Родионов В.Н.
реклама

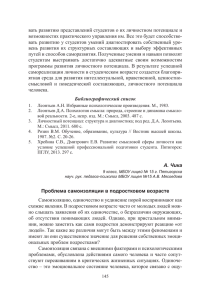
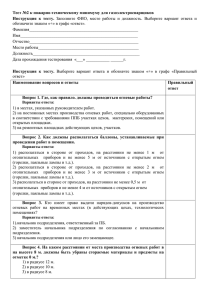
ОПЫТ ПРИМЕНЕНИЯ В ЗАО "СКК" СОВРЕМЕННЫХ МЕТОДОВ УПРАВЛЕНИЯ КАЧЕСТВОМ И ЭФФЕКТИВНОСТЬЮ ПРОИЗВОДСТВА Родионов В.Н., канд.техн.наук, Директор по технике и качеству, ЗАО "Самарская Кабельная Компания" 1 Современные методы управления качеством Теоретические основы •системный и процессный подходы •подход PDCA •подходы кайзен и кайрио Концепции и системы: •концепция бережливого производства •СМК по стандартам ISO •концепция "шесть сигма" Отдельные методы: •статистические методы •методы принятия решения Комплексные методы: •QFD-методология •FMEA •бенчмаркинг 2 Совместное использование методов QFD и FMEA Требования приоритеты План маркетинговых инноваций - непрерывность по всей длине -повышенная гибкость - малая масса и габариты приоритеты План продуктовых инноваций приоритеты План технологических инноваций QFD1 приоритеты План инноваций РМ QFD2 QFD3 SFMEA QFD4 DFMEA PFMEA WFMEA Workplace FMEA 3 АКТУАЛЬНОСТЬ АНАЛИЗА РАБОЧЕГО МЕСТА В РАМКАХ ПРОЦЕССНОГО ПОДХОДА • Рабочее место: неделимый в организационном отношении элемент предприятия, в котором силами одного или нескольких работников выполняются заданные операции бизнес-процесса в соответствии с требованиями ПОТРЕБИТЕЛЯ 4 АНАЛИЗ РАБОЧЕГО МЕСТА ОПРЕССОВЩИКА Действия персонала на операции "наложения изоляции на токопроводящую жилу" (рабочее место опрессовщика) Наименование действий Добавляющие ценность Не добавляющие ценность Исполнитель Наложение изоляции опрессовщик Регламентные перерывы Подготовка машины к работе Смена инструмента и оснастки, в т.ч. чистка головки Смена фильтрующих сеток Ликвидация обрывов опрессовщик опрессовщик наладчик Перезаправка Чистка ванн охлаждения Чистка шнека Замер пары "шнек-цилиндр" Контроль продукции опрессовщик опрессовщик, ремонтник, мастер опрессовщик ремонтник ремонтник технолог, наладчик, ремонтник контролер Всего по рабочему месту: Длительность действий в смену мин. % 217 45,2 263 54,8 480 100 Рабочее место опрессовщика является также рабочим местом: наладчика, ремонтника, технолога, мастера и т.д. 5 Интегрированный метод. Этап 1. Анализ требований и ожиданий потребителей автопровода Анализ требований потребителя Автопровод № п/п 1 2 3 4 5 6 7 8 9 10 11 12 13 14 Требование (голос) потребителя Выполнение основной функции (назначение) Соответствие требованиям пожарной безопасности Соответствие требованиям электро-безопасности Экологическая безопасность Высокая износостойкость Маркировка, обеспечивающая легкость безошибочной сборки и использования Повышенная гибкость Малая масса Малые габариты Эргономичность Удобная упаковка Непрерывность по всей длине в упаковке Технологичность для производства жгутов Особые условия эксплуатации (рабочая температура до 105С, напряжение до 60В) Изоляция Категория в соответствии с моделью Кано Базовые требования Контрактные требования Ожидания Отн. важность Отн. важность для для конкурентопотребителя P, способности K, % % 7,9 7,9 7,9 7,9 7,9 6,1 6,1 6,1 4,9 4,5 7,9 11,3 6,3 6,3 6,3 3,9 7,1 7,1 7,9 5,3 4,9 4,9 4,5 4,9 9,7 8,9 7,9 18,2 Структурная схема автопровода и тары 1 ТПЖ 2 Двухслойная изоляция с комбинированной расцветкой 1 – прилегание изоляции к ТПЖ, 2 – прилегание изоляции к таре Тара элемент техпроцесса 6 потребителя Интегрированный метод. Этап 1. Направления инновационных преобразований конструкции