • Оксид бериллия • Диэлектрики • Ферриты • Кварц • Сапфир и др. Материалы барьерных слоев: • Титан/Вольфрам (Ti/W) • Никель (Ni) Материалы адгезионных слоев: • Хром (Cr) • Титан (Ti) • Титан/Вольфрам (Ti/W) • Никель/Хром (Ni/Cr) Материалы проводящих слоев: • Медь (Cu) • Никель (Ni) • Алюминий (Al) • Золото (Au) Формирование цепей подложки: • Нанесение фотолитографического шаблона с последующим травлением и/или • Селективное электрохимическое осаждение с последующим химическим травлением подслоёв Обработка подложки: • Лазерная обработка • Обработка прецизионным алмазным резаком • Ультразвуковая обработка Материалы резистивных слоев: • Нитрид Тантала (TaN) • Никель/Хром (Ni/Cr) ТЕХАУДИТ · ИНЖИНИРИНГ · ПОСТАВКА ОБОРУДОВАНИЯ · СЕРВИС · ДИАГНОСТИКА · ФИНАНСИРОВАНИЕ ИНФОРМАЦИЯ, НЕОБХОДИМАЯ ДЛЯ ЗАКАЗА Подложки: Необходимо указать размер и тип подложки, метод обработки ее поверхности и допуски на размеры. Резисторы: Необходимо указать тип, номинал резистора, точность резистора после термической обработки, время и температуру термической обработки. Проводящие пленки: Необходимо указать тип, толщину и допуск на размеры. Общие требования: Спецификации и критерии тестирования готового изделия. Схема слоев (чертежи слоев): Чертежи всех компьютерный файл соответствующего формата. слоев в едином масштабе или Методы обработки: Температурные режимы обработки, типы пайки и т.д. ТЕХАУДИТ · ИНЖИНИРИНГ · ПОСТАВКА ОБОРУДОВАНИЯ · СЕРВИС · ДИАГНОСТИКА · ФИНАНСИРОВАНИЕ