автопровода Результаты расчета приоритетов и рангов на первом этапе № п/п 1 2 3 4 5 Характеристика автопровода Сумма Суммар Отн. Ранг в ПЧР ная приоритет с плане оценка учетом инноваций риска риска, Q1 R1, % % Отн. Ранг в приоритет плане без без учета учета риска, q1% риска 174 60 339 441 162 6,7 2,3 13,0 16,9 6,2 6,55 2,27 19,72 41,91 1,70 3 8 2 1 12 7,03 7,05 10,86 17,74 1,96 4 3 2 1 16 16 Длительность горения при одиночной прокладке 252 9,6 4,17 5 3,09 11 17 18 19 20 21 129 126 64 64 72 4,9 4,8 2,4 2,4 2,8 4,55 3,36 0,95 0,86 0,64 4 7 13 15 19 6,58 4,99 2,77 2,52 1,65 5 10 12 13 21 Наружный диаметр провода Электрическое сопротивление Тип ТПЖ Тип изоляции Коэффициент концентричности … Тип тары Строительная длина проводов Прилегание изоляции к ТПЖ Отделение изоляции от ТПЖ Деформация изоляции при взаимодействии с тарой 7 Интегрированный метод. Этап 2. Направления инновационных преобразований конструкции компонентов автопровода Результаты расчета приоритетов и рангов на втором этапе Доп. характеристики Тара Двухслойная изоляция ТПЖ № п/п 1 2 3 4 5 9 10 11 Характеристика компонентов автопровода Сумма Суммар Отн. Ранг в Отн. Ранг в ПЧР ная приоритет с плане приоритет плане без оценка учетом риска, инноваций без учета учета риска, Q2 % риска, q2% риска R2, % 148 4,21 4,19 5 5,19 8 Электрическое сопротивление ТПЖ Число проволок 292 8,31 9,51 3 6,40 4 Количество пучков 115 3,27 2,32 9 5,74 7 Диаметр проволок 81 2,31 0,88 14 4,60 9 Шаг скрутки 160 4,55 0,51 16 1,45 19 … 40 160 54 1,14 4,55 1,54 2,90 9,09 1,19 6 4 12 13,06 5,81 2,73 1 6 13 12 13 14 Толщина изоляции Электрическая прочность изоляции Удельное объемное эл.сопротивление изоляции Тепловая стабильность изоляции Стойкость изоляции к истиранию Количество полос вспомогательного цвета 180 700 129 5,12 19,92 3,67 13,53 42,91 0,59 2 1 15 12,48 8,37 1,57 2 3 17 15 16 17 Тип и стойкость красителя Габариты тары Максимальная длина провода на таре 318 252 32 9,05 7,17 0,91 2,53 2,80 0,17 8 7 25 2,94 2,70 0,96 12 14 23 32 32 0,91 0,91 0,12 0,18 26 24 0,76 2,18 25 16 … 27 28 Предел прочности медной катанки Удельное сопротивление медной катанки при 20С 8 Интегрированный метод. Этап 3. Направления инновационных преобразований технологического процесса производства автопровода Результаты расчета приоритетов и рангов на третьем этапе № п/п 6 Операция технологического процесса Параметр … 035. Грубое волочение Стабильность работы оборудования 7 Температура СОЖ 8 045. Многопроволочное Количество волок волочение 14 … 075. Скрутка 15 … 29 30 31 32 33 34 35 … 41 155. Наложение изоляции на ТПЖ … Натяжение на компенсаторе отдатчика Провисание в пучке … Температура нагрева пластиката Температура охлаждения загрузочной зоны Температура охлаждения провода Прочность и долговечность матрицы Прочность и долговечность направляющих роликов Чистота материала (качество фильтрации) Диаметр матрицы и дорна … Конструкция головки экструдера Сумма Суммарная Отн. Ранг в ПЧР оценка приоритет с плане риска, R3, учетом риска инноваций % Q3, % Отн. приоритет без учета риска q3, % Ранг в плане без учета риска 72 0,94 0,04 38 0,27 35 180 36 2,35 0,47 0,44 1,73 28 15 0,54 5,85 32 7 264 3,45 5,80 6 3,21 13 150 1,96 0,56 25 1,55 20 144 328 1,88 4,28 3,58 8,14 11 4 1,46 1,46 21 21 320 210 4,18 2,74 6,37 17,41 5 1 0,69 8,72 31 1 40 0,52 1,08 18 1,90 18 748 9,76 9,67 2 1,64 19 230 3,00 8,17 3 7,08 3 80 1,04 0,21 32 0,95 25 9 Интегрированный метод. Этап 4. Результаты проведения FMEA 4 уровня для рабочего места опрессовщика (Workplace FMEA) WFMEA для действий наладчика на рабочем месте опрессовщика 10 Интегрированный метод. Этап 4. Направления инновационных преобразований рабочего места опрессовщика Результаты расчета приоритетов и рангов на четвертом этапе № п/п 1 2 3 4 5 6 Действие, осуществляемое на рабочем месте Оператор. Чистка или замена дорна и матрицы. Оператор. Чистка или замена дорна и матрицы. Оператор. Замена сеток в головке экструзионной линии. Оператор. Замена сеток в головке экструзионной линии. Оператор. Замена сеток в головке экструзионной линии. Оператор. Замена сеток в головке экструзионной линии. Параметр Сумма ПЧР Суммарная Отн. приоритет Ранг в оценка с учетом риска плане риска, R4, Q4, % инноваций % Отн. Ранг в плане приоритет инноваций без учета без учета риска q4, % риска Температура чистки 171 4,94 19,75 2 9,10 3 Разница температур дорнодержателя и дорна при сборке Количество и порядок установки сеток Тип соединения сеток 48 1,39 5,60 7 8,56 6 255 7,36 12,99 4 14,90 1 250 7,22 6,27 6 7,89 7 Зажатие хомута адаптора 200 5,77 2,33 9 2,93 12 Материал сетки 200 5,77 9,12 5 13,95 2 Сходимость и воспроизводимость системы измерения Оценка стабильности диаметров Сходимость и воспроизводимость системы измерения 126 3,64 13,70 3 9,01 4 196 5,66 21,31 1 9,01 4 280 8,08 0,44 15 0,95 16 Другие 36 1,04 0,41 16 1,33 14 … 16 Наладчик. Контроль диаметра дорна и матрицы 17 Наладчик. Контроль диаметра дорна и матрицы. 18 Контроль готового провода. … 55 Другие 11 РЕАЛИЗАЦИЯ ПЛАНА ИННОВАЦИОННЫХ ПРЕОБРАЗОВАНИЙ И УТОЧНЕНИЕ РАБОЧИХ ИНСТРУКЦИЙ ПО РЕЗУЛЬТАТАМ ПРИМЕНЕНИЯ МЕТОДА • Особое внимание уделено рискам, выявленным вспомогательных операций "не добавляющих ценности" для обеспечивающих 12 Пути решения проблем с целью повышения эффективности производства Перечень основных проблем (проектов) ЗАО СКК 1. 2. 3. 4. 5. 6. 7. 8. 9. 10. 11. 12. 13. 14. Низкая и неравномерная загрузка производства Срыв сроков изготовления продукции Завышение существующих норм отходов и наличие сверхнормативных отходов Низкая эксплуатационная готовность оборудования Низкая оборачиваемость готовой продукции Большие и не контролируемые затраты энергоресурсов Отсутствие должной мотивации Сложный и избыточный документооборот Низкая оборачиваемость основных и вспомогательных материалов Слабая дисциплина, недопустимо большие простои оборудования до 1,5-2 часов при пересменах Потери при производстве малыми и специальными длинами Не оптимально выстроены технологические цепочки процессов Отсутствие предупреждающей замены инструмента Продвижение и продажа новой продукции 13 Повышение эффективности оборудования с применением методики расчета коэффициента доступности (проект "Низкая эксплуатационная готовность оборудования") Эксплуатационная готовность оборудования – это время, в течение которого оборудование способно производить продукцию. Эксплуатационная готовность оборудования может оцениваться с помощью коэффициента доступности Коэффициент доступности = (время загрузки - простои)/время загрузки * 100 Время загрузки: рабочее время – плановые остановки Рабочее время: календарное время – обеденное время Календарное время: 24 часа Поломки - потеря функциональности оборудования, для устранения которой требуется полная остановка производства в минутах. Запуск оборудования - последовательность действий, состоящих из элементов, выполняемых после сменных и обеденных перерывах для подготовки выпуска изделия до его начала изготовления, в минутах: Переналадка - последовательность действий, состоящих из элементов и переходов, выполняемых для настройки оборудования после выпуска одного вида изделия на выпуск другого, в минутах (с учетом ТОН): Окончание смены - последовательность действий, состоящих из элементов, выполняемых после завершения изготовления изделия: 14 График работы оборудования 15 Сравнение Кдоступн. фактического и Кдоступн. целевого 90 80 70 К доступности (факт) и К доступности (тон) линии ЕЕL-40 60 50 40 30 20 10 Кдоступн.(ТОН) 10.04.13 (2) 10.04.13 (1) 09.04.13 (2) 09.04.13 (1) 08.04.13 2) 08.04.13 (1) 07.04.13 (2) 07.04.13 (1) 06.04.13 (2) 06.04.13 (1) 05.04.13 (2) 05.04.13 (1) 04.04.13 2) 04.04.13 (1) 02.04.13 (2) 02.04.13 (1) 01.04.13 (2) 01.04.13 (1) 0 Кдоступн. (факт) Причины низкого Кдоступн.факт - большое количество простоев, которые составляют 68% от времени загрузки 16 Детализация простоев Распределение видов простоев в общем времени простоев 100% 22,1 20,2 19,5 80% 60% окончание смены 53,84 55 54,9 запуск оборудов ания 40% 20% 0% переналадки поломки 14,3 12,86 10,5 11,26 10,5 12,6 мар.13 апр.13 май.13 17 Мероприятия по увеличению коэффициента доступности оборудования 1.Рассмотрение переналадок оборудования с точки зрения возможности применения методики SMED (быстрая переналадка) в первую очередь к наиболее длительным переналадкам 2.Создание цеховых команд для применения методики SMED на наиболее востребованном оборудовании 3.Обучение созданных команд методике SMED 4.Снижение ТОН на ELL-40 за счет внедрения методики SMED:смена цвета 10%; смена цвета и рассекателя 15%; чистка шнека 10% 5.Разработка мероприятий по внедрению SMED на другом оборудовании 18 Повышение эффективности производства с применением статистических методов управления Показатели качества процесса: – стабильность – воспроизводимость •Стабильность – отсутствие особых причин изменчивости; состояние статистической управляемости •Воспроизводимость – степень соответствия результатов стабильного процесса установленным требованиям; для оценки воспроизводимости применяются индексы воспроизводимости Срк, Ср Срk = ULS – LSL / 6σс ULS – верхний предел допуска параметра изделия LSL – нижний предел допуска параметра изделия 19 Динамика индекса воспроизводимости Срк в процессе производства автопроводов (по параметру диаметр провода) Срк 3,5 3 2,5 2 цель ≥1,67 факт 1,5 1 0,5 0 2005 г. 2006 г. 2007 г. 2008 г. 2009 г. 2010 г. 2011 г. 2012 г. 20 Расширение производства продукции для автомобилестроения В 2012 году освоено серийное производство автомобильных проводов температурного класса Т-3 (125о С) для комплектации автомобилей Renault. Ведется освоение производства автомобильных проводов: - температурного класса Т-3 (125о С) по стандартам FORD и VOLVO; - многожильных экранированных проводов по стандарту GMW. Во втором полугодии 2013 года будет реализован проект и начато производство гофрированных трубок - защитных кожухов для автожгутов из полипропилена и полиамида. Разрабатывается проект по изготовлению пластиковых (полиамидных) трубок для гидравлической, пневматической и топливной системы автотранспорта по современным технологиям – одно и многослойные (до 5 слоев). 21 Спасибо за внимание! Родионов Вячеслав Николаевич 22